Universitas Mercu Buana 1
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa yang telah memberikan rahmat dan karunianya, sehingga penulis dapat menyelesaikan Laporan Pelaksanaan Kerja Praktek ini. Kerja Praktek ini merupakan salah satu mata kuliah yang wajib ditempuh di Jurusan Teknik Mesin Fakultas Teknik Universitas Mercu Buana .
Laporan Kerja Praktek ini disusun sebagai pelengkap kerja praktek yang telah
dilakukan pada hari Sabtu, 6 Desember 2014.
Dengan selesainya laporan kerja praktek ini tidak terlepas dari bantuan banyak pihak yang telah memberikan masukan-masukan kepada penulis dan juga literature-literatur yang didapat penulis dari internet maupun modul dan buku-buku teknik mesin. Untuk itu penulis sampaikan terima kasih kepada:
1. Bapak Firman, selaku Kepala Laboratorium Proses Produksi
2. Asisten Laboratorium yang telah mengajarkan tentang cara-cara penggunaan mesin-mesin produksi
Penulis menyadari bahwa masih banyak kekurangan dari laporan ini, baik dari materi maupun teknik penyajiannya, mengingat kurangnya pengetahuan dan pengalaman penulis dan juga waktu yang diberikan oleh dosen pengampu yang lumayan singkat. Oleh karena itu, kritik dan saran yang membangun sangat penulis harapkan guna untuk perbaikan penulis kedepannya.
Cibitung, Desember 2014
Penulis
Universitas Mercu Buana 2
DAFTAR ISI
KATA PENGANTAR ... 1
BAB I : PENGERJAAN BUBUT ... 4
1. Tujuan praktikum ... 4
2. Landasan Teori ... 4
A. Prinsip kerja mesin bubut ... 5
B. Bagian-bagian mesin bubut ... 5
3. Alat dan bahan ... 11
4. Tugas dan Pertanyaan ... 13
5. Kesimpulan dan Saran ... 15
A. Kesimpulan ... 15
B. Saran ... 15
BAB II : PENGERJAAN LAS ... 16
1. Tujuan Praktikum ... 16
2. Landasan Teori ... 16
3. Alat dan Bahan ... 21
4. Tugas dan Pertanyaan ... 23
5. Kesimpulan dan Saran ... 25
A. Kesimpulan ... 25
B. Saran ... 25
BAB III : PENGERJAAN KERJA BANGKU DAN BOR ... 26
1. Tujuan Praktikum ... 26
2. Landasan Teori ... 26
4. Alat dan Bahan ... 35
Universitas Mercu Buana 3
6. Kesimpulan dan Saran ... 39
A. Kesimpulan ... 39
B. Saran ... 39
BAB IV : PENGERJAAN MESIN FRAIS ... 40
1. Tujuan Praktikum ... 40
2. Landasan Teori ... 40
A. Jenis-Jenis Mesin Frais ... 42
B. Bagian-bagian mesin frais ... 44
C. Alat-Alat Potong Mesin Frais ... 46
D. Roda Gigi ... 48
3. Alat dan Bahan ... 50
4. Tugas dan Pertanyaan ... 53
5. Kesimpulan dan Saran ... 55
A. Kesimpulan ... 55
B. Saran ... 55
Universitas Mercu Buana 4
BAB I
PENGERJAAN BUBUT
1. Tujuan praktikum
Dalam praktikum proses bubut ini mahasiswa dapat mempelajari tentang bagaimana proses pengerjaan bubut yang benar. Mahasiswa juga dapat mempelajari tentang mesin bubut dan alat-alat yang digunakan dalam proses bubut,tentang feeding,ptaran mesi ,dept of cut pemakanan dan semua hal yang berhubungan dengan mesin bubut. Tujuan lain adalah agar
supaya mahasiswa bias lebih mandiri dan aktif dalam pelajaran proses produksi karena proses praktikum ini merupakan basic mahasiswa sebagai mahasiswa jurusan teknik mesin
2. Landasan Teori
Mesin bubut merupakan salah satu jenis mesin perkakas. Prinsip kerja pada proses turning atau lebih dikenal dengan proses bubut adalah proses penghilangan bagian dari benda kerja untuk memperoleh bentuk tertentu. Di sini benda kerja akan diputar/rotasi dengan kecepatan tertentu bersamaan dengan dilakukannya proses pemakanan oleh pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan (feeding).
Universitas Mercu Buana 5 A. Prinsip kerja mesin bubut
Poros spindel akan memutar benda kerja melalui piringan pembawa sehingga memutar roda gigi pada poros spindel. Melalui roda gigi penghubung, putaran akan disampaikan ke roda gigi poros ulir. Oleh klem berulir, putaran poros ulir tersebut diubah menjadi gerak translasi pada eretan yang membawa pahat. Akibatnya pada benda kerja akan terjadi sayatan yang berbentuk ulir.
B. Bagian-bagian mesin bubut
Bagian-bagian utama pada mesin bubut konvesional pada umumnya sama walaupun merk atau buatan pabrik yang berbeda, hanya saja terkadang posisi handel/tuas, tombol, tabel penunjukan pembubutan dan rangkaian penyusunan roda gigi untuk berbagai jenis pembubutan letak/posisinya berbeda. Demikian juga cara pengoperasianya karena memilki fasilitas yang sama juga tidak jauh berbeda
Berikut ini akan diuraikan bagian-bagian utama mesin bubut konvesional (biasa) yang pada umumnya dimilki oleh mesin tersebut.
1. Sumbu Utama (Main Spindle)
Sumbu utama atau dikenal dengan main spindle merupakan suatu sumbu utama mesin bubut yang berfungsi sebagai dudukan chuck (cekam), plat pembawa, kolet, senter tetap dan lain-lain. Terlihat pada adalah sebuah sumbu utama mesin bubut yang terpasang sebuah chuck atau cekam diamana didalamnya terdapat susunan roda gigi yang dapat digesergeser melalui handel/tuas untuk mengatur putaran mesin sesuai kebutuhan pembubutan. Terlihat pada adalah jenis lain sumbu utama mesin bubut yang ujungnya sedang terpasang sebuah senter tetap (G), yang berfungsi sebagai tempat dudukan benda kerja pada saat pembubutan dintara dua
Universitas Mercu Buana 6 Di dalam kepala tetap ini terdapat serangkaian susunan roda gigi dan roda pulley bertingkat ataupun roda tunggal dihubungkan dengan sabuk V atau sabuk rata. Dengan demikian kita dapat memperoleh putaran yang berbeda-beda apabila hubungan diantara roda tersebut diubah-ubah menggunakan handel/tuas pengatur kecepatan (A), (C) dan (F). Roda (Pully V) bertingkat ini biasanya terdiri dari 3 atau 4 buah keping dengan sumbu yang berbeda dan diputar oleh sebuah motor listrik.
Putaran yang dihasilkan ada dua macam yaitu putaran cepat dan putaran lambat. Putaran cepat biasanya dilakukan pada kerja tunggal untuk membubut benda dengan sayatan tipis sedangkan
putaran lambat untuk kerja ganda yaitu untuk membubut dengan tenaga besar dan pemakananya
tebal (pengasaran). Arah putaran mesin dapat dibalik menggunakan tuas pembalik putaran (C), hal ini diperlukan dengan maksud misalnya untuk membubut ulir atau untuk membubut dengan arah berlawanan sesuai dengan sudut mata potong pahat.
2. Meja Mesin (bed)
Meja mesin bubut berfungsi sebagai tempat dudukan kepala lepas, eretan, penyangga diam (steady rest) dan
Universitas Mercu Buana 7 3. Eretan (carriage)
Eretan terdiri atas eretan memanjang (longitudinal carriage) yang bergerak sepanjang alas mesin, eretan melintang (cross carriage) yang bergerak melintang alas mesin dan eretan atas (top carriage), yang bergerak sesuai dengan posisi penyetelan d atas eretan melintang. Kegunaan eretan ini adalah untuk memberikan pemakanan yang besarnya dapat diatur menurut kehendak operator yang dapat terukur dengan ketelitian tertentu yang terdapat pada roda pemutarnya. Perlu diketahui bahwa semua eretan dapat dijalankan secara otomatis ataupun manual.
4. Kepala Lepas (tail stock)
Universitas Mercu Buana 8 5. Tuas Pengatur Kecepatan Transporter dan Sumbu Pembawa
Tuas pengatur kecepatan (A) pada gambar 23, digunakan untuk mengatur kecepatan poros transporter dan sumbu pembawa. Ada dua pilihan kecepatan yaitu kecepatan tinggi dan kecepatan rendah. Kecepatan tinggi digunakan untuk pengerjaan benda-benda berdiameter kecil dan pengerjaan penyelesaian sedangkan kecepatan rendah digunakan untuk pengerjaan pengasaran, ulir, alur, mengkartel dan pemotongan (cut off).besarnya kecepatan setiap mesin berbeda-beda dan dapat dilihat pada plat tabel yang tertera pada mesin tersebut.
6. Pelat table
Pelat tabel adalah tabel besarnya kecepatan yang ditempel pada mesin bubut yang menyatakan besaran perubahan antara hubungan roda-roda gigi di dalam kotak roda gigi ataupun terhadap roda pulley di dalam kepala tetap (head stock). Tabel ini sangat berguna untuk pedoman dalam pengerjaan sehingga dapat dipilih kecepatan yang sesuai dengan besar kecilnya diameter benda kerja atau menurut jenis pahat dan bahan yang dikerjakan
7. Tuas pengubah pembalik transporter dan sumbu pembawa
Tuas pembalik putaran digunakan untuk membalikkan arah putaran sumbu utama, hal ini diperlukan bilamana hendak melakukan pengerjaan penguliran, pengkartelan, ataupun membubut permukaan
8. Plat Tabel Kecepatan Sumbu Utama
Universitas Mercu Buana 9 9. Tuas-Tuas Pengatur Kecepatan Sumbu Utama
Tuas pengatur kecepatan sumbu utama berfungsi untuk mengatur kecepatan putaran mesin sesuai hasil dari perhitungan atau pembacaan dari tabel putaran.
10.Penjepit Pahat (Tools Post)
Penjepit pahat digunakan untuk menjepit atau memegang pahat,yang bentuknya ada beberapa macam
diantaranya seperti ditunjukkan
pada gambar 27. Jenis ini sangat praktis dan dapat
menjepit pahat 4
(empat) buah sekaligus sehingga dalam suatu pengerjaan bila
memerlukan 4 (empat) macam pahat dapat dipasang dan disetel
sekaligus.
11. Eretan Atas
Eretan atas sebagaimana gambar 28, berfungsi sebagai dudukan penjepit pahat yang sekaligus berfungsi untuk mengatur besaran majunya pahat pada proses pembubutan ulir, alur, tirus, champer (pingul) dan lain-lain yang ketelitiannya bisa mencapai 0,01 mm.
Eretan ini tidak dapat dijalankan secara
otomatis, melainkan
hanya dengan cara manual. Kedudukannya dapat diatur dengan memutarnya sampai posisi 360°, biasanya
digunakan untuk
membubut tirus dan pembubutan ulir
dengan pemakanan
Universitas Mercu Buana 10 12.Keran pendingin
Keran pendingin digunakan untuk menyalurkan pendingin (collant) kepada benda kerja yang sedang dibubut dengan tujuan untuk mendinginkan pahat pada waktu penyayatan sehingga dapat menjaga pahat tetap tajam dan panjang umurnya. Hasil bubutannyapun halus.
13.Roda Pemutar
Roda pemutar yang terdapat pada kepala lepas digunakan untuk menggerakkan poros kepala lepas maju ataupun mundur. Berapa panjang yang ditempuh ketika maju atau mundur dapat diukur dengan membaca cincin berskala (dial) yang ada pada roda pemutar tersebut. Pergerakkan ini diperlukan ketika hendak melakukan pengeboran untuk mengetahui atau mengukur seberapa dalam mata bor harus dimasukkan.
14.Transporter dan Sumbu pembawa
Transporter atau poros transporter adalah poros berulir segi empat atau trapesium yang biasanya memiliki kisar 6 mm, digunakan untuk membawa eretan pada waktu kerja otomatis, misalnya waktu membubut ulir, alur dan atau pekerjaan pembubutan lainnya.
Sedangkan sumbu pembawa atau poros pembawa adalah poros yang selalu berputar untuk membawa atau mendukung jalannya eretan.
15.Tuas Penghubung
Tuas penghubung sebagaimana digunakan untuk menghubungkan roda gigi yang terdapat pada eretan dengan poros transpoter sehingga eretan akan dapat berjalan secara otomatis
sepanjang alas mesin. Tuas penghubung ini mempunyai dua kedudukan. Kedudukan di atas berarti membalik arah gerak putaran (arah putaran berlawanan jarum jam) dan posisi ke bawah berarti gerak putaran searah jarum jam.
16.Eretan Lintang
Universitas Mercu Buana 11 3. Alat dan bahan
Dalam praktikum pengerjaan dengan mesin bubut ini ada beberapa alat dan bahan yang harus kita siapkan terlebih dahulu sebelum kita memulai proses praktikum. Disini kita akan membuat tangkai atau gagang palu besi yang sudah kita buat dalam praktikum kerja bangku sebelumnya. Adapun alat dan bahan yang harus kita siapkan diantaranya adalah :
1. Satu unit mesin bubut
Mesin bubut ini adalah alat utama yang harus ada jka kita ingin memulah sebuah praktikum pengerjaan dengan menggunakan mesin bubut.
2. Kunci chuck
Universitas Mercu Buana 12 3. Besi
Benda kerja yang akan kita gunakan adalah dari bahan besi berbentuk bulan karena kita akan membuaat diameter sesuai yang diinginkan
4. Jangka sorong
Vernier caliper atau yang sering kita sebut jangka sorong ini merupakan alat ukur yang
akan kita gunakandalam praktikum proses bubut ini.
5. Pahat
Pahat merupakan cutting tool yang digunakan untuk melakukan proses pemakanan diameter dari diameter awal menjadi diameter yang yang diinginkan.
6. Pahat kartel
Universitas Mercu Buana 15 5. Kesimpulan dan Saran
A. Kesimpulan
Dalam praktikum tentang proses pengerjaan dengan mesin bubut kali ini banyak kesimpulan yang dapat kita paparkan. Diantaranya adalah bahwa dalam praktikum pengerjaan bubut harus menyiapkan semua perlengkapan dan peralatan yang dibutuhkan mulai dari pahat yang akan digunakan,alat ukur,bahan baku, dan design produk yang akan kita buat. Hal lain yang dapat disimpulkan adalah bagaimana cara pengerjaan bubut yang baik dengan penentuan feeding,dept of cut/pemakanan,pahat yang digunakan dan material
yang digunakan juga. Hal lain yang tak kalah penting adalah tentang safety diri dari semua praktikum yang dilakukan agar selain menghasilkan produk yang bermutu tapi keselamatan
diri yang terjaga juga.
B. Saran
Universitas Mercu Buana 16
BAB II
PENGERJAAN LAS
1. Tujuan Praktikum
Dalam praktikum kita diproses pengelasan ini kita akan mnyambungkan 2 plat dengan
menggunakan las listrik,praktikum ini bertujuan agar mahasiswa mengetahui tentang bagaimana proses pengelasan listrik yang benar dan mengetahui juga tentang macam-macas
las dan semua yang berhubungan dengan proses pengelasan
2. Landasan Teori
Definisi pengelasan menurut DIN (Deutsche Industrie Normen) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Dengan kata lain, las adalah sambungan setempat dari beberapa batang logam dengan menggunakan energi panas. Dalam proses penyambungan ini adakalanya disertai dengan tekanan dan material tambahan (filler material)
Teknik pengelasan secara sederhana telah diketemukan dalam rentang waktu antara 4000 sampai 3000 SM. Setelah energi listrik dipergunakan dengan mudah, teknologi pengelasan maju dengan pesatnya sehingga menjadi sesuatu teknik penyambungan yang mutakhir. Hingga saat ini telah dipergunakan lebih dari 40 jenis pengelasan. Pada tahap-tahap permulaan dari pengembangan teknologi las, biasanya pengelasan hanya digunakan pada sambungan-sambungan dari reparasi yang kurang penting. Tapi setelah melalui pengalaman dan praktek yang banyak dan waktu yang lama, maka sekarang penggunaan proses-proses pengelasan dan penggunaan konstruksi-konsturksi las merupakan hal yang umum di semua negara di dunia.
Universitas Mercu Buana 17 Klasifikasi pengelasan
1. Ditinjau dari sumber panasnya. Pengelasan dapat dibedakan tiga: A. Mekanik
B. Listrik C. Kimia
2. Sedangkan menurut cara pengelasan, dibedakan menjadi dua bagian besar: A. Pengelasan tekanan (Pressure Welding)
B. Pengelasan Cair C. Fusion Welding
Fusion welding adalah proses penyambungan logam dengan cara mencairkan logam yang tersambung.
Jenis-jenis Fusion Welding: A. Oxyacetylene Welding B. Electric Arc Welding
C. Shield Gas Arc Welding- TIG- MIG- MAG- Submerged Welding
D. Resistance Welding- Spot Welding- Seam Welding- Upset Welding- E. Flash Welding- Electro Slag Welding- Electro Gas Welding
F. Electron Beam Welding G. Laser Beam Welding H. Plasma Welding
Carbon Arc Welding
adalah proses untuk menyatukan logam dengan menggunakan panas dari busur listrik, tidak memerlukan tekanan dan batang pengisi (filler metal) dipakai jika perlu. Carbon Arc Welding banyak digunakan dalam pembuatan aluminium dan besi. Sumber arusnya bisa DC maupun AC dengan menggunakan DC/AC. Proses Carbon Arc Welding bisa dipakai secara manual ataupun otomatis. Pendinginannya tergantung besarnya arus. Bila penggunaan arus di atas 200 Ampere digunakan Water Cooled. Dan sebaliknya bila di bawah 200 Ampere digunakan Air Cooled.
Coated Electrode Welding
Cara pengelasan dimana elektrodanya dibungkus dengan fluks merupakan pengembangan lebih lanjut dari pengelasan dengan elektroda logam tanpa pelindung (Bare Metal Electrode). Dengan elektroda logam tanpa pelindung, busur sulit dikontrol dan mengalami pendinginan terlalu cepat sehingga 02 dan N2 dari atmosfer diubah menjadi Oksida dan Nitrida, akibatnya sambungan menjadi rapuh dan lemah.
Prinsip Las Elektroda Terbungkus adalah busur listrik yang terjadi antara elektroda dan logam induk mengakibatkan logam induk dan ujung elektroda mencair dan kemudian membeku bersama-sama. Lapisan (Pembungkus) Elektroda terbakar bersama dengan meleburnya elektroda menghasilkan gas pelindung sekeliling busur. dengan oksigen (O2). hasil pembakaran ini akan menghasilkan suhu yang tinggi dan umumnya digunakan untuk cutting, brazing, metalling, and hard surfacing.
Universitas Mercu Buana 18 Fungsi Fluks:
a. Melindungi logam cair dari lingkungan udara b. Menghasilkan gas pelindung
c. Menstabilkan busur
d. Sumber unsur paduan (V, Zr, Cs, Mn).
Submerged Arc Welding
Dalam pengelasan busur rendam otomatis, busur dan material yang diumpankan untuk pengelasan tidak diperlukan seorang operator yang ahli. Pengelasan otomatis ini pertama kali diusulkan oleh Bernardos dan N. Slavianoff. Dan Las Busur Rendam
dipraktekkan pertama kali oleh D. Dulchesky.Las busur rendam adalah pengelasan dimana logam cair tertutup dengan fluks yang diatur melalui suatu penampung fluks dan logam pengisi yang berupa kawat pejal diumpankan secara terus menerus. Dalam pengelasan ini busur listriknya terendam dalam fluks.
Karena dalam pengelasan ini, busur listriknya tidak kelihatan, maka sangat sukar untuk mengatur jatuhnya ujung busur.
Di samping itu karena mempergunakan kawat elektroda yang besar maka sangat sukar untuk memegang alat pembakar dengan tangan tepat pada tempatnya. Karena kedua hal tersebut maka pengelasan selalu dilaksanakan secara otomatis penuh.
Mesin las ini dapat menggunakan sumber listrik AC yang lamban dan DC dengan tegangan tetap bila menggunakan listrik AC
Perlu adanya pengaturan kecepatan pengumpanan kawat las yang dapat diubah-ubah untuk mendapatkan panjang busur yang diperlukan. Bila menggunakan sumber listrik DC dengan tegangan tetap, kecepatan pengumpanan dapat dibuat tetap dan biasanya menggunakan polaritas balik (DCRP). Mesin las dengan listrik DC kadang-kadang digunakan untuk mengelas pelat tipis dengan kecepatan tinggi atau untuk pengelasan dengan elektroda lebih dari satu.
~ Keuntungan Las Busur Rendam: a. Kualitas Las Baik
b. Penetrasi cukup c. Bahan las hemat
d. Dapat memakai arus yang tinggi ~ Kerugian Las Busur Rendam:
a. Sulit menentukan hasil seluruh pengelasan b. Posisi pengelasan hanya horisontal
c. Penggunaan sangat terbatas
Tungsten Inert Gas
Universitas Mercu Buana 19
Oxyacetylene Welding
Suatu pengelasan dengan menggunakan nyala api yang diperoleh dari pembakaran gas acetylene (C2H2) dengan oksigen (O2). Hasil pembakaran ini akan menghasilkan suhu yang tinggi, dan umumnya digunakan untuk cutting, brazing, metalling, dan hard surfacing.
Acetylene dihasilkan dari percampuran CaC2 (Kalsium Karbida) dengan air. CaC2 dihasilkan dari proses peleburan antara batu karang (Carbon) dengan kapur (CaO) dalam dapur api yang memancarkan bunga api listrik.
CaO + 3C Þ CaC2 + CO
CaC2 + H2O Þ C2H2 + Ca(OH)2
Setelah CaC2 dileburkan, Karbida didinginkan, dihancurkan dan dimasukkan dalam keadaan kering ke dalam wadah yang hampa udara. Dimana wadah yang hampa udara ini merupakan salah satu bagian dari generator Acetylene.
Dalam generator tersebut, Karbida yang telah dihancurkan diletakkan dalam wadah yang hampa udara yang terletak di atas tangki besar yang berisi air. Kemudian sedikit demi sedikit Karbida ini dijatuhkan ke dalam air. Carbon yang terkandung dalam CaC2 melepaskan diri dan kemudian bergabung dengan Hidrogen membentuk C2H2 yang berupa gelembung-gelembung gas, pada akhirnya akan menguap menjadi gas dan meninggalkan endapan Ca(H)2.
Acetylene tidak berwarna, tidak berbau dan lebih ringan daripada udara. Tapi yang ada di pasaran sudah dicampur degnan belerang dan Phofor sehingga berbau. Gas Acetylene tidak stabil di atas tekanan 30 psig (1435 F). Di atas batas-batas tersebut bisa menimbulkan ledakan. Karena ketidakstabilan dari Acetylene ini, maka tidak boleh digunakan di atas tekanan 15 psig atau dikenai kejutan listrik, panas yang berlebihan dan perlakuan yang keras.
Untuk mengatasi hal ini, kalau gas ini akan disimpan dalam botol baja dengan tekanan di atas 2 atm maka harus dilarutkan lebih dahulu dalam Aceton cair. Aceton ini digunakan untuk menyerap gas Acetylene dan membuatnya menjadi stabil. Caranya dengan melapisi dinding botol penyimpanan dengan Asbes yang porous dan diakhiri dengan penambahan Aceton cair. Aceton ini digunakan untuk menyerap gas Acetylene dan membuatnya menjadi stabil. Caranya dengan melapisi dinding botol penyimpanan dengan Asbes yang porous dan diakhiri dengan penambahan Aceton cair.
Pemakaian gas dari silinder tidak boleh lebih dari 1/7kapasitas total silinder.
Jenis nyala api dapat dibagi tiga jenis: Netral (C2H2 : O2 = 1:1)
Karburasi (C2h2 > O2) Oksidasi (C2H2 < O2)
Universitas Mercu Buana 20
Electric Arc Welding
Penggunaan busur listrik untuk pemanasan. Panas oleh busur listril terjadi karena adanya loncatan elektron dari elektrode melalui udara ke benda kerja Elektron tersebut bertumbukan dengan udara/gas serta memisahkannya menjadi elektron dan ion positif. Daerah di mana terjadi loncatan elektron disebut busur (Arc) Menurut Bernados (1885) bahwa busur yang terjadi di antara katoda Karbon dan anoda logam dapat meleburkan logam sehingga bisa dipakai untuk penyambungan 2 buah logam.
Las Busur Listrik dapat dibagi menjadi: a. Las Elektroda Karbon
b. Las Elektroda Terbungkus c. Las Busur Rendam
d. Las Busur CO2 e. Las TIG
f. Las MIG
g. Las Busur dengan elektroda berisi fluks
Panas dari busur disebabkan oleh elektron yang bergerak dari katoda menumbuk anoda. Konversi energinya:
W = E * I * T Di mana:
Universitas Mercu Buana 21 3. Alat dan Bahan
Alat – alat yang diperlukan dalam praktikum proses pengelasan ini diantaranya adalah:
1. Las listrik
Alat ini diperlukan karena dalam praktikum ini kita akan menggunakan las listik untuk menyambungkan 2 potong plat menjadi satu
2. Elektoda
Elektoda merupakan pelengkap dari las listri,digunakan sebagai penempel 2 potong plat sehingga bias tersambung
3. Plat besi
Universitas Mercu Buana 22 4. Palu
palu digunakan untuk membersihkan keras hasil proses pengelasan
5. Kacamata las
Dalam proses pengelasan kacamata las sangatlah pentik karena melindungi mata kita dari sinar yang dihasilkan dari proses las listrik karena sinar itu sangatlah berbahaya bagi kesehatan mata.
6. Sarung tangan las
Universitas Mercu Buana 25 5. Kesimpulan dan Saran
A. Kesimpulan
Berdasarkan hasil praktikum pengerjaan pengelasan diatas,maka kita dapat menarik kesimpulan yang diantaranya adalah mengenai proses pengelasan yang baik dan benar atau untuk mencapai hasil yang sempurna adalah kita harus melakukan proses pengelasan sesuai prosedur dan cara-cara yang benar. Mulai dari penggunaan mesin las,pengaturan tegangan, penggunaan elektroda dan perhitungan sudut dalam posisi pengelasan juga harus diperhatikan. Selain itu kita juga harus memikirkan tentang keselamatan kerja,dapat kita simpulkan bahwa apalah artinya hasil bagus jika diri kita tidak safety. Maka dari itu safety dalam proses praktikum adalah hal utama yang perlu diperhatikan agar selain kita mendapatkan hasil produk yang bermutu kita juga mempunyai safety diri yang tinggi pula.
B. Saran
Universitas Mercu Buana 26
BAB III
PENGERJAAN KERJA BANGKU DAN BOR
1. Tujuan Praktikum
Dalam praktikum kerja bangku ini ada beberapa tujuan mengapa praktikum ini kita lakukan. Tujuan-tujuan tersebut diantaranya adalah agar mahasiswa lebih mengerti tentang alat-alat kerja dan cara penggunaanya seperti penggunaan gergaji,penggunaan kikir,proses pengerjaan pengeboran dan lain-lain. Dalam praktikum kerja bangku ini kita akan membuat sebuah produk yaitu palu besi. Dari bahan awal sebuah besi berbentuk segi empat panjang. Dari bahan tersebut kita akan menggergaji sesuai ukuran yang telah ditentukan setelah itu kita akan memulai proses pengeboran pad titik tengan benda kerja. Dalam proses pengeboran kita tidak boleh mengebor langsung sesuai diameter terbesar namun harus dimulai dengan pengeboran awalan yaitu dengan diameter dibawah diameter terbesar. Setelah itu pada bagian-bagian yang tajam harus dikikir dan seterusnya hingga akan menyelesaikan sesuai
produk yang kita buat yaitu sebuah palu besi.
2. Landasan Teori
Dalam salah satu matakuliah yang diajarkan dalam jurusan teknik mesin ada salah satu matakuliah tentang praktek yaitu matakuliah praktikum kerja bangku atau dalam teknik otomotif disebut praktikum kerja bengkel. Dalam matakuliah ini ada beberapa kompetensi keahlian yang akan diajarkan dan kompetensi-kompetensi tersebut harus dikuasai oleh mahasiswa sebagai pra syarat untuk mendapat predikat lulus dari matakuliah ini. Kompetensi-kompetensi tersebut adalah mengikir, menggambar di atas permukaan benda kerja (logam), menggergaji, mengebor, sney dan tap serta penggunaan jangka sorong. Dalam dunia teknik mesin atau teknik otomotif praktikum kerja bengkel ini menjadi dasar untuk
Universitas Mercu Buana 27
Mengikir
Menurut Eko (2012) “Pengikiran ialah operasi yang menggunakan alat berupa kikir. Biasa dilakukan untuk mengurangi ketebalan benda kerja, membentuk, meratakan, hingga menghaluskan benda kerja”. Bisa dikatakan bahwa mengikir berfungsi untuk meratakan, membuat siku, bahkan menghaluskan permukaan bidang kerja. Mengikir adalah mengurangi jumlah partikel-partikel benda kerja dengan menggesekkan kikir pada permukaan benda kerja
agar terbentuk atau agar sesuai dengan target pencapaian. Alat yang dipergunakan dalam mengikir disebut kikir. Ada banyak sekali alat-alat kikir yang tersedia di pasar dengan fungsi
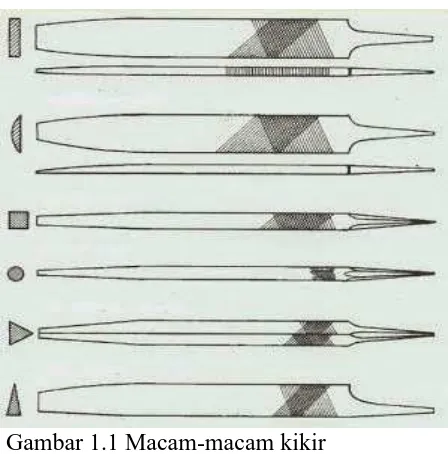
yang berbeda-beda pula. Berikut adalah macam-macam alat kikir beserta fungsinya.
1. Kikir blok tebal
Tebal seluruh permukaan kikir sama, berbentuk persegi panjang dan lebar ujungnya berkurang daripada pangkalnya. Fungsinya untuk meratakan benda kerja dan membuat benda
kerja lebih siku.
2. Kikir setengah bulat
Di satu bagian memiliki bentuk persegi empat rata dan pada bagian sebaliknya membentuk setengah lingkaran. Fungsi dari kikir ini adalah untuk meratakan, menghaluskan dan membuat bidang cekung pada benda kerja.
3. Kikir segi empat
Memiliki empat sisi dan membentuk persegi empat. Fungsinya untuk meratakan permukaan dan menyiku antara satu bidang dengan bidang yang lainnya.
4. Kikir bulat
Bentuknya bulat seperti tabung dan ujungnya semakin mengecil. Berfungsi untuk menghaluskan permukaan bidang yang berbentuk lingkaran atau cekungan serta untuk menambah ukuran diameter lubang bidang.
5. Kikir segitiga
Universitas Mercu Buana 28 6. Kikir pisau
Memiliki bentuk seperti pisau, terdapat tiga sisi dan di salah satu sisi membentuk sudut lancip. Fungsinya adalah untuk meratakan permukaan bidang yang memiliki sudut 60° atau bahkan yang lebih kecil.
Gambar 1.1 Macam-macam kikir
Cara mengikir yang baik adalah sebagai berikut :
1. Posisi badan di sebelah kiri ragum, dengan lutut dibentangkan dan jarak antara kaki seukuran panjang kikir, sementara sudut antara poros ragum dan kaki kiri membentuk sudut 30° sementara kaki kanan membentuk sudut 75°.
2. Saat melakukan pengikiran badan dicondongkan ke depan, kaki kanan lurus dan lutut kiri dibengkokkan.
3. Tangan kanan memegang kikir dengan kuat dengan ibu jari berada di atas gagang dan jari lainnya di bawah gagang kikir. Sementara tangan kiri diletakkan di ujung kikir dengan posisi telapak tangan dan ibu jari di atas kikir dan jari-jari yang lain berada di luar kikir namun tidak menggenggamnya.
Tekanan yang diberikan kepada kikir haruslah sama antara tangan kanan dan tangan kiri agar hasil pengikiran bisa rata.
Universitas Mercu Buana 29
Menggambar (Penggores, Penitik dan Stampel angka)
Dalam teknik menggambar atau bisa disebut menandai bidang kerja agar tidak salah dalam melakukan pengerjaan selanjutnya ada 3 macam alat yang bisa digunakan yaitu penggores, penitik dan stempel angka.
1. Penggores
Menurut Pahlevianto (2011) “Penggores adalah alat yang berfungsi untuk memberi garis atau goresan pada benda kerja”. Penggores memiliki bentuk runcing pada ujung-ujungnya, pada umumnya penggores memiliki dua bentuk ujung yang berbeda. Penggores terbuat dari bahan baja yang kuat bahkan lebih kuat dari pada benda kerja yang akan di gores. Penggores berfungsi seperti pensil yang akan di gunakan untuk menggambar di atas kertas. Cara menggunakan penggores ini adalah dengan menggoreskan ujung runcing penggores terhadap
permukaan benda kerja yang di tandai atau digambar.
2. Penitik
Penitik memiliki bentuk mirip sebuah obeng dan memiliki ujung runcing. Bahan penyusun dari penitik ini adalah dari baja karbon kuat yang lebih kuat dari bahan yang akan di beri tanda. Fungsi dari penitik ini adalah untuk memberikan tanda pada benda kerja yang akan dibor.
Selain itu penitik juga berfungsi untuk memberikan lubang kecil pada benda kerja yang akan
dibor sehingga mata bor yang akan digunakan untuk mengebor tidak akan meleset atau tidak tepat sasaran.
Cara menggunakan penitik adalah :
a. Tempatkan ujung runcing penitik pada posisi benda kerja yang akan dibor atau ditandai. b. Posisikan penitik pada posisi tegak lurus agar tanda yang akan dibuat tidak miring. c. Setelah penitik dirasa telah tepat maka pukul ujung atas penitik dengan palu.
Universitas Mercu Buana 30 3. Stampel Angka
Stampel angka menurut Pahlevianto (2011) “Alat ini dibuat dari bahan baja perkakas yang dikeraskan, digunakan untuk memberi tanda berupa huruf dan angka maupun symbol pada logam atau bahan yang tidak dikeraskan” stampel angka ini memiliki bermacam-macam ukuran mulai dari 0,5 mm sampai 5,0 mm. Fungsi dari alat ini adalah untuk memberikan tanda berupa nomor pada benda kerja.
Cara menggunakan stempel angka ini sama dengan cara menggunakan penitik yaitu dengan dipukul satu kali.
Menggergaji
Menggergaji benda kerja yang terbuat dari logam atau besi berbeda dengan menggergaji benda yang lebih lunak seperti kayu. Selain itu gergaji yang digunakan untuk menggergaji besi berbeda pula dengan gergaji pada umumnya.
Gergaji yang digunakan untuk memotong bahan-bahan besi biasanya disebut dengan
gergaji besi. Konstruksi dari gergaji besi ini terdiri dari bingkai atau frame gergaji yang terbuat dari pipa besi yang keras dan kuat. Pada daun gergaji terdapat tempat untuk mengaitkan gerigi pemotong. Jumlah dari gerigi pemotong juga harus diperhatikan saat melakukan penggergajian.
Cara menggunakan gergaji adalah :
1. Sebelum melakukan kegiatan penggergajian tandai terlebih dahulu benda kerja yang akan digergaji menggunakan penggores.
2. Taruh gerigi gergaji tepat pada garis tanda yang telah dibuat
3. Setelah tepat maka lakukan penggergajian dengan mendorong dan menarik gerigi gergaji secara perlahan-lahan terlebih dahulu agar tidak meleset dari tanda
4. Setelah gerigi gergaji telah mencapai setengah dari proses penggergajian maka gerakan gergaji bisa dipercepat namun harus tetap melihat kelurusan dari proses penggergajian tersebut.
5. Apabila gerakan penggergajian terasa berat maka bisa ditambahkan cairan pelicin seperti air sabun agar proses penggergajian bisa lebih ringan.
Universitas Mercu Buana 31
Mengebor
Mengebor merupakan kegiatan yang bertujuan untuk membuat lubang pada benda kerja dengan diameter tertentu menggunakan mesin bor atau mesin bubut. Ada dua macam mesin bor yang bisa digunakan yaitu mesin bor tangan dan mesin bor duduk atau bor meja (Milling, Drilling).
Cara penggunaan mesin mesin bor duduk atau mesin bor meja (Milling, Drilling) adalah 1. Setelah benda yang akan dibor diberi tanda dengan penitik maka jepitlah benda
menggunakan ragum yang terdapat di meja bor dengan kencang dan rapat.
2. Pastikan mata bor yang akan digunakan telah sesuai dan terpasang dengan benar dan kencang.
3. Posisikan benda kerja yang telah dijepit ragum tadi lurus dengan mata bor dengan menempelkan ujung dari mata bor terhadap lubang penanda dari penitik.
4. Setelah dirasa sudah tepat, nyalakan mesin bor untuk memulai proses pengeboran. 5. Saat mata bor mulai melubangi benda kerja tekan perlahan-lahan dan angkat kembali mata bor kemudian tekan kembali mata bor, ulangi hingga berlubang atau hingga sesuai dengan ketentuan.
Universitas Mercu Buana 32
SNEY dan TAP
Sney dan Tap merupakan kompetensi dalam praktikum kerja bengkel yang bertujuan untuk membuat ulir pada benda kerja.
A. TAP
Menurut Zuingly (2011) “Alat yang dipakai untuk membuat ulir dalam dengan tangan dinamakan “TAP” dalam hal ini disebut saja “tap tangan” untuk membedakan
penggunaannya dengan yang dipakai mesin”. Setelah benda kerja di bor dan berlubang maka untuk membuat ulir di dalam lubang yang selesai di bor bisa menggunakan alat tap ini.
Cara penggunaannya :
1. Pastikan ukuran tap dan lubang hasil bor sesuai.
2. Pasang benda kerja pada ragum, usahakan tidak miring dan terpasang kencang.
3. Pasang batang tap terhadap pemegang tap, pastikan telah terpasang dengan benar dan terpasang rapat.
4. Tancapkan ujung batang tap terhadap lubang pada benda kerja 5. Setelah dikira posisi tap lurus maka proses pengetapan bisa mulai
6. Pegang pemegang tap pada masing-masing batangnya, usahakan tekanan yang diberikan oleh tangan kiri dan tangan kanan besarnya sama.
7. Putar tap searah jarum jam perlahan lahan dengan momen setiap satu putaran ke kanan maka harus diulangi dengan setengah putaran ke kiri.
8. Begitu seterusnya dilakukan hingga ulir dalam mencapai ketentuan.
Universitas Mercu Buana 33
B. SNEY
Sney hampir sama dengan tap. Sney merupakan alat yang digunakan untuk membuat ulir luar. Bahan penyusun sney adalah baja karbon yang sangat keras da kuat. Sney berfungsi untuk membuat baut sebagai pasangan dari benda kerja yang telah di tap. Menurut Comet Go (2013) “Kebanyakan snei hanya digunakan untuk membuat baut ukuran kecil, karena pembuatan baut kecil sulit dilakukan pada penguliran mesin bubut karena ditakutkan benda kerja patah”.
Cara penggunaan sney:
1. Persiapkan bahan (batang besi berbentuk tabung panjang) yang akan di sney, usahakan ukuran dari bahan tersebut tidak terlalu kecil dan tidak terlalu besar.
2. Jepitlah bahan ke ragum secara lurus menghadap ke atas
3. Tancapkan lubang sney ke ujung bahan, berilah sedikit cairan sabun agar putaran sney bisa lebih ringan.
4. Lakukan hal-hal yang sama pada langkah berikutnya seperti halnya saat melakukan tap. 5. Terakhir perkirakan seberapa panjang ulir yang dibutuhkan, jangan sampai lebih ataupun kurang.
Jangka Sorong
Jangka sorong atau yang biasa disebut dengan vernier caliper menurut Pramono (2013) “Dengan menggunakan jangka sorong / vernier caliper kita mendapatkan kontrol ukuran dan dimensi yang presisi dan akurat karena alat ukur yang ketelitiannya dapat mencapai seperseratus milimeter”.
Bagian-bagian jangka sorong :
1. Gigi luar
Bagian ini berfungsi untuk mengukur bagian suatu benda dengan cara diapit. 2. Gigi dalam
Universitas Mercu Buana 34 3. Pengukur kedalaman
Bagian ini berfungsi untuk mengukur suatu lubang / celah suatu benda dengan cara menancapkan bagian pengukur. Bagian ini terletak didalam pemegang.
4. Ukuran utama
Bagian ini berfungsi untuk membaca hasil pengukuran dalam satuan cm untuk versi yang analog.
5. Ukuran sekunder
Sama dengan ukuran utama tetapi dengan satuan inch. 6. Patokan pembacaan skala utama.
Berfungsi sebagai patokan pembacaan skala dengan satuan cm.
7. Patokan pembacaan skala sekunder (inch)
Berfungsi sebagai patokan pembacaan skala dengan satuan inch.
8. Pengunci
Untuk menghentikan atau melancarkan geseran pengukuran.
Pramono (2013) mengatakan “Jangka sorong adalah alat ukur yang memiliki ketelitian dapat mencapai seperseratus milimeter. Pada versi analog, umumnya tingkat ketelitian adalah 0.05mm untuk jangka sorong di bawah 30 cm dan 0.01 untuk yang di atas 30cm”
Cara Menggunakan jangka sorong :
2. Jepit benda pada rahang jangka sorong dan pastikan mengunci jepitan agar nilai ukur tetap.
3. Perhatikan dan baca skala pada batang jangka, lihatlah angka yang dicapai oleh benda ukur yang tentunya dibatasi oleh nilai nol pada skala nonius.
Universitas Mercu Buana 35 4. Alat dan Bahan
Dalam praktikum kerja bangku ini kita akan membuat sebuah palu besi. Untuk pembuatannya alat dan bahan yang kita perlukan diantaranya adalah:
1. Bahan baku dari besi
Kenapa kita menggunakan bahan dari besi adalah karena sifat besi yang keras jadi sangat cocok untuk bahan pembuatan palu
2. Gergaji
Gergaji ini digunakan untuk memotong besi dari bentuk awal kotak menjadi
bentuk dan ukuran yang di minta
Alat dan bahan lain yang diperlukan sudah di bahas dalam landasan teori diatas yaitu antara lain adalah:
3. Penitik
Universitas Mercu Buana 36 5. Kikir
Universitas Mercu Buana 39 6. Kesimpulan dan Saran
A. Kesimpulan
Praktek kerja bengkel merupakan dasar dari praktek-praktek selanjutnya yang akan di ajarkan dalam matakuliah pada teknik otomotif. Banyak yang perlu di ajarkan dalam teknik otomotif terutama dalam praktek kerja bengkel di antaranya adalah mengikir yang berfungsi untuk meratakan atau mengurangi tebal, panjang atau tinggi benda kerja. Menggambar atau
menandai benda kerja menggunakan penggores, Penitik dan Stampel angka. Menggergaji yang berfungsi untuk memotong benda kerja. Mengebor benda kerja untuk membuat lubang
pada benda kerja yang lurus dan sama. Sney dan Tap berguna untuk membuat ulir pada bagian dalam dan pada bagian luar secara manual (tanpa mesin). Dan cara menggunakan jangka sorong, karena jangka sorong merupakan alat ukur yang banyak digunakan untuk mengukur dalam dunia teknik. Dengan menguasai kompetensi-kompetensi dari matakuliah praktek kerja bengkel ini maka untuk praktek ke depannya bisa berguna dan bermanfaat.
B. Saran
Universitas Mercu Buana 40
BAB 1V
PENGERJAAN MESIN FRAIS
1. Tujuan Praktikum
Pada mata kuliah proses produksi ini,tujuan diadakannya praktikum tentang pengerjaan mesin frais ini adalah agar mahasiswa lebih mengerti tentang cara-cara atau langkah-langkah pengerjaan dengan mesin frais khususnya adalah pembuatan roda gigi lurus yang akan kita lakukan praktikumnya. Tujuan lain adalah agar mahasiswa lebih mengerti tentang perhitungan-perhitungan dalam pembuatan roda gigi seperti contohnya adalah perhitungan putaran,pemilihan kepala pembagi dan hal-hal yang penting dalam pembuatan roda gigi. Selain itu tujuan dari praktikum ini adalah guna untuk memenuhi nilai akademik dari mata kuliah proses produksi dan merupakan salah satu pelajaran yang harus kita penuhi.
2. Landasan Teori
Pada tahun 1940, otomatis dengan menggunakancams, seperti halnya screw mesin danpercekaman chuck otomatis, telah dikembangkandengan baik pada dekade ini. Dengan berakhirnyaperang dunia ke dua, banyak ide tambahanpengembangan mesin servo yang dapatdigunakan di udara. Beberapa ide dimana dalamwktu dekat menggabungkan antara teknologiyang timbul dari digital komputer merubah controlmesin tool sangat drastik. Pengembangan secararinci sangat maju pada setiap decade setelahperang dunia ke dua.Pada tahun 1950, pembuatan numerical control(NC) telah muncul.Pada tahun 1960 dan 1970, NC dikembangkanmenjadi CNC, penyimpanan data dan pemasukanmedia dikembangkan,
computer processing powerdan kapasitas memori terus meningkat, danmesin-mesin NC dan CNC berangsur-angsurdirubah dari level perusahaan yang besar ke levelperusahaan yang medium (menengah).
Pengerjaan logam dalam dunia manufacturing ada beberapa macam, mulai dari pengerjaan panas, pengerjaan dingin hingga pengerjaan logam secara mekanis.
Universitas Mercu Buana 41 pengerjaan, salah satunya adalah pengerjaan perataan permukaan dengan menggunakan mesin Frais atau biasa juga disebut mesin Milling.
Mesin milling adalah mesin yang paling mampu melakukan banyak tugas bila dibandingkan dengan mesin perkakas yang lain. Hal ini disebabkan karena selain mampu memesin permukaan datar maupun berlekuk dengan penyelesaian dan ketelitian istimewa, juga berguna untuk menghaluskan atau meratakan benda kerja sesuai dengan dimensi yang dikehendaki.
Mesin milling dapat menghasilkan permukaan bidang rata yang cukup halus, tetapi proses ini membutuhkan pelumas berupa oli yang berguna untukpendingin mata milling agar tidak cepat aus.
Proses milling adalah proses yang menghasilkan chips (beram).Milling menghasilkan permukaan yang datar atau berbentuk profil pada ukuran yang ditentukan dan kehalusan atau
kualitas permukaan yang ditentukan.
Universitas Mercu Buana 42 A. Jenis-Jenis Mesin Frais
Jenis-jenisnya terdiri dari mesin frais tiang dan lutut (column-and-knee), mesin frais hobbing (hobbing machines), mesin frais pengulir (threadmachines), mesin pengalur (spline machines) dan mesin pembuat pasak (key milling machines). Untuk produksi massal biasanya dipergunakan jenis mesin frais banyak sumbu (multi spindles planer type) dan meja yang bekerja secara berputar terus-menerus (continuous action-rotary table) serja jenis mesin frais drum (drum type milling machines) (Efendi, 2010).
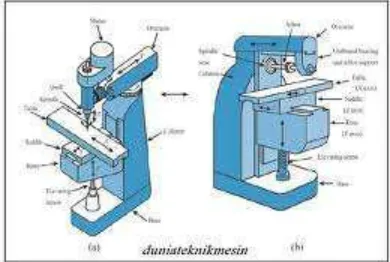
Berikut ini ada macam-macam mesin frais: 1. Mesin frais horizontal,
Merupakan mesin frais yang poros utamanya sebagai pemutar dan pemegang alat potong pada posisi mendatar. frais horizontal dapat digunakan untuk mengejakan pekerjaan
sebagai berikut ini antara lain: mengfrais rata.
mengfrais ulur.
mengfrais roda gigi lurus. mengfrais bentuk.
Universitas Mercu Buana 43 2. Mesin frais vertikal,
Merupakan mesin frais dengan poros utama sebagai pemutar dengan pemegang alat potong dengan posisi tegak. mesin frais vertikal dapat digunakan untuk mengerjakan pekerjaan sebagai berikut:
Gambar 3.2 Mesin Frais Vertical mengfrais rata.
mengfrais ulur. mengfrais bentuk.
membelah atau memotong. mengebor.
3. Mesin frais universal
Universitas Mercu Buana 44 B. Bagian-bagian mesin frais
1. Spindle utama
Merupakan bagian yang terpenting dari mesin milling. Tempat untuk mencekam alat potong. Di bagi menjadi 3 jenis :
a. Vertical spindle b. Horizontal spindle c. Universal spindle
2. Meja / table
Merupakan bagian mesin milling, tempat untuk clamping device atau benda kerja. Di bagi menjadi 3 jenis :
a. Fixed table
b. Swivel table c. Compound table
3. Motor drive
Merupakan bagian mesin yang berfungsi menggerakkan bagian – bagian mesin yang lain seperti spindle utama, meja ( feeding ) dan pendingin ( cooling ). Pada mesin milling sedikitnya terdapat 3 buah motor :
a. Motor spindle utama
Universitas Mercu Buana 45 4. Tranmisi
Merupakan bagian mesin yang menghubungkan motor penggerak dengan yang digerakkan. Berdasarkan bagian yang digerakkan dibedakan menjadi 2 macam yaitu :
a. Transmisi spindle utama b. Transmisi feeding
Berdasarkan sistem tranmisinya dibedakan menjadi 2 macam yaitu : a. Transmisi gear box
b. Transmisi v – blet
5. Knee
Merupakan bagian mesin untuk menopang / menahan meja mesin. Pada bagian ini terdapat
transmisi gerakan pemakanan ( feeding ).
6. Column / tiang
Merupakan badan dari mesin. Tempat menempelnya bagian – bagian mesin yang lain.
7. Base / dasar
Merupakan bagian bawah dari mesin milling. Bagian yang menopang badan / tiang. Tempat cairan pendingin.
8. Control
Merupakan pengatur dari bagian – bagian mesin yang bergerak. Ada 2 sistem kontrol yaitu : a. Mekanik
Universitas Mercu Buana 46 C. Alat-Alat Potong Mesin Frais
Mesin frais mempunyai beberapa alat potong yang mempunyai fungsi berbeda.
Berikut ini alat-alat yang ada pada mesin frais :
1. Jenis-Jenis Pisau Frais
Pisau mesin frais baik horisontal maupun vertical memiliki banyak sekali jenis dan bentuknya
a. Pisau mantel
Pisau jenis ini dipakai pada mesin frais horizontal. Biasanya digunakan untuk pemakanan permukaan kasar (Roughing) dan lebar.
b. Pisau alur
Pisau alur berfungsi untuk membuat alur pada bidang permukaan benda kerja. Jenis pisau ini ada beberapa macam yang penggunaanya disesuaikan dengan kebutuhan.
c. Pisau frais bergigi
Universitas Mercu Buana 47 d. Pisau frais radius
Pisau jenis ini digunakan untuk membuat benda kerjanya yang bentuknya memiliki radius dalam (cembung atau cekung). Pisau frais radius cekung proses kerjanya sama dengan pisau radius cembung hanya saja yang membedakan adalah bentuk pisau yang berbeda.
e. Pisau frais alur T
Pisau ini hanya digunakan untuk membuat alur berbentuk T seperti halnya pada meja mesin frais. Benda
kerja yang akan disayat diatur dengan selera operator, sehingga menghasilkan bentuk sayatan yang diinginkan.
f. Pisau frais sudut
Pisau ini berguna untuk membuat alur berbentuk sudut yang hasilnya sesuai sudut pisau yang digunakan. Pisau jenis ini memiliki sudut-sudut yang berbeda diantaranya 30, 45, 50, 60, 70, 80 derajat.
g. Pisau jari
Universitas Mercu Buana 48 D. Roda Gigi
Dalam praktikum ini kita akan lebih mendalami tentang pembuatan roda gigi lurus karena praktikum yang akan kita lakukan sekarang adalah membuat sebuah roda gigi lurus
1.1 Pengertian Roda gigi
Roda gigi adalah bagian dari mesin yang berputar yang berguna untuk mentransmisikan daya. Roda gigi memiliki gigi-gigi yang saling bersinggungan dengan gigi dari roda gigi yang lain. Dua atau lebih roda gigi yang bersinggungan dan bekerja bersama-sama disebut sebagai transmisi roda gigi, dan bisa menghasilkan keuntungan mekanis melalui rasio jumlah gigi. Roda gigi mampu mengubah kecepatan putar, torsi, dan arah daya terhadap sumber daya. Tidak semua roda gigi berhubungan dengan roda gigi yang lain; salah satu kasusnya adalah pasangan roda gigi dan pinion yang bersumber dari atau menghasilkan gaya translasi, bukan gaya rotasi.
Transmisi roda gigi analog dengan transmisi sabuk dan puli. Keuntungan transmisi roda gigi terhadap sabuk dan puli adalah keberadaan gigi yang mampu mencegah slip, dan daya yang ditransmisikan lebih besar. Namun, roda gigi tidak bisa mentransmisikan daya sejauh yang bisa dilakukan sistem transmisi roda dan puli kecuali ada banyak roda gigi yang terlibat di dalamnya.Ketika dua roda gigi dengan jumlah gigi yang tidak sama dikombinasikan, keuntungan mekanis bisa didapatkan, baik itu kecepatan putar maupun torsi, yang bisa dihitung dengan persamaan yang sederhana. Roda gigi dengan jumlah gigi yang lebih besar berperan dalam mengurangi kecepatan putar namun meningkatkan torsi.
Rasio kecepatan yang teliti berdasarkan jumlah giginya merupakan keistimewaan dari roda gigi yang mengalahan mekanisme transmisi yang lain (misal sabuk dan puli). Mesin yang presisi seperti jam tangan mengambil banyak manfaat dari rasio kecepatan putar yang tepat ini. Dalam kasus di mana sumber daya dan beban berdekatan, roda gigi memiliki kelebihan karena mampu didesain dalam ukuran kecil. Kekurangan dari roda gigi adalah biaya pembuatannya yang lebih mahal dan dibutuhkan pelumasan yang menjadikan biaya operasi lebih tinggi.
1.2Macam-Macam Roda Gigi
a. Roda gigi lurus
Roda gigi paling dasar dengan jalur gigi yang sejajar poros.
b. Roda gigi miring
Mempunyai jalur gigi yang membentuk ulir pada silinder jarak bagi.
c. Roda gigi miring ganda
Universitas Mercu Buana 49 d. Roda gigi dalam
Dipakai jika diingini alat transmisi dengan ukuran kecil dengan perbandingan reduksi besar, karena pinyon terletak di dalam roda gigi.
e. Pinyon dan batang gigi
Merupakan dasar profil pahat pembuat gigi.
f. Roda gigi kerucut lurus
Roda gigi yang paling mudah dibuat dan paling sering dipakai.
g. Roda gigi kerucut spiral
Karena mempunyai perbandingan kontak yang lebih besar, dapat meneruskan tinggi dan beban besar.
h. Roda gigi permukaan
i. Roda gigi miring silang
j. Roda gigi cacing silindris
Mempunyai cacing berbentuk silinder dan lebih umum dipakai.
k. Roda gigi cacing globoid
Mempunyai perbandingan kontak yang lebih besar, dipakai untuk beban yang lebih besar.
l. Roda gigi hipoid
Universitas Mercu Buana 50 1.3Nama-Nama Bagian dan Istilah Dalam Roda Gigi
a. Lebar gigi
1.4 Rumus Perhitungan Roda Gigi Lurus Pada Mesin Milling
1. M Modul ( modul pisau) M = D / Z
8. H Kedalaman alur gigi/Tinggi gigi H = 2,16.M 9. T Jarak Pitch T = π.M
10. B Lebar Gigi B = 10.M
11. Zv Nomor Cutter Modul yang dipilih LIHAT TABEL 12. Nc Putaran Tuas Kepala Pembagi Nc = I / Z I = 40 : 1
13. A Jarak Poros Roda Gigi Berpasangan A= D1+D2 /Z= (Z1+Z2)M /Z
3. Alat dan Bahan
a. Milling machine (mesin frais)
Dalam pembuatan roda gigi lurus kita menyiapkan terlebih dahulu mesin frais mana yang akan kita pergunakan. Dalam pembuatan roda gigi kita akan menggunakan mesin frais horizontal
b. Kepala pembagi lubang 28
Universitas Mercu Buana 51 Kepala pembagi merupakan satu dari alat bantu yang penting dalam proses frais. Alat ini digunakan untuk membagi lingkaran atau keliling benda kerja menjadi bagian yang sama, seperti pada pembuatan roda gigi, segi empat, segienam, segidelapan dan lainnya.
Alat ini dapat pula digunakan untuk memutar benda kerja dengan perbandingan relatif terhadap meja seperti pada pembuatan helik dan pereameran.
Kepala pembagi terdiri dari roda gigi cacing dengan jumlah gigi 40 yang di pasang pada spindel kepala pembagi. Hal ini berarti bahwa perbandingan putaran kepala pembagi dan benda kerja berbanding 40.
c. Benda kerja dari nylon
Benda kerja yang akan gunakan untuk pembuatan oda gigi berasal dari nylon karena hanya untuk proses latihan praktikum
d. Pisau/modul 1,5
Universitas Mercu Buana 52
e. Kuas
Dalam proses ini kuas digunakan untuk membersihkan gram/kotoran pada benda kerja dan modul karena jika kotor maka proses pemakanan akan terhambat
f. Silet/pisau
Sedangkan silet digunakan untuk chip dari nylon yang menempel karena nylon memang bahan yang
Universitas Mercu Buana 53 4. Tugas dan Pertanyaan
Universitas Mercu Buana 55 5. Kesimpulan dan Saran
A. Kesimpulan
Dalam praktikum pembuatan roda gigi ini maka kita dapat menyimpulkan bahwa dalam proses praktikum pembuatan roda gigi banyak factor-faktor yang harus diperhatikan agar hasil proses sempurna. Mulai dari perencanaan akan membuat roda gigi apa, perhitungan modul, pemakaian kepala pembagi,jumlah gigi yang akan dibuat dan hal-hal lainnya yang sekiranya diperlukan dalam praktikum ini. Selain itu kita juga harus merperhatikan tentang safety pada diri praktikan atau kita selaku mahasiswa yang melakukan praktikum karena
sebenarnya keselamatan atau safety diri kitalah yang paling utama. Mulai dari penggunaan kacamata untuk perlindungan dari gram atau scrap dan hal-hal lain yang berhubungan dengan
safety diri.
B. Saran
Universitas Mercu Buana 56
DAFTAR PUSTAKA
Pahlevianto. A, Laporan Pratikum Kerja Bengkel, (Online),
(http://siihantudariguabuta.blogspot.com/2011/10/v-behaviorurldefaultvmlo.html), diakses pada 01 Oktober 2013
Eko. M, Cara Mengikir Yang Baik, (Online),
(http://blogermaseko.blogspot.com/2012/03/cara-kerja-tehnik-tp-stm-nepo.html), diakses pada 01 Oktober 2013
Comet Go, Kerja Bangku, (Online), ( http://ilmu-mesin-produksi.blogspot.com/2013/05/kerja-bangku.html), diakses pada 29 September 2013
Zuingly, Membuat Ulir dalam dan Ulir Luar Dengan Tap dan Sney (Part 1) , (Online),
(http://zwingly.wordpress.com/2011/03/29/membuat-ulir-dalam-dan-ulir-luar-dengan-tap-dan
sney-part-1/), diakses pada 30 September 2013
Pramono, Jangka Sorong/Caliper, (Online),
(http://prmpramono.wordpress.com/2013/04/24/jangka-sorong-caliper/), diakses pada 01 Oktober 2013
- See more at: http://charis7512.blogspot.com/2014/04/pratikum-kerja-bangku-kerja-bengkel.html#sthash.mOyNB8KP.dpuf
http://joe-proudly-present.blogspot.com/2012/01/sekilas-tentang-mesin-mesin-frais.htm
http://tarmizithayib.blogspot.com/2012/12/mesin-frais.html
http://andryanto86.wordpress.com/artikel/bagian-utama-mesin-milling