PERANCANGAN ULANG ALAT MESIN PEMBUAT ES
PUTER BERDASARKAN ASPEK ERGONOMI
Skripsi
Sebagai Persyaratan untuk Memperoleh Gelar Sarjana Teknik
ADHI DWI ARTA
I 1308502
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
SURAKARTA
2011
commit to user
PERANCANGAN ULANG ALAT MESIN PEMBUAT ES
PUTER BERDASARKAN ASPEK ERGONOMI
Skripsi
Sebagai Persyaratan untuk Memperoleh Gelar Sarjana Teknik
ADHI DWI ARTA
I 1308502
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
Ilham Priadythama, ST, MT Ir. R. Hari Setyanto, Msi
Rahmaniyah Dwi Astuti, ST, MT Dr. Ir. Susy Susmartini, MSIE Judul Skripsi :
PERANCANGAN ULANG ALAT MESIN ES PUTER BERDASARKAN ASPEK ERGONOMI
ADHI DWI ARTA I1308502 Ditulis Oleh :
Telah disidangkan pada hari Kamis tanggal 14 April 2011
Di Jurusan Teknik Industri Fakultas Teknik Universitas Sebelas Maret Surakarta, dengan
Dosen Penguji Dosen Pembimbing NIP. 19630424 199702 1 001 NIP. 19801124 200812 1 002 1. 2. 1. NIP. 19530101 198601 2 001 NIP. 19760122 199903 2 001 2. ___________________ ___________________ ___________________ ___________________
Judul Skripsi :
PERANCANGAN ULANG ALAT MESIN ES PUTER BERDASARKAN ASPEK ERGONOMI
ADHI DWI ARTA I1308502
LEMBAR PENGESAHAN
Ditulis Oleh :
Mengetahui,
Rahmaniyah Dwi Astuti, ST, MT Dr. Ir. Susy Susmartini, MSIE
Dosen Pembimbing I
NIP. 19530101 198601 2 001 NIP. 19760122 199903 2 001 Dosen Pembimbing II
Pembantu Dekan I Fakultas Teknik UNS
Ketua Jurusan Teknik Industri Fakultas Teknik UNS
SURAT PERNYATAAN
ORISINALITAS KARYA ILMIAH
Saya mahasiswa Jurusan Teknik Industri UNS yang bertanda tangan di bawah ini,
Nama : Adhi Dwi Arta
Nim : I 1308502
Judul tugas akhir : Perancangan Ulang Alat Mesin Pembuat Es Puter Berdasarkan Aspek Ergonomi
Menyatakan bahwa Tugas Akhir (TA) atau Skripsi yang saya susun tidak mencontoh atau melakukan plagiat dari karya tulis orang lain. Jika terbukti bahwa Tugas Akhir yang saya susun mencontoh atau melakukan plagiat dapat dinyatakan batal atau gelar Sarjana yang saya peroleh dengan sendirinya dibatalkan atau dicabut.
Demikian surat pernyataan ini saya buat dengan sebenar-benarnya dan apabila dikemudian hari terbukti melakukan kebohongan maka saya sanggup menanggung segala konsekuensinya.
Surakarta, 04 Mei 2011
Adhi Dwi Arta I 1308502
SURAT PERNYATAAN
PUBLIKASI KARYA ILMIAH
Saya mahasiswa Jurusan Teknik Industri UNS yang bertanda tangan di bawah ini,
Nama : Adhi Dwi Arta
Nim : I 1308502
Judul tugas akhir : Perancangan Ulang Alat Mesin Pembuat Es Puter Berdasarkan Aspek Ergonomi
Menyatakan bahwa Tugas Akhir (TA) atau Skripsi yang saya susun sebagai syarat lulus Sarjana S1 disusun secara bersama-sama dengan Pembimbing I dan Pembimbing II. Bersamaan dengan syarat pernyataan ini bahwa hasil penelitian dari Tugas Akhir (TA) atau Skripsi yang saya susun bersedia digunakan untuk publikasi dari proceeding, jurnal, atau media penerbit lainnya baik di tingkat nasional maupun internasional sebagaimana mestinya yang merupakan bagian dari publikasi karya ilmiah
Demikian surat pernyataan ini saya buat dengan sebenar-benarnya.
Surakarta, 04 Mei 2011
Adhi Dwi Arta I 1308502
KATA PENGANTAR
Alhamdulillah, puji syukur penulis ucapkan ke hadirat Allah SWT yang telah memberikan rahmat dan hidayah-Nya sehingga penulis dapat menyelesaikan skripsi ini.
Dalam pelaksanaan maupun penyusunan laporan skripsi ini, penulis telah mendapatkan bantuan dan bimbingan dari berbagai pihak. Pada kesempatan yang sangat baik ini, dengan segenap kerendahan hati dan rasa yang setulus-tulusnya, ucapan terima kasih penulis haturkan kepada:
1. Orang tua dan saudara-saudariku yang telah memberikan doa, kasih sayang dan dukungan sehingga penulis dapat menyelesaikan skripsi ini dengan baik. 2. Ir. Noegroho Djarwanti, M.T. selaku Pembantu Dekan I Fakultas Teknik
Universitas Sebelas Maret Surakarta.
3. Ir. Lobes Herdiman, M.T. selaku Ketua Jurusan Teknik Industri Universitas Sebelas Maret Surakarta.
4. Taufiq Rochman, STP, MT, selaku Ketua Program S-1 Non Reguler Jurusan Teknik Industri Universitas Sebelas Maret Surakarta.
5. Dr. Ir. Susy Susmartini, MSIE, selaku Dosen Pembimbing I dan Rahmaniyah Dwi Astuti, ST, MT, selaku Dosen Pembimbing II yang telah meluangkan waktunya, dan sabar dalam memberikan pengarahan dan bimbingan sehingga penulis dapat menyelesaikan skripsi ini dengan lancar.
6. Ir. R. Hari Setyanto, Msi, selaku dosen penguji skripsi I dan Ilham Priadythama, ST, MT, selaku dosen penguji skripsi II yang telah memberikan masukan dan perbaikan terhadap skripsi ini.
7. Para staf dan karyawan Jurusan Teknik Industri, atas segala kesabaran dan pengertiannya dalam memberikan bantuan dan fasilitas demi kelancaran penyelesaian skripsi ini.
8. Teman-teman Transfer Teknik Industri angkatan’08, terima kasih atas semangat, kekompakan serta bantuan kalian selama ini. Semoga persahabatan kita akan terus terjaga.
9. Seseorang yang senantiasa ada untuk mendampingi, memberikan dukungan dan doanya. Terima kasih untuk kesabarannya selama ini.
10. Seluruh pihak-pihak yang tidak dapat penulis sebutkan satu persatu, atas segala bimbingan, bantuan, kritik, dan saran dalam penyusunan tugas akhir ini.
Semoga skripsi ini dapat bermanfaat bagi rekan-rekan mahasiswa maupun siapa saja yang membutuhkannya. Penulis menyadari bahwa laporan tugas akhir ini masih jauh dari sempurna. Oleh karena itu, penulis dengan senang hati dan terbuka sangat mengharapkan berbagai masukan maupun kritikan dari pembaca.
Surakarta, 04 Mei 2011
ABSTRAK
Adhi Dwi Arta, NIM: I 1308502. PERANCANGAN ULANG ALAT MESIN
PEMBUAT ES PUTER BERDASARKAN ASPEK ERGONOMI. Skripsi. Surakarta: Jurusan Teknik Industri Fakultas Teknik, Universitas Sebelas Maret, Mei 2011.
Fakta di lapangan menunjukkan bahwa penggunaan alat-alat konvensional atau manual oleh pengusaha kecil di daerah pedesaan masih banyak dipakai dalam pembuatan “es puter”, dengan memakai alat yang ada sekarang tenaga kerja sering kali mengalami keluhan pada waktu pembuatan “es puter”. Akibat dari aktivitas ini terdapat banyak keluhan dengan keluhan yang paling dominan terjadi pada bagian leher, lengan, pergelangan tangan, lutut, dan pergelangan kaki. Munculnya keluhan ini bisa menyebabkan terjadinya cedera musculoskeletal para pekerja.
Pada penelitian ini dilakukan identifikasi keinginan dan harapan pekerja melalui wawancara dan hasilnya diterjemahkan menjadi kebutuhan dan menjadi konsep perancangan alat. Tahapan kedua adalah penentuan dimensi alat berdasar dimensi anthropometri. Tahapan ketiga perhitungan beban pada rancangan. Tahapan keempat estimasi biaya. Tahapan terakhir adalah pembuatan mesin “es puter”.
Hasil penelitian ini adalah alat mesin “es puter” dengan mekanisme pemutar adalah motor dengan putaran 1400 rpm, direduksi menjadi 70 rpm, dan biaya pembuatan produk Rp 3.557.400,00. Alat ini memberikan perbaikan pada posisi proses pembuatan ”es puter” sehingga mampu mengurangi cedera
musculoskeletal serta dirasakan rasa aman, nyaman dan dapat mempersingkat
waktu proses produksi menjadi 1 jam.
Kata Kunci : ergonomi, mesin es puter, musculoskeletal.
xvi + 132 halaman; 51 gambar; 17 tabel ; 12 lampiran Daftar pustaka: 15 (1975-2011)
ABSTRACT
Adhi Dwi Arta, NIM: I 1308502. REDESIGN DEVICE OF “ES PUTER” MAKER MACHINE BASED ON ERGONOMIC ASPECT. Final
Assignment. Surakarta: Department of Industrial Engineering, Faculty of Engineering, Universitas Sebelas Maret, May 2011.
Facts in the real condition is show that the little entrepreneur using the conventional devices in small village for make “es puter”, causes the worker have many complaint while making “es puter”. Appear this complaint can make musculoskeletal injury for the worker. As a result of this activity there are many complaints with the most dominant of complaints occur in the neck, arm, wrist, knee, and ankle.That injuries happen while revolve the ice tube, the process experience friction with ice in the outside of the tube.
In this research have done identify desire and expectation of worker had done with interview, and the result is translated become necessity and become a concept of design device. The second phase is determinate device dimension base on anthropometric dimension. The last phase is making machining “Es Puter”.
The result is “es Puter” machine with revolve mechanism using motor with 1400 rpm, is reduction became 70 rpm, and the production cost Rp 3.557.400,00. This device giving repair in processing position in making “Es Puter” then can decrease musculoskeletal injury, as well as have safety, comfortable, and can shorten production time became 1 hour.
Keywords : ergonomic, mesin es puter, musculoskeletal.
xvi + 132 pages; 51 drawings; 17 tables; 12 appendix References: 15 (1975-2011)
DAFTAR ISI
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
LEMBAR VALIDASI... iii
SURAT PERNYATAAN ORISINALITAS KARYA ILMIAH ... iv
SURAT PERNYATAAN PUBLIKASI KARYA ILMIAH ... v
KATA PENGANTAR ... vi
ABSTRAK ... viii
ABSTRACT ... ix
DAFTAR ISI ... x
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xvi
BAB I PENDAHULUAN ... I-1 1.1 Latar Belakang Masalah ... I-1 1.2 Perumusan Masalah ... I-2 1.3 Tujuan Penelitian ... I-3 1.4 Manfaat Penelitian ... I-3 1.5 Batasan Masalah ... I-3 1.6 Asumsi Penelitian... I-4 1.7 Sistematika Penulisan... I-4
BAB II TINJAUAN PUSTAKA ... II-1
2.1 Ergonomi ... II-1 2.2 Antropometri Dalam Ergonomi ... II-3 2.2.1 Data Antropometri dan Cara Pengukurannya ... II-4 2.2.2 Dimensi Antropometri ... II-6 2.2.3 Aplikasi Distribusi Normal Dalam Antropometri ... II-7 2.2.4 Aplikasi Data Antropometri dalam Perancangan
2.2.5 Pengolahan Data Antropometri ... II-12 2.3 Nordic Body Map (NBM) ... II-16 2.4 Mekanika Konstruksi ... II-17 2.4.1 Statika ... II-18 2.4.2 Gaya ... II-19 2.4.3 Perhitungan Rangka ... II-23 2.4.4 Daya Motor Listrik ... II-24 2.4.5 Puli dan Sabuk ... II-25 2.4.6 Poros ... II-28 2.4.7 Pengelasan ... II-29
BAB III METODOLOGI PENELITIAN ... III-1
3.1 Pengumpulan dan Pengolahan Data ... III-2 3.1.1 Pengumpulan Data ... III-2 3.1.2 Pengolahan Data Antropometri ... III-3 3.1.3 Perhitungan Teknik ... III-5 3.1.4 Perhitungan Biaya ... III-7 3.2 Analisis dan Interpretasi Hasil ... III-8 3.3 Kesimpulan dan Saran ... III-8
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA ... IV-1
4.1 Pengumpulan Data ... IV-1 4.1.1 Proses Pembuatan “Es Puter” ... IV-1 4.1.2 Sikap Kerja Awal ... IV-2 4.1.3 Rekap Hasil Kuesioner Nordic Body Map ... IV-4 4.1.4 Identifikasi Keluhan, Harapan dan Kebutuhan
Perancangan ... IV-5 4.1.5 Dimensi Antropometri ... IV-9 4.2 Pengolahan Data ... IV-10
4.2.1 Pengujian Data Antropometri ... IV-10 4.2.2 Penentuan Dimensi Rancangan Rangka Mesin ... IV-15 4.2.3 Penyusunan Konsep Perancangan ... IV-17
4.2.5 Penentuan Komponen Utama Rancangan
Mesin “Es Puter” ... IV-19 4.3 Perhitungan Teknik dan Penentuan Komponen ... IV-26 4.4 Perhitungan Biaya ... IV-46 4.5.1 Perhitungan Biaya Mesin “Es Puter” ... IV-46
BAB V ANALISIS DAN INTERPRETASI HASIL... V-1
5.1 Analisis Hasil Penelitian ... V-1 5.1.1 Analisis Alat Pemutar “Es Puter’’ Awal ... V-1 5.1.2 Analisis Hasil Perancangan Ulang Alat
Mesin “Es Puter” ... V-2 5.1.3 Analisis Material Alat Mesin “Es Puter” ... V-3 5.1.4 Analisis Perancangan Berdasarkan Anthropometri
Operator ... V-4 5.2 Interpretasi Hasil ... V-5
BAB VI KESIMPULAN DAN SARAN ... VI-1
6.1 Kesimpulan ... VI-1 6.2 Saran ... VI-1
DAFTAR PUSTAKA LAMPIRAN
DAFTAR TABEL
Tabel 2.1 Jenis persentil dan cara perhitungan dalam distribusi
normal ... II-10 Tabel 2.2 Faktor-faktor koreksi daya yang akan ditransmisikan ... II-25 Tabel 2.3 Faktor koreksi beban puntir ... II-28 Tabel 2.4 Faktor koreksi beban lentur ... II-29 Tabel 2.5 Diameter poros (mm) ... II-29 Tabel 4.1 Keluhan pekerja pada aktivitas pembuatan “es puter” ... IV-5 Tabel 4.2 Harapan pekerja pada aktivitas pembuatan “es puter” ... IV-6 Tabel 4.3 Penjabaran keluhan, harapan, kebutuhan dan desain alat ... IV-6 Tabel 4.4 Pernyataan harapan fitur perancangan dari pekerja
“es puter” ... IV-7 Tabel 4.5 Penjabaran harapan fitur perancangan ... IV-8 Tabel 4.6 Data tinggi siku berdiri (TSB)... IV-9 Tabel 4.7 Data jangkauan tangan ke depan (JT) ... IV-10 Tabel 4.8 Dimensi rancangan rangka ... IV-17 Tabel 4.9 Perhitungan besar dan kecil baja profil L ... IV-27 Tabel 4.10 Biaya bahan ... IV-48 Tabel 4.11 Biaya pemakaian dan biaya operator ... IV-48 Tabel 5.1 Analisa Hasil Perancangan Ulang Alat Mesin “Es Puter” ... V-2
DAFTAR GAMBAR
Gambar 2.1 Anthropometri untuk perancangan produk atau
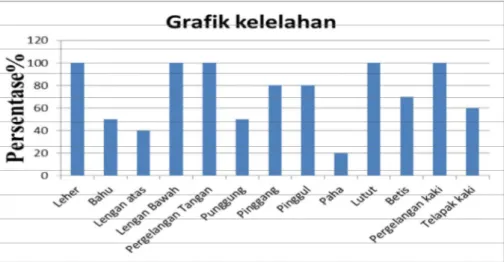
fasilitas ... II-6 Gambar 2.2 Ilustrasi persentil ... II-9 Gambar 2.3 Distribusi normal dengan data antropometri ... II-9 Gambar 2.4 Nordic body map ... II-16 Gambar 2.5 Tumpuan rol ... II-18 Gambar 2.6 Tumpuan sendi ... II-18 Gambar 2.7 Reaksi tumpuan jepit ... II-19 Gambar 2.8 Sketsa prinsip statika kesetimbangan ... II-20 Gambar 2.9 Sketsa shearing force diagram ... II-20 Gambar 2.10 Sketsa normal force ... II-21 Gambar 2.11 Sketsa moment bending (+) ... II-21 Gambar 2.12 Sketsa moment bending (-) ... II-22 Gambar 2.13 Landasan arah kanan ... II-22 Gambar 2.14 Landasan arah kiri ... II-22 Gambar 2.15 Panjang sabuk dan sudut kontak pada sabuk terbuka ... II-26 Gambar 2.16 Tipe-tipe pengelasan sudut ... II-30 Gambar 2.17 Tipe-tipe pengelasan temu ... II-31 Gambar 3.1 Diagram alir metodologi penelitian ... III-1 Gambar 4.1 Skema proses pembuatan “Es Puter” ... IV-1 Gambar 4.2 Sikap kerja operator dengan posisi berdiri ... IV-3 Gambar 4.3 Sikap kerja operator dengan posisi jongkok ... IV-4 Gambar 4.4 Grafik kelelahan pekerja berdasarkan NBM ... IV-4 Gambar 4.5 Grafik uji keseragaman tinggi siku berdiri (TSB) ... IV-12 Gambar 4.6 Grafik uji keseragaman jangkauan tangan (JT) ... IV-13 Gambar 4.7 Rancangan mesin “es puter” tampak atas ... IV-18 Gambar 4.8 Rancangan mesin “es puter” ... IV-18 Gambar 4.9 Rancangan mesin “es puter” tampak samping ... IV-19 Gambar 4.10 Penentuan komponen utama rancangan
Gambar 4.11 Rangka mesin “es puter” ... IV-20 Gambar 4.12 Papan penutup ... IV-21 Gambar 4.13 Tampak atas papan penutup ... IV-21 Gambar 4.14 Speed reducer ... IV-21 Gambar 4.15 Motor 1400 rpm ... IV-22 Gambar 4.16 Poros ... IV-22 Gambar 4.17 Pulley ... IV-23 Gambar 4.18 Bearing 6204 ... IV-23 Gambar 4.19 Pemasangan bearing 6204 pada Poros ... IV-24 Gambar 4.20 Bushing ... IV-24 Gambar 4.21 Pemasangan bearing dengan poros terhadap bushing ... IV-24 Gambar 4.22 Flange pemutar ... IV-25 Gambar 4.23 Pemasangan bearing dan bushing dengan poros terhadap
flange pemutar ... IV-25
Gambar 4.24 Tabung ... IV-26 Gambar 4.25 Pemasangan tabung dengan flange pemutar ... IV-26 Gambar 4.26 Profil L ... IV-27 Gambar 4.27 Gambar 3D sabuk V ... IV-35 Gambar 4.28 Dimensi Penampang sabuk V ... IV-35 Gambar 4.29 Luas Penampang sabuk V ... IV-36 Gambar 4.30 Poros flends pemutar ... IV-40 Gambar 4.31 Sketsa reduksi putaran ... IV-42 Gambar 4.32 Pembebanan pada baut ... IV-43 Gambar 4.33 Dimensi baut ... IV-44 Gambar 4.34 Mur yang dibebani sejajar dengan sumbu ... IV-45 Gambar 4.35 BOM mesin es puter ... IV-46
DAFTAR LAMPIRAN
LAMPIRAN 1
L 1.1 Kuesioner nordic body map ... L1-1 L 1.2 Hasil kuesioner nordic body map ... L1-3 L.1.3 Grafik hasil kuesioner penelitian ... L1-4 L.1.4 Data antropometri tinggi siku berdiri dan jangkauan
tangan pekerja ... L1-4 LAMPIRAN 2
L 2.1 Uji keseragaman data tinggi siku berdiri dan
jangkauan tangan ... L2-1 L 2.2 Uji kecukupan data tinggi siku berdiri dan
jangkauan tangan ... L2-3 L 2.3 Perhitungan persentil tinggi siku berdiri dan
jangkauan tangan ... L2-5 LAMPIRAN 3
L 3.1 Spesifikasi elektroda terbungkus dari
baja lunak (AWS) ... L3-1 L 3.2 Besi profil siku ... L3-2 L 3.3 Spesifikasi baja lunak ... L3-3
BAB I
PENDAHULUAN
Pada bab ini dijelaskan mengenai latar belakang masalah, perumusan masalah yang diangkat, tujuan dan manfaat dari tugas akhir yang dilakukan. Berikut ini diuraikan mengenai batasan masalah, asumsi yang digunakan dalam permasalahan dan sistematika penulisan untuk menyelesaikan penelitian
1.1 LATAR BELAKANG MASALAH
Pemberlakuan pasar bebas di Asia memberikan dampak bagi Indonesia, salah satunya dalam dunia kerja. Oleh karena itu, diperlukan kreatifitas dalam menciptakan lapangan kerja sendiri. Hal ini dapat dilihat dengan semakin banyaknya masyarakat Indonesia yang mampu membuka lapangan kerja sendiri, diantaranya dengan mendirikan usaha kecil yang disebut Usaha Kecil Menengah (UKM).
Perencanaan teknologi tepat guna disesuaikan dengan kondisi masing-masing usaha. Untuk usaha menengah ke atas yang bermodal besar biasanya menggunakan teknologi yang canggih hasil riset dari dalam maupun luar negeri. Tetapi bagi usaha menengah ke bawah yang bermodal kecil cukup dengan menggunakan teknologi tepat guna. Karena dengan cara seperti itulah mereka mampu bersaing dengan para pengusaha besar dengan nilai produk yang bersaing.
Wawancara dilapangan menunjukan bahwa penggunaan alat-alat konvensional atau manual oleh pengusaha kecil didaerah pedesaan masih banyak dipakai dalam pembuatan “es puter”, sehingga dengan memakai alat yang ada sekarang tenaga kerja sering kali mengalami keluhan pada waktu pembuatan “es puter”. Munculnya keluhan ini bisa menyebabkan terjadinya cidera
musculoskeletal para pekerja pada bahu, lengan atas dan lengan bawah, hal ini
dikarenakan pada awal pembuatan “es puter” tabung yang diputar dengan cara manual mengalami gesekan dengan es batu yang ada pada luar tabung tersebut.
Berdasarkan pengamatan yang dilakukan pada industri rumah tangga Barokah di daerah Mangkunegaran Surakarta yang masih menggunakan alat
mempunyai kekurangan pada saat proses produksi. Kekurangan alat “es puter” selama proses produksi adalah pekerja selalu memutar tabung es yang disamping tabung diberi es batu sehingga pada awal proses pembuatan “es puter” pekerja sering mengeluh waktu memutar tabung tersebut, ini dikarenakan adanya gesekan antara tabung tersebut dengan es batu.
Berdasarkan wawancara terhadap pekerja yang melakukan proses pembuatan “es puter” pada industri rumah tangga Barokah, proses pembuatan “es puter” yang dilakukan oleh pengusaha kecil masih menggunakan alat konvensional, yaitu dengan cara diputar secara manual terus menerus dengan menggunakan tangan selama kurang lebih 1 – 2 jam. Didapatkan bahwa mereka sering mengalami nyeri atau kaku otot saat mereka memutar tabung pada saat proses pembuatan “es puter” tersebut selesai dilakukan.
Hasil dari wawancara tersebut diperkuat kembali dengan hasil kuesioner
Nordic Body Map (NBM) yang diberikan kepada pekerja “es puter” Barokah di
daerah Mangkunegaran Surakarta. Berdasarkan hasil pengisian kuesioner oleh pekerja dapat diketahui bahwa terdapat keluhan yang paling dominan dengan prosentase keluhan terjadi pada bagian leher, lengan, pergelangan tangan, lutut, dan pergelangan kaki.
Berdasarkan permasalahan yang telah dijelaskan sebelumnya, maka perlu dilakukan perancangan ulang alat yang ada sekarang ini berdasarkan aspek ergonomi agar proses pembuatan “es puter” dapat mengurangi keluhan para tenaga kerja yang sesuai dengan aspek ergonomi. Sehingga pada rancangan mesin atau alat yang baru dapat dirasakan rasa aman, nyaman dan dapat mempersingkat waktu proses produksi.
1.2 PERUMUSAN MASALAH
Perumusan masalah dalam penelitian ini adalah bagaimana merancang ulang suatu alat sesuai dengan aspek ergonomi yang dapat mengurangi keluhan dari terjadinya cidera musculoskeletal tenaga kerja yang tadinya membuat “es puter” hanya menggunakan tangan atau manual.
1.3 TUJUAN PENELITIAN
Tujuan yang ingin dicapai dalam penelitian ini yaitu dapat merancang ulang suatu alat sesuai dengan aspek ergonomi yang dapat mengurangi keluhan dari terjadinya cidera musculoskeletal tenaga kerja yang tadinya membuat “es puter” hanya menggunakan tangan atau manual.
1.4 MANFAAT PENELITIAN
Suatu permasalahan akan diteliti apabila di dalamnya mengandung unsur manfaat. Agar memenuhi suatu unsur manfaat maka perlu ditentukan terlebih dahulu manfaat yang akan didapatkan dari suatu penelitian. Adapun manfaat yang diharapkan dari penelitian ini adalah :
1. Menghasilkan perancangan alat bantu bagi pekerja sehingga menimbulkan rasa aman, nyaman sehingga diharapkan mampu meningkatkan produktivitas kerja.
2. Dapat mengurangi keluhan dari terjadinya cidera musculoskeletal pada saat pembuatan “es puter”.
1.5 BATASAN MASALAH
Pembatasan masalah dilakukan agar penelitian tidak terlalu luas dan memperjelas obyek penelitian yang akan dilakukan. Batasan masalah dalam penelitian ini adalah sebagai berikut :
1. Subjek penelitian adalah pekerja “es puter” di Barokah Mangkunegaran Surakarta.
2. Diameter tabung dalam mengambil ukuran dimensi yang ada di pasaran yaitu 220 mm.
3. Alat mesin “es puter” menggunakan motor listrik dengan putaran 1400 rpm.
4. Perancangan ini hanya menganalisa kerja operator dan tidak menyinggung kualitas produk yang dihasilkan.
5. Perancangan menggunakan pendekatan anthropometri hanya pada penentuan jangkauan tinggi maksimal, jangkauan tangan, penentuan dimensi lain yang diperlukan pada perancangan menggunakan
1.6 ASUMSI PENELITIAN
Asumsi digunakan untuk menyederhanakan kompleksitas permasalahan yang diteliti. Asumsi yang digunakan dalam penyusunan laporan tugas akhir ini adalah sebagai berikut:
1. Data anthropometri yang diambil dianggap telah mewakili populasi yang ada, dimaksudkan agar rancangan yang dihasilkan dapat digunakan dengan baik atau paling tidak mendekati karakteristik penggunanya.
2. Pekerja tidak mempunyai kelainan fisik dan dalam kondisi sehat saat penelitian dilakukan, karena rancangan yang dihasilkan tidak diperuntukan bagi orang-orang cacat.
3. Beban maksimal terhadap kontruksi adalah terpusat, karena adanya gaya sentripetal pada tabung maka beban yang ada pada kaki-kaki rangka sama.
1.7 SISTEMATIKA PENULISAN
Sistematika penulisan dibuat agar dapat memudahkan pembahasan penyelesaian masalah dalam penelitian ini. Penjelasan mengenai sistematika penulisan, sebagai berikut :
BAB I : PENDAHULUAN
Bab ini meliputi latar belakang masalah, perumusan masalah, tujuan penelitian, manfaat penelitian, batasan masalah, asumsi, dan sistematika penulisan.
BAB II : TINJAUAN PUSTAKA
Bab ini menguraikan teori-teori yang akan dipakai untuk mendukung penelitian, sehingga perhitungan dan analisis dilakukan secara teoritis. Tinjauan pustaka diambil dari berbagai sumber yang berkaitan langsung dengan permasalahan yang dibahas dalam penelitian.
BAB III : METODOLOGI PENELITIAN
Bab ini berisi tahapan yang dilalui dalam penyelesaian masalah secara umum yang berupa gambaran terstruktur dalam bentuk flowchart sesuai dengan permasalahan yang ada mulai dari studi pendahuluan, pengumpulan data sampai dengan pengolahan data dan analisis.
BAB IV : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data-data yang diperlukan untuk menyelesaikan masalah, kemudian dilakukan pengolahan data secara bertahap.
BAB V : ANALISIS DAN INTERPRETASI HASIL
Bab ini membahas analisis dan interpretasi hasil rancangan yang dilakukan dalam penelitian ini.
BAB VI : KESIMPULAN DAN SARAN
Bagian ini berisi kesimpulan hasil dari semua tahap yang telah dilalui selama penelitian beserta saran-saran yang berkaitan dengan penelitian ini.
BAB II
TINJAUAN PUSTAKA
Bab ini membahas mengenai konsep dan teori yang digunakan dalam penelitian, sebagai landasan dan dasar pemikiran untuk membahas serta menganalisa permasalahan yang ada.
2.1 ERGONOMI
Ergonomi berasal dari kata Yunani ergo yang berarti kerja dan nomos yang berarti hukum. Jadi ergonomi dapat diartikan sebagai ilmu yang mempelajari manusia dalam kaitannya dengan pekerjaannya. Ergonomi dapat juga didefinisikan sebagai suatu ilmu yang memanfaatkan informasi mengenai sifat, kemampuan dan keterbatasan manusia untuk merancang sistem kerja. Dengan ergonomi, diharapkan manusia yang berperan sentral dalam suatu sistem kerja dapat bekerja lebih efektif dan optimal. Dengan demikian jelas bahwa pendekatan ergonomi akan mampu menimbulkan efektifitas fungsional dan kenyamanan pemakaian dari peralatan, fasilitas maupun lingkungan kerja yang dirancang (Wignjosoebroto, 1995).
Maksud dan tujuan dari disiplin ergonomi adalah mendapatkan suatu pengetahuan yang utuh tentang permasalahan-permasalahan interaksi manusia dengan teknologi dan produk-produknya, sehingga dimungkinkan adanya suatu rancangan sistem manusia-mesin (teknologi) yang optimal. Disiplin ini akan mencoba membawa ke arah proses perancangan mesin yang tidak saja memiliki kemampuan produksi yang lebih canggih lagi, melainkan juga memperhatikan aspek-aspek yang berkaitan dengan kemampuan dan keterbatasan manusia yang mengoperasikan mesin tersebut. Tujuan pokoknya adalah terciptanya desain sistem manusia-mesin yang terpadu sehingga efektifitas dan efisien kerja bisa tercapai secara optimal (Wignjosoebroto, 1995).
Disiplin human engineering atau ergonomi banyak diaplikasikan dalam berbagai proses perancangan produk (man-made objects) ataupun operasi kerja
sehari-harinya. Sebagai contoh desain dari dials atau instrumental displays
(man-machine interface) akan banyak mempertimbangkan aspek-aspek ergonomi ini.
Demikian juga dalam sebuah stasiun kerja, semua fasilitas kerja seperti peralatan, material dll haruslah diletakkan didepan dan berdekatan (jarak jangkauan normal) dengan posisi operator bekerja. Hal ini sesuai dengan prinsip-prinsip ekonomi gerakan. Dengan mengaplikasikan aspek-aspek ergonomi atau human
engineering, maka dapat dirancang sebuah stasiun kerja yang bisa dioperasikan
oleh rata-rata manusia. Disiplin ergonomi, khususnya yang berkaitan dengan pengukuran dimensi tubuh manusia (anthropometri) telah menganalisa, mengevaluasi dan membakukan jarak jangkauan yang memungkinkan rata manusia untuk melaksanakan kegiatannya dengan mudah dan gerakan-gerakan yang sederhana. Contoh lain dari aplikasi disiplin ergonomi juga bisa dilihat dalam proses perancangan peralatan kerja (tools) untuk penggunaan yang lebih efektif. Perkakas kerja seperti obeng atau gunting misalnya dengan pegangan (handles) yang berbentuk kurva pada dasarnya merupakan hasil dari human
engineering studies. Desain handle yang berbentuk kurva dan disesuaikan dengan
bentuk genggaman tangan akan memudahkan cara pengoperasian peralatan tersebut. Dengan demikian manusia tidak lagi harus menyesuaikan dirinya dengan mesin yang dioperasikan (the man fits to the design), melainkan sebaliknya yaitu mesin dirancang dengan terlebih dahulu memperhatikan kelebihan dan keterbatasan manusia yang mengoperasikannya (Wignjosoebroto, 1995).
Fokus perhatian dari ergonomi ialah berkaitan erat dengan aspek-aspek manusia di dalam perencanaan “man-made objects” dan lingkungan kerja. Pendekatan ergonomi akan ditekankan pada penelitian kemampuan keterbatasan manusia baik secara fisik maupun mental psikologis dan interaksinya dalam sistem manusia-mesin yang integral. Secara sistematis pendekatan ergonomi kemudian akan memanfaatkan informasi tersebut untuk tujuan rancang bangun, sehingga akan tercipta produk, sistem atau lingkungan kerja yang lebih sesuai dengan manusia. Pada gilirannya rancangan yang ergonomis akan dapat meningkatkan efisiensi, efektifitas dan produktifitas kerja, serta dapat
Maksud dan tujuan utama dari pendekatan disiplin ergonomi diarahkan pada upaya memperbaiki performansi kerja manusia seperti menambah kecepatan kerja, accuracy, keselamatan kerja disamping untuk mengurangi energi kerja yang berlebihan serta mengurangi datangnya kelelahan yang terlalu cepat. Disamping itu disiplin ergonomi diharapkan pula mampu memperbaiki pendayagunaan Sumber Daya Manusia serta meminimalkan kerusakan peralatan yang disebabkan kesalahan manusia (Wignjosoebroto, 1995).
2.2 ANTHROPOMETRI DALAM ERGONOMI
Istilah anthropometri berasal dari kata anthro yang berarti manusia dan
metri yang berarti ukuran. Antropometri adalah pengetahuan yang menyangkut
pengukuran dimensi tubuh manusia. Antropometri secara luas akan digunakan sebagai pertimbangan-pertimbangan ergonomis dalam proses perancangan (design) produk maupun sistem kerja yang akan memerlukan interaksi manusia (Wignjosoebroto, 1995). Data antropometri yang diperoleh akan diaplikasikan secara luas dalam hal :
1. Perancangan areal kerja (work station, interior mobil, dan lain-lain).
2. Perancangan peralatan kerja seperti mesin, equipment, perkakas (tools) dan sebagainya.
3. Perancangan produk-produk konsumtif seperti pakaian, kursi/meja komputer, dan lain-lain.
4. Perancangan lingkungan kerja fisik
5. Data antropometri akan menentukan bentuk, ukuran dan dimensi yang tepat berkaitan dengan produk yang dirancang dan manusia yang akan mengoperasikan/menggunakan produk tersebut. Dalam kaitan ini maka perancang produk harus mampu mengakomodasikan dimensi tubuh dari populasi terbesar yang akan menggunakan produk hasil rancangannya tersebut. Secara umum sekurang-kurangnya 90% - 95% dari populasi yang menjadi target dalam kelompok pemakai suatu produk haruslah mampu menggunakannya dengan selayaknya. Pada dasarnya peratan kerja yang dibuat dengan mengambil referensi dimensi tubuh tertentu jarang sekali bisa mengakomodasikan seluruh range ukuran tubuih dari populasi yang akan
memakainya. Jadi, sebelum menentukan data anthropometri mana yang akan dipakai tentunya diketahui dulu sasaran konsumen yang akan memakai produk tersebut.
2.2.1 Data Antropometri dan Cara Pengukurannya
Manusia pada umumnya akan berbeda-beda dalam hal bentuk dan dimensi ukuran tubuhnya. Disini ada beberapa faktor yang akan mempengaruhi ukuran tubuh manusia (Wignjosoebroto, 1995), sehingga sudah semestinya seorang perancang produk harus memperhatikan faktor-faktor tersebut yang antara lain adalah :
1. Umur
Ukuran tubuh manusia akan berkembang dari saat lahir sampai sekitar 20 tahun untuk pria dan 17 tahun untuk wanita. Ada kecenderungan untuk berkurang setelah mencapai usia 60 tahun.
2. Jenis Kelamin
Jenis kelamin pria umumnya memiliki dimensi tubuh yang lebih besar kecuali dada dan pinggul.
3. Suku Bangsa (Etnis)
Dimensi tubuh suku bangsa negara Barat lebih besar dari pada dimensi tubuh suku bangsa negara Timur.
4. Sosio Ekonomi
Tingkat Sosio Ekonomi sangat mempengaruhi dimensi tubuh manusia. Dimana pada negara-negara maju dengan tingkat sosio ekonomi tinggi, penduduknya mempunyai dimensi tubuh yang besar dibandingkan dengan negara-negara berkembang.
5. Posisi tubuh
Sikap ataupun posisi tubuh akan berpengaruh terhadap ukuran tubuh oleh karena itu harus posisi tubuh standar harus diterapkan untuk survei pengukuran.
Selain faktor-faktor tersebut terdapat juga faktor-faktor yang perlu dipertimbangkan karena mempengaruhi variabilitas ukuran tubuh manusia (Wignjosoebroto, 1995), seperti:
1. Cacat tubuh
Diperlukan untuk perancangan produk bagi orang-orang cacat. 2. Tebal tipis pakaian
Hal ini dipertimbangkan berkaitan dengan faktor iklim dimana perbedaan iklim akan memberikan perbedaan bentuk rancangan dan spesifikasi pakaian.
3. Kehamilan
Hal ini akan mempengaruhi bentuk dan ukuran tubuh perempuan yang hamil.
Berkaitan dengan posisi tubuh manusia Antropometri dibagi atas dua bagian (Wignjosoebroto, 1995), yaitu :
1. Antropometri Statis (Structural Body Dimensions)
Pengukuran manusia pada posisi tubuh diam dan linier pada permukaan tubuh. Ada beberapa metode pengukuran tertentu agar hasilnya representative. Disebut juga pengukuran dimensi struktur tubuh dimana tubuh diukur dalam berbagai posisi standard dan tidak bergerak (tetap tegak sempurna). Dimensi tubuh yang diukur dengan posisi tetap antara lain meliputi berat badan, tinggi tubuh dalam posisi berdiri maupun duduk, ukuran kepala, tinggi / panjang lutut pada saat berdiri atau duduk, panjang lengan, dsb. Ukuran dalam hal ini diambil dengan persentil tertentu seperti persentil 5, persentil 50 dan persentil 95.
2. Antropometri Dinamis (Functional Body Dimensions)
Yang dimaksud antropometri dinamis adalah pengukuran keadaan dan ciri-ciri fisik manusia dalam keadaan bergerak atau memperhatikan gerakan-gerakan yang mungkin terjadi saat pekerja tersebut melaksanakan kegiatannya. Hal pokok yang ditekankan dalam pengukuran anthropometri dinamis adalah mendapatkan ukuran tubuh yang nantinya akan berkaitan erat dengan gerakan-gerakan nyata yang diperlukan tubuh untuk melaksanakan kegiatan-kegiatan tertentu. Antropometri dalam posisi tubuh melaksanakan fungsinya yang dinamis akan banyak diaplikasikan dalam proses perancangan fasilitas ataupun ruang kerja.
Terdapat tiga kelas pengukuran antropometri dinamis (Wignjosoebroto, 1995), yaitu :
1. Pengukuran tingkat ketrampilan sebagai pendekatan untuk mengerti keadaan mekanis dari suatu aktifitas.
2. Pengukuran jangkauan ruang yang dibutuhkan saat kerja. 3. Pengukuran variabilitas kerja.
2.2.2 Dimensi Antropometri
Data antropometri dapat dimanfaatkan untuk menetapkan dimensi ukuran produk yang akan dirancang dan disesuaikan dengan dimensi tubuh manusia yang akan menggunakannya. Pengukuran dimensi struktur tubuh yang biasa diambil dalam perancangan produk maupun fasilitas dapat dilihat pada gambar 2.2 di bawah ini (Wignjosoebroto, 1995).
Gambar 2.1 Anthropometri untuk perancangan produk atau fasilitas
Sumber : Wignjosoebroto, 1995 Keterangan gambar 2.1, yaitu:
1 : Dimensi tinggi tubuh dalam posisi tegak (dari lantai sampai dengan ujung kepala).
2 : Tinggi mata dalam posisi berdiri tegak. 3 : Tinggi bahu dalam posisi berdiri tegak.
4 : Tinggi siku dalam posisi berdiri tegak (siku tegak lurus).
5 : Tinggi kepalan tangan yang terjulur lepas dalam posisi berdiri tegak (dalam gambar tidak ditunjukkan).
6 : Tinggi tubuh dalam posisi duduk (di ukur dari alas tempat duduk pantat sampai dengan kepala).
7 : Tinggi mata dalam posisi duduk. 8 : Tinggi bahu dalam posisi duduk.
9 : Tinggi siku dalam posisi duduk (siku tegak lurus). 10 : Tebal atau lebar paha.
11 : Panjang paha yang di ukur dari pantat sampai dengan ujung lutut.
12 : Panjang paha yang di ukur dari pantat sampai dengan bagian belakang dari lutut betis.
14 : Tinggi tubuh dalam posisi duduk yang di ukur dari lantai sampai dengan paha.
15 : Lebar dari bahu (bisa di ukur baik dalam posisi berdiri ataupun duduk). 16 : Lebar pinggul ataupun pantat.
17 : Lebar dari dada dalam keadaan membusung (tidak tampak ditunjukkan dalam gambar).
18 : Lebar perut.
19 : Panjang siku yang di ukur dari siku sampai dengan ujung jari-jari dalam posisi siku tegak lurus.
20 : Lebar kepala.
21 : Panjang tangan di ukur dari pergelangan sampai dengan ujung jari. 22 : Lebar telapak tangan.
23 : Lebar tangan dalam posisi tangan terbentang lebar kesamping kiri kanan (tidak ditunjukkan dalam gambar).
24 : Tinggi jangkauan tangan dalam posisi berdiri tegak. 25 : Tinggi jangkauan tangan dalam posisi duduk tegak.
26 : Jarak jangkauan tangan yang terjulur kedepan di ukur dari bahu sampai dengan ujung jari tangan.
2.2.3 Aplikasi Distribusi Normal Dalam Antropometri
Penerapan data antropometri, distribusi yang umum digunakan adalah distribusi normal (Nurmianto, 1996). Dalam statistik, distribusi normal dapat diformulasikan berdasarkan nilai rata-rata (x) dan standar deviasi (σ) dari data yang ada. Nilai rata-rata dan standar deviasi yang ada dapat ditentukan percentile sesuai tabel probabilitas distribusi normal.
Adanya berbagai variasi yang cukup luas pada ukuran tubuh manusia secara perorangan, maka besar “nilai rata-rata” menjadi tidak begitu penting bagi perancang. Hal yang justru harus diperhatikan adalah rentang nilai yang ada. Secara statistik sudah diketahui bahwa data pengukuran tubuh manusia pada berbagai populasi akan terdistribusi dalam grafik sedemikian rupa sehingga data-data yang bernilai kurang lebih sama akan terkumpul di bagian tengah grafik, sedangkan data-data dengan nilai penyimpangan ekstrim akan terletak di ujung-ujung grafik. Merancang untuk kepentingan keseluruhan populasi sekaligus merupakan hal yang tidak praktis (Nurmianto, 1996). Berdasarkan uraian tersebut, maka kebanyakan data antropometri disajikan dalam bentuk persentil.
Persentil menunjukkan jumlah bagian per seratus orang dari suatu populasi yang memiliki ukuran tubuh tertentu (atau yang lebih kecil) atau nilai yang menunjukkan persentase tertentu dari orang yang memiliki ukuran pada atau di
bawah nilai tersebut. Sebagai contoh bila dikatakan presentil pertama dari suatu data pengukuran tinggi badan, maka pengertiannya adalah bahwa 99% dari populasi memiliki data pengukuran yang bernilai lebih besar dari 1% dari populasi yang tadi disebutkan. Contoh lainnya : bila dikatakan presentil ke-95 dari suatu pengukuran data tinggi badan berarti bahwa hanya 5% data merupakan data tinggi badan yang bernilai lebih besar dari suatu populasi dan 95% populasi merupakan data tinggi badan yang bernilai sama atau lebih rendah pada populasi tersebut. The
Antropometric Source Book yang diterbitkan oleh Badan Administrasi Nasional
Aeronotika dan penerbangan Luar Angkasa Amerika Serikat (NASA) merumuskan pengertian presentil yaitu definisi presentil sebenarnya sederhananya saja. Untuk suatu kelompok data apapun. Misalnya data berat badan pilot, presentil pertama menunjukkan data sejumlah pilot yang berat badannya lebih besar daripada 1% data para pilot yang disebutkan paling kecil berat badannya, dan dilain pihak merupakan data berat badan dari setiap pilot yang kurang berat badannya dari 99% pilot dengan berat badan yang terbesar. Dapat juga dikatakan bahwa presentil kedua merupakan data yang bernilai lebih besar daripada 2% pilot yang paling ringan, dan lebih kecil dari 98% pilot-pilot terberat. Jadi, berapapun besaran nilai k dari 1 hingga 99 maka presentil ke-k tersebut merupakan nilai yang lebih besar dari k% berat badan terkecil dan kurang dari yang terbesar (100k)%. Presentil 50 yang merupakan nilai dari suatu rata-rata, merupakan nilai yang membagi data menjadi dua bagian, yaitu yang berisi data bernilai terkecil dan terbesar masing-masing sebesar 50% dari keseluruhan nilai tersebut (Nurmianto, 1996).
Persentil ke-50 memberi gambaran yang mendekati nilai rata-rata ukuran dari suatu kelompok tertentu. Suatu kesalahan yang serius pada penerapan suatu data adalah dengan mengasumsikan bahwa setiap ukuran pada persentil ke-50 mewakili pengukuran manusia rata-rata pada umumnya, sehingga sering digunakan sebagai pedoman perancangan (Nurmianto, 1996). Kesalahpahaman yang terjadi dengan asumsi tersebut mengaburkan pengertian atas makna 50% dari kelompok. Sebenarnya tidak ada yang dapat disebut “manusia rata-rata”.
Ada dua hal penting yang harus selalu diingat bila menggunakan presentil. Pertama, suatu persentil antropometri dari tiap individu hanya berlaku untuk satu data dimensi tubuh saja. Hal ini dapat merupakan data tinggi badan atau data tinggi duduk. Kedua, tidak dapat dikatakan seseorang memiliki persentil yang sama, ke-95 atau ke-90 atau ke-5, untuk keseluruhan dimensi tubuhnya. Hal ini hanya merupakan gambaran dari suatu makhluk dalam khayalan, karena seseorang dengan persentil ke-50 untuk data tinggi badannya, dapat saja memiliki persentil ke-40 untuk data tinggi lututnya, atau persentil ke-60 untuk data panjang lengannya seperti ilustrasi pada gambar 2.2 (Roebuck, 1975).
Gambar 2.2 Ilustrasi persentil
Sumber: Roebuck, 1975
Pemakaian nilai-nilai persentil yang umum diaplikasikan dalam perhitungan data antropometri dijelaskan pada gambar 2.3 dan dalam tabel 2.1 di bawah ini (Nurmianto, 1996).
Gambar 2.3 Distribusi normal dengan data antropometri
Tabel 2.1 Jenis persentil dan cara perhitungan dalam distribusi normal Persentil Perhitungan 1-St 2.5-th 5-th 10-th 50-th x - 2.325 sx x - 1.96 sx x - 1.645 sx x - 1.28 sx x 90-th 95-th 97.5-th 99-th x + 1.28 sx x + 1.645 sx x + 1.96 sx x + 2.325 sx Sumber : Nurmianto, 1996
2.2.4 Aplikasi Data Antropometri dalam Perancangan Produk
Penggunaan data antropometri dalam penentuan ukuran produk harus mempertimbangkan prinsip-prinsip di bawah ini agar produk yang dirancang bisa sesuai dengan ukuran tubuh pengguna (Wignjosoebroto, 1995) yaitu :
1. Prinsip perancangan produk bagi individu dengan ukuran ekstrim Rancangan produk dibuat agar bisa memenuhi 2 sasaran produk yaitu :
a. Sesuai dengan ukuran tubuh manusia yang mengikuti klasifikasi ekstrim.
b. Tetap bisa digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas dari populasi yang ada)
Agar dapat memenuhi sasaran pokok tersebut maka ukuran diaplikasikan, yaitu
a. Dimensi minimum yang harus ditetapkan dari suatu rancangan produk umumnya didasarkan pada nilai persentil terbesar misalnya 90, 95, atau persentil 99.
b. Dimensi maksimum yang harus ditetapkan diambil berdasarkan persentil terkecil misalnya persentil 1, persentil 5, atau persentil 10.
2. Prinsip perancangan produk yang bisa dioperasikan diantara rentang ukuran tertentu (adjustable).
Produk dirancang dengan ukuran yang dapat diubah-ubah sehingga cukup fleksible untuk dioperasikan oleh setiap orang yang memiliki berbagai macam ukuran tubuh. Mendapatkan rancangan yang fleksibel semacam ini maka data antropometri yang umum diaplikasikan adalah dalam rentang nilai persentil 5 sampai dengan persentil 95.
3. Prinsip perancangan produk dengan ukuran rata-rata
Produk dirancang berdasarkan pada ukuran rata-rata tubuh manusia atau dalam rentang persentil 50.
Berkaitan dengan aplikasi data antropometri yang diperlukan dalam proses perancangan produk ataupun fasilitas kerja, beberapa rekomendasi yang bisa diberikan sesuai dengan langkah-langkah (Wignjosoebroto, 1995), sebagai berikut:
1. Pertama kali terlebih dahulu harus ditetapkan anggota tubuh yang mana yang nantinya difungsikan untuk mengoperasikan rancangan tersebut, 2. Tentukan dimensi tubuh yang penting dalam proses perancangan tersebut,
dalam hal ini juga perlu diperhatikan apakah harus menggunakan data
structural body dimension ataukah functional body dimension,
3. Selanjutnya tentukan populasi terbesar yang harus diantisipasi, diakomodasikan dan menjadi target utama pemakai rancangan produk tersebut,
4. Tetapkan prinsip ukuran yang harus diikuti semisal apakah rancangan rancangan tersebut untuk ukuran individual yang ekstrim, rentang ukuran yang fleksibel atau ukuran rata-rata,
5. Pilih persentil populasi yang harus diikuti; ke-5, ke-50, ke-95 atau nilai persentil yang lain yang dikehendaki,
Setiap dimensi tubuh yang diidentifikasikan selanjutnya pilih atau tetapkan nilai ukurannya dari tabel data antropometri yang sesuai. Aplikasikan data tersebut dan tambahkan faktor kelonggaran (allowance) bila diperlukan seperti halnya tambahan ukuran akibat faktor tebalnya
pakaian yang harus dikenakan oleh operator, pemakaian sarung tangan (gloves), dan lain-lain.
2.2.5 Pengolahan Data Antropometri
Data mentah yang sudah didapatkan diuji terlebih dahulu dengan menggunakan metode statistik sederhana yaitu uji keseragaman, uji kecukupan, dan uji kenormalan (Wignjosoebroto, 1995). Hal tersebut dilakukan agar data yang diperoleh bersifat representatif, artinya data tersebut dapat mewakili populasi yang diharapkan.
a. Uji Keseragaman Data
Pengujian keseragaman data dilakukan untuk mengetahui :
1. Homogenitas data
2. Apakah berasal dari suatu populasi yang sama
3. Data extrim atau yang berada di luar batas harus dihilangkan dan tidak perlu disertakan dalam perhitungan
Rumus yang digunakan dalam uji ini, yaitu:
N x x= å i ... (2.1) x s =
( )
1 2 -å N x xi ... (2.2)Rumus uji keseragaman data:
x x BKA= +3s ... (2.3) x x BKB = -3s ... (2.4) keterangan; x = rata-rata x
s = standar deviasi atau simpangan baku
N = jumlah data
BKA = batas kendali atas BKB = batas kendali bawah
Jika data berada diluar batas kendali atas ataupun batas kendali bawah maka data tersebut dihilangkan, keseragaman data dapat diketahui dengan menggunakan peta kendali x .
b. Uji Kecukupan Data
Uji kecukupan data berfungsi untuk mengetahui apakah data hasil pengamatan dapat dianggap mencukupi. Penetapan berapa jumlah data yang seharusnya dibutuhkan, terlebih dulu ditentukan derajat ketelitian (s) yang menunjukkan penyimpangan maksimum hasil penelitian, dan tingkat kepercayaan (k) yang menunjukkan besarnya keyakinan pengukur akan ketelitian data antropometri. Sedangkan rumus uji kecukupan data, yaitu:
(
)
2 2 2 ' / ú ú û ù ê ê ë é å å -å = X X X N s k N ... (2.5)Keterangan; N = jumlah data pengamatan sebenarnya
N’ = jumlah data secara teoritis
s = derajat ketelitian (degree of accuracy) k = tingkat kepercayaan (level of confidence)
Data akan dianggap telah mencukupi jika memenuhi persyaratan N’ < N, dengan kata lain jumlah data secara teoritis lebih kecil daripada jumlah data pengamatan sebenarnya (Wignjosoebroto, 1995).
c. Uji Kenormalan
Banyak cara yang dapat digunakan untuk melakukan pengujian normalitas sampel, salah satunya ialah dengan rumus chi-kuadrat. Langkah-langkah uji kenormalan diuraikan, sebagai berikut:
1. Menentukan jumlah kelas
Penentuan jumlah kelas menggunakan formula H.A. Sturges, karena formulanya mendasarkan pada jumlah pengamatan, yang mana banyaknya pengamatan senantiasa berbeda antara penelitian yang satu dengan yang lain, sehingga formula ini dianggap yang paling ideal menurut ukuran jumlah pengamatannya. Rumus Kriterium Sturges, yaitu:
k = 1 + 3,322 log n ... (2.6)
keterangan;
k = banyaknya kelas n = jumlah pengamatan
2. Menentukan wilayah data,
Wilayah data adalah selisih data maksimum dan minimumnya. 3. Menentukan lebar selang,
Lebar selang dihitung dengan membagi wilayah data dengan banyaknya kelas.
4. Menentukan limit kelas dan batas kelas,
Penentuan limit kelas dan batas kelas dilakukan dengan menentukan limit bawah kelas bagi selang yang pertama dan kemudian batas bawah kelasnya. Menambahkan lebar kelas pada batas bawah kelas untuk mendapatkan batas atas kelasnya. Mendaftar semua limit kelas dan batas kelas dengan cara menambahkan lebar kelas pada limit dan batas selang sebelumnya.
5. Menentukan frekuensi pengamatan (oi) bagi tiap-tiap kelas interval,
6. Menghitung nilai z padanan batas-batas kelas,
Nilai z padanan setiap batas-batas kelas dihitung dengan menggunakan rumus, yaitu: z1 = s x kelas bawah batas_ _ ) -( ... (2.7) z2 = s x kelas atas batas_ _ ) -( ... (2.8) keterangan;
z1 = nilai z padanan batas bawah kelas
z2 = nilai z padanan batas atas kelas
x = rata-rata contoh
7. Menghitung luas daerah di bawah kurva normal untuk menghitung frekuensi harapan (ei) setiap selang kelas,
Perhitungan frekuensi harapan menggunakan rumus, yaitu:
ei = (P(z1<Z<z2))(n) ... (2.9)
keterangan;
ei = frekuensi harapan
P(z1<Z<z2) = luas daerah di bawah kurva normal antara z1 dan z2
n = jumlah pengamatan
8. Menghitung nilai chi-kuadrat.
Jika harga
2
c teramati lebih kecil dari harga c2
dalam tabel statistika, maka data yang diperoleh menunjukkan kesesuaian yang baik dengan distribusi normal. Kriteria keputusan yang diuraikan di sini hendaknya tidak digunakan bila ada frekuensi harapan yang kurang dari 5. Persyaratan ini mengakibatkan adanya penggabungan sel-sel (kelas-kelas) yang berdekatan, sehingga mengakibatkan berkurangnya derajat bebas. Rumus chi-kuadrat, yaitu:
(
)
i i i e e o 2 2 =å -c ... (2.10) keterangan; 2 c = nilai chi-kuadrat oi = frekuensi pengamatan ei = frekuensi harapanBanyaknya derajat bebas yang berkaitan dengan dengan sebaran chi-kuadrat yang digunakan di sini bergantung pada dua faktor, yaitu banyaknya sel dalam percobaan yang bersangkutan dan banyaknya besaran yang diperoleh dari data pengamatan yang diperlukan dalam perhitungan frekuensi harapannya. Pada uji normalitas ini ada tiga besaran yang diperlukan untuk menghitung frekuensi harapan, yaitu frekuensi total, mean, dan standar deviasi. Jadi pada kasus ini derajat bebas dapat dihitung dengan rumus, yaitu:
v = banyak sel – 3 ... (2.11)
Keterangan; v = derajat bebas
2.3 NORDIC BODY MAP (NBM)
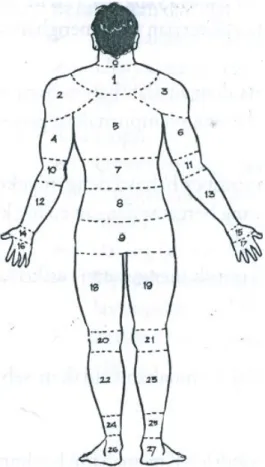
Salah satu alat ukur ergonomik sederhana yang dapat digunakan untuk mengenali sumber penyebab keluhan musculoskeletal adalah nordic body map. Nordic Body Map ini dipakai untuk mengetahui keluhan-keluhan yang dirasakan oleh para pekerja. Kuesioner ini diberikan sebelum dan setelah melakukan pekerjaan (Corlett, 1992). Kuesioner nordic body map terhadap segmen-segmen tubuh dapat dilihat dalam gambar 2.4.
Gambar 2.4 Nordic Body Map
Sumber : Corlett,1992 Keterangan gambar 2.4 : 0 : Leher atas 1 : Leher bawah 2 : Pundak kiri 3 : Pundak kanan
5 : Punggung
6 : Lengan atas kanan 7 : Pinggang
8 : Pinggul 9 : Pantat 10 : Siku kiri 11 : Siku kanan
12 : Lengan bawah kiri 13 : Lengan bawah kanan 14 : Pergelangan tangan kiri 15 : Pergelangan tangan kanan 16 : Jari jari kiri
17 : Jari kanan 18 : Paha kiri 19 : paha kanan 20 : Lutut kiri 21 : Lutut kanan 22 : Betis kiri 23 : Betis kanan 24 : Engkel kiri 25 : Engkel kanan 26 : Telapak kaki kiri 27 : Telapak kaki kanan
2.4 MEKANIKA KONSTRUKSI
Mekanika (Bahasa Latin mechanicus, dari Bahasa Yunani mechanikos, "seseorang yang ahli di bidang mesin") adalah jenis ilmu khusus yang mempelajari fungsi dan cara kerja mesin, alat atau benda yang seperti mesin. Mekanika merupakan bagian yang sangat penting dalam ilmu fisika terutama untuk ahli sains dan ahli teknik. Mekanika (Mechanics) juga berarti ilmu pengetahuan yang mempelajari gerakan suatu benda serta efek gaya dalam gerakan itu (Popov, 1986). Cabang ilmu Mekanika terbagi dua : Mekanika Statik dan Mekanika Dinamik (tidak dibahas dalam penelitian ini). Mekanika teknik dikenal juga sebagai mekanika rekayasa atau analisa struktur. Pokok utama dari ilmu tersebut adalah mempelajari perilaku struktur terhadap beban yang bekerja padanya. Perilaku struktur tersebut umumnya adalah lendutan dan gaya-gaya (gaya reaksi dan gaya internal).
2.4.1 Statika
Statika adalah ilmu yang mempelajari tentang statik dari suatu beban terhadap gaya-gaya dan beban yang mungkin ada pada bahan tersebut, atau juga dapat dikatakan sebagai perubahan terhadap panjang benda awal karena gaya atau beban (Popov, 1986). Terdapat 3 jenis tumpuan dalam ilmu statika untuk menentukan jenis perletakan yang digunakan dalam menahan beban yang ada dalam struktur, beban yang ditahan oleh perletakan masing-masing, yaitu:
1. Tumpuan Rol
Tumpuan yang dapat menahan gaya tekan yang arahnya tegak lurus dengan bidang tumpuannya. Tumpuan rol tidak dapat menahan gaya yang arahnya sejajar dengan bidang tumpuan dan momennya.
Gambar 2.5 Tumpuan rol
Sumber: Popov, 1986 2. Tumpuan sendi.
Tumpuan yang mampu menahan gaya yang arahnya sembarang pada bidang tumpuannya. Tumpuan sendi dapat menumpu gaya yang arahnya tegak lurus maupun sejajar dengan bidang tumpuannya.
Gambar 2.6 Tumpuan sendi
Sumber: Popov, 1986 3. Tumpuan Jepitan :
Jepitan adalah tumpuan yang dapat meneruskan segala gaya dan momen sehingga dapat mendukung H, V dan M yang berati mempunyai tiga gaya. Kesetimbangan dapat dipenuhi bahwa agar susunan gaya dalam keadaan setimbang haruslah dipenuhi tiga syarat yaitu ∑FHorisontal = 0, ∑FVertikal = 0,
Gambar 2.7 Reaksi tumpuan jepit
Sumber: Popov, 1986
2.4.2 Gaya
Suatu konstruksi bertugas mendukung gaya-gaya luar yang bekerja padanya yang kita sebut sebagai beban. Konstruksi harus ditumpu dan diletakkan pada peletakan-peletakan tertentu agar dapat memenuhi tugasnya yaitu menjaga keadaan konstruksi yang seimbang. Suatu konstruksi dikatakan seimbang bila resultan gaya yang bekerja pada konstruksi tersebut sama dengan nol atau dengan kata lain ∑Fx = 0, ∑Fy = 0, ∑Fz = 0, ∑M = 0 (Popov, 1986).
Gaya adalah sesuatu yang menyebabkan suatu benda dari keadaan diam menjadi bergerak atau sebaliknya (Popov, 1986). Dalam ilmu statika berlaku hukum (Aksi = Reaksi), gaya dalam statika kemudian dikenal dibedakan menjadi :
1. Gaya Luar.
Gaya luar adalah gaya yang diakibatkan oleh beban yang berasal dari luar sistem yang pada umumnya menciptakan kestabilan konstruksi. Sedangkan beban adalah beratnya beban atau barang yang didukung oleh suatu konstruksi atau bangunan beban dan dapat dibedakan menjadi beberapa macam, yaitu :
a. Beban mati yaitu beban yang sudah tidak bisa dipindah-pindah, seperti dining, penutup lantai.
b. Beban sementara yaitu beban yang masih bisa dipindah-pindahkan, ataupun beban yang dapat berjalan seperti beban orang, mobil (kendaraan), kereta. c. Beban terbagi rata yaitu beban yang secara merata membebani struktur.
Beban dapat dibedakan menjadi beban segi empat dan beban segitiga. d. Beban titik terpusat adalah beban yang membebani pada suatu titik.
e. Beban berjalan adalah beban yang bisa berjalan atau dipindah-pindahkan baik itu beban merata, titik, atau kombinasi antar keduanya.
2. Gaya dalam.
Akibat adanya gaya luar yang bekerja, maka bahan memberikan perlawanan sehingga timbul gaya dalam yang menyebabkan terjadinya deformasi atau perubahan bentuk. Agar suatu struktur tidak hancur atau runtuh maka besarnya gaya bergantung pada struktur gaya luar.
3. Gaya geser (Shearing Force Diagram).
Gaya geser merupakan gaya dalam yang terjadi akibat adanya beban yang arah garis kerjanya tegak lurus (^) pada sumbu batang yang ditinjau.
Gambar 2.8 Sketsa prinsip statika kesetimbangan Sumber: Popov, 1986
Gaya bidang lintang ditunjukan dengan SFD (shearing force diagram), dimana penentuan tanda pada SFD berupa tanda negatif (-) atau positif (+) bergantung dari arah gaya.
Gambar 2.9 Sketsa shearing force diagram Sumber: Popov, 1986
4. Gaya normal (Normal force).
Gaya normal merupakan gaya dalam yang terjadi akibat adanya beban yang arah garis kerjanya searah (//) sumbu batang yang ditinjau.
Gambar 2.10 Sketsa normal force Sumber: Popov, 1986
Agar batang tetap utuh, maka gaya dalam sama dengan gaya luar. Pada gambar diatas nampak bahwa tanda (-) negative yaitu batang tertekan, sedang bertanda (+) batang tertarik.
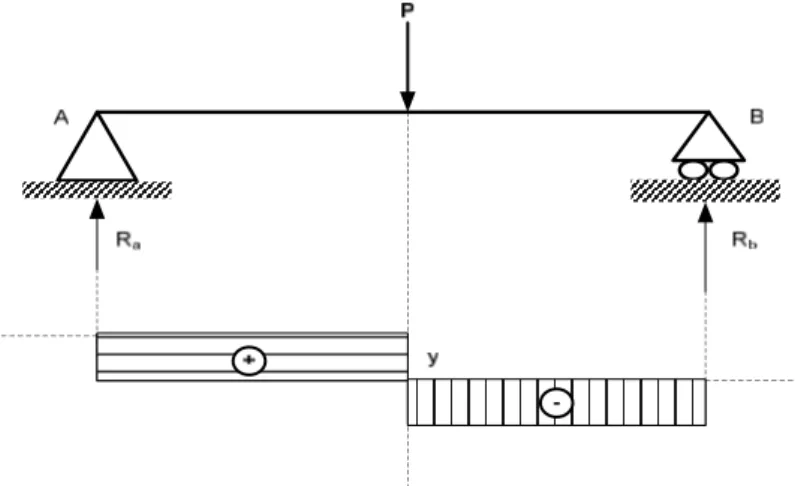
5. Momen.
Momen adalah gaya yang bekerja dikalikan dengan panjang lengan yang terjadi akibat adanya beban yang terjadi pada struktur tersebut.
Gambar 2.11 Sketsa moment bending (+) Sumber: Popov, 1986
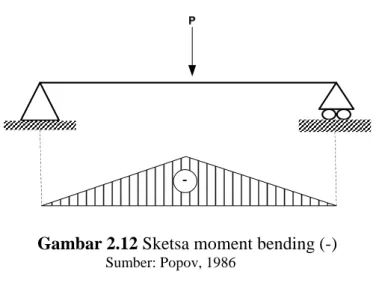
Gambar 2.12 Sketsa moment bending (-)
Sumber: Popov, 1986
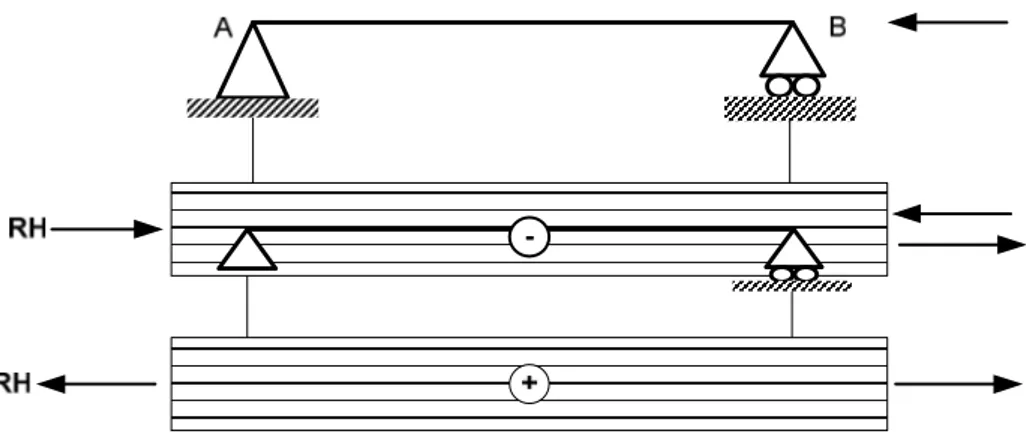
Dalam sebuah perhitugan gaya dalam momen memiliki kesepakatan yang senantiasa dipenuhi yaitu pada arah tinjauan, yaitu:
a. Ditinjau dari arah kanan
Gambar 2.13 Landasan arah kanan
Sumber: Popov, 1986 b. Ditinjau dari arah kiri
Gambar 2.14 Landasan arah kiri
Sumber: Popov, 1986
Bila searah jarum jam (+) Bila berlawanan jarum jam (-)
Bila berlawanan jarum jam (-) Bila searah jarum jam (+)
2.4.3 Perhitungan Rangka
Profil adalah batang yang digunakan pada konstruksi, jenis profil yang digunakan pada pembuatan konstruksi mesin adalah profil L, Perhitungan kekuatan rangka yang digunakan yaitu profil L (Popov, 1986). Kekuatan profil yang digunakan pada konstruksi dapat dihitung menggunakan persamaan 2.13.
1. Profil L
· Titik pusat massa.
ŷ =
å
å
× A y A ... (2.13) keterangan;ŷ = Titik pusat massa (mm).
A = Luas (mm2).
y = Titik berat batang (mm).
· Momen inersia balok besar dan kecil.
Momen inersia adalah momen yang terjadi pada batang yang ditumpu. Pada setiap batang dapat dihitung momen inersia yang terjadi menggunakan persamaan 2.2.
I1 = I0 + A1 x d12 ... (2.14)
keterangan ;
I1 = Momen inersia balok (mm4).
A = Luas batang (mm2).
d = Diameter batang (mm).
· Momen inersia batang.
Momen inersia batang adalah momen yang terjadi pada batang yang ditumpu. Pada setiap batang dapat dihitung momen inersia yang terjadi menggunakan persamaan 2.15.
Ix = I1 - I2 ... (2.15)
keterangan;
I1 = Momen inersia batang 1 (mm4).
I2 = Momen inersia batang 2 (mm4).
· Besar tegangan geser yang dijinkan.
Tegangan geser yang diijinkan adalah tegangan geser pada batang yang diijnkan, jika tegangan geser yang diijinkan lebih besar dari pada momen tegangan geser pada konstruksi maka konstruksi aman atau kuat menahan beban yang diterima. Pada besar tegangan geser yang dijinkan dapat dihitung dengan menggunakan persamaan 2.16.
... (2.16) keterangan;
t = Tegangan geser yang terjadi (kgf/mm2
).
M = Momen yang terjadi (kgf.mm).
Ix = Momen inersia batang (mm4).
Y = Titik berat batang (mm).
2.4.4 Daya Motor Listrik
Daya motor listrik yang ditransmisikan dihitung dengan faktor koreksi, untuk memperoleh daya rencana, karena daya motor yang digunakan adalah daya normal dan kejutan terjadi hanya pada saat awal pembebanan (Sularso dan Suga, K., 1997), maka faktor koreksi daya diambil dari harga faktor koreksi pada saat daya maksimum, dengan harga 0,8 sampai 1,2. Harga faktor koreksi yang diambil sebesar 1,0, maka daya rencana dapat ditentukan :
Va = La x t ... (2.17)
Va = p x t ... (2.18) r2 Keterangan : La : Luas alas dari tabung es puter
t : tinggi tabung D : diameter tabung Va : kapasitas adonan
Pengoperasiannya pada saat pembebanan, maka diperlukan faktor koreksi sebagai perhitungan keamanannya pada daya motor listrik tersebut agar dihasilkan
Pd = P x fc ... (2.19)
keterangan;
Pd = daya rencana motor listrik (Watt)
P = daya motor listrik (Watt) fc = faktor koreksi
Tabel 2.2 Faktor-faktor koreksi daya yang akan ditransmisikan
Daya Yang Ditransmisikan Faktor Koreksi (Efisiensi) ● Daya rata-rata yang diperlukan 1,2 - 2,0
● Daya maksimum yang diperlukan 0,8 - 1,2
● Daya normal 1,0 - 1,5
2.4.5 Puli dan Sabuk
Puli merupakan salah satu elemen dalam mesin pemotong tempe keripik yang berfungsi sebagai alat yang meneruskan daya dari satu poros ke poros yang lain dengan menggunakan sabuk. Puli tersebut terbuat dari besi cor, baja cor, baja pres, aluminium (Sularso dan Suga, K., 1997).
Sabuk berfungsi sebagai alat yang meneruskan daya dari satu poros satu ke poros yang lain melalui dua puli dengan kecepatan rotasi sama maupun berbeda. Tipe sabuk antara lain : sabuk flat, sabuk –V, sabuk circular.
1. Faktor-faktor dalam perencanaan sabuk.
a. Perbandingan kecepatan.
Perbandingan antara kecepatan puli penggerak dengan puli pengikut ditulis dengan persamaan sebagai berikut :
... (2.20)
Keterangan :
D1 : Diameter puli penggerak (mm).
D2 : Diameter puli pengikut (mm).
N1 : Kecepatan puli penggerak (rpm).
N2 : Kecepatan puli pengikut (rpm).
2 1 1 2
D
D
N
N
=
- Slip pada Sabuk
Slip merupakan gerakan berputar, tetapi tidak diikuti oleh sabuk atau pulley penggerak berputar tapi tidak diikuti oleh pulley pengikut, sehingga putaran yang dihasilkan tidak sesuai apa yang diharapkan. Slip pada sabuk dapat dirumuskan sebagai berikut : Bila diketahui ; S1 : Slip antara pulley penggerak dengan sabuk
S2 : Slip antara pulley penggerak antara sabuk. V : Kecepatan sabuk ( in/menit atau m/menit ) - Pengurangan kecepatan pada pulley penggerak akibat slip adalah
÷ ø ö ç è æ -= 100 1 1 1 1 1 N N d V p ... (2.21) b. Kecepatan linear sabuk.
Kecepatan linear sabuk dapat ditulis dengan persamaan matematis sebagai berikut : 60 N D V =p´ ´ ... (2.22) Keterangan :
V : Kecepatan linear sabuk (m/s) D : Diameter puli pengikut (mm) N : Putaran puli pengikut(rpm) c. Panjang sabuk
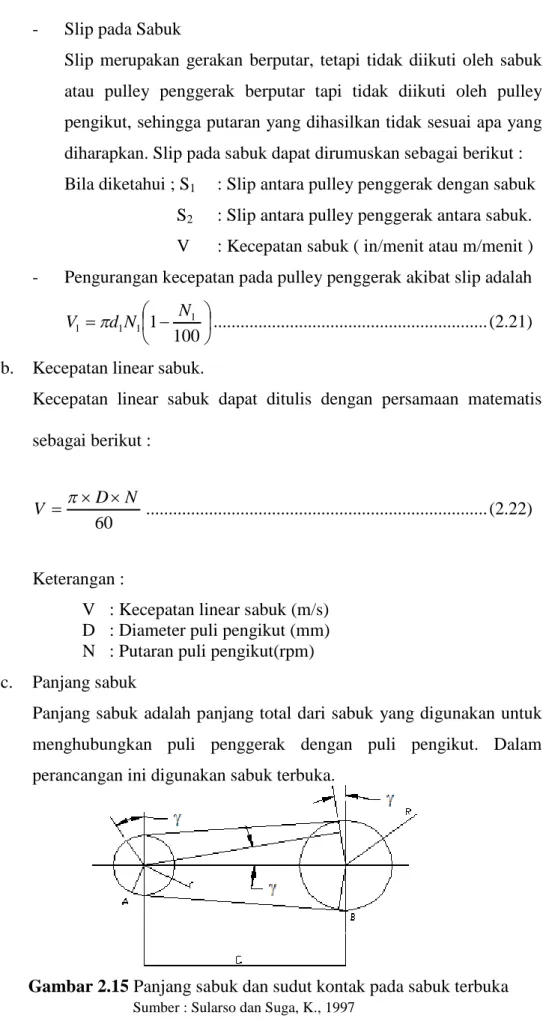
Panjang sabuk adalah panjang total dari sabuk yang digunakan untuk menghubungkan puli penggerak dengan puli pengikut. Dalam perancangan ini digunakan sabuk terbuka.
Persamaan panjang total sabuk terbuka dapat ditulis : L =2C+ 2 p (dp + Dp ) + 4 ) ( 1 dp Dp C + + ... (2.23) Keterangan :
L : Panjang total sabuk (mm).
c : Jarak titik pusat puli penggerak dengan puli pengikut (mm). dp : Diameter puli kecil (mm)
Dp : Diameter puli besar (mm)
d. Sudut kontak pulley.
Sudut kontak pulley yang terjadi antara pulley dengan sabuk adalah sebagai berikut :
Keterangan : d1 : Diameter pulley kecil
d2 : Diameter pulley besar
C : Jarak kedua sumbu pulley Sehingga sudut kontak pulley :
sin-1α = C d d1- 2 ... (2.24)
(
)
rad 180 2 1800 a p q = - ... (2.25)e. Perbandingan tegangan pada sisi kencang dan sisi kendor.
Persamaan perbandingan tegangan antara sisi kencang dengan sisi kendor dapat ditulis sebagai berikut :
q
m
.
2 1 log 3 . 2 = T T ... (2.26) Keterangan : 1 T : Tegangan kencang (Kg) 2 T : Tegangan kendor (Kg) m : Koefisien gesek q : Sudut kontak (rad)f. Daya pada sabuk
Persamaan daya yang dipindahkan oleh sabuk dapat ditulis dengan persamaan sebagai berikut :
(
T T)
vP = 1- 2 ... (2.27) Keterangan :
P : Daya yang dipindahkan oleh sabuk (Watt)
2.4.6 Poros
Poros merupakan bagian dari elemen mesin yang berputar dimana fungsinya untuk mentransmisikan daya dari satu tempat ke tempat lain. Dalam penerapannya poros divariasikan dengan puli, bearing, roda gigi, dan elemen lainnya. Sedangkan untuk membantu kerja poros, poros bisa digabungkan dengan pasak.
Poros yang meneruskan beban menerima beban vertikal dan beban horisontal. Kedua beban tersebut akan menghasilkan momen torsi ekivalen momen ekivalen. Besarnya momen dan torsi ini dapat diperoleh melalui persamaan berikut. (Sularso dan Suga, K., 1997) , yaitu:
ds = 3 / 1 1 , 5 ú û ù ê ë é xT xC xKt b a t ... (2.28) Keterangan ; ds = diameter poros (mm) a
t = tegangan geser yang diijinkan pada poros (kg/mm2
)
Kt = faktor koreksi adanya beban puntir
Cb = faktor koreksi adanya beban lentur
T = momen puntir yang direncanakan (kg mm)
Tabel 2.3 Faktor koreksi beban puntir
Beban puntir Kt
Beban dikenakan secara halus 1,0 Beban terjadi dengan sedikit kejutan / tumbukan 1,0 - 1,5 Beban terjadi dengan kejutan / tumbukan besar 1,5 - 3,0
Tabel 2.4 Faktor koreksi beban lentur
Beban lentur Cb
Diperkirakan terjadi beban lentur 1,2 - 2,3 Diperkirakan tidak terjadi beban lentur 1,0
Sumber: Sularso dan Suga, K., 1997
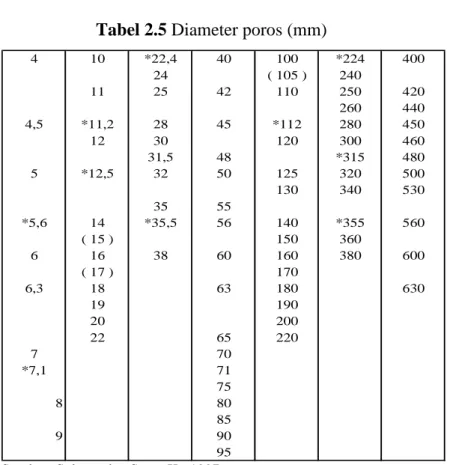
Tabel 2.5 Diameter poros (mm)
4 10 *22,4 40 100 *224 400 24 ( 105 ) 240 11 25 42 110 250 420 260 440 4,5 *11,2 28 45 *112 280 450 12 30 120 300 460 31,5 48 *315 480 5 *12,5 32 50 125 320 500 130 340 530 35 55 *5,6 14 *35,5 56 140 *355 560 ( 15 ) 150 360 6 16 38 60 160 380 600 ( 17 ) 170 6,3 18 63 180 630 19 190 20 200 22 65 220 7 70 *7,1 71 75 8 80 85 9 90 95
Sumber: Sularso dan Suga, K., 1997 Keterangan :
* = menyatakan bahwa bilangan yang bersangkutan dipilih dari bilangan standar.
( ) = Menyatakan bahwa bilangan hanya dipakai untuk bagian dimana akan dipasang bantalan gelinding.
2.4.7 Pengelasan
Pengelasan adalah suatu sambungan yang permanen yang mana berasal dari peleburan dari dua bagian yang digabungkan bersama, dengan atau tanpa penggunaan penekanan dan pengisian material. Panas yang dibutuhkan untuk meleburkan material berasal dari nyala api pada las karbit dan busur listrik pada