PROSES PRODUKSI SAUS SAMBAL “INDOFOOD”
DI PT INDOFOOD CBP SUKSES MAKMUR Tbk
DIVISI FOODSEASONING
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat-syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh:
FARHAN UKRIN PUTRA PRANA DHARMA
NIM : 14.I1.0198
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
i
HALAMANPENGESAHAN
PROSES PRODUKSI SAUSSAMBAL “INDOFOOD”
DI PTINDOFOOD CBP SUKSES MAKMURTbk
DIVISI FOODSEASONING
Oleh :
Farhan Ukrin Putra Prana Dharma NIM : 14.I1.0198
Program Studi : Teknologi Pangan
Laporan Kerja Praktek ini telah disetujui dan dipertahankan di hadapan sidang penguji pada tanggal : 8 Juni 2017
Semarang,…..
Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata
Pembimbing Lapangan Dosen Pembimbing
Benny Andhira Dr. Ir. Lindayani, MP.
Dekan
ii
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Allah swt yang telah memberikan rahmat dan kasih sayangnya sehingga saya dapat melaksanakan kerja praktek di PTIndofood CBP Sukses Makmur Tbk Divisi Food Seasoning, Cibitung. Kerja praktek dilaksanakan untuk memenuhi syarat salah satu mata kuliah kerja praktek pada program S1 Teknologi Pangan Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang.
Selama kerja praktek dan penulisan laporan kerja praktek, penulis mendapat banyak pengetahuan, wawasan dan pengalaman mengenai proses produksi saus sambal di PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoning. Laporan ini tidak akan ada apabila tidak ada arahan,bimbingan,dan dukungan dari banyak pihak yang membantu kelancaran dari kerja praktek dan penulisan laporan kerja praktek. Oleh karena itu, penulis ingin mengucapkan terima kasih kepada :
1. Ibu Dr.V.Kristina Ananingsih, ST., MSc. sebagai Dekan Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang.
2. Ibu Dr. Ir. Lindayani, MP. sebagai dosen pembimbing yang telah meluangkan waktunya untuk mengarahkan, dan membimbing penulis dalam penulisan laporan kerja praktek
3. Bapak Sulianto Pratama selaku Kepala Divisi Food Seasoning PT Indofood CBP Sukses Makmur Tbk Yang telah memberi ijin kepada penulis untuk dapat melaksanakan kerja praktek di tempatnya.
4. Bapak FX. Oscar Harimawan selaku Manufacturing Manager yang telah memberikan ijin kepada penulis untuk dapat melaksanakan kerja praktek di tempatnya.
5. Bapak Usman Kamis Selaku Factory Manager yang telah memberikan ijin dan memberi wawasan umum tentang pabrik kepada penulis untuk membantu penulis dalam pelaksanaan kerja praktek yang baik.
iii
waktu untuk kami untuk memberi bantuan selama kami melaksanakan kerja praktek. 8. Bapak Justinus J. Saragi selaku Production Supervisor bagian saus sambal yang
telah meluangkan waktu untuk memberi penulis bantuan dan masukan selama pelaksanaan kerja praktek
9. Bapak Budi Santoso, dan selaku Shift Production Supervisor bagian saus sambal yang telah meluangkan waktu untuk memberi kami wawasan dan pengetahuan selama kami melaksanakan kerja praktek.
10.Ibu Eka Susilowati, Bapak Tegar, dan Bapak Jaya yang telah meluangkan waktu untuk memberikan kami masukan, menemani penulisan laporan kerja praktek, dan memberi saran selama kerja praktek
11.Staff Tata Usaha Fakultas Teknologi Pertanian, Program Studi Teknologi Pangan yang telah memberi kemudahan dan kelancaran administrasi dari sebelum dimulainya kerja praktek Hingga terselesaikannya kerja praktek ini.
12.Kukuh Ody A.B dan Nanda C.S selaku teman seperjuangan satu atap yang sudah saling membantu dan saling memberi masukan selama sebelum pelaksanaan kerja praktek hingga selesainya kerja praktek.
13.Teman-temanku tercinta,kakak tingkat, dan adik tingkat yang sudah repot-repot memberi dukungan dan direpoti dalam menanyakan tentang kerja praktek ini.
Tidak ada manusia yang sempurna,yang sempurna hanyalah penciptanya. Demikian pula laporan kerja praktik ini. Penulis menyadari apabila ada kekurangan. Penulis berharap laporan kerja praktik ini akan bermanfaat bagi yang membacanya, khususnya kepada mahasiswa fakultas teknologi pertanian Unika Soegijapranata
Semarang, ……… Penulis,
iv
1.3.Waktu dan Tempat Pelaksanaan ... 1
2. PROFIL PERUSAHAAN ... 2
2.1.Profil dan Sejarah Perusahaan... 2
2.2.Visi dan Misi Perusahaan ... 3
2.3. Lokasi Perusahaan... 5
2.4. Kebijakan Mutu... 5
2.5. Struktur Organisasi ... 11
2.6. Sistem Ketenagakerjaan ... 12
3. SPESIFIKASI PRODUK SAUS SAMBAL DAN DISTRIBUSI PRODUK... 15
3.1.Jenis Produk ... 15
3.2.Sistem Distribusi Produk... 16
v
6. KESIMPULAN dan SARAN ... 33
6.1.Kesimpulan... 33
6.2.Saran... 33
7. DAFTAR PUSTAKA ... 34
vi
DAFTAR TABEL
Tabel 1. Pengaturan Jam kerja PT Indofood CBP Sukses Makmur Tbk
vii
DAFTAR GAMBAR
Gambar 1. Logo PT Indofood CBP Sukses Makmur Tbk... 2
Gambar 2. Ilustrasi Prinsip 5S...10
Gambar 3. Contoh Produk Sambal PT Indofood CBP Sukses Makmur Tbk... 16
Gambar 4. Skema Cara Kerja Grinder... 27
Gambar 5. Drum Mixer... 28
Gambar 6. Mesin Pasteurisasi... 29
Gambar 7. Metal Detector... 29
viii
DAFTAR LAMPIRAN
Lampiran 1. Struktur Organisasi PT Indofood CBP Sukses Makmur TbkDivisi
1
1. PENDAHULUAN
1.1.Latar Belakang Kerja Praktek
Saus sambal merupakan salah satu jenis pelengkap makanan yang digemari oleh masyarakat indonesia. Saus Sambal dapat menimbulkan sensasi panas dan membakar yang dapat membuatnya memiliki cita rasa yang khas. Saus sambal dibuat dari olahan cabai yang dicampur dengan bahan pelengkap lainnya. Saus sambal dapat memiliki cita rasa yang khas tersendiri dengan mengkombinasikan jenis-jenis cabai yang berbeda-beda.
PT Indofood CBP Sukses Makmur Tbk adalah salah satu produsen sambal yang terbesar di indonesia. Sambal yang diproduksi juga bermacam-macam seperti pedas,ekstra pedas, dll. PT Indofood CBP Sukses Makmur Tbk telah mengaplikasikan standart tinggi dalam proses produksinya. Oleh karena itu penulis memilih PT Indofood CBP Sukses Makmur Tbk sebagai tempat kerja praktek.
1.2.Tujuan Kerja Praktek
Tujuan dari kerja praktek ini antara lain :
a. Menambah wawasan terutama dalam pekerjaan dalam industri dunia pangan.
b. Mengetahui Proses Produksi Pembuatan Saus Sambal di PT Indofood Sukses Makmur Tbk.
1.3.Waktu Dan Tempat Pelaksanaan
2
2. PROFIL PERUSAHAAN
2.1.Profil dan sejarah Perusahaan
PT Indosentra Pelangi Cibitung didirikan pada tanggal 17 Desember 1992 yang merupakan anak perusahaan dari indofood yang bergerak pada food seasoning. PT Indosentra Pelangi sudah berganti nama sebanyak 3 kali, yaitu PT Aneka Pangan Utama yang memproduksi bumbu instan yang didirikan di Ancol, Jakarta Utara. PT Aneka Pangan Utama dipindahkan ke Cikopo karena pada saat itu Ancol menjadi kawasan bebas industri pada tahun 1992-1993. Kemudian yang kedua, PT Aneka Pangan Utama diubah menjadi PTCaraka Pangan Sejati pada tahun 1994-1999.PT Caraka Pangan Sejati memproduksi bumbu instan,bumbu powder, dan kecap. Dan pada tahun 2000, PT Caraka Pangan Sejati diubah namanya menjadi PT Indosentra Pelangi. Pada tahun itu juga diidirikan divisi saus sambal dengan produk yang dihasilkan dibawah merk “Indofood”. Logo PT Indofood CBP Sukses Makmur Tbk dapat dilihat di Gambar 1.
Gambar 1.Logo PT Indofood CBP Sukses Makmur Tbk.
(Sumber : www.indofoodcbp.com)
PT Indosentra Pelangi digabung dengan beberapa perusahaan grup Indofood yang lain seperti PT Cipa Biskuit, PT Gizindo Prima Nusantara, PT Indobiskuit, dan PT Indofood Sukses makmur berdasarkan keputusan management Indofood pusat dan Keputusan Badan Koordinasi Penanaman Modal No. 4 tahun 2010 pada awal bulan januari 2010. PT Indofood Sukses Makmur diubah namanya menjadi PT Indofood CBP Sukses Makmur. CBP sendiri mempunyai singkatan Consumer Branded Products. Mulai januari 2010, PT Indosentra Pelangi berubah nama menjadi PT Indofood CB Sukses Makmur Divisi Food Seasoning.
PT Indofood CBP Sukses Makmur Tbk berdiri sebagai entitas terpisah di bulan september 2009 dan tercatat di Bursa Efek Indonesia pada tanggal 7 Oktober 2010. ICBP didirikan melalui restukturisasi internal dari Grup Consumen Branded Product(CBP) PT Indofood Sukses Makur Tbk, Perusahaan induk CBP yang sudah dicatat namanya di BEI sejak tahun 1994. Seluruh kegiatan usaha Grup CBP dari indofood yang meliputi mie instant, dairy, penyedap makanan, makanan ringan, nutrisi, makanan khusus, serta biskuit yang sebelumnya digabung dengan grup Bogasari dialihkan ke ICBP.
2.2.Visi dan Misi Perusahaan
Visi PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoning adalah menjadi perusahaan Total Food Solution.
Misi dari PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoning yaitu :
a. Memberikan solusi atas kebutuhan pangan secara berkelanjutan.
b. Senantiasa meningkatkan kompetensi karyawan, proses produksi dan teknologi kami. c. Memberikan kontribusi bagi kesejahteraan masyarakat dan lingkungan secara
berkelanjutan.
d. Meningkatkan stakeholders’ values secara berkesinambungan.
4
2.3.Lokasi Perusahaan
PT Indofood CBP Sukses Makmur Tbk terletak di Kampung Jarakosta RT 05/RW 02, Desa Sukamadu, Kecamatan Cibitung, Cikarang Barat, Bekasi 17520. Pabrik berbatasan dengan wilayah-wilayah berikut :
Utara: Berbatasan dengan pemukiman Penduduk.
Selatan : Berbatasan dengan Pabrik PT Indofood CBP Sukses Makmur Tbk Divisi Noodle. Timur: Berbatasan dengan PabrikPT Indofood CBP Sukses Makmur Tbk Divisi Noodle dan jalan raya dari Kampung jarakosta.
Barat: Berbatasan dengan pemukiman penduduk.
Perusahaan ini terdiri dari kantor, proses produksi, gudang penyimpanan yang terdiri dari penyimpanan raw material, packaging material, dan produk akhir, laboratorium, ruang RnD, tempat pengolahan air baku, pengolahan limbah, kantin, poliklinik,koperasi, mushola, dan masjid.
2.4.Kebijakan Mutu
Manajemen PT Indofood Sukses Makmur Tbk Divisi Food Seasoning mempunyai kebijakan mutu yang telah ditetapkan. Dituang dalam “CONSISTENT”, “MAKLUMAT MUTU”, dan “TEKAD MUTU”.
“CONSISTENT” terdiri atas :
- Consumer (Our Success Rest on Satisfying Consumer Need)
Keberhasilan Kita tergantung pada kepuasan konsumen. - Innovation(Innovation is Our Key to Future Growth)
Inovasi adalah kunci pertumbuhan di masa depan. - Staff ( Reliable Staff is Our Biggest Asset)
Staf yang handal adalah aset terbesar perusahaan. - Excellence(Excellence is Our Way of Life)
Kesempuranaan adalah pandangan hidup kita. - Teamwork(Teamwork Makes A winning Team)
Maklumat Mutu :
Kami bertekad untuk hanya menghasilkan produk dan jasa tanpa cacat untuk semua pelanggan kami.
Kami sepenuhnya memahami persyaratan-persyaratan untuk proses kerja dan kami akan mematuhi semua persyaratan setiap saat.
Tekad Mutu :
a. Kami menyadari bahwa mutu adalah bukti bukan janji.
b. Kami akan melaksanakan semua persyaratan mutu yang telah ditetapkan oleh perusahaan serta regulasi pemerintah.
c. Kami akan melaskanakan dengan tertib aturan GMP, ISO 22000, ISO 9001, ISO 14001 , Halal, dan SMK3.
d. Kami akan melaksanakan dengan sungguh-sungguh semua peraturan perusahaan dan PKB(Perjanjian Kerja Bersama) yang telah disepakati.
e. Kami bersedia menerima sangsi-sangsi dari perusahaan, apabila terjadi penyimpangan terhadap peraturan-peraturan yang berlaku di PT Indofood CBP sukses Makmur Tbk
Food seasoning division.
PT ICBP Sukses Makmur Tbk menerapkan sistem manajemen mutu, antara lain : a. ISO 9001: 2008
ISO 9001 :2008 fokus pada efektivitas peningkatan proses secara kontinyu dengan menggunakan pola Plan,Do,Check,Act (PDCA) sebagai pilar utama dimana dalam setiap proses melakukan perencanaan yang matang, implementasi yang terukur dengan jelas, melakukan evaluasi, dan analisis data yang akurat, serta tindakan perbaikan dan
monitoring yang sesuai dengan pelaksanaannya agar masalah yang terjadi dalam suatu organisasi benar-benar dapat dituntaskan.
6
1. Costumer Focus(Semua aktivitas perencanaan dan implementasi sistem yang bertujuan untuk memuaskan customer).
2. Leadership(Top management berfungsi sebagai pemimpin dalam mengimplementasi sistem bahwa semua gerak organisasi selalu terkontrol dengan komitmen yang sama dan sinergi pada setiap elemen organisasi).
3. Keterlibatan semua orang ( dimana semua bagian dalam organisasi terlibat dan
concern dalam implementasi sistem manajemen mutu sesuai dengan fungsi kerjanya masing-masing).
4. Pendekatan Proses( dimana aktivitas implementasi sistem selalu mengikuti alur proses yang ada dalam organisasi. Pendekatan pengelolaan proses dipetakan melalui business process).
5. Pendekatan sistem ke management( dimana impelentasi sistem mengutamakan pendekatan pada cara pengolahan proses, bukan hanya menghilangkan masalah yang terjadi. Hal ini bertujuan untuk memperbaiki cara dalam menghilangkan potensi masalah).
6. Perbaikan berkelanjutan.
7. Pendekatan Fakta sebagai dasar pengambilan kepututsan( dalam setiap keputusan, selalu didasarkan pada fakta dan data. Tidak ada data berarti sama dengan tidak dilaksanakannya ISO 9001:2008).
8. Kerja sama yang saling menguntungkan dengan pemasok(supplier merupakan mitra usaha atau partner bisnis, oleh karena itu hubungan harus saling menguntungkan).
b. ISO 22000 : 2005
ISO 22000 fokus pada keamanan pangan, termasuk didalamnya HACCP yang merupakan elemen dari ISO 22000 atau yang dikenal sebagai Food Safety Management System. Ada delapan prinsip, yaitu :
1. Komitmen manajemen dan tanggung jawab terhadap keamanan pangan, bukan hanya pelaksananya saja tetapi juga dari kebijakan, pengadaan produksi, dan sumber daya manusianya. Oleh karena itu, biasanya diadakan training minimal satu tahun sekali. 2. Traceability SOP( Standart Operationg Procedure), merupakan instruksi atau
petunjuk untuk melakukan pekerjaan dengan standar yang telah ditetapkan.
mengurangi bahaya baik secara kualitas, kemanan pangan dan dapat menjaga hygiene
dalam suatu organisasi.
4. HACCP(Hazard Analytical Critical Control Point), mengidentifikasi bahaya dan cara pencegahan untuk mengendaiikan bahaya. Bahaya dapat diminimalkan, tetapi tidak dapat zero.
5. QMS(Quality Monitoring System), dimana dilakukan pemantauan terhadap kualitas
material, mulai dari supplier yang menghasilkan bahan baku berkualitas, dan penerimaan barang juga dilakukan pemantauan.
6. Kalibrasi Alat, Laboratorium, dan metode tes. Alat-alat yang digunakan selama produksi perlu untuk dikalibras, sehingga menghasilkan alat yang akurat. Kalibrasi dilakukan tergantung dengan kebutuhan, ada yang 4 bulan 1 kali, 6 bulan 1 kali, dan 1 tahun 1 kali.
7. Sistem pengeluaran(Release System), produk yang akan keluar harus ada prosedurnya yaitu apabila sudah memenuhi syarat baru, barang jadi bisa keluar untuk dipasarkan. 8. Standar persyaratan, dimana standar yang digunakan diuji,diakui, dan sudah valid.
c. Sistem Manajemen Keselamatan Kesehatan Kerja dan Lingkungan(SMK3L) dan ISO 14001.
PT Indofood baru mulai menerapkan ISO 14001 pada tahun 2011, dan penerapan yang lebih baik seperti menanam pohon dan membuat taman mini diarea pabrik yang biasa disebut dengan PROPER(Performance Rating in Relation to Enviromental Management)
pada tahun 2012. Sekarang PT ICBP Sukses Makmur Tbk mendapat PROPER berwarna biru. Dimana kriteria PROPER adalah :
Hitam: Tingkatan paling rendah.
Merah: Tingkatan yang masih rendah dan tahap perbaikan dilakukan. Biru: Tingkatan yang sedang. Proses berjalan 60%.
Hijau: Tingkatan bagus. Proses sudah berjalan 80%.
Emas:Tingkatan paling tinggi, sudah mendapat penghargaan yang terkait dengan penerapan yang dilakukan oleh suatu organisasi.
8
yaitu bagaimana mengelola lingkungan sebaik mungkin. Titik beratnya berada pada limbah. Limbah cair menggunakan Waste Water Treatment(WWT) secara aerob, sampah domestik baik kering maupun basah. PT ICBP Sukses Makmur Tbk bekerja sama dengan Pemerintah Daerah atau dibuang ke TPA. Sampah ekonomi seperti plastik,karton bisa dikembalikan ke supplier agar dapat digunakan kembali.
PT Indofood CBP Sukses Makmur menerapkan Keselamatan Kesehatan Kerja(K3) untuk melindungi semua karyawannya dari dari resiko kecelakaan dan penyakit akibat kerja. Komitmen perusahaan adalah selalu berupaya untuk :
1. Memahami dan mematuhi peraturan keselamatan dan kesehatan kerja, serta ketentuan lainnya.
2. Mengambil tindakan guna mencapai nihil kecelakaan kerja.
3. Meningkatkan kinerja keselamatan dan kesehatan kerja secara berkesinambungan.
K3 diatur didalam UU no 1 tahun 1970 dan PP 50 tahun 2013. Kebijakan K3 wajib dipatuhi dan dilaksanakan oleh semua karyawan, non karyawan, supplier, pihak ketiga, dan siapapun yang memasuki area kerja PT Indofood CBP Sukses Makmur Tbk. Oleh karena itu, semua pihak yang terlibat dalam area pabrik harus diberitahu informasi tentang K3 secara umum terlebih dahulu. Slogan dari K yang ditetapkan oleh PT Indofood CBP Sukses makmur Tbk adalah “keselamatan dimulai dari diri kita”.
Langkah-langkah K3 antara lainnya : - Bermula dari diri kita sendiri - Melihat area kerja seperti apa
- Bekerja/berada di area kerja lebih baik dan lebih paham - Tidak ada penyakit atau kecelakaan akibat kerja
- Safety Shoes untuk menghindari jatuhan benda, dipilih sepatu yang tahan benturan
ruang produksi dilarang makan atau minum untuk menghindari tumpahnya air,sisa makanan, bungkus makanan, dan sebagainya. Di dalam pabrik dilarang merokok di sembarang tempat, oleh karena itu disediakan ruang khusus merokok. Terdapat jalur khusus atau jalur evakuasi untuk menyelamatkan diri apabila terjadi suatu hal darurat seperti kebakaran,gempa bumi, dan sebagainya.
Hierarki K3 adalah :
- Hilangkan bahaya tersebut. Apabila bahaya tidak dapat dihilangkan atau tidak memungkinkan untuk dihilangkan, maka dilakukan hierarki point yang kedua.
- Subtitusi. Contohnya, apabila terdapat mesin yang rusak, maka digantikan mesin yang lainnya. Apabila tidak memungkinkan, dilakukan hierarki point yang ketiga.
- Modifikasi atau rekayasa. Apabila tidak memungkinkan dilakukan hierarki point ke empat.
- Administrasi. Dilakukan dengan cara membagi shift produksi. Apabila masih tidak bisa dilakukan, maka dilakukan hierarki yang kelima.
- Alat Pelin
- dung Diri (APD). Pekerja diwajibkan menggunakan APD apabila diperlukan.
Untuk melaksanakan K3, PT Indofood CBP Sukses Makmur Tbk membuat slogan-slogan dalam bentuk spanduk. Selain itu disediakan jalan khusus untuk pejalan kaki dan
zebracross untuk penyebrangan. Hal ini dilakukan untuk menghindari kecelakaan kerja yang terjadi akibat banyaknya kendaraan yang kelar masuk dari pabrik seperti truk, mobil, dan forklift yang digunakan untuk pengangkutan barang dari tempat ke tempat yang lain.
PT Indofood CBP Sukses Makmur Tbk menerapkan 5S. 5S merupakan metode penataan dan pemeliharaan wilayah kerja yang berasal dari Jepang. 5S digunakan untuk memelihara ketertiban,efisiensi,dan dispilin di lokasi kerja. Di indonesia disebut sebagai 5R, yang berisi.
10
2. Seiton(Rapi), menyusun,merapikan dan menempatkan segala sesuatu sesuai posisi yang ditetapkan sehingga siap digunakan pada saat diperlukan, serta mudah dijangkau.
3. Seiso(Resik), membersihkan peralatan dan daerah kerja, sehingga peralatan kerja tetap terjaga dalam kondisi yang baik.
4. Seiketsu(Rawat), menjaga dan memelihara kebersihan pribadi dan mematuhi ketiga tahap sebelumnya.
5. Shitsuke(Rajin), memlihara kedispilinan masing-masing pekerja dalam menjalankan seluruh tahap 5S atau 5R.
Penerapan 5S ini harus dilaksanakan secara bertahap sesuai dengan urutannya. Apabila pada tahap pertamatidak dilakukan dengan baik, maka pada tahap berikutnya juga tidak akan dapat dijalankan dengan baik. Pada Gambar 2. dapat dilihat gambar/ ilustasi mengenai 5S.
Gambar 2.Ilustrasi prinsip 5S
2.5.Struktur Organisasi
PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoning Dipimpin oleh Kepala Divisi yang membawahi divisi accounting manager, MFG manager, dan PDQC manager. PDQC
manager membawahi QC dan QA manager, microbiology manager,hygiene manager, dan PD manager.Struktur organisasi PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoning dapat dilihat pada Lampiran 1. Berikut adalah deskripsi masing-masing posisi :
1. Kepala Divisi
Bertugas untuk memipin dan mengarahkan seluruh kegiatan perusahaan yang ditetapkan oleh Top Management untuk mencapai sasaran dala menghasilkan produk yang berkualitas dengan jaminan sistem yang selalu terjaga dan dilaksanakan secara konsisten. 2. Management Representative
Mengatur dan mengkoordinasi untuk mencapai tujuan mutu,menjaga pemahaman dan efektivitas penerapan mutu serta mengadakan hubungan dengan badan setrifikasi.
3. Accounting manager
Mengelola masalah keuangan, bertugas menangani dan memonitori masalah pembiayaaan dan keuangan perusahaan.
4. Manufacturing manager
Merencanakan dan mengkoordinir operasional manufacturing untuk menghasilkan produk yang sesuai dengan standar mutu,supply tepat dengan waktu , dan biaya efisien. 5. Factory manager
Berperan dalam merencanakan dan mengkoordinasikan operasional pabrik untuk menghasilkan produk yang sesuai dengan standar mutu, menyediakan barang jadi sesuai dengan jumlah dan waktu pengiriman serta biaya efisiensi.
6. Production manager
Mengkoordinasikan operasional produksi sesuai dengan SOP yang berlaku untuk menghasilkan produk yang sesuai dengan standar mutu dan jumlah yang ditetapkan.
7. Product Planning and Inventory Control(PPIC)
12
8. Safety Officer
Berperan dalam mengelola semua permasahalan keselamatan dan kesehatan kerja dan memenuhi seua ketentuan dalam sistem manajemen K3, serta untuk memastikan bahwa sistem manajemen K3 telah berjalan secara efektif dan aktif dalam memenuhi semua ketentuan internal dan eksternal.
9. Human Resources Manager
Bertanggung jawab untuk mengelola sumber daya manusia, menjaga asset perusahaanhubungan industri, dan menjamin aspek legalisasi hukum dan perundang-undangan perusahaan yang diakui oleh pemerintah.
2.6.Ketenagakerjaan Perusahaan
PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoning Cibitung menanamkan kedisiplinan kepada seluruh karyawannya untuk mencapai tujuan yang telah ditetapkan melalui beberapa peraturan. Berikut adalah peraturan dan tata tertib yang wajib dipatuhi oleh tenaga kerja, yaitu :
• Dilarang merokok di lokasi perusahaan ataupun menyalakan api di daerah terlarang.
• Dilarang menggunakan ponsel saat berada di area produksi.
• Dilarang meludah atau membuang ingus tidak pada tempatnya.
• Dilarang mengorek hidung,telinga,dan gigi di ruang produksi atau gudang.
• Dilarang memakai aksesoris di dalam ruang produksi dan staff atau karayawan lainnya harus meminimalkan pemakaian aksesoris.
• Dilarang makan dilingkungan kerja(proses produksi dan gudang).
• Dilarang menyisir rambut di ruang proses produksi.
• Dilarang membuang sampah tidak pada tempatnya.
• Dilarang tidur di area produksi.
• Dilarang menduduki,berbaring diatas produk jadi.
• Wajib memakai topi,masker,baju seragam dan sepatu saat akan memasuki area produksi.
• Pekerja yang memliki penyakit menular seperti kolera,typus dan penyakit mata tidak boleh ada di ruang produksi.
• Pekerja diwajibkan mencuci tangan dengan sabun dan dikeringkan dengan tisu sekali pakai sebelum memasuki ruang produksi, sebelum dan setelah makan, serta sesudah dari toilet.
• Dilarang membuka rahasia perusahaan.
Pekerja yang memiliki penyakit menular,terinfeksi, atau dalam pemeriksaan dokter dilarang masuk ke area produksi sampai keadaannya membaik untuk mencegah kontaminasi pada produk maupun karyawan lainnya. Oleh karena itu, PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoning menyediakan fasilitas penunjang untuk menjamin keselamatan karyawannya, seperti :
• Menyediakan APD berupa topi,masker,sepatu,dan pakaian kerja untuk semua pekerja dan karyawan yang memasuki area produksi, pengolahan limbah, maupun di bengkel teknik.
• Menyediakan alat pemadam kebakaran seperti APAR dan Hydran yang diletakkan pada tempat yang tidak boleh terhalang dan tidak tinggi.
• Fasilitas P3K seperti obat pada area produksi.
Para pekerja juga mendapat fasilitas :
• Kantin. Untuk makan bersama dan untuk mempererat hubungan seluruh karyawan di perusahaan.
• Seragam kerja. Perusahaan memberikan fasilitas seragam kerja bagi seluruh karyawannya.
• Tempat ibadah. Perusahaan menyediakan fasilitas mushola dan masjid sebagai sarana ibadah.
• Tunjangan. Meliputi tunjangan hari tua,asuransi kesehatan,tunjangan hari raya.
Pembagian jam kerja di PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoning
Cibitung dibagi menjadi 2 shift, yaitu karyawan shift dan non shift. Ada juga karyawan yang bekerja selama 6 hari selama 1 minggu ataupun ada juga yang 5 hari dalam 1 minggu. Pembagian kerja dapat dilihat pada Tabel 1. Apabila melebihi jam kerja, maka dianggapsebagai kerja lembur. Karyawan yang masuk ke dalam karyawan shift akan bertukar
14
Tabel 1. Pengaturan jam kerja PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoning Cibitung.
Jenis Karyawan Hari Jam Kerja
Non shift Senin-Jumat 08.00-17.00
Shift 1 Senin-Jumat
Sabtu
07.00-15.00 07.00-12.00
Shift 2 Senin-Jumat
Sabtu
15.00-23.00 07.00-12.00
15
3. SPESIFIKASI PRODUK SAUS SAMBAL DAN SISTEM DISTRIBUSI PRODUK
3.1.Jenis Produk
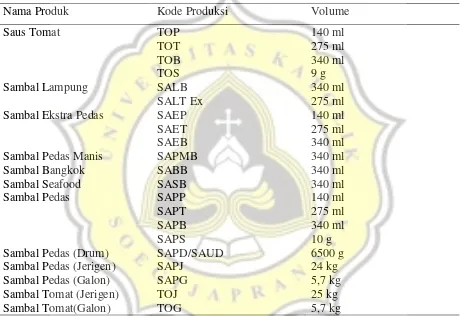
PT Indofood CBP Sukses Makmur memproduksi saus sambal dan tomat dengan berbagai varian dan rasa. Berikut variasi saus sambal yang di produksi. Dapat dilihat di Tabel 2.
Tabel 2. Varian saus dan saus sambal PTIndofood CBP Sukses Makmur Tbk.
Nama Produk Kode Produksi Volume
Saus Tomat TOP Sambal Ekstra Pedas SAEP
SAET
Sambal Pedas (Drum) SAPD/SAUD 6500 g
Sambal Pedas (Jerigen) SAPJ 24 kg
Sambal Pedas (Galon) SAPG 5,7 kg
Sambal Tomat (Jerigen) TOJ 25 kg
Sambal Tomat(Galon) TOG 5,7 kg
Sumber : Departemen Produksi Saus Sambal PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoning
16
PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoning Cibitung juga menyuplai saus sambal untuk beberapa tempat makan di indonesia. Selain itu juga menyuplai saus sambal untuk produk indomie dan supermie.
Contoh produk saus sambal yang diproduksi oleh PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoningdapat dilihat pada Gambar 3.
Gambar 3.Contoh Produk Saus Sambal PTIndofood CBP Sukses Makmur Tbk.
(Sumber : www.indofood.com/product/sambal-indofood)
3.2.Sistem Distribusi Produk
17
4. PROSES PRODUKSI
4.1.RawMaterial dan Package
Semua rawmaterial baik rawmaterialfresh cabai, bawang putih, maupun gula,garam,pengental akan di kontrol pada saat penerimaan barang. Selain rawmaterial,
package seperti botol, dan kardus akan di kontrol agar kualitas terjamin. Raw material
berasal dari supplier yang dikirim menggunakan truk.Raw material yang diterima harus sesuai dengan standart.
Pengecekan rawmaterial dengan cara pengambilan sampel acak (contoh : truk membawa 100 kg yang dipecah 10 krat dengan berat 1 krat 10kg. Kemudian diambil 4 krat acak dengan mengambil 100gr cabainya secara acak). Standar pengecekan antara lain warna,kadar air, tingkat kematangan,dll. Pada saat RM di cek standar, maka RM akan diberi label hold yang berarti di tahan untuk diinspeksi. Apabila raw material yang tidak sesuai standar(standar akan diacu dengan barang yang diambil untuk pengecekan dan tidak sesuai dengan apa yang diinginkan dengan permisalan dari 100g, 20gdinyatakan rusak), maka akan dilakukan persetujuan yang sudah dijanjikan dari supplier dengan PT Indofood. Apabila sesuai standar, maka QC akan mengeluarkan setrifikat untuk proses lebih lanjut. Untuk RM kering di dilakukan di dalam RS kering. Apabila tidak sesuai standar, maka akan dilakukan inspeksi lebih lanjut dan barang akan di hold. Apabila sesuai standar, maka QC mengeluarkan setrifikat untuk proses lebih lanjut.
Setelah QC mengeluarkan setrifikat untuk proses lebih lanjut, raw material akan disimpan di
storage menurut sifat rawmaterial. Untuk rawmaterial bersifat kering seperti gula, dan garam akan disimpan pada dryroom storage atau biasa disingkat RS Kering dan untuk rawmaterial
bersifat basah yang harus tetap fresh seperti cabai, dan bawang putih maka akan disimpan pada cold Storage. Semua ruang penyimpanan menggunakan prinsip first in first out yang berarti setiap barang yang pertama kali masuk maka barang tersebut akan digunakan pertama kali untuk menjaga kualitas setiap produk yang di produksi.
18
material diletakkan sesuai dengan urutan penerimaan, semakin didepan semakin awal diterima. Rawmaterial akan ditata dengan raw material kering lainnya seperti gula dan garam dijadikan satu degan istilah per-batch sesuai dengan formula yang ditetapkan. Setiap batch
akan dikumpulkan lalu dimasukkan ke dalam pulfartank sesuai dengan permintaan yang sudah disetujui oleh pihak atasan. Rawmaterial yang berada pada RS kering tidak langsung bersentuhan dengan lantai secara langsung.
Cold storagememiliki suhu standar 5˚C-10˚C. Menggunakan prinsip penyimpanan yang sama dengan RS kering tetapi memiliki batas waktu penyimpanan pada cold storage dengan waktu 3 hari untuk menjaga kualitas. Untuk membawa RM baik fresh maupun kering digunakan
hand pallet yang dapat ditarik dan didorong serta dinaikkan dan diturunkan sesuai kebutuhan.
Untuk package juga dilakukan inspeksi oleh QC untuk menjaga kualitas. Dengan proses yang sama dengan RM lainnya. Setelah itu untuk botol akan dilakukan penanganan lebih lanjut dan untuk kemasan,dan rentengan akan langsung dimasukkan ke dalam mesin dan untuk karton akan langsung ke proses packaging.Botol akan dikumpulkan lalu dicuci dengan proses rinser
yaitu pencucian dengan air panas lalu dikeringkan dengan suhu minimal 85˚C.
Pada proses rinser terdapat CCP. Hazard pada proses ini adalah benda asing(pecahan kaca).
Tujuanrinser adalah penghilangan benda asing (pecahan kaca). Parameter yang dipantau pada CCP ini ada 2, yaitu Tekanan air dan speed botol . Untuk alat ukur pada parameter tekanan air adalah Display tekanan (pressure gauge), dan untuk stop watch. Critical limit pada tekanan air adalah min. 1,6 bar dan critical limit untukspeed botoladalah max. 81 botol / 30 detik. Tindakan apabila ada penyimpangan untuk paramater tekanan adalah stop mesin, hold
botol untuk dicuci ulang dan hold FG untuk dimusnahkan, dan perbaikan mesin. Untuk tindakan apabila ada penyimpangan pada parameter speed botoladalah stop mesin, hold botol untuk cuci ulang dan hold FG untuk dimusnahkan, dan perbaikan mesin. Frekuensi pengecekan pada parameter tekanan air adalah setiap 30 menit dan untuk parameter speed
botol adalah setiap 30 menit. Penulisan laporan parameter tekanan air dicatat di laporan harian mesin rinser, dan untuk penulisan laporan parameter speed botoldicatat di laporan harian mesin rinser. Pelaksananya adalah masing-masing operator mesin.
diinspeksi akan masuk ke dalam mesin Filling untuk proses lebih lanjut. Untuk perpindahan botol menggunakan belt conveyor.
Pada proses inspeksi botol terdapat CCP. Hazard pada proses ini adalah benda asing(botol retak, mata ikan). Tujuan dari inspeksi botol ini adalah memisahkan botol yang tidak sesuai dengan standart. Parameter yang dipantau pada CCP ini ada 2, yaitu sinar lampu dan visual . Untuk alat ukur pada parameter sinar lampu adalah visual, dan untuk parameter visual adalah
visual ( rotary checker setiap 15 menit). Critical limit pada sinar lampu adalah min. 3x15 watt(dapat melihat botol yang rusak dan terdapat mata ikan) dan critical limit untuk
visualadalah tidak retak, tidak ada mata ikan. Tindakan apabila ada penyimpangan untuk paramater sinar lampustopmesin, hold botol untuk dicuci ulag dan singkirkan FG di mesin filling untuk dimusnahkan, informasikan product superviser / shift superviser, dan ganti lampu yang sesuai dengan persyaratan. Untuk tindakan apabila ada penyimpangan pada parameter visual adalah ambil dan singkirkan botol yang tidak punya sesuai standar, musnahkan dan pastikan tidak kembali ke proses, dan cari penyebabnya. Frekuensi pengecekan pada parameter sinar lampu adalah sebelum produksi dan untuk parameter visual
adalah setiap botol. Penulisan laporan parameter sinar lampu visual dicatat di laporan harian
checker botol kaca, dan untuk penulisan laporan parameter visualdicatat di laporan harian
checker botol kaca. Pelaksananya adalah masing-masing operator mesin.
4.2.LineGrinder(Washing,Blanching, danGrinding).
Untuk freshmaterial(Cabai,Cabai kering,dan cabai lainnya) akan dilakukan sortir ulang untuk mengecek apakah masih ada benda asing yang tertinggal seperti rafia,rambut,dll. Penyortiran dilakukan secara manual menggunakan 1 tenaga orang yang dilakukan dengan bantuan lampu. Untuk perpindahan barang pada line grinder menggunakan conveyor.
20
akan didiamkan sampai membusuk. Untuk air yang digunakan dalam proses akan dialirkan ke waste water treatement. Setelah cabai melalui proseswashing, maka cabai akan melalui proses blanching dengan suhu yang sama dengan cabai kering dengan tujuan mempermudah proses grinding. Setelah proses blanching,cabai kering dan cabai lainnya akan dicampur dan dilakukan proses grinding dengan mesin grinder. Proses ini bertujuan untuk menghaluskan cabai untuk mempermudah proses dan memiliki prinsip seperti pengulekan menggunakan seperti batu yang ada di mesin grinder.
4.3.Mixing
Mixing adalah proses pencampuran antara freshrawmaterial yang sudah melalui proses
grinding dan rawmaterial kering yang dimasukkan ke dalam Pulfar tank. Mesin yang digunakan adalahDrum Mixer. Setelah di mixing, produk akan diinspeksi oleh QC. Bagian yang dianalisa adalah viskositas,rasa,warna,pH. Setelah QC menyatakan siap, maka proses produksi akan dilanjutkan. Apabila tidak ok, maka akan ditelusuri masalahnya lebih lanjut.
4.4.Pasteurisasi
Sebelum proses pasteurisasi, produk akan di filter dengan tujuan untuk mendeteksi benda-benda asing yang masih terdapat pada sambel. Untuk sambel bangkok, menggunakan filter khusus yang dibedakan dari sambal lain karena sambal bangkok mengandung biji cabai. Setelah di filtrasi maka akan dilakukan pasteurisasi. Proses pasteurisasi dibagi 4 tahap.
4.4.1. Pre-Heating
Pre-heating dengan suhu 60˚C kemudian dilanjutkan deaerator bertujuan untuk mencegah pembentukan gas/bubble dalam produk.
4.4.2. Heating
Pada proses pasteurisasi terdapat CCP. Hazard pada proses ini adalah Salmonella sp. dan E. Coli.Tujuan dari pasteurisasi ini adalah pasteurisasi. Parameter yang dipantau pada CCP ini ada 2, yaitu suhu produk dan flow produk. Untuk alat ukur pada suhu produk adalah display
suhu, dan untuk flow produk adalah display flowrate.Critical limit pada suhu produk adalah suhu minimal 102ºC dancritical limit untukflow produk adalah untuk kode SAAM memiliki
flow produk max. 2200 L/H , untuk kode SAPS memiliki flow produk max. 2800 L/H, dan untuk kode lainnya adalah max. 3000 L/H. Tindakan apabila ada penyimpangan untuk paramater suhu produk adalah otomatis balik ke tank : balance untuk di repasteur, adjust/ sesuaikan dengan parameter yang disyaratkan , info product suptervisor / shift superviser, cari penyebab masalah , dan kalibrasi alat. Untuk tindakan apabila ada penyimpangan pada parameter flow produk adalah mesin dihentikan, hold produk untuk di rework, info product suptervisor / shift superviser, adjust/ sesuaikan dengan parameter yang disyaratkan, dan kalibrasi alat. Frekuensi pengecekan pada parameter suhu produk adalah setiap 10 menit dan untuk flow produk adalah setiap 10 menit. Penulisan laporan suhu produk dicatat di laporan harian mixing dan mesin TurbularHeat Exchanger(THE), dan untuk penulisan laporan flow produk dicatat di laporan harian mixing dan mesin TurbularHeat Exchanger(THE). Pelaksananya adalah masing-masing operator mesin.
4.4.3. Cooling
Setelah proses heating, produk di dinginkan dengan suhu maksimal 47˚C.
4.4.4. Metal Detector
Setelah proses cooling, produk dialirkan ke metal detector dengan wire mesh yang mempunyai diameter mesh sebesar 2mm. Apabila terdapat benda asing, maka produk akan terbuang secara otomatis dari mesin. Benda asing yang dapat terdeteksi yaitu besi(Fe), lalu non besi(non Fe), dan stainless steel. Setelah proses metal detecting, maka produk akan dialirkan ke daily tank.
22
limit pada SS adalah min. 2 mm dan critical limit untuk Fe dan non Fe adalah min. 1,5 mm. Tindakan apabila ada penyimpangan untuk paramater SS ada 2 jenis tindakan. Apabila alat tidak berfungsi, hold produk dan FG pada shift tersebut, perbaiki metaldetector, validasi ulang metal detector, check ulang produk yang telah mengalami reject dengan metal detector
setelah diperbaiki. Jika produk terbuang, hold produk yang telah mengalami reject dan evaluasi lebih lanjut dengan penyaringan, investigasi sumber kontaminasi, dan lakukan
corrective action. Untuk tindakan apabila ada penyimpangan pada parameter Fe dan non Fe hanya ada 1 jenis yaitu jika ada produk terbuang hold produk yang telah mengalami reject
dan saring dan evaluasi jenis logam, investigasi asal logam, dan jika logam dari mesin, infokan teknik, dan jika logam dari raw material infokan Quality Assurance(QA). Frekuensi pengecekan pada parameter SS adalah setiap shift sebelum produksi dan untuk parameterFe dan non Fe adalah setiap shift sebelum produksi. Penulisan laporan parameter SS dicatat di laporan harian metal detector, dan untuk penulisan laporan parameter Fe dan non Fedicatat di laporan harian metal detector.Pelaksananya adalah masing-masing operator mesin.
4.5.Filling
Sebelum dimasukkan ke dalam mesin filling, produk akan dimasukkan ke dalamdaily tank. Masa simpan pada daily tank adalah 12 jam. Daily tank hanya dapat menampung 1 jenis produk Setiap produksinya. Apabila berganti produk, maka daily tank akan dibersihkan agar tidak terjadi pencampuranflavour. Untuk setiap package, mesin yang digunakan untuk filling berbeda-beda. Package yang digunakan antara lain adalah botol kaca,sachet, jerigen,galon,dan drum.
4.6.Packaging
Setiap package akan diberi treatement yang berbeda-beda, seperti :
4.6.1. Botol Kaca
Setelah proses filling, maka botol akan diutup dengan crown cork, kemudian diberi seal. Setelah itu diberi secondary capping atau pemberian fliptop. Setelah itu dilakukan proses
4.6.2. Sachet
Setelah proses filling, sachet akan langsung di tujukan ke proses cartoning.
4.6.3. Jerigen,drum.dan galon
Setelah proses filling, jerigen,drum dan galon langsung ditutup kemudian dianalisa oleh QC. Apabila ok, maka produk akan didistribusi lebih lanjut.
4.7.Cartoning
24
5. PEMBAHASAN
5.1.Raw Material dan Packaging
Cabai(Capsicum annuum) merupakan tumbuhan yang apabila ditambahkan ke dalam makanan akan memberikan sensasi pedas.Dalam industri makanan, cabai juga digunakan sebagai bahan tambahan untuk penyedap dan bumbu, seperti untuk mi instan dan saus, serta untukmenggantikan fungsi lada (Nugraheni,2005) Sambal merupakan salah satu pelengkap makanan yang terbuat dari bahan baku cabai,bawang,dan garam, air dan bahan lainnya.Bahan
fresh materialyang digunakan oleh PT.Indofood CBP Sukses Makmur Tbk Divisi food seasoning sudah sesuai dengan standar yang berlaku di indonesia, yaitu Standart Nasional Indonesia(SNI).Menurut undang-undang indonesia no.18 tahun 2012, makanan harus aman, higienis,bermutu,bergizi, dan tidak bertentangan akan budaya negara bangsa indonesia.Karena itu, PT.Indofood CBP Sukses Makmur Tbk. divisi food seasoningmenggunakan bahan baku yang mempunyai standart SNI.
Menurut Standart Nasional Indonesia(1998), standart cabai adalah memiliki keseragaman warna merah > 95% untuk golongan 1, ≥ 95% untuk golongan 2 dan 3. Memiliki keseragaman 98% untuk golongan 1, 96% untuk golongan 2, dan 95% untuk golongan 3. Memiliki ukuran normal 98% untuk golongan 1 memiliki ukuran normal 96% normal untuk golongan 2, dan ukuran normal 95% untuk golongan 3. Memiliki kadar kotoran sebesar 1 untuk mutu 1, kadar kotoran 2 untuk mutu 2, dan kadar kotoran 5 untuk mutu 3.
Selain cabai, raw material yang digunakan adalah bawang putih, dan garam. Bawang putih (Allium sativum) dapat digunakan sebagai zat antimikroba yang dapat memperpanjang umur simpan produk karena mengandung senyawa allicin. Selain antimikroba, allicin dapat juga berfungsi sebagai penghambat pertumbuhan virus,bakteri,jamur dan protozoa (Noket al., 1996).
untuk golongan 1 dan 2, memiliki kulit luar pembungkus umbi yang sempurna untuk golongan 1, dan kulit luar pembungkus umbi yang kurang sempurna untuk golongan 2. Memiliki tingkat kerusakan sebanyak 5% untuk golongan 1, dan kerusakan sebanyak 8% untuk golongan 2. Memiliki tingkat kebusukan sebanyak 1% untuk golongan 1, dan kebusukan sebanyak 2% untuk golongan 2. Memiliki diameter minimum 3 cm untuk golongan 1, dan memiliki diameter minimum 2,5 cm untuk golongan 2, dan Tidak memiliki kotoran untuk golongan 1 dan 2.
Menurut Standart Nasional Indonesia(2010), syarat baku mutu garam memiliki kadar air sebanyak max. 7%, memiliki kadar NaCl sebanyak min. 94%, memiliki bagian yang tidak larut dalam air sebanyak 0,5 %, memiliki yodium yang dihitung sebagai KIO3 sebanyak
minimal 30 mg / kg. Memiliki cemaran logam kadmium max. 0,5 mg / kg, timbal max. 10 mg/kg, raksa 0,1 mg / kg, dan cemaran arsen max. 0,1 mg / kg.
Menurut Standart Nasional Indonesia (2010), syarat baku mutu gula memiliki warna kristal 4,0 – 7,5CT untuk golongan 1, memiliki warna kristal 7,6–10,0 CT untuk golongan 2. Memiliki warna larutan (ICUMSA) 81–200 IU untuk golongan 1, 201–300 IU untuk golongan 2. Besar jenis butir gula memiliki besar 0,8–1,2 Mm untuk golongan 1 dan 2. Memiliki susut pengeringan max. 0,1 % untuk golongan 1 dan golongan 2. Memiliki polarisasi min. 99,6 Z untuk golongan 1, dan 99,5 Z untuk golongan 2. Memiliki bahan tambahan pangan SO2 max. 30 mg/ kg untuk golongan 1 dan golongan 2. Memiliki cemaran
logam timbal max. 2 mg / kg untuk golongan 1 dan 2 , cemaran tembaga max. 2 mg / kg untuk golongan 1 dan 2 , dan cemaran arsen max. 1 mg / kg untuk golongan 1 dan golongan 2.
Menurut Standart Nasional Indonesia(2006), syarat baku mutu air adalah tidak memiliki bau, rasa yang normal, warna max. 5 unit Pt-Co, pH berkisar antara 6,0-8,5 , dan kekeruhan max. 1,5 NTU.
26
Metode pengambilan acak merupakan teknik pengambilan sampel yang dilakukan secara acak tanpa memerhatikan susunan yang ada dalam populasi(Martono,2010).
Raw Material yang sudah diinspeksi disimpan pada storage masing-masing. Untuk cabai disimpan di cold storage, sedangkan untuk raw material kering seperti tepung,garam,dan bawang. Suhu pada cold storage berkisar antara 5˚C-10˚C. Penyimpanan pada cold Storage
bertujuan untuk memperpanjang shelf Life dari cabai. Suhu rendah pada cold storage dapat menghambat pertumbuhan bakteri. Hal ini sesuai dengan pernyataan Jay (1986), yang menyatakan bahwa penyimpanan suhu rendah terdiri dari chilling dengan suhu 10-150C, lalu refrigerasi dengan suhu 0-20C dan 5-70C untuk penyimpanan makanan yang mudah rusak dan
freezer dengan suhudibawah -180C berfungsi untuk mencegah pertumbuhan mikroba walaupun masih ada beberapa yang dapat bertahan. Untuk memindahkan bahan kering yangterdapat pada dry storage, para pekerja menggunakan hand pallet untuk memindahkan barang untuk dimasukkan ke dalam pulfar tank.
Dry roomstorage digunakan untuk menyimpan raw material kering dengan menggunakan suhu ruang. Penggunaan dry room storage bertujuan untuk menjaga raw material kering tetap pada Aw rendah agar tidak cepat rusak diakibatkan oleh bakteri dan mikroorganisme lainnya. Hal ini sesuai dengan pernyataan Syarief & Halid (1993) aktivitas air (Aw) adalah jumlah air bebas yang digunakan mikroorganisme untukpertumbuhannya. Aw optimal pertumbuhan bakteri adalah Aw yang mendekati 1(Winarno,et al., 1980).
5.2.LineGrinder(Washing, Blanching, dan Grinding).
Setiap produksi sambal,raw material baik kering maupun cabai akan dikelompokkan dengan istilah batch yang komposisi produk sesuai dengan formula yang sudah ditentukan. raw material keringakan dimasukkan ke dalam pulfar tank yang akan menyambung ke dalam mixing tank. Sedangkan cabai akan diproses lebih lanjut.
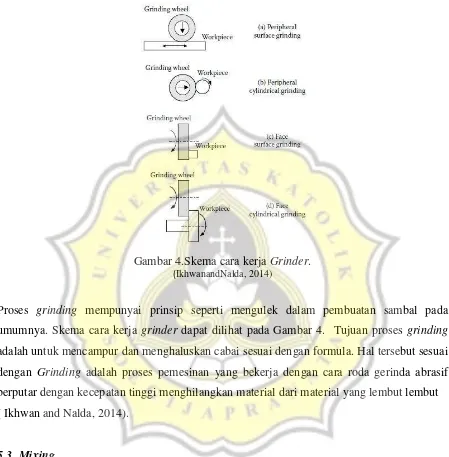
satu diantaranya adalah merusak aktivitas enzim dalam sayuran dan beberapa buah terutama yang akan mengalami proses lebih lanjut.Setelah cabai melalui proses blanching, cabai akan melalui proses grinding dengan mesin grinder.
Gambar 4.Skema cara kerja Grinder. (IkhwanandNalda, 2014)
Proses grinding mempunyai prinsip seperti mengulek dalam pembuatan sambal pada umumnya. Skema cara kerja grinder dapat dilihat pada Gambar 4. Tujuan proses grinding
adalah untuk mencampur dan menghaluskan cabai sesuai dengan formula. Hal tersebut sesuai dengan Grinding adalah proses pemesinan yang bekerja dengan cara roda gerinda abrasif berputar dengan kecepatan tinggi menghilangkan material dari material yang lembut lembut ( Ikhwan and Nalda, 2014).
5.3.Mixing
28
Gambar 5.DrumMixer
(Sumber :
5.4.Pasteurisasi
Proses pasteurisasi bertujuan untuk membunuh bakteri pathogen yang berada pada sambal agar sambal yang diproduksi bebas dari bakteri pathogen. Gambar mesin pasteurisasi dapat dilihat pada Gambar 6. Jenis pasteurisasi yang dilakukan adalah tipe hot pasteurisasi.Hot
pasteurisasi menggunakan panas untuk membunuh bakteri pathogen pada sambal.Suhu minimal pasteurisasi adalah 102˚C dan proses pasteurisasi dilakukan selama 5 menit. Tujuan dari pasteurisasi ini adalah untuk menghilangkan bakteri Salmonella sp., dan E. Coli.BakteriSalmonella sp., dan E. Coli menjadi patokan karena bakteri Salmonella sp., dan
E. Colimemiliki toleransi terhadap panas yang tinggi. Salmonella sp.dapat dibunuh pada suhu 70ºC pada waktu 2 menit(Sudiyono,2012). Dan bakteri E. Coli sangat sensitif akan
Gambar 6. Mesin Pasteurisasi
(Sumber :mesinteknologi.wordpress.com/category/product/mesin-pertanian).
Pada proses pasteurisasi terdapat metal detector. Gambar metal detector dapat dilihat pada Gambar 7. Metal detector berfungsi untuk mendeteksi logam yang tercampur di dalam sambal. Cairan yang mengandung logam akan langsung dibuang oleh metal detector apabila terdeteksi metal didalamnya.Sambal akan masuk ke dalam daily tank untuk proses filling. Proses filling pada PT Indofood CBP Sukses Makmur Tbk Food Seasoning terdapat 3 macam kemasan yaitu Botol,Sachet, dan jerigen.
Gambar 7.MetalDetector.
(Sumber : www.directindustry.com)
5.5.Filling dan Packaging
Untuk kemasan botol, botol akan di spray washing dengan mesin rinser. Gambar mesin
30
dalam botol untuk membunuh bakteri dan membersihkan kotoran yang menempel. Setelah itu botol akan diinspeksi secara manual oleh 2 pekerja yang akan bergantian shift setiap 15 menit. Botol yang sudah diinspeksi akan masuk ke dalam proses filling untuk proses lebih lanjut.
Gambar 8. Mesin Rinser.
(Sumber : www.directindustry.com)
Setelah botol diisi dengan saus sambal, maka botol akan ditutup dengancrown cork. Setelah itu botol diberi seal dan diberifliptop. Setelah itu botol akan diberi label kemasan dengan proses labelling,dan coding menggunakan ink jet printer yang berfungsi untuk pemberian kode produksi dan expired date.Pada proses labeling, mesin menempel informasi produk,
nutri fact pada botol. Menurut Angipora(2002), Label merupakan suatu bagian darisebuah produk yang membawa informasiverbal tentang produk atau penjualnya.
5.6.Tugas khusus
Downtime adalah istilah yang diberikan untuk kehilangan produktifitas pada industri. Penyebab downtime diantaranya berasal dari pekerja ,metode ,material ,mesin , dan lingkungan. Untuk tindakan yang bersifat maintenance tidak dianggap downtime karena
maintenance dilakukan secara berkala dan sudah diperhitungkan, sedangkan downtime tidak diperhitungkan.
biasanya disebabkan oleh raw material yang kurangfresh, busuk, atau tidak sesuai ukuran, dan downtime yang disebabkan oleh lingkungan yaitu banjir,gempa bumi,tsunami, dan gejala alam lainnya. Untuk downtime yang disebabkan oleh mesin, pekerja,material, dan mesin masih dapat ditangani kerugiannya dan diprediksi. Sedangkan yang disebabkan oleh lingkungan tidak dapat diprediksi. Hal ini disebabkan karena kita tidak dapat memprediksi lingkungan dan bencana alam lainnnya.
Tugas khusus yang dilakukan adalah mengamati output mesin filling renceng dan
fillingcombi dan mencari tahu penyebab terjadinya downtime dan berapa lama downtime
terjadi. PT Indofood CBP Sukes Makmur Tbk menggunakan mesin filling renceng sebanyak 8 mesin, dan mesin filling combi sebanyak 2 mesin. Mesin filling renceng dapat memilikioutput sebesar 2625 karton per hari, sedangkan mesin filling combi dapat memilikioutput sebesar 1575 karton per hari.
Pada hari ke-1, mesin filling renceng menghasilkan output sebesar 2198 karton dengan efisiensi mesin sebesar 83%, sedangkan mesin fillingcombi menghasilkan 1326 karton dengan efisiensi mesin sebesar 84%. Pada hari kedua, mesin filling renceng dapat menghasilkan output sebesar 2087 karton dengan efisiensi 80%, sedangkan mesin filling combi dapat menghasilkan output sebesar 1127 karton dengan efisiensi 71%. Dengan menjumlahkan kedua output mesin selama 2 hari, didapatkan actualoutput sebesar 6738 karton selama 2 hari.
Actual output adalah output yang dapat direalisasikan oleh mesin pada satu hari yang sudah termasuk faktor downtime, dan lainnya. Sedangkan output mesin adalah output mesin yang dihitung dari sebanyak apa mesin tersebut dapat melakukan proses produksi tanpa dihitung faktor-faktor lainnya seperti downtime.
32
Penyebab yang disebabkan oleh mesin antara lain penyanggah etiket rusak sehingga harus diperbaiki, kemudian mesin yang mempunyai setting yang menyimpang akibat terlalu sering dipakai harus diatur ulang agar mesin dapat bekerja optimal. Akibat masalah tersebut, terjadi
downtime total sebanyak 3520 menit dan terjadi downtime rata-rata sebanyak 352 menit per mesin. Akibat dari downtime, hasil plan outputtidak sesuai dengan actual output. Plant output yang direncanakan adalah 8400 karton selama 2 hari, sedangkan actual output selama 2 hari sebanyak 6738 karton. Apabila plant output dibandingkan dengan actual output akan mendapatkan nilai efektifitas produksi sebesar 84,23%.
33
6. KESIMPULAN dan SARAN
6.1.Kesimpulan
• Pembuatan saus sambal di PT Indofood CBP Sukes Makmur Tbk DivisiFoodSeasoningberdasarkan prosessorting, washing, blanching, grinding, mixing, pasteurisasi, dan filling. Bahan baku pembuatan saus sambal di PT Indofood CBP Sukes Makmur Tbk Divisi FoodSeasoningmenggunakan bahan cabai,gula,garam,air , dan bahan lainnya sesuai dengan formula.
• Downtime dapatterjadi akibat 4 faktor utama, yaitu faktor manusia, faktor metode, faktor lingkungan dan faktor mesin .Apabila downtimeterjadi terlalu lama, makaactual outputmengalami penurunan.
6.2.Saran
• Perlu diberi tempat khusus untuk produk yang masih diberi status hold.
• Washtafeldan handkleen yang rusak pada tempat produksi sambel harap diperbaiki.
34
7. DAFTAR PUSTAKA
Angipora, M. 2002. Dasar-Dasar Pemasaran. PT Raja Grafindo Persada. Jakarta.
Badan Standart Nasional Indonesia.1992. SNI 01-3160-1992: Baku Mutu Bawang Putih. Badan Standart Nasional Indonesia.1998. SNI 01-4480-1998: Baku Mutu Cabai.
Badan Standart Nasional Indonesia.2006. SNI 01-3553-2006: Baku Mutu air.
Badan Standart Nasional Indonesia.2010. SNI 01-3140-2010: Baku Mutu Gula Kristal. Badan Standart Nasional Indonesia. 2010. SNI 01-3556-2010: Baku Mutu Garam Konsumsi
beryodium.
Brock,T.D., and Madigan,M.T.1991. Biology of Microorganisms. 6th Hall International,Inc.
edition. Prentice-
Ikhwan, A. dan A. Nalda.2014.Indikator Proses Utama Pada Proses Grinding Dengan PendekatanManajemenPengetahuan.Jurnal Optimasi Sistem Industri, Vol 13 (2):743-759.
Jay, J.M. 1986. Modern Food Microbiology. 3rd Edition. Van Nastrand Reinhold Company. New York.
Krauss, H., Weber, A., Appel, M., Enders, B., Isenberg, H.D., Schiefer, H. G., Slenczka, W., Graevenitz, A. V., and Zahner, H.2003. Bacterial Zoonoses. Zoonoses: Infectious diseases transmissible from animals to humans. Washington DC: ASM press.
Martono, N. 2010. Metode Penelitian Kuantitatif. PT RajaGrafindo Persada. Jakarta.
Nok, A.J., S. Williams, and Onyenekwe, P.C. 1996. Allium sativum-induced death of African trypanosomes.Parasitol ResVol 82: 634–637.
Nugraheni, M.,dan T., Hera W.H.2005.Diversifikasi Cabai Merah Kering Sebagai Alternatif Penanganan Pasca Panen Cabai Merah di Kecamatan Sanden Kabupaten Bantul Yogyakarta.Universitas Negri Yogyakarta.
Sudiyono, B.D.A, danS., Rakhmadiono.2012. Rancangan Penukar Panas Pada Proses Pasteurisasi Aliran Kontinyu Untuk Inaktivasi Bakteri Clostridium pasteurianum Pada Pasta Saos Tomat.Widyagama Malang.
Syarief, R. dan H., Halid. 1993. Teknologi Penyimpanan Pangan.Institut Pertanian Bogor. Bogor
Trabulsi, L.R., Keller, R., and T., Gomes, T. A. 2002. Typical and atypical enteropathogenic Escherichia coli. Emerging Infectious Diseases Vol: 8 (5) :508-513.
Winarno,F.G., S., Fardiaz, and D., Fardiaz. 1980. Pengantar Teknologi Pangan. Gramedia. Jakarta.
World Health Organization
36
8. LAMPIRAN
Lampiran 1. Struktur Organisasi PT Indofood CBP Sukses Makmur Tbk Divisi Food Seasoning