ANALISA PENERAPAN TOTAL PRODUCTIVE MAINTENANCE (TPM) DENGAN MENGGUNAKAN METODE OVERALL EQUIPMENT EFFECTIVENESS (OEE) UNTUK MENGEVALUASI
PERFORMANSI POMPA SENTRIFUGAL DI PDAM TIRTANADI SUNGGAL
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
TRIANA BAYU PRAMUDITO 110401149
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
2017
iii DAFTAR ISI
KATA PENGANTAR ... i
DAFTAR ISI... iii
DAFTAR GAMBAR ... vi
DAFTAR TABEL ... vii
BAB I PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Batasan Masalah ... 1
1.3. Tujuan Penelitian ... 2
1.4. Sistematika Penulisan ... 2
BAB II TINJAUAN PUSTAKA ... 3
2.1. Pengertian Dan Defenisi Pompa ... 3
2.1.1.Klasifikasi Pompa ... 3
2.1.1.1. Pompa Perpindahan Positif (positive displacement pump) ... 4
2.1.1.2. Pompa Rotodinamik ... 4
2.2. Pompa Sentrifugal ... 5
2.2.1. Prinsip Kerja Pompa Sentrifugal ... 5
2.2.2. Klasifikasi Pompa Sentrifugal ... 6
2.2.3. Bagian – Bagian Utama Pompa Sentrifugal ... 7
2.2.4. Beberapa komponen yang kritis menggalami kerusakan ... 9
2.2.4.1. Sistem Packing ... 10
2.2.4.2. Sistem Lubrikasi ... 11
2.2.4.3. Kopling ... 11
2.2.4.4. Bearing ... 11
2.2.4.5. Poros (shaft) ... 12
2.2.4.6. Kavitasi ... 12
2.2.4.7. Net Positive Suction Head (NPSH)... 13
2.2.4.8. Raw Water Pump (RWP) ... 14
iv
2.2.4.9. Finish Water Pump (FWP) ... 15
2.3. Jenis – Jenis Metode Perawatan ... 16
2.3.1. Pemeliharaan Terencana ... 16
2.3.2. Pemeliharaan Pencegahan (Preventive Maintenance) ... 16
2.3.3. Pemeliharaan Perbaikan (Corrective Maintenance) ... 17
2.3.4. Pemeliharaan Yang Telah Diprediksi (Predictive Maintenance) ... 17
2.3.5. Pemeliharaan Tak Terencana (Unplaned Maintenance) ... 17
2.3.6. Pemeliharaan Mandiri (Autonomus Maintenance) ... 18
2.4. Total Productive Maintenance (TPM) ... 18
2.5. Defenisi Total Productive Maintenance (TPM) ... 18
2.6. Keuntungan Total Productive Maintenance (TPM) ... 24
2.7. Enam Kerugian Utama (six Big Losses) ... 25
2.8. Overall Equipment Effectiveness (OEE) ... 28
2.9. Diagram Sebab Akibat ... 28
2.10 Diagram Pareto ... 29
BAB III METODOLOGI PENELITIAN ... 31
3.1. Tempat Dan Waktu Penelitian ... 31
3.1.1. Tempat Penelitian ... 31
3.1.2. Waktu Penelitian ... 31
3.2. Bentuk Penelitian ... 31
3.3. Objek Penelitian ... 31
3.4. Pengolahan Data ... 32
3.5. Analisa Pemecahan Masalah... 32
3.6. Kesimpulan Dan Saran ... 33
3.7. Pengukuran Data ... 34
3.7.1. Data Jam Operasi ... 34
3.7.2. Data Produksi ... 34
v
3.7.3. Data Delay Mesin ... 35
BAB IV HASIL DAN PEMBAHASAN ... 36
4.1. Pengumpulan Data ... 36
4.1.1.Data Breakdown Time Mesin Pompa ... 38
4.1.2. Data Planned Down Time Dan Set Up mesin pompa ... 41
4.1.3. Data Delay Mesin Pompa ... 44
4.2. Pengolahan Data ... 47
4.2.1. Penentuan Avaibility Ratio ... 47
4.2.2.Perhitunggan Performance Efficiency ... 50
4.2.3. Perhitungan Rate Of Quality Product ... 52
4.2.4. Perhitungan Overall Equipment Effectiveness (OEE) ... 53
4.3. Perhitunngan OEE Six Big Losses ... 54
4.3.1. Downtime Losses ... 54
4.3.2. Speed Losses ... 56
4.3.3. Defect Losses ... 60
4.4. Pengaruh Six Big Loses ... 62
4.5. Diagram Sebab Akibat ... 64
4.6. Equipment Failures ... 65
4.7. Idling Minor Stoppages... 66
4.8. set up and adjustment ... 66
4.9. Reduced Speed Losses ... 66
4.10. Rework Loss And Scrap Loss ... 66
4.11 Analisa Perhitungan Overall Equipment Effectiveness (OEE) ... 67
4.12 Analisa Perhitungan OEE Six Big Losses ... 67
4.13 Analisa Diagram Sebab Akibat ... 67
4.14 Mengeliminasi Six Big Losses ... 68
vi BAB 5 KESIMPULAN DAN SARAN ... 71
5.1 Kesimpulan ... 71 5.2 Saran ... 73 DAFTAR PUSTAKA
i KATA PENGANTAR
Puji dan syukur penulis ucapkan ke hadirat Allah SWT atas segala karunia dan rahmat-Nya yang senantiasa diberikan kepada penulis, sehingga penulis dapat menyelesaikan skripsi ini.
Skripsi ini adalah salah satu syarat untuk dapat lulus menjadi Sarjana Teknik di Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara. Adapun judul skripsi ini adalah “Analisa penerapan Total Productive Maintenance (TPM) dengan menggunakan metode Overall Equipment Effectiveness (OEE) untuk mengevaluasi performansi Pompa Sentrifugal di PDAM TIRTANADI SUNGGAL”.
Selama penulisan skripsi ini penulis banyak mendapat bimbingan dan bantuan dari berbagai pihak. Oleh karena itu dalam kesempatan ini penulis menyampaikan banyak terima kasih kepada:
1. Kedua orang tua tercinta, yang telah memberikan segala dukungan tak terhingga baik dukungan moril dan materil.
2. Bapak Dr.Ing.Ir. Ikhwansyah Isranuri selaku dosen pembimbing yang telah banyak meluangkan waktunya membimbing penulis hingga skripsi ini dapat terselesaikan.
3. Bapak Dr. Ir. M. Sabri, MT selaku Ketua Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara
4. Anil Kautsar Panjaitan (AKA), M.Reza Zulkarnain, Teguh Imam Widodo, Ryan Tua HRP, Ardi Irawan Siregar, Juki Prima Sitorus, Angga Surendra, M.Iqbal Abbas, Tri Zulfi Sahab, Abdul Hadi, Bang Irfan dan wak Zol satpam teman-teman mahasiswa Teknik Mesin USU khususnya untuk stambuk 2011, yang telah banyak memberikan dukungan dan sharing dalam penyelesaian skripsi ini.
5. Seluruh Staf Pengajar pada Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara yang telah memberikan pengetahuan kepada penulis hingga akhir studi dan seluruh pegawai administrasi di Departemen Teknik Mesin.
ii Kiranya tugas sarjana ini bermanfaat bagi kita semua dan dapat digunakan sebagai sarana pengembangan ilmu yang didapat selama perkuliahan. Dengan itu penulis mengharapkan saran-saran yang membangun dari semua orang yang bersangkutan demi kesempurnaan Tugas Sarjana ini dikemudian hari.
Medan, Juni 2017 Penulis,
Triana Bayu Pramudito NIM : 110401149
1 BAB I
PENDAHULUAN
1.1. Latar Belakang
Penelitian ini dilakukan untuk mendapatkan gambaran kesesuaian antara kondisi perusahaan dimana faktor six-big losses sangat berpengaruh terhadap efisiensi dan efektifitas proses produksi perusahaan dengan penerapan total productive maintenance (TPM). TPM merupakan sistem Jepang yang unik dari suatu kepakaran manajerial, telah diciptakan pada tahun 1971, berdasarkan konsep pemeliharaan pencegahan atau pemeliharaan mandiri yang telah diperkenalkan dari Amerika Serikat pada tahun 1950-an sampai tahun 1960-an (Hasriyono, 2009).
Total Productive Maintenance (TPM) merupakan pengembangan dari Preventive Maintenance (PM) yang adalah metode pemeliharaan mesin serta peralatan. Langkah untuk mencegah atau mengatasi masalah tersebut dalam usaha peningkatan efisiensi produksi dilakukan dengan TPM yang menggunakan metode Efektivitas Seluruh Komponen Mesin (Overall Equipment Effectiveness ) sebagai pengukur serta penganalisis kinerja mesin maupun peralatan. Hal-hal yang dilihat sebagai faktor yaitu Enam Kerugian Besar (Six Big Losses) yang dominan mempengaruhi terjadinya penurunan efektivitas mesin dan peralatan.
Maksud penulisan ini memberikan usulan perbaikan efektivitas mesin atau peralatan dengan tujuan meningkatkan efisiensi Pabrik (Hasriyono, 2009).
1.2. Batasan Masalah
Sehubung latar belakang permasalahan diatas masalah pokok yang menjadi fokus pembahasan dalam penelitian ini adalah mesin Pompa Sentrifugal secara khusus, menggunakan metode Overall Equipment Effectiveness (OEE) sesuai dengan prinsip Total Productive Maintenance (TPM) untuk mengetahui seberapa besar kerugian pada mesin atau peralatan dalam memproduksi.
2 1.3 Tujuan Penelitian
Tujuan dari penelitian ini adalah :
1. Mengetahui tingkat efffektifitas penggunaan mesin pompa sentrifugal.
2. Analisa faktor six big losses pada pompa sentrifugal..
3. Menentukan faktor yang menjadi prioritas utama kerusakan dini pada pompa.
1.4 Sistematika Penulisan
Skripsi ini di bagi dalam beberapa bab dengan garis besar tiap bab adalah sebagai berikut :
BAB I PENDAHULUAN Bab ini berisikan tentang latar belakang, tujuan, manfaat serta ruang lingkup penelitian. BAB II TINJAUAN PUSTAKA Bab ini berisikan landasan teori yang digunakan untuk menyusun skripsi yaitu tentang mesin Pompa Sentrifugal Tipe Aquavane A 250 – 320 A dan Total Productive Maintenance (TPM). BAB III METODOLOGI PENELITIAN Bab ini memberikan informasi mengenai tempat pelaksanaan penelitian dan metode yang di gunakan dalam menghitung (TPM ). BAB IV HASIL DAN PEMBAHASAN Bab ini membahas tentang hasil data yang diperoleh dari penelitian serta membahas tentang pemecahan masalah pada Mesin Pompa Sentrifugal Tipe Aquavane A 250 – 320 A menggunakan metode OEE. BAB V KESIMPULAN DAN SARAN Bab ini merupakan bagian penutup yang berisikan kesimpulan dan saran yang diperoleh dari penelitian. DAFTAR PUSTAKA Daftar pustaka berisikan literature yang digunakan untuk menyusun laporan. LAMPIRAN
3 BAB II
TINNJAUAN PUSTAKA 2.1 Proses Pengolahan Air
Instalasi Pengolahan Air (IPA) Sunggal merupakan salah satu unit pengolahan air milik PDAM Tirtanadi dengan sumber air baku dari sungai Belawan. Bagan alir pengolahan air di PDAM Tirtanadi Sunggal dapat dilihat pada gambar 2.10. Proses pengolahan meliputi:
1. Bendungan
Sumber air baku adalah air permukaan sungai Belawan yang diambil melalui bendungan yang dapat dilihat pada gambar 2.1 dengan panjang 25 m (sesuai lebar sungai) dan tinggi 4 m. Pada sisi kanan bendungan dibuat sekat (channel) berupa saluran penyadap yang lebarnya 2 m dilengkapi dengan pintu pengatur ketinggian air masuk ke intake.
Gambar 2.1 Bendungan 2. Intake
Bangunan ini adalah saluran bercabang dua yang dilengkapi dengan bar screen (saringan kasar) dan fine screen (saringan halus) yang berfungsi untuk mencegah masuknya kotoran-kotoran yang terbawa oleh arus sungai. Masing-masing
4 saluran dilengkapi dengan pintu (sluce gate) pengatur ketinggian air. Pemeriksaan maupun pembersihan saringan dilakukan secara periodik untuk menjaga kestabilan jumlah masuk air. Intake dapat dilihat pada gambar 2.2.
Gambar 2.2 Intake 3. Raw Water Tank (RWT)
Bangunan RWT (bak pengendapan) dapat dilihat pada gambar 2.3 dibangun setelah intake yang terdiri dari 2 unit (4 sel) setiap unitnya berdiamensi 23,3 m x 20 m, tinggi 5 m dilengkapi dengan 2 buah inlet gate, 2 buah outlet sluce gate dan pintu bilas 2 buah, berfungsi sebagai tempat pengendapan lumpur sementara, pasir, dan lain-lain yang bersifat sedimen.
Gambar 2.3 Raw Water Tank (RWT)
5 4. Raw Water Pump (RWP)
Air yang berasal dari Raw Water Tank mengalir secara gravitasi ke dalam penampungan yang berada di bawah Raw Water Pump sebelum dipompa menuju Clearator. Raw Water Pump ini terdiri dari beberapa unit pompa yang berfungsi untuk memompakan air menuju ke Clearator yang berbeda-beda, adapun unit-unit pompa tersebut :
1) RWP I memiliki 3 unit pompa yang memompakan air menuju Clearator I yang memiliki kapasitas 160 liter/det
2) RWP II memiliki 3 unit pompa yang memompakan air menuju Clearator II yang memiliki kapasitas 200 liter/det
3) RWP III memiliki 4 unit pompa yang memompakan air menuju Clearator III yang memiliki kapasitas 160 liter/det
4) RWP IV memiliki 3 unit pompa yang memompakan air menuju Clearator IV yang memiliki kapasitas 150 liter/det
5) RWP V memiliki 3 unit pompa yang memompakan air menuju Clearator V yang memiliki kapasitas 90 liter/det
6) RWP VI memiliki 3 unit pompa Double Suction yang memompakan menuju clearator VI yang memiliki kapasitas 550 liter/det
Pompa RWP (Raw Water Pump) yang ada di Instalasi Sunggal dapat dilihat pada gambar 2.4 berikut.
Gambar 2.4 Raw Water Pump (RWP)
6 5. Clearator
Bangunan Clearator (proses penjernihan air) yang dapat dilihat pada gambar 2.5 terdiri dari 5 unit, dengan masing-masing kapasitas 350 l/s berfungsi sebagai tempat pemisahan antara flok yang bersifat sediment dengan air bersih sebagai effluent (hasil olahan) dilengkapi agigator sebagai pengaduk lambat dan selanjutnya dialirkan ke filter. Endapan flok-flok tersebut kemudian dibuang sesuai dengan tingkat ketebalannya secara otomatis. Clearator ini terbuat dari beton berbentuk bulat dengan lantai kerucut yang dilengkapi dengan sekat-sekat pemisah.
Gambar 2.5 Clearator 6. Filter
Dari Clearator air dialirkan untuk menyaring kekeruhan (turbidyti) berupa flok-flok halus dan kotoran lain yang lolos dari Clearator melalui pelekatan pada media filter yang dapat dilihat pada gambar 2.6 berjumlah 32 unit menggunakan jenis saringan cepat masing-masing menggunakan motor AC nominal daya 0,75 KW.
Dimensi tiap filter yaitu lebar 4 m, panjang 8,25 m, tinggi 6,25 m. Tinggi permukaan air maksimum 5,05 m serta ketebalan media filter 114 cm, dengan susunan lapisan sebagai berikut:
a. Pasir kuarsa, diameter 0,50 mm – 1,50 mm dengan ketebalan 61 cm.
b. Pasir kuarsa, diameter 1,80 mm – 2,00 mm dengan ketebalan 15 cm.
c. Kerikil halus, diameter 4,75 mm – 6,30 mm dengan ketebalan 8 cm.
7 d. Kerikil sedang, diameter 6,30 mm – 10, 00 mm dengan ketebalan 7,5 cm.
e. Kerikil sedang, diameter 10,00 mm – 20,00 mm dengan ketebalan 7,5 cm.
f. Kerikil kasar, diameter 20,00 mm – 40,00 mm dengan ketebalan 15 cm.
Dalam jangka waktu tertentu Filter ini harus dibersihkan dari kotoran atau endapan yang dapat mengganggu proses penyaringan dengan menggunakan elektromor.
Gambar 2.6 Filter 7. Reservoir
Yaitu bangunan beton berdimensi panjang 50 m, lebar 40 m, tinggi 7 m berfungsi untuk menampung air minum/air olahan setelah melewati media filter dengan kapasitas 12.000 m3 dan kemudian didistribusikan ke pelanggan melalui reservoir-reservoir distribusi di berbagai cabang. Air yang mengalir dari filter ke reservoir yang dapat dilihat pada gambar 2.7 dibubuhi chlor (post chlorinasi) dan untuk proses netarlisasi dibubuhkan larutan kapur jenuh atau soda.
Gambar 2.7 Reservoir
8 8. Finish Water Pump ( FWP)
Pompa distribusi air bersih (FWP) berfungsi untuk mendistribusikan air bersih dari reservoir utama di instalasi ke reservoir-reservoir distribusi di cabang melalui pipa transmisi dengan diameter 600 mm dan 500 mm yang dibagi menjadi 7 jalur (Q1 – Q7). FWP ini terdiri dari 17 unit pompa dengan kapasitas masing-masing pompa Q1-Q5 adalah 150 l/dt dengan total head 50 m menggunankan motor AC dengan nilai rata-rata nominal daya 132 kW sedangkan pompa Q6-Q7 memiliki kapasitas 450 l/det dengan total head 50 m. Pompa FWP (Finish Water Pump) yang terdapat di PDAM Tirtanadi IPA Sunggal dapat dilihat pada gambar 2.8 berikut.
Gambar 2.8 Finish Water Pump (FWP) 9. Sludge Lagoon
Daur ulang adalah cara paling tepat dan aman dalam mengatasi clan meningkatkan kualitas lingkungan. Prinsip ini telah diterapkan sejak tahun 2002 di Unit Instalasi Pengolahan Air Sunggal yaitu dengan membangun unit pengendapan berupa Lagoon dengan kapasitas 10.800 m3. Lagoon ini berfungsi sebagai media penampungan air buangan bekas pencucian sistim pengolahan dan kemudian air olahannya disalurkan kembali ke RWT untuk diproses kembali.
9 Gambar 2.9 Sludge Lagoon
(Sumber :Tirtanadi, 2010)
2.2 Pengertian Dan Definisi Pompa
Pompa adalah suatu mesin/alat yang digunakan untuk menaikan cairan dari permukaan yang rendah ke permukaan yang lebih tinggi atau memindahkan cairan dari tempat yang bertekanan yang rendah ke tempat yang bertekanan yang lebih tinggi. Pompa didalam kerjanya akan mentransfer energi mekanis dari suatu sumber energi luar ke cairan yang mengalir melaluinya. Jadi disini, pompa menaikkan enersi cairan yang mengalir melaluinya, sehingga cairan tersebut dapat mengalir dari permukaan rendah ke permukaan yang lebih tinggi maupun dari tempat bertekanan rendah ke tempat yang bertekanan lebih tinggi dan bersamaan dengan itu bisa juga mengatasi tahanan hidrolis sepanjang pipa yang dipakai.
Gambar 2.10. Diagram Alir Bendungan
Intake RWT RWP Clearator Filter Reservoir
Kaporit dan kapur soda
Ke pelanggan
Tawas
Lagoon
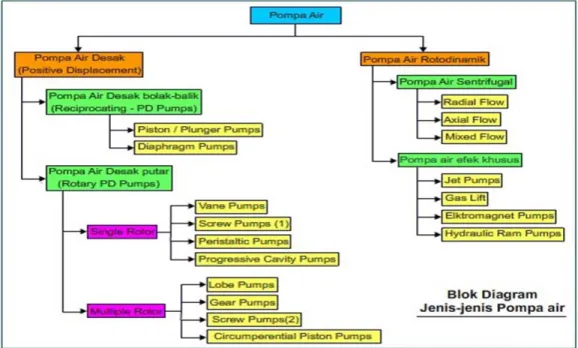
10 2.3 Klasifikasi Pompa
Secara umum pompa dapat diklasifikasikan sebagai berikut:
Gambar 2.11 Klasifikasi Pompa
2.3.1 Pompa Perpindahan Positif (positive displacement pump)
Pompa perpindahan positif (positive displacement pump) yaitu pompa yang bekerja menghisap zat cair, kemudian menekan zat cair tersebut, selanjutnya zat cair dikeluarkan melalui katup atau lubang keluar. Pada pompa ini fluida yang dihisap sama dengan fluida yang dikeluarkan. Pompa langkah positif terbagi atas pompa reciprocating, pompa diafragma dan pompa rotary.
1. Pompa reciprocating adalah sebuah pompa dimana energi mekanis penggerak pompa diubah menjadi energi aliran dari zat cair yang dipindahkan dengan menggunakan elemen yang bergerak bolak-balik di dalam sebuah silinder.
Elemen yang bergerak bolak-balik itu dapat berupa piston atau plunyer.
Pompa reciprocating biasanya digunakan untuk memindahkan fluida kental dan digunakan pada sumur minyak. Contoh dari pompa reciprocating adalah pompa piston, pompa plunyer dan pompa diapraghma.
11 2. Pompa rotary adalah pompa perpindahan positif dimana energi ditransmisikan dari mesin penggerak ke cairan dengan menggunakan elemen yang berputar di dalam rumah (casing). Pada waktu elemen berputar, di dalam rumah pompa berbentuk ruangan yang mula-mula volumenya berkurang (pada sisi tekan).
Karena putaran elemen tersebut konstan maka aliran zat cair yang dihasilkan hampir merata. Pompa rotari banyak digunakan pada pemompaan cairan yang viskositasnya lebih tinggi dari air.Contoh dari pompa rotary adalah pompa gear, pompa lube, pompa screw dan pompa baling-baling.
2.2.2 Pompa Rotodinamik
Pompa rotodinamik (rotodynamic pump atau non positive displacement pump), dimana energi yang ditambahkan pada fluida kerja di dalam pompa secara kontinyu dinaikkan kecepatannya, kemudian dilakukan penurunan kecepatan fluida di bagian lain dalam pompa untuk mendapatkan energi tekan.
Klasifikasi dari pompa rotodinamik :
1. Pompa sentrifugal adalah pompa yang memiliki elemen utama berupa motor penggerak dengan sudu impeller yang berputar dengan kecepatan tinggi.
Prinsip kerjanya yaitu merubah energi mekanis dari alat penggerak menjadi energi kinetis fluida (kecepatan), kemudian fluida akan diarahkan ke saluran buang dengan menggunakan tekanan (energi kinetik sebagian fluida diubah menjadi energi tekanan) dengan menggunakan impeller yang berputar di dalam casing. Casing tersebut dihubungkan dengan saluran hisap (suction) dan saluran tekan (discharge), untuk menjaga agar di dalam casing selalu terisi dengan cairan, maka saluran hisap harus dilengkapi dengan katup kaki (foot valve).
2. Pompa peripheral dan pompa spesial merupakan pompa dengan efek khusus dan digunakan untuk kondisi yang khusus pula di lokasi industri.
12
2.3 Pompa Sentrifugal
2.3.1 Prinsip Kerja Pompa Sentrifugal
Prinsip kerja pompa sentrifugal ialah sebagai berikut:
A. Gaya sentrifugal bekerja pada impeller untuk mendorong fluida ke sisi luar sehingga kecepatan fluida meningkat
B. Kecepatan fluida yang tinggi diubah oleh casing pompa (volute atau diffuser) menjadi tekanan atau head.
2.3.2 Klasifikasi Pompa Sentrifugal
Pompa sentrifugal diklasifikasikan berdasarkan beberapa kriteria, antara lain:
1. Kapasitas :
a) Kapasitas rendah : < 20 m3 / jam b) Kapasitas menengah : 20-60 m3 / jam c) Kapasitas tinggi : > 60 m3 / jam 2. Tekanan Discharge :
a) Tekanan Rendah : < 5 Kg / cm2 b) Tekanan menengah : 5 - 50 Kg / cm2 c) Tekanan tinggi : > 50 Kg / cm2 3. Jumlah / Susunan Impeller dan Tingkat :
a) Single stage : Terdiri dari satu impeller dan satu casing.
b) Multi stage : Terdiri dari beberapa impeller yang tersusun seri dalam satu casing.
c) Multi Impeller : Terdiri dari beberapa impeller yang tersusun paralel dalam satu casing.
d) Multi Impeller – Multi stage : Kombinasi multi impeller dan multi stage.
13 4. Posisi Poros :
a) Poros tegak b) Poros mendatar 5. Jumlah Suction :
a) Single Suction b) Double Suction 6. Arah aliran keluar impeller :
a) Radial flow b) Axial flow c) Mixed fllow
2.3.3 Bagian-Bagian Utama Pompa Sentrifugal
Secara umum bagian-bagian utama pompa sentrifugal dapat dilihat seperti gambar berikut:
Gambar 2.12 Bagian – Bagian Utama Pompa Sentrifugal
A. Stuffing Box
14 Stuffing Box berfungsi untuk mencegah kebocoran pada daerah dimana poros pompa menembus casing.
B. Packing
Digunakan untuk mencegah dan mengurangi bocoran cairan dari casing pompa melalui poros. Biasanya terbuat dari asbes atau teflon.
C. Shaft Shaft (poros)
Berfungsi untuk meneruskan momen puntir dari penggerak selama beroperasi dan tempat kedudukan impeller dan bagian-bagian berputar lainnya.
D. Shaft sleeve
Shaft sleeve berfungsi untuk melindungi poros dari erosi, korosi dan keausan pada stuffing box. Pada pompa multi stage dapat sebagai leakage joint, internal bearing dan interstage atau distance sleever.
E. Vane Sudut dari impeller sebagai tempat berlalunya cairan pada impeller.
F. Casing
Merupakan bagian paling luar dari pompa yang berfungsi sebagai pelindung elemen yang berputar, tempat kedudukan diffusor (guide vane), inlet dan outlet nozzel serta tempat memberikan arah aliran dari impeller dan mengkonversikan energi kecepatan cairan menjadi energi dinamis (single stage).
G. Eye of Impeller
Bagian sisi masuk pada arah isap impeller.
H. Impeller
Berfungsi untuk mengubah energi mekanis dari pompa menjadi energi kecepatan pada cairan yang dipompakan secara kontinyu, sehingga cairan pada
15 sisi isap secara terus menerus akan masuk mengisi kekosongan akibat perpindahan dari cairan yang masuk sebelumnya.
I. Wearing Ring
Wearing ring berfungsi untuk memperkecil kebocoran cairan yang melewati bagian depan impeller maupun bagian belakang impeller, dengan cara memperkecil celah antara casing dengan impeller.
J. Bearing (bantalan)
Berfungsi untuk menumpu dan menahan beban dari poros agar dapat berputar, baik berupa beban radial maupun beban axial. Bearing juga memungkinkan poros untuk dapat berputar dengan lancar dan tetap pada tempatnya, sehingga kerugian gesek menjadi kecil.
2.3.4 Beberapa komponen yang sering terjadi kerusakan pada pompa sentrifugal
Pompa memiliki komponen yang terus bergerak seperti halnya pada mobil, motor, atau mesin industri lainnya. Dengan adanya komponen yang sering bergerak, maka aus akan timbul. Seperti halnya kita teratur membawa kendaraan bermotor kita untuk diperiksa (service) ke bengkel, maka pompa juga harus teratur di rawat (maintenance). Sering kali pihak pemakai tidak mempedulikan kondisi pompa dan baru melapor ke service centre saat mengalami kekurangan air yang disebabkan gangguan pada pompa. Biasanya yang terjadi adalah suku cadang (spare-part) pada pompa sudah aus sehingga performa pompa menurun atau bahkan pompa menjadi rusak. Solusinya adalalah dengan menyiapkan jadwal maintenance yang teratur (untuk pihak industri/komersial yang memiliki teknisi sendiri) dan memanggil teknisi service ke rumah atau membawa pompa ke service centre untuk diperiksa (untuk pihak rumah tangga). beberapa bagian atau komponen dari pompa sentrifugal yang sering terjadi kerusakan atau cracking.
16 2.3.4.1 Sistem Packing
Sistem packing pada pompa adalah untuk mengontrol kebocoran fluida yang mungkin terjadi pada sisi perbatasan antara bagian pompa yang berputar (poros) dengan stator. Sistem sealing yang banyak digunakan pada pompa sentrifugal adalah mechanical seal dan gland packing.
Gambar 2.13 sistem packing 2.3.4.2 Sistem Lubrikasi
Sistem lubrikasi pada pompa berfungsi untuk mengurangi koefisien gesek antara dua permukaan yang bertemu sehingga mengurangi resiko keausan. Lubrikasi pada pompa terutama digunakan pada bearing. Sistemnya dapat berupa lub oil atau juga tipe greas tergantung dari desain pompa itu sendiri.
2.3.4.3 Kopling
Pada dasarnya kopling berfungsi untuk menghubungkan dua shaft, dimana yang satu adalah poros penggerak dan yang lainnya adalah poros yang digerakkan.
Kopling yang digunakan pada pompa, bergantung dari desain sistem dan pompa itu sendiri. Macam-macam kopling yang digunakan pada pompa dapat berupa kopling rigid, kopling fleksibel, grid coupling, gear coupling, elastrometic coupling, dan disc coupling.
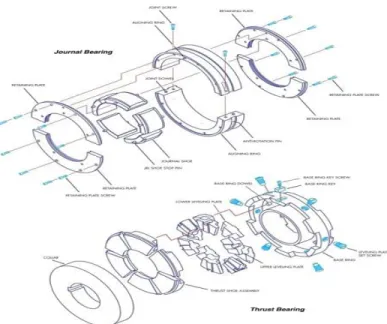
17 2.3.4.4 Bearing
Bearing pada pompa berfungsi untuk menahan (constrain) posisi rotor relatif terhadap stator sesuai dengan jenis bearing yang digunakan. Bearing yang digunakan pada pompa yaitu berupa journal bearing yang berfungsi untuk menahan gaya berat dan gaya-gaya yang searah dengan gaya berat tersebut, serta thrust bearing yang berfungsi untuk menahan gaya aksial yang timbul pada poros pompa relatif terhadap stator pompa.
Gambar 2.14 bearing
2.3.4.5 Poros (Shaft)
Poros pompa adalah bagian yang mentransmisikan putaran dari sumber gerak, seperti motor listrik, ke pompa. Yang perlu kita perhatikan adalah, pada sebuah pompa sentrifugal yang bekerja di titik efisiensi terbaiknya, maka gaya bending porosnya akan secara sempurna terdistribusikan ke seluruh bagian impeller pompa.
Poros dalam sebuah mesin berfungsi untuk meneruskan tenaga bersama-sama dengan putaran. Setiap elemen mesin yang berputar, seperti cakara tali, puli sabuk mesin, piringan kabel, tromol kabel, roda jalan dan roda gigi, dipasang berputar terhadap
18 poros dukung yang tetap atau dipasang tetap pada poros dukung yang berputar.
Contohnya sebuah poros dukung yang berputar, yaitu poros roda keran pemutar gerobak.
2.3.4.6 Kavitasi
Kavitasi adalah peristiwa terbentuknya gelembung-gelembung uap di dalam cairan yang terjadi akibat turunnya tekanan cairan sampai di bawah tekanan uap jenuh cairan pada suhu operasi pompa. Gelembung uap yang terbentuk dalam proses ini mempunyai siklus yang sangat singkat. Knapp (Karassik dkk, 1976) menemukan bahwa mulai terbentuknya gelembung sampai gelembung pecah hanya memerlukan waktu sekitar 0,003 detik. Gelembung ini akan terbawa aliran fluida sampai akhirnya berada pada daerah yang mempunyai tekanan lebih besar daripada tekanan uap jenuh cairan. Pada daerah tersebut gelembung tersebut akan pecah dan akan menyebabkan shock pada dinding di dekatnya. Cairan akan masuk secara tiba-tiba ke ruangan yang terbentuk akibat pecahnya gelembung uap tadi sehingga mengakibatkan tumbukan.
Peristiwa ini akan menyebabkan terjadinya kerusakan mekanis pada pompa.
Gambar 2.15 Kerusakan pada permukaan sudu impeller akibat kavitasi 2.3.4.7 Net Positive Suction Head (NPSH)
Kavitasi akan terjadi bila tekanan statis suatu aliran turun sampai dibawah tekanan uap jenuhnya. Untuk menghindati kavitasi diusahakan agar tidak ada satu bagianpun dari aliran didalam pompa yang mempunyai tekanan statis lebih rendah
19 dari tekan uap jenuh cairan pada temperatur yang bersangkutan. Dalam hal ini perlu diperhatikan dua macam tekanan yang memegang peran penting. Pertama,tekanan yang ditentukan oleh kondisi lingkungan dimana pompa dipasang dan kedua, tekanan yang ditentukan oleh keadaan aliran didalam pompa.
Berhubungan dengan dua hal diatas maka didefinisikanlah suatu Net Positive Suction Head (NPSH) atau Head Isap Positif Neto yang dipakai sebagai ukuran keamanan pompa terhadap kavitasi.Ada dua macam NPSH, yaitu NPSH yang tersedia pada sistem (instalasi),dan NPSH yang diperlukan oleh pompa. Pompa terhindar dari kavitasi jika NPSH yang tersedia lebih besar daripada NPSH yang dibutuhkan.
2.4 JENIS – JENIS METODE PERAWATAN 2.4.1 Pemeliharaan Terencana
Pemeliharaan terencana merupakan pekerjaan yang telah dijadwalkan untuk melakukan perbaikan ataupun penggantian komponen sebelum peralatan tersebut rusak. Secara teoritis, jika pemeliharaan terencana meningkat maka pemeliharaan tak terencana atau breakdown akan mengalami penurunan, sehingga total biaya pemeliharaan yang dikeluarkan akan menurun (Oktaria, 2011).
Pengurangan pemeliharaan darurat, ini tidak diragukan lagi merupakan alasan utama untuk merencanakan pekerjaan pemeliharaan.
Pengurangan waktu standby, hal ini tidaklah sama dengan pengurangan waktu reparasi pemeliharaan waktu darurat yang digunakan untuk pembelian suku cadang, baik dibelidari luar maupun dari lokal, mengakibatkan waktu nganggur alat tersebut meskipun pekerjaan darurat tersebut misalnya hanya memasang bagian mesin yang tidak lama.
Menaikkan ketersediaan (availability) untuk produksi, hal ini erat hubungannya dengan pengurangan waktu standby pada mesin atau pelayanan.
Meningkatkan penggunaan tenaga kerja untuk pemeliharaan dan produksi.
Pengurangan penggantian suku cadang (Sukwadi, 2007).
20 2.4.2 Pemeliharaan Pencegahan (Preventive Maintenance)
Preventive maintenance adalah pemeliharaan yang dilakukan pada selang waktu yang ditentukan sebelumnya, atau terhadap kriteria lain yang diuraikan dan dimaksudkan untuk mengurangi kemungkinan bagian-bagian lain tidak memenuhi kondisi yang bisa diterima.
Ruang lingkup pekerjaan perawatan termasuk inspeksi, perbaikan kecil, pelumasan, dan penyetelan, sehingga peralatan atau mesin-mesin selama beroperasi terhindar dari kerusakan. Secara umum tujuan dari preventive maintenance adalah (Nurlestari, 2010) :
a. Meminimumkan downtime serta meningkatkan efektifitas mesin/peralatan dan menjaga agar mesin dapat berfungsi tanpa ada gangguan.
b. Meningkatkan efisiensi dan umur ekonomis mesin/peralatan.
2.4.3 Pemeliharaan perbaikan (Corrective maintenance)
Pemeliharaan perbaikan adalah semua aktivitas yang berkaitan dengan pembersihan dan aktivitas rutin yang dilakukan oleh operator mesin. Dengan adanya keterlibatan operator mesin terhadap pemeliharaan dalam mengerjakan tugas tiap harian ini (Harisyono, 2009).
2.4.4 Pemeliharaan yang telah diprediksi (predictive maintenance)
Predictive maintenance adalah tindakan - tindakan maintenance yang dilakukan pada tanggal yang ditetapkan berdasarkan prediksi hasil analisa dan evaluasi data operasi yang diambil untuk melakukan predictive maintenance itu dapat berupa data getaran,temperature,vibrasi,flow rate, dan lain lainnya. Perencanaan predictive maintenance dapat dilakukan berdasarkan data dari operator di lapangan yang diajukan melalui work order ke department maintenance untuk dilakukan tindakan tepat sehingga tidak akan merugikan perusahaan (Wati, 2009).
21 2.4.5 Pemeliharaan tak terencana (unplanned maintenance)
Unplanned maintenance biasanya berupa breakdown/emergency maintenance.
Breakdown/emergency maintenance (pemeliharaan darurat) adalahtindakan maintenance yang dilakukan pada mesin/peralatan yang masih dapat beroperasi, sampai mesin/peralatan tersebut rusak dan tidak dapat berfungsi lagi. Melalui bentuk pelaksanaan pemeliharaan tak terencana ini, diharapkan penerapan pemeliharaan tersebut akan dapat memperpanjang umur dari mesin/peralatan, dan dapat memperkecil frekuensi kerusakan (Purnomo, 2009).
2.4.6 Pemeliharaan mandiri (autonomous maintenance)
Autonomous maintenance atau pemeliharaan mandiri merupakan suatukegiatan untuk dapat meningkatkan produktivitas dan efesiensi mesin/peralatan melalui kegiatan yang dilaksanakan oleh operator untuk memelihara mesin/peralatan yang mereka tangani sendiri. Prinsip-prinsip yang terdapat pada 5S, merupakan prinsip yang mendasari kegiatan pemeliharaan mandiri (Tarigan, 2015).
2.5 TOTAL PRODUCTIVE MAINTENANCE (TPM)
Total Productive Maintenance (TPM) merupakan sistem Jepang yang unik dari suatu kepakaran managerial, telah diciptakan pada tahun 1971, berdasarkan konsep pemeliharaan pencegahan atau pemeliharaan mandiri yang telah diperkenalkan dari Amerika Serikat pada tahun 1950-an sampai tahun 1960-an (Corder, 1998). Menurut Nakajima (1988) TPM adalah suatu program untuk pengembangan fundamental dari fungsi pemeliharaan dalam suatu organisasi, yang melibatkan seluruh SDM-nya. Metode yang digunakan adalah metode Overall Equipment Effectiveness (OEE) yang digunakan untuk mengukur tingkat efektivitas yang sesuai dengan prinsip – prinsip TPM untuk dapat mengetahui besarnya kerugian (six big losses) meliputi breakdown losses, setup and adjustment losses, reduced speed losses, idling and minor stoppages, rework losses dan scrap/yield losses.
Penelitian ditekankan pada faktor-faktor kinerja produksi yang meliputi produktivitas pekerja, man hour, product delivery dan tingkat defect.
22 2.5.1 DEFENISI TOTAL PRODUCTIVE MENTENANCE (TPM)
TPM sesuai dengan nama kepanjangannya yang terdiri atas tiga buah suku kata, yaitu :
1. Total
Total berarti menyeluruh, yang menjelaskan bahwa aspek ini melibatkan dari seluruh karyawan yang terdapat di dalam perusahaan, mulai dari tingkat atas hingga karyawan tingkat bawah baik dalam mengoperasi maupun dalam memelihara mesin ataupun peralatan.
2. Productive
Productive merupakan upaya yang dilakukan supaya mesin maupun peralatan tetap beroperasi secara produktif serta meminimaliskan atau menghilangkan kerugian-kerugian yang terjadi diproduksi saat pemeliharaan dilakukan.
3. Maintenance
Maintenance berarti memelihara serta menjaga mesin dan peralatan secara mandiri yang dilakukan oleh operator produksi agar kondisi mesin atau peralatan tersebut dalam keadaan prima dengan cara menjaga kebersihan mesin dan melakukan pemeriksaan pelumasan (Tarigan, 2015).
Total productive maintenance merupakan ide Nakajima (1988) yang menekankan pada pengunaan dan keterlibatan sumber daya manusia dan sistem Preventive Maintenance untuk memaksimalkan efektifitas peralatan dengan melibatkan semua departemen dan fungsional organisasi.
TPM adalah hubungan kerja sama yang erat antara perawatan dan organisasi produksi secara menyeluruh bertujuan untuk meningkatkan kualitas produksi, mengurangi pemborosan ,mengurangi biaya produksi, meningkatkan kemampuan peralatan dan pengembangan dari keseluruhan sistem perawatan pada perusahaan manufaktur (Siahaan, 2011).
OEE juga merupakan cara efektif menganalisis efisiensi sebuah mesin atau sebuah sistem permesinan terintegrasi. Bagaimanapun suatu perusahaan
23 inginmenginginkan peralatan produksinya dapat beroperasi 100% tanpa ada downtime, dalam kenyataannya, hal ini tidak mungkin dapat dicapai. Menghitung OEE merupakan salah satu komitmen untuk mengurangi kerugian-kerugian dalam peralatan produksi. TPM terangkum di dalam delapan pillar yang dapat dilihat pada gambar dibawah ini (Siahaan, 2011) :
Gambar 2.16 Pilar – Pilar TPM (Tarigan, 2015)
Dengan pengertian :
1. 5S : TPM dimulai dari 5S. Masalah tidak dapat dengan jelas terlihat ketikatempat kerja tidak terorganisir. Membersihkan dan mengatur tempat kerja membantu tim untuk mengungkap masalah. Membuat masalah terlihat dengan langkah pertama dari perbaikan. Definisi dari 5S adalah SEIRI (pembersihan), SEITON (pengelompokan), SEISO (membersihkan tempat kerja), SEIKETSU (penstandarisasian), SHITSUKE (meningkatkan kemampuan dan disiplin).
2. Seiri (cleaning up) : Pembersihan
Memisahkan benda yang diperlukan dengan yang tidak diperlukan.
Membuang benda-benda yang tidak diperlukan. Hal ini merupakan kegiatan klasifikasi barang yang terdapat ditempat kerja. Biasanya tempat kerja dimuati dengan mesin yang tidak terpakai, cetakan, dan peralatan, benda
24 cacat, barang gagal, barang, barang dalam proses material, persedian dan lain-lain.
3. Seiton (organazing) : Pengelompokan yang rapi
Menyusun dengan rapi dan mengenali benda untuk mempermudah penggunaannya. Kata seiton berasal dari bahas jepang yang artinya menyusus berbagai benda dengan cara yang menarik. Maksudnya dalam 5-S ini berarti mengatur barang-barang sehingga setiap orang dapat menemukannya dengan mudah dan cepat. Untuk mencapai langkah ini, pelat penunjuk digunakan untuk menetapkan nama tiap barang dan tempat penyimpanan. Dengan kata lain menata semua barang yang ada setelah ringkas, dengan pola teratur dan tertib.
4. Seiso (cleaning) : Membersihkan peralatan dan tempat kerja
Menjaga kondisi mesin yang siap pakai dan keadaan bersih. Selalu membersihkan, menjaga kerapian dan kebersihan. Ini adalah proses pembersihan dasar dimana disuatu daerah dalam keadaan bersih. Meskipun pembersihan besar-besaran dilakukan oleh pihak perusahaan beberapa kali dalam setahun. Aktivitas itu cendrung mengurangi kerusakan mesin yang diakubatkan oleh tumpahan minyak, abu dan sampah. Untuk itu bersihkan semua mesin, peralatan dan tempat kerja, mengilangkan noda, dan limbah serta menanggulangi sumber limbah.
5. Seikatsu (standarizing) : Penstandarisasian
Memperluas konsep kebersihan pada diri sendiri terus-menerus memperaktekkan tiga langkah sebelumnya. Membuat standarisasi pemeliharaan di tempat kerja seperti membuat standar pelumasan, standar pengeceikan ataupun inspeksi mesin, membuat standar pencapaian, dan lainb sebagainya.
6. Shitsuke (training and discipline) : Meningkatkan skil dan moral
Shitsuke merupakan sifat 5-S yang menitikberatkan pelatihan dan pendisiplinan dengan pendidikan yang dilakukan sebelum memulai dunia
25 kerja, pelatihan, pengarahan serta diklat yang umumnya diberlakukan sesuai dengan standar organisasi ataupun perusahaan (Oktaria, 2011).
1. Autonomous Maintenance : pilar ini diarahkan untuk mengembangkan operator supaya dapat mengurus tugas pemeliharaan-pemeliharaan kecil, sehingga tidak selalu tergantung kepada para maintenance terampil sehingga waktu tidak terbuang banyak dan hal ini menjadi nilai tambah kegiatan dan perbaikan teknis. Operator bertanggung jawab untuk memeliharaan peralatan mereka dengan tujuan mencegah peralatan memburuk (Tarigan, 2015).
2. KOBETSU KAIZEN (Continuous Improvement) : “Kai” berarti mengubah, dan ”Zen” adalah baik (untuk mendapatkan lebih baik). Pada dasarnya kaizen adalah penambahan-penambahan kecil yang mengarah perbaikan, yang dilakukan secara terus menerus dan melibatkan seluruh staf dankaryawan perusahaan. Kaizen bertolak belakang dengan inovasi-inovasi besar. Kaizen tidak memerlukan banyak investasi. Dibelakang prinsipnya adalah banyaknya melakukan penambahan kecil yang bergerak secara efektif dalam sebuah lingkungan perusahaan daripada perubahan yang besar dalam kuantitas sedikit. Pilar ini bertujuan mengurangi kerugian yang mempengaruhi efisiensi pada pabrik. Jika diterapkan secara detail serta melalui prosedur dapat menghilangkan kerugian metode sistematis saat menggunakan peralatan Kaizen. Aktivitas ini tidak hanya dibatasi pada area produksi, hal ini juga baik jika diterapkan pada bagian administrasi (Tarigan, 2015).
3. Planned Maintenance : merupakan pekerjaan yang telah di jadwalkan untuk melakukan perbaikan ataupun penggantian komponen sebelum peralatan tersebut rusak. Secara teoritis, jika pemeliharaan terencana meningkat maka pemeliharaan tak terencana atau breakdown akan mengalami penurunan, sehingga total biaya pemeliharaan yang dikeluarkan akan menurun (Oktaria, 2011).
26 4. Quality Maintenance : ini bertujuan untuk memuaskan konsumen melalui tingginya kualitas tanpa cacat manufaktur. Fokus menghilangkan cara sistematis yang tidak sesuai serta banyak fokus kepada perubahan.
Meningkatkan pengertian mengenai bagian-bagian mesin yang mempengaruhi kualitas produk dan mulai fokus menghilangkan kualitas yang buruk, dan menyingkirkan keraguan mengenai kualitas serta menyingkirkan potensi keraguan tersebut (Tarigan, 2015).
5. Education & Training : tujuannya meningkatkan kemampuan-kemampuan para pekerja yang bermoral tinggi dan yang menyukai pekerjaannya juga membentuk kebutuhan seluruh fungsitalitas dengan efektif dan independen.
Pendidikan diberikan kepada operator untuk menambah kemampuannya (Tarigan, 2015).
6. Office TPM : Office TPM harus dimulai setelah mengaktifkan empat pillar TPM lainnya seperti Autonomous Maintenance (AM), Countinous Improvement (CI), Planned Maintenance (PM), dan Quality Maintenance (QM). Office TPM harus dijalankan untuk meningkatkan produktivitas, efisiensi fungsi administrasi, dan mengidentifikasi serta menghilangkan kerugian. Termasuk proses analisis dan prosedur-prosedur yang secara otomatis meningkatkan kantor. Office TPM menggambarkan dua belas kerugian besar, diantaranya :
a. Kerugian pada bagian prosedur, akuntan, pemasaran, penjualan- penjualan.
b. Kerugian komunikasi.
c. Kerugian saat mesin mengalami perhentian mendadak.
d. Kerugian saat penyetelan mesin.
e. Kerugian akurasi mesin f. Peralatan rusan
g. Kerugian start up h. Membuang waktu.
i. Ketidak ketersediaan.
27 7. Safety, Hygiene and Environment Control : fokusnya bagian ini adalah membentuk lapangan kerja yang aman di daerah sekitar sehingga tidak rusak akibat proses dan prosedur. Pilar ini akan saling membutuhan antar yang satu dengan yang lain secara teratur. Kesatuan dari pilar-pilar ini merupakan gabungan representif para pekerja yang sama baik dari sebuah perusahaan (Tarigan, 2015).
2.6 KEUNTUNGAN TOTAL PRODUCTIVE MAINTENANCE (TPM)
Apabila TPM berhasil diterapkan, maka keuntungan- keuntungan yang akan diperoleh perusahaan sebagai berikut :
1. Untuk Operator Produksi
a. Lingkungan kerja yang lebih bersih, rapi dan aman sehingga dapat meningkatkan efektifitas kerja operator.
b. Kerusakan ringan dari mesin dapat langsung diselesaikan oleh operator.
c. Efektivitas mesin itu sendiri dapat ditingkatkan.
d. Kesempatan operator untuk menambah keahlian dan pengetahuan serta melakukan perbaikan dan metode kerja yang lebih baik dan efisien.
2. Untuk Departemen Pemeliharaaan
a. Mesin, peralatan, dan lingkungan kerja selalu bersih dalam kondisi yang baik.
b. Frekuensi dan jumlah pemeliharaan darurat semakin berkurang, departemen pemeliharaan hanya mengerjakan pekerjaan yang membutuhkan keahlian khusus saja.
c. Waktu untuk melakukan perawatan lebih banyak dan mempunyai kesempatan untuk meningkatkan keterampilan dan pengetahuan.
Efisiensi adalah ukuran yang menunjukkan bagaimana sebaiknya sumber daya yang digunakan dalam proses produksi untuk menghasilkan output, efisiensi merupakan karakteristik proses mengukur perpormasi aktual dari sumberdaya yang relatif terhadap standar yang digunakan, ditetapkan (Hasriyono, 2009).
28 Sedangkan efektifitas merupakan karasteristik lain dari proses mengukur derajat penyampaian output dari sistem produksi, efektifitas diukur dari rasio aktual output terhadap output yang direncanakan. Dalam era persaingan bebas saat ini pengukuran sistem produksi yang hanya mengacu pada kualitas output semata akan dapat menyesatkan, karena pengukuran ini tidak memperhatikan karakteristik utama dari proses (Hasriyono, 2009).
2.7 ENAM KERUGIAN UTAMA (SIX BIG LOSSES)
Tujuan dari perhitungan six big losses ini adalah untuk mengetahui nilai efektivitas keseluruhan OEE (overall equipment effectiveness). Dari nilai OEE ini dapat diambil langkah-langkah untuk memperbaiki atau mempertahankan nilai tersebut. Keenam kerugian tersebut dapat digolongkan menjadi tiga macam, yaitu (Hasriyono, 2009) :
1. Downtime Losses
Downtime adalah waktu yang seharusnya digunakan untuk melakukan proses produksi akan tetapi karena adanya gangguan pada mesin mengakibatkan mesin tidak dapat melaksanakan proses produksi sebagaimana mestinya. Equipment Failures dan Setup Adjusment adalah yang termasuk dalam Downtime Losses.
Equipment Failures
Equipment Failures yaitu kerusakan mesin/peralatan yang tiba-tiba dan mengakibatkan kerugian, karena kerusakan mesin akan menyebabkan mesin tidak beroperasi menghasilkan output (Hasriyono, 2009).
Equipment Failure oss Total Brakdown Time
oading Time x
Setup and Adjustment
Setup and Adjustment adalah semua waktu set-up termasuk waktu penyesuaian dan juga waktu yang dibutuhkan untuk kegiatan-kegiatan pengganti satu
29 jenis produk berikutnya untuk proses produksi selanjutnya. Untuk mengetahui Setup and Adjustment digunakan rumus (Hasriyono, 2009).
Setup and adjustment loss Total setup andadjustement Time
oading Time x 2. Speed Losses
Idling and Minor Stoppage
Idling and Minor Stoppage Losses muncul jika faktor eksternal mengakibatkan mesin/peralatan berhenti berulang-ulang atau mesin peralatan tidak menghasilkan produk seperti kemacetan mesin (Hasriyono, 2009).
Idling and inor stoppage Non Productive Time
oading Time x
Reduced Speed Losses
Reduced Speed Losses adalah selisih antara waktu kecepatan produksi aktual dengan kecepatan produksi mesin yang ideal (Hasriyono, 2009).
Reduced Speed osses Operation Time (Ideal Cycle Time x Total Product process)
oading Time x
3. Defect Losses
Defect Losses adalah mesin tidak menghasilkan produk yang sesuai dengan spesifikasi dan standar kualitas produk yang telah ditentukan oleh perusahaan. Faktor yang dikategorikan ke dalam Defect Losses adalah Rework Loss dan Yield/Scrap Loss (Hasriyono, 2009).
Rework Loss
Rework Loss yaitu kerugian yang disebabkan karena adanya produk cacat maupun kerja produk diproses ulang (Hasriyono, 2009).
Rework oss Ideal Cycle Time x Rework
oading Time x
30
Yield/Scrap Losses
Yield/Scrap Losses disebabkan oleh material yang tidak terpakai atau sampah bahan baku (Hasriyono, 2009).
Scrap osses Ideal cycle Time x Scrap
oading Time x
2.8 OVERALL EQUIPMENT EFFECTIVENESS (OEE)
Overall Equipment Effectiveness (OEE) merupakan metode yang digunakan sebagai alat ukur dalam penerapan program TPM guna menjaga peralatan pada kondisi ideal dengan menghapuskan six big losses peralatan. Pengukuran OEE ini didasarkan pada pengukuran tiga rasio utama, yaitu (Triwardani, 2010) :
1. Penentuan Availability Ratio
Availability merupakan rasio dari operation time, dengan mengeliminasi Downtime peralatan, terhadap loading time. Rumus yang digunakan adalah (Hasriyono, 2009):
Availability Operation Time
loading Time x
2. Penentuan Performance Efficiency
Performance effieciency merupakan hasil perkalian dari operating speed rate dan net operating speed, atau rasio kuantitas produk yang dihasilkan dikalikan dengan waktu siklus idealnya terhadap waktu yang tersedia untuk melakukan proses produksi. Rumus yang digunakan adalah (Hasriyono, 2009):
Performance Effieciency Processed Amount x Theoretical cycle Time
Opration Times x
3. Penentuan Rate Of Quality Product
Rate of quality product merupakan suatu rasio yang menggambarkan kemampuan peralatan dalam menghasilkan produk yang sesuai dengan standar perusahaan. Rumus yang digunakan adalah (Hasriyono, 2009):
31 Rate Of Quality Products Processed Amount Defect Amount
Processed Amount 2.9 DIAGRAM SEBAB AKIBAT
Diagram ini berguna untuk menganalis dan menemukan faktor–faktor yang berpengaruh secara signifikan terhadap penentuan karakteristik kualitas output kerja.Diagram sebab akibat adalah suatu pendekatan terstruktur yang memungkinkan analisis yang lebih terperinci untuk menemukan penyebab suatu masalah, ketidaksesuaian dan kesenjangan yang ada. Diagram sebab akibat dapat digunakan apabila pertemuan diskusi dengan menggunakan brainstorming untuk mengidentifikasi mengapa suatu masalah terjadi, diperlukan analisis lebih terperinci dari suatu masalah dan terdapat kesulitan untuk memaksimalkan penyebab dan akibat.
Untuk mencari faktor-faktor penyebab terjadi penyimpangan kualitas hasil kerja ada 5 faktor penyebab untuk signifikan yang perlu diperhatikan yaitu (Simbolon, 2012) :
1. Manusia (people) 2. Metode (manajemen)) 3. Mesin (enginering) 4. Bahan baku (equipment)
5. Lingkungan kerja (environment)
Gambar. 2.17 Diagram Sebab Akibat (Fithriyadi, 2011)
Equipment Enginering People
Environmentnt Manajemen
Problem
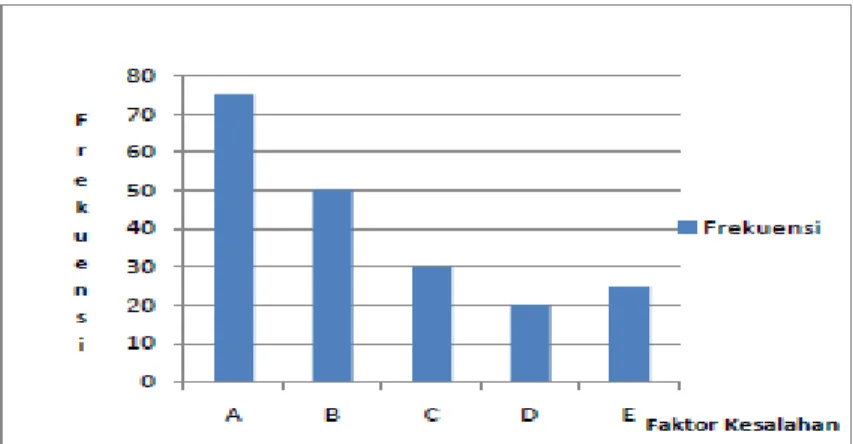
32 2.10 DIAGRAM PARETO
Diagram Pareto diperkenalkan oleh Alfredo Pareto (1848–1923). Diagram Pareto ini merupakan diagram yang mengurutkan klasifikasi data dari kiri ke kanan menurut tingkatan tertinggi hingga ketingkatan terendah. Diagram ini digunakan untuk membantu menemukan permasalahan yang paling penting untuk masalah yang segera diselesaikan. Diagram ini akan digunakan pada bab IV (Tarigan, 2015).
Dikutip dari (Tarigan, 2015) menurut Dr. Vincent Gaspersz (2001:46), bahwa diagram pareto adalah grafik batang yang menunjukkan masalah berdasarkan urutan banyaknya kejadian. Pada dasarnya diagram Pareto dapat dipergunakan sebagai alat interpretasi untuk :
1. Menetukan ferekuensi relatif dan urutan pentingnya masalah-masalah atau penyebab-penyebab dari maslah yang ada.
2. Memfokuskan perhatian pada isu-isu kritis dan penting melalui membuat ranking terhadap masalah-masalah atau penyebab-penyebab dari masalah itu dalam bentuk yang signifikan.
Dikutip dari (Tarigan, 2015) menurut Munro-Faure et al (1992 : 254), bahwa analisis Pareto dirancang untuk membantu menandai penyebab masalah utama dengan demikian memungkinkan untuk memusatkan perhatian pada menghilangkan penyebabpenyebab utama ini dan mempunyai dampak yang berarti atas pemecahan masalah. Sumbangan yang diberikan oleh setiap penyebab kepada masalah secarah keseluruhan dapat dianalisi dengan menggunankan suatu keragamana penilaian- penilaian yang umum termasuk :
1. Frekuensi terjadinya.
2. Lamanya waktu berhenti (downtime)
3. Biaya ketidakpuasan ukuran ketidakpuasan pelanggan.
4. Jumlah cacat.
33 Adapun bentuk Diagram Pareto dapat dilihat pada gambar 2.18 dibawah ini :
Gambar 2.18 Diagram Pareto
31 BAB III
METODOLOGI PENELITIAN
3.1. Tempat dan Waktu Penelitian 3.1.1. Tempat Penelitian
Adapun penulis melakukan penelitian di PDAM Tirtanadi (IPA) Sunggal Kecamatan Medan Sunggal.
3.1.2. Waktu Penelitian
Penelitian ini dilakukan mulai tanggal 1 maret 2017 di PDAM Tirtanadi (IPA) Sunggal Kecamatan Medan Sunggal.
3.2. Bentuk Penelitian
Objek penelitian diamati dan dipelajari sehingga dapat digambarkan kondisi aktual yang sedang berlangsung. Kemudian dilakukan studi untuk melakukan perbaikan-perbaikan dengan menggunakan ilmu-ilmu yang terkait.
Hasil penelitian ini dapat dijadikan sebagai bahan masukan bagi perusahaan di masa mendatang. Berdasarkan sifatnya jenis penelitian ini adalah penelitian deskriptif.
3.3. Objek Penelitian
Pemeliharaan yang dilakukan terhadap Pompa Sentrifugal yang ada di PDAM Tirtanadi (IPA) Sunggal adalah 2 unit pompa Raw Water Pump (RWP) merk Torishima KSB bertipe ETA 250-29 dengan kode pompa RWP IV no.11 dan RWP IV no.12 dimana kondisi RWP IV no.11 baru diperbaiki sedangkan RWP IV no.12 belum diperbaiki dan 2 unit pompa Finish Water Pump (FWP) merk Torishima betipe ETA 250-50 dan ETA 250-40 dengan kode FWP Q1 no.4 dan Q3 no.10, dimana kondisi pompa FWP Q3 no.10 baru diperbaiki dan FWP Q1 no.4 belum diperbaiki. Adapun spesifikasi dari masing-masing pompa dapat dilihat pada tabel 3.1 dan dapat kita lebih jelas pada lampiran 31.
32 Tabel 3.1 Spesifikasi pompa
Kode Pompa Putaran (Rpm)
Head (m)
Kapasitas (l/s)
No. Bearing Depan Belakang
RWP 4 No.11 1450 15 150 6412 C3 6412 C3
RWP 4 No.12 1450 15 150 6412 C3 6412 C3
FWP Q1 No.4 1450 79 360 6412 C3 6412 C3
FWP Q3 No.10 1450 50 220 6412 C3 6412 C3
(Sumber: PDAM Tirtanadi Sunggal)
3.4. PENGOLAHAN DATA
Data yang nantinya dikumpulkan, kemudian diolah agar dapat digunakan dalam penelitian. Tahapan pengolahan data yang dilakukan dalam penelitian ini adalah:
1. Penentuan Availability Ratio
2. Perhitungan Performance Efficiency 3. Perhitungan Rate of Quality Product
4. Perhitungan Overall Equipment Effectiveness 5. Perhitungan OEE Six Big Losses
6. Pendefinisian permasalahan yang sebenarnya dilakukan dengan menggunakan Diagram Cause and Effect
3.5. ANALISA PEMECAHAN MASALAH
Menganalisa hasil pengolahan data untuk mengetahui seberapa besar perubahan tingkat efektivitas penggunan mesin/peralatan produksi dan untuk memperoleh penyelesaian dari masalah yang ada antara lain:
1. Analisa perhitungan Overall Equipment Effectiveness 2. Analisa perhitungan OEE Six Big Losses
3. Analisa Diagram Sebab Akibat 4. Evaluasi/Usulan Pemecahan Masalah
33 3.6. KESIMPULAN DAN SARAN
Berdasarkan hasil analisa dan uraian hasil pengukuran Overall Equipment Effectiveness (OEE) dapat ditarik beberapa kesimpulan. Setelah didapatkan beberapa kesimpulan barulah diberikan beberapa saran.
Tahapan dalam proses penelitian dapat dilihat pada Gambar 3.2
Gambar. 3.1 Tahapan Proses Penelitian Kesimpulan dan Saran
Pengolahan Data:
Pengukuran Tingkat Efektivitas dan Effisiensi Mesin dengan menggunakan Metode OEE
Pengumpulan Data : a. Data Primer b. Data sekunder
Studi Pendahuluan
Studi Pustaka
Perumusan Masalah dan Tujuan
Studi Orientasi
Analisa Pemecahan Masalah:
a. Analisa OEE
b. Analisa Six Big Losses
c. Analisa Cause and Effect Diagram d. Evaluasi/Usulan Pemecahan Masalah e. Tingkat effektfitas pada pompa sentrifugal
36 BAB IV
HASIL DAN PEMBAHASAN
4.1 PENGUMPULAN DATA
PT.PDAM TIRTANADI (IPA) yang terletak di Sunggal merupakan pabrik air yang menggolah air bersih yang proses produksinya berjalan secara terus menerus dalam satu hari kerja, PT.PDAM dapat memproduksi per hari adalah 45.655,2 liter/hari.
Berdasarkan hasil wawancara dengan pembimbing lapangan, maka mesin yang menjadi objek penelitian adalah mesin pompa di setiap bagian. Adapun alasan memilih mesin pompa dijadikan objek penelitian adalah karena Mesin pompa lebih sering beroperasi dibandingkan dengan mesin yang lain.Dan data yang dikumpulkan adalah data selama satu tahun terakhir, yaitu dari mulai bulan Januari 2016 sampai dengan bulan Desember 2016.
Data produksi di PT.PDAM TIRTANADI SUNGGAL (IPA) disajikan dalam Tabel 4.1 berikut. Data ini merupakan rekapitulasi dari laporan produksi di PT.PDAM TIRTANADI SUNGGAL (IPA).
37 Tabel 4.1 Data Produksi air pada bulan Januari – desember 2016
Bulan
Data Produksi (liter)
Rwp 4 no 11 Rwp 4 no 12 Fwp Q1 no 4 Fwp Q3 no 10 D.Sec Q6 No.1
D.Sec Q6-Q7 No.1 Januari 2016 233797.8143 239784.1026 967420 475905.5724 592669.8348 0 Februari 2016 267697.5974 267311.3094 915441 447760.6458 417434.8623 249567.0639 Maret 201 307731.6708 308191.6584 967612 332499.8555 195179.2177 180640.159 April 2016 298795.9004 298795.9004 943859 416166.5535 134950.3059 96890.53055
Mei 2016 308054.8213 308054.8213 773592.9673 430360.549 0 0
Juni 2016 297921.0667 297921.0667 885001.9231 388366.8232 0 0
Juli 2016 301047.6 299956.8478 844865.4076 411865.0044 0 0
Agustus 2016 304956.7333 304956.7333 936862 427780.1501 144
03.13359 10267.73348 September 2016 283755.9898 297165.1905 913617 418821.5216 76873.83958 52082.83557 Oktober 2016 304036.5696 303562.9924 952991 462524.1228 396224.5484 260455.0694 November 2016 297213.1939 296502.1575 920896 451101.3476 216254.7054 142481.8437 Desember 2016 303564.2125 303156.7438 976531 467631.3188 111743.2523 72538.4529
38 4.1.1 Data Breakdown Time Mesin Pompa
Dari hasil pengamatan pada mesin pompa di stasiun produksi, salah satu faktor yang menyebabkan kerusakan pada mesin pompa adalah machine break, dan kemacetan terhadap mesin/peralatan yang menyebabkan mesin berhenti beroperasi untuk sementara waktu. Data waktu kerusakan pada mesin pompa dapat dilihat pada tabel 4.2 berikut.
Total breakdown = machine break + Nonproductive Time = 18 + 3
= 21
39 Tabel 4.2. Data Waktu Kerusakan (Breakdown Time) Mesin Pompa Bulan Januari-Desember 2016
Bulan
Data breakdown
Rwp 4 no 11 Rwp 4 no 12 Fwp Q1 no 4 Fwp Q3 no 10 D.Sec Q6 No.1
D.Sec Q6-Q7 No.1
Januari 2016 21 17 20 29 7 720
Februari 2016 18 14 24 31 213 576
Maret 201 20 13 17 29 533 718
April 2016 24 13 10 31 616 720
Mei 2016 21 20 15 31 720 720
Juni 2016 21 21 15 21 720 515
Juli 2016 32 16 20 34 720 416
Agustus 2016 24 18 17 32 705 321
September 2016 20 17 15 30 645 641
Oktober 2016 22 20 18 34 238 720
November 2016 13 15 14 9 358 387
Desember 2016 12 15 10 9 599 673
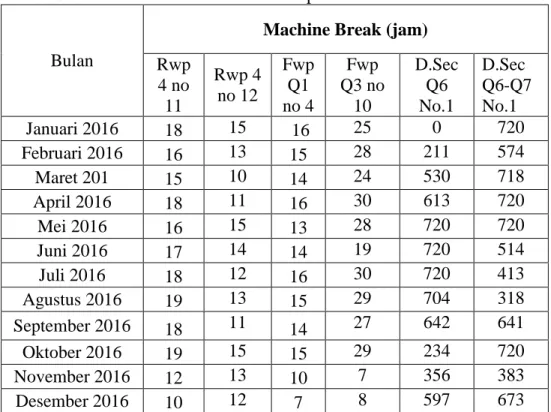
40 Tabel 4.3 Data Machine Break Mesin Pompa Bulan Januari-Desember 2016
Bulan
Machine Break (jam) Rwp
4 no 11
Rwp 4 no 12
Fwp Q1 no 4
Fwp Q3 no
10
D.Sec Q6 No.1
D.Sec Q6-Q7 No.1
Januari 2016 18 15 16 25 0 720
Februari 2016 16 13 15 28 211 574
Maret 201 15 10 14 24 530 718
April 2016 18 11 16 30 613 720
Mei 2016 16 15 13 28 720 720
Juni 2016 17 14 14 19 720 514
Juli 2016 18 12 16 30 720 413
Agustus 2016 19 13 15 29 704 318
September 2016 18 11 14 27 642 641
Oktober 2016 19 15 15 29 234 720
November 2016 12 13 10 7 356 383
Desember 2016 10 12 7 8 597 673
Tabel 4.4 Data Non Produktif Pompa Dari Bulan Januari-Desember 2016
Bulan
NonProduktif (jam) Rwp
4 no 11
Rwp 4 no 12
Fwp Q1 no 4
Fwp Q3 no
10
D.Sec Q6 No.1
D.Sec Q6-Q7 No.1
Januari 2016 3 2 4 4 7 0
Februari 2016 2 1 5 3 2 2
Maret 201 5 3 3 5 3 0
April 2016 6 2 4 1 3 0
Mei 2016 5 5 2 3 0 0
Juni 2016 4 6 1 2 0 1
Juli 2016 6 4 4 4 0 3
Agustus 2016 5 5 2 3 1 3
September 2016 2 6 1 3 3 0
Oktober 2016 3 5 3 5 4 0
November 2016 1 2 4 2 2 4
Desember 2016 2 3 3 1 2 0
41 Tabel 4.5 Data Total Breakdown Pompa Dari Bulan Januari-Desember 2016
Bulan
Total Breakdown (jam) Rwp
4 no 11
Rwp 4 no 12
Fwp q1 no 4
Fwp q3 no 10
D.Sec Q6 No.1
D.Sec Q6-Q7 No.1
Januari 2016 21 17 20 29 7 720
Februari 2016 18 14 24 31 213 576
Maret 201 20 13 17 29 533 718
April 2016 24 13 10 31 616 720
Mei 2016 21 20 15 31 720 720
Juni 2016 21 21 15 21 720 515
Juli 2016 32 16 20 34 720 416
Agustus 2016 24 18 17 32 705 321
September 2016 20 17 15 30 645 641
Oktober 2016 22 20 18 34 238 720
November 2016 13 15 14 9 358 387
Desember 2016 12 15 10 9 599 673
4.1.2 Data Planned Downtime dan Set Up Time Mesin Pompa
Dari hasil pengamatan pada mesin Pompa di stasiun produksi, data waktu pemeliharaan dan Set Up pada mesin Pompa dapat dilihat pada tabel 4.6 dan tabel 4.7 berikut.
Tabel 4.6. Data Waktu Pemeliharaan (Planned Downtime) MesinPompa Bulan Januari-Desember 2016.
42 Tabel 4.6 Data Total Planed Downtime Pompa Bulan Januari-Desember 2016
Bulan
Total Planed Downntime Rwp 4 no
11 Rwp 4 no 12 Fwp Q1 no 4 Fwp Q3 no 10 D.Sec Q6 No.1 D.Sec Q6-Q7 No.1
Januari 2016 3 2 3 2 4 0
Februari 2016 2.5 3.5 3 3 3 2
Maret 201 2 2 4 3.5 2 0
April 2016 5.5 4 4.5 2 2 0
Mei 2016 3 3 4 3 0 0
Juni 2016 2.5 3 2 3 0 2
Juli 2016 3 3 2 2 0 3
Agustus 2016 5 4.5 4 2 0 3
September 2016 2 4 4 3 0 0
Oktober 2016 2 3 3 2.5 2 0
November 2016 2 2.5 2 3 2 3
Desember 2016 2.5 2.5 2 2.5 2 0
43 Tabel 4.7. Data Waktu Set Up Mesin Pompa Bulan Januari-Desember 2016
Bulan Total Waktu Set Up (jam)
Rwp 4 no 11 Rwp 4 no 12 Fwp q1 no 4 Fwp q3 no 10 D.Sec Q6 No.1 D.Sec Q6-Q7 No.1
Januari 2016 25 26 25 25 25 0
Februari 2016 25 24 25 23 21 2
Maret 201 24 24 25 23 3 0
Apr-16 19 18 23 17 2 0
Mei 2016 27 26 24 25 0 0
Juni 2016 22 21 23 21 0 3
Juli 2016 27 25 25 25 0 4.3
Agustus 2016 26 25 25 25 0.3 5
Sep-16 24 23 24 24 1.3 1.3
Oktober 2016 24 23 25 21 7 0
Nov-16 26 26 25 25 5 5
Desember 2016 26 26 25 25 1.6 1
44 4.1.3 Data Delay Mesin Pompa
Dari hasil pengamatan pada pompa di stasiun produksi, dapat dihitung total delay pada pompa sentrifugal tersebut. Data total delay pada pompa dapat dilihat pada tabel 4.8 berikut.
Tabel 4.8 Data Delay pompa RWP 4 NO 11 Bulan Januari-Desember 2016 Bulan
Waktu Produksi
(Hari)
Total Breakdown Time (Jam)
Total Planned Downtime
(Jam)
Total Set Up (Jam)
Total Delay (Jam)
Januari 2016 29 21 3 25 49
Febuari 2016 29 18 2.5 25 45.5
Maret 2016 28 20 2 24 46
April 2016 22 24 5.5 19 48.5
Mei 2016 30 21 3 27 51
Juni 2016 25 21 2.5 22 45.5
Juli 2016 30 32 3 27 62
Agustus 2016 29 24 5 26 55
Septem- 2016 27 20 2 24 46
Oktober 2016 27 22 2 24 48
Novem- 2016 30 13 2 26 41
Desem-2016 30 12 2.5 26 40.5
45 Tabel 4.9 Data Delay pompa RWP 4 NO 12 Bulan Januari-Desember 2016
Bulan
Waktu Produksi
(Hari)
Total Breakdown Time (Jam)
Total Planned Downtime
(Jam)
Total Set Up (Jam)
Total Delay (Jam)
Januari 2016 30 17 2 26 45
Febuari 2016 29 14 3.5 24 41.5
Maret 2016 28 13 2 24 39
April 2016 22 13 4 18 35
Mei 2016 30 20 3 26 49
Juni 2016 27 21 3 21 45
Juli 2016 30 16 3 25 44
Agustus 2016 30 18 4.5 25 47.5
Septem- 2016 28 17 4 23 44
Oktober 2016 27 20 3 23 46
Novem- 2016 30 15 2.5 26 43.5
Desem-2016 30 15 2.5 26 43.5
Tabel 4.10 Data Delay pompa FWP Q1 NO 4 Bulan Januari-Desember 2016 Bulan
Waktu Produksi
(Hari)
Total Breakdown Time (Jam)
Total Planned Downtime
(Jam)
Total Set Up (Jam)
Total Delay (Jam)
Januari 2016 30 20 3 25 48
Febuari 2016 30 24 3 25 52
Maret 2016 30 17 4 25 46
April 2016 28 10 4.5 23 37.5
Mei 2016 29 15 4 24 43
Juni 2016 28 15 2 23 40
Juli 2016 30 20 2 25 47
Agustus 2016 30 17 4 25 46
Septem- 2016 30 15 4 24 43
Oktober 2016 29 18 3 25 46
Novem- 2016 30 14 2 25 41
Desem-2016 30 10 2 25 37