LAPORAN KERJA PRAKTEK
DI PT DJARUM
Disusun oleh :
Rodhe Louis Yunita Sari Suyanto NPM : 10 06 06201
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
YOGYAKARTA
ii
HALAMAN PENGESAHAN
Laporan Kerja Praktek yang dilaksanakan di PT Djarum mulai tanggal 2 Juli 2013 sampai dengan 2 Agustus 2013 disusun oleh:
Nama : Rodhe Louis Yunita Sari Suyanto NPM : 10 06 06201
Program Studi : Teknik Industri Fakultas : Teknologi Industri
Laporan Kerja Praktek ini telah diperiksa dan disetujui oleh pembimbing lapangan dan dosen pembimbing kerja praktek.
Yogyakarta, September 2013 Pembimbing Lapangan Dosen Pembimbing
iii
KATA PENGANTAR
Puji syukur penulis ucapkan ke hadirat Tuhan Yang Maha Esa atas rahmat dan karunia-Nya sehingga Kerja Praktek selama 1 bulan di PT Djarum bagian SKM OASIS dapat terlaksanakan dengan baik dan penyusunan laporan Kerja Praktek dapat diselesaikan.
Tujuan dari penyusunan Laporan Kerja Praktek adalah salah satu syarat akademis yang wajib dipenuhi dalam kuliah Teknik Industri Universitas Atma Jaya Yogyakarta. Selain itu, tujuan dari melakukan Kerja Praktek adalah untuk memperkenalkan dunia kerja kepada mahasiswa sebelum lulus dari program studi Teknik Industri.
Terselesaikannya penyusunan Laporan Kerja Praktek tidak luput dari bantuan dan motivasi serta partisipasi dari semua pihak, untuk itu dengan segala kerendahan hati penulis menyampaikan penghargaan dan ucapan terima kasih kepada :
1.Bapak Daniel Budi Santoso selaku staff Human Resource yang telah membantu mengurus lamaran dan proposal kerja praktek.
2.Bapak Kristiono selaku Superintendent Department Material Procurement dan Pre-process PT Djarum bagian SKM Oasis yang telah banyak membantu dan memberi masukan selama pelaksanaan Kerja Praktek. 3.Bapak Franky Natalis, Bapak Kristian, Cik Vonny,
Mas Wawan, Mbak Hesti, dan Mbak Ana yang telah banyak memberikan saran serta penjelasan yang dibutuhkan.
iv
membimbing selama pelaksanaan dan penyusunan Laporan Kerja Praktek.
5.Kedua orang tua penulis yang telah mendukung dan memberikan doa restu.
6.Yohana Natalia Attik Primastuti dan Alderia Kurnia selaku rekan sekerja yang telah bekerja sama dengan baik dari awal perencanaan kerja praktek hingga penulisan laporan.
7.Teman-teman angkatan 2010 yang telah memberikan motivasi dan semangat selama pelaksanaan dan penyusunan laporan akhir.
8.Ibu Yani (pengawas material), Pekerja Material Regu A, Bapak Suyono (operator forklift), dan seluruh karyawan PT DJARUM bagian material preparation dan pre-process SKM OASIS yang telah mendukung dan membantu selama pelaksanaan Kerja Praktek.
Penulis menyadari penyusunan laporan ini masih jauh dari sempurna. Oleh karena itu, penulis mengharapkan adanya kritik dan saran yang membangun dari pembaca. Akhir kata penulis mengharapkan semoga laporan ini dapat bermanfaat bukan saja bagi penulis tetapi juga bermanfaat bagi pihak perusahaan dan memperluas pengetahuan dan wawasan pembaca, khususnya rekan–rekan mahasiswa.
Yogyakarta, 9 September 2013
v
DAFTAR ISI
Halaman
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
SURAT KETERANGAN PELAKSANAAN KERJA PRAKTEK KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... viii
DAFTAR LAMPIRAN ... ix
BAB 1. PENDAHULUAN 1.1. Latar Belakang ... 1
1.2. Tujuan ... 1
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek ... 2
BAB 2. TINJAUAN UMUM PERUSAHAAN 2.1. Sejarah Singkat Perusahaan ... 3
2.2. Struktur Organisasi ... 4
2.3. Manajemen Perusahaan ... 10
BAB 3. TINJAUAN SISTEM PERUSAHAAN 3.1. Proses Bisnis Perusahaan ... 16
3.2. Produk yang Dihasilkan ... 18
3.3. Proses Produksi ... 20
3.4. Fasilitas Produksi ... 40
BAB 4. TINJAUAN PEKERJAAN MAHASISWA 4.1. Lingkup Pekerjaan ... 45
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan .... 48
4.3. Metodologi Pelaksanaan Pekerjaan ... 49
vi BAB 5. PENUTUP
5.1. Kesimpulan ... 71 5.2. Saran ... 72
DAFTAR PUSTAKA ... xiv
vii
DAFTAR TABEL
Tabel 3.1. Spesifikasi Djarum Super 12
Tabel 3.2. Spesifikasi Djarum Super Mild (MLD) Tabel 3.3. Spesifikasi LA Lights
Tabel 3.4. Spesifikasi LA Lights Menthol Tabel 3.5. Spesifikasi Djarum Black
Tabel 3.6. Spesifikasi Djarum Black Cappucino Tabel 3.7. Spesifikasi Djarum Black Menthol Tabel 3.8. Spesifikasi Djarum Black Mild
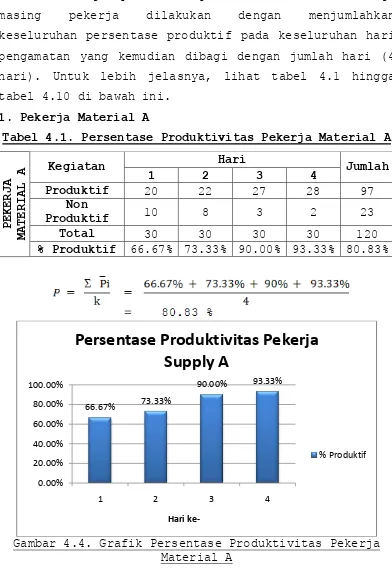
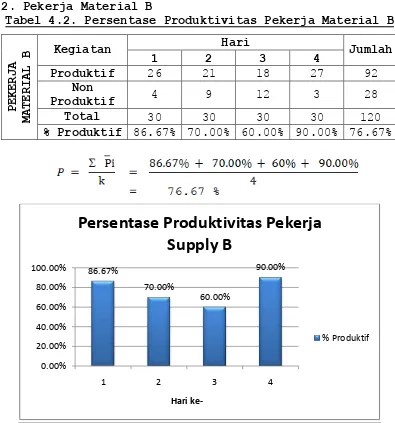
Tabel 4.1. Persentase Produktivitas Pekerja Material A Tabel 4.2. Persentase Produktivitas Pekerja Material B Tabel 4.3. Persentase Produktivitas Pekerja Material C Tabel 4.4. Persentase Produktivitas Pekerja Material D Tabel 4.5. Persentase Produktivitas Pekerja Material E Tabel 4.6. Persentase Produktivitas Pekerja Material F Tabel 4.7. Persentase Produktivitas Pekerja Material G Tabel 4.8. Persentase Produktivitas Pekerja Material H Tabel 4.9. Persentase Produktivitas Pekerja Material I Tabel 4.10. Persentase Produktivitas Pekerja Material J Tabel 4.11. Beban Kerja yang Dialami Pekerja Bagian Material Preparation (Regu A)
Tabel 4.12. Pengukuran Beban Kerja Operator
viii
DAFTAR GAMBAR
Gambar 2.1. Struktur Organisasi Departemen Produksi Gambar 3.1. Proses Bisnis PT Djarum Bagian SKM OASIS Gambar 4.1. Tata Letak Kantor Bagian Material Preparation dan Pre-process
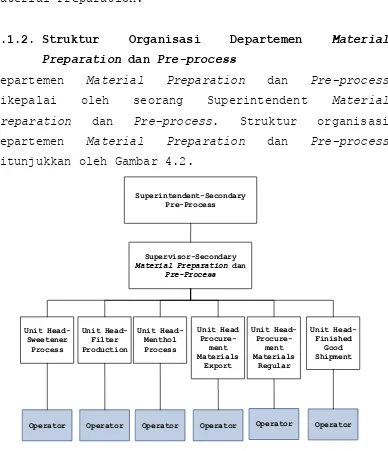
Gambar 4.2. Struktur Organisasi Bagian Material Preparation dan Pre-process
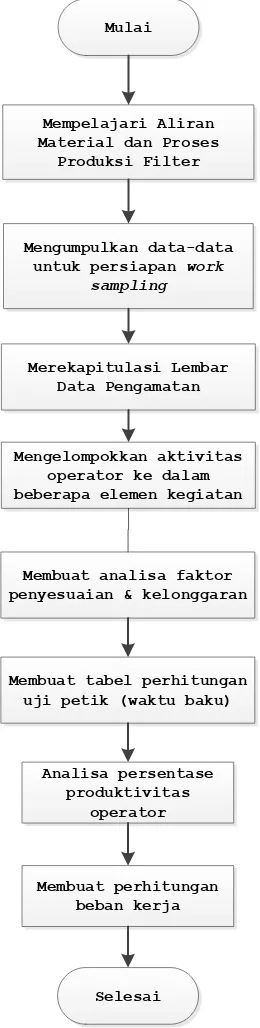
Gambar 4.3. Diagram Alir Pelaksanaan Kerja Praktek
Gambar 4.4. Grafik Persentase Produktivitas Pekerja Material A
Gambar 4.5. Grafik Persentase Produktivitas Pekerja Material B
Gambar 4.6. Grafik Persentase Produktivitas Pekerja Material C
Gambar 4.7. Grafik Persentase Produktivitas Pekerja Material D
Gambar 4.8. Grafik Persentase Produktivitas Pekerja Material E
Gambar 4.9. Grafik Persentase Produktivitas Pekerja Material F
Gambar 4.10. Grafik Persentase Produktivitas Pekerja Material G
Gambar 4.11. Grafik Persentase Produktivitas Pekerja Material H
Gambar 4.12. Grafik Persentase Produktivitas Pekerja Material I
ix
DAFTAR LAMPIRAN
Lampiran 1. Lembar Pengamatan Pekerja Material A Hari 1 Lampiran 2. Lembar Pengamatan Pekerja Material A Hari 2 Lampiran 3. Lembar Pengamatan Pekerja Material A Hari 3 Lampiran 4. Lembar Pengamatan Pekerja Material A Hari 4 Lampiran 5. Lembar Pengamatan Pekerja Material B Hari 1 Lampiran 6. Lembar Pengamatan Pekerja Material B Hari 2 Lampiran 7. Lembar Pengamatan Pekerja Material B Hari 3 Lampiran 8. Lembar Pengamatan Pekerja Material B Hari 4 Lampiran 9. Lembar Pengamatan Pekerja Material C Hari 1 Lampiran 10. Lembar Pengamatan Pekerja Material C Hari 2
Lampiran 11. Lembar Pengamatan Pekerja Material C Hari 3
Lampiran 12. Lembar Pengamatan Pekerja Material C Hari 4
Lampiran 13. Lembar Pengamatan Pekerja Material D Hari 1
Lampiran 14. Lembar Pengamatan Pekerja Material D Hari 2
Lampiran 15. Lembar Pengamatan Pekerja Material D Hari 3
Lampiran 16. Lembar Pengamatan Pekerja Material D Hari 4
Lampiran 17. Lembar Pengamatan Pekerja Material E Hari 1
Lampiran 18. Lembar Pengamatan Pekerja Material E Hari 2
Lampiran 19. Lembar Pengamatan Pekerja Material E Hari 3
x
Lampiran 21. Lembar Pengamatan Pekerja Material F Hari 1
Lampiran 22. Lembar Pengamatan Pekerja Material F Hari 2
Lampiran 23. Lembar Pengamatan Pekerja Material F Hari 3
Lampiran 24. Lembar Pengamatan Pekerja Material F Hari 4
Lampiran 25. Lembar Pengamatan Pekerja Material G Hari 1
Lampiran 26. Lembar Pengamatan Pekerja Material G Hari 2
Lampiran 27. Lembar Pengamatan Pekerja Material G Hari 3
Lampiran 28. Lembar Pengamatan Pekerja Material G Hari 4
Lampiran 29. Lembar Pengamatan Pekerja Material H Hari 1
Lampiran 30. Lembar Pengamatan Pekerja Material H Hari 2
Lampiran 31. Lembar Pengamatan Pekerja Material H Hari 3
Lampiran 32. Lembar Pengamatan Pekerja Material H Hari 4
Lampiran 33. Lembar Pengamatan Pekerja Material I Hari 1
Lampiran 34. Lembar Pengamatan Pekerja Material I Hari 2
Lampiran 35. Lembar Pengamatan Pekerja Material I Hari 3
xi
Lampiran 37. Lembar Pengamatan Pekerja Material J Hari 1
Lampiran 38. Lembar Pengamatan Pekerja Material J Hari 2
Lampiran 39. Lembar Pengamatan Pekerja Material J Hari 3
Lampiran 40. Lembar Pengamatan Pekerja Material J Hari 4
Lampiran 41. Faktor Penyesuaian Pekerja Material A Lampiran 42. Faktor Penyesuaian Pekerja Material B Lampiran 43. Faktor Penyesuaian Pekerja Material C Lampiran 44. Faktor Penyesuaian Pekerja Material D Lampiran 45. Faktor Penyesuaian Pekerja Material E Lampiran 46. Faktor Penyesuaian Pekerja Material F Lampiran 47. Faktor Penyesuaian Pekerja Material G Lampiran 48. Faktor Penyesuaian Pekerja Material H Lampiran 49. Faktor Penyesuaian Pekerja Material I Lampiran 50. Faktor Penyesuaian Pekerja Material J
Lampiran 51. Tabel Faktor Kelonggaran Pekerja Material A
Lampiran 52. Tabel Faktor Kelonggaran Pekerja Material B
Lampiran 53. Tabel Faktor Kelonggaran Pekerja Material C
Lampiran 54. Tabel Faktor Kelonggaran Pekerja Material D
Lampiran 55. Tabel Faktor Kelonggaran Pekerja Material E
Lampiran 56. Tabel Faktor Kelonggaran Pekerja Material F
xii
Lampiran 58. Tabel Faktor Kelonggaran Pekerja Material H
Lampiran 59. Tabel Faktor Kelonggaran Pekerja Material I
Lampiran 60. Tabel Faktor Kelonggaran Pekerja Material J
Lampiran 61. Rekapitulasi Lembar Pengamatan Pekerja Material A
Lampiran 62. Rekapitulasi Lembar Pengamatan Pekerja Material B
Lampiran 63. Rekapitulasi Lembar Pengamatan Pekerja Material C
Lampiran 64. Rekapitulasi Lembar Pengamatan Pekerja Material D
Lampiran 65. Rekapitulasi Lembar Pengamatan Pekerja Material E
Lampiran 66. Rekapitulasi Lembar Pengamatan Pekerja Material F
Lampiran 67. Rekapitulasi Lembar Pengamatan Pekerja Material G
Lampiran 68. Rekapitulasi Lembar Pengamatan Pekerja Material H
Lampiran 69. Rekapitulasi Lembar Pengamatan Pekerja Material I
Lampiran 70. Rekapitulasi Lembar Pengamatan Pekerja Material J
xiii
Lampiran 78. Pengolahan Uji Petik Pekerja Material H Lampiran 79. Pengolahan Uji Petik Pekerja Material I Lampiran 80. Pengolahan Uji Petik Pekerja Material J Lampiran 81. Tabel Faktor Penyesuaian
Lampiran 82. Tabel Faktor Kelonggaran
Lampiran 83. Absensi Pelaksanaan Kerja Praktek Lampiran 84. Buku Harian Kerja Praktek
Lampiran 85. Lembar Bimbingan Penyusunan Laporan Kerja Praktek
xiv
DAFTAR PUSTAKA
Laboratorium Analisis Perancangan Sistem Kerja dan Ergonomi Institut Teknologi Bandung. 2012. Tabel Penyesuaian dan Kelonggaran. Bandung.
Laboratorium Analisis Perancangan Sistem Kerja dan Ergonomi UAJY. 2012. Buku Petunjuk Praktikum Analisis Perancangan Sistem Kerja dan Ergonomi
Semester Genap 2012/2013. Yogyakarta.
MENPAN. 2004. Pedoman Perhitungan Kebutuhan Pegawai Berdasarkan Beban Kerja Dalam Rangka Penyusunan
Formasi Pegawai Negeri Sipil. Keputusan Nomor : KEP/75/M.PAN/7/2004. Jakarta
Niebel, B. W., and A. Freivalds. 1998. Methods, Standards, and Work Design. New York: WCB/McGraw-Hill,
Rutter, R.. February 1994. “Work Sampling: As a Win/Win Management Tool.” Industrial Engineering. pp. 30– 31.
Sutalaksana, Iftikhar Z. 2009. Teknik Tata Cara Kerja.
ITB: Bandung.
1 BAB 1 PENDAHULUAN
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma Jaya Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk melaksanakan kerja praktek sesuai dengan Kurikulum di PSTI UAJY. PSTI UAJY memandang kerja praktek sebagai wahana atau sarana bagi mahasiswa untuk mengenali suasana di industri serta menumbuhkan, meningkatkan, dan mengembangkan etos kerja profesional sebagai calon sarjana Teknik Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik Industri. Paradigma yang harus ditanamkan adalah bahwa selama kerja praktek mahasiswa bekerja di perusahaan yang dipilihnya. Bekerja, dalam hal ini mencakup kegiatan perencanaan, perancangan, perbaikan, penerapan dan pemecahanan masalah. Oleh karena itu, dalam kerja praktek kegiatan yang dilakukan oleh mahasiswa adalah:
a. Mengenali ruang lingkup perusahaan
b. Mengikuti proses kerja di perusahaan secara kontinu c. Melakukan dan mengerjakan tugas yang diberikan oleh
atasan, supervisor atau pembimbing lapangan d. Mengamati perilaku sistem
e. Menyusun laporan dalam bentuk tertulis f. Melaksanakan ujian kerja praktek
1.2. Tujuan Kerja Praktek
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja Praktek ini adalah:
2
b. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan dalam perusahaan.
c. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
d. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan menjalankan bisnis.
e. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di perusahaan.
f. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek
Kegiatan Kerja Praktek ini dilaksanakan selama satu bulan, yaitu dimulai sejak tanggal 2 Juli 2013 sampai dengan 2 Agustus 2013. Tempat pelaksanaan kerja praktek ini adalah di PT Djarum bagian SKM – OASIS Gondangmanis, Kecamatan Bae, Kabupaten Kudus, Jawa Tengah.
Selama pelaksanaan Kerja Praktek ini, Penulis ditempatkan pada Departemen Material Preparation dan
Pre-Process PT Djarum bagian SKM (Sigaret Kretek Mesin)
3 BAB 2
TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan
Perusahaan Djarum didirikan oleh Oei Wie Gwan (almarhum). Oei Wie Gwan memulai usaha pertama kali di bidang produksi mercon. Oei Wie Gwan memproduksi mercon
Leeuw (Leo) yang cukup terkenal saat itu mampu menguasai pasar Jawa.
Musibah datang dan menghancurkan usaha yang telah dirintis di tahun 1929 ini. Tempat usaha meledak karena kecelakaan pada tahun 1939. Tiga tahun kemudian (1942), pabrik kembali meledak berawal dari kecerobohan para perampok yang saat itu berupaya merampok usaha ini.
Oei Wie Gwan memutuskan untuk membuka perusahaan rokok. Ia membeli merek rokok Djarum berikut perizinannya. Merek Djarum itu terinspirasi dari jarum pemutar gramafon.
Oei Wie Gwan merintis pendirian perusahaan rokok kretek Djarum pada tanggal 23 Agustus 1950. Sembilan bulan kemudian, tepatnya 21 April 1951, Menteri Keuangan memberikan izin usaha kepada Djarum sebagai perusahaan perorangan. Inilah momentum bersejarah yang hingga kini diperingati sebagai hari ulang tahun Djarum.
4
Selain dunia rokok, Djarum juga dikenal aktif terlibat dalam dunia bulu tangkis. Djarum telah menghasilkan pemain-pemain kelas dunia seperti Liem Swie King dan Alan Budi Kusuma. Selain itu, sejak tahun 1998 perusahaan Djarum juga telah menguasai sebagian besar saham BCA. Untuk Bakti terhadap masyarakat dan lingkungan, Djarum memiliki lembaga khusus yaitu Djarum Foundation yang bergerak di bidang pendidikan, sosial, kebudayaan, dan lingkungan.
Saat ini PT Djarum sedang membangun Pabrik Terpadu di daerah Gondangmanis Kecamatan Bae. Pabrik Terpadu tersebut dibangun untuk sentralisasi semua kegiatan di PT Djarum.
2.2. Struktur Organisasi Perusahaan
Struktur organisasi merupakan suatu hubungan struktural antara orang-orang yang saling berhubungan satu sama lain dalam melaksanakan fungsi dan tugasnya masing-masing dalam suatu perusahaan.
Struktur organisasi merupakan bagian yang penting dalam suatu perusahaan karena tanpa adanya struktur organisasi, suatu perusahaan tidak akan dapat menjalankan fungsi sebagaimana mestinya. Oleh sebab itu diperlukan pembentukan struktur organisasi yang baik yaitu dengan menempatkan orang-orang yang tepat pada jabatan yang sesuai dengan kemampuan yang dimiliki sehingga orang-orang tersebut dapat melaksanakan pekerjaannya dengan baik.
5
disesuaikan dengan kebutuhan perusahaan, bentuk perusahaan dan besar kecilnya perusahaan.
6
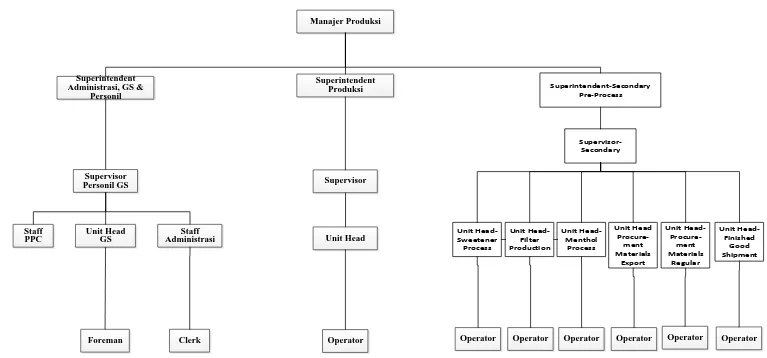
Gambar 2.1.Struktur Organisasi Departemen Produksi Manajer Produksi
Operator Operator Operator Operator Operator Operator
7
Tugas, wewenang dan jabatan dari struktur organisasi PT Djarum Bagian SKM OASIS dapat dijelaskan sebagai berikut:
1.Manajer Produksi
Berikut ini merupakan tugas manajer produksi:
a.Melaksanakan kebijakan produksi dalam bidang produksi.
b.Menentukan strategi produksi 2.Superintendent
Seorang pengawas dan pemimpin yang berada di atas supervisor tetapi tingkatannya di bawah manajer. Tugasnya adalah:
a.Mengawasi kinerja supervisor dan staff yang berada di bawahnya.
b.Memikirkan bagaimana improvement yang baik, sehingga dapat menunjang produktivitas perusahaan. c.Menggalang teamwork untuk menciptakan suatu
lingkungan dan suasana kerja yang baik.
d.Membantu menyelesaikan masalah yang terjadi di lantai produksi.
3.Supervisor
Tanggung jawab utama supervisor:
8
sesuai dengan ketentuan/peraturan yang berlaku di perusahaan.
b.Bertanggung jawab dalam mencapai tingkat kuantitas (output),kualitas dan schedule produksi serta tingkat utilisasi mesin produkssi yang telah ditetapkan dan disepakati bersama.
c.Bertanggung jawab dalam pemenuhan standard kualitas hasil produksi sesuai dengan tingkat kebutuhan customer & schedule pengiriman hasil produksi sesuai PPIC schedule.
d.Bertanggung jawab terhadap keselamatan kerja dan standard kebersihan lingkungan kerja (keteraturan/kerapihan lingkungan kerja).
e.Bertanggung jawab dalam melakukan koordinasi dan membina kerja sama team yang solid.
f.Bertanggung jawab dalam membuat laporan secara berkala kepada atasannya atas hasil kerjanya beserta analisa permasalahannya, tindakan–tindakan perbaikan atas permasalahan tersebut serta batas waktu estimasi penyelesaian masalah–masalah tersebut secara singkat , padat dan kongkrit.
Adapun wewenang dari supervisor:
a. Wewenang dalam mendisiplinkan anak buahnya sesuai dengan kententuan/peraturan yang berlaku di perusahaan.
b. Wewenang dalam menghentikan dan mengatur pengoperasian mesin– mesin produksi guna mencapai hasil produksi yang sesuai dengan kebutuhan pelanggan serta pemenuhan batas waktu pengiriman hasil produksi.
9
Tugas administrasi secara umum adalah:
a.Membuat kuitansi untuk pembayaran yang telah lunas.
b.Mengurus administrasi mengenai JAMSOSTEK.
c.Menyalurkan telepon yang masuk ataupun keluar di dalam perusahaan.
d.Mengurus perpajakan yang menyangkut masalah perusahaan.
5.Personil dan General Service
a.Mencatat semua hal yang berhubungan dengan ketenagakerjaan
b.Mengerjakan hal-hal yang berhubungan dengan pelayanan umum seperti housekeeping dan pelayanan
pantry.
6.Production Planning and Control
a.Merencanakan dan menjadwalkan produksi perusahaan b.Menerapkan perencanaan produksi tersebut ke lantai
produksi
c.Mengendalikan alur produksi pada suatu perusahaan d.Mengevaluasi perencanaan dan jadwal produksi
7.Unit Head
a.Memimpin dan mengawasi anak buah (operator masing-masing regu)
b.Memastikan kelancaran produksi c.Merekap hasil produksi tiap shift
8.Material Preparation
10
handling ini mengatur persediaan material proses dan mendata jumlah material yang keluar dan masuk.
9.Pre-Process
a.Memproduksi material pendukung dan pelengkap yang digunakan untuk proses produksi rokok (filter, foil ber-menthol, dan pemanis CTP)
b.Menjembatani bagian material preparation dengan bagian proses
10. Clerk
Mencatat semua administrasi dalam produksi
11. Operator
Operator produksi mempunyai wewenang untuk
menginformasikan pada pimpinan kerja apabila terjadi masalah kualitas terhadap barang yang diproduksinya. Bertanggung jawab dalam pencapaian target produksi. Mengisi laporan produksi, melaksanakan aktifitas produksi sesuai dengan item part dan jumlah yang telah ditentukan.
2.3. Manajemen Perusahaan
2.3.1. Visi dan misi perusahaan Visi perusahaan:
Menjadi yang terbesar dalam nilai penjualan dan profitabilitas di industri rokok Indonesia.
Misi perusahaan :
Kami hadir untuk memuaskan kebutuhan merokok para perokok.
Uraian visi :
11
positif yang kuat untuk perusahaan dan produk-produk kita. Manajemen profesional yang berdedikasi serta sumber daya manusia yang kompeten.
Nilai Inti
Untuk mendukung tercapainya visi masa depan tersebut, Djarum telah mendefinisikan, menetapkan, dan akan menerapkan lima nilai inti dari perusahaan :
a. Fokus kepada pelanggan
Mendengarkan pelanggan dan memenuhi kebutuhan mereka dengan cara terbaik yang dapat kita lakukan. Karakteristiknya adalah meliputi berorientasi pada pelayanan, kualitas, perbaikan yang berkesinambungan, inovasi, serta konsep pemasar.
b. Profesionalisme
Profesionalisme lebih merupakan suatu sikap, dan bukan hanya suatu perangkat kemampuan. Seorang profesional adalah orang yang bekerja dengan sikap yang baik dan melakukannya dengan cara yang terbaik, serta memiliki perhatian yang serius. terbaik, serta memiliki perhatian yang serius. Karakteristiknya adalah kompeten, integritas, sinergi, komitmen, berorientasi pada prestasi kerja, rasa tanggung jawab, dan
excellence.
c. Organisasi yang terus belajar
12
sistematis, belajar dan bereksperimen dengan cara-cara baru, belajar dari pengalaman dan sejarah kita sendiri, belajar dari pengalaman orang lain dan tindak tanduk terbaik mereka, dan menyebarluaskan pengetahuan dengan cepat dan efisien ke seluruh jenjang organisasi.
d. Satu Keluarga
Suatu himpunan orang yang mempunyai pertalian khas dan mau hidup bersama dengan tata cara yang disepakati bersama untuk mencapai satu tujuan. Karakteristik yang dimaksud yaitu setiap orang memiliki nilai dan peran, rasa memiliki, saling mendukung, kebanggaan dan kehormatan, dan saling memperhatikan dan menghormati. e. Tanggung Jawab Sosial
Tanggung jawab sosial adalah peka dan peduli terhadap kepentingan masyarakat dan lingkungan dalam kehidupan bisnis kita. Karakteristiknya adalah kepedulian terhadap lingkungan (internal dan eksternal), menjadi warga negara yang baik melalui kemitraan, kepedulian, dan kepekaan, dan rasa tanggung jawab sosial yang hanya terbatas dimana kegiatan berada.
2.3.2. Ketenagakerjaan
Hal-hal yang berkaitan dengan ketenagakerjaan di PT Djarum diatur sebagai berikut:
1. Pengadaan Tenaga Kerja
Prosedur dan syarat-syarat yang ditetapkan dalam penarikan tenaga kerja pada PT Djarum antara lain: a.Pengisian formulir, dimaksudkan untuk memperoleh
13 b.Mengikuti psikotest
c.Wawancara, dalam wawancara ini biasanya mudah dinilai tentang penampilan, kemampuan bicara, pendidikan dan sebagainya.
d.Pemeriksaan kesehatan, untuk mencegah terhadap kemungkinan memperoleh karyawan yang menderita suatu penyakit yang dapat menganggu proses kerja. 2. Jam kerja karyawan
Peraturan jam kerja karyawan pada perusahaan PT Djarum bagian SKM OASIS telah diatur sesuai dengan ketentuan pemerintah.
Adapun peraturan jam kerja PT Djarum SKM OASIS yang berlaku adalah sebagai berikut:
Karyawan dengan jam kerja Shift
a.Shift I Pukul 06.00 – 14.00 WIB
Jam istirahat diatur sendiri dengan durasi istirahat selama 1 jam
b.Shift II Pukul 14.00 – 22.00 WIB
Jam istirahat diatur sendiri dengan durasi istirahat selama 1 jam
c.Shift III Pukul 22.00 – 06.00 WIB
Jam istirahat diatur sendiri dengan durasi istirahat selama 1 jam.
Hari Minggu, mesin beroperasi mulai shift II pukul 14.00 (sesuai shift)
Karyawan dengan jam kerja non shift a.Hari Senin – Jumat:
Bekerja mulai pukul 07.00 – 16.00 WIB Jam istirahat pukul 12.00 – 13.00 WIB b.Hari Sabtu
14 3. Kesejahteraan Karyawan
Agar didapat hasil kerja yang sesuai dengan tujuan serta untuk meningkatkan semangat karyawan, maka pimpinan perusahaan memberikan fasilitas-fasilitas antara lain:
a.Tunjangan hari raya dan tunjangan lainnya b.Kantin
c.Mushola
d.Tempat parkir sepeda motor dan mobil
Dalam suatu perusahaan, keselamatan kerja karyawan merupakan hal yang sangat penting karena dapat mempengaruhi produktivitas maupun citra perusahaan tersebut. PT Djarum telah memberi perhatian tersendiri untuk keselamatan kerja karyawannya. Hal ini terlihat dengan diberikannya perlengkapan kerja, antara lain masker, sarung tangan, google untuk workshop, safety helm, dan
safety shoes.
Penggunaan perlengkapan kerja tiap operator
berbeda-beda. Apabila terjadi suatu kecelakaan kerja, maka akan dilihat terlebih dahulu apa penyebabnya dan biaya pengobatan pasien ditanggung oleh perusahaan.
15
untuk kesehatan. Terdapat juga biaya berobat bagi karyawan yang sedang sakit.
4. Fasilitas
Djarum menyediakan beberapa fasilitas, yaitu : a.Beasiswa Pendidikan
Untuk karyawan PT Djarum yang sudah berkeluarga berhak mendapatkan beasiswa dari PT Djarum untuk jenjang SD – SMA bagi anak yang berprestasi.
b.Olahraga
PT Djarum menyediakan fasilitas Lapangan Bulutangkis, Lapangan Voli, Lapangan Basket, tempat fitness, jogging track.
c.Kendaraan
Untuk level Manajer, Senior Manajer, dan Direktur mendapat pinjaman mobil dinas dari PT Djarum selama menjabat posisi tersebut.
2.3.3. Pemasaran
Pemasaran produk PT Djarum saat ini tidak hanya di dalam negeri namun juga hingga ke luar negeri. Untuk pemasaran di dalam negeri, PT Djarum memiliki distributor yang tersebar di wilayah Indonesia bagian barat dan Indonesia bagian tengah. Sedangkan untuk pemasaran ke luar negeri, PT Djarum telah merambah ke India, Malaysia, Singapura, Amerika, dan Eropa. PT Djarum juga telah memiliki perusahaan di Brazil. Sebagian para pekerjanya tetap orang Indonesia yang ditugaskan di Brazil.
16 BAB 3
TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan
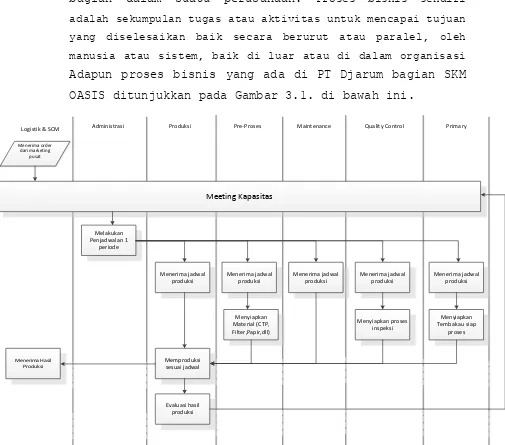
Proses bisnis merupakan rangkaian aktivitas antar bagian dalam suatu perusahaan. Proses bisnis sendiri adalah sekumpulan tugas atau aktivitas untuk mencapai tujuan
yang diselesaikan baik secara berurut atau paralel, oleh
manusia atau sistem, baik di luar atau di dalam organisasi
Adapun proses bisnis yang ada di PT Djarum bagian SKM OASIS ditunjukkan pada Gambar 3.1. di bawah ini.
Gambar 3.1. Proses Bisnis PT Djarum Bagian SKM OASIS Logistik & SCM Administrasi Pre-Proses Maintenance Quality Control Primary
17
Proses Bisnis di SKM OASIS bermula dari bagian logistik dan SCM yang menerima order dari marketing pusat. Kemudian dari bagian logistik dan SCM mengadakan meeting dengan bagian produksi, QC, maintenance, pre-proses, primary, dan administrasi. Meeting tersebut diadakan setiap hari Selasa pada pukul 14.00-16.00 di ruang meeting SKM OASIS. Dari hasil meeting tersebut akan digunakan untuk perencanaan dan penjadwalan seminggu ke depan guna memenuhi order tersebut.
Administrasi PPIC (Production Planning and Inventory Control) akan merencanakan dan menjadwalkan, kemudian pada hari Jumat akan diedarkan kembali ke bagian yang terkait. Dalam merencanakan dan menjadwalkan produksi tersebut terdapat banyak elemen yang harus dipertimbangkan dari masing-masing bagian. Misalkan pada bagian primary sanggup atau tidak dalam memenuhi kebutuhan tembakau pada bagian produksi rokok.
Primary adalah bagian yang berkewajiban untuk menyuplai tembakau ke bagian produksi.
18
biasanya diatasi dengan meeting darurat seketika itu juga. Pada akhir produksi, produk rokok tersebut akan dikirim ke bagian logistik dan SCM sebelum nantinya rokok tersebut akan dipasarkan.
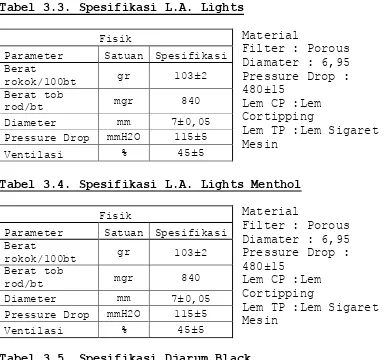
3.2. Produk yang Dihasilkan
Produk yang dihasilkan oleh PT Djarum bagian SKM OASIS adalah rokok. Ada bermacam-macam rokok seperti Djaru Super isi 12, Djarum Super Mild, Djarum Black, Djarum Black Menthol, Djarum Black Cappucino, Djarum Black Mild, LA Lights, LA Lights Menthol. Selain beberapa rokok tersebut masih terdapat banyak lagi jenis rokok yang diproduksi PT Djarum. Dari rokok tersebut masih terbagi lagi untuk kualitas ekspor ke luar negeri maupun reguler dalam negeri. Produk Djarum di SKM OASIS beserta spesifikasinya dapat dilihat pada Tabel 3.1. hingga Tabel 3.8.
Tabel 3.1. Spesifikasi Djarum Super 12 Material
Filter : Non Porous Diamater : 7,95
Pressure Drop : 180±10 Lem CP : Lem
Cortipping
Lem TP : Lem Sigaret Mesin
Tabel 3.2. Spesifikasi Djarum Super Mild (MLD) Material
Filter : Porous Diamater : 6,95
Pressure Drop : 480±10 Lem CP :Lem Cortipping Lem TP :Lem Sigaret Mesin
Fisik
Parameter Satuan Spesifikasi
19
Tabel 3.3. Spesifikasi L.A. Lights
Material
Lem TP :Lem Sigaret Mesin
Tabel 3.4. Spesifikasi L.A. Lights Menthol Material
Lem TP :Lem Sigaret Mesin
Tabel 3.5. Spesifikasi Djarum Black
Material
Filter : Non Porous Diamater : 6,95 Pressure Drop : 360±10
Lem CP :Lem Cortipping
Lem TP :Lem Sigaret Mesin
Fisik
Parameter Satuan Spesifikasi
Berat
Parameter Satuan Spesifikasi
Berat
Parameter Satuan Spesifikasi
20
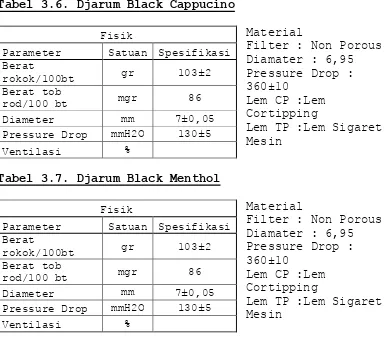
Tabel 3.6. Djarum Black Cappucino
Material
Filter : Non Porous Diamater : 6,95 Pressure Drop : 360±10
Lem CP :Lem Cortipping
Lem TP :Lem Sigaret Mesin
Tabel 3.7. Djarum Black Menthol
Material
Filter : Non Porous Diamater : 6,95 Pressure Drop : 360±10
Lem CP :Lem Cortipping
Lem TP :Lem Sigaret Mesin
Tabel 3.8. Spesifikasi Djarum Black Mild Material
Filter : Dual Diamater : 6,95 Pressure Drop : 480 Lem CP :Lem
Cortipping
Lem TP :Lem Sigaret Mesin
3.3. Proses Produksi
Proses produksi adalah cara atau teknik menciptakan sesuatu melalui tahapan-tahapan dari bahan baku untuk diubah dengan cara-cara tertentu secara urut dan sistematis untuk menghasilkan suatu produk yang memiliki fungsi tertentu.
Fisik
Parameter Satuan Spesifikasi
Berat
Parameter Satuan Spesifikasi
Berat
Parameter Satuan Spesifikasi
Berat
rokok/100bt gr 84±2
Diameter mm 7±0,05
Pressure Drop mmH2O 110±5
21
Suatu proses produksi melibatkan penggunaan sumber daya. Sumber daya yang digunakan merupakan modal utama untuk memulai suatu proses produksi. Sumber daya yang dibutuhkan dalam proses produksi yaitu meliputi:
a. Material
Material meliputi segala jenis bahan bahan yang diproses oleh mesin dan manusia yang sehingga menjadi produk jadi yang bisa dipakai konsumen. Dalam hal tersebut adalah kertas paper, CTP, alumunium foil, kertas inner, plastik OPP, karton pak, karton press, pita cukai, filter, dan material utamanya adalah racikan tembakau yang telah dicampur dengan resep-resep khusus.
b. Manusia
Manusia merupakan komponen penting dalam proses produksi. Manusia harus merencanakan dan juga menjadi elemen pendukung dalam terjadinya proses produksi karena di PT Djarum bagian SKM ini proses produksi hampir semua dilakukan oleh Mesin. Manusia berperan sebagai perencana, operator, QC, dan teknisi dalam proses produksi di SKM PT Djarum. c. Metode
Metode adalah cara-cara yang digunakan untuk mengolah bahan baku menjadi bahan jadi. Ppada SKM OASIS ini metode pengolahan menggunakan mesin untuk
assembly rokok sampai dengan bentuk press dan
dilakukan pengepakan dalam bentuk bale dengan manual oleh tenaga manusia.
d. Money (modal/dana)
22
membayar tenaga kerja, membayar daya listrik, pajak, dll.
e. Mesin
Mesin sangat dibutuhkan dalam proses produksi. Karena di SKM PT Djarum ini proses produksi adalah semi otomatis. Mulai dari pelintingan sampai pada pengemasan di dalam Press/Slope dilakukan oleh mesin (Otomasi)
3.3.1. Bahan Baku (raw materials)
Dalam pengadaan material, PT Djarum tidak mengandalkan hanya pada satu supplier saja. Bahan baku yang ada terdiri atas bahan baku finished blend, bahan baku rokok batangan, dan bahan baku rokok pak.
1. Bahan Baku Finished Blend
Bahan baku finished blend terdiri dari tembakau, cengkeh, dan saos.
a.Tembakau
Bahan utama yang digunakan dalam pembuatan rokok adalah tembakau. Industri rokok sangat tergantung pada keberadaan tanaman ini. Tembakau yang mempunyai bermacam-macam jenis ini dipanen setiap setahun sekali. Kualitas daunnya tidak sama untuk setiap bibit, bahkan dari bibit yang sama bisa menghasilkan kualitas daun yang berbeda bila ditanam di daerah yang berlainan atau mengalami perawatan yang berbeda. Menanam tembakau bukanlah suatu pekerjaan yang mudah. Seringkali petani mengalami kegagalan panen. Penyebabnya antara lain masalah air dan hama.
23
tersebut digunakan saat musim tanam atau jika terjadi kegagalan panen. Pergudangan tembakau tidak hanya dilakukan semata-mata untuk persediaan, tetapi juga berguna untuk proses penempatan (aging/ fermentasi) di mana tembakau ditempatkan di gudangn dalam keadaan saling bertumpukkan. Secara berkala tumpukkan dirotasi sehingga tekanan untuk setiap tembakau merata, tembakau menjadi padat, kering, dan menimbulkan aroma tertentu. Penyimpanan ini dilakukan minimal selama dua tahun agar dapat menghasilkan tembakau yang memiliki aroma tembakau bermutu tinggi.
Untuk menjada pasok tembakau dan sekaligus membantu peningkatan penghasilan petani, dilakukan Pengembangan Tanaman Tembakau Djarum (PTTD) pada beberapa kemitraan yang dilakukan di Lombok, Bondowoso, dan Bromo. Dengan cara semacam ini perusahaan memperoleh bahan baku bermutu dan sekaligus mampu meningkatkan penghasilan petani tembakau. Bagian pengambilan ini mempunyai suatu divisi yang terbagi menurut daerah pembelian tembakau dan cengkeh yang harus dijangkau. Tim ini terdiri atas pakar dalam bidang tembakau Madura, Bojonegoro, Temanggung, dan Weleri. Masing-masing pakar kemudian membagi tembakau tiap daerah menjadi beberapa tingkatan jenis (grade).
24
adalah tembakau ranjang (pre-cut tobacco). Jenis ini sudah tidak berbentuk lembaran daun lagi, tetapi sudah diiris menjadi potongan-potongan halus memanjang.
Penyimpanan tembakau dalam gudang harus dilakukan secara teliti dan penempatannya berdasarkan jenis, daerah asal, serta umur tembakau sesuai dengan grade
masing-masing. Umumnya grading tembakau di Indonesia hanya dilakukan sampai 40, tetapi PT Djarum membaginya hingga grade 100. Grading dilakukan berdasarkan kadar nikotin dan kadar gula sebagai basis, di samping tiga aspek penting lainnya (warna, aroma, dan fisik). Masing-masing tembakau grading-nya berbeda. Misalnya saja untuk tembakau Madura ada empat grade.
Tembakau yang telah dibeli dan dikumpulkan itu, disimpan di berbagai gudang yang tersebar di berbagai lokasi di Kudus dan sekitarnya. Untuk mengambil tembakau dan cengkeh perlu persetujuan dari Production Quality Control (PQC) agar bisa melakukan permintaan pengambilan tembakau dari gudang melalui Pusat Administrasi Gudang (PAG) pada siang hari. Prosedur yang ketat ini mutlak ditaati karena semua tembakau dan cengkeh mempunyai spesifikasi tertentu dalam umur penggunaannya. Oleh karena itu datanya harus diolah untuk mengetahui mana yang sudah boleh diambil dan mana yang belum boleh diambil.
25 b.Cengkeh
Cengkeh merupakan ciri khas rokok kretek. Cengkeh dapat diperoleh sepanjang tahun, baik dari pasar local maupun dari luar negeri, misalnya cengkeh Zanzibar yang memiliki aroma khas. Cengkeh yang dipakai berbentuk gelondongan.
c.Saos
Saos merupakan bahan baku yang kerahasiaannya selalu terjaga. Tingkat kesulitan untuk meramu saos jauh lebih sulit daripada meramu tembakau. Karena kesulitan yang tinggi dan merupakan rahasia utama perusahaan, pembuatannya langsung dikelola oleh bagian R&D. Secara umum, pembuatan saos ini merupakan ekstraksi dari berbagai bahan yang telah ditentukan.
Jenis saos ada dua macam, yaitu casing dan flavor.
Casing digunakan untuk memberi rasa pada campuran (blend), sedangkan flavor digunakan untuk memberi aroma pada blend.
2. Bahan Baku Rokok Batangan
Bahan baku rokok batangan berupa finished blend,
filter rod, cigarette paper (paper), Cork Tipping Paper
(CTP), cairan pemanis dan menthol (optional), lem
paper, dan tinta.
a.Tobacco Finished Blend
Tobacco finished blend adalah tembakau siap jadi, di mana tembakau ini sudah melalui proses pencampuran dengan bahan-bahan lain, seperti cengkeh, saos, dan
flavor.
26
Filter dibuat menggunakan mesin KDF yang memiliki kapasitas 395.000 untuk Rak Hauni hingga 396.000 batang/jam untuk Rak Gemini jika menggunakan plug wrap
yang porous. Untuk plug wrap yang non porous, mesin KDF hanya mampu memproduksi 247.000 batang/jam untuk Rak Gemini. Filter baru dapat digunakan empat jam setelah diproduksi.
Bahan baku dalam pembuatan filter terdiri atas
acetate tow, hotmelt, triacetine, inner glue, dan plug wrap. Pada pembuatan filter dihasilkan limbah berupa
paper, acetate tow yang terurai, dan filter yang tidak memenuhi spesifikasi. Paper dan acetate tow yang
di-reject tidak dapat digunakan lagi, dengangkan filter yang tidak memenuhi standar dijual ke pabrik rokok yang kecil. Berikut ini adalah bahan baku dalam pembuatan filter yang dimaksud:
1)Acetate Tow
Acetate tow berupa serat seperti kapas berwarna putih yang sangat tipis dan tidak terputus dalam satu gulungan. Acetate tow merupakan bahan baku utama dalam pembuatan filter rod maupun filter roll.
Filter roll merupakan filter yang berbentuk
gulungan. Sedangkan filter rod merupakan filter yang telah dipotiong menjadi batangan. Acetate tow
diimpor dari Jepang, Jerman, dan Amerika Serikat.
2)Hotmelt
Hotmelt berupa potongan-potongan kecil berukuran kurang lebih 7 mm. Hotmelt berbentuk kotak dan berwarna kekuningan. Hotmelt digunakan sebagai lem untuk merekatkan ujung-ujung dari plug wrap.
27
Triacetine berupa larutan putih. Triacetine
digunakan untuk mengeraskan dan mengenyalkan acetate tow.
4)Inner glue
Inner glue berupa larutan yang digunakan sebagai lem untuk merekatkan acetate tow dengan plug wrap. Inner glue terbuat dari campuran triacetine dan potongan
acetate tow.
5)Plug wrap
Plug wrap merupakan pembungkus filter, berupa kertas berwarna putih. Plug wrap ini lebih kuat dari paper
dan tahan air. Plug wrap ada dua macam, yaitu porous
dan non porous
c.Cigarette Paper
Paper adalah kertas yang digunakan untuk membungkus
tobacco finished blend. Setiap Cigarette Maker (CM) membutuhkan sekitar 28 paper/hari.
d.Cork Tipping Paper (CTP)
Cork Tipping Paper adalah kertas yang digunakan untuk melapisi sambungan antara batangan rokok (tobacco rod) dengan filter, CTP yang akan digunakan harus melewati proses pemanisan CTP (pada pre-process)
e.Cairan Pemanis (optional)
CTP tawar kemudian dimaniskan dengan menggunakan cairan pemanis yang mengandung glukosa dan alcohol. Tujuannya untuk memberi rasa manis pada CTP.
f.Menthol (optional)
Menthol hanya digunakan pada LA Light Menthol dan
Djarum Black Menthol di mana pada aluminiumnya
28
Lem digunakan untuk melekatkan paper, kertas CTP, maupun untuk merekatkan bahan seperti aluminium foil, kertas inner frame, etiket (blank), kertas craft, dan bandrol. Penggunaan lem dibagi menjadi dua, yaitu:
1)Lem yang digunakan dalam proses pembuatan sigaret (pada mesin cigarette maker) meliputi lem cigarette/ side seam, digunakan untuk merekatkan antar dua paper, dan lem CTP yang digunakan untuk mengelem Cork Tipping.
2)Lem yang digunakan dalam proses pengemasan (pada mesin packer) yaitu lem 8065 yang digunakan untuk mengelem kertas etiket (blank) dan kertas inner frame.
h.Tinta
Tinta hanya digunakan dalam pembuatan produk Djarum Super, di mana tinta digunakan untuk membuat logo pada Paper.
Dalam pembuatan rokok batangan, juga digunakan bahan pembantu seperti alcohol (Aqua DM 1), suction tape, dan garniture tape.
3.3.2. Proses Produksi Rokok
Proses pembuatan rokok di Sigaret Kretek Tangan (SKT) dilakukan secara manual, sedangkan pembuatan SKM dilakukan dengan menggunakan mesin (otomatisasi produksi). Proses produksi pada SKM bersifat continous. Proses produksi di departemen produksi dibagi atas dua bagian utama, yaitu di bagian primary (processing) dan
29 1. Proses Produksi di Primary
Bagian primary merupakan tempat mengolah tembakau, cengkeh, dan material tambahan lainnya untuk menghasilkan komposisi blend (tembakau stelan) yang homogen. Outputnya dikenal dengan finished blend. Bagian primary membuat finished blend yang beragam, sesuai dengan kebutuhan produksi karena setiap rokok campurannya berbeda-beda. Finished blend ini kemudian dikirimkan ke bagian secondary, Bagian primary terdiri dari pra-process dan main process. Di bagian ini ada 3 kegiatan utama, yaitu pengolahan tembakau, pengolahan cengkeh, dan proses inti.
a. Pengolahan Tembakau
1)Tembakau diperlakukan hotstreaming agar memiliki kadar air yang sudah ditentukan.
2)Tembakau tersebut kemudian dirajang/dipotong dengan ukuran sedang kemudian dipotong lagi lebih kecil hingga sekitar 2 mm.
3)Tembakau yang sudah dipotong lalu dikeringkan.
4)Tembakau dipisahkan dengan material asing dengan metode penghisapan (berdasarkan berat tembakau dibanding dengan berat material asing). Proses ini dilakukan sampai tiga tingkat pemisahan, yaitu dimulai dengan yang penghisapannya lebih kuat.
5)Casing process, merupakan proses pemberian rasa (saos) dan aroma (flavor) yang diinginkan untuk jenis merk tertentu.
6)Tembakau siap untuk dicampur. b.Pengolahan cengkeh
30 2)Cengkeh dikeringkan
3)Cengkeh dirajang/dipotong 4)Cengkeh siap untuk dicampur c.Main Process
Main process meliputi proses pre-blending, proses di material tambahan, dan proses blending.
1)Proses Pre-blending
Proses ini merupakan proses mengkomposisikan tembakau dan krosok agar sesuai dengan formula yang ditentukan.
2)Proses di Material Tambahan
Proses di material tambahan meliputi proses kupas rokok, proses rajang gagang, proses tembakau kepala/top, proses puffing, dan proses rontokan. a)Proses kupas rokok
Proses ini dilakukan untuk memproses ulang rokok
reject dari SKM atau SKT, dan rokok return dari pasar dengan memisahkan tembakau dengan filter dan
paper. Tembakau hasil kupasan rokok yang cacat ini disebut tembakau rework. Dalam mesin kupas rokok terdapat vibrator sehingga tembakau dengan sendirinya akan turun ke bawah. Tembakau tersebut akan digetarkan (vibrasi) dua kali. Dalam industri rokok yang diatur oleh undang-undang, tembakau
rework ini hanya diijinkan sekitar 15% saja. b)Proses rajang gagang
c)Proses tembakau kepala/top
31 d)Proses puffing
Proses ini dilakukan untuk memperbesar volume tembakau sehingga kemampatannya tinggu dengan berat yang sama dan untuk mengurangi pemakaian tembakau. e)Proses rontokan
Proses ini dilakukan untuk memisahkan tembakau bersih dengan debu dan foreign material.
3)Proses Bending
Proses ini mencampurkan tembakau dengan material tambahan sehingga tembakau siap dibuat rokok di bagian SKM dan SKT. Tembakau top, tembakau yang sudah
di-casing, dan juga tembakau rework dicampur menjadi satu dengan persentase yang berbeda-beda. Tembakau hasil casing paling banyak komposisinya di antara tembakau-tembakau lainnya.
Tembakau dan cengkeh yang sudah dicampurkan ini kemudian di-mixing agar merata. Setelah itu barulah disimpan dengan cara berlapis-lapis dalam suatu silo untuk didiamkan sekitar 48 jam, barulah dapat digunakan sebagai finished blend.
2. Proses di Secondary
Bagian secondary merupakan kelanjutan proses pada bagian primary, yaitu proses pelintingan, pengepakan, sampai pengiriman cigarette rod. Proses produksi di SKM meliputi:
a.Pre-process
32 1)Pembuatan filter rod
Tempat pembuatan filter disebut filter house. Pada mesin KDF, acetate tow mula-mula diuraikan dalam bentuk tipis memanjang untuk kemudian dibounding sesuai ukuran yang ditentukan. Kemudian acetate tow diberi triacetine
dan hotmelt melalui selang-selang yang dialirkan ke batangan filter, setelah itu digabungkan dengan plug wrap yang telah diberi inner glue. Filter yang keluar langsung terbungkus oleh plug wrap.
Pada pembuatan filter rod ini, batangan filter dipotong sepanjang 12 cm, kemudian dari 12 cm ini kembali dipoting di mesin cigarette machine menjadi 3 bagian, tiap bagian 4 cm, dan dipotong menjadi 2 bagian lagi sehingga tiap bagiannya 2 cm untuk setiap rokok.
Filter rod terbagi menjadi 2 macam, yaitu filter rod porous dan filter rod non porous. Plug wrap pada
filter rod porous berporositas besar (berpori-pori).
Filter rod porous biasanya digunakan untuk rokok yang memiliki kadar tar relatif rendah.
2)Pemanisan CTP
CTP merupakan kertas pembungkus filter dengan rokok batangan. Ada bermacam-macam warna, seperti warna kuning marble untuk Djarum Super, warna putih untuk LA Light, warna hitam untuk Djarum Black baik lokal maupun ekspor.
33
yang sudah diberi pemanis cepat kering saat digulung kembali.
3)Aplikasi Menthol
Pemberian menthol digunakan untuk memberi menthol pada aluminium foil. Menthol akan terserap dengan sendirinya oleh rokok yang dibungkus dengan aluminium foil tersebut. Pada aplikasi menthol ini, cairan menthol yang dioles pada aluminium foil diperoleh dari bagian R&D. Cairan menthol ini relatif berwarna bening. Aplikasi ini dilakukan oleh mesin menthol applicator. 4)Pembuatan Lem Side Seam
Lem side seam digunakan untuk mengelem kedua ujung paper. Lem side seam ini juga diproses terlebih dahulu pada bagian pre-process. Bagan yang digunakan berupa
gohsenol padat dan air. b.Proses Inti di Secondary
Pada bagian secondary, dilakukan proses pembuatan rokok batangan serta pengepakannya. Finished blend yang merupakan bahan pokok dari rokoknya, dipindahkan dengan menggunakan konveyor dari gedung primary ke gedung
secondary melalui konveyor dan ditampung dalam mesin KAB lalu disalurkan ke tiap SPU dengan menggunakan pipa pneumatic. Untuk PT-PT, masih ada finished blend yang diangkut secara manual dengan menggunakan plastic box. Untuk filter rod disalurkan melalui pipa-pipa berdiameter 1cm. Pipa ini menghubungkan bagian pre-process ke mesin.
34
proses pembuatan rokok sampai proses pengepakannya dilakukan dalam satu alur proses di mana perpindahan material dari satu tahap pengerjaan menuju tahap lainnya dilakukan secara internal tanpa bantuan tenaga operator sebagai alat transportasinya. Karakteristik com-flex artinya bersifat ringkas (compact) dalam desain layout konfigurasinya, tetapi cukup fleksibel jika difungsikan sebagai unit-unit yang berdiri sendiri. Hal ini sangat menguntungkan karena jika terjadi hambatan dalam salah satu tahap produksi, perusahaan tidak perlu menghentikan keseluruhan lini produksi.
Tembakau dihisap lewat hisapan central pneumatic
dan diatur oleh shuit-off flap yang terdapat pada
airlock untuk membuka dan menutupnya. Level tembakau di
airlock diatur oleh suatu sensor cahaya. Jika tembakau sudah mencapai batas minimum, maka hisapan akan terjadi secara otomatis. Pada beberapa mesin, tembakau dihisap secara manual melalui pipa-pipa yang digerakkan oleh operator.
Selain itu, juga dilakukan pengadukan kembali agar campuran lebih homogen dan pemisahan terhadap material asing atau pun material yang berat, seperti cengkeh yang belum terpotong sempurna. Pemisahan ini dilakukan dengan hembusan udara ke atas pada tekanan tertentu sehingga material yang kelebihan berat akan jatuh dengan sendirinya.
Barulah kemudian tembakau masuk ke cigarette forming yang berbentuk kanal untuk dilinting dengan menggunakan paper. Sebelumnya, tembakau melewati
35
tembakau. Berat tembakau ini diatur oleh suatu alat pengendali (weight control). Tembakau ini seolah-olah dipotong menjadi dua bagian.
Paper dipasang melewati suatu printing unit yang melakukan proses pencetakan logo dan atau tulisan PT Djarum. Setelah tembakau memenuhi paper, kedua ujung
paper dilipat dan di sepanjang paper diberi lem side seam sehingga setelah paper menutup, rokok berbentuk gulungan akan merekat, kemudian langsung dipanaskan dengan unit seam sealer pada suhu tertentu agar lem kering. Untuk mesin Protos, suhu pada unit seam sealer
kira-kira 250˚C. Batangan rokok yang sudah sempurna pengelemannya akan dideteksi segi fisiknya, misalnya berat rokok secara elektronik. Hasilnya dapat ditampilkan di layar.
Setelah itu batangan rokok yang masih dalam bentuk lonjoran ini dipotong sepanjang 13.8 cm yang kemudian dipotong lagi menjadi dua bagian yang sama (cut off). Setelah itu, rokok ditempatkan secara terpisah oleh
separating drum. Drum-drum yang ada pada CM memiliki lekukan sebagai tempat menampung rokok yang disebut
groove. Hasil potongan ini disebut sebagai tobacco rod. Kemudian tobacco rod ini masuk ke mesin assembler.
36
Pada feed drum, kedua rokok batangan sepanjang 6.9 cm yang terpisah, diisi dengan satu potongan dilter berukuran 2 cm. Filter sepanjang 2 cm tersebut merupakan hasil pemotongan filter sepanjang 12 cm pada
filter cutting drum.
Dengan cork knives, CTP dipotong sesuai dengan standar lebar dari macam produknya. Swash plate drum membawa CTP yang sudah terpotong dan menempel pada filter yang dibawa oleh feed drum bersama rokok batangan pada kedua sisi filter tersebut. Setelah menempel, tobacco rod dan filter disambung dengan menggunakan CTP. Setelah itu, rokok melewati rolling drum.
Setelah proses penyambungan selesai, tobacco rod
dan filter yang semula berpasangan, dipoting tengahnya sehingga menjadi dua batang rokok oleh rod cutting drum. Di drum ini, rokok tanpa filter, rokok pada awal
start mesin di-reject.
Pemotongan tersebut menghasilkan dua cigarette rod
yang saling berkebalikan posisinya. Setelah dipotong, batangan rokok ini akan dimasukkan ke dalam pak. Oleh karena itu, batangan rokok yang berlawanan arah itu disamakan arahnya di turning drum. Mesin ini dilengkapi dengan pembalik arah batangan rokok itu dengan cara kerja seperti dijepit dan dipilin secara spiral.
Rokok yang berada di luar spesifikasi akan di-reject di injection drum. Rokok yang sudah memenuhi spesifikasi ditransfer ke sampling drum melalui
37
untuk dibawa ke HCF hopper dengan cigarette feeding. Rokok-rokok yang sudah digabungkan dengan CTP dan sudah melewati sensor, dibawa menuju buffer sebagai tempat penampungan rokok sementara sebelum rokok masuk ke mesin packer.
Mesin packer (Focke) terdiri dari Hinge Lid Packer
(HLP 350), reservoir 802, banderoller/stamper 402 (BD), wrapper 401 (WR), dan boxer/cartooner 361 (BX), dan
Marden Edwards/Overwrapper (OW). Mesin packer disebut juga HO. Kata HO ini mengambil dari unit pertama dan unit terakhir yang ada pada mesin packer, yaitu HLP dan OW.
Mesin HO mampu menghasilkan 380 pak/menit. Pada mesin link up, rokok akan berjalan dengan sistem COC untuk masuk dalam cigarette vane yang berfungsi menata rokok menjadi dua baris. Pada mesin non link up, rokok batangan yang sudah tertata di dalam rak dimasukkan ke tray unloader.
38
Setelah menjadi pak polos (pak rokok tanpa cukai), rokok pak tersebut masuk dalam drying drum yang berkapasitas 96 pak dan maturing drum yang berkapasitas 100 pak. Rokok tersebut dilewatkan pada drying drum dan
maturing drum agar perekatan pak polos pada HLP sempurna.
Setelah itu, rokok masuk dalam area BD. Fungsinya adalah untuk memberikan pita cukai pada pak rokok tersebut. Di unit ini terdapat glue pot III. Pasokan lem dan pita cukai dilakukan secara manual oleh operator.
Jika yang akan dipak adalah rokok sortiran yang
pack-nya sudak ditempel pita cukai secara manual oleh pekerja borongan, tombol pengatur puta diubah ke posisi “O” agar pita cukai pada mesin tidak turun.
Jika terjadi kerusakan pada unit BD atau WR, pack-pack yang dihasilkan akan ditampung dalam reservoir. Dalam hal ini, reservoir berfungsi sebagai buffer
antara HLP dengan stamper. Jika kapasitasnya hampir penuh, operator dapat menghentikan unit HLP.
Selanjutnya rokok pack masuk ke unit WR. Rokok pack kemudian ditutup dengan menggunakan plastik (OPP) yang sebelumnya sudah disatukan dengan tear tape. Penyatuan ini menggunakan proses pemanasan pada melting point tertentu agar OPP dapat menempel pada pack dan tidak meleleh.
39
dikirim ke unit OW dengan belt conveyor berkecepatan rendah. Setelah masuk dalam dos press, barulah dilakukan overwrapper yang bertujuan memberikan OPP pada dos press yang sudah jadi.
Setelah proses overwrapper, rokok masuk dalam proses bale. Proses ini juga merupakan proses pengepakkan di mana dos press dibungkus dalam kertas
craft. Untuk produk Djarum Super, 1 bale berisi 20
press, dan untuk produk LA Light, 1 bale berisi 10
press.
Dari bale, rokok dilanjutkan dalam proses boxer, yaitu proses pengepakan bale ke dalam tempat yang lebih besar lagi. Biasanya 1 box berisi 4, 6, atau 8 bale (tergantung pada jenis brand). Kemudian dos box ini ditutup dan diberi packing tape. Box yang sudah diberi
packing tape ini disebut corrougated box.
Untuk produk ekspor, rokok dalam kemasan box
40 3.4. Fasilitas Produksi
Tata letak fasilitas dapat didefinisikan sebagai tata cara pengaturan fasilitas-fasilitas pabrik guna menunjang kelancaran proses produksi. Dalam berproduksi diperlukan peralatan-peralatan, perlengkapan, mesin-mesin dan fasilitas produksi. Keseluruhan fasilitas tersebut harus diatur sesuai dengan kebutuhan proses produksi sehingga hasil produksi dapat diproduksi dengan jumlah dan kualitas sesuai dengan yang diharapkan, dapat diselesaikan tepat pada waktunya dengan biaya yang minimal. Perencanaan layout pabrik merupakan pemilihan secara optimum penempatan mesin dan peralatan, tempat kerja, tempat penyimpanan dan fasilitas service, bersama-sama dengan penentuan bentuk gedung pabriknya.
PT Djarum mengatur fasilitas produksinya menggunakan tipe product layout. Tipe Product Layout
merupakan suatu tata letak pabrik yang mempunyai efisiensi yang tinggi di mana peralatan disusun berdasarkan urutan proses pembuatan produk. Aliran produksi yang terjadi adalah Flow Shop dimana karakteristik Flow Shop sebagai berikut:
a.Aliran pemindahan material berlangsung dengan lancer dan sederhana, serta biaya material handling yang rendah.
b.Total waktu yang dipergunakan untuk produksi relatif singkat.
41
d.Tiap unit produksi atau stasiun kerja memerlukan luas area yang minimal.
e.Pengendalian proses produksi mudah dilaksanakan. Setiap bahan baku atau komponen yang masuk dalam lantai produksi PT Djarum akan mengalami beberapa perpindahan dari satu proses ke proses yang lain. Sebagai contoh kertas paper yang menjadi salah satu bahan baku utama rokok. Ketika tiba dari vendor akan dimasukkan terlebih dahulu ke warehouse dan kemudian dipindahkan ke departemen pre-proses untuk diproses. Setiap perpindahan yang terjadi pasti memerlukan suatu usaha perpindahan material atau penanganan material (material handling).
Sistem penanganan material yang terdapat di PT Djarum bermacam-macam tergantung dari jenis dan jumlah bahan baku yang akan dipindahkan serta posisi bahan baku tersebut berada sekarang. Metode pemindahan bahan baku maupun produk jadi di PT Djarum dibedakan menjadi 3 jenis yaitu:
a.Pemindahan secara manual
Pemindahan secara manual dilakukan oleh operator tanpa bantuan mesin. Hal ini dipakai bila tidak ada alat khusus untuk menangani dan merupakan pekerjaan yang ringan. Contohnya mengganti CTP dan kertas paper secara manual. Pemindahan secara manual juga dilakukan oleh operator pengepakan manual. Operator tanpa bantuan alat khusus, memasukkan bale ke dalam dus box.
b.Pemindahan dengan mesin (terotomatisasi)
42
untuk dilakukan secara manual. Hal ini lebih efisien untuk pekerjaan yang berat. Contohnya pada bagian produksi, press rokok yang telah siap dipasarkan dipindahkan ke bagian manual packaging dengan menggunakan konveyor. Pada SPU 41 dengan mesin maker
single track, penggantian kertas paper, CTP serta memasukkan karton press dilakukan oleh robot.
c.Pemindahan bahan secara campuran
Sistem pemindahan yang dilakukan oleh manusia dengan bantuan mesin atau alat bantu, biasanya dipakai untuk memindahkan komponen dari satu departemen ke departemen yang lain. Contohnya untuk memindahkan komponen dari departemen manual packaging ke warehouse dengan menggunakan forklift.
Untuk pemindahan pallet yang berisi material dari departemen pre-proses ke mesin menggunakan hand
pallet. Untuk mengangkut sisa tembakau maupun
sampah-sampah produksi menggunakan hand truck.
Sistem penanganan material yang terdapat di bagian produksi bermacam-macam, tergantung dari jenis material yang akan dipindahkan. Sebagian besar perpindahan bahan baku dilakukan oleh manusia atau operator. Alat material handling akan digunakan jika materialnya berat atau berjumlah banyak.
Material handling yang digunakan di SKM PT Djarum antara lain:
a.Konveyor
43
sebagai contoh pada pemindahan finished blend dari bagian primary ke bagian secondary.
b.Roller conveyor
Pemindahan produk ke bagian penge-bale-an dilakukan melalui roller conveyor. Roller conveyor merupakan alat pemindahan material yang digunakan dalam proses perakitan, inspeksi dan untuk memindahkan produk dari perakitan hingga manual packaging.
c.Pipa-pipa
Filter rod dari filter house juga ditransfer ke unit
receiving CM melalui pipa-pipa transfer secara
otomatis. Transfer ini dilakukan dengan sistem
pneumatic, yaitu melalui pipa bertekanan tinggi untuk mencegah adanya debu yang masuk
d.Forklift
Forklift digunakan untuk memindahkan bahan baku dan membantu pemindahan komponen produk yang ada di lantai produksi.
e.Hand truck
Hand truck digunakan untuk membawa material-material berukuran kecil dalam jumlah yang banyak.
f.Pallet
Pallet merupakan papan kayu yang digunakan sebagai alat bantu dalam proses pemindahan bahan baku maupun produk jadi.
e.Hand pallet
Hand pallet merupakan alat bantu khusus untuk
memindahkan material dari suatu departemen ke departemen lain (misal dari gudang ke setiap mesin).
Hand pallet menggunakan sistem hidrolik untuk
44
yang diangkut antara lain berupa etiket, paper, tear tape, CTP, outer, inner, dan filter.
f.Kletek
Kletek digunakan untuk memindahkan filter (double filter maupun filter reguler) dari gudang material ke bagian pre-process. Kletek dapat mengangkut 16 rak. Kletek ini memiliki bentuk semacam gerobak dengan dua tingkat.
g.AGV (Automated Guided Vehicles)
Automated Guided Vehicles adalah mobile robot
yang dipandu dan dikendalikan secara elektronik yang digunakan di PT Djarum untuk memindahkan material dari departemen material ke mesin. Ada pun material yang dipindahkan meliputi outer, inner, etiket,
45 BAB 4
TINJAUAN PEKERJAAN MAHASISWA
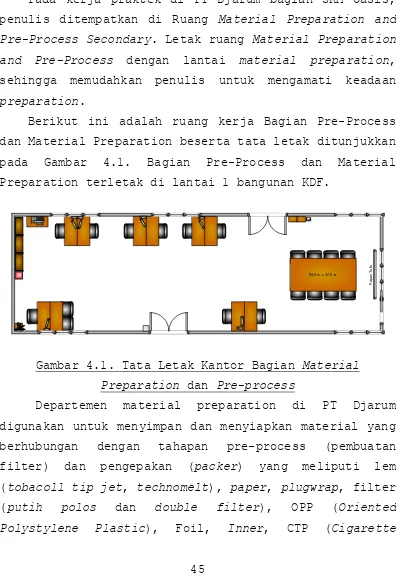
4.1.Lingkup Pekerjaan
Pada kerja praktek di PT Djarum bagian SKM Oasis, penulis ditempatkan di Ruang Material Preparation and Pre-Process Secondary. Letak ruang Material Preparation and Pre-Process dengan lantai material preparation, sehingga memudahkan penulis untuk mengamati keadaan
preparation.
Berikut ini adalah ruang kerja Bagian Pre-Process dan Material Preparation beserta tata letak ditunjukkan pada Gambar 4.1. Bagian Pre-Process dan Material Preparation terletak di lantai 1 bangunan KDF.
Pa
p
a
n
Tu
lis
94.5 in. x 47.2 in.
Gambar 4.1. Tata Letak Kantor Bagian Material Preparation dan Pre-process
Departemen material preparation di PT Djarum digunakan untuk menyimpan dan menyiapkan material yang berhubungan dengan tahapan pre-process (pembuatan filter) dan pengepakan (packer) yang meliputi lem (tobacoll tip jet, technomelt), paper, plugwrap, filter
(putih polos dan double filter), OPP (Oriented
46
Tipping Paper), tear tape, outer, etiket (kotak kemasan), treacetylene (pengembang acetate tow(busa filter)).
Outer (kemasan luar), etiket, dan inner digunakan untuk produk rokok PT Djarum, yaitu Djarum Super, Djarum Super Mild (MLD), Djarum Black, Djarum Black Cappucino, Djarum Black Menthol, Djarum Black Mild, LA Lights, LA Lights Menthol.
Penulis diberi tugas untuk menganalisa pekerja yang ada di bagian material preparation and pre-process
untuk nantinya diketahui apakah pekerja yang ada sudah optimum. Analisa ini dilakukan dengan menggunakan sampling pekerjaan (work sampling). Sebelumnya belum pernah ada pengamatan tentang hal tersebut di Bagian
Pre-Process dan Material Preparation.
Adapun tujuan sampling pekerjaan dalam kasus ini yaitu: a.Mengetahui distribusi pemakaian waktu sepanjang
waktu kerja oleh pekerja atau kelompok kerja.
b.Mengetahui tingkat pemanfaatan material handling dan alat-alat preparation.
c.Menentukan waktu baku bagi pekerja-pekerja secara langsung.
d.Memperkirakan kelonggaran bagi suatu pekerjaan.
e.Menetapkan performance level dari seseorang selama waktu kerjanya berdasarkan waktu-waktu di mana orang ini bekerja atau tidak bekerja.
f.Mengukur beban kerja.
g.Menentukan output standar.