1
LAPORAN PRAKTIKUM PROSES PRODUKSI
MESIN CNC TU-2A DAN CNC-TU-3A
Disusun oleh :
Tasya Ghonia Alma
14/363845/TK/41818
PROGRAM STUDI TEKNIK INDUSTRI
JURUSAN TEKNIK MESIN DAN INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS GADJAH MADA
YOGYAKARTA
DAFTAR ISI
1.1. Latar Belakang 1
1.2. Rumusan Masalah 2
1.3. Asumsi dan Batasan Praktikum 2
1.4. Tujuan Praktikum 3
1.5. Manfaat Praktikum 3
BAB II. LANDASAN TEORI
2.1. Pengertian Mesin CNC 4
2.2. Jenis Mesin CNC 5
2.3. Komponen Utama Mesin CNC 13
2.3.1 Mesin CNC TU-2A
2.3.2 Mesin CNC TU-3A
2.4. Pengkodean Standar Mesin CNC 14
2.4.1 Pengkodean pada Mesin TU-2A (Mesin Bubut)
2.4.1.1 Kode G
2.4.1.2 Kode M
2.4.1.3 Kode A
2.4.2 Pengkodean pada Mesin TU-3A (Mesin Fris)
2.4.2.1 Kode G
2.4.2.2 Kode M
2.5. Prinsip Kerja Mesin CNC 17
2.5.1 Prinsip Kerja Mesin CNC TU-2A
2.5.2 Prinsip Kerja Mesin CNC TU-3A
BAB III. METODOLOGI PENELITIAN 19
3.1. Waktu dan Tempat Penelitian 19
3.2. Alat dan Bahan 19
3.2.1. Bahan yang Digunakan 19
3.2.2. Alat yang Digunakan 20
3.3. Langkah Kerja 27
BAB IV. HASIL DAN PEMBAHASAN 32
4.1. Waktu Produksi Teoritis 32
4.2. Waktu Produksi Aktual 37
LAMPIRAN
DAFTAR GAMBAR
Gambar 2.1 Mesin CNC
Gambar 2.3.1.1 Monitor pada Mesin CNC TU-2A
Gambar 2.3.1.2 Tailstock pada Mesin CNC TU-2A
Gambar 2.3.1.3 Revolver Pahat pada Mesin CNC TU-2A
Gambar 2.3.1.4 Chuck pada Mesin CNC TU-2A
Gambar 2.3.1.5 Konfigurasi Tombol pada Mesin CNC TU-2A
Gambar 2.3.2.1 Tombol Emergensi pada Mesin CNC TU-3A
Gambar 2.3.2.2 Saklar Pengatur Kecepatan Sumbu Utama pada Mesin CNC
TU-3A
Gambar 2.3.2.3 Saklar Layaan Posisi Mesin pada Mesin CNC TU-3A
Gambar 2.3.2.4 Amperemeter pada Mesin CNC TU-3A
Gambar 2.3.2.5 Penggerak Disket pada Mesin CNC TU-3A
Gambar 2.3.2.6 Step Motor pada Mesin CNC TU-3A
Gambar 2.3.2.7 Rumah Alat Potong pada Mesin CNC TU-3A
Gambar 2.3.2.8 Penjepit Benda Kerja pada Mesin CNC TU-3A
Gambar 2.5.1.1 Mekanisme Gerakan Mesin CNC TU-2A
Gambar 3.2.1.1 Mesin CNC TU-2A
Gambar 3.2.1.2 Mesin CNC TU-3A
Gambar 3.2.1.3 Jangka Sorong Digital
Gambar 3.2.1.4 Kunci T
Gambar 3.2.1.5 Ring
Gambar 3.2.1.6 Tampilan Software Autodesk Inventor
DAFTAR TABEL
DAFTAR DIAGRAM
1
BAB I
PENDAHULUAN
1.1. Latar Belakang
Di era yang serba modern ini, hampir setiap hal dikerjakan dengan bantuan mesin. Sektor manufaktur, sebagai salah satu sektor yang memberi dampak yang cukup besar pada dunia industri, sangat membutuhkan bantuan mesin dalam setiap proses kerjanya. Perkembangan mesin pun semakin meningkat ke sistem otomasi. Melalui sistem otomasi, proses manufaktur dapat mengalami peningkatan di bidang efisiensi pada cost, produktivitas, serta profit. Penggunaan mesin otomatis sangat terlihat dampaknya pada penguruangan manual material handling, seperti penggunaan crane, conveyor, dan handling machine lainnya, Hal tersebut dapat mengefisienkan penggunaan sumber daya manusia. Sehingga hanya cukup melakukan proses operasi yang tidak dapat diakomodasi oleh mesin. Cost
yang keluar untuk tenaga manusia pun dapa dikurangi. Kecepatan dari produk yang dihasilkan pun dapat meningkat dengan adanya mesin otomastis. Semakin cepat maka semakin efisien proses manufaktur secara keseluruhan dan didapatakan produk yang lebih banyak untuk dipasarkan. Hal tersebut berimplikasi pada peningkatan profit.
bidang manufaktur, mesin CNC juga memiliki aplikasi yang luas di bidang aviasi, otomotif, hingga elektronik.
Sebagai mahasiswa Teknik Industri yang juga turut memperhitungkan efisiensi proses produksi, diperlukan pengetahuan mengenai mesin yang digunakan, dalam hal ini adalah mesin CNC yang diaplikasikan pada mesin bubut dan mesin fris. Pada praktikum ini digunakan mesin CNC TU-2A (mesin bubut) dan mesin CNC TU-3A (mesin fris).
1.2. Rumusan Masalah
1. Bagaimana cara pengoperasian mesin CNC?
2. Bagaimana pengkodean pada mesin CNC yang sesuai untuk
mengahasilkan sebuah produk sesuai gambar teknik yang telah dirancang? 3. Bagaimana perbandingan keunggulan dan kelemahan mesin CNC dan
konvensional pada mesin CNC TU-2A dan mesin CNC TU-3A?
1.3. Asumsi dan Batasan Masalah
1.3.1 Asumsi dan batasan pada mesin TU-2A dan TU-3A:
1. Kecepatan pemakanan yang direkomendasikan maksimal sebesar 100 mm/min.
2. Pemakanan yang direkomendasikan maksimal sedalam 0.5 mm. 3. Pahat pada mesin TU-2A merupakan pahat kanan.
4. Spindle pada mesin TU-3A berputar searah jarum jam.
1.3.2. Asumsi dan batasan pada praktikan mesin TU-2A dan TU-3A:
1. Praktikum dilakukan di Laboratorium Sistem Produksi, Departemen Teknik Mesin dan Industri Universitas Gadjah Mada.
2. Software yang digunakan adalah Autodesk Inventor v. 2013
3. Praktikan menggunakan perlengkapan untuk menjaga keselamatan. 4. Bahan yang diproses merupakan alumunium solid berbentuk silinder dan
balok.
1.4. Tujuan Praktikum
1. Mengetahui cara pengoperasian mesin CNC.
2. Mengetahui pengkodean yang sesuai untuk mengahasilkan sebuah produk sesuai gambar teknik yang telah dirancang.
3. Mengetahui perbandingan keunggulan dan kelemahan mesin CNC dan konvensional pada mesin CNC TU-2A dan mesin CNC TU-3A.
1.5. Manfaat Praktikum
1. Praktikan dapat mengetahui cara pengoperasian mesin CNC.
2. Praktikan dapat mengetahui pengkodean yang sesuai untuk mengahasilkan sebuah produk sesuai gambar teknik yang telah dirancang.
3. Praktikan dapat mengetahui perbandingan keunggulan dan kelemahan mesin CNC dan konvensional pada mesin CNC TU-2A dan mesin CNC TU-3A.
4
BAB II
LANDASAN TEORI
2.1 Pengertian Mesin CNC
CNC singkatan dari Computer Numerically Controlled, merupakan mesin perkakas yang dilengkapi dengan sistem mekanik dan kontrol b erbasis komputer yang mampu membaca instruksi kode N, G, F, T, dan lain-lain, dimana kode-kode tersebut akan menginstruksikan ke mesin CNC agar bekerja sesuai dengan program benda kerja yang akan dibuat. Secara umum cara kerja mesin perkakas CNC tidak berbeda dengan mesin perkakas konvensional. Fungsi CNC dalam hal ini lebih banyak menggantikan pekerjaan operator dalam mesin perkakas konvensional. Misalnya pekerjaan setting tool atau mengatur gerakan pahat sampai pada posisi siap memotong, gerakan pemotongan dan gerakan kembali keposisi awal, dan lain-lain.
Demikian pula dengan pengaturan kondisi pemotongan (kecepatan potong, kecepatan makan dan kedalaman pemotongan) serta fungsi pengaturan yang lain seperti penggantian pahat, pengubahan transmisi daya (jumlah putaran poros utama), dan arah putaran poros utama, pengekleman, pengaturan cairan pendingin dan sebagainya. Mesin perkakas CNC dilengkapi dengan berbagai alat potong yang dapat membuat benda kerja secara presisi dan dapat melakukan interpolasi yang diarahkan secara numerik (berdasarkan angka). Parameter sistem operasi CNC dapat diubah melalui program perangkat lunak (software load program) yang sesuai. Tingkat ketelitian mesin CNC lebih akurat hingga ketelitian seperseribu millimeter, karena penggunaan ballscrew pada setiap poros transportiernya. Ballscrew bekerja seperti lager yang tidak memiliki kelonggaran/spelling namun dapat bergerak dengan lancar.
Dengan telah berkembangnya Mesin CNC, maka benda kerja yang rumit sekalipun dapat dibuat secara mudah dalam jumlah yang banyak. Selama ini pembuatan komponen/suku cadang suatu mesin yang presisi dengan mesin perkakas manual tidaklah mudah, meskipun dilakukan oleh seorang operator mesin perkakas yang mahir sekalipun. Penyelesaiannya memerlukan waktu lama. Bila ada permintaan konsumen untuk membuat komponen dalam jumlah banyak dengan waktu singkat, dengan kualitas sama baiknya, tentu akan sulit dipenuhi bila menggunakan perkakas manual. Apalagi bila bentuk benda kerja yang dipesan lebih rumit, tidak dapat diselesaikan dalam waktu singkat. Secara ekonomis biaya produknya akan menjadi mahal, hingga sulit bersaing dengan harga di pasaran. Tuntutan konsumen yang menghendaki kualitas benda kerja yang presisi, berkualitas sama baiknya, dalam waktu singkat dan dalam jumlah yang banyak, akan lebih mudah dikerjakan dengan mesin perkakas CNC (Computer Numerlcally Controlled), yaitu mesin yang dapat bekerja melalui pemogramman yang dilakukan dan dikendalikan melalui komputer.
Mesin CNC dapat bekerja secara otomatis atau semiotomatis setelah diprogram terlebih dahulu melalui komputer yang ada. Program yang dimaksud merupakan program membuat benda kerja yang telah direncanakan atau dirancang
sebelumnya. Sebelum benda kerja tersebut dieksikusi atau dikerjakan oleh mesin CNC, sebaikanya program tersebut di cek berulang-ualang agar program benar-benar telah sesuai dengan bentuk benda kerja yang diinginkan, serta benar-benar-benar-benar dapat dikerjakan oleh mesin CNC. Pengecekan tersebut dapat melalui layar monitor yang terdapat pada mesin atau bila tidak ada fasilitas cheking melalui monitor (seperti pada CNC TU EMCO 2A/3A) dapat pula melalui plotter yang dipasang pada tempat dudukan pahat/palsu frais. Setelah program benar-benar telah berjalan seperti rencana, baru kemudian dilaksanakan/dieksekusi oleh mesin CNC.
2.2 Jenis Mesin CNC
Dari segi jenisnya, mesin perkakas CNC dapat dibagi menjadi tiga jenis, antara lain:
1. Mesin CNC 2A
Mesin CNC 2A yaitu mesin CNC 2 aksis, karena gerak pahatnya hanya pada arah dua sumbu koordinat (aksis) yaitu koordinat X, dan koordinat Z, atau dikenal dengan mesin bubut CNC.
2. Mesin CNC 3A
Mesin CNC 3A, yaitu mesin CNC 3 aksis atau mesin yang memiliki gerakan sumbu utama kearah sumbu koordinat X, Y, dan Z, atau dikenal dengan mesin frsais CNC.
3. Mesin CNC kombinasi
Mesin CNC kombinasi, yaitu mesin CNC yang mampu mengerjakan pekerjaan bubut dan freis sekaligus, dapat pula dilengkapi dengan peralatan pengukuran sehingga dapat melakukan pengontrolan kualitas pembubutan/pengefraisan pada benda kerja yang dihasilkan. Pada umumnya mesin CNC yang sering dijumpai adalah mesin CNC 2A (bubut) danmesin CNC3A (frais).
2.3 Komponen Utama Mesin CNC
2.3.1 Mesin CNC TU-2A
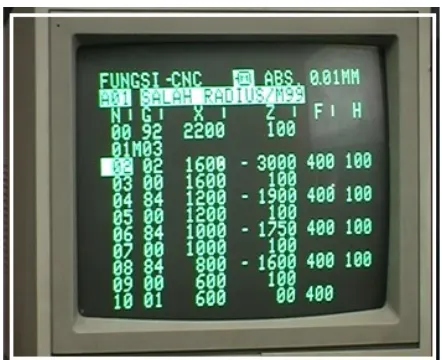
1. Monitor
Pada mesin CNC TU-2A monitor berfungsi untuk menunjukkan informasi program yang sedang berjalan pada mesin.
Gambar 2.3.1.1 Monitor pada Mesin CNC TU-2A
2. Tailstock
Pada mesin bubut TU-2A tailstock berfungsi untuk menahan benda kerja yang panjang agar benda kerja tidak oleng dan untuk mencekam pahat drill.
Gambar 2.3.1.2 Tailstock pada Mesin CNC TU-2A
3. Revolver pahat
Pada mesin bubut TU-2A terdapat revolver pahat yang berguna untuk mencekam pahat dalam jumlah banyak ( maksimum 6 buah, 3 buah pahat luar dan 3 buah pahat dalam).
Gambar 2.3.1.3 Revolver Pahat pada Mesin CNC TU-2A
4. Chuck
Pada mesin bubut TU-2A chuck berfungsi untuk mencekam benda kerja.
Gambar 2.3.1.4 Chuck pada Mesin CNC TU-2A
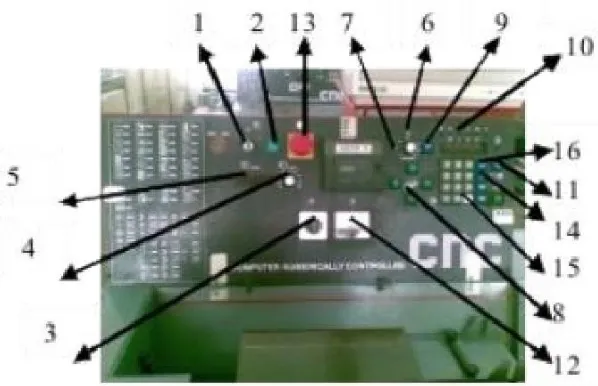
5. Konfigurasi tombol menunjukkan konfigurasi dan tombol-tombol atau bagian-bagian untuk mengoperasikan mesin bubut CNC TU-2A, yang terdiri dari:
Gambar 2.3.1.5 Konfigurasi Tombol pada Mesin CNC TU-2A
1. Saklar utama, digunakan untuk menghidupkan/ mematikan mesin 2. Lampu indikator, digunakan sebagai petunjuk bahwa jika lampu hidup maka mesin dalam keadaan hidup
3. Saklar untuk menghidupkan spindle (untuk saklar menunjuk angka 0 – spindle mati, angka 1 – spindle hidup untuk melayani manual, CNC – spindle hidup untuk pelayanan CNC/otomatis).
4. Tombol untuk mengatur besar putaran spindle 5. Display penunjuk besar putaran spindle.
6. Tombol untuk mengatur kecepatan asutan ( untuk mode manual ). 7. Lampu indicator untuk mode manual
8. Tombol asutan untuk arah Z dan X untuk mode manual.
9. Tombol gerakan cepat jika di tekan bersamaan dengan mode asutan (no 8), maka gerak asutan menjadi cepat. Kecepatan asutan diatur dengan tombol no 6.
10. Display yang meunjukkan harga X dan Z dari gerakan eretan/ pahat dalam perseratus mm. data ini juga terlihat di monitor.
11. Switch untuk mengubah mengubah dari pelayanan / mode manual ke CNC atau sebaliknya pada mesin ini tersedia dua macam pelayanan / mode, yaitu dapat dipakai secara manual (mode manual) atau dipakai secara otomatis yang menggunakan program CNC (mode CNC).
12. Amperemeter, menunjukkan besar arus yang dipakai saat mesin
digunakan. Pemakaian arus diharapakan tidak lebih dari 2 A, sebab kalau arus terlalu besar menunjukkan beban pada mesin sangat besar yang dapat
menimbulkan kebakaran.
13. Emergency Stop Botton, merupakan saklar darurat.
14. Tombol DEL, dipakai untuk menghapus data/sajian yang akan diterangkan kemudian.
15. Tombol pengalih yang berfungsi untuk mengaktifkan jalannya X ke Z atau sebaliknya
16. Tombol INP, untuk memasukkan data yang akan dijelaskan
kemudian.Selain itu juga ada tombol-tombol untuk gerak manual arah +X, -X, +Y, -Y, +Z dan -Z, yang terletak disebelah tombol angka (keyboard). Mesin juga dilengkapi dcngan monitor yang dipakai untuk memantau koordinat pahat (pada mode manual) atau program CNC yang aktif (pada mode CNC).
2.3.2 Mesin CNC TU-3A
1. BagianPengendali/Kontrol
a) Saklar utama (Main switch)
Saklar utama adalah pintu masuk aliran listrik ke control pengendali CNC. Cara kerjanya ialah jika kunci diputar ke posisi 1 maka arus listrik ke CNC, apabila kunci diputar ke posisi 0 maka arus akan terputus dan mesin akan mati.
b) Tombol emergensi
Tombol ini digunakan untuk memutuskan aliran listrik ke mesin, hal ini ilakukan apabila akan terjadi tabrakan akibat kesalahan program. Cara erjanya yaitu dengan menekan tombol ini maka aliran listrik akan terputus dan mesin akan mati, untuk mengaktifkan kembali tombol ini, putar kunci saklar utama ke arah posisi 0, kemudian putar tombol emergensi ke kanan selanjutnya kunci saklar utama diputar pada posisi 1 maka aliran listrik akan mengalir kembali.
Gambar 2.3.2.1 Tombol Emergensi pada Mesin CNC TU-3A
c) Saklar operasi mesin (Operating switch)
Saklar layanan ini digunakan untuk memutar sumbu utama yang dihubungkan engan rumah alat potong. Saklar ini dapat berfungsi secara manual dan CNC. ara kerjanya yakni saklar utama diputar pada posisi 1 maka alat potong akan berputar secara manual, apabila saklar diputar pada posisis CNC maka alat otong akan berputar dan berhenti menurut data program CNC.
d) Saklar mengatur kecepatan putar sumbu utama
Saklar ini berfungsi untuk mengatur kecepatan putar alat potong pada sumbu utama, sakalar ini dapat berfungsi pada layanan manual dan layanan CNC. Pada mesin frais CNC TU 3A mempunyai kecepatan putar antara 300-2000 rpm.
Gambar 2.3.2.2 Saklar Pengatur Kecepatan Sumbu Utama pada Mesin CNC
TU-3A
e) Saklar layanan posisi mesin
Saklar layanan ini berfungsi untuk mengatur layanan mesin dengan posisi vertikal atau pada posisi horisontal. Disamping itu saklar ini juga untuk mengatur dimensi bekerjanya mesin dalam satuan metris dan inchi.
Gambar 2.3.2.3 Saklar Layaan Posisi Mesin pada Mesin CNC TU-3A
f) Amperemeter
Amperemeter menujukan pemakaian arus aktual dari motor pengerak alat potong mesin frais CNC TU 3A. kegunaan Amperemeter yaitu untuk mencegah beban lebih pada motor penggerak, arus maksimum yang diijinkan adalah 4 A.
Gambar 2.3.2.4 Amperemeter pada Mesin CNC TU-3A
g) Penggerak disket
Penggerak disket pada mesin CNC dimaksudkan untuk pelayanan pengoperasian disket. Dalam pelayanan disket dapat dilaksanakan dengan (a) menyimpan data program dari mesin ke diket, (b) memindah data program dari disket ke mesin, dan (3) memformat disket.
Gambar 2.3.2.5 Penggerak Disket pada Mesin CNC TU-3A
2. Bagian mekanik
a). Motor utama
Motor utama adalah motor penggerak rumah alat potong (milling taper spindle) untuk memutar alat potong (tool). Motor yang digunakan adalah jenis motor arus searah (DC) dengan kecepatan yang bervariasi. Identifikasi dari motor adalah: jenjang putaran 600-4000 rpm, tenaga masukan (input) 500 watt, dan tenaga pengeluaran (output) 300 watt.
b). Eretan (Support)
Eretan adalah gerak persumbuhan jalannya mesin. Pada jenis mesin 3 axis ini, rumah alat potong dapat bekerja pada posisi vertikal dan posisi horisontal yang masing-masing mempunyai area kerja gerakan sebagai berikut:
Posisi rumah alat potong vertikal adalah :
Eretan memanjang sumbu X 0 - 199,99 mm Eretan melintang sumbu Y 0 - 99, 99 mm Eretan tegak sumbu Z 0 - 199, 99 mm
Posisi rumah alat potong horisontal adalah:
Eretan melintang sumbu X 0 - 99,99 mm Eretan memanjang sumbu Y 0 - 199,99 mm Eretan tegak sumbu Z 0 - 199,99 mm
c). Step motor
Step motor adalah motor penggerak eretan, masing-masing eretan mempunyai step motor sendiri-sendiri, yaitu penggerak sumbu X, penggerak sumbu Y, dan penggerak sumbu Z. Masing-masing ukuran step motor adalah sama. Identifikasi dari motor tersebut adalah: jumlah 1 putaran 72 langkah, momen putar 0,5 Nm, kecepatan gerakan:
- gerakan cepat maksimum 700mm/menit
- gerakan pengoperasian manual 5-400 mm/menit
- gerakan pengoperasian CNC terprogram 2-499 mm/menit.
Gambar 2.3.2.6 Step Motor pada Mesin CNC TU-3A
d). Rumah alat potong (Milling taper spindle)
Rumah alat potong pada mesin frais digunakan untuk menjepit penjepit alat potong (tool holder) pada waktu proses pengerjaan benda kerja.Adapun sumber putaran dihasilkan dari motor utama yang mempunyai kecepatan putar antara 300-2000 rpm. Untuk proses pengerjaan dengan layanan mesin produksi CNC dapat menggunakan lebih dari satu alat potong, karena data alat potong dapat tersimpan dalam memori mesin. Sedang untuk penggantian alat potong secara manual.
Gambar 2.3.2.7 Rumah Alat Potong pada Mesin CNC TU-3A
e). Penjepit alat potong (Tool holder)
Penjepit alat potong yang digunakan pada mesin frais adalah jenis penjepit manual. Fungsi penjepit digunakan untuk menjepit pisau pada waktu penyayatan benda kerja. Bentuk penjepit ini biasanya sesuai dengan bentuk rumah alat potong (milling taper spindle). Untuk menjepit pisau yang berbentuk batang silindris memerlukan alat bantu yang disebut cekam (cekam
coolled)
f). Ragum
Ragum pad mesin frais dipergunakan untuk menjepit benda kerja pada waktu proses penyayatan benda kerja berlangsung. Karena fungsinya sebagai pemegang benda kerja, maka alat ini dapat di ganti-ganti sesuai dengan kebutuhan benda kerja yang akan dijepit. Biasanya pada ragum dilengkapi dengan stoper yang dapat dipergunakan untukbatas pegangan benda kerja. Adapun cara kerja ragum ini dengan sistem manual.
Gambar 2.3.2.8 Penjepit Benda Kerja pada Mesin CNC TU-3A
2.4 Kode Standar Mesin CNC
2.4.1 Pengkodean pada Mesin TU-2A (Mesin Bubut)
Kode – kode perintah yang digunakan dalam memprogram mesin bubut CNC dan mesin bubut CNC TU – 2A khususnya terdiri dari duda jenis perintah, yaitu perintah yang dibuat dalam bentuk kode G dan perintah yang dibuat dalam bentuk kode M.
2.4.1.2 Kode G
Kode G adalah bentuk perintah yang terkait dengan bentuk pergerakan alat potong. Jenis – jenis kode G yang digunakan untuk memprogram mesin bubut CNC TU – 2A adalah:
<No.> <Kode G> <Keterangan>
1. G00 Perintah pergerakan cepat
2. G01 Perintah pergerakan lurus
3. G02 Perintah pergerakan melingkar searah jarum jam
4. G03 Perintah pergerakan melingkat berlawanan arah jarum jam
5. G04 Waktu penahanan / tinggal diam
6. G21 Blok Kosong
7. G25 Pemanggilan sub program (Sub unit)
8. G27 Perintah melompat
9. G33 Perintah pembuatan ulir
10. G64 Perintah untuk memutus arus ke motor
11. G65 Perintah pelayanan kaset
12. G66 Perintah pelayanan RS 232
13. G73 Siklus pemboran dengan pemutusan tatal
14. G78 Siklus penguliran
15. G81 Siklus pemboran untuk penandaan
16. G82 Siklus pemboran dengan tinggal diam
17. G83 Siklus pemboran dengan penarikan
18. G84 Siklus pembubutan memanjang
19. G85 Siklus pembubutan ulir
20. G86 Siklus pembubutan alur
21. G88 Siklus melintang
22. G89 Siklus perimeran dengan tinggal diam
23. G90 Pemrograman absolute
24. G91 Pemrograman inkrimintal. Penentuan titik referensi / titik (0,0,0)
25. G92 Absolut
26. G94 Asutan dalam mm/min.
27. G95 Asutan dalam mm/put.
2.4.1.2 Kode M
<No.> <Kode M> <Keterangan>
1. M00 Berhenti terprogram
2. M03 Spindle ON searah jarum jam
3. M05 Spindle berhenti
4. M06 Perhitungan panjang pahat
5. M17 Akhir sub program
6. M30 Akhir program
7. M98 Kompensasi kelonggaran secara otomatis
8. M99 Parameter lingkaran
2.4.1.3 Kode A
1. A00: Kesalahan perintah pada fungsi G atau M 2. A01: Kesalahan perintah pada fungsi G02 dan G03 3. A02: Kesalahan pada nilai X
4. A03: Kesalahan pada nbilai F 5. A04: Kesalahan pada nilai Z 6. A05: Kurang perintah M30 7. A06: Putaran spindle terlalu cepat
8. A09: Program tidak ditemukan pada disket 9. A10: Disket diprotek
10. A11: Salah memuat disket 11. A12: Salah pengecekan
12. A13: Salah satuan mm atau inch 13. A14: Salah satuan
14. A15: Nilai H salah 15. A17: Salah sub program
2.4.2 Pengkodean pada Mesin TU-3A (Mesin Fris)
2.4.2.1 Kode G
G00 : gerak lurus cepat tanpa penyayatan
G01 : gerak lurus dengan penyayatan
G02 : gerak melingkar searah jarum jam
G03 : gerak melingkar berlawanan dengan arah jarum jam
G04 : waktu tinggal diam/ berhenti sesaat
G21 : baris blok sisipan
G25 : memanggil program subrutin
G27 : perintah melompat ke nomor blok yang dituju
G40 : membatalkan kompensasi radius pisau
G45 : penambahan radius pisau bagian dalam kontur kantong
G46 : pengurangan radius dua kali untuk kontur luar
G47 : penambahan radius pisau freis dua kali untuk kontur luar
G48 : pengurangan radius pisau dua kali untuk bagian dalam kontur kantong
G64 : mematikan arus motor asutan/ step motor
G65 : pelayanan operasi disket
G66 : pelayanan dengan transfer computer ke EPS
G72 : siklus pengefraisan kantong segi empat
G73 : siklus pengeboran dengan pemutusan tatal
G81 : siklus pengeboran langsung
G82 : siklus pengeboran dengan waktu tinggal diam
G83 : siklus pengeboran dengan penarikan tatal
G84 : siklus penyayatan ulir
G85 : siklus paremarean
G89 : siklus paremarean dengan waktu tinggal diam/berhenti sesaat
G90 : program absolut
G91 : program inkrimental
G92 : penatapan titik awal posisi program absolut
2.4.2.2 Kode M
M00 : program berhenti berprogram
M03 : spindle berputar searah jarum jam
M04 : spindle berputar berlawanan arah jarum jam
M05 : putaran spindle berhenti
M06 : perintah memasukkan data alat potong
M17 : perintah kembali ke program utama
M30 : program berakhir
M99 : pemberitahuan posisi titik pusat lengkungan yang harus diiris dari titik awal pengirisan. Untuk pengirisan lingkar, lebih kecil dari kuadran.
2.5 Prinsip Kerja CNC
Pengoperasian mesin CNC secara umum adalah dengan memasukkan perintah numerik melalui tombol-tombol yang berada pada panel mesin. Berdasarkan dengan berbagai macam bentuk yang dapat diakomodir oleh mesin CNC maka perlu pengetahuan pada penentuan titik referensi. Ada 2 macam cara penentuan titik refrensi
1. Sistem Absolut
Pada sistem ini titik awal penempatan alat potong menjadi titik referensi selama proses machining berlangsung. Pada mesin bubut, titik referensi berada pada titik pusat benda kerja pada bagian ujung terluar. Pada mesin fris titik refrrensi dapat diletakkan dimana saja, tergantung dari preferensi operator tapi umumnya pada pertemuan 2 sisi benda kerja.
2. Sistem Inkremental
Pada sistem ini titik refrensi yang digunakan sebagai acuan selalu berpindah-pindah menurut titik terakhir pada pada proses yang dikerjakan. Pada mesin bubut
dan fris untuk menemukan titik refrensinya metode yang digunakan sama, yaitu pada titik terakhir proses.
2.5.1 Prinsip Kerja Mesin CNC TU-2A
Mesin Bubut CNC TU-2A mempunyai prinsip gerakan dasar seperti halnya Mesin Bubut konvensional yaitu gerakan ke arah melintang dan horizontal dengan sistem koordinat sumbu X dan Z. Prinsip kerja Mesin Bubut CNC TU-2A juga sama dengan Mesin Bubut konvensional yaitu benda kerja yang dipasang pada cekam bergerak sedangkan alat potong diam. Untuk arah gerakan pada Mesin Bubut diberi lambang sebagai berikut:
a. Sumbu X untuk arah gerakan melintang tegak lurus terhadap sumbu putar.
b. Sumbu Z untuk arah gerakan memanjang yang sejajar sumbu putar.
Untuk memperjelas fungsi sumbu-sumbu Mesin Bubut CNC TU-2A dapat dilihat pada gambar ilustrasi di bawah ini:
Gambar 2.5.1.1 Mekanisme Gerakan Mesin CNC TU-2A
2.5.2 Prinsip Kerja Mesin CNC TU-3A
Prinsip kerja mesin milling CNC TU-3A adalah pisau berputar menyayat, benda kerja yang terpasang pada meja bergerak ke arah horizontal atau melintang, Sedangkan pisau dipasang pada eretan yang bergerak dengan lintasan naik turun.
Secara konseptual arah gerakan persumbuhan tersebut diberi lambang persumbuan sebagai berikut:
1. Sumbu X bergerak ke arah horisontal
2. Sumbu Y bergerak ke arah melintang
3. Sumbu Z bergerak ke arah vertikal.
4
BAB III
METODOLOGI PRAKTIKUM
3.1. Waktu dan Tempat Praktikum
Praktikum proses produksi dilaksanakan pada Hari Kamis-Jumat, 12-13 November 2015 pukul 08.00-15.30 WIB di Laboratorium Sistem Produksi, Jurusan Teknik Mesin dan Industri Universitas Gadjah Mada.
3.2. Alat dan Bahan
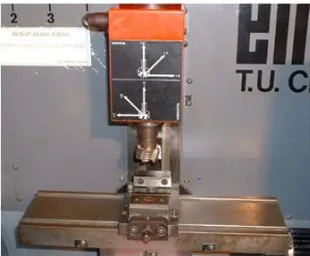
3.2.1 Alat yang Digunakan
Gambar 3.2.1.1 Mesin CNC TU-2A
2. Mesin CNC TU-3A
Gambar 3.2.1.2 Mesin CNC TU-3A
3. Jangka Sorong Digital
Jangka sorong digital digunakan untuk mengukur benda kerja sebelum dilakukan proses permesinan. Alat ini digunakan karena memiliki ketelitian yang lebih akurat dibandingkan dengan jangka sorong biasa yaitu 0.01 mm.
Gambar 3.2.1.3 Jangka Sorong Digital
4. Kunci T
Kunci T digunakan untuk mengencangkan dan mengendurkan
chuck ketika akan melepas atau memasang benda kerja.
Gambar 3.2.1.4 Kunci T
5. Ring
Ring digunakan untuk mengencangkan dan mengendurkan pencekam benda kerja pada mesin CNC TU-3A.
Gambar 3.2.1.5 Ring
6. Software Autodesk Inventor
Software Autodesk Inventor digunakan unuk memudahkan penentuan titik dalam pengkodean.
Gambar 3.2.1.6 Tampilan Software Autodesk Inventor
3.2.2 Bahan yang Digunakan
Bahan yang digunakan adalah alumunium solid berentuk silinder dengan panjang ± 150 mm dan diameter 24 mm untuk pengerjaan menggunakan
mesin CNC TU-2A. sedangkan operasi mesin CNC TU-3A menggunakan bahan alumunium solid dengan ukuran 55,39 x 53,90 mm.
3.3. Langkah Kerja
3.3.1 Mesin CNC TU-2A
1. Membuat kode pengerjaan sesuai dengan benda kerja yang akan dibuat.
2. Menggunakan software Autodesk Inventor untuk mempermudah penetuan titik.
3. Menyiapkan benda kerja dan peralatan seperti jangka sorong, mesin CNC TU-2A termasuk pahatnya, dan kunci yang dibutuhkan.
4. Menyalakan mesin CNC TU-2A.
5. Memasang benda kerja pada pencekam.
6. Memasang pahat pada rumah pahat.
7. Mengatur kecepatan spindle.
8. Menentukan titik refrensi benda kerja pada sumbu X maupun sumbu Y, dengan cara menggeser pahat secara manual hingga menyentuh permukaan benda pada sumbu X maupun Y. Setelah menyentuh tekan DEL.
9. Mengubah koordinat pada sumbu X dan sumbu Y menjadi 200, kemudian tekan H/C.
10.Masukkan kode yang telah dibuat sebelumnya.
11.Periksa ulang program dengan menekan tombol –
12.Pemeriksa pola dari benda kerja yang akan dibubut dengan penggambaran pada kertas.
13.Menekan tombol START untuk menjalankan proses pembubutan sesuai program.
14.Mematikan mesin.
15.Bersihkan benda kerja dari tatal.
16.Melepas benda kerja dari pencekam.
17.Melepaskan pahat dari rumah pahat.
18.Membersihkan tatal yang ada pada mesin CNC TU-2A.
3.3.2 Mesin CNC TU-3A
1. Membuat kode pengerjaan sesuai dengan benda kerja yang akan dibuat. Gunakan inventor untuk mempermudah mencari koordinat benda kerja yang ingin dibuat.
2. Siapkan benda kerja, jangka sorong dan mesin CNC TU-3A termasuk pahat dan segala jenis kunci yang dibutuhkan.
3. Menyalakan mesin CNC TU-3A. 4. Memasang benda kerja pada pencekam. 5. Memasang pahat pada rumah pahat. 6. Mengatur kecepatan spindle.
7. Menentukan titik refrensi pada sumbu X,Y, dan Z dengan menggeser pahat hingga menyentuh permukaan benda pada sumbu X, Y, dan Z kemudian tekan tombol DEL pada tiap sumbu.
8. Ubah koordinat sumbu X dan Y menjadi -200 dan sumbu Z menjadi 200 kemudian tekan H/C.
9. Masukkan kode yang telah disusun sebelumnya. 10. Periksa ulang program dengan menekan tombol M. 11. Tekan tombol START untuk menjalankan program. 12. Setelah selesai, matikan mesin CNC TU-3A. 13. Bersihkan benda kerja dari tatal.
14. Lepaskan benda kerja dari pencekam 15. Lepaskan pahat.
16. Bersihkan mesin CNC TU-3A dari tatal.
4
DAFTAR PUSTAKA
Anonim. Macam-macam Variansi Mesin CNC. Diakses dari http://hukama.weebly.com/sekolah.html. Diakses pada 14 November 2015 pukul 21.15.
Darmawan, Arief. 2014. Modul Praktikum Proses dan Sistem Produksi, CNC-Computer Numerically Controlled. Yogyakarta.
Taufan, Muhammad. 2011. Mesin CNC. Diakses dari http://www.rider-system.net/2011/10/mesin-cnc.html. Diakses pada 14 November 2015 pukul 13.42.
Rahadiyanta, Dwi. Materi PPM Komponen Utama Mesin CNC TU-2A.
Diakses dari http://staff.uny.ac.id/sites/default/files/pengabdian/dr-dwi-rahdiyanta-mpd/komponen-utama-mesin-cnc-tu-2a-bagian-mekanik-dan-pengendali.pdf. Diakses pada 14 November 2015 pukul 13.50.
Rahadiyanta, Dwi. Bagian-bagian Utama Mesin CNC TU-3A. Diakses dari staff.uny.ac.id. Diakses pada 15 November 2015 pukul 7.43.
Rahadiyanta, Dwi. Materi PPM Prinsip Kerja dan Komponen Utama Mesin CNC TU-2A. Diakses dari