PRA RANCANGAN PABRIK
PEMBUATAN BIODIESEL DARI MIKROALGA
DENGAN KAPASITAS 2.500.000 TON / TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan
Ujian Sarjana Teknik Kimia
OLEH :
PASLIN ADRIYANTO SITUMORANG
NIM: 040405050
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan ke hadirat Tuhan Yang Maha Kuasa atas
berkat dan rahmatNya penulis dapat menyelesaikan tugas akhir ini dengan judul
Pra-Rancangan Pabrik Pembuatan Biodiesel Dari Mikroalga dengan Kapasitas 2.500.000 Ton/Tahun. Tugas Akhir ini dilakukan sebagai syarat untuk kelulusan dalam sidang sarjana di Departemen Teknik Kimia, Fakultas Teknik, Universitas
Sumatera Utara.
Selama mengerjakan Tugas Akhir ini penulis begitu banyak mendapatkan
bantuan dari berbagai pihak. Oleh karena itu, dalam kesempatan ini perkenankanlah
penulis mengucapkan terima kasih kepada:
1. Bapak Ir. M. Yusuf Ritonga, MT sebagai Dosen Pembimbing I yang telah
memberikan bimbingan selama menyelesaikan tugas akhir ini.
2. Ibu Maulida, ST, MSc sebagai Dosen Pembimbing II yang telah memberikan
bimbingan selama menyelesaikan tugas akhir ini.
3. Ibu Ir. Renita Manurung, MT sebagai Ketua Departemen Teknik Kimia, Fakultas
Teknik, Universitas Sumatera Utara.
4. Bapak Dr. Ir. Irvan, MSi sebagai Koordinator Tugas Akhir Departemen Teknik
Kimia, Fakultas Teknik, Universitas Sumatera Utara.
5. Seluruh Dosen Departemen Teknik Kimia, Fakultas Teknik, Universitas
Sumatera Utara yang telah memberikan ilmu kepada penulis selama menjalani
studi di Departemen Teknik Kimia FT USU.
6. Para pegawai administrasi Departemen Teknik Kimia yang telah memberikan
bantuan kepada penulis selama mengenyam pendidikan di Departemen Teknik
Kimia FT USU.
7. Dan yang paling istimewa Orangtua Penulis yang telah banyak mencurahkan
kasih sayang yang berlimpah kepada penulis, selalu memberikan motivasi,
dukungan, semangat serta tak henti – hentinya mendoakan penulis.
8. Teman seperjuangan Yulianti Bunga Ria sebagai partner penulis dalam
penyelesaian Tugas Akhir ini.
9. Teman-teman stambuk ‘04 tanpa terkecuali yang selalu memberikan dukungan
10.Adik-adik junior stambuk ’05, ‘06, ’07, ’08, dan ’09.
11.Seluruh pihak yang tidak dapat disebutkan satu per satu namanya yang juga turut
memberikan bantuan kepada penulis dalam menyelesaikan tugas akhir ini.
Penulis menyadari bahwa Tugas Akhir ini masih terdapat banyak kekurangan
dan ketidaksempurnaan. Oleh karena itu penulis sangat mengharapkan saran dan
kritik yang sifatnya membangun demi kesempurnaan pada penulisan berikutnya.
Semoga Tugas Akhir ini dapat bermanfaat bagi kita semua.
Medan, Mei 2010
Penulis,
Paslin Adriyanto S.
INTI SARI
Biodiesel merupakan pengolahan minyak nabati yang berasal dari mikroalga.
Biodiesel digunakan sebagai salah satu bahan bakar alternatif pengganti BBM dari
bahan bakar fosil minyak bumi. Reaksi embentukan biodiesel dari mikroalga melalui
dua tahap yaitu tahap hidrolisis dan tahap esterifikasi. Kemudian, biodiesel yang
terbentuk dibersihkan dari komponen lainnya sebelum dipasarkan.
Pabrik biodiesel direncanakan akan berproduksi dengan kapasitas 2.500.000
ton/tahun dan beroperasi selama 330 hari dalam setahun. Pabrik ini direncanakan
berlokasi di daerah Kabupaten Bengkalis, Provinsi Riau yang merupakan hilir Sungai
Rokan, dengan luas tanah yang dibutuhkan adalah 39.023 m2. Tenaga kerja yang
dibutuhkan berjumlah 120 orang dengan bentuk badan usaha Perseroan Terbatas
(PT) yang dipimpin oleh seorang direktur utama dengan struktur organisasi sistem
garis dan staf.
Hasil analisa terhadap aspek ekonomi pabrik pembuatan Biodiesel dengan
bahan baku Mikroalga adalah:
Modal Investasi : Rp 21.811.924.484.231 Biaya Produksi : Rp 10.338.429.819.989 Hasil Penjualan : Rp 17.084.282.460.000 Laba Bersih : Rp 6.152.434.697.512
Profit Margin : 31,23 %
Break Event Point : 65,01 %
Return of Investment : 21,14 %
Pay Out Time : 5,0293 tahun
Return on Network : 25,06 %
Internal Rate of Return : 30,72
Dari hasil analisa ekonomi dapat disimpulkan bahwa Pabrik Pembuatan
DAFTAR ISI
Halaman
KATA PENGANTAR ... i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... viii
DAFTAR TABEL ... ix
BAB I PENDAHULUAN ... I-1
1.1 Latar Belakang ... I-1
1.2 Perumusan Masalah ... I-2
1.3 Tujuan Pra Perancangan Pabrik ... I-3
BAB II TINJAUAN PUSTAKA ... II-1
2.1 Biodiesel ... II-1
2.2 Perkembangan Biodiesel ... II-2
2.3 Potensi Alga Menjadi Biodiesel ... II-4
2.4 Pengembangbiakan Alga Untuk Biodiesel ... II-6
2.5 Proses Pembuatan Biodiesel ... II-8
2.5.1 Esterifikasi... II-8
2.6 Seleksi Proses ... II-9
2.7 Deskripsi Proses ... II-10
2.7.1 Tahap Hidrolisis ... II-10
2.7.2 Tahap Esterifikasi I... II-10
2.7.3 Tahap Esterifikasi II ... II-10
2.8 Sifat-Sifat Bahan Baku dan Produk ... II-11
2.8.1 Slurry MIkroalga... II-11
2.8.2 Metanol (CH333OH)... II-11
2.8.3 Air (H2O) ... II-12
2.8.4 Biodiesel (Metil Ester) ... II-12
2.8.5 Gliserol ... II-13
2.8.6 Asam Sulfat ... II-13
2.9.1 Angka Cetane ... II-15
2.9.2 Viskositas ... II-16
2.9.3 Cloud Point dan Pour Point ... II-16
2.9.4 Penyimpanan dan Stabilitas ... II-18
2.9.5 Angka Iodine... II-19
2.9.6 Efek Pelumasan Mesin ... II-19
2.10 Pengaruh Komposisi Fatty Acid Metil Ester terhadap Kualitas
Biodiesel ... II-21
2.10.1 Hubungan Fatty Acid Metil EsterVs Angka Cetan... II-21
2.10.2 Hubungan Fatty Acid Metil Ester Vs Kinematik
Viscosity ... II-22
2.10.3 Hubungan Fatty Acid Metil Vs Oxidative Stability ... II-23
2.10.4 Cold Flow ... II-24
2.10.5 Angka Iodine ... II-25
BAB III NERACA MASSA ... III-1
3.1 Mixer (M-101) ... III-1
3.2 Reaktor Hidrolisa (R-100) ... III-1
3.3 Reaktor Esterifikasi I (R-101) ... III-2
3.4 Sentrifugal (C-100) ... III-2
3.5 Dekanter I (D-100)... III-3
3.6 Reaktor Final Esterifikasi (R-102) ... III-3
3.7 Tangki-Tangki Pencuci (D-100) ... III-4
3.8 Dekanter H II (D-101)... III-4
3.9 Falsh Drum (F-100) ... III-5
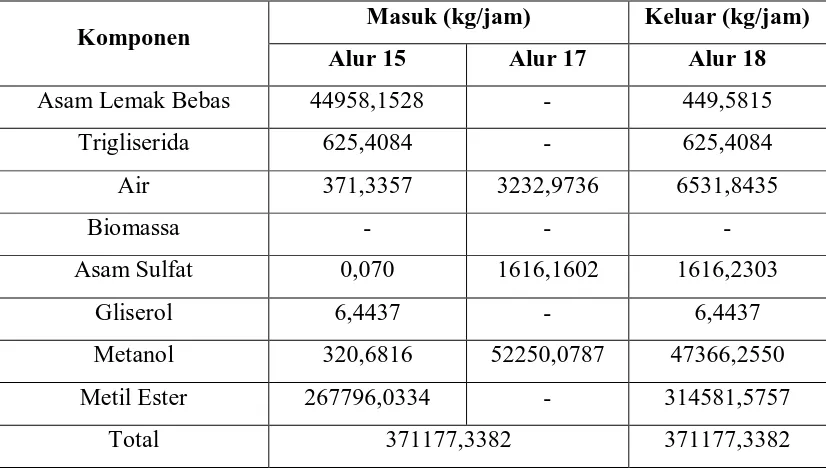
3.10 Unit Distilasi II (102) ... III-5
3.11 Mixer (M-102) ... III-6
3.12 Mixer (M-100) ... III-6
BAB IV NERACA PANAS ... IV-1
4.1 Heater 2 (E-101) ... IV-1
4.2 Reaktor Hidrolisis (R-100) ... IV-1
4.3 Heater 1 (E-100) ... IV-2
4.5 Heater (E-102) ... IV-2
4.6 Reaktor Esterifikasi 2 (R-102)... IV-3
4.7 Heater (E-103) ... IV-3
4.8 Cooler (E-201) ... IV-3
4.9 Kondensor (E-200) ... IV-3
4.10 Reboiler (E-104) ... IV-4
BAB V SPESIFIKASI PERALATAN ... V-1
5.1 Tangki Penyimpanan CH3OH (TT-100) ... V-1
5.2 Tangki Penyimpanan Slurry Mikroalga (TT-101 ... V-1
5.3 Tangki Penyimpanan Air (TT-103) ... V-2
5.4 Tangki Penyimpanan Asam Sulfat (TT-103) ... V-2
5.5 Tangki Penyimpanan Biodiesel (TT-201) ... V-3
5.6 Tangki Mixer 1(M-100) ... V-3
5.7 Tangki Mixer 2 (M-101) ... V-4
5.8 Tangki Mixer 3 (M-102) ... V-5
5.9 Heater 1 (E-100) ... V-5
5.10 Heater 2 (E-101) ... V-6
5.11 Heater 3 (E-102) ... V-6
5.12 Heater 4 (E-103) ... V-7
5.13 Cooler 1 (E-201) ... V-7
5.14 Kondensor (E-200)... V-7
5.15 Reboiler (E-104) ... V-8
5.16 Dekanter (FL-100) ... V-8
5.17 Dekanter II (FL-101) ... V-9
5.18 Reaktor Hidrolisa (R-100) ... V-9
5.19 Reaktor Esterifikasi 1 (R-101) ... V-10
5.20 Reaktor Esterifikasi 2(R-102) ... V-11
5.21 Flash Drum I (F-101) ... V-11
5.22 Ekspander 1(JE-100) ... V-12
5.23 Ekspander 2 (JE-101) ... V-12
5.24 Unit Distilasi Tray ... V-13
5.26 Pompa 1 (P-100) ... V-14
5.27 Pompa 2 (P-101) ... V-14
5.28 Pompa 3 (P-102) ... V-15
5.29 Pompa 4 (P-103) ... V-15
5.30 Pompa 5 (P-104) ... V-15
5.31 Pompa 6 (P-105) ... V-16
5.32 Pompa 7 (P-106) ... V-16
5.33 Pompa 8 (P-107) ... V-16
5.34 Pompa 9 (P-108) ... V-17
5.35 Pompa 10 (P-109) ... V-17
5.36 Pompa 11 (P-110) ... V-17
5.37 Pompa 12 (P-111) ... V-18
5.38 Pompa 13 (P-112) ... V-18
5.39 Pompa 14 (P-113) ... V-18
5.40 Pompa 15 (P-114) ... V-18
5.41 Centrifugal (C-100) ... V-19
5.42 Tangki Pencuci (M-103) ... V-19
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1
6.1 Instrumentasi ... VI-1
6.2 Keselamatan Kerja ... VI-9
6.3 Keselamatan Kerja pada Pabrik Pembuatan Biodiesel ... VI-10
6.3.1 Pencegahan Terhadap Kebakaran dan Peledakan ... VI-10
6.3.2 Peralatan Perlindungan Diri... VI-12
6.3.3 Keselamatan Kerja Terhadap Listrik ... VI-12
6.3.4 Pencegahan Terhadap Gangguan Kesehatan ... VI-13
6.3.5 Pencegahan Terhadap Bahaya Mekanis ... VI-13
BAB VII UTILITAS ... VII-1
7.1 Kebutuhan Uap (Steam) ... VII-1
7.2 Kebutuhan Air ... VII-2
7.2.1 Screening ... VII-6
7.2.2 Sedimentasi ... VII-6
7.2.4 Filtrasi ... VII-7
7.2.5 Demineralisasi ... VII-8
7.2.6 Deaerator ... VII-12
7.3 Kebutuhan Bahan Kimia ... VII-12
7.4 Kebutuhan Listrik ... VII-12
7.5 Kebutuhan Bahan Bakar ... VII-13
7.6 Unit Pengolahan Limbah ... VII-14
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
8.1 Lokasi Pabrik ... VIII-1
8.1.1 Faktor Primer/Utama ... VIII-1
8.1.2 Faktor Sekunder ... VIII-2
8.2 Tata Letak Pabrik ... VIII-6
8.3 Perincian Luas Tanah ... VIII-7
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN... IX-1
9.1 Organisasi Perusahaan ... IX-1
9.1.1 Bentuk Organisasi Garis ... IX-2
9.1.2 Bentuk Organisasi Fungsionil... IX-2
9.1.3 Bentuk Organiasi Garis dan Staf... IX-3
9.1.4 Bentuk Organisasi Fungsionil dan Staf ... IX-3
9.2 Manajemen Perusahaan ... IX-3
9.3 Bentuk Hukum Badan Usaha ... IX-4
9.4 Uraian Tugas, Wewenang, dan Tanggung Jawab ... IX-6
9.4.1 Rapat Umum Pemegang Saham (RUPS) ... IX-6
9.4.1.1 Dewan Komisaris ... IX-6
9.4.1.2 Direktur ... IX-6
9.4.1.3 Sekretaris ... IX-7
9.4.1.4 Manager R & D (Research and Development) ... IX-7
9.4.1.5 Manajer Produksi ... IX-7
9.4.1.6 Manajer Teknik ... IX-7
9.4.1.7 Manajer Umum dan Keuangan ... IX-8
9.5 Sistem Kerja ... IX-8
9.7 JAMSOSTEK dan Fasilitas Tenaga Kerja ... IX-11
9.8 Sistem Penggajian ... IX-13
BAB X ANALISIS EKONOMI ... X-1
10.1 Modal Investasi ... X-1
10.1.1 Modal Investasi Tetap (MIT)/ FixCapital Investmen(FCI) X-1
10.1.2 Modal Kerja / Working Capital (WC) ... X-3
10.1.3 Biaya Produksi Total (BPT) / Total Cost (TC) ... X-4
10.1.3.1 Biaya Tetap / Fixed Cost (FC)... X-4
10.1.3.2 Biaya Variabel / Variable Cost (VC) ... X-5
10.1.4 Biaya Variabel (Variabel Cost) ... X-5
10.2 Total Penjualan ... X-5
10.3 Bonus Perusahaan ... X-5
10.4 Perkiraan Rugi/Laba Usaha ... X-5
10.5 Analisa Aspek Ekonomi ... X-6
10.5.1 Profit Margin (PM)... X-6
10.5.2 Break Even Point (BEP) ... X-6
10.5.3 Return on Investment (ROI) ... X-7
10.5.4 Pay Out Time (POT) ... X-7
10.5.5 Return on Network (RON) ... X-8
10.5.6 Internal Rate of Return (IRR) ... X-8
BAB XI KESIMPULAN ... XI-1
DAFTAR PUSTAKA ... DP-1
LAMPIRAN A PERHITUNGAN NERACA MASSA ... LA-1
LAMPIRAN B PERHITUNGAN NERACA ENERGI ... LB-1
LAMPIRAN C PERHITUNGAN SPESIFIKASI PERALATAN ... LC-1
LAMPIRAN D PERHITUNGAN SPESIFIKASI PERALATAN UTILITAS . LD-1
DAFTAR GAMBAR
Gambar 2.1 Reaksi Esterifikasi Dengan Katalis Asam ... II-8
Gambar 2.2 Struktur Konjugasi Asam Lemak Bebas ... II-8
Gambar 2.3 Asam Lemak Bebas Beresonasi Hibrid ... II-9
Gambar 2.4 Mekanisme Reaksi Esterifikasi ... II-9
Gambar 2.5 Grafik Hubungan Fatty Acid Metil Ester VS Angka Cetana II-21
Gambar 2.6 Grafik Hubungan Fatty Acid Metil Esster VS Kinematika
Viscosity ... II-22
Gambar 2.7 Grafik Hubungan Fatty Acid Metil Ester VS Oxidative
Stability ... II-23
Gambar 2.8 Grafik Hubungan Fatty Acid Metil Ester VS Melting Point . II-24
Gambar 2.9 Grafik Distribusi Fatty acid pada sampel Bahan Bakar
Nabati ... II-26
Gambar 2.10 Grafik Distribusi Angka Iodin pada Sampel Bahan Bakar
Nabati ... II-27
Gambar 6.1 Diagram Balok Sistem Pengendali Feed Back ... VI-4
Gambar 6.2 Sebuah Loop Pengendalian ... VI-6
Gambar 6.3 Instrumentasi pada alat... VI-8
Gambar 8.1 Tata Letak Pra Rancangan Pabrik Pembuatan Biodisel ... VI-9
Gambar 9.1 Bagan Struktur Organisasi Perusahaan Pabrik Pembuatan
DAFTAR TABEL
Tabel 1.1 Kebutuhan Tiap Tahun dan Proyeksi Kebutuhan Biodiesel ... I-2
Tabel 2.1 Produksi Biodiesel di Beberapa Negara Eropa (dalam 1.000
ton) ... II-3
Tabel 2.2 Komposisi Kimia Alga dalam Zat Kering ... II-5
Tabel 2.3 Spesifikasi Standard Biodiesel ... II-4
Tabel 2.4 Properties Sampel Bahan Bakar Nabati ... II-26
Tabel 3.1 Neraca Massa Mixer (M-101) ... III-1
Tabel 3.2 Neraca Massa Reaktor Hidrolisa (R-100) ... III-1
Tabel 3.3 Neraca Massa Reaktor Esterifikasi I (R-101) ... III-2
Tabel 3.4 Neraca Massa Sentrifugal (C-100) ... III-2
Tabel 3.5 Neraca Massa Dekanter I (FL-100) ... III-3
Tabel 3.6 Neraca Massa Reaktor Final Esterifikasi (R-102) ... III-3
Tabel 3.7 Neraca MassaTangki Pencuci (M-103) ... III-4
Tabel 3.8 Neraca Massa Dekanter II (FL-101) ... III-4
Tabel 3.9 Neraca Massa Flash Drum (F-100)... III-5
Tabel 3.10 Neraca Unit Distilasi (T-100) ... III-5
Tabel 3.11 Neraca Massa Mixer (M-102) ... III-6
Tabel 3.12 Neraca Massa Mixer (M-100) ... III-6
Tabel 4.1 Neraca Panas Heater 2 (E-101) ... IV-1
Tabel 4.2 Neraca Panas Heater Hidrolisis (R-100) ... IV-1
Tabel 4.3 Neraca Panas Heater 1 (E-100) ... IV-2
Tabel 4.4 Neraca Panas Reaktor Esterifikasi I (R-101) ... IV-2
Tabel 4.5 Neraca Panas Heater 3 (E-102) ... IV-2
Tabel 4.6 Neraca Panas Reaktor Esterifikasi 2 (R-102) ... IV-3
Tabel 4.7 Neraca Panas Heater 4 (E-103) ... IV-3
Tabel 4.8 Neraca Panas Cooler (E-201) ... IV-3
Tabel 4.8 Neraca Panas Kondensor (E-200) ... IV-3
Tabel 4.9 Neraca Panas Reboiler (E-104) ... IV-4
Tabel 6.1 Daftar Instrumentasi Pada Pra Rancangan Pabrik Pembuatan
Tabel 6.2 Metode Pencegahan dan Pertama Jika Terkena Bahan Kimia ... VI-14
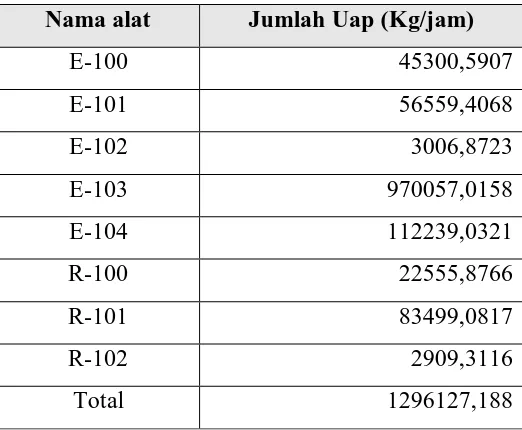
Tabel 7.1 Kebutuhan Uap Sebagai Media Pemanas ... VII-1
Tabel 7.2 Kebutuhan Air Prndingin Pada Alat ... VII-2
Tabel 7.3 Pemakaian air Untuk Kebutuhan Domestik ... VII-4
Tabel 7.4 Kualitas Air Sungai Rokan, Riau ... VII-5
Tabel 8.1 Perincian Luas Tanah ... VIII-7
Tabel 9.1 Jadwal Kerja Karyawan Shift ... IX-9
Tabel 9.2 Jumlah Karyawan dan Kualifikasinya ... IX-13
INTI SARI
Biodiesel merupakan pengolahan minyak nabati yang berasal dari mikroalga.
Biodiesel digunakan sebagai salah satu bahan bakar alternatif pengganti BBM dari
bahan bakar fosil minyak bumi. Reaksi embentukan biodiesel dari mikroalga melalui
dua tahap yaitu tahap hidrolisis dan tahap esterifikasi. Kemudian, biodiesel yang
terbentuk dibersihkan dari komponen lainnya sebelum dipasarkan.
Pabrik biodiesel direncanakan akan berproduksi dengan kapasitas 2.500.000
ton/tahun dan beroperasi selama 330 hari dalam setahun. Pabrik ini direncanakan
berlokasi di daerah Kabupaten Bengkalis, Provinsi Riau yang merupakan hilir Sungai
Rokan, dengan luas tanah yang dibutuhkan adalah 39.023 m2. Tenaga kerja yang
dibutuhkan berjumlah 120 orang dengan bentuk badan usaha Perseroan Terbatas
(PT) yang dipimpin oleh seorang direktur utama dengan struktur organisasi sistem
garis dan staf.
Hasil analisa terhadap aspek ekonomi pabrik pembuatan Biodiesel dengan
bahan baku Mikroalga adalah:
Modal Investasi : Rp 21.811.924.484.231 Biaya Produksi : Rp 10.338.429.819.989 Hasil Penjualan : Rp 17.084.282.460.000 Laba Bersih : Rp 6.152.434.697.512
Profit Margin : 31,23 %
Break Event Point : 65,01 %
Return of Investment : 21,14 %
Pay Out Time : 5,0293 tahun
Return on Network : 25,06 %
Internal Rate of Return : 30,72
Dari hasil analisa ekonomi dapat disimpulkan bahwa Pabrik Pembuatan
BAB I
PENDAHULUAN
1.1 Latar Belakang
Hingga saat ini Indonesia masih sangat bergantung pada bahan bakar berbasis
fosil sebagai sumber energi. Data yang didapat dari Departemen Energi dan Sumber
Daya Mineral menunjukkan bahwa dengan persediaan minyak mentah di Indonesia
yaitu sekitar 9 milyar barrel dan dengan laju produksi rata-rata 500 juta barrel per
tahun, persediaan tersebut akan habis dalam 18 tahun. Untuk mengurangi
ketergantungan terhadap minyak bumi dan memenuhi persyaratan lingkungan global,
satu-satunya cara adalah dengan pengembangan bahan bakar alternatif ramah
lingkungan.
Pemilihan biodiesel sebagai bahan bakar alternatif berbasis pada ketersediaan
bahan baku. Minyak rapeseed adalah bahan baku untuk biodiesel di Jerman dan
kedelai adalah bahan baku biodiesel di Amerika. Sedangkan bahan baku yang
digunakan di Indonesia adalah minyak kelapa sawit atau crude palm oil (CPO).
Bahan baku biodiesel diatas belum kompetitif dan efisien bila di diproduksi menjadi
biodiesel.
Mikroalga sebagai bahan baku biodiesel lebih kompetitif dan efisien
dibandingkan dengan bahan baku lainnya diatas. Sebagai perbandingan, mikroalga
(mengandung 30 persen minyak) seluas 1 hektar dapat menghasilkan biodiesel
58.700 liter per tahun sedangkan kelapa sawit menghasilkan 5.900 liter biodiesel per
tahun. Mikroalga juga bukan merupakan bahan konsumsi pokok harian dan
budidayanya tidak memerlukan waktu yang lama. Selain itu, Indonesia berpotensi
menjadi produsen terbesar alga di dunia.
(Sumber : Potensi Pengembangan Biodiesel Di Indonesia, Majari Magazine)
Kebutuhan biodiesel indonesia terus meningkat tiap tahunnya. Peningkatan
kebutuhan biodiesel Indonesia tiap tahun dan proyeksi kebutuhan biodiesel indonesia
Tabel 1.1 Kebutuhan Tiap Tahun dan Proyeksi Kebutuhan Biodiesel No. Tahun Kebutuhan Biodiesel (juta kiloliter)
1 2005 0
2 2006 0,22
3 2007 0,88
4 2008 1,06
5 2009 1,25
6 2010 1,44
7 2011 1,63
8 2012 1,82
9 201 2,01
10 2014 2,20
(Sumber : Handbook Of Energy and Economic Statistis Of Indonesia, ESDM, 2007,
diolah)
Oleh karena itu, pembangunan industri biodiesel berbahan baku mikroalga
sangat cocok dan ideal bila didirikan di Indonesia dalam memenuhi permintaan
dalam negeri dan permintaan dunia akan biodiesel.
1.2 Perumusan Masalah
Industri biodiesel dari dalam negeri diperkirakan tidak bisa berkembang
karena harga bahan baku yaitu CPO dipasar internasional meningkat drastis sehingga
produksi biodiesel berbahan baku CPO tidak ekonomis. Sehingga Indonesia tidak
mampu memenuhi permintaan biodiesel dalam negeri dan permintaan dunia yang
terus meningkat. Akibatnya, biodiesel yang merupakan bahan baku alternatif yang
ramah lingkungan tidak berkembang sehingga Indonesia dan dunia masih harus
bergantung pada bahan bakar bumi sebagai penghasil energi. Maka salah satu cara
untuk mengatasi hal tersebut adalah dengan mendirikan pabrik biodiesel di Indonesia
1.3 Tujuan Pra Rancangan Pabrik
Tujuan dari Pra Rancangan Pabrik Pembuatan Biodiesel dari mikroalga
adalah :
1. Untuk menerapkan pengetahuan ilmu teknik kimia yang telah diterima di
Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara,
khususnya dimensi alat, desain proses, dan kelayakan ekonomi
2. Untuk membuat biodiesel dari mikroalga sehingga diharapkan dengan
dibangunnya pabrik biodiesel dari mikroalga ini akan dapat memenuhi kebutuhan
dalam negeri dan meningkatkan ekspor biodiesel sehingga dapat meningkatkan
devisa negara.
3. Untuk menciptakan lapangan kerja baru sehingga dapat meningkatkan
BAB II
TINJAUAN PUSTAKA
2.1 Biodiesel
Salah satu hasil pengolahan minyak nabati yang merupakan bahan bakar
alternatif adalah biodiesel. Biodiesel digunakan sebagai bahan bakar alternatif
pengganti BBM untuk motor diesel. Biodiesel dapat diaplikasikan baik jumlah 100%
(B100) atau campuran dengan minyak solar pada tingkat konsentrasi tertentu (Bxx),
seperti 10% biodiesel dicampur dengan 90% solar yang dikenal dengan nama B10.
Dibandingkan dengan solar, biodiesel memiliki kelebihan diantaranya (Hambali,
2007) :
1. Bahan bakar ramah lingkungan karena menghasilkan emisi yang jauh lebih
baik (free sulphur, smoke number rendah)
2. Cetane number lebih tinggi sehingga efisiensi pembakaran lebih baik
dibandingkan dengan minyak kasar
3. Memiliki sifat pelumasan terhadap piston mesin
4. Dapat terurai (biodegradable)
5. Merupakan renewable energy karena terbuat dari bahan alam yang dapat
diperbaharui
6. Meningkatkan independensi suplai bahan bakar karena dapat diproduksi
secara lokal
Menurut Syah (2006), karakteristik emisi pembakaran biodiesel dibandingkan
dengan solar adalah sebagai berikut :
1. Emisi karbon dioksida (CO2) netto berkurang 100%
2. Emisi sulfur dioksida berkurang 100%
3. Emisi debu berkurang 40-60%
4. Emisi karbon monoksida (CO) berkurang 10-50%
5. Emisi hidrokarbon berkurang 10-50%
6. Hidrokarbon aromatik polisiklik (PAH = polycyclic aromatic hydrocarbon)
berkurang, terutama PAH beracun seperti : phenanthren berkurang 98%,
benzofloroanthen berkurang 56%, benzapyren berkurang 71%, serta aldehida
2.2 Perkembangan Biodiesel
Pembuatan biodiesel pertama kali dilakukan di Austria pada tahun 1981
dalam skala uji coba menggunakan bahan baku biji rapeseed (Brassica napus). Uji
coba kemudian dilanjutkan selama 7 tahun, yaitu sampai tahun 1988. Setelah itu,
dibuat pabrik skala pilot dengan kapasitas 1000 ton per tahun dengan luas areal 1000
hektar. Selanjutnya langkah Austria diikuti oleh negara-negara tetangganya yaitu
Jerman, Prancis, Italia, dan Norwegia yang menggunakan bahan baku rapeseed
(Sudradjat, 2006).
Pada tahun 2006, telah ada sekitar 85 pabrik biodiesel dengan kapasitas
500-120.000 ton per tahun. Dalam dekade 7 tahun terakhir, 28 negara telah melakukan uji
coba pengolahan biodiesel dan 21 negara kemudian memproduksinya. Pada tahun
1998, produksi biodiesel di seluruh dunia mencapai 741.000 ton per tahun.
Kemudian pada tahun 2005 biodiesel telah merebut 5% pangsa pasar ADO
(Automotive Diesel Oil) di Eropa, sedangkan target Uni Eropa adalah merebut
pangsa pasar 12% pada tahun 2010 (Susilo, 2006).
Adapun beberapa nama dagang biodiesel umumnya disesuaikan dengan nama
bahan bakunya, yaitu (Sudradjat, 2006) :
1. SME (Soybean Methyl Ester) adalah biodiesel produk Amerika dari kacang
kedelai atau FAME (Fatty Acid Methyl Ester) yaitu biodiesel dari minyak
goreng bekas.
2. RME (Rapeceed Methyl Ester) adalah biodiesel produk Eropa dari minyak
Canola.
3. CME (Coco Methyl Ester) adalah biodiesel produk Filipina dari minyak
kelapa.
4. POME (Palm Oil Methyl Ester) adalah biodiesel produk Malaysia dari
minyak kelapa sawit.
Sekarang biodiesel sudah banyak dikenal bahkan digunakan secara komersial
khususnya di negara-negara bukan anggota OPEC seperti Jerman, Prancis, Italia,
Austria, Spanyol, Denmark dan Inggris. Tabel 2.1 menunjukkan produksi biodiesel
Tabel 2.1 Produksi Biodiesel di Beberapa Negara Eropa (dalam 1.000 ton)
Negara Tahun
2002 2003 2004 2005
Jerman Prancis Italia Austria Spanyol Denmark Inggris 450 366 210 25 - 10 3 715 357 273 32 9 41 9 1.088 502 419 100 70 44 15 1.900-2.100 600-800 500-550 150 70-80 30-40 250
(Sumber : Harian Kompas, 2005 dalam Susilo, 2006)
Di Indonesia sendiri, PT Pertamina (Persero) sejak 20 Mei 2006 telah
menjual biodiesel dengan nama produk Biosolar di Stasiun Pengisian Bahan Bakar
Umum (SPBU). Awalnya, biosolar hanya tersedia di tempat SPBU di Jakarta dengan
volume 10.000 liter per SPBU. Hingga September 2006, adapun industri biodiesel
yang telah ada di Indonesia yaitu (PT Rekayasa Industri, 2006) :
1. ITB membuat unit pembuatan biodiesel dengan kapasitas 500 liter/hari
2. PT Trancon Industri mem uat unit dengan kapasitas 500 liter/hari
3. PT Pindad membuat unit dengan kapasitas 500 liter/hari
4. PT Energi Alternatif Indonesia membuat unit dengan kapasitas 1500 liter/hari
5. BPPT membuat pabrik dengan kapasitas 3 ton/hari
6. PT Ganesha Energy memproduksi biodiesl dengan kapasitas 6000 ton/tahun
di Adolina, Medan
7. PT Eterindo Wahanatama Tbk memproduksi biodiesel dengan kapasitas
100.000 ton/tahun dari 2 pabrik di Gresik dan Cikupa
8. PT Sumi Asih memproduksi biodiesel dengan kapasitas 36.000 ton/tahun di
2.3 Potensi Alga Menjadi Biodiesel
Alga adalah salah satu organisme yang dapat tumbuh pada rentang kondisi
yang luas di permukaan bumi. Alga biasanya ditemukan pada tempat-tempat
yang lembab atau benda-benda yang sering terkena air dan banyak hidup
pada lingkungan berair di permukaan bumi. Alga dapat hidup hampir di
semua tempat yang memiliki cukup sinar matahari, air dan
karbon-dioksida.
Secara teoritis, produksi biodiesel dari alga dapat menjadi solusi yang
realistik untuk mengganti solar. Hal ini karena tidak ada feedstock lain yang cukup
memiliki banyak minyak sehingga mampu digunakan untuk memproduksi minyak
dalam volume yang besar. Tumbuhan seperti kelapa sawit dan kacang-kacangan
membutuhkan lahan yang sangat luas untuk dapat menghasilkan minyak supaya
dapat mengganti kebutuhan solar dalam suatu negara. Hal ini tidak realistik dan akan
mengalami kendala apabila diimplementasikan pada negara dengan luas
wilayah yang kecil.
Berdasarkan perhitungan, pengolahan alga pada lahan seluas 10 juta acre
(1 acre = 0.4646 ha) mampu menghasilkan biodiesel yang akan dapat
mengganti seluruh kebutuhan solar di Amerika Serikat (Oilgae.com,
26/12/2006). Luas lahan ini hanya 1% dari total lahan yang sekarang
digunakan untuk lahan pertanian dan padang rumput (sekitar 1 milliar
acre). Diperkirakan alga mampu menghasilkan minyak 200 kali lebih
banyak dibandingkan dengan tumbuhan penghasil minyak (kelapa sawit,
jarak pagar, dll) pada kondisi terbaiknya.
Semua jenis alga memiliki komposisi kimia sel yang terdiri dari protein,
karbohidrat, lemak (fatty acids) dan nucleic acids. Presentase keempat komponen
tersebut bervariasi tergantung jenis alga. Ada jenis alga yang memiliki komponen
fatty acids lebih dari 40%. Dari komponen fatty acids
inilah yang akan diekstraksi dan diubah menjadi biodiesel. Dapat
Table 2.2 Komposisi Kimia Alga dalam Zat Kering (%)
Komposisi Kimia Protein Karbohidrat Lemak Nucleic Acid
Scenedesmus obliquus 50-56 10-17 12-14 3-6
Scenedesmus quadricauda 47 - 1.9 -
Scenedesmus dimorphus 8-18 21-52 16-40 -
Chlamydomonas rheinhardii 48 17 21 -
Chlorella vulgaris 51-58 12-17 14-22 4-5
Chlorella pyrenoidosa 57 26 2 -
Spirogyra sp. 6-20 33-64 11-21 -
Dunaliella bioculata 49 4 8 -
Dunaliella salina 57 32 6 -
Euglena gracilis 39-61 14-18 14-20 -
Prymnesium parvum 28-45 25-33 22-38 1-2
Tetraselmis maculata 52 15 3 -
Porphyridium cruentum 28-39 40-57 9-14 -
Spirulina platensis 46-63 8-14 4–9 2-5
Spirulina maxima 60-71 13-16 6-7 3-4.5
Synechoccus sp. 63 15 11 5
Anabaena cylindrica 43-56 25-30 4-7 -
(Sumber: Becker, 1994)
Biodiesel dari alga hampir mirip dengan biodiesel
yang diproduksi dari tumbuhan penghasil minyak (jarak pagar, sawit,
dll) sebab semua biodiesel diproduksi menggunakan triglycerides (biasa disebut
lemak) dari minyak nabati/alga. Alga memproduksi banyak polyunsaturates, dimana
semakin tinggi kandungan lemak asam polyunsaturates akan mengurangi kestabilan
biodiesel yang dihasilkan. Di lain pihak, polyunsaturates memiliki titik cair yang
lebih rendah dibandingkan monounsaturates sehingga biodiesel alga akan lebih baik
temperatur yang dingin sehingga biodiesel alga mungkin akan dapat
mengatasi masalah ini.
2.4 Pengembangbiakan Alga Untuk Biodiesel
Sama seperti tumbuhan lainnya, alga juga memerlukan tiga komponen
penting untuk tumbuh, yaitu sinar matahari, karbon dioksida dan air.
Alga menggunakan sinar matahari untuk menjalankan proses fotosintesis.
Fotosintesis merupakan proses biokimia penting pada tumbuhan, alga, dan
beberapa bakteri untuk mengubah energi matahari menjadi energi kimia.
Energi kimia ini akan digunakan untuk menjalankan reaksi kimia,
misalnya pembentukan senyawa gula, fiksasi nitrogen menjadi asam amino,
dll. Alga menangkap energi dari sinar matahari selama proses
fotosintesis dan menggunakaannya untuk mengubah substansi inorganik
menjadi senyawa gula sederhana.
Penanaman alga untuk menghasilkan biodiesel mungkin akan sedikit lebih
sulit karena alga membutuhkan perawatan yang sangat baik dan mudah
terkontaminasi oleh spesies lain yang tidak diinginkan.
Alga dapat ditanam di kolam terbuka dan danau. Penggunaan sistem
terbuka ini dapat membuat alga mudah diserang oleh kontaminasi spesies
alga lain dan bakteri. Akan tetapi, saat ini telah berhasil
dikembangkan beberapa spesies alga yang mampu ditanam pada lahan
terbuka dan meminimalisir adanya kontaminasi spesies lain. Misalnya
penanaman spirulina
(salah satu jenis alga) pada suatu kolam terbuka dapat menghilangkan
kemungkinan kontaminasi spesies lain secara luas karena spirulina
bersifat agresif dan tumbuh pada lingkungan dengan pH yang sangat
tinggi. Sistem terbuka juga memiliki sistem kontrol yang lemah,
misalnya dalam mengatur temperatur air, konsentrasi karbon dioksida
& kondisi pencahayaan. Sedangkan keuntungan penggunaan sistem
terbuka adalah metode ini merupakan cara yang murah untuk memproduksi
Kolam tempat pembudidayaan alga biasanya disebut “kolam sirkuit”. Dalam
kolam ini, alga, air dan nutrisi disebarkan dalam kolam yang berbentuk
seperti sirkuit. Aliran air dalam kolam sirkuit dibuat dengan pompa
air. Kolam biasanya dibuat dangkal supaya alga tetap dapat memperoleh
sinar matahari karena sinar matahari hanya dapat masuk pada kedalaman
air yang terbatas.
Alternatif lain cara pembudidayaan alga adalah dengan menanamnya pada
struktur tertutup yang disebut photobioreactor, dimana kondisi lingkungan akan
lebih terkontrol dibandingkan kolam terbuka. Sebuah photobioreactor adalah sebuah
bioreactor dengan beberapa tipe sumber cahaya, seperti sinar matahari, lampu
fluorescent, led. Quasi-closed systems (sebuah kolam yang ditutupi dengan bahan
transparan (greenhouse) di semua bagian) dapat digolongkan sebagai
photobioreactor. Photobioreactor
juga memungkinkan dilakukannya peningkatan konsentrasi karbon dioksida
di dalam sistem sehingga akan mempercepat pertumbuhan alga. Meskipun
biaya investasi awal dan biaya operasional dari sebuah photobioreactor akan lebih
tinggi dibandingkan kolam terbuka, akan tetapi efisiensi dan kemampuan
menghasilkan minyak dari photobioreactor
akan lebih tinggi dibandingkan dengan kolam terbuka. Hal ini akan
membuat pengembalian biaya modal dan biaya operasional dengan cepat.
(Thomas, membuat biodiesel dari tumbuhan alga, www.kamase.com)
2.2.1 Esterifikasi
Esterifikasi dalam pengertian sederhana berarti pembentukan ester dari asam organik. Ester merupakan senyawa hidrokarbon yang tersusun atas dua molekul alkil yang terikat pada gugus karboksil. Ester dapat dibentuk dari reaksi antara asam lemak bebas dengan metanol, namun reaksinya akan berjalan sangat lambat sehingga diperlukan suatu katalis untuk mempercepat reaksinya. Katalis yang biasa dipakai adalah suatu asam anorganik seperti HCl atau H2SO4.
Reaksi kimia yang terjadi adalah:
Asam Lemak Bebas + Metanol Ester + Air
Gambar 2.1 Reaksi Esterifikasi Dengan Katalis Asam
Hasil dari ester ini dapat bertambah dengan cara menggunakan salah satu
pereaksi secara berlebih. Pertambahan hasil juga dipengaruhi oleh dehidrasi artinya
menarik air yang terbentuk sebagai hasil samping reaksi. Air dapat dipisahkan
dengan cara menambahkan pelarut yang bersifat non polar seperti misalnya benzene
dan kloroform sehingga ester yang terbentuk akan segera terikat pada pelarut yang
digunakan. Asam an organik yang digunakan sebagai katalis akan menyebabkan
asam lemak bebas mengalami konyugasi sehingga asam konyugat dari asam lemak
bebas tersebutlah yang akan berperan sebagai substrat. Struktur konyugasi asam
lemak bebas adalah sebagai berikut:
O
R – C – O+ - H
H
+ OH
R – C – O - H
Gambar 2.2 Struktur Konjugasi Asam Lemak Bebas
Asam lemak bebas akan beresonasi hibrid:
O O- OH
R – C – O - H R – C O+ – H R – C O+ – H (HCl/H2SO4)
Gambar 2.3 Asam Lemak Bebas Beresonasi Hibrid
Dengan demikian mekanisme reaksi esterifikasi antara asam lemak bebas
dengan alkohol adalah sebagai berikut:
O O HO+R’
R – C – O – H + H+ R – C O+ – H R – C O+ – H2
O-
O H – O+-R’
R-C-OR’ R – C O
Gambar 2.4 Mekanisme Reaksi Esterifikasi
(Sumber: Juliati, 2005)
2.6 Seleksi Proses
Kondisi proses yang digunakan dalam pra-rancangan pabrik ini adalah
dengan proses Esterifikasi. Untuk proses Esterifikasi (T = 100oC, P = 2 atm), baja
tahan karat yang umum (common stainless steel) dapat digunakan dan cukup kuat
untuk bejana reaksi. Minyak yang digunakan adalah Minyak yang berasal dari
mikroalga. Alasan digunakannya mikroalga adalah karena mikroalga belum banyak
dimanfaatkan dan mudah dikembangbiakkan.. Alkohol yang digunakan adalah
metanol (CH3OH).
Dibandingkan dengan proses pembuatan biodiesel yang dilakukan pada
tekanan atmosfer, proses ini memiliki kelebihan diantaranya :
1. Tidak terbentuk sabun seperti halnya pada proses transesterifikasi dengan
katalis basa sehingga mengurangi biaya pengolahan limbah
2. Menghasilkan yield yang lebih tinggi dibandingkan dengan proses pembuatan
biodiesel berkatalis basa
3. Memiliki toleransi kandungan asam lemak bebas dan air yang tinggi pada
bahan baku
2.7 Deskripsi Proses
cepat R’-OH
lambat
cepat -H2O H+
2.7.1 Tahap Hidrolisis
Bahan baku yang digunakan pada tahap hidrolisis adalah slurry mikroalga (trigliserida dan air) dan asam sulfat. Slurry mikroalga dan asam sulfat dialirkan ke mixer (M-101). Tujuan dimasukkannya slurry mikroalga dan asam sulfat ke mixer adalah untuk menghomogenisasi keduanya. Lalu dinaikkan tekanan dan temperature dengan pump (P-101) dan heater (E-101) sebelum dialirkan ke reaktor hidrolisis (R-100). Kemudian, campuran tersebut dialirkan kedalam reaktor hidrolisis yang beroperasi pada temperatur 100oC dan tekanan 2 atm. Reaktor hidroslisis
mereaksikan trigliserida menjadi asam lemak dan gliserol. Perbandingan molar air : trigliserida adalah 1:10.
2.7.2 Tahap Esterifikasi I
Reaktan pada reaktor esterifikasi adalah asam lemak dan trigliserida sisa keluaran dari reaktor hidrolisis R-100 serta metanol dari heater (E-100).
Perbandingan FFA : metanol adalah 1 : 10. Reaksi dilakukan pada temperatur 100oC. Hasil keluaran kemudian dialirkan ke sentrifugal (C-100). sentrifugal berfungsi untuk membuang biomassa pada reaksi. Lalu campuran tersebut dialirkan ke dekanter FL-100 untuk memisahkan biodiesel dan asam lemak sisa dari asam sulfat, metanol, air dan gliserol. Pada dekanter FL-100, fasa atas merupakan biodiesel dan asam lemak sisa, sementara fasa bawah merupakan campuran air, metanol, asam sulfat dan gliserol.
2.7.3 Tahap Esterifikasi II
Reaktan pada reaktor esterifikasi adalah biodiesel dan asam lemak sisa dari dekanter FL-100 serta metanol dan asam sulfat dari heater (E-102). Perbandingan FFA : metanol adalah 1 : 10. Reaksi dilakukan pada temperatur 100oC. Hasil keluaran kemudian dialirkan ke tangki pencuci (D-100). Tangki pencuci berfungsi untuk mencuci biodiesel. Lalu campuran biodiesel dialirkan ke dekanter FL-101 untuk memisahkan biodiesel dari asam sulfat, metanol, air dan gliserol. Pada dekanter FL-100, fasa atas merupakan biodiesel sementara fasa bawah merupakan campuran air, metanol, asam sulfat dan gliserol. campuran air, metanol, asam sulfat dan gliserol direcyle untuk mengambil metanolnya kembali.
2.8 Sifat-Sifat Bahan Baku dan Produk 2.8.1 Slurry Mikroalga
Adapun komposisi dari Slurry mikroalga : Slurry Alga (Minyak 22,50%,
Biomassa 52,50%, dan Air 25,00%)
Minyak (Asam Lemak Bebas dan Trigliserida) terdiri dari:
- Asam Miristat (14:0) : 1,62%
- Asam stearat (18:0) : 3,27%
- Asam oleat (18:1) : 14,64%
- Asam linoleat (18:2) : 20,61%
- Asam linolenat (18:3) : 15,35%
- Trigliserida (sebagai asam oleat) : 20,64%
Sumber : (Pratoomyot dkk, 2005)
2.8.2 Metanol (CH3OH)
1. Berat molekul : 32,04 gr/mol
2. Densitas : 0,7918 gr/cm3
3. Titik lebur : -970C
4. Titik didih : 64,70C
5. Titik nyala : 110C
6. Keasaman (pKa) : 15,5
7. Viskositas pada 250C : 0,59 mPa.s
8. Bentuk molekul : tetrahedral
9. Momen dipol (gas) : 1,69 D
(www.engineeringtoolbox.com ; www.wikipedia.com ; Perry, 1997)
2.8.3 Air (H2O)
1. Berat molekul : 18 gr/mol
2. Titik beku : 00C
3. Titik didih : 1000C
4. Densitas pada 250C : 0,99707 gr/cm3 5. Viskositas pada 200C : 0,01002 cP
6. Viskositas pada 250C : 0,8937 cP
7. Indeks bias : 1,33
8. Tekanan uap pada 1000C : 760 mmHg
9. Tidak berbau dan tidak berasa
10. Pelarut yang baik untuk senyawa organik 11. Larut dalam alkohol
12. Konstanta ionisasinya kecil
2.8.4 Biodiesel (Metil Ester)
1. Densitas (150C) : 0,8793 gr/cm3
2. Viskositas (400C) : 4,865 mm2/s
3. Angka asam : 0,33 mg KOH/g
4. Titik nyala : 1810C
5. Residu karbon : 0,07 %b/b
6. Kadar abu : 0,07 %b/b
7. Kadar air : 0,03 %b/b
8. Kadar ester : 99,48 %b/b
9. Temperatur destilasi 95% : 3350C
10. Trigliserida : 0
11. Digliserida : 0,058 %b/b
12. Monogliserida : 0,462 %b/b
(Chongkhong, 2007)
2.8.5 Gliserol
1. Berat molekul : 92,09 gr/mol
2. Densitas : 1,261 gr/cm3
3. Viskositas : 1,5 Pa.s
4. Titik lebur : 18oC
5. Titik didih : 290oC
6. Larut dalam air
7. Tidak berwarna
8. Bersifat higroskopis (www.wikipedia.com)
2.8.6 Asam Sulfat
1. Berat molekul : 116,11 gr/mol
2. Spesifik Gravity : 1,650/4
5. Tidak berwarna
(Perry dan Green, 1997)
2.9 Kualitas Biodiesel (Metil Ester)
Ada beberapa parameter penting yang seringkali dipergunakan sebagai tolok
ukur kualitas bahan bakar biodiesel. Beberapa parameter tersebut adalah: angka
cetane, viskositas, sifat bahan bakar pada temperatur rendah (cloud point, pour
[image:31.595.110.528.526.737.2]point), angka iodine, penyimpanan dan stabilitas, serta efek pelumasan (lubricant).
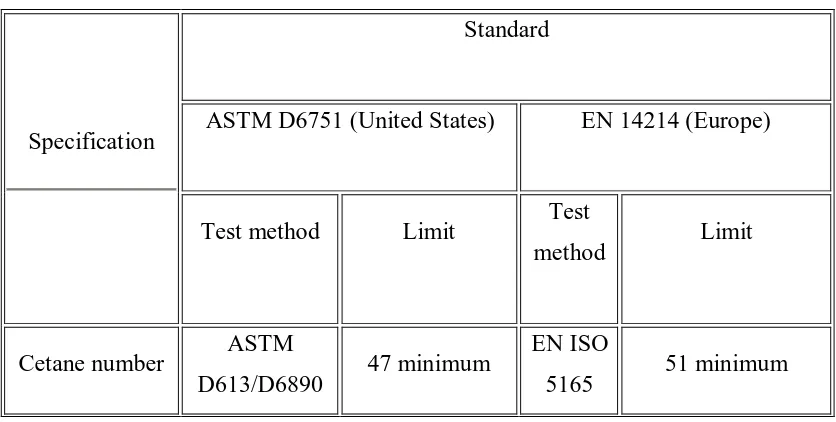
Tabel 2.3 Spesifikasi Standard Biodiesel
Specification
Standard
ASTM D6751 (United States) EN 14214 (Europe)
Test method Limit Test
method Limit
Cetane number ASTM
D613/D6890 47 minimum
EN ISO
Specification
Standard
ASTM D6751 (United States) EN 14214 (Europe)
Test method Limit Test
method Limit
Kinematic
viscosity ASTM D445 1.9–6.0 mm 2
s−1 EN ISO
3104 3.5–5.0 mm 2
s−1
Oxidative
stability EN 14112 3 h minimum
EN
14112 6 h minimum
Cloud point ASTM D2500 Report — —
Cold filter
plugging point — — EN 116
Depending on time
of year and location
Cold soak Annex to D6751
Filtration time (s)
to be reported — —
a
ASTM = American Society for Testing and Materials; ISO = International
Standards Organization.
2.9.1 Angka Cetane
Angka cetane menunjukkan seberapa cepat bahan bakar mesin diesel yang
diinjeksikan ke ruang bakar bisa terbakar secara spontan (setelah bercampur dengan
udara). Angka cetane pada bahan bakar mesin diesel memiliki pengertian yang
berkebalikan dengan angka oktan pada bahan bakar mesin bensin, karena angka
oktan menunjukkan kemampuan campuran bensin-udara menunggu rambatan api
Semakin cepat suatu bahan bakar mesin diesel terbakar setelah diinjeksikan
ke dalam ruang bakar, semakin baik (tinggi) angka cetane bahan bakar tersebut. Cara
pengukuran angka cetane yang umum digunakan, seperti standard dari ASTM D613
atau ISO 5165, adalah menggunakan hexadecane (C16H34, yang memiliki nama lain
cetane) sebagai patokan tertinggi (angka cetane, CN=100), dan 2,2,4,4,6,8,8
heptamethylnonane (HMN yang juga memiliki komposisi C16H34) sebagai patokan
terendah (CN=15) (Knothe, 2005). Dari standard tersebut bisa dillihat bahwa
hidrokarbon dengan rantai lurus (straight chain) lebih mudah terbakar dibandingkan
dengan hidrokarbon yang memiliki banyak cabang (branch). Angka cetane
berkorelasi dengan tingkat kemudahan penyalaan pada temperatur rendah (cold start)
dan rendahnya kebisingan pada kondisi idle (Environment Canada, 2006). Angka
cetane yang tinggi juga diketahui berhubungan dengan rendahnya polutan NOx
(Knothe, 2005).
Secara umum, biodiesel memiliki angka cetane yang lebih tinggi dibandingkan
dengan solar. Biodiesel pada umumnya memiliki rentang angka cetane dari 46 - 70,
sedangkan (bahan bakar) Diesel No. 2 memiliki angka cetane 47 - 55 (Bozbas,
2005). Panjangnya rantai hidrokarbon yang terdapat pada ester (asam lemak alkyl
ester, misalnya) menyebabkan tingginya angka cetane biodiesel dibandingkan
dengan solar (Knothe, 2005). Azam dkk.
2.9.2 Viskositas
Viskositas merupakan sifat intrinsik fluida yang menunjukkan resistensi
fluida terhadap aliran. Viskositas fluida berpengaruh langsung terhadap besarnya
penurunan tekanan yang dialami oleh fluida tersebut. Penurunan tekanan (pressure
drop) fluida berkaitan dengan energi pengaliran fluida. Fluida dengan viskositas
rendah. Bila energi pengaliran yang tersedia tetap, maka fluida dengan viskositas
tinggi akan mengalir dengan kecepatan lebih rendah.
Tingginya harga viskositas SVO (straight vegetable oil) atau refined fatty oil
mendasari perlu dilakukannya proses kimia, transesterifikasi, untuk menurunkan
harga viskositas minyak tumbuhan sehingga mendekati viskositas solar. Perbedaan
viskositas antara minyak mentah/refined fatty oil dengan biodiesel juga bisa
digunakan sebagai salah satu indikator dalam proses produksi biodiesel (Knothe,
2005).
Kecepatan alir bahan bakar melalui injektor akan mempengaruhi derajad
atomisasi bahan bakar di dalam ruang bakar. Selain itu, viskositas bahan bakar juga
berpengaruh secara langsung terhadap kemampuan bahan bakar tersebut bercampur
dengan udara. Dengan demikian, viskositas bahan bakar yang tinggi, seperti yang
terdapat pada SVO, tidak diharapkan pada bahan bakar mesin diesel. Oleh karena
itulah penggunaan SVO secara langsung pada mesin diesel menuntut digunakannya
mekanisme pemanas bahan bakar sebelum memasuki sistem pompa dan injeksi
bahan bakar (Bernardo, 2003).
2.9.3 Cloud point dan Pour point
Cloud point adalah temperatur pada saat bahan bakar mulai tampak
"berawan" (cloudy). Hal ini timbul karena munculnya kristal-kristal (padatan) di
dalam bahan bakar. Meski bahan bakar masih bisa mengalir pada titik ini,
keberadaan kristal di dalam bahan bakar bisa mempengaruhi kelancaran aliran bahan
bakar di dalam filter, pompa, dan injektor. Sedangkan pour point adalah temperatur
terendah yang masih memungkinkan terjadinya aliran bahan bakar; di bawah pour
point bahan bakar tidak lagi bisa mengalir karena terbentuknya kristal/gel yang
menyumbat aliran bahan bakar. Dilihat dari definisinya, cloud point terjadi pada
temperatur yang lebih tinggi dibandingkan dengan pour point.
Pada umumnya permasalahan pada aliran bahan bakar terjadi pada temperatur
diantara cloud dan pour point; pada saat keberadaan kristal mulai mengganggu
proses filtrasi bahan bakar. Oleh karena itu, digunakan metode pengukuran yang lain
untuk mengukur performansi bahan bakar pada temperatur rendah, yakni Cold Filter
Low-Temperature Flow Test (LTFT) di Amerika Utara (standard ASTM D4539) (Knothe,
2005).
Pada umumnya, cloud dan pour point biodiesel lebih tinggi dibandingkan
dengan solar. Hal ini bisa menimbulkan masalah pada penggunaan biodiesel,
terutama, di negara-negara yang mengalami musim dingin. Untuk mengatasi hal ini,
biasanya ditambahkan aditif tertentu pada biodiesel untuk mencegah aglomerasi
kristal-kristal yang terbentuk dalam biodiesel pada temperatur rendah. Selain
menggunakan aditif, bisa juga dilakukan pencampuran antara biodiesel dan solar.
Pencampuran (blending) antara biodiesel dan solar terbukti dapat menurunkan cloud
dan pour point bahan bakar (Environment Canada, 2006).
Teknik lain yang bisa digunakan untuk menurunkan cloud dan pour point
bahan bakar adalah dengan melakukan "winterization" (Knothe, 2005). Pada metode
ini, dilakukan pendinginan pada bahan bakar hingga terbentuk kristal-kristal yang
selanjutnya disaring dan dipisahkan dari bahan bakar. Proses kristalisasi parsial ini
terjadi karena asam lemak tak jenuh memiliki titik beku yang lebih rendah
dibandingkan dengan asam lemak jenuh. Maka proses winterization sejatinya
merupakan proses pengurangan asam lemak jenuh pada biodiesel. Di sisi lain, asam
lemak jenuh berkaitan dengan angka cetane. Maka proses winterization bisa
menurunkan angka cetane bahan bakar.
Namun demikian, karakteristik biodiesel pada temperatur rendah ini tidak
terlalu menjadi masalah untuk negara dengan temperatur tinggi sepanjang tahun,
seperti India (Azzam dkk., 2005).
2.9.4 Penyimpanan dan Stabilitas
Biodiesel bisa mengalami degradasi bila disimpan dalam waktu yang lama
disertai dengan kondisi tertentu. Degradasi biodiesel pada umumnya disebabkan oleh
proses oksidasi. Beberapa faktor yang mempengaruhi degradasi biodiesel antara lain
keberadaan asam lemak tak jenuh, kondisi penyimpanan (tertutup/terbuka,
temperatur, dsb.), unsur logam, dan peroksida. Leung dkk. (2006) menemukan
menyebabkan degradasi yang sangat signifikan pada penyimpanan biodiesel hingga
50 minggu. Konsentrasi asam meningkat pada biodiesel yang telah terdegradasi; hal
ini disebabkan oleh putusnya rantai asam lemak metil ester menjadi asam-asam
lemak. Mereka menemukan bahwa faktor keberadaan air tidak terlalu signifikan
mempengaruhi proses degradasi. Namun demikian, keberadaan air (yang terpisah
dari biodiesel) bisa membantu pertumbuhan mikroorganisme (Environment Canada,
2006). Temperatur tinggi (40oC) yang tidak disertai dengan keberadaan udara
terbuka; dan sebaliknya udara terbuka tanpa keberadaan temperatur tinggi, tidak
menyebabkan degradasi yang signifikan pada biodiesel yang disimpan dalam waktu
lama (hingga 50 minggu). Dalam penelitiannya, Leung dkk. (2006) menggunakan
rapeseed oil sebagai bahan baku biodiesel.
Kontak antara biodiesel dengan logam dan elastomer selama proses
penyimpanan juga bisa mempengaruhi stabilitas biodiesel (Environment Canada,
2006). Ditemukan bahwa logam tembaga (copper) memiliki efek katalis oksidasi
yang paling kuat untuk biodiesel (Knothe, 2005). Oksidasi pada biodiesel bisa
menyebabkan terbentuknya hidroperoksida yang selanjutnya terpolimerisasi dan
membentuk gum; hal ini bisa menyebabkan penyumbatan pada filter atau saluran
bahan bakar mesin diesel (Environment Canada, 2006). Standard Eropa, EN 14214,
mengatur uji stabilitas biodiesel terhadap oksidasi, yakni dengan cara memanaskan
biodiesel pada 110oC selama tak kurang dari 6 jam (menggunakan metode
Rancimat) (Knothe, 2005).
Harga viskositas biodiesel juga bisa dijadikan sebagai ukuran terjadi-tidaknya
proses degradasi pada biodiesel. Conceicao (2005) menemukan bahwa biodiesel
minyak Castor yang digunakannya bisa mengalami degradasi, dicirikan dengan
kenaikan viskositas yang sangat tinggi, bila dikenai temperatur yang sangat tinggi
(210oC) dalam jangka waktu lebih dari 10 jam. Degradasi ini terjadi diduga karena
terjadinya proses oksidasi dan polimerisasi pada biodiesel.
2.9.5 Angka Iodine
Angka iodine pada biodiesel menunjukkan tingkat ketidakjenuhan senyawa
penyusun biodiesel. Di satu sisi, keberadaan senyawa lemak tak jenuh meningkatkan
leleh (melting point) yang lebih rendah (Knothe, 2005) sehingga berkorelasi pada
cloud dan pour point yang juga rendah. Namun di sisi lain, banyaknya senyawa
lemak tak jenuh di dalam biodiesel memudahkan senyawa tersebut bereaksi dengan
oksigen di atmosfer dan bisa terpolimerisasi membentuk material serupa plastik
(Azam dkk., 2005). Oleh karena itu, terdapat batasan maksimal harga angka iodine
yang diperbolehkan untuk biodiesel, yakni 115 berdasar standard Eropa (EN 14214).
Di samping itu, konsentrasi asam linolenic dan asam yang memiliki 4 ikatan ganda
masing-masing tidak boleh melebihi 12 dan 1% (Azzam dkk., 2005).
Sebuah penelitian yang dilakukan di Mercedez-Benz (Environment Canada,
2006) menunjukkan bahwa biodiesel dengan angka iodine lebih dari 115 tidak bisa
digunakan pada kendaraan diesel karena menyebabkan deposit karbon yang
berlebihan. Meski demikian, terdapat studi lain yang menghasilkan kesimpulan
bahwa angka iodine tidak berkorelasi secara signifikan terhadap kebersihan dan
pembentukan deposit di dalam ruang bakar (Environment Canada, 2006).
2.9.6 Efek Pelumasan Mesin
Sifat pelumasan yang inheren pada solar menjadi berkurang manakala
dilakukan desulfurisasi (pengurangan kandungan solar) akibat tuntutan standard solar
di berbagai negara. Berkurangnya sifat pelumasan bahan bakar bisa menimbulkan
permasalahan pada sistem penyaluran bahan bakar, seperti pompa bahan bakar dan
injektor (Knothe, 2005). Meski berkurangnya sifat pelumasan tersebut muncul akibat
proses desulfurisasi, terdapat hasil penelitian yang menunjukkan bahwa
berkurangnya sifat pelumasan tersebut bukan akibat berkurangnya konsentrasi sulfur
itu sendiri, namun karena berkurangnya komponen-komponen non-polar yang terikut
dalam proses desulfurisasi (Knothe, 2005).
Hu dkk. (2005) meneliti sifat pelumasan biodiesel menggunakan beberapa macam
bahan baku minyak tumbuhan, yakni minyak bunga matahari (sun flower), minyak
jagung, minyak kedelai, dan minyak canola. Mereka melakukan pengukuran
ketahanan aus (wear performance) menggunakan metode HFRR (High Frequency
Reciprocating Rig) pada solar yang dicampurkan dengan beberapa jenis biodiesel,
baik unrefined biodiesel ataupun refined biodiesel (FAME murni). Hu dkk. (2005)
dibandingkan dengan refined biodiesel. Dari analisis efek senyawa penyusun
biodiesel terhadap sifat pelumasan bahan bakar, Hu dkk. (2005) menyimpulkan
bahwa ester metil dan monodigliserida adalah dua komponen yang paling
berpengaruh terhadap sifat pelumasan biodiesel secara signifikan.
Karena memiliki sifat pelumasan yang baik, biodiesel dapat digunakan sebagai aditif
untuk meningkatkan sifat pelumasan solar berkadar sulfur rendah (low-sulfur
petrodiesel fuel). Penambahan 1 - 2% biodiesel bisa mengembalikan sifat pelumasan
solar berkadar sulfur rendah ke tingkat semula (yakni setara dengan solar berkadar
sulfur normal) (Knothe, 2005). Penggunaan biodiesel sebagai aditif pelumasan pada
solar berkadar sulfur rendah memiliki keuntungan dibandingkan dengan aditif lain,
karena biodiesel sekaligus merupakan bahan bakar mesin diesel.
(Sumber : Fatty Acid Composition in six Tryglycerides & Iodine Number, 1998,
Yuli Setyo Indartono, http://www.indeni.org/)
2.10 Pengaruh Komposisi Fatty Acid Metil Ester terhadap Kualitas Biodiesel
2.10.1 Hubungan Fatty Acid Metil Ester Vs Angka Cetana
Peningkatan angka cetana sekitar 60, akan mengurangi emisi dari NOx. Ini
berarti bahwa komposisi ester saturate yang tinggi akan mengurangi emisi NOx.
Emis hidrokarbon dan CO akan berkurang dengan peningkatan panjang rantai
karbon.
Grafik Hubungan Fatty Acid Metil Ester Vs Cetane Number 39.75 51.63 66.7 85.9 101 59.3 38.2 22.7 0 20 40 60 80 100 120 C 8 :0 C 1 0 :0 C 1 2 :0 C 1 6 :0 C 1 8 :0 C 1 8 :1 C 1 8 :2 C 1 8 :3
Fatty Acid Metil Ester
C e ta n e N u m b er
Gambar 2.5 Grafik Hubungan Fatty Acid Metil Ester Vs Angka Cetana (Sumber :
Energy & Environmental Science Improving Biodiesel Fuel Properties By Modifying
Fatty Ester Composition, The Royal Society Of Chemistry 2009)
Berdasarkan grafik diatas, angka cetana dipengaruhi oleh panjang karbon dan
kejenuhan ikatan. Semakin panjang ikatan karbon maka semakin meningkat angka
cetana, hal ini dapat dilihat dari grafik yaitu nilai C8:0 sampai C18:0. sedangkan
untuk kejenuhan ikatan, semakin tidak jenuh ikatan maka semakin menurun angka
cetana. Hal ini dapat dilihat dari nilai angka cetana C18:0 sampai C18:3.
Berdasarkan ASTM, angka cetana untuk biodiesel adalah 47. Dari grafik
diatas, dapat dilihat bahwa hanya asam lemak C8:0, C18:2 dan C18:1;12-OH yang
tidak memenuhi syarat ASTM. sedangkan asam lemak yang lain memenuhi standar
ASTM. Hal ini mengindikasikan bahwa jika menginginkan kualitas biodiesel yang
baik dalam hal angka cetana, maka kita harus meminimunkan kandungan asam
lemak C8:0, C18:2 dan C18:1;12-OH.
2.10.2 Hubungan Fatty Acid Metil Ester Vs Kinematik Viscosity
Viscosity yang tinggi akan menyebabkan beberapa masalah pada engine
Grafik Hubungan Fatty Acid Metil Ester Vs Kinematic Viscosity 1.2 1.71 2.43 3.73 4.38 5.85 4.51 3.65 3.14 0 1 2 3 4 5 6 7 C 8 :0 C 1 0 :0 C 1 2 :0 C 1 4 :0 C 1 6 :0 C 1 8 :0 C 1 8 :1 C 1 8 :2 C 1 8 :3
Fatty Acid Metil Ester
K in em a ti c V is co si ty V a lu e
Gambar 2.6 Grafik Hubungan Fatty Acid Metil Ester Vs Kinematika Viscosity
(Sumber : Energy & Environmental Science Improving Biodiesel Fuel Properties By
Modifying Fatty Ester Composition, The Royal Society Of Chemistry 2009)
Berdasarkan grafik diatas, viskositas kinematika dipengaruhi oleh panjang
karbon dan kejenuhan ikatan. Semakin panjang ikatan karbon maka semakin
meningkat viskositasnya, hal ini dapat dilihat dari grafik yaitu nilai C8:0 sampai
C18:0. sedangkan untuk kejenuhan ikatan, semakin tidak jenuh ikatan maka semakin
menurun viskositasnya. Hal ini dapat dilihat dari nilai viskositas C18:0 sampai
C18:3.
Berdasarkan ASTM, viskositas kinematika untuk biodiesel adalah 1,9 – 6
mm2/s. Dari grafik diatas, dapat dilihat bahwa hanya asam lemak C8:0 dan C10:0
yang tidak memenuhi syarat ASTM. sedangkan asam lemak yang lain memenuhi
standar ASTM. Hal ini mengindikasikan bahwa jika menginginkan kualitas biodiesel
yang baik dalam hal kinematika viscosity, maka kita harus meminimunkan
kandungan asam lemak C8:0 dan C10:0.
2.10.3 Hubungan Fatty Acid Metil Ester Vs Oxidative Stability
Biodiesel bisa bereaksi dengan oksigen yang berada di udara. Hal ini terjadi
karena adanya ikatan rangkap pada ikatan dari fatty acid metil ester. Laju
autooksidasi unsaturated berbeda satu sama lain, tergantung pada nomor dan posisi
ikatan rangkap. Oksidasi ikatan fatty acid bergantung pada udara, cahaya, perubahan
Grafik Hubungan Fatty Acid Metil Ester Vs Oxidative Stability
24
2.79
0.94 0
0 5 10 15 20 25 30
C18:0 C18:1 C18:2 C18:3
Fatty Acid Metil Ester
O
x
id
a
ti
v
e
S
ta
b
il
it
y
Gambar 2.7 Grafik Hubungan Fatty Acid Metil Ester Vs Oxidative Stability
(Sumber : Energy & Environmental Science Improving Biodiesel Fuel Properties By
Modifying Fatty Ester Composition, The Royal Society Of Chemistry 2009)
Berdasarkan grafik diatas, stabilitas oksidasi dipengaruhi oleh kejenuhan
ikatan. Makin tidak jenuh ikatan maka makin rendah nilai stabilitas oksidasi. Hal ini
dapat dilihat dari nilai viskositas ikatan asam lemak C18:0 sampai C18:3. viskositas
asam lemak C18:0 adalah 24, viskositas asam lemak C18:1 adalah 2,79, viskositas
asam lemak C18:2 adalah 0,94 dan viskositas asam lemak C18:3 adalah nol. Ini
mengindikasikan bahwa asam lemak yang bagus adalah ikatan jenuh.
Berdasarkan ASTM, stabilitas oksidasi untuk biodiesel minimum adalah 3
jam. Dari grafik diatas, dapat dilihat bahwa hanya asam lemak yang melewati
ambang batas ASTM adalah asam lemak C8:0 sampai C18:0. sedangkan asam lemak
yang tidak melewati ambang batas adalah semua asam lemak tidak jenuh. Hal ini
mengindikasikan bahwa jika menginginkan kualitas biodiesel yang baik dalam hal
stabilitas oksidasi, maka kita harus memilih asam lemak yang dominan dalam
biodiesel adalah asam lemak jenuh.
2.10.4 Cold Flow
Cloud point adalah temperatur dimana pertama kali terjadi penampakan padat
dari bahan bakar namun bahan bakar masih bisa mengalir. Padatan ini bisa
menyumbat filter bahan bakar engine. Pour point adalah temperatur dibawah cloud
point beberapa derajat dimana bahan bakar mulai meleleh. Melting point meningkat
Grafik Hubungan Fatty Acid Metil Ester Vs Melting Point 235.7 259.9 277.6 303 312 253.5 238 221 0 50 100 150 200 250 300 350 C 8 :0 C 1 0 :0 C 1 2 :0 C 1 6 :0 C 1 8 :0 C 1 8 :1 C 1 8 :2 C 1 8 :3
Fatty Acid Metil Es ter
M e lt in g P o in t (K )
Gambar 2.8 Grafik Hubungan Fatty Acid Metil Ester Vs Melting Point (Sumber :
Energy & Environmental Science Improving Biodiesel Fuel Properties By Modifying
Fatty Ester Composition, The Royal Society Of Chemistry 2009)
Berdasarkan grafik diatas, melting point dipengaruhi oleh panjang karbon dan
kejenuhan ikatan. Semakin panjang ikatan karbon maka semakin meningkat melting
point, hal ini dapat dilihat dari grafik yaitu nilai C8:0 sampai C18:0. sedangkan untuk
kejenuhan ikatan, semakin tidak jenuh ikatan maka semakin menurun melting point.
Hal ini dapat dilihat dari nilai angka cetana C18:0 sampai C18:3. Berdasarkan
ASTM, melting point untuk biodiesel tidak dibatasi. Hal ini mengindikasikan bahwa
jika menginginkan kualitas biodiesel yang baik dalam hal melting point, maka asam
lemak apa saja tidak terlalu mempengaruhinya.
2.5. Angka Iodine
dicampur sebelumnya dengan 10% dari tes bahan bakar nabati. Selama tes dijalankan, kandungan metil ester dianalisa.
Peningkatan yang besar dari viskositas dapat diamati dengan semua tes yang
tidak hanya bergantung pada iodine number. Karena peningkatan yang besar pada
engine telah ditukar dengan interval setengah. Kandungan fatty acid metil ester
berkurang dari 10% sampai 2 % pada akhir tes. Tidak ada perbedaan yang signifikan
antara pembersihan dan pembentukan kerak pada silider, ruang pembakaran, katup
dan injector yang dapat diamati. Peningkatan kerak dengan peningkatan iodine
number ditemukan pada cincin piston.
Dalam penggunaan biodiesel, ada batasan dalam iodine number (maksimun
115) yang disesuaikan dengan standar minyak tumbuhan metil ester di jerman (DIN
V 51606 – PME) dan pada proposal European Regulation for Biodiesel pada motor.
Ini berarti bahwa minyak matahari dengan iodine number 130 tidak bisa digunakan
dalam produksi biodiesel.
Penggunaan metil ester pada mesin diesel bisa menyebabkan permasalahan
pada engine. Kandungan yang tinggi dari fatty acid unsaturated pada ester (
digambarkan dengan iodine number yang tinggi) meningkatkan bahay dari
polimerisasi pada minyak engine.
Dalam melihat pengaruh iodine number terhadap unjuk kerja mesin,
dilakukan tes pada bahan bakar dengan distribusi fatty acid yang berbeda. Tes
dilakukan pada l-cylinder engine HATZ. Sampel Bahan bakar dilakukan dengan
mencampurkan minyak matahari( iodine number 100) dengan minyak biji rami (
iodine number 182).
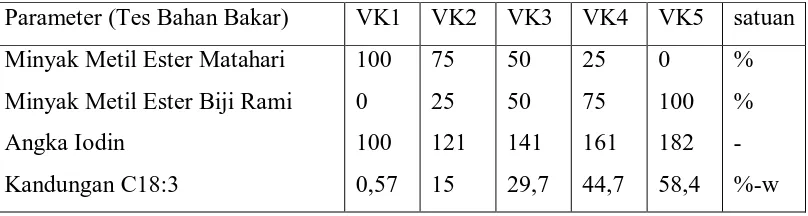
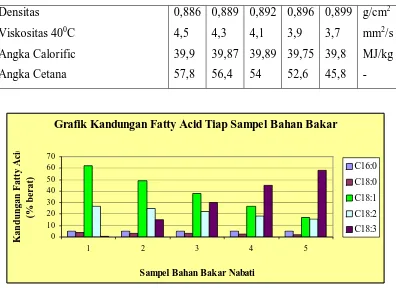
Berikut ini adalah tabel dari properties penting dari tes yang dilakukan dan gambar
[image:43.595.119.523.635.743.2]yang menggambarkan distribusi fatty acid pada tes.
Tabel 2.4 Properties Sampel Bahan Bakar Nabati
Parameter (Tes Bahan Bakar) VK1 VK2 VK3 VK4 VK5 satuan
Minyak Metil Ester Matahari
Minyak Metil Ester Biji Rami
Densitas
Viskositas 400C
Angka Calorific Angka Cetana 0,886 4,5 39,9 57,8 0,889 4,3 39,87 56,4 0,892 4,1 39,89 54 0,896 3,9 39,75 52,6 0,899 3,7 39,8 45,8 g/cm2
mm2/s
MJ/kg
[image:44.595.123.519.80.368.2]-
Grafik Kandungan Fatty Acid Tiap Sampel Bahan Bakar
0 10 20 30 40 50 60 70
1 2 3 4 5
Sampel Bahan Bakar Nabati
K a n d u n g a n F a tt y A ci d (% b er a t) C16:0 C18:0 C18:1 C18:2 C18:3
Gambar 2.9 Grafik Distribusi Fatty acid pada Sampel Bahan Bakar Nabati
(Sumber : Energy & Environmental Science Improving Biodiesel Fuel Properties By
[image:44.595.132.510.439.640.2]Modifying Fatty Ester Composition, The Royal Society Of Chemistry 2009)
Grafik Kenaikan Angka Iodin Pada Sampel
100 121 141 161 182 0 20 40 60 80 100 120 140 160 180 200
1 2 3 4 5
Sampel Bahan Bakar Nabati
A n g k a I o d in e
Gambar 2.10 Grafik Distribusi Angka Iodine pada Sampel Bahan Bakar Nabati
(Sumber : Energy & Environmental Science Improving Biodiesel Fuel Properties By
Berdasarkan dari kedua grafik diatas dapat disimpulkan bahwa ketika
kandungan fatty acid C18:3 bertambah maka angka iodine akan meningkat.
Meningkatnya angka iodine ini menunjukkan bahwa kualitas biodiesel yang
dihasilkan makin berkurang. Oleh karena itu, jika menginginkan kualitas yang baik
maka kandungan yang diperbanyak fatty acid C18:0, C18:1 dan C18:2 dan
BAB III
NERACA MASSA
Hasil perhitungan neraca massa pada pra-rancangan pabrik biodiesel (metil
ester) dari mikroalga (chlorella sp.) dengan proses esterifikasi adalah:
Kapasitas produksi : 2.500.000 ton/tahun atau 315.656,5657 kg/jam
Waktu bekerja / tahun : 330 hari
Satuan operasi : kg/jam
3.1 Mixer (M-101)
Tabel 3.1 Neraca Massa Mixer (M-101)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 3 Alur 4 Alur 8
Asam Lemak Bebas 240.467,1092 - 240.467,1092
Trigliserida 62.540,8409 - 62.540,8409
Air 336.675,5001 - 33.6675,5001
Biomassa 707.018,5501 - 707.018,5501
Asam Sulfat - 70,0259 70,0259
Total 1.346.772,0262 1.346.772,0262
3.2 Reaktor Hidrolisa (R-100)
Tabel 3.2 Neraca Massa Reaktor Hidrolisa (R-100)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 9 Alur 10
Asam Lemak Bebas 240.467,1092 299.721,0185
Trigliserida 62.540,8409 625,4084
Air 336.675,5001 332.893,3356
Biomassa 707.018,5501 707.018,5501
Asam Sulfat 70,0259 70,0259
Gliserol - 6.443,6875
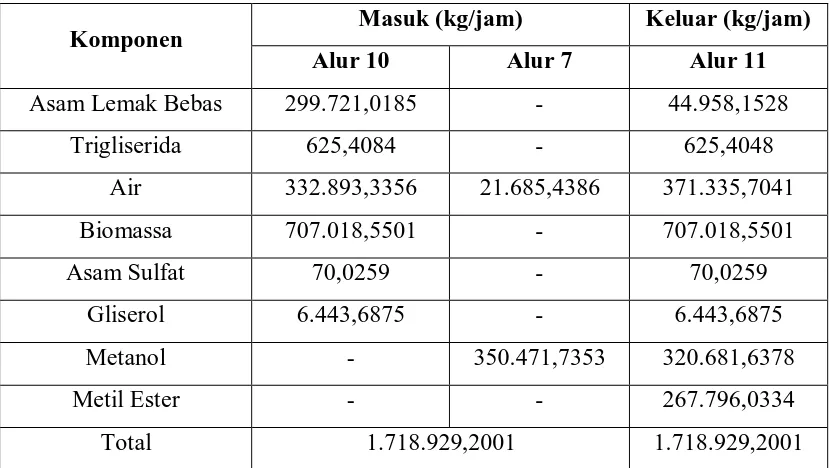
3.3 Reaktor Esterifikasi I (R-101)
Tabel 3.3 Neraca Massa Reaktor Esterifikasi I (R-101)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 10 Alur 7 Alur 11
Asam Lemak Bebas 299.721,0185 - 44.958,1528
Trigliserida 625,4084 - 625,4048
Air 332.893,3356 21.685,4386 371.335,7041
Biomassa 707.018,5501 - 707.018,5501
Asam Sulfat 70,0259 - 70,0