BAB I
PENDAHULUAN
1.1. Latar Belakang
Seiring kemajuan dunia industri yang pesat, maka setiap industri –industri yang ada terutama di bidang manufacture pasti ingin menjadikan usahanya maju dengan pesat, berdaya saing dunia. Untuk memenuhi kebutuhannya pasti di cari tenaga kerja yang berkualitas, handal, mandiri dan berdisiplin tinggi. Kemampuan setiap mahasiswa dalam melakukan kerja praktek di lapangan dengan bersungguh-sungguh dan disiplin yang tinggi, akan menjadi salah satu prioritas utama untuk mengisi peluang kerja yang ada. Praktikum ini bertujuan sebagai salah satu syarat kelulusan dalam mengikuti mata kuliah Praktikum Proses Produksi, disini di ajarkan caranya menjalankan mesin-mesin, memakai alat-peralatan kerja bangku dan alat bantu lainnya, sehingga di harapkan semua praktikan mengetahui dan memahaminya. Untuk menghasilkan produk bermutu tinggi dan standard dalam pengerjaan mesin, maka sangat di perlukan tenaga kerja yang sangat baik dan profesional. Mesin-mesin yang ada seperti mesin bubut, mesin gerinda, mesin las dan lain-lain, memang di desain untuk melakukan salah satu jenis pekerjaan sesuai dengan fungsi dan kapasitasnya. Materi yang di berikan dan harus di selesaikan adalah cara / teknik pembubutan dan pengelasan.
1.2. Perumusan Masalah
Berdasarkan latar belakang masalah yang ada, maka para praktikan (peserta praktek) menentukan lingkup permasalahan, diantarnya :
1. Bagaimana cara mengoperasikan mesin dan peralatan yang ada agar dapat di pergunakan dengan baik dan benar, serta sesuai prosedur yang mengacu pada Keselamatan dan Kesehatan Kerja.
2. Bagaimana cara proses-proses yang dapat di lakukan dalam pembubutan dan pengelasan .
3. Bekerjasama satu kelompok secara profesional dan aman dalam menyelesaikan tugasnya.
Maksud dan tujuan diadakan praktikum ini adalah :
1. Untuk memenuhi standard kelulusan mahasiswa yang telah di tetapkan universitas.
2. Untuk dapat mengenal dan mempergunakan semua mesin termasuk mesin las SMAW, serta peralatan yang ada di laboratorium, sehingga siap bekerja di bengkel yang sesungguhnya dalam dunia kerja bila sudah lulus dari bangku akademisi.
3. Untuk dapat mengetahui dan membaca sebuah gambar benda kerja, peta kerja dan arus operasi kerja.
4. Dapat mempelajari dan mengetahui bagaimana cara pemecahan masalahnya bila menemui suatu kendala
5. Dapat bekerja sama secara teamwork dengan baik dan profesional dalam menyelesaikan suatu tugas di lapangan.
Bab II
Proses Bubut
2.1. Tujuan Praktikum
a. Mahasiswa dapat mengetahui komponen-komponen mesin bubut serta fungsinya.
b. Mahasiswa dapat memahami dan mengerti gambar kerja.
c. Mahasiswa dapat melaksanakan kerja dengan efisien (apa yang dikerjakan terlebih dahulu).
d. Mahasiswa dapat mengoperasikan mesin bubut dan menguasai cara pembubutan dengan benar.
2.2. Alat dan Bahan 2.2.1. Alat :
a. Mesin bubut konvensional
b. Satu set alat perlengkapan mesin bubut c. Mata bor 8mm
a. Main Drive
Gerakan utama pada mesin bubut berupa putaran motor listrik yang ditransmisikan melalui belt menuju gear box. Didalam gear box terdapat roda gigi yang berfungsi untuk mengatur transmisi putaran spindle, senhingga menghasilkan putaran pada chuk.
b. Feed Drive
Yaitu gerakan pemakanan pahat pada benda kerja.
Bagian-bagian dan fungsi mesin bubut 4.21 Gear Box dan Quick Change Gear Box
Adalah bagian dari system transmisi pada mesin bubut, berupa susunan roda gigi yang berfungsi untuk memindahkan daya dan putaran dari motor penggerak dan mengatur kecepatannya sebelum diteruskan ke spindle. Quick Change Gear Box atau sering juga disebut dengan feed box berfungsi untuk mentransmisikan daya dan putaran dari gear box sebelum diteruskan ke mekanisme pamakanan/apron. Gear Box dan Quick Change Gear Box terletak pada Head Stock.
4.22 Apron
Apron merupakan tempat susunan roda gigi yang menggerakkan Carriage.
4.23 Carriage
Merupakan meja penggerak pahat dan terletak diatas apron. 4.24 Chuck
Merupakan bagian mesin bubut yang berfungsi untuk memegang benda kerja agar tidak bergoyang saat pembubutan.
4.25 Tailstock
Tailstock terletak berhadapan dengan spindle. Berfungsi untuk menahan ujung benda kerja saat pembubutan dan juga dapat digunakan untuk memegang tool pada saat pengerjaan drilling, reaming, dan tapping.
4.26 Tool Post
Merupakan bagian mesin bubut yang berfungsi untuk memegang pahat.
Digunakan untuk menopang tool post pada bermacam-macam posisi.
Kontrol utama mesin bubut berupa : 1. Spindle Change Switch 2. Spindle Change Lever A 3. Spindle Change Lever B
No 1,2,3 digunakan untuk merubah kecepatan putar (mrngatur kecepatan pada speed Gear Box). Pengaturan kecepatan dilakukan dengan merubah posisi handle-handlenya.
4. Left and Right Thread Change Lever
Digunakan pada proses pembuatan ulir, yaitu untuk mengatur pembuatan ulir kanan atau kiri.
5. Pitch and Feed Selector Lever 6. Pitch and Feed Selector Lever 7. Main Switch
Saklar utama untuk menghidupkan atau mematikan mesin bubut. 8. Coolant Pump Switch
Untuk menghidupkan pompa cooling oil. 9. Spindle Forward-Stop-Reserve Lever
10. Compound Rest Feed Lever
Untuk menggerakkan compound rest tanpa menggerakkan carriage. 11. Carriage Longitudinal Feed Handwheel
Engkol yang berfungsi untuk menggerakkan carriage secara manual dalam arah longitudinal.
12. Split Nut Lever
Menggerakkan split nut yang nantinya akan memutar lead screw. 13. Saddle Lock Screw
Mengunci saddle agar tidak bergerak dan dalam keadaan stabil. 14. Longitudinal and Crosws Power Feed Lever
Menjalankan pembubutan otomatis dan dapat menggerakkan carriage dalam arah longitudinal maupun melintang.
15. Tailstock Set Over Screw
Untuk menyetel kedudukan tailstock yang biasanya dilakukan pada pembubutan tirus.
16. Tailstock Quick Transverse Handwheel
Menggerakkan ujung dari tailstock biasanya dilakukan pada pembubutan tirus.
17. Tailstock Eccentric Locking Lever 18. Tailstock Quil Clamping Lever 19. Tailstock Locking Nut
17,18,19 pada prinsipnya digunakan untuk mengunci kedudukan tailstock.
20. Cross Slide Handwheel
Digunakan untuk menggerakkan carriage dalam arah melintang secara manua
2.4. Prosedur Keselamatan Kerja
Untuk menghindari kecelakaan kerja prosedur keselamatan kerja perlu dilaksanakan antara lain sebagai berikut ;
1. Gunakan sepatu dan pakaian kerja saat pelaksanaan praktikum. 2. Gunakankacamata kerja bila ada.
4. Fokus dan lakukan pekerjaan sesuai prosedur. 5. Jangan bercanda saat praktikum.
2.5. Langkah kerja
1. Persiapan sebelum membubut :
Gambar kerja
a. Siapkan gambar kerja yang akan di proses.
b. Periksa dan persiapkan alat dan bahan yang akan dipergunakan. c. Potong benda kerja sepanjang 130 dan diameter 25
d. Ukur dimensi benda kerja sebelum dibubut. 2. Proses pembubutan :
a. Cekam benda kerja dengan dengan rahang tiga yang berada kepala tetap
b. Pasang pahat di toolpost dan atur agar center dengan kepala lepas
c. Hidupkan mesin untuk mengatur kecepatan putaran spindle d. Tentukan titik nol dengan menyinggungkan pahat pada benda
kerja hingga benda kerja tergores
e. Lakukan proses membubut sesuai gambar benda kerja yang direncanakan.
3. Setelah Proses Pembubutan : a. Matikan mesin bubut.
c. Bersihkan mesin dari sayatan-sayatan besi bekas proses bubutan.
d. Bereskan alat-alat yang telah digunakan pada proses membubut.
2.6. Pembahasan
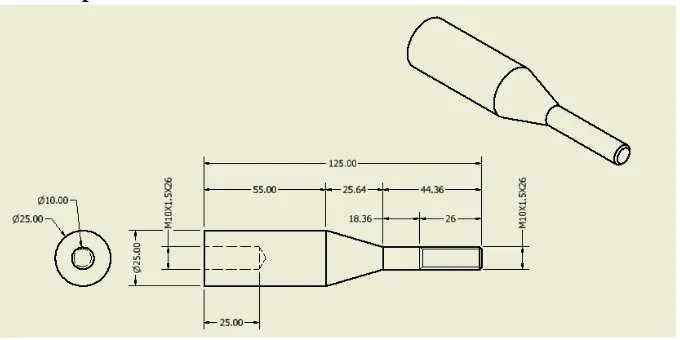
a. Bubut ujung permukaan benda kerja agar rata setebal 0.5 s/d 1 mm. b. Mulai bubut rata sepanjang 44.36 mm dengan pemakanan 0.5 dari
diameter 25 menjadi 10 mm
c. Atur toolpost 160 untuk membuat tirus.
d. Bubut permukaan benda kerja pada diameter 25 mm dimulai dengan jarak 44.36 mm dengan posisi toolpost 160 dengan pemakanan 0.5 dari
diameter 25mm sampai kediameter 10 mm.
e. Balik benda kerja lalu bubut permukaan benda kerja hingga ukuran panjangnya menjadi 125 mm.
f. Bor permukaan dengan diameter drill 8 mm sedalam 25 mm.
g. Lepaskan benda kerja dari chuk dengan bantuan kunci chuk untuk dilanjutkan proses selanjutnya
2.6.1. Pembuatan ulir
a. Cekam benda kerja dengan dilapisi kain permaukaannya b. Posisikan benda kerja pada arah vertikal dengan posisi
diameter 10 mm berada diatas.
c. Lakukan proses pembuatan ulir luar dengan snei dengan ukuran M10x1.5x26 sepanjang 26 mm.
d. Balik benda kerja pada cekam dengan posisi diameter 25 mm berada di atas.
2.7. Kesimpulan
Dari hasil praktikum yang talah dilaksanakan saya menyimpulkan bahwa : a. Kecepatan dalam menggerakkan longitudinal feed
handwheel ataupun cross slide handwheel sangat mempengaruhi halus kasarnya hasil pembubutan.
b. Hasil bubutan yang baik akan ditandai dengan sayatan yang berbentuk panjang-panjang.
c. Ketepatan memilih bagian mana dahulu yang hendak dikerjakan akan sangat menentukan untuk menyelesaikan benda kerja tepat waktu.
2.8. Saran
Saran yang dapat saya sampaikan setelah praktikum ini adalah :
b. Dalam membubut untuk awalan sebaiknya proses membubut dilakukan secara manual, walaupun hasilnya kasar tidaklah masalah untuk menghemat waktu dan setelah hendak finishing barulah gunakan pembubutan otomatis untuk hasil permukaan yang halus.
Bab III
Pengelasan
3.1. Tujuan Praktikum
a. Mengetahui peralatan dan perlengkapan las busur listrik. b. Melatih ketrampilan praktikan dibidang las busur listrik.
c. Mahasiswa mampu mengerjakan penyambungan/penempelan logam besi dengan las busur listrik.
3.2. Alat dan bahan
Besi hollow 40x40 mm tebal 2 mm, panjang 600 mm
3.3. Dasar Teori
Berdasarkan definisi dari deucthe industries normen (din), las adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Dari definisi tersebut dapat dijabarkan lebih lanjut bahwa las adalah sambungan setempat dari beberapa batang logam yang menggunakan energi panas.
atau diatas titik leburnya,disertai dengan atau tanpa tekanan dan disertai atau tidak disertai logam pengisi
Berdasarka cara kerjanya, pengelasan di klasifikasikan menjadi tiga kelas utama yaitu pengelasan cair,pengelasan tekan, dan pematrian.
Pengelasan cair adalah metode pengelasan dimana bagian yang akan disambung dipanaskan sampai mencair dengan sumber panas dari busur listrik ataupun busur gas.
Pengelasan tekan adalah metode pengelasan dimana bagian yang akan disambung dipanaskan sampai lumer (tidak sampai mencair), kemudian ditekan hingga menjadi satu tampa bahan tambahan.
Pematrian adalah cara pengelasan dimana bagian yang akan disambung diikat dan disatukan dengan menggunakan paduan logam yang mempunyai titik cair yang rendah.Dengan metode pengelasan ini logam induk tidak ikut cair.
3.3.1. Perlengkapan las yang utama untuk melakukan pengerjaan tegangan arus listrik misalnya listrik permulaan (120 atau 220 Volt) menjadi tegangan kecil yang menghasilkan arus besar yang sesuai untuk pekerjaan mengelas.
b. Pemegang elektroda
Perlengkapan ini berfungsi untuk menjepit atau memegang elektroda. Alat ini harus memenuhi syarat diantaranya tidak mudah panas, ringan, dan isolator cukup aman bagi sipemakai.
c. Penjepit masa
kerja (meja besi). Kontak dengan masa ini harus baik agar diperoleh hasil pekerjaan yang baik pula. Kontak yang tidak baik akan menimbulkan panas yang berarti penggunaan tanaga untuk menghasilkan bunga api yang sesuai.
d. Topeng / kacamata las
Seperti telah dikemukakan bahwa bunga api las menghasilkan jenis-jenis sinar berbahaya terutama mata dan kulit. Oleh karena itu diperlukan alat pelindung khusus yang berupa kaca mata hitam yang terpasang pada helm/topeng muka.
e. Elektroda
Elektroda atau kawat las tersedia dalam ukuran standar, baik dimensi ataupun jenis bahanya. Pada prisipnya jenis bahan elektroda hampir serupa dengan bahan logam yang akan di las beberapa macam elektroda untuk penggunaan khusus misalnya untuk lapisan permukaan, las tembaga dan paduan tembaga, alumunium, besi tuang, mangan, paduan nikel dan baja nikel – mangan. Dalam mengelas posisi elektroda harus tegak lurus dan miring 700-800 untuk menghasilkan alur lasan
yang baik.
Perlengkapan tambahan yang diperlukan ialah palu las, alat ini berguna untuk melepaskan kerak pada permukaan yang di las. Tang, untuk memegang benda kerja setelah dilas. Sikat kawat, utuk membersihkan sisa terak.
3.4. Prosedur Keselamatan Kerja
c. Hindari kontak/hubungan singkat antara kabel terminal mesin las dalam jangka waktu yg cukup lama.
d. Gunakan sarung tangan/tang saat akan mengangkat atau memegang benda kerja yang baru dilas.
e. Jangan bercanda saat praktikum.
3.5. Langkah kerja
a. Siapkan gambar kerja (gambar terlampir). b. Gunakan alat pelindung.
c. Periksa dan persiapkan alat dan bahan yang akan dipergunakan.
d. Potong besi hollow dengan menggunakan gurinda potong sesuai ukuran masing-masing pada gambar.
e. Hilangkan bagian pinggir plat yang tajam dengan cara dijepit di ragum dan di hand slep
f. Beri tanda di bagian yang akan menjadi dasar benda kerja. g. Persiapkan mesin las. Meliputi :
Hubungkan mesin las ke sumber arus.
Jepitkan penjepit masa mesin las pada meja las/meja kerja, pastikan jepitan tidak pada bagian yang terdapat cat atau bagian yang dapat menghambat jalanya arus.
Atur arus mesin las sesuai tebal benda kerja dan diameter elektroda yang akan digunakan. Untuk menentukan besar arus kita sesuaikan dengan diameter elektroda dan ketebalan logam yang akan kita las. Semakin tebal logam yang akan dilas, semakin besar arus yang dibutuhkan untuk menghasilkan hasil lasan yang maksimal.
Pasang elektroda pada pemegang elektroda.
h. Lakukan penyalaan elektroda terlebih dahulu sebelum melakukan pengelasan.
i. Lakukan pemanasan/latihan dengan mengelas logam lain terlebih dahulu sebelum mengelas benda kerja.
berada tegak lurus dengan logam yang kedua (posisi logam seperti huruf L jika dilihat dari samping).
k. Setelah selesai dinginkan benda kerja (bisa didinginkan dengan dicelupkan ke dalam air atau bisa juga didinginkan dengan dibiarkan di udara luar), setelah itu bersihkan kerak pada hasil lasan dengan cara dipukul dengan palu terak atau alat lain yang efektif.
l. Hasil lasan dapat terlihat setelah terak dibersihkan. m. Matikan mesin las.
n. Bereskan alat-alat pengelasan.
3.6. Pembahasan
a. Sebelum dilas benda kerja terlebih dahulu harus dilas pada kedua sisi samping sebagai penguat sementara agar mudah saat dilas siku nantinya.
b. Pastikan posisi besi hollow tegak lurus dengan pasangannya (siku sesuai).
Hambatan : benda kerja kerap tergeser dan lepas jika terjatuh dari pasangannya, ujung elektroda sering menempel dan tidak stabil ketika digunakan mengelas jika elektroda masih panjang.
Cara mengatasi : meminta bantuan teman yang lain untuk memegangi benda kerja supaya tetap pada tempatnya saat dilas dan memakai elektroda yang sudah lebih pendek untuk melakukan pengelasan ini.
c. Kedua besi hollow di las pada siku- sikunya
Hambatan : sering berlubang saat proses pengelasan.
1.6.1. Pembuatan meja
a. Setelah besi hollow di las maka akan menjadi rangka dari meja yang menjadi projek dalam praktikum.
b. Kemudian siapkan triplek yang nantinya sebagai penutup pada meja.
c. Potong triplek menggunakan gergaji manual dengan ukuran sesuai pada ukuran meja.
d. Setelah itu tempelkan triplek pada rangka meja dengan menggunakan sekrup bor tangan pada permukaan triplek dengan besi hollow.
e. Setelah semua triplek terrangkai pada rangka meja , selanjutnya proses pengamplasan pada permukaan triplek yang bertujuan untuk menghaluskan permukaan triplek. f. Untuk menambah nilai estetika kemudian meja di cat
menggunakan cat besi dan kayu berwarna biru,warna ciri khas teknik .
1.6.2. Setelah proses pembuatan meja
a. bereskan tempat kerja dan letakkan peralatan kerja pada tempatnya kembali.
3.7. Kesimpulan
Dari hasil praktikum yang talah dilaksanakan dapat saya simpulkan bahwa : a. Untuk dapat mengelas dengan hasil pengelasan yang baik, perlu
latihan dalam jangka waktu yang tidak singkat.
b. Dalam mengelas kecepatan menggeser elektroda sangat menentukan hasil pengelasan. Jika terlalu cepat, tembusan lasnya dangkal oleh karena kurang waktu pemanasan bahan dasar dan kurang waktu untuk cairan elektroda menembus bahan dasar. Bila terlalu lambat akan menghasilkan alur lasan yang lebar, kasar dan kuat, hal ini dapat menimbulkan kerusakan sisi las (pada logam induknya). Oleh karena itu kecepatan elektroda harus tepat dan stabil.
c. Bila elektroda baru dipasang (masih panjang) maka ada kemungkinan ujung elektroda tidak stabil saat digunakan untuk mengelas. Seperti tangan kita gemetar. Tetapi jika elektroda sudah setengah dalam mengelas ini relatif cukup stabil.
d. Jarak ujung elektroda ke benda kerja juga sangat mempengaruhi hasil lasan. Jika terlalu dekat elektroda bisa nempel pada benda kerja dan jika terlalu jauh lelehan elektroda tidak akan menumpuk dan jika sangat jauh elektroda akan mati.
3.8. Saran
Saran yang dapat saya sampaikan setelah praktikum ini adalah :
a. Bagi mahasiswa yang hendak praktikum di masa mendatang, sebelum praktikum pengelasan sebaiknya melakukan latihan beberapa kali untuk melatih feeling atau insting mengelas sehingga saat praktikum tidak perlu pemanasan terlalu lama.
Bab IV
Penutup
4.1.
KesimpuulanDari praktikum kali ini saya dapat menyimpulkan bahwa :
Kami dapat pengalaman baru tentang mesin bubut ,mesin las, kami juga mengerti tentang bagaimana cara membubut secara konvensional dengan mesin bubut manual,serta dapat melakukan pengelasan dengan menggunakan mesin las listrik, pada dasarnya praktikum pada kesempatan ini hanya sebagai pengetahuan tentang bagaimana cara membubut, mengelas dan juga melakukan kerja bangku.