p l t d p l t d p l t d
1012a Papan Samping 1100 290 70 800 285 35 800 110 30 181,950
1021 Alas Bawah Laci 1100 290 70 800 285 35 481 285 7 153,163
1012b Papan Samping Belakang 1100 290 70 1100 110 65 1100 110 30 64,898 1012c Papan Samping Depan 1100 290 70 1100 110 65 1100 110 30 65,015 1022 Papan Samping Laci 1100 290 70 1100 110 65 480 90 20 168,153
1023 Papan Belakang Laci 1100 290 70 1100 110 65 245 90 20 82,406
1011a Papan Tipis Atas Meja 1100 850 40 1100 800 20 1100 780 7 83,151
1024 Papan Depan Laci 1100 850 40 1100 800 20 325 113 20 99,724
1025 Papan Bersudut 1100 850 40 1100 800 20 113 36 20 197,846
1013a Papan Bawah Dalam 1100 850 40 1100 760 15 1060 760 10 86,176
1013b Papan Bawah Luar 1100 850 40 1100 760 15 1060 760 5 59,651
1011b Papan Tebal Atas Meja 1100 850 40 1100 850 35 1100 835 23 85,775 1011c Papan Penahan Panjang 1100 850 40 1100 850 35 1100 40 7 57,370 1026 Alas Bawah Laci Bagian Belakang 1100 850 40 1100 850 35 285 208 30 84,894 1015 Balok Pemberi Sudut Besar 350 40 20 340 35 15 155 30 15 145,927 1016 Balok Pemberi Sudut Kecil 350 40 20 340 35 15 110 30 15 139,002
No. Part Nama Part
Karakteristik (mm)
Kayu Bayur Sulawesi
KBS-01 Kayu Bayur Sulawesi Tipe 1
KBS-02 Kayu Bayur Sulawesi Tipe 2
Jenis Material Tipe Material Part Jumlah Kebutuhan
Part Nama Jenis Material
No.
Tipe Material
Nama Tipe Material
Kayu Bayur Jawa KBJ
Kayu Bayur Jawa Kayu Bayur Kalimantan
KBK-01 Kayu Bayur Kalimantan Tipe 1
KBK-02 Kayu Bayur Kalimantan Tipe 2
KBK-03 Kayu Bayur Kalimantan Tipe 3
MODUL PRAKTIKUM
PERANCANGAN TATA LETAK FASILITAS
Modul 1
Perhitungan Jumlah Mesin Process, Multi Product Process Chart (MPPC), dan Perhitungan Luas Lantai Process
LABORATORIUM SISTEM PRODUKSI PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS KATOLIK PARAHYANGAN
BANDUNG 2017
Fasilitas
Fabrikasi
Circular Saw
Master Sanding
Planner
Drill Machine
Work Bench
Painting Room
Oven
Spray Booth Room
Inspection Room Glass Cutter
Glass Planner Drum Sanding
Iron Saw
Iron Grinding Machine Bending Machine
113
Papan Bagian Samping Papan Bagian Dalam Papan Penyangga BesarPintu Kaca Geser HorizontalPapan Laci Besar Samping
114 115a
111 112
10
20 6.863
3.781
30
40 2.641
3.181
50
60
80 3.901
2.761
0.600 10
0.222
200.175
30 0.208
40 0.051
102.067
20 6.211
30
40 0.794
1.053
50
60 1.126
0.277 10
20
30 0.550
0.291
0.194
40 2.831
50
60 0.295
0.268
70
80 0.291
0.055 10
20
30 3.238
1.725
1.140
40 42.057
50
60 1.800
1.551
70
80 1.773
0.305 70
3.661
TeoritisAktual
42.24043
9.804 10
2.932 3
65.82966
1.727 2
0.461 1
0.355 1
15.77016
20.37221
36.68737
9.362 10
4.307 5
MODUL 1
PERHITUNGAN JUMLAH MESIN PROCESS, MULTI PRODUCT PROCESS CHART (MPPC), DAN PERHITUNGAN LUAS LANTAI PROCESS
I. Tujuan Praktikum
Di bawah ini merupakan beberapa tujuan praktikum dari modul ini.
1. Menghitung jumlah mesin secara teoritis.
2. Membuat Multi Product Process Chart (MPPC) untuk dapat mengetahui jumlah mesin aktual yang dibutuhkan dalam proses fabrikasi dan assembly.
3. Menghitung luas lantai untuk process layout.
II. LandasanTeori
Berikut merupakan beberapa landasan teori yang digunakan dalam modul ini.
1. Lembar Rencana Proses (LRP)
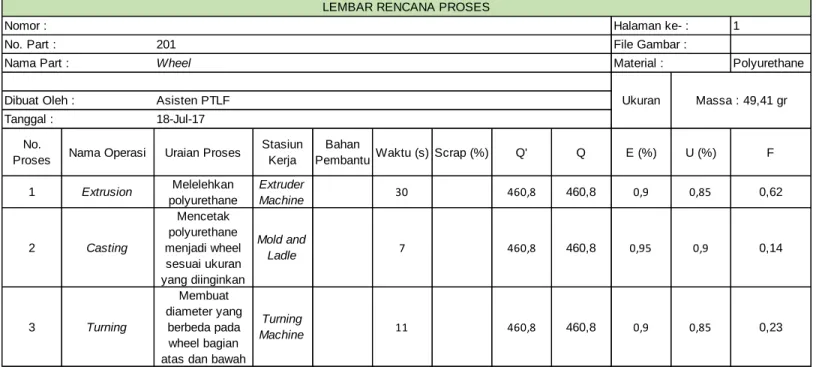
Lembar Rencana Proses adalah tabel yang berisi perhitungan mengenai jumlah material yang harus disediakan dari sejumlah produk yang diharapkan sehingga pada akhirnya dengan tambahan informasi seperti reliabilitas (R) dan efisiensi mesin (E) dapat ditentukan jumlah mesin teoritis yang dibutuhkan untuk suatu proses produksi. Di bawah ini merupakan Tabel 1 yang menunjukkan contoh lembar rencana proses.
Tabel 1. Lembar Rencana Proses
Berikut ini merupakan beberapa keterangan dari Tabel LRP.
a. Nomor, nama, jumlah, dan ukuran part b. Nomor dan nama operasi
1 201
Wheel Polyurethane
Asisten PTLF 18-Jul-17 No.
Proses Nama Operasi Uraian Proses Stasiun Kerja
Bahan
PembantuWaktu (s) Scrap (%) Q' Q E (%) U (%) F
1 Extrusion Melelehkan polyurethane
Extruder
Machine 30 460,8 460,8 0,9 0,85 0,62
2 Casting
Mencetak polyurethane menjadi wheel sesuai ukuran yang diinginkan
Mold and
Ladle 7 460,8 460,8 0,95 0,9 0,14
3 Turning
Membuat diameter yang
berbeda pada wheel bagian atas dan bawah
Turning
Machine 11 460,8 460,8 0,9 0,85 0,23
Massa : 49,41 gr Dibuat Oleh :
Tanggal :
LEMBAR RENCANA PROSES
Nomor : Halaman ke- :
No. Part : File Gambar :
Nama Part : Material :
Ukuran
c. Nama mesin
d. Bahan pembantu yang digunakan e. Waktu proses (T, dalam detik) f. Persentase scrap (s)
g. Jumlah unit yang diharapkan dalam 1 shift (Q’) h. Jumlah unit yang harus disiapkan ( 𝑄 = 𝑄′
1−𝑠 ) dalam 1 shift i. Efisiensi mesin (E, dalam %)
j. Reliabilitas mesin (R, dalam %) k. Jumlah mesin teoritis 𝐹 = 𝐸.𝑅.𝐻𝑇.𝑄
- T = waktu proses (detik),
- H = jumlah jam kerja per shift (detik)
2. Multi Product Process Chart (MPPC)
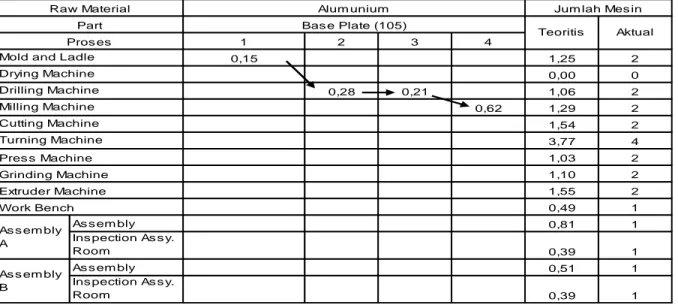
Multi Product Process Chart adalah suatu peta yang menggambarkan jumlah mesin teoritis dan jumlah mesin aktual dari Lembar Rencana Proses yang digunakan dalam proses produksi. Pada MPPC juga dapat diketahui jenis raw material yang digunakan oleh masing-masing komponen. Berikut ini merupakan beberapa kegunaan dari MPPC.
1. Menggambarkan berapa banyak kebutuhan mesin, baik teoritis maupun aktual 2. Menunjukkan keterkaitan produksi antara komponen-komponen produk
3. Menunjukkan urutan atau aliran dalam proses produksi dari satu mesin ke mesin lain setiap part produknya untuk proses fabrikasi maupun assembly
4. Sebagai alat kerja yang memberikan informasi yang berguna dalam perbaikan sistem.
Tabel 2. Multi Product Process Chart
1 2 3 4
0,15 1,25 2
0,00 0
0,28 0,21 1,06 2
0,62 1,29 2
1,54 2
3,77 4
1,03 2
1,10 2
1,55 2
0,49 1
As s em bly 0,81 1
Ins pection As s y.
Room 0,39 1
As s em bly 0,51 1
Ins pection As s y.
Room 0,39 1
As s em bly A
As s em bly B
Bas e Plate (105)
Alum unium Jum lah Mes in
Teoritis Aktual
Cutting Machine Turning Machine Pres s Machine Grinding Machine Extruder Machine Work Bench
Part Pros es Mold and Ladle Drying Machine Drilling Machine Milling Machine
Raw Material
Tabel 2 merupakan contoh MPPC. Bagian kiri dari MPPC berisi informasi mengenai daftar mesin yang digunakan dalam proses produksi, sedangkan untuk aliran proses setiap part digambarkan pada sisi kanan sesuai dengan urutan mesin yang digunakan. Informasi yang dibutuhkan untuk pembuatan MPPC adalah sebagai berikut.
a. Urutan mesin mengikuti urutan abjad A – Z.
b. Sumber informasi yang dibutuhkan adalah jumlah mesin teoritis dari setiap proses pada mesin tertentu dari Lembar Rencana Proses.
c. Jumlah mesin teoritis merupakan penjumlahan dari kebutuhan setiap mesin dari tiap part yang menggunakannya.
d. Jumlah mesin aktual adalah pembulatan dari jumlah mesin teoritis.
e. Proses produksi menggunakan process layout, sedangkan proses assembly menggunakan product layout, sehingga untuk perhitungan jumlah mesin pada proses assembly dilakukan pembulatan terlebih dahulu sebelum dilakukan penjumlahan kebutuhan total mesin.
3. Perhitungan Luas Lantai Process
Luas lantai pabrik harus dihitung dahulu dengan teliti karena luas lantai ini berpengaruh terhadap keputusan tempat atau daerah dimana suatu pabrik akan dibangun, sekaligus juga mempengaruhi letak dari bagian-bagian yang ada dalam pabrik. Bagian-bagian tersebut tentu berbeda antara satu jenis pabrik dengan jenis yang lain.
III. Input dan Output Modul
Di bawah ini merupakan penjelasan mengenai masukan dan keluaran yang digunakan dalam modul ini.
a. Input :
1. Lembar Rencana Proses yang terdapat waktu run time dan setup time dari Praktikum PSTI 2017/2018 (seluruh proses produksi dan assembly)
2. Data demand dan efisiensi dari Praktikum PSTI 2017/2018 3. Dimensi setiap mesin.
b. Output :
1. Jumlah mesin yang dibutuhkan secara teoritis 2. Multi Product Process Chart (MPPC)
3. Luas Lantai Process Layout
IV. Prosedur Pelaksanaan Praktikum
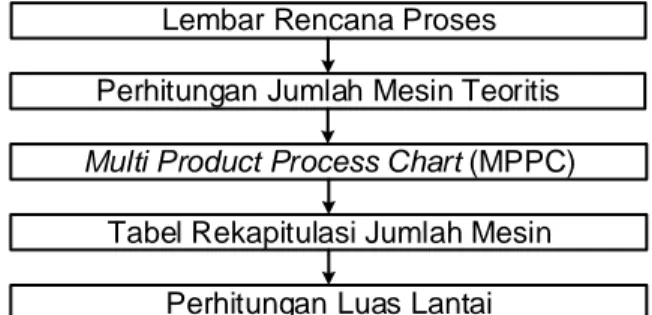
Prosedur praktikum Modul 1 dapat dilihat pada Gambar 1 di bawah ini.
Lembar Rencana Proses
Tabel Rekapitulasi Jumlah Mesin Multi Product Process Chart (MPPC)
Perhitungan Luas Lantai Perhitungan Jumlah Mesin Teoritis
Gambar 1. Prosedur Praktikum Modul
Setiap part memiliki kode part yang terdiri dari 3 digit. Digit pertama menunjukkan kode produk, A untuk produk Skateboard PSTI A (deck (800mm x 205mm x 14mm), truck (126,49 gr)), B untuk produk Skateboard PSTI B (deck (800mm x 190mm x 14mm), truck (123,8 gr)). Kode untuk setiap part dapat dilihat pada Tabel 3.
Tabel 3. Kode Part Produk Skateboard PSTI
01 Riser 07 Baseplate
02 Pivot Cup 08 Kingpin
03 Barrel Bushing 09x Truck
04 Cone Bushing 10x Deck
05 Top Washer 06 Wheel
V. Informasi untuk Pengerjaan Praktikum
1. Jam kerja yang digunakan adalah jam kerja yang telah ditentukan pada Praktikum PSTI 2017/2018.
2. Efisiensi untuk menghitung jumlah mesin teoritis dapat dilihat pada Modul 8 Praktikum PSTI II 2017/2018, sedangkan demand dapat diperoleh dari Modul 1 PSTI I 2017/2018. Utilisasi mesin diperoleh dari data di Modul 8 PSTI II.
3. Dalam menentukan jumlah unit yang harus disiapkan dilakukan pembulatan ke atas.
4. Persentase scrap pada inspection room adalah 5%, sedangkan waktu prosesnya adalah 30 detik.
5. Pembulatan yang digunakan adalah 2 angka di belakang koma (tidak di roundup).
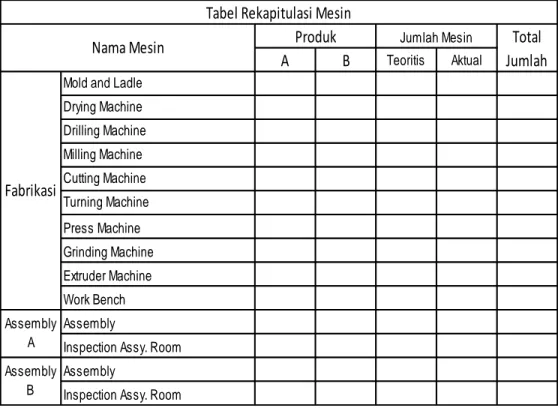
6. Tabel rekapitulasi jumlah mesin dibuat untuk memudahkan melihat jumlah mesin teoritis maupun aktual yang diperlukan untuk masing-masing mesin, baik dalam proses fabrikasi, dan assembly. Contoh tabel rekapitulasi dapat dilihat pada Tabel 4.
7. Lead time warehouse dan storage adalah 1 minggu.
8. Tinggi maksimum tumpukan di warehouse dan storage bahan baku adalah 1500 mm.
9. Satu mesin membutuhkan satu operator.
10. Komponen yang termasuk ke dalam bahan pembantu merupakan komponen yang dibeli dari pihak luar.
11. Bahan baku plastik PVC + carbon, aluminium, dan polyurethane dikemas dalam unit rec. karung dengan dimensi 800x500x300 mm dan berat 20 kg. Sedangkan untuk plat aluminium dan kayu veneer dikemas dalam satu ikat dengan dimensi 1220x1220x200 mm untuk plat aluminium dan 800x1500x200 mm untuk
kayu veneer yang berisi 100 unit untuk tiap unit rec. Untuk bahan baku dus yang nantinya digunakan untuk mengemas skateboard jadi, dikemas dalam satu ikat dengan dimensi 805x330x100 mm yang bersi 10 unit kardus.
Tabel 4. Contoh Tabel Rekapitulasi Jumlah Mesin
Keterangan: Total jumlah mesin merupakan penjumlahan dari seluruh jumlah mesin aktual
12. Pada modul ini, perhitungan luas lantai dibagi menjadi lima bagian, yakni : a. Bagian Maintenance
b. Bagian Produksi c. Bagian Warehouse
d. Storage Bahan Baku (SBB) e. Storage Bahan Pembantu (SBP)
Untuk warehouse dan storage, perhitungan luas lantai dilakukan dengan memperhatikan ukuran dan kebutuhan dari masing-masing material serta part serta jumlah tumpukan barang yang diizinkan untuk tiap jenis part. Untuk perhitungan luas bagian produksi ditentukan oleh jumlah mesin yang didapat dari perhitungan kebutuhan akan tiap jenis mesin.
Safety stock dalam penentuan luas lantai storage bahan baku adalah 3% dari kebutuhan raw material per minggu. Warehouse dan storage bahan baku dalam penempatannya menggunakan pallet, sedangkan storage bahan pembantu menggunakan rak (4 level) dan berukuran 800 cm x 400 cm x 400 cm setiap levelnya.
Di dalam rak sendiri, penyimpanan menggunakan totepan. 1 level rak terdiri dari 2 totepan.
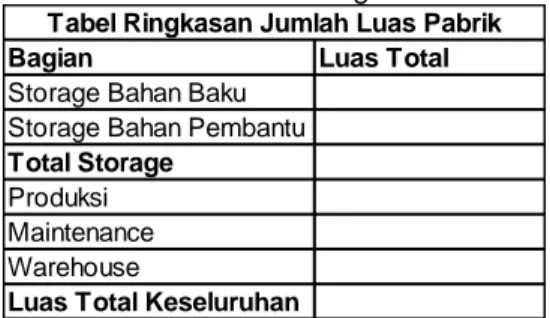
13. Tabel ringkasan luas pabrik dibuat untuk memudahkan melihat jumlah kebutuhan luas lantai untuk process layout. Contoh tabel ringkasan dapat dilihat pada Tabel 5.
A B Teoritis Aktual
Total Jumlah Tabel Rekapitulasi Mesin
Nama Mesin Produk Jumlah Mesin
Inspection Assy. Room Assembly
Inspection Assy. Room Assembly
Press Machine Grinding Machine Extruder Machine Work Bench Assembly
A Assembly
B
Fabrikasi
Mold and Ladle Drying Machine Drilling Machine Milling Machine Cutting Machine Turning Machine
Tabel 5. Contoh Tabel Ringkasan Luas Pabrik
VI. Target Praktikum
Pembuatan LRP Assembly, perhitungan luas lantai storage bahan baku dan perhitungan luas lantai storage bahan pembantu.
VII. Target Asistensi
Di bawah ini merupakan target asistensi dari Modul 1.
a. Perhitungan jumlah mesin teoritis.
b. MPPC
c. Perhitungan luas lantai Process Layout (warehouse, produksi, storage bahan baku dan pembantu, maintenance).
d. Tabel rekapitulasi jumlah mesin.
e. Tabel ringkasan jumlah luas pabrik.
f. Teori dan konsep yang berhubungan dengan modul.
VIII. Daftar Pustaka
Tompkins, James A. and White, John A. 2010, Facilities Planning, 4th edition (Chapter 3 – 4), John Wiley & Sons, Inc., New York.
Bagian Luas Total
Storage Bahan Baku Storage Bahan Pembantu Total Storage
Produksi Maintenance Warehouse
Luas Total Keseluruhan
Tabel Ringkasan Jumlah Luas Pabrik
PANDUAN PERHITUNGAN
I. Panduan Pembuatan LRP
- Q’ diperoleh dari rata-rata demand per shift selama 12 bulan di tahun 2017 (pembulatan ke atas) kemudian dikalikan dengan proporsi masing-masing produk.
- Terdapat dua jenis Q’, yakni : a. Q’ untuk drying machine : 1
b. Q’ untuk mesin lainnya yang diambil dari Q proses sebelumnya dikalikan dengan jumlah komponen
- LRP untuk Deck dan Truck dipisah.
II. Panduan Pembuatan MPPC
- Jumlah aktual untuk drying machine maksimal 1 unit - MPPC untuk Deck dan Truck juga dipisah.
III. Luas Lantai Bagian Maintenance (Proses) a. Luas Mesin = panjang*lebar
b. Allowance (100%) = 1*luas
c. Luas Lantai = (Luas Mesin + allowance (100%))*jumlah Tabel 6. Contoh Tabel Luas Lantai Bagian Maintenance
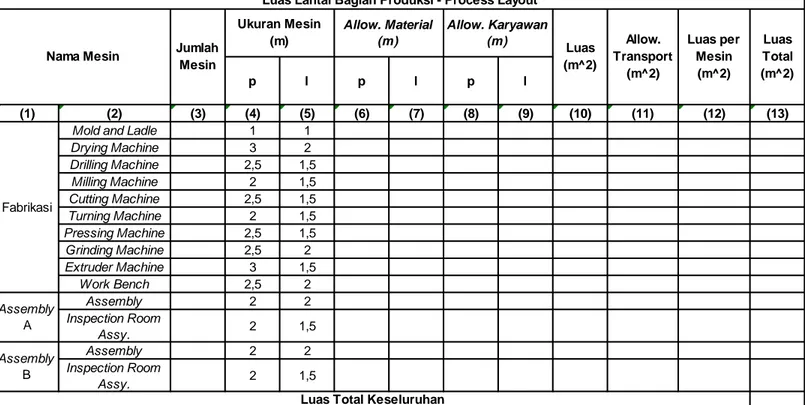
IV. Luas Lantai Bagian Produksi (Proses) a. Allowance Material
i. Allowance material (panjang) = 0,4*panjang mesin ii. Allowance material (lebar) = 0,4*lebar mesin b. Allowance Karyawan
i. Allowance karyawan (panjang) = 0,3*panjang mesin
p l
(1) (2) (3) (4) (5) (6) (7) (8)
Lathe 2 1,5
Grinding 1,5 1,5
Drill 2,5 1,5
Work Bench 2,5 2
Total Luas Keseluruhan (m^2)
Luas Lantai Bagian Maintenance - Process Layout Nama
Mesin
Jumlah Mesin
Ukuran (m) Luas Mesin
(m^2)
Allow 100%
(m^2)
Total Luas (m^2)
Luas Lantai
(m^2)
ii. Allowance karyawan (lebar) = 0,3*lebar mesin c. Luas
Luas =
panjang *
lebarSebelumnya dilakukan penjumlahan dimensi panjang dan lebar secara keseluruhan (dimensi asalnya + allow material + allow karyawan)
d. Allowance Transportasi (50%)
Allowance trans (50%) = 0,5*luas e. Luas tiap Mesin
Luas tiap mesin = Luas + allowance trans (50%) f. Luas Total
Luas Total = Luas tiap mesin*jumlah mesin
Tabel 7. Contoh Tabel Luas Lantai Bagian Produksi
V. Luas Lantai Warehouse a. Produksi
Produksi/ minggu = Jumlah shift/hari*jumlah hari kerja*demand (per tipe produk) b. Jumlah pallet = roundup (produksi per minggu/ kapasitas pallet)
c. Kebutuhan luas lantai = (panjang pallet*lebar pallet)*jumlah pallet d. Allowance
Allowance gang = 2*kebutuhan luas lantai
p l p l p l
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13)
Mold and Ladle 1 1
Drying Machine 3 2
Drilling Machine 2,5 1,5
Milling Machine 2 1,5
Cutting Machine 2,5 1,5
Turning Machine 2 1,5
Pressing Machine 2,5 1,5
Grinding Machine 2,5 2
Extruder Machine 3 1,5
Work Bench 2,5 2
Assembly 2 2
Inspection Room
Assy. 2 1,5
Assembly 2 2
Inspection Room
Assy. 2 1,5
Luas Total (m^2)
Fabrikasi
Assembly A
Assembly B
Luas Total Keseluruhan
Luas Lantai Bagian Produksi - Process Layout
Nama Mesin Jumlah
Mesin
Ukuran Mesin (m)
Allow. Material (m)
Allow. Karyawan
(m) Luas
(m^2)
Allow.
Transport (m^2)
Luas per Mesin (m^2)
e. Luas Total Keseluruhan
Luas total keseluruhan = Kebutuhan luas lantai + allowance gang Tabel 8. Contoh Tabel Luas Lantai Bagian Warehouse
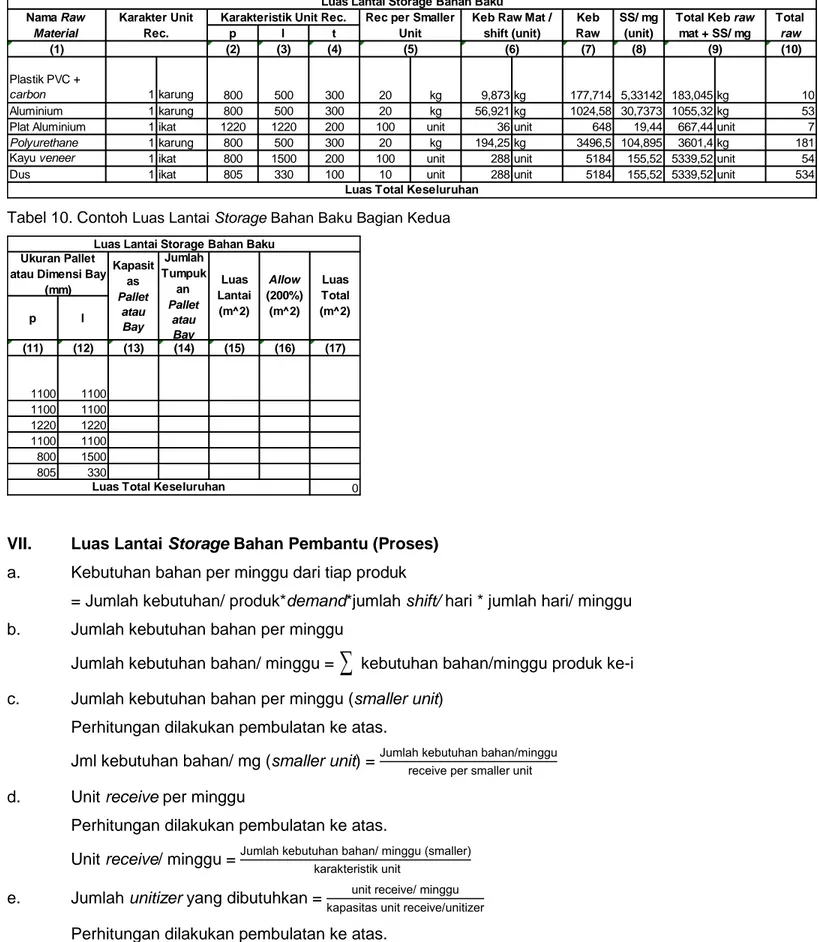
VI. Luas Lantai Storage Bahan Baku a. Kebutuhan raw material/shift =
- Kebutuhan komponen per shift = kebutuhan komponen per produk * Total Q (dari assembly) - Total berat tiap komponen (untuk material dengan karakteristik berat) = berat x kebutuhan
komponen per shift
- Total kebutuhan raw material / shift (karakteristik berat) =
(total berat tiap komponen untuk suatu material)- Total kebutuhan raw material / shift (karakteristik dimensi) =
Untuk Plat alumunium = Kebutuhan komponen per shift/4
Untuk Kayu veneer = Kebutuhan komponen per shift
b. Kebutuhan raw material/minggu = Kebutuhan raw material/ shift * jml shift/hari * jml hari/minggu c. SS/minggu = 3% * Kebutuhan raw material/minggu
d. Keb raw material + SS/ minggu = Kebutuhan jenis material/ minggu + SS/ minggu e. Total raw material/ minggu (kardus)
Pembulatan dilakukan ke atas.
Total raw material/ minggu = kebutuhan raw (material + SS) per minggu/ rec per smaller unit f. Jumlah pallet atau bay= roundup (total raw mat per minggu (kardus)/ kapasitas pallet) g. Luas lantai = (panjang pallet*lebar pallet)*jumlah pallet/ 1.000.000
h. Allowance
Allowance gang = 2*kebutuhan luas lantai i. Luas Total Keseluruhan
Luas total keseluruhan = Kebutuhan luas lantai + allowance gang
p l t p l
(1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12)
A 805 210 130 1100 1100
B 805 195 130 1100 1100
Luas Lantai Warehouse
Karakteristik dus (mm)
Jumlah Pallet
Luas Total Keseluruhan Ukuran 1 Pallet
(mm) Keb
Luas Lantai (m^2)
Allow Gang (%) (m^2)
Luas Total (m^2) Produk Produksi /
minggu
Kapasitas Pallet
(dus)
Tabel 9. Contoh Luas Lantai Storage Bahan Baku Bagian Pertama
Tabel 10. Contoh Luas Lantai Storage Bahan Baku Bagian Kedua
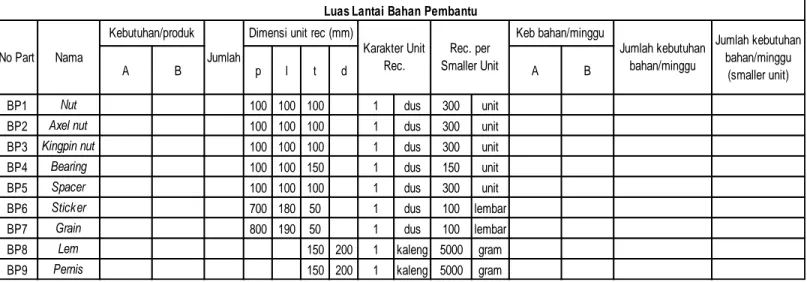
VII. Luas Lantai Storage Bahan Pembantu (Proses) a. Kebutuhan bahan per minggu dari tiap produk
= Jumlah kebutuhan/ produk*demand*jumlah shift/ hari * jumlah hari/ minggu b. Jumlah kebutuhan bahan per minggu
Jumlah kebutuhan bahan/ minggu =
kebutuhan bahan/minggu produk ke-i c. Jumlah kebutuhan bahan per minggu (smaller unit)Perhitungan dilakukan pembulatan ke atas.
Jml kebutuhan bahan/ mg (smaller unit) = Jumlah kebutuhan bahan/minggu receive per smaller unit
d. Unit receive per minggu
Perhitungan dilakukan pembulatan ke atas.
Unit receive/ minggu = Jumlah kebutuhan bahan/ minggu (smaller) karakteristik unit
e. Jumlah unitizer yang dibutuhkan = unit receive/ minggu kapasitas unit receive/unitizer
Perhitungan dilakukan pembulatan ke atas.
f. Jumlah level yang dibutuhkan = jumlah unitizer yang dibutuhkan/ 2 Perhitungan dilakukan pembulatan ke atas.
p l t
(1) (2) (3) (4) (7) (8) (10)
Plastik PVC +
carbon 1 karung 800 500 300 20 kg 9,873 kg 177,714 5,33142 183,045 kg 10
Aluminium 1 karung 800 500 300 20 kg 56,921 kg 1024,58 30,7373 1055,32 kg 53
Plat Aluminium 1 ikat 1220 1220 200 100 unit 36 unit 648 19,44 667,44 unit 7
Polyurethane 1 karung 800 500 300 20 kg 194,25 kg 3496,5 104,895 3601,4 kg 181
Kayu veneer 1 ikat 800 1500 200 100 unit 288 unit 5184 155,52 5339,52 unit 54
Dus 1 ikat 805 330 100 10 unit 288 unit 5184 155,52 5339,52 unit 534
(5) (6) (9)
Luas Total Keseluruhan Luas Lantai Storage Bahan Baku Nama Raw
Material
Karakter Unit Rec.
Karakteristik Unit Rec. Rec per Smaller Unit
Keb Raw Mat / shift (unit)
Keb Raw
SS/ mg (unit)
Total Keb raw mat + SS/ mg
Total raw
p l
(11) (12) (13) (14) (15) (16) (17)
1100 1100 1100 1100 1220 1220 1100 1100 800 1500
805 330
Luas Total Keseluruhan 0 Luas Lantai
(m^2)
Allow (200%)
(m^2)
Luas Total (m^2) Luas Lantai Storage Bahan Baku
Ukuran Pallet atau Dimensi Bay
(mm)
Kapasit as Pallet
atau Bay
Jumlah Tumpuk
an Pallet
atau Bay
g. Jumlah level= ∑Jumlah level yang dibutuhkan h. Jumlah rak = jumlah level/ 4
Perhitungan dilakukan pembulatan ke atas.
i. Luas total rak = Jumlah rak*0,8*0,4 j. Allowance
Allowance gang = 2*luas total rak k. Luas Storage Bahan Pembantu
Luas Storage Bahan Pembantu = luas total rak + allowance Tabel 11. Contoh Tabel Luas Lantai Bahan Pembantu Bagian Pertama
Tabel 12. Contoh Tabel Luas Lantai Bahan Pembantu Bagian Kedua
A B p l t d A B
BP1 Nut 100 100 100 1 dus 300 unit
BP2 Axel nut 100 100 100 1 dus 300 unit
BP3 Kingpin nut 100 100 100 1 dus 300 unit
BP4 Bearing 100 100 150 1 dus 150 unit
BP5 Spacer 100 100 100 1 dus 300 unit
BP6 Sticker 700 180 50 1 dus 100 lembar
BP7 Grain 800 190 50 1 dus 100 lembar
BP8 Lem 150 200 1 kaleng 5000 gram
BP9 Pernis 150 200 1 kaleng 5000 gram
Jumlah kebutuhan bahan/minggu
(smaller unit) Luas Lantai Bahan Pembantu
No Part Nama
Kebutuhan/produk Jumlah
Dimensi unit rec (mm)
Karakter Unit Rec.
Rec. per Smaller Unit
Keb bahan/minggu
Jumlah kebutuhan bahan/minggu
p l t
305 305 200
305 305 200
305 305 200
305 305 200
305 305 200
720 200 60
800 400 400
800 400 400
800 400 400
Luas Lantai Bahan Pembantu Ukuran Unitizer (mm)
Jumlah Unitizer yang
dibutuhkan
Jumlah level yang dibutuhkan
Jumlah level
Jumlah rak
Luas total rak (m^2)
Allow 200%
(m^2) Unit
rec/minggu
Kapasitas unit rec/unitizer