LAPORAN AKHIR
PRAKTIKUM PROSES MANUFAKTUR
PRODUK PALU
Disusun Oleh:
Nama Anggota (NPM) : 1. Ahmad Fauzi (30410371) 2. Anak Agung T.K. (30410629) 3. Ayuningdiah R.S.K (31410263) 4. Ditya Prifiani (32410112) 5. Marshi Dwi Rahma (34410236) 6. Marulloh (34410248)
Kelas : 2ID01
Hari / Shift : Jum’at / 4 (Empat) Kelompok : 8 (Delapan)
Asisten Pembimbing : Rahmat Hermawan
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS GUNADARMA
JAKARTA
LEMBAR PENGESAHAN
Setelah diperiksa dengan seksama, laporan akhir ini telah memenuhi syarat sebagai Laporan Akhir Proses Manufaktur dengan produk palu. Sehingga dapat diajukan untuk mengikuti Ujian praktikum.
Mengetahui,
Koordinator
Laboratorium Teknik Industri Lanjut
(DR. Emirul Bahar, SSI., MT., AAAIJ)
Penanggung Jawab Asisten Pembimbing
Praktikum Proses Manufaktur Laporan Akhir Proses Manufaktur
Kata Pengantar
Puji syukur penyusun panjatkan atas kehadirat Allah SWT yang
telah memberi rahmat dan hidayah-Nya sehingga kami dapat
menyelesaikan Laporan Akhir Praktikum Proses Manufaktur. Laporan
Akhir Praktikum Proses manufaktur ini disusun guna melengkapi
sebagian syarat untuk kelulusan Praktikum Proses Manufaktur.
Penyusunan Laporan Akhir Praktikum Proses Manufaktur ini
banyak pihak yang telah membantu, sehingga dapat
menyempurnakan penyusunan laporan akhir ini. Penyusun
mengucapkan terima kasih kepada:
1. Ibu Ir. Rakhma Oktavina, MT., selaku Ketua Jurusan Teknik Industri
Fakultas Teknologi Industri, Universitas Gunadarma.
2. Bapak Ir. Asep Mohamad Noor, MT., selaku Koordinator
Laboratorium Teknik Industri Universitas Gunadarma.
3. Bapak DR. Emirul Bahar, SSI., MT., AAAIJ., selaku Kepala
Laboratorium Teknik Industri Lanjut.
4. Bapak Ir. Farry Firman Hidayat, MSIE., selaku Wali Kelas 2ID01.
5. Arip Budiman, selaku Penanggung Jawab Praktikum Proses
Manufaktur Depok.
6. Rahmat Hermawan, selaku asisten pembimbing kelompok 8
yang telah membimbing dan memberikan pengarahan selama
penyusunan Laporan Akhir Praktikum Proses Manufaktur.
7. Kedua Orang Tua yang telah memberikan doa dan dorongan
baik materil maupun moril.
8. Seluruh kakak pembimbing dan teman-teman kelas 2ID01
9. Semua pihak yang telah membantu yang tidak dapat
penyusun sebutkan satu per satu.
Penyusunan Laporan Akhir Praktikum Proses Manufaktur ini,
penyusun menyadari bahwa masih memiliki kekurangan. Kritik dan
saran diperlukan untuk membangun dalam penyempurnaan
laporan ini.
Akhir kata kami berharap semoga Laporan Akhir Praktikum
Proses Manufaktur ini dapat bermanfaat bagi penyusun pada
khususnya dan bagi pembaca pada umumnya. Mohon maaf bila
ada salah penulisan kata maupun gelar dalam Laporan Akhir
Praktikum Proses Manufaktur ini.
Jakarta, 5 Mei 2012
DAFTAR ISI
Halaman
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... x
DAFTAR LAMPIRAN ... xii
BAB I PENDAHULUAN
1.1 Latar Belakang... I-1 1.2 Perumusan Masalah ... I-2 1.3 Tujuan Umum ... I-2 1.4 Tujuan Khusus ... I-2 1.5 Sistematika Penulisan ... I-3
BAB II MESIN BUBUT
2.1 Pengertian Mesin Bubut ... II-1 2.2 Jenis-Jenis Mesin Bubut ... II-2 2.3. Bagian-Bagian dan Fungsi Mesin Bubut ... II-4 2.3.1 Kepala Tetap (Headstock) ... II-4 2.3.2 Kepala Lepas (Tailstock) ... II-5 2.3.3 Alas (Ways) ... II-5 2.3.4 Eretan (Carriage/Support) ... II-5 2.3.5 Chuck ... II-6
2.5. Cara Membubut ... II-7 2.5.1 Pembubutan Lurus ... II-8 2.5.2 Pembubutan Tirus ... II-9 2.5.3 Pembubutan Ulir ... II-11 2.5.4 Pembubut Bentuk ... II-12
2.6 Macam-Macam Pahat dan Kegunaannya ... II-12 2.7 Bentuk Pengasahan Pahat ... II-14 2.8 Kecepatan Potong ... II-15
BAB III MESIN SEKRAP
3.1 Pengertian Mesin Sekrap ... III-1 3.2 Macam-Macam Mesin Sekrap ... III-1 3.3 Ukuran-Ukuran Utama Mesin Sekrap ... III-2 3.4 Cara Kerja Mesin Sekrap ... III-2
4.1.8 Cara Kerja Kepala Pembagi ... IV-12 4.2. Mesin Bor ... IV-13 4.2.1 Jenis-Jenis Mesin Bor ... IV-14 4.2.2 Bagian-Bagian Mesin Bor ... IV-15 4.2.3 Pemegang dan Penjepit Benda Kerja ... IV-16
4.2.4 Jenis-Jenis Mata Bor ... IV-17 4.2.5 Mata Pemotong ... IV-18 4.2.6 Kecepatan Potong Pengeboran ... IV-18 4.2.7 Pemakanan Pengeboran ... IV-20
BAB V RAGAM MESIN
5.1. Mesin Potong Kayu dan Besi ... V-1 5.1.1 Cara Kerja Mesin Potong Kayu dan Besi ... V-2 5.1.2 Jenis-Jenis Mesin Potong Kayu dan Besi .... V-3
5.1.3 Bagian-Bagian Mesin Potong Kayu
dan Besi ... V-3 5.3.2 Jenis-Jenis Mesin Gerinda ... V-8
5.3.3 Bagian-Bagian Mesin Gerinda ... V-9 5.4. Mesin Serut ... V-10
5.5.1 Cara Kerja Mesin Bor Tangan ... V-14 5.5.2 Jenis-Jenis Mesin Bor Tangan ... V-15 5.5.3 Bagian-Bagian Mesin Bor Tangan ... V-16 5.6. Mesin Kompresor ... V-17 5.6.1 Cara Kerja Mesin Kompresor ... V-17
5.6.2 Jenis-Jenis Mesin Kompresor ... V-18 5.6.3 Bagian-Bagian Mesin Kompresor... V-19 5.7. Mesin Las ... V-19 5.7.1 Cara Kerja Mesin Las ... V-19 5.7.2 Jenis-Jenis Mesin Las ... V-23 5.7.3 Bagian-Bagian Mesin Las ... V-23
BAB VI PROSES KERJA
6.1. Bahan dan Alat ... VI-1
6.1.1 Bahan yang Digunakan ... VI-1 6.1.2 Alat yang Digunakan ... VI-2 6.2. Proses Kerja ... VI-3 6.2.1 Proses Kerja Pembuatan Kepala Palu ... VI-3 6.2.3 Proses Kerja Pembuatan Gagang Palu ... VI-4 6.3 Proses Penyelesaian ... VI-5 6.4 Gambar Proses Kerja ... VI-5
BAB VII KESIMPULAN DAN SARAN
7.1 Kesimpulan ... VII-1 7.2 Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
Halaman Tabel 2.1 Pembuatan Sudut Tirus ... II-9 Tabel 2.1 Pembuatan Sudut Tirus (Lanjutan) ... II-10 Tabel 2.2 Penyayatan kecepatan Potong Cs dalam
feet/menit untuk cutter HSS ... II-16 Tabel 3.1 Daftar Cutting Speed (Cs) untuk pahat HSS ... III-7 Tabel 4.1 Ukuran Tirus ... IV-16 Tabel 4.2 Sudut Mata Bor ... IV-18 Tabel 4.3 Harga Kecepatan Mata Bor dari Bahan HSS ... IV-19 Tabel 4.4 Besarnya Pemakanan Berdasarkan Diameter
DAFTAR GAMBAR
Halaman
Gambar 2.1 Hasil Bentukan Mesin Bubut ... II-2
Gambar 2.2 Bagian-bagian Mesin Bubut ... II-4
Gambar 2.3 Ukuran Mesin Bubut ... II-6
Gambar 2.4 Pemasangan Pahat Bubut ... II-7
Gambar 2.5 Pembubutan Tirus dengan Eretan Atas ... II-9
Gambar 2.6 Pembubutan Tirus dengan Tapperattach ... II-11 Gambar 2.7 Macam Bentuk Pahat Bubut ... II-13
Gambar 2.8 Pahat H.S.S ... II-14
Gambar 2.9 Pahat Carbide ... II-14 Gambar 2.10 Bentuk Pengasahan Pahat Bubut ... II-15
Gambar 3.1 Hasil-hasil Pekerjaan Sekrap ... III-1
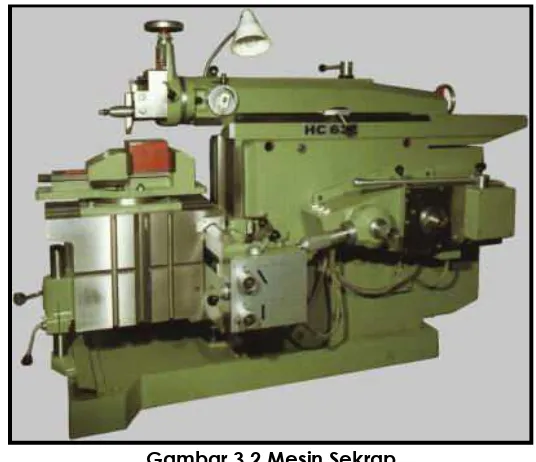
Gambar 3.2 Mesin Sekrap ... III-3
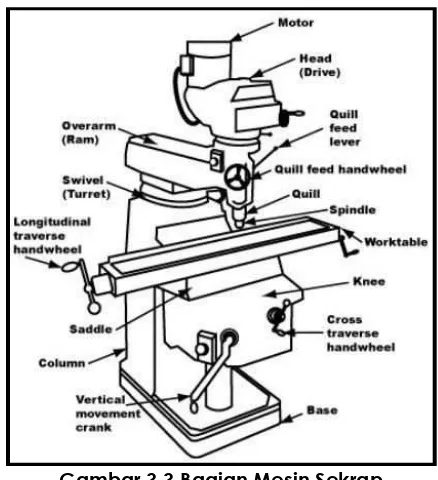
Gambar 3.3 Bagian Mesin Sekrap ... III-4
Gambar 4.1 Bentuk-Bentuk Hasil Frais ... IV-2 Gambar 4.2 Mesin Frais ... IV-3 Gambar 4.3 Pisau Silindris ... IV-4
Gambar 4.13 Mesin Bor ... IV-14
Gambar 5.1 Mesin Potong Kayu ... V-1
Gambar 5.2 Mesin Potong Besi ... V-2
Gambar 5.3 Bagian-bagian Mesin Potong ... V-4
Gambar 5.4 Mesin Jigsaw ... V-5 Gambar 5.5 Mesin Gerinda ... V-7
Gambar 5.6 Bagian-bagian Mesin Gerinda ... V-10
Gambar 5.7 Mesin Serut Kayu ... V-11
Gambar 5.8 Mesin Bor Tangan ... V-14
Gambar 5.9 Mesin Kompresor ... V-17
Gambar 5.10 Bagian-bagian Mesin Kompresor ... V-19
DAFTAR LAMPIRAN
Halaman
Photocopy KRS Aktif dan Kartu Praktikum... L1 Laporan Pendahuluan ... L2
Test Pendahuluan ... L3
Laporan Akhir Praktikum ... L4
Foto Produk Akhir ... L5
Foto mesin-mesin ... L6
Lembar Asistensi ... L7
Laporan Akhir Proses Manufaktur ATA 2011/2012
BAB I
PENDAHULUAN
1.1 Latar Belakang
Manusia dalam memenuhi kebutuhan hidupnya
menggunakan berbagai peralatan yang dapat mempermudah
pekerjaannya. Perkembangan ilmu pengetahuan dan teknologi
telah mendorong manusia dalam menciptakan berbagai
peralatan untuk bekerja. Masing-masing peralatan memiliki fungsi
dan proses pembuatan yang berbeda-beda. Proses yang
berkaitan dengan produksi peralatan-peralatan tersebut yaitu
proses manufaktur.
Proses manufaktur tidak terlepas dari mesin konvensional dan
mesin non konvensional, karena selama proses produksi menggunakan mesin-mesin tersebut. Proses belajar dari praktikum
proses manufaktur dapat memberikan wawasan dan pemahaman
mengenai proses produksi dengan menggunakan mesin-mesin
tersebut secara efektif dan efisien.
Produk yang dibuat dalam proses manufaktur kali ini adalah
palu. Palu yang dibuat memiliki bahan dasar besi sebagai kepala
palu dan alumunium sebagai gagang palu. Selama praktikum
proses manufaktur diharapkan mampu mengoperasikan
mesin-mesin yang digunakan selama produksi dan dapat
mengoptimalkan solusi dalam menghadapi hambatan-hambatan
I-2
1.2 Perumusan Masalah
Perumusan masalah berisi tentang hal-hal yang ingin
diketahui selama praktikum proses manufaktur ini. Perumusan
masalah dalam laporan akhir ini yaitu bagaimana proses
pembuatan palu yang terdiri dari kepala palu dan gagang palu
dan bagaimana pengoperasian mesin-mesin yang digunakan
selama proses pembuatan palu.
1.3 Tujuan Umum
Tujuan umum mempelajari proses manufaktur yaitu
diharapkan dapat menambah wawasan dan kemampuan dalam
mengoperasikan berbagai mesin seperti mesin bubut, mesin sekrap,
mesin milling dan drilling, serta ragam mesin seperti mesin potong
besi dan kayu, mesin jigsaw, mesin gerinda, mesin serut, mesin bor tangan, mesin kompresor, dan mesin las. Sehingga mampu
membuat produk dengan lebih efektif dan efisien.
1.4 Tujuan Khusus
Tujuan khusus dalam laporan akhir ini berguna untuk
mengetahui manfaat pembelajaran proses manufaktur secara
khusus. Tujuan khusus dalam laporan akhir proses manufaktur
adalah sebagai berikut:
1. Mengetahui bahan-bahan yang digunakan dalam pembuatan
produk palu.
2. Mengetahui proses pembuatan produk palu.
3. Mengetahui mesin-mesin yang digunakan dalam pembuatan
I-3
1.5 Sistematika Penulisan
Sistematika penulisan ditujukan untuk mempermudah
pembahasan dari setiap bagian dalam penulisan laporan akhir ini.
Penyusunan laporan terbagi menjadi tujuh bab dan diperjelas
dengan sub-sub bab. Sistematika penulisan pada laporan akhir
proses manufaktur adalah sebagai berikut:
BAB I PENDAHULUAN
Bab ini menjelaskan hal-hal yang melatarbelakangi
pentingnya mempelajari proses manufaktur dalam
kehidupan sehari-hari dan menentukan perumusan
masalah yang harus dipecahkan. Bab ini juga terdiri dari
tujuan penulisan secara umum dan khusus yang berguna
untuk mengetahui manfaat pembelajaran proses
manufaktur, serta sistematika penulisan laporan yang
menggambarkan secara jelas mengenai isi dari laporan
akhir ini.
BAB II MESIN BUBUT
Berisi landasan teori mengenai mesin bubut. Landasan teori
mesin bubut seperti bagian-bagian pada mesin bubut
beserta fungsinya, prinsip kerja mesin bubut, dan cara
pengoperasian mesin bubut.
BAB III MESIN SEKRAP
Berisi landasan teori mengenai mesin sekrap. Landasan
teori mesin sekrap seperti bagian-bagian pada mesin
sekrap beserta fungsinya, prinsip kerja mesin sekrap, dan
cara pengoperasian mesin sekrap.
BAB IV MESIN MILLING DAN DRILLING
bagian-I-4
bagian pada mesin milling dan drilling beserta fungsinya, prinsip kerja mesin milling dan drilling, dan cara pengoperasian mesin milling dan drilling.
BAB V RAGAM MESIN
Berisi landasan teori mengenai ragam mesin seperti mesin
potong besi dan kayu, mesin jig saw, mesin gerinda, mesin serut, mesin bor tangan, mesin kompresor, dan mesin las.
Bab ini menjelaskan prinsip kerja dan kegunaan
masing-masing mesin tersebut.
BAB VI PROSES KERJA
Berisi alat dan bahan yang digunakan selama proses
pembuatan produk palu, proses kerja, dan gambar
produk. Gambar tahapan proses kerja produk sesuai
dengan laporan akhir mingguan.
BAB VII KESIMPULAN DAN SARAN
Bab ini berisi tentang kesimpulan dari pengaplikasian teori
proses manufaktur dan merupakan jawaban dari tujuan
umum dan khusus penulisan laporan akhir proses
manufaktur. Saran merupakan hal yang ditujukan untuk
penulisan selanjutnya agar kesalahan dalam penulisan
Laporan Akhir Proses Manufaktur ATA 2011/2012
BAB II
MESIN BUBUT
2.1. Pengertian Mesin Bubut
Mesin bubut adalah suatu mesin perkakas yang digunakan untuk memotong benda yang diputar. Bubut sendiri merupakan suatu proses pemakanan benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan.
Prinsip kerja dari mesin bubut adalah piringan pembawa memutar roda gigi pada poros spindel yang menyebabkan benda kerja berputar. Putaran berlanjut ke roda gigi poros ulir. Oleh klem berulir, putaran poros ulir tersebut diubah menjadi gerak translasi pada eretan yang membawa pahat. Akibatnya pada benda kerja akan terjadi sayatan yang berbentuk ulir (id.wikipedia.org).
II-2
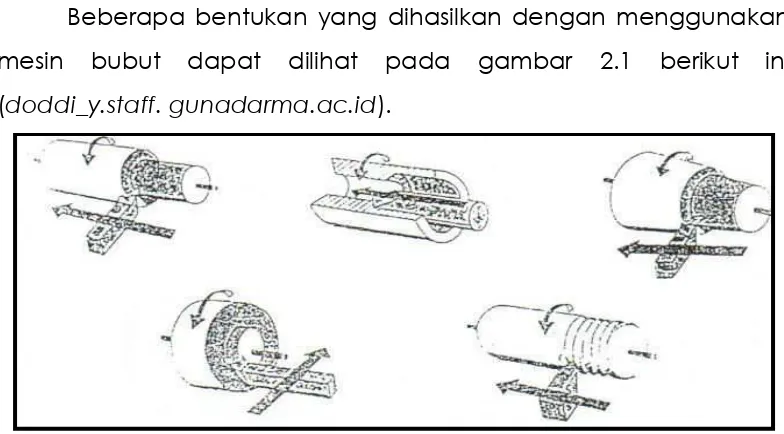
Beberapa bentukan yang dihasilkan dengan menggunakan mesin bubut dapat dilihat pada gambar 2.1 berikut ini (doddi_y.staff. gunadarma.ac.id).
Gambar 2.1 Hasil Bentukan Mesin Bubut
2.2. Jenis-Jenis Mesin Bubut
Mesin bubut memiliki banyak jenis. Menurut jenis dan fungsinya, maka mesin bubut dapat dikelompokkan menjadi (heidyolivia.wordpress.com):
a. Instrument lathe engine (mesin bubut instrumen)
Mesin bubut jenis ini biasanya digunakan untuk membuat suatu produk (benda kerja) yang kecil ukuran nya, tetapi dengan tingkat ke presisian yang tinggi dan jumlah banyak (mass product).
b. Bench engine lathe (mesin bubut meja)
Mesin bubut ini biasanya digunakan untuk membuat produk-produk yang lebih besar dibandingkan dengan produk-produk instrument lathe engine. Mesin bubut jenis ini dapat
II-3
c. Standard engine lathe (mesin bubut standar)
Mesin bubut jenis ini, selain dapat memproduksi benda kerja yang lebih besar, juga lebih panjang.
d. Gap lathe head engine (mesin bubut celah)
Mesin bubut ini selain dapat mengerjakan benda-benda kerja yang besar, juga dengan diameter yang relatif bisa, sebab bagian alas dari mesin ini, yakni yang berdekatan dengan kepala tetap, dapat dilepas-lepas dan akan menghasil kan celah, untuk kemudian akan di tempati oleh benda kerja berdiameter besar tersebut.
e. Turret lathe engine (mesin bubut urret)
Mesin bubut jenis ini mempunyai ekor putar tetap, dimana dapat di pasangkan 6 (enam) alat potong, sesuai dengan yang dibutuh kan. Benda kerja dijepit pada chuck (cekam ber rahang tiga), alat potongnya dapat di setel sedemikian rupa sesuai dengan yang di inginkan, misalnya:
- facing: membubut muka - turning: membubut rata - cutting: memotong - grooving: membuat alur
- drilling: mengebor (melubangi) - reaming: menghaluskan lubang
f. Computer numerically control lathe engine - CNC machine
(pengendalian secara numerik)
II-4
kedudukan pahat terhadap benda kerja, tebalnya penyayatan, panjang yang akan dibubut, diameter yang diinginkan, dll, maka mesin jenis ini akan bekerja secara otomatis.
2.3. Bagian-Bagian dan Fungsi Mesin Bubut
Operator tidak dapat menggunakan mesin bubut dengan baik tanpa mengetahui bagian-bagian dari mesin tersebut. Berikut merupakan gambar bagian-bagian mesin bubut (pemesinan-bubut.blogspot.com).
Gambar 2.2 Bagian-Bagian Mesin Bubut
2.3.1 Kepala Tetap (Headstock)
II-5
2.3.2 Kepala Lepas (Tailstock)
Kepala lepas (tailstock) adalah bagian dari mesin bubut yang letaknya disebelah kanan mesin dan dipasang diatas mesin. Kepala lepas dapat bergeser di sepanjang alas mesin dan berfungsi sebagai tempat (pemesinan-bubut.blogspot.com):
a. Pemicu ujung benda kerja yang dibubut, b. Kedudukan bor pada waktu mengebor, c. Kedudukan penjepit bor.
Kepala lepas terdiri atas dua bagian yaitu, alas dan ban. Kedua bagian itu diikat dengan 2 atau 3 baut ikat dan digeser apabila:
a. Kedudukan kedua senter tersebut tidak sepusat
b. Kedudukan kedua senter tidak harus sepusat misalnya untuk menghasilkan pembubutan yang tirus.
2.3.3 Alas (Ways)
Alas (ways)yang terbentuk memanjang merupakan tempat tumpuan gaya-gaya pemakanan pahat saat membubut. Fungsi utama alas sebagai berikut (pemesinan-bubut.blogspot.com). a. Tempat kedudukan kepala lepas
b. Tempat kedudukan eretan (cariage/support)
c. Tempat kedudukan penyangga diam(stendy prest)
2.3.4 Eretan (carriage/support)
Eretan (carriage/support) bergerak melalui roda yang dihubungkan roda batang gigi panjang yang dipasang dibawah alas melalui penghantar. Eretan terdiri atas tiga bagian yaitu (pemesinan-bubut.blogspot.com):
II-6
b. Eretan lintang, terletak di atas eretan alas dan memiliki kedudukan melintang terhadap alas. Eretan lintang berfungsi untuk memberikan tempat pemakanan pahat saat membubut bagian ujung pahat dengan putaran tiap pembagian ukurannya mengatur pemakanan pada bubut.
c. Eretan atas, terletak di atas eretan lintang dan diikat dengan baut menggunakan mur ikat. Eretan atas berfungsi untuk memberikan tempat pemakanan pahat saat membubut bagian ujung pahat dengan putaran tiap pembagian ukurannya mengatur pemakanan pada bubut.
2.3.5 Chuck
Chuck berfungsi sebagai pengunci benda kerja. Benda kerja
tidak akan bergerak selama benda kerja dikunci ada chuck (pemesinan-bubut.blogspot.com).
2.4 Ukuran Mesin Bubut
Setiap mesin bubut memiliki ukuran yang berbeda-beda. Adapun ukuran dari mesin bubut ditentukan sebagai berikut (doddi_y.staff.gunadarma.ac.id):
1. Panjang jarak kedua senternya dalam inchi. 2. Tinggi di ukur ujung senternya terhadap alasnya.
II-7
2.5 Cara Membubut
Operator dalam mengoperasikan mesin bubut membutuhkan pengetahuan mengenai cara umum atau prosedur umu menjalankan mesin bubut. Cara umum yang dapat dilakukan dalam membubut benda kerja sebagai berikut (heidylovia.wordpress.com).
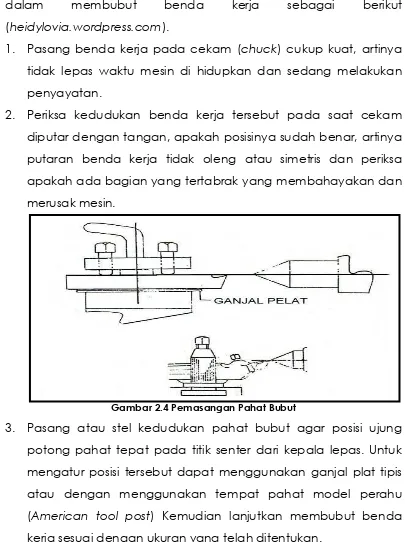
1. Pasang benda kerja pada cekam (chuck) cukup kuat, artinya tidak lepas waktu mesin di hidupkan dan sedang melakukan penyayatan.
2. Periksa kedudukan benda kerja tersebut pada saat cekam diputar dengan tangan, apakah posisinya sudah benar, artinya putaran benda kerja tidak oleng atau simetris dan periksa apakah ada bagian yang tertabrak yang membahayakan dan merusak mesin.
Gambar 2.4 Pemasangan Pahat Bubut
II-8
2.5.1 Pembubutan Lurus
Salah satu pekerjaan umum yang dapat dilakukan mesin bubut adalah membubut lurus. Adapun cara pembubutan lurus adalah sebagai berikut (hilalblog-tulisanpribadi.blogspot.com). 1. Pekerjaan membubut lurus untuk jenis pekerjaan yang
panjangnya relatif pendek, dapat dilakukan dengan pencekaman langsung.
2. Pekerjaan membubut lurus yang dituntut hasil kepusatan yang presisi, maka pembubutan harus dilakukan diantara dua senter. 3. Pekerjaan membubut lurus untuk benda yang panjang dan
berdiameter kecil maka harus diperhatikan beberapa hal berikut ini.
a. Benda kerja didukung dengan dua buah senter.
b. Gunakan penyangga, plat pembawa, dan pembawa bila benda kerjanya panjang.
c. Pahat harus setinggi center.
d. Pilih besarnya kecepatan putaran menggunakan rumus atau menggunakan tabel.
e. Setel posisi pahat menyentuh benda kerja dan seti dial ukur pada eretan melintang menunjuk posisi 0.
f. Setel posisi pahat pada batas ujung maksimum awal langkah pada dial eretan memanjang posisi 0.
g. Pengukuran sebaiknya menggunakan alat ukur mesin itu sendiri.
h. Gunakan pahat yang mempunyai sudut potong yang tepat.
II-9
2.5.2. Pembubutan Tirus
Terdapat dua macam tirus yaitu tirus luar dan dalam. Kedua tirus tersebut memiliki cara pembubutan yang sama yaitu sebagai berikut (doddi_y.staff. gunadarma.ac.id).
a. Menggunakan eretan atas, untuk tirus luar dan dalam dengan sudut yang besar, tidak dapat dilakukan dengan otomatis, dengan menggunakan rumus berikut.
Dimana : D = diameter besar d = diameter kecil
P = panjang tirus
Gambar 2.5 Pembubutan Tirus dengan Eretan Atas
Setelah diketahui tangen a, maka besarnya sudut x dilihat pada daftar berikut ini.
Tabel 2.1 Pembuatan Sudut Tirus
X Tg X Tg X Tg X Tg
1 20 5 87 9 158 13 230
2 38 6 105 10 178 14 249
3 52 7 122 11 194 15 267
4 70 8 140 12 212 16 286
Tangen a =
II-10
Tabel 2.1 Pembuatan Sudut Tirus (lanjutan)
X Tg X Tg X Tg X Tg b. Menggeser kepala lepas bagian atas secara melintang, hanya
II-11
2p d P.D
Dimana: P = Panjang seluruh kerjaan p = Panjang tirus
D = Diameter besar d = Diameter kecil
c. Menggunakan tapperattachment untuk tirus luar dan dalam dengan sudut kecil, dapat dilakukan dengan otomatis untuk menghitung besarnya sudut dengan rumus seperti cara pertama.
Gambar 2.6 Pembuatan Tirus dengan Tapperattach
2.5.3 Pembubutan Ulir
Bentuk ulir pada umumnya adalah segitiga atau V (ulir metric dengan sudut 60o dan ulir withworth 55o), segi empat dan trapesium (sudut ulir 29o). Cara membubut ulir segitiga adalah sebagai berikut (an-tika.blogspot.com) .
II-12
b. Tentukan posisi roda gigi yang sesuai dengan kisar dari ulir yang akan dibuat. Perhatikan tabel pada mesin bubut atau jika diperlukan lakukan pergantian roda gigi hingga posisi gear dan tuas-tuas pengaturnya sudah sesuai.
c. Persiapkan pahat bubut ulirnya dan lakukan pengasahan terlebih dahulu. Cara hampir sama dengan mengasah pahat bentuk muka, hanya bentuk harus sesuai dengan jenis drat yang dibuat. Ulir metrik memiliki sudut 60 derajat, sedangkan withworth 55 derajat. Bila perlu gunakan plat penyetel pahat.
d. Atur putaran spindel ke kecepatan yang sesuai dengan kondisi bahan benda kerja. Rata-rata kita pakai kecepatan 100 rpm.
2.5.4 Pembubutan Bentuk
Membubut bentuk radius, bulat atau bentuk khusus lainnya dapat dilakukan pada mesin bubut copi. Namun dapat juga bentuknya langsung mengikuti bagaimana bentuk asahan pahatnya itu sendiri, khususnya untuk bentuk-bentuk yang relatif tidak lebar (luas). Karena bidang pahat yang memotong luasannya relatif besar bila dibandingkan pembubutan normal, maka besarnya pemakanan dan kecepatan putarnyapun tidak boleh besar sehingga memperkecil terjadinya penumpulan dan
patahnya benda kerja maupun pahat
(pemesinansmkpgri1ngawi.blogspot.com).
2.6. Macam Pahat dan Kegunaannya
II-13
Gambar 2.7 Macam Bentuk Pahat Bubut dan Kegunaannya
Berdasarkan bentuknya (lihat gambar 2.7 dari kiri ke kanan): 1. Pahat sisi kanan
2. Pahat pinggul/champer kanan 3. Pahat sisi/permukaan kanan
4. Pahat sisi/permukaan kanan(lebih besar) 5. Pahat ulir segitiga kanan
6. Pahat alur
7. Pahat alur segitiga(kanan kiri) 8. Pahat ulir segitiga kiri
9. Pahat sisi kiri 10. Pahat pinggul kiri 11. Pahat alur lebar
Berdasarkan bahan pembuatnya, pahat bubut dibagi menjadi dua yaitu:
II-14
Gambar 2.8 Pahat HSS
2. Pahat carbide berfungsi untuk mengerjakan material besi cor, kuningan, bronze, baja(ST60+), dan stainless.
Gambar 2.9 Pahat Carbide
2.7 Bentuk Pengasahan Pahat
Untuk menghasilkan pembubutan yang baik dan mengatasi keausan dari mata pahat, kita harus mengetahui cara pengasahan
pahat yang ditujukkan pada gambar 2.10
II-15
Gambar 2.10 Bentuk Pengasahan Pahat Bubut
2.8 Kecepatan Potong (Cutting Speed)
Kecepatan potong adalah kemampuan alat potong menyayat bahan dengan aman menghasilkan tatal dalam satuan panjang/waktu (m/menit atau feet/menit). Putaran mesin pada waktu membubut tergantung dari diameter bahan dan kecepatan memotong, sedangkan kecepat potong tergantung dari kekerasan bahan. Untuk mengebor putaran ditentukan dari diameter bornya. Angka untuk kecepatan potong dicari dari tabel. Dengan mempergunakan rumus (doddi_y.staff.gunadarma.ac.id):
Dimana:
Cs = Kcepatan potong, dapat dilihat dalam tabel (ft/men) D = Diameter bahan dalam inchi
n = Putaran mesin (rpm)
Tabel penyayatan dapat pula dicari dengan rumus: n =
D Cs 4
T =
II-16
Kecepatan memotong juga dapat ditentukan dengan rumus:
Dimana : n = Putaran mesin (rpm)
Cs = Kecepatan potong (m/menit) D = Diameter benda kerja dalam meter
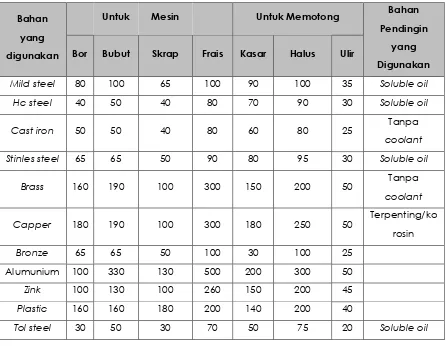
Tabel 2.2 Penyayatan kecepatan potong Cs dalam feet/menit untuk cutter H.S.S
Bahan
yang
digunakan
Laporan Akhir Proses Manufaktur ATA 2011/2012
BAB III
MESIN SEKRAP
3.1 Pengertian Mesin Sekrap
Mesin sekrap (shaping machine) adalah mesin perkakas yang
mempunyai gerak utama bolak-balik horizontal dan berfungsi untuk
merubah bentuk dan ukuran benda kerja sesuai dengan yang
dikehendaki. Pahat bekerja pada saat gerakan maju, dengan
gerakan ini dihasilkan pekerjaan, seperti:
1. Meratakan bidang: baik bidang datar, bidang tegak maupun
bidang miring.
2. Membuat alur: alur pasak, alur V, alur ekor burung.
3. Membuat bidang bersudut atau bertingkat.
4. Membentuk: yaitu mengerjakan bidang-bidang yang tidak
beraturan.
Gambar 3.1 Hasil-Hasil Pekerjaan Sekrap
3.2 Macam-Macam Mesin Sekrap
Mesin sekrap memiliki beberapa macam. Berikut ini
merupakan macam-macam mesin sekrap menurut kategorinya
III-2
1. Menurut cara kerjanya:
a. Mesin sekrap biasa, dimana pahat sekrap bergerak mundur
maju menyayat benda kerja yang terpasang pada meja
mesin.
b. Planer, dimana pahat (diam) menyayat benda kerja yang
dipasang pada meja mesin dan bergerak bolak-balik.
c. Sloting, dimana gerakan pahat adalah vertikal (naik-turun),
digunakan untuk membuat alur pasak pada roda gigi dan
pully.
2. Menurut tenaga penggeraknya:
a. Mesin sekrap engkol: gerak berputar diubah menjadi gerak
bolak-balik dengan engkol.
b. Mesin sekrap hidrolik: gerak bolak-balik lengan berasal dari
tenaga hidrolik.
3.3 Ukuran-Ukuran Utama Mesin Sekrap
Ukuran utama utama sebuah mesin sekrap ditentukan oleh
beberapa ukuran. Ukuran-ukuran tersebut yaitu (
http://bagus-
coy.blogspot.com/2010/03/pengertian-cara-kerja-mesin-sekrap.html):
1. Panjang langkah maksimum.
2. Jarak maksimum gerakan meja mesin arah mendatar.
3. Jarak maksimum gerakan meja mesin arah vertikal (naik
turunnya meja).
3.4 Cara Kerja Mesin Sekrap
Mesin sekrap memiliki gerakan berputar dari motor diubah
menjadi gerak lurus/gerak bolak-balik melalui blok geser dan
III-3
posisi dan untuk mengatur panjang langkah dengan bantuan blok
geser.
3.5 Bagian Mesin Sekrap
Mesin sekrap memiliki beberapa bagian. Berikut ini
merupakan bagian-bagian dari mesin sekrap:
1. Support/eretan tegak
2. Pelat pemegang pahat
3. Tool post/penjepit pahat
4. Ragum
5. Meja
6. Penjepit
7. Tuas kedudukan eretan
8. Tuas kedudukan langkah
9. Lengan
10. Rangka
11. Tombol On-Off
12. Tuas penjalan
13. Tuas pengtur kecepatan
14. Pengatur jarak langkah
15. Motor
16. Eksentrik penggerak
17. Eretan meja arah
18. Eretan meja arah tegak
III-4
Langkah mesin sekrap dapat diatur baik panjang langkahnya
maupun posisi langkahnya sesuai dengan panjang dan kedudukan
benda kerja. Panjang langkah dapat dibaca pada skala langkah.
Pada kedudukan engkol b tegak lurus, lengan penumbuk berada
ditengah.
Gambar 3.3 Bagian Mesin Sekrap
3.6 Mengatur Panjang dan Kedudukan Langkah
Pengaturan panjang langkah dan kedudukan langkah dapat
dilakukan dengan beberapa cara. Berikut cara mengatur panjang
langkah dan kedudukan langkah:
1. Hitung langkah yang diperlukan sesuai dengan panjang benda
kerja yaitu panjang benda kerja ditambah dengan kebebasan
langkah kemuka dan kebelakang.
Panjang langkah = L + x + ½ x
L = panjang benda kerja
X = kebebasan langkah kebelakang (1 – 12m)
III-5
2. Jalankan mesin kemudian matikan mesin pada kedudukan
pahat paling belakang.
3. Kendorkan mur pengikat tuas B kemudian aturlah panjang
langkah (memperpanjang/memperpendek). Dengan jalan
memutar tuas B dengan engkol pemutar b kekanan/kekiri.
Bacalah pada skala langkah.
4. Kendorkan tuas pengikat A.
5. Aturlah kedudukan benda kerja dengan jalan mendorong
lengan penumbuk kemuka atau kebelakang.
6. Setelah mendapatkan langkah yang dikehendaki kencangkan
kembali tuas pengikat A.
7. Jalankan mesin dan periksalah apakah panjang dan
kedudukan langkah sudah sesuai.
3.7 Kecepatan Langkah
Langkah pemakanan yaitu langkah maju pada mesin sekrap
adalah lebih lambat dari pada langkah mundur. Ini disebabkan
karena jarak yang ditempuh pena engkol pada waktu maju lebih
jauh daripada jarak yang ditempuh pada waktu mundur.
Perbandingan waktu =
adalah 3/5 menit. Besar kecepatan langkah mesin yang digunakan
pada waktu menyekrap ditentukan oleh:
a. Kekerasan pahat.
b. Kekerasan bahan yang diproses.
c. Panjang langkah mesin (panjang bahan menggunakan mesin
III-6
3.8 Sistematik Satuan Metrik
Jika panjang langkah = L mm dan banyak langkah dalam 1
. Kecepatan pemotongan atau cutting speed (Cs)
= jarak tempuh dibagi waktu.
Cs =
Cs = kecepatan potong (cutting speed) dalam m/menit.
3.9 Sistem Satuan Inchi
Jika panjang langkah L inchi dan banyak langkah dalam 1
menit = n, maka jarak yang ditempuh dalam 1 menit = n x L/12 kaki.
Kecepatan potong (heidyolivia.wordpress.com):
Cs =
Cs = kecepatan potong/cutting speed (dalam kaki/menit)
III-7
Tabel 3.1 Daftar Cutting Speed (Cs) Untuk Pahat HSS
Bahan Cs dalam m/menit
Mild steel 30
Cast iron 25
High carbon steel 16
Brass 70
Brouze 20
Laporan Akhir Proses Manufaktur ATA 2011/2012
BAB IV
MESIN MILLING DAN DRILLING
4.1. Mesin Milling/Frais
Mesin frais adalah salah satu mesin konvensional yang mampu mengerjakan penyayatan permukaan datar, sisi tegak, miring bahkan pembuatan alur dan roda gigi. Mesin perkakas ini mengerjakan atau menyelesaikan suatu benda kerja dengan mempergunakan pisau milling (cutter) sebagai pahat penyayat yang berputar pada sumbu mesin. (Drs. Daryanto, 2002)
4.1.1 Prinsip Kerja Mesin Frais
Pengerjaan yang terjadi di mesin fraishorizontal. Benda kerja dijepit di suatu ragum mesin atau peralatan khusus atau dijepit di meja mesin frais. Pemotongan dikerjakan oleh pemakanan benda kerja di bawah suatu pisau yang berputar. Pekerjaan yang terjadi mesin frais vertikal. Pergerakkan meja dan ke atas dan ke bawah dari spindel. Mesin frais vertikal dapat menghasilkan permukaan
horizontal, dengan menggunakan alat-alat pada mesin frais maka akan dihasilkan benda-benda kerja seperti pembuatan:
1. Bidang rata 2. Alur
3. Roda gigi
IV-2
Gambar 4.1 Bentuk-bentuk Hasil Frais
4.1.2 Macam-Macam Mesin Frais
Terdapat beberapa macam-macam pada mesin frais. Diantaranya adalah sebagai berikut:
1. Mesin frais vertikal, merupakan mesin frais dengan poros utama sebagai pemutar dengan pemegang alat potong dengan posisi tegak.
2. Mesin frais horizontal, merupakan mesin frais yang poros utamanya sebagai pemutar dan pemegang alat potong pada posisi mendatar.
3. Mesin universal, merupakan mesin yang pada dasarnya gabungan dari mesin frais horizontal dan mesin frais
IV-3
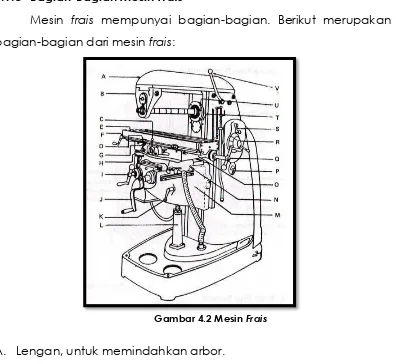
4.1.3 Bagian-Bagian Mesin Frais
Mesin frais mempunyai bagian-bagian. Berikut merupakan bagian-bagian dari mesin frais:
Gambar 4.2 Mesin Frais
A. Lengan, untuk memindahkan arbor. B. Penyokong arbor.
C. Tuas, untuk menggerakan meja secara otomatis.
D. Nok pembatas, untuk membatasi jarak gerakan otomatis.
E. Meja mesin, tempat untuk memasang benda kerja dan perlengkapan mesin.
F. Engkol, untuk menggerakan meja dalam arah memanjang. G. Tuas pengunci meja.
IV-4
L. Tabung pendukung dengan bang berulir, untuk mengatur tingginya meja.
M. Lutut, tempat untuk kedudukan alas meja. N. Tuas, untuk mengunci sadel.
O. Alas meja, tempat kedudukan untuk alas meja. P. Tuas untuk merubah kecepatan motor listrik. Q. Engkol meja.
R. Tuas untuk mengatur angka kecepatan spindle dan pisau frais. S. Tiang untuk mengatur turun-naiknya meja.
T. Spindel,untuk memutar arbour dan pisau frais. U. Tuas untuk menjalankan mesin.
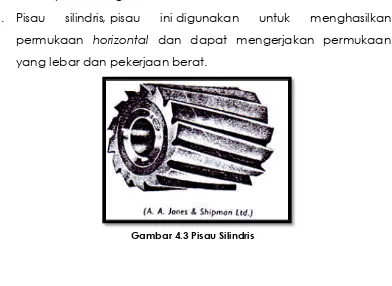
4.1.4 Macam-Macam Pisau Frais
Ada macam-macam pisau pada mesin frais. Berikut ini jenis pisau frais yaitu sebagai berikut:
1. Pisau silindris, pisau ini digunakan untuk menghasilkan permukaan horizontal dan dapat mengerjakan permukaan yang lebar dan pekerjaan berat.
IV-5
2. Pisau muka dan sisi, pisau ini memiliki gigi potong di kedua sisinya. Digunakan untuk menghasilkan celah dan ketika digunakan dalam pemasangan untuk menghasilkan permukaan rata, kotak, heksagonal, dan lain-lain. Ukuran yang besar, gigi dibuat terpisah dan dimasukkan ke dalam badan pisau. Keuntungan ini memungkinkan cutter dapat dicabut dan dipasang jika mengalami kerusakan.
Gambar 4.4 Pisau Muka dan Sisi
3. Slotting cutter, pisau ini hanya memilki gigi di bagian kelilingnya dan pisau ini digunakan untuk pemotongan celah dan alur pasak
Gambar 4.5 Slotting Cutter
IV-6
sisinya. Digunakan untuk memotong kedalaman celah dan untuk memotong panjang dari material. Ketipisan dari pisau bermacam-macam dari 1 mm – 5 mm dan ketipisan pada bagian tengah lebih tipis dari bagian tepinya. Hal ini untuk mencegah pisau dari terjepit dicelah.
Gambar 4.6 Metal Slitting Saw
5. Frais ujung, frais ujung berukuran dari berdiameter 4 mm sampai diameter 40 mm.
6. Shell end mill, kelopak frais ujung dibuat untuk disesuaikan dibor pendek yang dipasang di poros. Kelopak frais ujung lebih murah untuk diganti daripada frais ujung padat/solid.
IV-7
7. Frais muka, pisau ini dibuat untuk mengerjakan pemotongan berat dan juga digunakan untuk menghasilkan permukaan yang datar. Alat ini lebih akurat daripada cylindrical slab mill/frais slab silindris. Frais muka memiliki gigi di ujung muka dan kelilingnya. Panjang dari gigi di kelilingnya selalu kurang dari separuh diameter dari pisaunya.
Gambar 4.8 Pisau Muka
8. Tee-slot cutter, pisau ini digunakan untuk frais celah awal. Suatu celah atau alur harus dibuat pada benda kerja sebelum pisau ini digunakan.
Gambar 4.9 Tee-slot Cutter
Macam-macam proses pengefraisan, mesin frais bisa mengerjakan beberapa pekerjaan. Berikut ini pekerjaan yang dapat dikerjakan dengan mesin frais antara lain:
1. Frais permukaan. 2. Frais bertingkat. 3. Frais sudut. 4. Frais alur.
IV-8
4.1.5 Pemotongan dan Jenis Pekerjaanya
Alat pemotong mesin milling (frais), dapat juga dikelompokkan menurut bentuk nya atau juga terhadap jenis pekerjaan nya. Alat-alat potong tersebut yaitu sebagai berikut:
Gambar 4.10 Alat Pemotong Mesin Milling
1. Pemotong Frais Biasa
Pemotong biasa adalah sebuah pemotong berbentuk piringan yang gigi-giginya hanya terdapat di sekeliling piringannya. Bentuk giginya, bisa lurus maupun heliks, bila heliks biasanya akan terdapat takikan pada gigi-giginya untuk memutuskan serpihan-serpihan dan untuk memudahkan pengeluaran geram atau serpihan.
2. Pemotong Frais Samping
Pemotong ini mirip dengan pemotong datar, bedanya ada pada gigi-gigi yang hanya terdapat di samping. Pemotong jenis ini, bisa berbentuk lurus, heliks maupun zig-zag.
3. Pemotong Gergaji Pembelah Logam
IV-9
4. Pemotong Frais Sudut
Pemotong jenis ini dapat memotong sudut tunggal maupun jamak. Pemotong sudut tunggal ini mempunyai satu permukaan kerucut, sedangkan yang jamak mempunyai gigi-gigi pada dua permukaan kerucut. Jenis ini biasanya digunakan untuk memotong tanggem dan pelebar lubang (berfungsi mirip dengan reamer).
5. Pemotong Frais Bentuk
Gigi jenis pemotong ini mempunyai bentuk khusus yang dapat digunakan untuk memotong cekung, cembung, memotong roda gigi, memotong pembulatan pada sudut, dan sebagainya.
6. Pemotong Frais Ujung
Pemotong jenis ini mempunyai poros yang integral untuk menggerakkannya dan gigi-gigi terdapat di sekitar ujung kelilingnya. Pemotong frais ujung berdimensi besar, sering juga disebut frais cangkang bagian pemotongnya terpisah dan di ikatkan pada arbor batang.
Gambar 4.11 Pemotongan Frais Ujung
4.1.6 Pengelompokan Mesin Frais
IV-10
atau motor tersendiri. Cara menghantar benda kerjanya pun, bisa dilakukan secara: manual, mekanis maupun hidraulis. Namun pengelompokan mesin frais yang umum adalah berdasarkan desainnya, yaitu sebagai berikut:
1. Jenis tiang dan kerucut: e. Mesin fraispantograph.
Mesin frais datar merupakan mesin serbaguna, tetapi mesin ini juga dapat digunakan untuk produksi massal (mass product). Pemotong dipasangkan pada arbor horizontal yang ditopangkan (support) secara kaku (solid) oleh lengan yang berada di atas.
IV-11
dihantarkan ke alat pemotong yang berputar dengan kecepatan yang disesuaikan.
Mesin frais jenis bangku tetap, bangkunya terbuat dari benda cor yang kaku dan berat serta diatasnya terdapat sebuah meja kerja yang hanya memiliki gerak longitudinal. Nama-nama, seperti: simpleks, dupleks dan tripleks, menunjukkan secara ber turut-turut bahwa mesin dilengkapi dengan kepala spindel satu, dua dan tiga. Mesin ini dilengkapi dengan pengendalian secara otomatis.
Mesin pusat pemesinan, pusat pemesinan biasanya dilengkapi dengan satu atau lebih control numeric (CN) yang mempunyai permesinan serba guna (multi purpose machine). Mesin jenis ini tidak hanya mampu memfrais, tapi juga menggurdi, mengebor, meluaskan lubang, dan lain-lain. Walaupun tergantung pada mesinnya, tapi pusat pemesinan mampu melakukan starting,
stopping mesinnya, memilih dan menukar alat potong dengan cepat (sekitar 4 detik), melakukan pembentukan keliling 2D atau 3D dengan menggunakan interpolasi linier atau yang lainnya, mendudukkan setiap sumbu pada pergeseran dengan cepat (10 m/menit), menstart atau menghentikan spindel pada kecepatan dan arah putaran yang terprogram, mengarahkan meja kerja mengalirkan dan menghentikan coolant. (Drs. Daryanto, 2002)
4.1.7 Kepala Pembagi
IV-12
mempunyai beberapa bidang atau bersudut atau beralur yang beraturan, misalnya:
1. Segi banyak beraturan. 2. Batang beralur.
3. Roda gigi.
4. Roda gigi cacing.
Kepala pembagi ini berfungsi untuk membuat bagian pembagian atau mengerjakan benda kerja yang berbidang tadi dalam sekali pencekaman. Dalam pelaksanaannya, operasi tersebut diatas ada 4 cara pembagian yang merupakan tingkatan, yaitu:
1. Pembagi langsung (direct indexing). 2. Pembagi sederhana (simple indexing). 3. Pembagi sudut (angle indexing).
4. Pembagi diferensial (differensial indexing). (Drs. Daryanto, 2002)
4.1.8 Cara Kerja Kepala Pembagi
Cara kerja kepala pembagi adalah sebagai berikut pada kepala pembagi ini terpasang roda gigi cacing (worm gear) dan poros cacing (worm shaft). Apabila poros cacing diputar 1 putaran, maka roda gigi cacing akan berputar 1/40 putaran dan ada juga 1/80 putaran.
1. Roda gigi 2. Cacing
IV-13
Gambar 4.12 Bagian dari Kepala Pembagi
Mengatur pembagian-pembagian tersebut, dilengkapi dengan plat pembagi (diving plat). Memegang benda kerja dan alat-alat Bantu lainnya dilengkapi dengan chuck dan kepala lepas (tail stock). Membuat segi banyak beraturan atau membuat roda gigi, dapat menggunakan rumus sebagai berikut:
Dimana:
n = putaran poros cacing.
N = karakteristik kepala pembagi.
z = jumlah alur atau gigi yang akan dibuat.
4.2. Mesin Bor
Mesin bor adalah suatu jenis mesin gerakannya memutarkan
alat pemotong yang arah pemakanan mata bor hanya pada
sumbu mesin tersebut (pengerjaan pelubangan). Pengeboran
adalah operasi menghasilkan lubang berbentuk bulat dalam
lembaran-kerja dengan menggunakan pemotong berputar yang
disebut bor dan memiliki fungsi untuk membuat lubang, membuat lobang bertingkat, membesarkan lubang, chamfer.
IV-14
Gambar 4.13 Mesin Bor 4.2.1 Jenis-Jenis Mesin Bor
Mesin bor memiliki beberapa macam jenis. Berikut merupakan jenis-jenisnya:
1. Mesin bor meja
Mesin bor meja adalah mesin bor yang diletakkan diatas meja. Mesin ini digunakan untuk membuat lubang benda kerja dengan diameter kecil (terbatas sampai dengan diameter 16 mm). Prinsip kerja mesin bor meja adalah putaran motor listrik diteruskan ke poros mesin sehingga poros berputar. Poros berputar yang sekaligus sebagai pemegang mata bor dapat digerakkan naik turun dengan bantuan roda gigi lurus dan gigi
IV-15
2. Mesin bor lantai
Mesin bor lantai adalah mesin bor yang dipasang pada lantai. Mesin bor lantai disebut juga mesin bor kolom. Jenis lain mesin bor lantai ini adalah mesin bor yang mejanya disangga dengan batang pendukung. Mesin bor jenis ini biasanya dirancang untuk pengeboran benda-benda kerja yang besar dan berat. 3. Mesin bor radial
Mesin bor radial khusus dirancang untuk pengeboran benda-benda kerja yang besar dan berat. Mesin ini langsung dipasang pada lantai, sedangkan meja mesin telah terpasang secara permanen pada landasan atau alas mesin.
4. Mesin bor koordinat
Mesin bor koordinat pada dasarnya sama prinsipnya dengan mesin bor sebelumnya. Perbedaannya terdapat pada sistem pengaturan posisi pengeboran. Mesin bor koordinat digunakan untuk membuat atau membesarkan lubang dengan jarak titik pusat dan diameter lubang antara masing-masingnya memiliki ukuran dan ketelitian yang tinggi. Mendapatkan ukuran ketelitian yang tinggi tersebut digunakan meja kombinasi yang dapat diatur dalam arah memanjang dan arah melintang dengan bantuan sistem optik. Ketelitian dan ketepatan ukuran dengan sistem optik dapat diatur sampai mencapai toleransi 0,001 mm. (Drs. Daryanto, 2002)
4.2.2 Bagian-Bagian Mesin Bor
Mesin bor memiliki beberapa bagian. Berikut merupakan bagian-bagian dari mesin bor:
IV-16
Cekam bor digunakan untuk memegang mata bor bertangkai silindris. Biasanya cekam ini mempunyai 2 atau 3 rahang penjepit. Ukuran cekam bor ditunjukkan oleh diameter terbesar dari mata bor yang dapat dijepit.
2. Sarung Pengurung atau Sarung Tirus
Mata bor yang bertangkai tirus dapat dipegang oleh sarung pengurung yang berlubang tirus. Tangkai dan sarung berbentuk tirus, maka pada saat mata bor ditekan, ia akan saling mengunci. Lubang dan tangkai tirus dibuat menurut tirus morse, yaitu ketirusan menurut standar internasional.
Tabel 4.1 Ukuran Tirus
Morse Diameter Tirus Terbesar
Morse 1 12,20 mm Morse 2 18,00 mm Morse 3 24,10 mm Morse 4 31,60 mm
4.2.3 Pemegang dan Penjepit Benda Kerja
IV-17
2. Ragum Mesin
Benda kerja yang besar tidak dapat dipegang oleh tangan karena gaya pemotongannya semakin besar, maka digunakan ragum mesin.
3. Meja Mesin
Penjepitan benda kerja pada meja mesin umumnya dilakukan apabila benda kerja tidak mungkin dijepit oleh ragum. Teknik penjepitan benda kerja menggunakan baut pengunci T yang mana baut ini dimasukkan ke dalam alur meja mesin bor.
4. Tangan
Pemegangan benda kerja dengan tangan dapat dilakukan untuk benda kerja yang kecil dan panjang serta lubang yang dibuat tidak dalam dan berdiameter kecil.
4.2.4 Jenis-Jenis Mata Bor
Mata bor memiliki beberapa jenis. Berikut merupakan jenis dari mata bor, yaitu:
1. Mata Bor Spiral
IV-18
bram selama pengeboran. Mata potong terdiri dari dua buah bibir pemotong. Tebal bor merupakan tulang atau punggung yang berbentuk spiral, bagian ini terdapat di kedua alur pemotong. Sisi pemotong terdapat sepanjang alur pemotong dan ini dapat menentukan ukuran bor.
4.2.5 Mata Pemotong
Mata potong terdiri dari dua bagian, yaitu bibir pemotong dan sisi pemotong. Bibir pemotong mata bor terdapat dua buah yang terletak antara dua sisi pemotong yang saling berhadapan. Kedua sisi pemotongan ini diasah hingga membentuk sudut yang bervariasi sesuai dengan bahan yang di bor.
Tabel 4.2 Sudut Mata Bor Besar Sudut Bahan
500 - 800 Kuningan, Perunggu
1180 Baja, Besi Tuang, Baja Lunak, Baja Tuang
1400 Baja Keras
4.2.6 Kecepatan Potong Pengeboran
IV-19
Tabel 4.3 Harga kecepatan mata bor dari bahan HSS
Bahan Kecepatan Potong
Alumunium Campuran 60 – 100
Putaran mesin bor per menit ditentukan berdasarkan keliling mata bor dalam satuan panjang. Kecepatan potong dalam meter per menit dirubah menjadi milimeter per menit dengan perkalian 1000. Akhirnya akan diperoleh kecepatan potong pengeboran dalam harga milimeter per menit.
Jarak keliling pemotongan mata bor tergantung pada diameter mata bor. Waktu pemotongan juga menentukan kecepatan pemotongan. Jarak yang ditempuh oleh bibir pemotong mata bor harus sesuai dengan kecepatan putar mata bor. Jarak keliling bibir pemotongan mata bor (U) selama n putaran per menit dapat dihitung dengan rumus:
U = p x d x n Dimana:
U = keliling bibir potong mata bor D = Diameter mata bor
IV-20
Biasanya kecepatan potong dilambangkan dengan huruf V dalam satuan meter per menit. Jarak keliling yang ditempuh mata bor adalah sama dengan jarak atau panjangnya bram yang terpotong dalam satuan panjang per satuan waktu. Hal tersebut maka jarak keliling yang ditempuh mata potong bor (U) sama dengan panjangnya bram terpotong dalam satuan meter per menit. Kecepatan potong sama dengan jarak keliling pemotongan mata bor.
Maka:
V = U
V= p x d x n (m/menit)
4.2.7 Pemakanan Pengeboran
Pemakanan adalah jarak perpindahan mata potong bor ke dalam lubang atau benda kerja dalam satu kali putaran mata bor. Besarnya pemakanan dalam pengeboran dipilih berdasarkan jarak pergeseran mata bor dalam satu putaran, sesuai dengan yang diinginkan. Pemakanan juga tergantung pada bahan yang akan dibor, kualitas lubang yang dibuat, kekuatan mesin yang ditentukan berdasarkan diameter mata bor.
Tabel 4.4 Besarnya pemakanan berdasarkan diameter mata bor
Diameter Mata Bor
(mm) Besarnya Pemakaan Dalam Satu Kali Putaran (mm)
V-1
BAB V
RAGAM MESIN
Ragam mesin terdiri dari beberapa macam jenis mesin yang
mempunyai beberapa fungsi yang berbeda. Berikut ini akan
dibahas lebih lanjut mengenai mesin-mesin yang ada pada ragam
mesin.
5.1. Mesin Potong Kayu dan Besi
Merupakan alat potong yang biasanya untuk memotong
bahan-bahan yang terbuat dari logam atau kayu. Mesin ini memiliki
satu deretan mata potong pada kelilingnya yang masing-masing
berlaku sebagai pemotong tersendiri pada daur putaran
(http://jojoskyline.blogspot.com).
V-2
Gambar 5.2 Mesin Potong Besi
5.1.1 Cara Kerja Mesin Potong Kayu dan Besi
Mesin potong kayu dan besi mempunyai cara
pengoperasian kerja. Cara yang benar dalam pengoperasiannya
adalah sebagai berikut (http://jojoskyline.blogspot.com):
1. Letakkan benda kerja berupa papan, triplek dan sebagainya
pada penopang kayu atau besi yang kokoh dan rata.
2. Setting tingkat akurasi pemotongan dengan guide rule.
3. Pasang kabel penghubung ke stop kontak dan pastikan kabel
kondisi normal, aman, tidak melilit dan tidak ketarik.
4. Hidupkan mesin dengan menekan dan manahan tombol
trigger, jika pemotongan berlangsung lama bisa menekan
tombol lock button.
5. Arahkan mesin kedepan secara perlahan-lahan sampai benda
kerja terpotong dengan sempurna.
6. Untuk mematikan mesin, tekan tombol trigger dan lepaskan.
Berbeda halnya dengan cara pengoperasian di atas, mesin
potong juga memiliki prinsip kerja. Prinsip kerja pada mesin potong
V-3
1. Benda kerja diam dan mesin bergerak vertikal maupun
horisontal, dimana nantinya pisau pahat akan memotong
benda tersebut.
2. Bahan yang akan dipotong akan terpotong dengan mata
pisau mesin dengan melepaskan logam dalam bentuk serpihan
kecil dan sudut potong mata pisau harus tajam sehingga
dihasilkan potongan yang baik.
5.1.2 Jenis–Jenis Mesin Potong Kayu dan Besi
Mesin potong kayu dan besi memiliki beberapa jenis–jenis
mesin yang memiliki bentuk berbeda. Beberapa fungsi yang bisa
membedakan mesin tersebut antara lain:
1. Pemotong arbor adalah pemotong yang mempunyai lubang
yang dipusatkan untuk pemasangan arbor
2. Pemotong tangkai adalah pemotong jenis yang mempunyai
tangkai lurus atau tirus yang menjadi satu badan dengan
Mesin potong kayu dan besi memiliki beberapa bagian untuk
melakukan prinsip kerjanya. Bagian-bagian pada mesin potong
kayu dan besi antara lain:
1. Saklar ON/OFF
2. Motor penggerak
3. Pisau potong (jenis plat gerinda tipis untuk besi)
V-4
5. Penjepit benda kerja
Gambar 5.3 Bagian-Bagian Mesin potong
5.2. Mesin Jigsaw
Merupakan mesin perkakas yang digunakan untuk
memotong benda kerja sama halnya dengan mesin gergaji. Pada
umumnya operasi pemotongan dengan panjang terbatas. Pisau
gergaji mesin ini merupakan pisau baja bervariasi dari panjang 300
mm sampai 900 mm, dibuat dengan ketebalan 1,3 mm samapi 3,1
mm untuk pengoperasian dengan kecepatan tinggi. Prinsip kerja
mesin jigsaw yaitu Mesin yang mempunyai selang gurdi, sekrup
sayap, dan sebagainya, mesin tidak dibatasi oleh operasi
penggurdian. Mesin dihidupkan dengan menekan saklar sumber
daya listrik, mata gergaji naik turun dan bantalan benda kerja
diarahkan ke benda kerja yang akan dipotong sesuai ukuran yang
diinginkan dan menghasilkan serbuk kayu.
V-5
Gambar 5.4 Mesin Jigsaw
5.2.1 Cara Kerja Mesin Jigsaw
Mesin jigsaw mempunyai beberapa cara pengoperasian
kerja. Cara yang benar dalam pengoperasian alat kerjanya adalah
sebagai berikut:
1. Letakkan benda kerja berupa papan, triplek, besi kotak, plat
tipis pada penopang kayu atau besi yang kokoh dan rata.
2. Buka 2 plastik pelindung.
3. Pasang mata pisau sesuai dengan benda kerja yang akan
dipotong menggunakan kunci L dan kencangkan (arah mata
pisau kedepan). Pasang plastik pelindung pisau.
4. Setting tingkat akurasi pemotongan dengan guide rule (Jika
pemotongan lurus).
5. Setting kecepatan sesuai dengan ketebalan benda kerja
(normal posisi 5).
6. Pasang kabel penghubung ke stop kontak dan pastikan kabel
kondisi normal, aman, tidak melilit dan tidak ketarik.
7. Hidupkan mesin dengan menekan dan manahan tombol
trigger, jika pemotongan berlangsung lama bisa memindahkan
kearah belakang tombol lock lever.
8. Arahkan mesin ke depan secara perlahan-lahan sampai benda
V-6
9. Untuk mematikan mesin, arahkan kedepan tombol lock lever
dan lepaskan tombol.
5.2.2 Jenis–Jenis Mesin Jigsaw
Mesin jigsaw memiliki beberapa jenis mesin yang memiliki
bentuk berbeda. Jenis-jenis mesin jigsaw antara lain:
1. Mesin jigsaw ulak-alik.
2. Mesin jigsaw bulat.
3. Mesin jigsaw sabuk (belt).
5.2.3 Bagian–Bagian Mesin Jigsaw
Mesin jigsaw terdiri dari beberapa bagian yang
menyusunnya. Berikut ini merupakan bagian dari mesin jigsaw:
1. Tuas apit moncong untuk mengatur penjepit benda kerja.
2. Moncong yang dapat digeser geserkan.
3. Benda kerja yaitu logam besi.
4. Daun gergaji unuk memotong benda kerja.
5. Bingkai gergaji yaitu penahan daun gergaji.
6. Hantaran bingkai gergaji.
7. Pipa alat pendingin.
8. Perkakas angkat.
9. Tumpuan.
10. Penampang tumpuan.
11. Motor penggerak bagin ini adalah yang paling penting
dikarenakan merupakan penggerak utama pada gergaji mesin.
5.3. Mesin Gerinda
Merupakan alat penghalus atau perata permukaan dengan
V-7
Gerinda dirancang untuk menyelesaikan part dengan permukaan
silinder, datar atau penyelesaian permukaan dalam, jenis
permukaan yang akan dikerjaan sangat menentukan jenis dari
mesin gerinda yang akan digunakan. Prinsip kerja mesin gerinda
yaitu benda kerja harus digeser hampir keseluruh lebar dari roda
selama tiap putaran, dalam penyelesaian pergeseran
(http://jojoskyline.blogspot.com).
Gambar 5.5 Mesin Gerinda
5.3.1 Cara Kerja Mesin Gerinda
Mesin gerinda mempunyai cara pengoperasian kerja. Cara
yang benar dalam pengoperasian alat kerjanya adalah sebagai
berikut:
1. Posisi benda kerja bebas, tergantung tingkat kesulitan
pengerjaan.
2. Pasang kabel penghubung ke stop kontak dan pastikan kabel
kondisi normal, aman, dan tidak melilit.
V-8
4. Arahkan mesin secara perlahan-lahan dari berbagai posisi
(pertimbangkan tingkat kesulitan) secara teratur dan aman,
sampai benda kerja terlihat rata dan halus (biasanya
pengerjaan ini setelah proses pengelasan selesai).
5. Mematikan mesin, pindahkan saklar ke posisi OFF.
6. Pada sisa material yang keluar berupa tatal panas dan dapat
menyebabkan iritasi pada kulit.
5.3.2 Jenis-Jenis Mesin Gerinda
Mesin gerinda memiliki beberapa jenis–jenis mesin yang
memiliki bentuk berbeda. Beberapa fungsi yang bisa membedakan
mesin tersebut antara lain:
1. Mesin gerinda duduk ialah fungsi utama gerinda duduk adalah
untuk mengasah mata bor, tetapi dapat juga digunakan untuk
mengasah pisau lainnya, seperti mengasah pisau dapur, golok,
kampak, arit, mata bajak, dan perkakas pisau lainnya.
2. Mesin gerinda tangan merupakan mesin yang berfungsi untuk
menggerinda benda kerja. Awalnya mesin gerinda hanya
ditujukan untuk benda kerja berupa logam yang keras seperti
besi dan stainless steel.
3. Alat pemesinan yang berfungsi untuk membuat bentuk-bentuk
silindris, silindris bertingkat, dan sebagainya. Berdasarkan
konstruksi mesinnya, mesin gerinda silindris dibedakan mejadi
menjadi empat macam.
a. Gerinda silindris luar
Mesin gerinda silindris luar berfungsi untuk menggerinda
diameter luar benda. kerja yang berbentuk silindris dan tirus
V-9
Mesin gerinda silindris jenis ini berfungsi untuk menggerinda
benda-benda dengan diameter dalam yang berbentuk
silindris dan tirus.
c. Mesin gerinda luar tanpa kepala (centerless)
Mesin gerinda silindris jenis ini digunakan untuk menggerinda
diameter luar. dalam jumlah yang banyak/massal baik
panjang maupun pendek.
d. Mesin gerinda silindris universal
Sesuai namanya, mesin gerinda jenis ini mampu untuk
menggerinda bendakerja dengan diameter luar dan dalam
baik bentuk silinder.
5.3.3 Bagian-Bagian Mesin Gerinda
Mesin gerinda terdiri dari beberapa bagian yang
menyusunnya. Berikut ini merupakan bagian-bagian dari mesin
gerinda:
1. Power transmision.
2. Point of operations.
3. Pelindung yang dapat diatur.
4. Heavy wheel guard.
5. Meja benda.
6. Kepala lepas (tailstock).
7. Perlengkapan pendingin.
V-10
Gambar 5.6 Bagian-Bagian Mesin Gerinda
5.4. Mesin Serut
Merupakan mesin dengan pahat pemotong ulak-alik, yang
mengambil potongan berupa garis lurus dengan menggerakkan
benda kerja menyilang jejak dari pahat sehingga menimbulkan
permukaan yang rata, bagaimanapun juga bentuk pahatnya.
Kesempurnaan hasil tidak tergantung pada ketelitiannya. Perinsip
kerja pada mesin serut yaitu roda gigi dengan berputar cepat
termasuk rotor dan 2 mata pahat dari motor penggerak dengan
gaya inersi beberapa kali dengan satu jalur lintasan, setelah itu
pada mesin serut benda kerja digerakkan terhadap pahat yang
stasioner dengan penggerak pada meja mesin serut adalah roda
gigi atau secara hidrolis. Meja kerja pada mesin serut dikonstruksi
dengan celah T pada permukaannya untuk memberi pegangan
dan pengapitan dari suku cadang yang harus dimesin. Benda kerja
pada mesin serut umumnya dipegang dengan mengapit langsung
V-11
Gambar 5.7 Mesin Serut Kayu
5.4.1 Cara Kerja Mesin Serut
Mesin Serut mempunyai cara pengoperasian kerja. Cara
yang benar dalam pengoperasian alat kerjanya adalah sebagai
berikut:
1. Letakkan benda kerja berupa papan, triplek pada penopang
kayu / besi yang kokoh dan rata.
2. Pada akurasi pemotongan gunakan cutting line.
3. Setting kedalaman mata pisau.
4. Pasang kabel penghubung ke stop kontak dan pastikan kabel
kondisi normal, aman, tidak melilit dan tidak ketarik.
5. Hidupkan mesin dengan menekan dan manahan tombol
trigger, jika pemotongan berlangsung lama bisa menekan
tombol lock button.
6. Arahkan mesin kedepan secara perlahan-lahan sampai benda
kerja rata dan halus.
V-12
8. Pada sisa material keluar dari sebelah kanan dan menyebar,
gunakan nozzle yang panjang untuk sisa material yang lebih.
5.4.2 Jenis-Jenis Mesin Serut
Mesin Serut memiliki beberapa jenis–jenis mesin yang memiliki
bentuk berbeda. Beberapa fungsi yang bisa membedakan mesin
tersebut antara lain:
1. Mesin serut rumahan ganda
Mesin serut jenis ini terdiri darisebuah dasar yang berat dan
panjang, dengan meja yang bergerak bolak-balik. Cara
penyanggaan pahat, baik diatas maupun di samping dan cara
bagaimana mereka dapat disetel untuk pemotongan sudut.
2. Mesin serut sisi terbuka
Mesin serut ini mempunyai rumahan pada satu sisi saja. Sisi yang
terbuka memungkinkan pekerjaan pemesinan untuk benda
kerja yang besar.
3. Mesin serut jenis lorong (pit)
Mesin serut ini berbeda dengan mesin serut biasa dalam hal
bangkunya stasioner dan pahatnya digerakkan diatas benda
kerja. Dua kepala jenis ram dipasangkan pada rel silang, dan
masing-masing dilengkapi dengan pemegang pahat peti
lonceng ganda untuk penyerutan dua jalur. Kedua rumahan
pembalikan, yang menyangga rel silang, meluncur pada jalur
dan digerakkan oleh ulir dari penggerak roda cacing tertutup
pada ujung landasan.
4. Mesin serut plat atau tepi
Mesin serut ini dirancang untuk memesin tepi dari pelat baja
berat untuk bejana tekan dan pelat perisai. Pelatnya diapitkan
V-13
pemotong digerakkan mundur dan maju di sepanjang tepinya.
Mesin serut tepi umumnya menggunakan pemotong fris agar
lebih cepat dan lebih teliti.
5.4.3 Bagian-Bagian Mesin Serut
Mesin serut terdiri dari beberapa bagian yang menyusunnya.
Berikut ini merupakan bagian dari mesin serut:
1. Saklar ON/OFF.
2. Kabel dan steker listrik.
3. Tombol putar pengatur kedalaman mata pahat.
4. Belt dan tempat 2 mata pahat.
5.5. Mesin Bor Tangan
Mesin bor adalah suatu mesin perkakas yang berfungsi untuk
melubangkan permukaan benda. Mesin tersebut digerakan oleh
motor yang kerjanya memutar dan dengan gerakan berputar
maka benda akan berlubang akibat pahat yang berputar. Prinsip
kerja mesin bor yaitu mesin yang dihidupkan dengan sumber
tenaga listrik atau motor berbahan bakar, sehingga torak atau
turbin penghisap dapat digerakkan dengan bantuan belt dan
mendapatkan udara yang disimpan pada tabung udara.
Kemudian katup dibuka untuk menyalurkan udara ke selang.
V-14
Gambar 5.8 Mesin Bor Tangan
5.5.1 Cara Kerja Mesin Bor Tangan
Mesin bor tangan mempunyai cara pengoperasian kerja.
Cara yang benar dalam pengoperasian alat kerjanya adalah
sebagai berikut:
1. Posisi benda kerja bebas, tergantung tingkat kesulitan
pengerjaan.
2. Pasang mata bor sesuai dengan ukuran yang ditetapkan,
kencangkan dengan chuck key.
3. Untuk pengerjaan kayu atau besi putar knob ke posisi
pengerjaan kayu atau besi, untuk pengerjaan beton putar knob
ke posisi pengerjaan beton.
4. Pasang kabel penghubung ke stop kontak dan pastikan kabel
kondisi normal, aman, tidak melilit dan tidak ketarik.
5. Hidupkan mesin dengan menekan tombol trigger dan tekan
tombol lock jika pengerjaan yang dilakukan lama.
6. Arahkan mesin secara perlahan-lahan kebenda kerja secara