56
BAB V
HASIL DAN ANALISA
5.1 Analisa Hasil Perhitungan Data
Berdasarkan hasil dari pengumpulan serta pengolahan data yang sudah dilakukan menggunakan peta kendali p sebelumnya maka diperoleh hasil dari data tersebut untuk dilakukan analisa dengan menggunakan diagram pareto serta diagram sebab akibat selanjutnya diterapkan dalam kegiatan QCC.
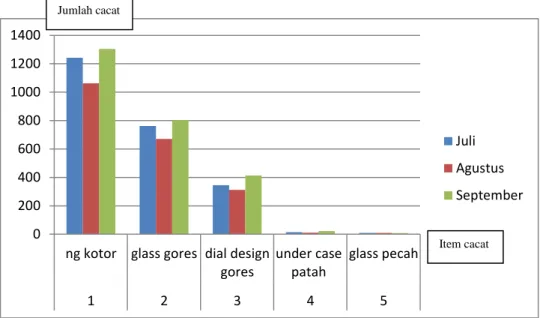
Pada proses assembling speedometer analog type X15 tersebut terlihat NG kotor merupakan data cacat tertinggi periode bulan juli – September 2011. Berdasarkan grafik Diagram Pareto terlihat data NG kotor merupakan masalah yang memiliki kontribusi terbesar sebanyak 1,74 %.
Dan berikut grafik kontribusi total cacat periode bulan juli - september 2011 sebagai berikut :
Gambar 5.1 Data Diagram Pareto Untuk Jenis Cacat
5.2 Pemecahan Masalah
Pemecahan masalah yang akan penulis terapkan adalah dengan menggunakan salah satu alat kendali kualitas dan juga salah satu alat dari 7 alat pada quality
control circle yaitu diagram sebab akibat atau yang biasa disebut dengan diagram fishbone dikarenakan bentuknya seperti tulang ikan. Dengan menggunakan
diagram fishbone dapat mempermudah kita untuk dapat menemukan akar penyebab terjadinya masalah.
5.3 Penerapan Metode QCC.
Tabel 5.1 Plan Dan Actual QCC Dep.Assembling Tahun 2011.
Juli Agust Sep Okt Nov
Pemilihan Tema
Menentukan Sebab Akibat Menentuan Faktor Utama Merencanakan Tindakan D Melaksanakan Tindakan C Memeriksa Hasil
Standarisasi Rencana Berikutnya Note : Plan Aktual
ITEM KEGIATAN Bulan / Th. 2011
P A 0 200 400 600 800 1000 1200 1400
ng kotor glass gores dial design gores under case patah glass pecah 1 2 3 4 5 Juli Agustus September Item cacat Jumlah cacat
1. Pemilihan Tema
Dari data yang telah ditampilkan diatas dapat diambil kesimpulan bahwa NG / cacat produk tertinggi pada proses assembling speedometer analog type X15 adalah NG kotor. Maka dari itu tema yang diangkat dalam QCC ini adalah Menurunkan NG kotor yang terjadi di proses assembling speedometer analog Type X15.
2. Menentukan Sebab Akibat.
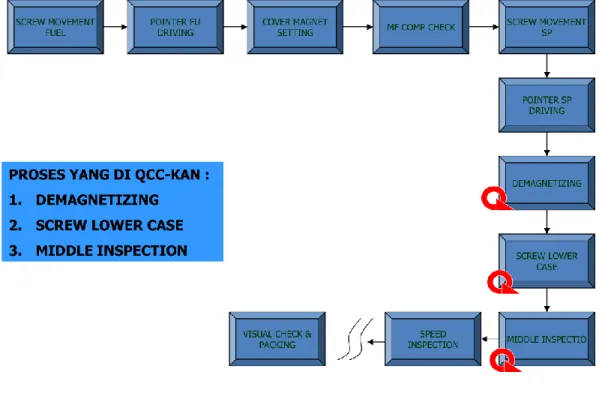
Untuk dapat mengetahui sebab – akibat yang terjadi dari cacat produk kita perlu terlebih dahulu untuk melihat kondisi yang ada dilapangan. Berikut analisa yang dilakukan penulis beserta team QCC terhadap kondisi yang ada di lapangan.
Dilihat dari aliran proses yang terlihat pada gambar kita dapat menganalisa kemungkinan terjadi NG kotor pada proses assembling speedometer analog khususnya type X15 di Line SA 4. Dan berikut analisa yang penulis terapkan dalam diagram sebab - akibat (Diagram Fishbone) sebagai berikut :
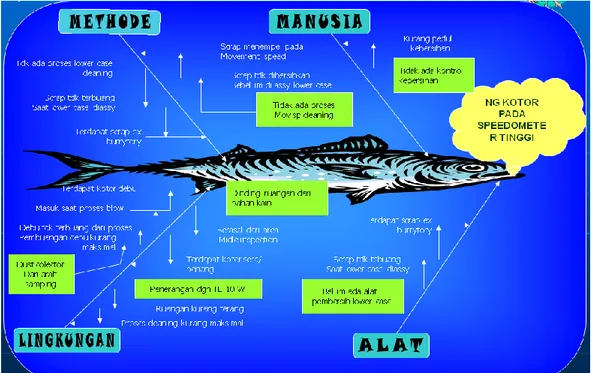
Gambar 5.3 Analisa Sebab – Akibat (Fishbone Diagram).
Dari diagram sebab - akibat ( Fishbone Diagram ) diatas dapat ditarik kesimpulan dari masing-masing faktor yang berpotensi menyebabkan terjadinya NG kotor diantaranya adalah sebagai berikut :
Faktor Manusia ( Man )
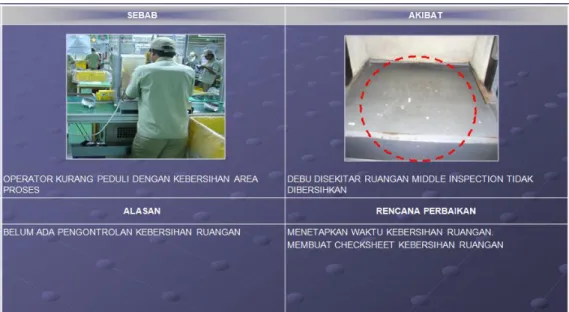
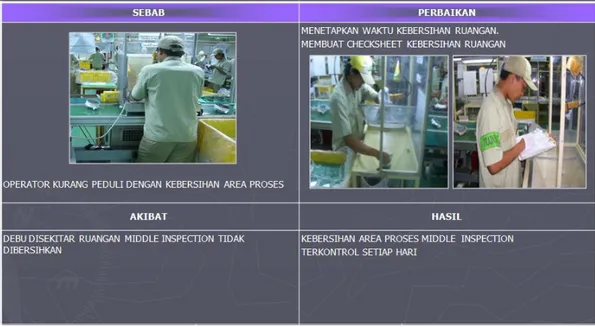
Penyebab yang berpotensi terjadinya kegagalan pada elemen manusia dalam proses adalah “Operator kurang peduli kebersihan “ sehingga operator tidak melakukan kontrol kebersihan antara produk yang dihasilkan dengan standar kerja.
Gambar 5.4 Penyebab Faktor Manusia
Faktor Material
Pada elemen material dianggap tidak ada kaitannya dengan NG / cacat tersebut dikarenakan material yang dipakai sesuai dengan standar yang telah ditentukan.
Faktor Mesin
Penyebab yang berpotensi terjadinya kegagalan pada elemen mesin dalam proses adalah :
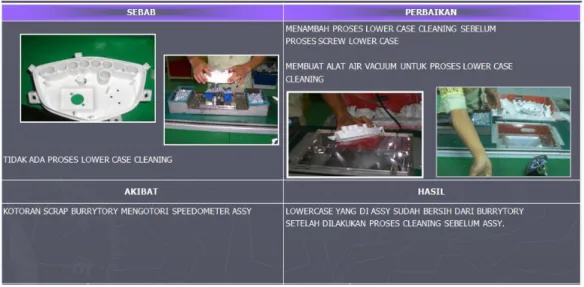
1) Belum tersedianya alat pembersih lower case, sehingga ada scrap yang tidak terbuang pada saat lower case di pasang.
2) Terdapat scrap ex burytory Saat pemasangan hal ini dikarenakan terdorong oleh hold atas dan bawah.
Gambar 5.5 Penyebab Faktor Mesin/Alat
Faktor Metode
Penyebab yang berpotensi terjadinya kegagalan pada elemen metode dalam proses adalah tidak adanya proses lower case cleaning sehingga handling pada saat pemasangan case finish terjadi lecet / kotor .
Faktor Environment ( Lingkungan )
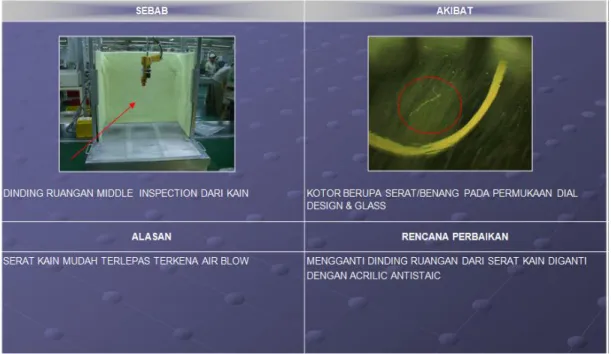
Pada elemen lingkungan dinding ruangan midle insfection menggunakan bahan dari kain, lampu penerangan pada ruangan kurang terang sehingga proses cleaning kurang maksimal.
Gambar 5.7 Penyebab Faktor Lingkungan
3. Menentukan Faktor Dominan
Setelah kita mengetahui faktor –faktor apa saja yang dapat mempengaruhi cacat suatu produk, dalam hal ini adalah NG kotor speedometer analog Type X15. Selanjutnya adalah menetukan faktor dominan yang mungkin paling berpengaruh terhadap cacat produk tersebut.
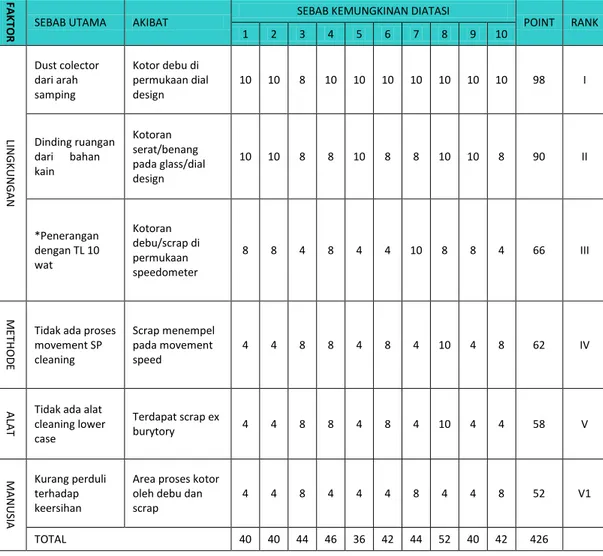
Tabel 5.2. Penentuan Faktor Dominan
Dalam QCC ini team memberikan penilaian masing-masing terhadap faktor yang menyebabkan terjadinya NG kotor. Dan berdasarkan jumlah bobot serta ranking akhirnya ditentukan bahwa faktor lingkungan adalah faktor yang paling dominan atau berpengaruh besar terhadap NG kotor yang terjadi pada proses assembling speedometer analog Type X15.
FA
K
TO
R SEBAB UTAMA AKIBAT
SEBAB KEMUNGKINAN DIATASI
POINT RANK 1 2 3 4 5 6 7 8 9 10 LIN G KUNG A N Dust colector dari arah samping Kotor debu di permukaan dial design 10 10 8 10 10 10 10 10 10 10 98 I Dinding ruangan dari bahan kain Kotoran serat/benang pada glass/dial design 10 10 8 8 10 8 8 10 10 8 90 II *Penerangan dengan TL 10 wat Kotoran debu/scrap di permukaan speedometer 8 8 4 8 4 4 10 8 8 4 66 III M ET H O D E
Tidak ada proses movement SP cleaning Scrap menempel pada movement speed 4 4 8 8 4 8 4 10 4 8 62 IV A
LAT Tidak ada alat cleaning lower case Terdapat scrap ex burytory 4 4 8 8 4 8 4 10 4 4 58 V M A N US IA Kurang perduli terhadap keersihan
Area proses kotor oleh debu dan scrap
4 4 8 4 4 4 8 4 4 8 52 V1
5. Menetapkan Target
Berdasarkan data sebelumnya dimana NG kotor periode juli – september 2011 mencapai 1.74 % maka Target QCC nya adalah menurunkan kecacatan produk yang diakibatkan oleh NG lecet menjadi 0.5 %.
6. Melaksanakan Tindakan Perbaikan 1. Faktor Manusia ( Man )
Disebabkan karena operator kurang memperdulikan kebersihan di area proses yang menyebabkan kondisi disekitar ruangan midle inspektion tidak bersih dan banyak debu, langkah perbaikannya adalah dengan menetapkan waktu kebersihan ruangan dengan membuat cheekseet kebersihan ruangan sebelem melakukan pekerjaan, sehingga menyebabkan kebersihan diarea middle inspektion dapat terkontrol setiap hari.
2. Faktor Mesian/Alat
Disebabkan tidak adanya proses lower case cleaning maupun alat cleaning sebelum proses pemasangan sehingga masih baanyak terdapatnya kotoran scraf burrytory yang mengotori speedometer assy, langkah perbaikannya adalah dengan menambah proses lower case cleaning sebelum proses pemasangan screw lower case dengan membuatkan alat pembersih air vacum untuk proses lower case cleaning, sehingga lower case yang sudah di pasang sudah bersih dari burrytory setelah dilakukan proses cleaning.
Tabel 5.9 Perbaikan Untuk Faktor Alat
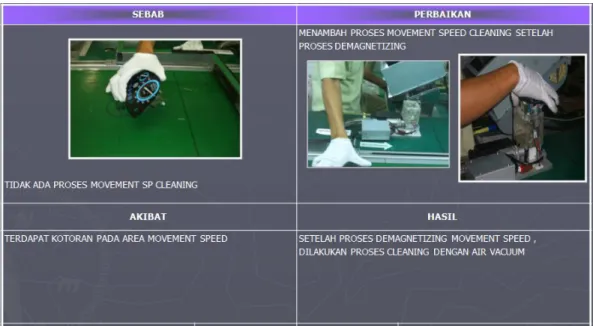
3. Faktor methode
Tidak adanya proses movment SP cleaning sehingga menyebabkan terdapatnya kotoran pada area movment speed, langkah perbaikannya adalah dengan menambah proses movment speed cleaning setelah proses demagnetizing sehingga kemungkinan terdapatnya kotoran pada area movment sepeed dapat di hindari.
Tabel 5.10 Perbaikan Untuk Faktor Methode
4. Faktor Lingkungan
Disebabkan di area kerja dustcolektor terdapat pada bagian samping area meja kerja yang menyebabkan pada proses cleaning masih terdapat kotoran debu yang mengotori dial desain, langkah
perbaikanya adalah dengan merubah arah penyedot debu yang semula berada di samping area meja kerja di pindah menjadi arah bawah meja kerja, serta mengganti permukaan area meja kerja yang semula
menggunakan plat filter diganti dengan menggunakan kawat RAM, sehinggaa kotoran maupun debu dapat langsung ke arah penyedot dustcolektor.
Tabel 5.11 Perbaikan Untuk Faktor Lingkungan
Kemudian faktor penyebab yang kedua adalah dinding pada area midle inspektion masih menggunakan bahan kain yang mengakibatkan kotoran yang berupa serat/benang dapat menempel pada permukaan dial desain glass, langkah perbaikannya adalah dengan mengganti dinding area ruangan middle inspektion yang semula memakai bahan kain diganti dengan menggunakan bahan akrilic antistaik, sehinggan kotoran yang berupa serat benang dapat dikurangi karena sifat dari bahan akrilik antistaik tidak menimbulkan serat yang dapat tertiup air blow.
Tabel 5.12 Perbaikan Untuk Faktor Lingkungan
Kemudian faktor penyebab yang ketiga adalah faktor penerangan area ruang midle inspektion yang menggunakan lampu TL 10 watt yang mengakibatkan penerangan menjadi kurang maksimal, sehingga pada proses cleaning menjadi kurang maksimal sehingga masih terdapatnya debu/kotoran lain pada speedometer, langkah perbaikanya adalah dengan mengganti lampu penerangan pada area midle inspektion dengan menggunakan lampu TL 20 watt sehingga penerangan pada area midle inspektion lebih terang sehingga pokus proses pada kebersihan part lebih baik.
Tabel 5.13 Perbaikan Untuk Faktor Lingkungan
7. Check Hasil
Phase ini adalah terakhir dimana data perbandingan cacat periode mulai dari bulan Juli ~ September 2011 (sebelum dilakukan improve) dan dilakukan monitoring produksi selama bulan November apakah segala proses perbaikan yang telah dilakukan apakah ada hasil penurunan jumlah cacat atau tidak.
Tabel 5.3 Data perbandingan cacat Periode Juli-Agustus Vs November 2011
ITEM JULI AGUST SEPT TOTAL RATA2 ITEM NOV
PROD 67.700 68.925 70.400 207.025 69.008 PROD 73.285
NG 2.338 2.086 2.549 6.973 2.324 NG 786
% 3.5% 3.0% 3.6% 3.4% 3.4% % 1.1%
Gambar 5.14 perbandingan cacat Periode Juli-Agustus Vs November 2011
Berdasarkan Hasil penerapan Metode Quality Control Circle (QCC) yang diterapkan, berhasil menurunkan NG Pada line SA4 speedometer analog type X15 di bulan November 2011 turun menjadi 1.1 %. Dan secara langsung berpengaruh terhadap total NG/cacat yang terjadi. Dan secara keseluruhan analisa masalah mengenai NG kotor ini dapat diterapkan untuk semua type di Line assembling.
Tabel 5.4 Data perbandingan NG kotor Periode Juli-Agustus Vs November
Tabel 5.15 Data perbandingan NG kotor Sebelum Dan SesudahQCC
Berdasarkan Hasil penerapan Metode Quality Control Circle (QCC) yang diterapkan, berhasil menurunkan NG kotor Pada line SA4 speedometer analog type X15. Dimana untuk data NG kotor periode bulan juli-september 2011 dengan rata-rata NG kotor perbulan mencapai 1.209 Pcs/bulan, maka untuk NG kotor pada bulan november 2011 turun menjadi 215 Pcs/bulan atau ada penurunan NG kotor sebesar 82,2 %. Dan secara langsung berpengaruh terhadap total NG/cacat yang terjadi. Dan secara keseluruhan analisa masalah mengenai NG kotor ini dapat diterapkan untuk semua type di Line assembling.
8. Standarisasi
Langkah selanjutnya adalah standarisasi faktor-faktor yang menyebabkan terjadinya masalah terjadinya NG kotor. Metode ini dapat juga di terapkan untuk type lain dan berhasil menurunkan NG kotor di type–type lain nya. Standarisasi proses yang dilakukan yaitu :
Faktor Metode
Proses movment SP cleaning dilakukan sesudah proses screw movmen tigthning. Dimana sebelumnya tidak ada standar proses movment SP cleaning yang akhirnya menyebabkan NG kotor tinggi.
Faktor Mesin/Alat
Alat vacum lower case di gunakan untuk membersihkan loweer case sebelum screw lower case, dimana sebelumnya tidak adanya proses lower case cleaning maupun alat cleaning sebelum proses pemasangan sehingga masih banyak terdapatnya kotoran scraf burrytory yang mengotori speedometer assy, sehingga menyebabkan NG kotor.
Faktor Manusia
Melakukan pengecekan kebersihan area kerja proses middle inspektion dengan mengisi cheek seet kebersihan.
Faktor lingkungan
Area meja kerja untuk proses middle inspektion adalah meja kerja yang telah diperbaiki antara lain:
1) Perubahan pembuangan debu yang semula dari arah samping dirubah melalui bagian bawah meja.
2) Perubahan dinding area ruangan middle inspektion yang semula menggunakan bahan kain dirubah menggunakan bahan akrilic antistatic.
3) Perubahan lampu penerangan ruangan area middle inspektion yang semula menggunakan lampu TL 10 watt di ganti dengan menggunakan lampu TL 20 watt.