LAPORAN SEMENTARA
PRAKTIKUM PERANCANGAN TATA LETAK FASILITAS MODUL I
PRODUK
Disusun oleh:
PLUG E / KELOMPOK 5
1. Prima Puspowati 122200051 2. Vina Penita Purba 122200058
LABORATORIUM PERANCANGAN TATA LETAK FASILITAS PROGRAM STUDI TEKNIK INDUSTRI
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
YOGYAKARTA 2023
TA
PT VMA CONSULTING
Jl. Laksda Adisucipto No.80, Ambarukmo, Caturtunggal, Kec. Depok, Kabupaten Sleman, Daerah Istimewa Yogyakarta, 55281
No. Surat : 01/PT VMA Consulting/PTLF/II/2023 Perihal : Produk
Lampiran : Penjelasan produk
Kepada Yth.
PT JAYA PTLF
Di Teknik Industri UPN “Veteran” Yogyakarta Dengan hormat,
Dalam rangka menindaklanjuti Perancangan Tata Letak Fasilitas PT JAYA PTLF, maka bersama surat ini kami mengajukan rancangan lanjutan proyek perancangan pabrik mainan kereta api yang berupa analisis produk. Analisis produk berupa Bill of Material (BOM) dan analisis produk. Analisis produk akan memetakan seluruh struktur produk hingga bagian terkecil.
Melalui surat ini kami juga melampirkan penjelasan yang lebih rinci mengenai analisis produk. Atas perhatian dan kerja samanya kami ucapkan terima kasih.
Hormat kami,
Yogyakarta, 16 Februari 2023
Tasya Afifah Person In Charge
Vina Penita Purba Chief Executive Officer Mengetahui,
Berty Dwi Rahmawati, S.T., M.Sc.
President Director
PT VMA CONSULTING
Jl. Laksda Adisucipto No.80, Ambarukmo, Caturtunggal, Kec. Depok, Kabupaten Sleman, Daerah Istimewa Yogyakarta, 55281
No. Surat : 02/PT VMA Consulting/PTLF/II/2023 Perihal : Analisis proses
Lampiran : Penjelasan Analisis Proses
Kepada Yth.
PT JAYA PTLF
Di Teknik Industri UPN “Veteran” Yogyakarta Dengan hormat,
Dalam rangka menindaklanjuti Perancangan Tata Letak Fasilitas PT JAYA PTLF, maka bersama surat ini kami mengajukan rancangan lanjutan proyek perancangan pabrik mainan kereta api yang berupa analisis proses. Analisis proses berisi rincinya tahapan dalam pembuatan produk, assembly, hingga packing.
Melalui surat ini kami juga melampirkan penjelasan yang lebih rinci mengenai analisis proses. Atas perhatian dan kerja samanya kami ucapkan terima kasih.
Hormat kami,
Yogyakarta, 27 Februari 2023
Tasya Afifah
Person In Charge Vina Penita Purba
Chief Executive Officer Mengetahui,
Berty Dwi Rahmawati, S.T., M.Sc.
President Director
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-4
LEMBAR ORISINALITAS
Kami yang bertanda tangan di bawah ini:
Nama Anggota 1 : Prima Puspowati NPM Anggota 1 : 122200051
Nama Anggota 2 : Vina Penita Purba NPM Anggota 2 : 122200058
menyatakan bahwa Laporan Praktikum Perancangan Tata Letak Fasilitas Modul I merupakan hasil karya kami sendiri.
Apabila pernyataan ini terbukti tidak benar, kami bersedia untuk mempertanggungjawabkan dan menerima sanksi hukum yang berlaku.
Demikian pernyataan ini kami buat dengan sebenar-benarnya dan tanpa paksaan daripihak manapun.
Yogyakarta, 24 Februari 2023 Yang menyatakan
Prima Puspowati 122200051
Vina Penita Purba
122200058
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-3
MODUL I
PRODUK
1.1 Tujuan Pelaksanaan
Tujuan dari pelaksanaan perusahaan konsultan dalam perancangan produk diantaranya adalah:
1. Menentukan nama, logo, beserta visi dan misi perusahaan.
2. Membuat sebuah produk yang akan diusulkan kepada perusahaan terkait dan membuat Bill of Material (BOM) dari produk tersebut.
3. Mengetahui proses pembuatan produk, alat dan bahan yang dibutuhkan.
1.2 Prosedur Pelaksanaan 1.2.1 Logo dan nama perusahaan
Tahapan pembuatan logo dan nama perusahaan konsultan dimulai dengan menentukan visi misi dan tujuan perusahaan sehingga dapat diinterpretasikan melalui logo dan nama perushaan. Nama perusahaan harus dapat merepresentasikan identitas perusahaan sesuai dengan tujuannya dan menjadi ciri khas agar dapat dikenali klien. Logo adalah simbol khas dari sebuah perusahaan jasa, objek, ide, publikasi, orang, atau layanan (Adam, 2004). Logo pada dasarnya adalah identitas pada sebuah perusahaan, dimana logo akan membedakan perusahaan satu dengan perusahaan lain.
Menurut Rustan (2013), fungsi dan tujuan logo adalah sebagai identitas diri agar membedakan dari orang lain, tanda kepemilikan agar membedakan miliknya dengan orang lain, tanda jaminan kualitas, dan mencegah peniruan dan pembajakan.
Dalam pembuatan logo disarankan membuat logo yang sederhana tetapi memiliki makna yang jelas, mudah di ingat, dan mudah di terapkan kedalam berbagai media.
Logo juga harus menggambarkan atau mencitrakan perusahaan tersebut. Logo dan
nama perusahaan konsultan dapat dibuat sekreatif mungkin agar mudah dikenali
dan tidak mengandung unsur Suku, Agama, Ras dan Antar golongan (SARA).
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-4
1.2.2 Deskripsi produk
Menurut KBBI, deskripsi merupakan pemaparan atau penggambaran dengan kata-kata secara jelas dan terperinci. Deskripsi juga diartikan sebagai uraian. Deskripsi berasal dari bahasa Latin describere yang artinya menggambarkan atau memberikan suatu hal. Sedangkan produk adalah produk didefinisikan sebagai apa pun yang dapat ditawarkan ke pasar untuk mendapatkan perhatian, akuisisi, penggunaan, atau konsumsi yang mungkin memuaskan keinginan atau kebutuhan (Kotler dan Armstrong, 2017). Jadi dapat disimpulkan deskripsi produk merupakan sekumpulan informasi yang isinya menjelaskan dari produk yang akan dijual mulai dari nama produk, bahan yang digunakan, fungsi produk, komponen penyusun produk tersebut, dan target pemasaran dan informasi lainnya mengenai produk yang akan dibuat dan dijelaskan juga alasan menetapkan bahan, fungsi, komponen, dan target pemasaran tersebut. Selain itu juga dapat diberikan inovasi pada produk yang diusulkan tersebut dengan mempertimbangkan empat inovasi yaitu inovasi model, inovasi bahan, inovasi ukuran, dan inovasi fungsi. Menurut
Djodjobo (2014), inovasi produk dapat berupa gabungan dari berbagai macamproses yang saling mempengaruhi antara satu dengan yang lain. Untuk itu, pengembangan produk harus mempertimbangkan keinginan dari konsumen dan ketersediaan fasilitas. Inovasi produk juga harus dapat dikomunikasikan dengan mudah.
1.2.3 Bill of Material
Bill of material adalah data yang berisi tentang struktur produk yang detail
komponen-komponen subasembling (jenis, jumlah, dan spesifikasinya) hubungan
suatu barang dan komponen-komponennya ditunjukkan dalam satu struktur produk
secara peringkat (Simorangkir, 2019). Produk akhir disebut sebagai level nol,
sedang komponen berikutnya disebut sebagai level satu, dua dan seterusnya
(Nasution, 2003). Bill of material harus mencantumkan nama komponen, kode
komponen, jumlah komponen, level dan material penyusun komponen. Tujuan
dibuatnya bill of material untuk membantu perusahaan dalam mengendalikan
proses produksi. Dengan merinci daftar bahan spesifik untuk menyusun produk,
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-5
baik bahan mentah dan campuran, proses produksi bisa terkendali dan sesuai dengan rencana awal. Mengukur kapasitas produksi perusahaan.
1.2.4 Analisis produk
Analisa atau analisis menurut Komaruddin (2002) adalah kegiatan berfikir untuk menguraikan suatu keseluruhan menjadi komponen sehingga mengenali tanda-tanda komponen, hubungannya satu sama lain, dan fungsi masing-masing dalam suatu keseluruhan yang terpadu. Analisis produk perlu dilakukan untuk menguraikan komponen-komponen dalam produk secara mendasar. Analisis produk dibuat dengan cara menentukan komponen penyusunya dimana pada bagian ini terdapat desain produk yang terdiri dari kode komponen, nama komponen, gambar, dimensi komponen, keputusan komponen dibuat sendiri atau dibeli, dan jumlah komponen per produk. Tujuan dari analisis produk adalah untuk memudahkan dalam perancangan proses produksi produk tersebut.
1.2.5 Analisis proses
Proses adalah cara, metode dan teknik bagaimana sesungguhnya sumber- sumber tenaga kerja, mesin, bahan, dan dana yang ada diubah untuk memperoleh suatu hasil (Herawati, 2016). Analisis proses adalah identifikasi atas aktivitas dalam pembuatan produk dari bahan mentah hingga menjadi sebuah produk. Aktivitas umumnya pada proses membuat suatu produk meliputi kegiatan prefabrikasi, fabrikasi, assembly dan packing. Analisa proses ini bertujuan untuk menganalisa bagaimana proses produksi yang dilakukan pada perusahaan.
1.3 Pengolahan Data
1.3.1 Logo dan nama perusahaan
PT VMA Consulting adalah salah satu perusahaan yang berada di Yogyakarta yang bergerak dibidang jasa. PT VMA Consulting merupakan salah satu perusahaan penyedia layanan konsultasi perusahaan manufaktur yang handal.
Perusahaan ini berfokus memberikan layanan konsultasi dalam bentuk
pertimbangan, petunjuk maupun nasihat sehingga menghasilakan opini, saran,
nasihat dan solusi dari permasalahan yang dihadapi klien.
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-6
Nama MVA sendiri berasal dari nama gabungan pendiri PT VMA Consulting yaitu Vina dan prima. PT VMA Consulting berdiri sejak 27 Agustus 2002 yang didirikan oleh dua orang sahabat Vina Penita dan Prima Puspowati yang melihat banyaknya kebutuhan akan konsultasi yang dihadapi berbagai perusahaan manufaktur. Kantor perusahaan PT VMA Consulting berlokasi di Jl. Laksda Adisucipto No.80, Ambarukmo, Caturtunggal, Kec. Depok, Kabupaten Sleman, Daerah Istimewa Yogyakarta, 55281. Memiliki lokasi yang strategis karena berada di jalan utama sehingga mudah terlihat dan dilalui banyak orang. Selain itu PT VMA Consulting menyediakan layanan konsultasi secara online maupun door-to- door sehingga memudahkan konsultasi yang berada diluar kota. Logo perusahaan PT VMA Consulting dapat dilihat pada Gambar 1.1.
Gambar 1.1 Logo Perusahaan Arti logo perusahaan PT VMA Consulting yaitu:
1. Logo PT VMA Consulting berwarna dasar kuning yang melambangkan harapan dan semangat.
2. Warna hitam melambangkan keberanian dan kekuatan. Dengan keberanian dan kekuatan inilah menjadi cikal bakal dibentuknya PT VMA Consulting.
3. Gambar gear melambangkan adanya keterkaitan antar seluruh elemen yang berada dalam perusahaan PT VMA Consulting.
4. Warna biru pada gear melambangkan memberi kesan konsevatif, dapat dipercaya dan diandalkan serta memiliki stabilitas yang kuat.
5. Warna merah pada gear melambangkan semua hal berasal dari energi positif.
6. Gambar alpabet VMA sendiri berasal dari nama perusahaan yaitu PT VMA
Consulting.
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-7
PT VMA Consulting memiliki visi yaitu “Menjadi perusahaan konsultan terdepan dan terpercaya dengan menyediakan ide-ide solutif dan kreatif bertaraf internasional” untuk mewujudkan visi tersebut, PT VMA Consulting memiliki beberapa misi yaitu:
-
Penyedia layanan konsultasi pertimbangan, petunjuk maupun nasihat terhadap pengelolaan perusahaan
-
Memberikan solusi yang berfokus pada analisis, perancangan, sampai pada implementasi dan perbaikan sistem secara integral
-
Memberikan solusi dengan mempertimbangkan biaya, delivery time, dan mutu (lean manufacturing) agar mampu bersaing dipasar
-
Memberikan kontribusi nyata dalam industri dalam hal pengembangan produk serta proses produksinya secara kreatif, produktif, dan inovatif sehingga dapat bersaing ditaraf Internasional.
1.3.2 Deskripsi produk
Mainan adalah salah satu kebutuhan anak anak yang bertujuan untuk memberikan stimulasi pada otak anak dan juga tumbuh kembangnya seperti melatih kemampuan motorik halus dan motorik kasar. Sejak bayi, manusia memerlukan mainan untuk menstimulasi tumbuh kembangnya seperti meraba, melihat dan mendengar bisa dirangsang dengan mainan edukatif. Maka dari itu sebagian besar orang tua memberikan anak mainan untuk merangsang tumbuh kembang anak- anak.
Mainan kereta merupakan salah satu dari banyak mainan yang terjual dipasaran, pada umumnya dengan bermain menggunakan mainan kreta ini dapat digunakan untuk melatih kemampuan motorik anak. Seiring perkembangan orang tua mulai sadar perlunya akan kebutuhan akan perkembangan kemampuan sensorik sejak dini dan mainanan yang edukatif. Kemampuan sensorik berkaitan dengan aspek panca indera dalam menangkap dan menafsirkan setiap informasi yang masuk ke dalam tubuh.
Nama produk yang ditawarkan adalah Education Train Sensory. Target
pemasaran Education Train Sensory adalah untuk anak-anak dibawah umur lima
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-8
tahun (balita) yang dapat melatih daya motorik, sensori anak dan memberikan edukasi. Balita pada umumnya masih belum dapat menerima pelajaran yang bersifat formal sehingga dibutuhkan media untuk dapat membantu anak dalam mengenali warna, bentuk dan ukuran. Selain melatih daya sensori, selagi bermain anak dapat melatih daya motoriknya. Anak - anak juga tidak mudah jenuh karena dapat belajar sambil bermain. Karena ditargetkan kepada balita, Education Train Sensory bersifat aman karena terbuat dari bahan kayu sehingga tidak mudah pecah yang menyebabkan serpihan yang dapat mencelakai anak-anak.
Education Train Sensory adalah salah satu inovasi mainan anak yang tidak
hanya melatih kemampuan motorik anak melainkan juga kemampuan sensoriknya
dan merupakan salah satu mainan edukatif dengan cara mengenali warna, bentuk,
berhitung dan menyelesaikan persoalan sederhana yaitu merakit. Permainan ini
bersifat edukatif karena dapat digunakan sebagai salah satu media pembelajaran
interaktif dan komunikatif yang memiliki unsur mendidik dan merangsang
perkembangan panca indera. Education Train Sensory mempunyai beberapa
inovasi, dimana mainan kereta pada umumnya hanya digunakan sebagai mainan
dan pajangan. Inovasi yang pertama adalah inovasi fungsi, dimana jika biasanya
mainan ini hanya digunakan sebagai media bermain anak, Education Train Sensory
dapat digunakan sebagai media education yang dapat melatih daya sensori dengan
mengenali bentuk, warna dan ukuran. Inovasi yang kedua adalah inovasi model,
pada Education Train Sensory gerbong gerbong kereta diubah menjadi bentuk-
bentuk segitiga, lingkaran, persegi dan persegi panjang sehingga dapat
memanfaatkan fungsi dari gerbong itu sebagai media belajar anak untuk mengenal
bentuk dan ukuran. Selain itu, Education Train Sensory juga menggunakan warna
yang dasar dan mencolok sehingga dapat menarik perhatian anak dan juga anak-
anak dapat mudah mengenali dan mengingatnya. Inovasi yang terakhir adalah
inovasi ukuran, pada mainan kereta kayu pada umumnya berukuran kecil dan
pendek, disini Education Train Sensory memiliki tiga gerbong yang memiliki
bentuk masing-masing sehingga anak anak kecil dan dengan mudah merangkai dan
mencocokkan ukuran.
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-9
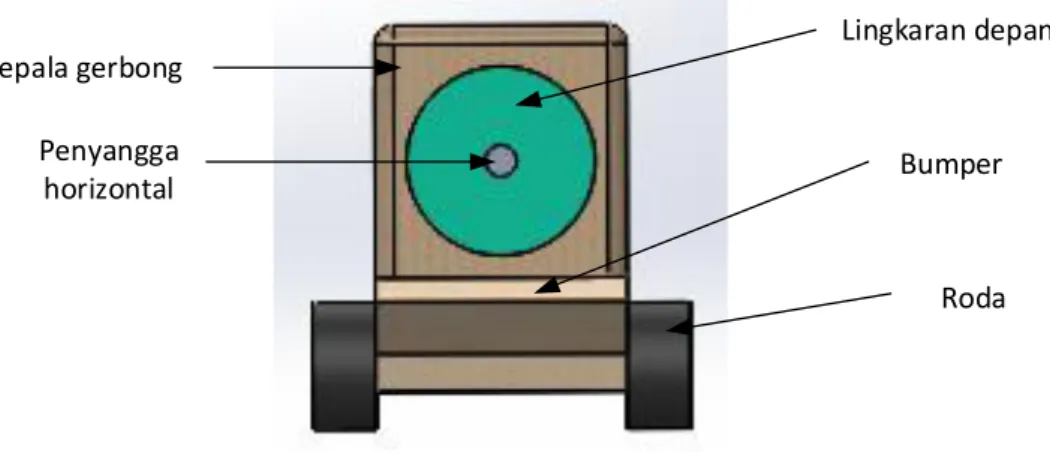
Gambar Education Train Sensory dapat dilihat pada Gambar 1.2, Gambar 1.3, dan Gambar 1.4.
Kepala gerbong Penyangga horizontal
Lingkaran depan
Bumper
Roda
Gambar 1.2 Education Train Sensory tampak depan
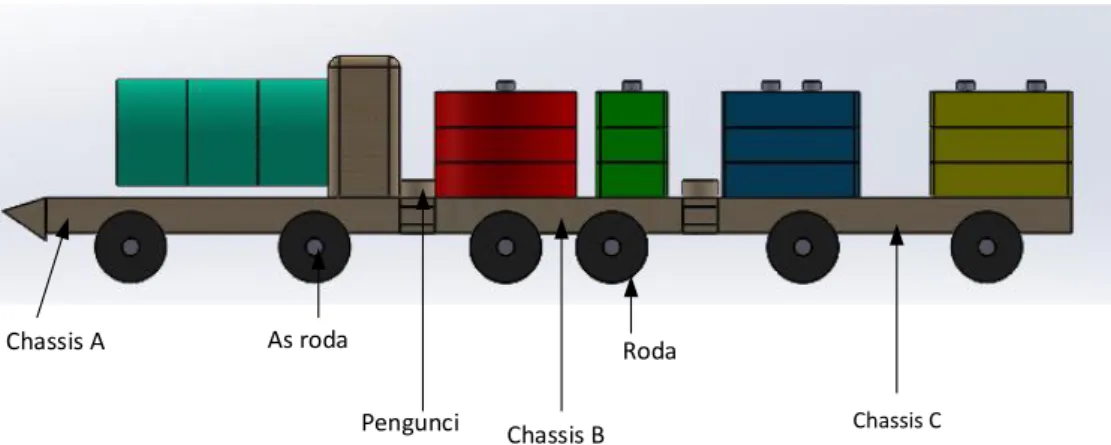
Chassis A As roda
Pengunci
Roda
Chassis B Chassis A
Gambar 1.3 Education Train Sensory tampak samping
Chassis C
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-10
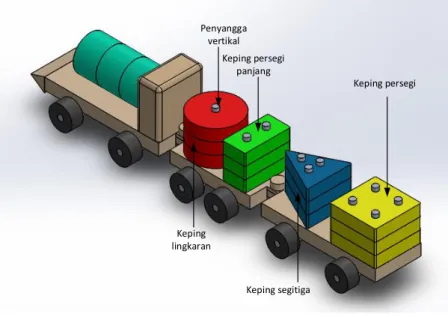
` Penyangga
vertikal Keping persegi
panjang
Keping persegi
Keping segitiga Keping
lingkaran
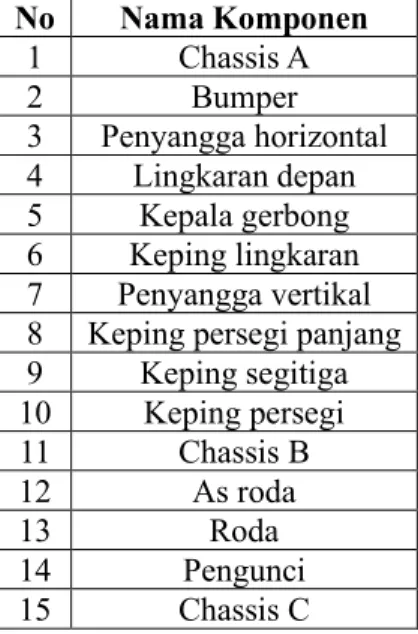
Gambar 1.4 Education Train Sensory isometri Tabel nama komponennya dapat dilihat pada Tabel 1.1.
Tabel 1.1 Nama Komponen Education Train Sensory
No Nama Komponen1 Chassis A
2 Bumper
3 Penyangga horizontal 4 Lingkaran depan 5 Kepala gerbong 6 Keping lingkaran 7 Penyangga vertikal 8 Keping persegi panjang 9 Keping segitiga 10 Keping persegi 11 Chassis B
12 As roda
13 Roda
14 Pengunci
15 Chassis C
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-11
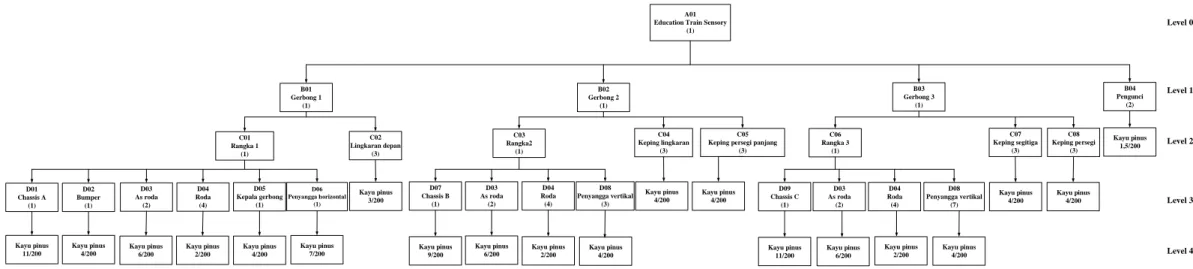
1.3.3 Bill of Material
Bill of Material dari produk Education Train Sensory dapat dilihat pada Gambar 1.5.
A01 Education Train Sensory
(1)
B01 Gerbong 1
(1)
B02 Gerbong 2
(1)
B03 Gerbong 3
(1)
B04 Pengunci
(2)
C01 Rangka 1
(1)
D06 Penyangga horizontal
(1)
C02 Lingkaran depan
(3)
C03 Rangka2
(1)
D08 Penyangga vertikal
(3)
C04 Keping lingkaran
(3)
C05 Keping persegi panjang
(3)
C06 Rangka 3
(1)
D08 Penyangga vertikal
(7)
C07 Keping segitiga
(3)
C08 Keping persegi
(3)
D03 As roda
(2)
D04 Roda (4)
D05 Kepala gerbong
(1) D01
Chassis A (1)
D02 Bumper
(1)
D03 As roda
(2)
D04 Roda (4)
D03 As roda
(2)
D04 Roda (4)
Kayu pinus 11/200
Kayu pinus 4/200
Kayu pinus 6/200
Kayu pinus 2/200
Kayu pinus 4/200
Kayu pinus 7/200
Kayu pinus 3/200
Kayu pinus 6/200
Kayu pinus 2/200
Kayu pinus 4/200
Kayu pinus 4/200
Kayu pinus 4/200
Kayu pinus 6/200
Kayu pinus 2/200
Kayu pinus 4/200
Kayu pinus 4/200
Kayu pinus 4/200
Kayu pinus 1,5/200
D07 Chassis B
(1)
Kayu pinus 9/200
D09 Chassis C
(1)
Kayu pinus 11/200
Level 0
Level 1
Level 2
Level 3
Level 4
Gambar 1.5 Bill of Material
Education Train Sensory Keterangan: 1 unit = 1 balok = 200 cm
Contoh perhitungan untuk chassis 1 Panjang (P) = 11
Lebar (L) = 4
Tinggi (T) = 2
Ukuran material =
𝐷𝑖𝑚𝑒𝑛𝑠𝑖 𝑡𝑒𝑟𝑝𝑎𝑛𝑗𝑎𝑛𝑔200 = 11
200
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-12
Tabel 1.2 Kode Komponen Education Train Sensory
No Kode Komponen Nama Komponen
1 D01 Chassis A
2 D02 Bumper
3 D06 Penyangga horizontal
4 C02 Lingkaran depan
5 D05 Kepala gerbong
6 C04 Keping lingkaran
7 D08 Penyangga vertikal
8 C05 Keping persegi panjang
9 C07 Keping segitiga
10 C08 Keping persegi
11 D07 Chassis B
12 D03 As roda
13 D04 Roda
14 B04 Pengunci
15 D09 Chassis C
1.3.4 Analisis produk
Education Train Sensory tersusun dari 20 komponen yang berbahan dasar
kayu pinus. Bahan dasar yang digunakan diperoleh dari supplier dengan dimensi
panjang x lebar x tinggi adalah 200 cm x 20 cm x 3 cm. Tabel analisis produk dapat
dilihat pada Tabel 1.3 dan Tabel 1.4.
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-13
Tabel 1.3 Analisis komponen utama
No Kode Komponen
Nama
Komponen Gambar Komponen
Dimensi p=
panjang l= lebar t= tinggi
d=
diameter
Jumlah
(unit) Material Sumber
1 D01 Chassis A P1
P2 P3
P4 P5
P6
L1 L2L3 P8
T1 T2
D
P1=10, P2=1,
P3=2 P4=1, P5=2, P6=1, T1=2, T2=1, L1=1,5,
L2=1, L3=1,5
D=0,5
1
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
2 D02 Bumper
P L
T
P= 4, L=1,
T=1,25 1
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
3 D06 Penyangga
horizontal P
D
P= 7,
D=0,5 1
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
4 C02 Lingkaran
depan
P
D1 D2
P= 2, D1=0,5
D2=3
3
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
5 D05 Kepala
gerbong
P T
L
P=4 L=2 T=4 D=0,5
1
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
6 C04 Keping
lingkaran
D2 D1
T T=1
D1=4 D2=0,5
3
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-14
Tabel 1.3 Analisis komponen utama (Lanjutan)
No Kode Komponen
Nama
Komponen Gambar Komponen
Dimensi p=
panjang l= lebar t= tinggi
d=
diameter
Jumlah
(unit) Material Sumber
7 D08 Penyangga
vertikal
P
D
P=4
D=0,5 10
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
8 C05
Keping persegi panjang
P2 P1
P3 T
L D
P1=1 P2=2 P3=1 T=1 L=2 T=1 D=0,5
3
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
9 C07 Keping
segitiga
P T
L
D D=0,5
P=1 L=4 T=1
3
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
10 C08 Keping
persegi
P1 P2
P3 T
L3 L2 L1
D
P1=1 P2=2 P3=1 L1=1 L2=2 L3=1 D=0,5
3
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
11 D09 Chassis B
P1 P2
P3 P4
P5
L3 L2 L1
P6
D
T1 T2 T3
P1=1, P2=2,25,
P3=5, P4=1, P5=2,25,
P6=9 L1=1,5,
L2= 1, L3=1,5 T1=0,5 T2=1 T3=0,5
D=0,5
1
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-15
Tabel 1.3 Analisis komponen utama (Lanjutan)
No Kode Komponen
Nama
Komponen Gambar Komponen
Dimensi p=
panjang l= lebar t= tinggi
d=
diameter
Jumlah
(unit) Material Sumber
12 D03 As roda
P
D
P= 6
d= 0,5 6
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
13 D04 Roda
T D1 D2
T=1 D1=2 D2=0,5
12
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
14 B04 Pengunci
T1
T1
D2 D1
T1=0,5 T2=1 D1=1 D2=0,5
2
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
15 D07 Chassis C
P1 L2 P2
L1
T1 T2
d
L2= 1 P2 = 1 P1=10 L1= 4 D= 0,5
T2=1
1
Kayu pinus (200 cm x 20 cm x 3 cm)
Dibuat
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-16
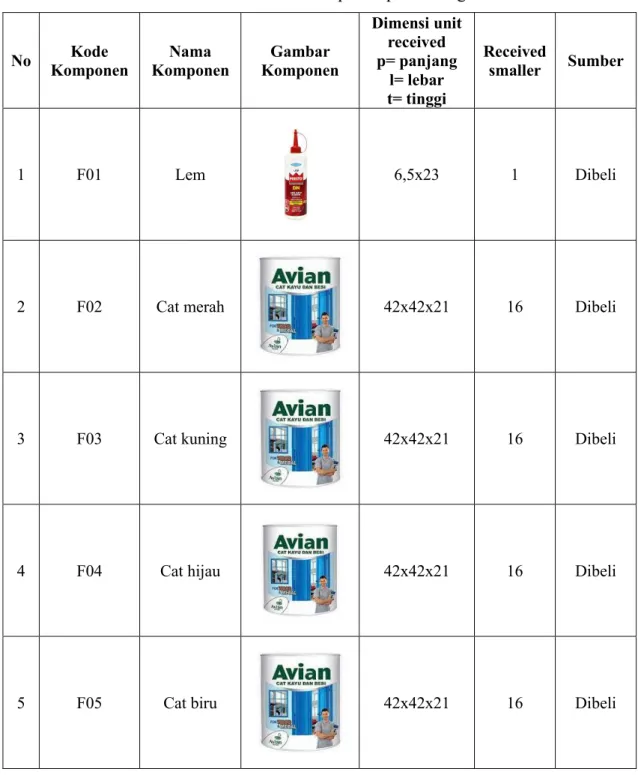
Tabel 1.3 Analisis komponen pendukung
No Kode Komponen
Nama Komponen
Gambar Komponen
Dimensi unit received p= panjang
l= lebar t= tinggi
Received
smaller Sumber
1 F01 Lem 6,5x23 1 Dibeli
2 F02 Cat merah 42x42x21 16 Dibeli
3 F03 Cat kuning 42x42x21 16 Dibeli
4 F04 Cat hijau 42x42x21 16 Dibeli
5 F05 Cat biru 42x42x21 16 Dibeli
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-17
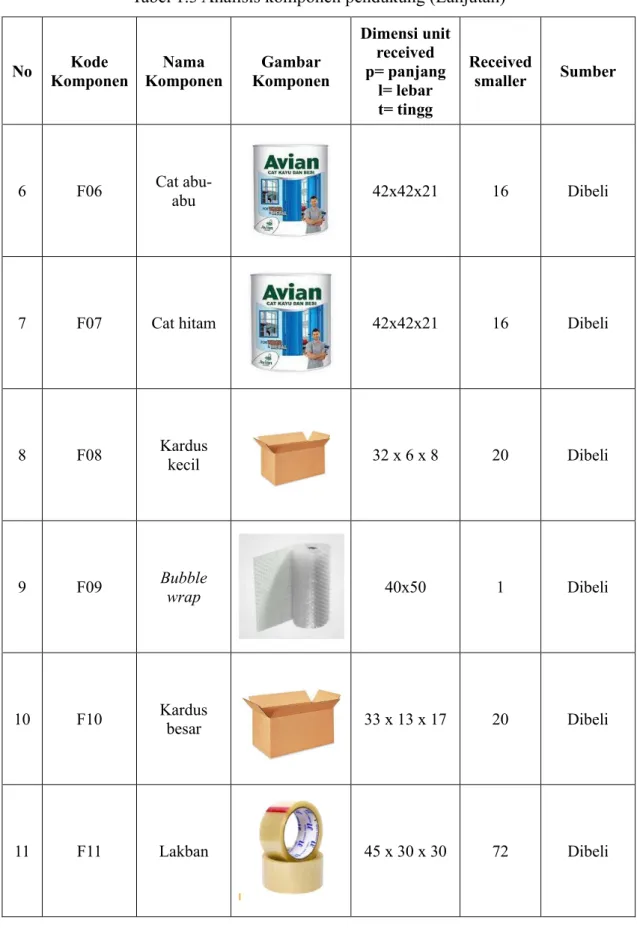
Tabel 1.3 Analisis komponen pendukung (Lanjutan)
No Kode Komponen
Nama Komponen
Gambar Komponen
Dimensi unit received p= panjang
l= lebar t= tingg
Received
smaller Sumber
6 F06 Cat abu-
abu 42x42x21 16 Dibeli
7 F07 Cat hitam 42x42x21 16 Dibeli
8 F08 Kardus
kecil 32 x 6 x 8 20 Dibeli
9 F09 Bubble
wrap 40x50 1 Dibeli
10 F10 Kardus
besar 33 x 13 x 17 20 Dibeli
11 F11 Lakban 45 x 30 x 30 72 Dibeli
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-18
Agar produk Education Train Sensory dapat diproduksi dengan baik, perusahaan harus menyiapkan 15 komponen utama yang dibuat langsung oleh perusahaan dan terdapat 11 komponen pendukung untuk membuat produk tersebut.
Bahan baku yang digunakan adalah kayu pinus dengan dimensi Panjang x lebar x tinggi yaitu 200 cm x 20 cm x 3 cm. kemudian untuk komponen pendukung diperoleh dengan cara dibeli karena apabila diproduksi sendiri kurang efektif.
Pembelian dilakukan agar dapat meminimalisasi biaya komponen yang harus dicustom. Komponen pendukung berupa cat digunakan memberikan warna pada produk, kemudian komponen kardus terdapat dua jenis yang digunakan untuk packing yaitu kardus besar dan kardus kecil untuk mengemas masing masing produk. Pengemasan masing-masing produk dilakukan untuk melindungi masing masing komponen agar terhindar dari defect. Sebelum dimasukan kedalam kardus kecil produk dilindungi terlebih dahulu menggunakan bubble wrap untuk perlindungan yang ekstra. Sedangkan, kardus besar digunakan untuk pendistribusian kepada customer dalam jumlah yang besar.
1.3.5 Analisis proses
Analisis proses digunakan untuk mengidentifikasi urutan pembuatan komponen mulai dari bahan baku, komponen, dan produk jadi. Selain itu, analisis proses juga bertujuan untuk mengetahui mesin yang digunakan dan waktu yang diperlukan untuk membuat setiap komponen produk. Analisi proses meliputi empat tahapan yaitu pre-fabrikasi, fabrikasi, assembly, dan packing. Pada tahap pre- fabrikasi tidak dilakukan karena untuk efisiensi waktu, biaya, dan tenaga kerja.
Kayu pinus yang digunakan sebagai bahan baku dapat didapatkan dari supplier
dengan dimensi yang dibutuhkan. Selanjutnya, pada tahap febrikasi diperlukan
mesin dan peralatan yang menujang, di antaranya yaitu: mesin bor, mesin disc sand,
mesin scroll saw, mesin table saw, mesin bubut, meja packing, mesin gantung, meja
pola, meja perakitan, dan mesin EDP. Mesin yang masih membutuhkan meja dalam
pengoperasiannya dikelompokkan ke dalam stasiun kerja. Mesin dan alat dapat
dilihat pada Tabel 1.4.
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-19
Tabel 1.4 Mesin dan alat
No Nama
Mesin Penjelasan Ukuran Gambar
1 Mesin Bor
Digunakan pada stasiun kerja pengeboran untuk melubangi part.
Terdapat komponen drill press yang digunakan untuk mengatur ukuran hasil pengeboran.
24 cm x 55 cm x 98 cm
2 Mesin disc sand
Mesin disc sand digunakan pada stasiun kerja penghalusan. Fungsinya untuk menghaluskan permukaan komponen dan dapat juga digunakan untuk membuat chamfer sehingga permukaan komponen yang dihasilkan lebih rata dan rapi.
56.5 cm x 28 cmx 33 cm
3 Mesin scroll saw
Mesin scroll saw digunakan pada stasiun kerja pemotongan yang membutuhkan lengkungan.
Fungsinya digunakan untuk memotong komponen berukuran kecil karena memiliki alat pemotong kecil seperti kawat sehingga lebih fleksibel. Selain itu mesin ini juga memiliki komponen drill yang dapat digunakan sebagai pelubangan awal.
69 cm x 29,5 cm x29 cm
4 Mesin table saw
Digunakan untuk memotong komponen secara melintang. Mesin ini memiliki pengaris sehingga memudahkan pekerjaan karena tidak perlu membuat pola terlebih dahulu.
68 cm x 200 cm x 106 cm
6 Mesin bubut
Mesin bubut digunakan pada stasiun kerja pembubutan. Fungsinya untuk membuat komponen yang agar menjadi bentuk lingkaran. Mesin akan memutar sesuai porosnya dan dilakukan pengurangan ukuran dengan menggunakan konsep rotasi sehingga menghasilkan bentuk komponen rotasional.
75 cm x 10 cm x 44 cm
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-20
Tabel 1.4 Mesin dan alat (lanjutan)
No Nama
Mesin Penjelasan Ukuran Gambar
7 Meja packing
Digunakan pada pengemasan produk utuk melakukan wrapping dan mengemas kedalam kardus.
200 cm x 70 cm x 80 cm
8 Mesin oven
Digunakan untuk melakukan pengeringan komponen. Komponen yang sudah melalui proses pencelupan cat akan dibawa masuk kedalam mesin oven untuk dilakukan pengeringan.
137 cm x 120 cm x 220 cm
9 Meja pola
Digunakan untuk menggambar pola pada bahan baku yang ingin dilakukan pemerosesan selanjutnya.
Pemolaan dilakukan untuk menghindari kesalahan saat pemotongan,
240 cm x 120 cm x 70 cm
10 Meja perakitan
Digunakan untuk merakit komponen (assembly) menjadi barang jadi. Meja ini juga menjadi tempat berkumpulnya komponen komponen yang akan dirakit. Terdapat juga lem dan perkakas lain yang dibutuhkan dalam proses perakitan.
70 cm x 20 cm x 200 cm
11 Mesin EDP
Digunakan untuk melakukan pencelupan warna. Komponen yang sudah disusun pada alat pengantung kemudia dibawa masuk kedalam mesin EDP untuk dilakukan pewarnaa, alat gantung akan dibiarkan beberapa saat untuk meniriskan cat yang terbawa.
Didalam mesin EDP terdapat alat yang nantinya akan digunakan untuk menggantungkan alat gantung sehingga dapat dilakukan pencelupan.
100 cm x 100 cm x 100 cm
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-21
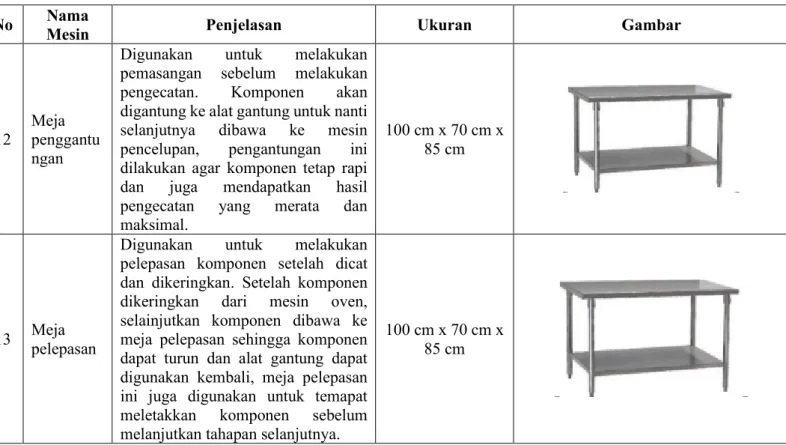
Tabel 1.4 Mesin dan alat (lanjutan)
No Nama
Mesin Penjelasan Ukuran Gambar
12
Meja penggantu ngan
Digunakan untuk melakukan pemasangan sebelum melakukan pengecatan. Komponen akan digantung ke alat gantung untuk nanti selanjutnya dibawa ke mesin pencelupan, pengantungan ini dilakukan agar komponen tetap rapi dan juga mendapatkan hasil pengecatan yang merata dan maksimal.
100 cm x 70 cm x 85 cm
13 Meja pelepasan
Digunakan untuk melakukan pelepasan komponen setelah dicat dan dikeringkan. Setelah komponen dikeringkan dari mesin oven, selainjutkan komponen dibawa ke meja pelepasan sehingga komponen dapat turun dan alat gantung dapat digunakan kembali, meja pelepasan ini juga digunakan untuk temapat meletakkan komponen sebelum melanjutkan tahapan selanjutnya.
100 cm x 70 cm x 85 cm
Mesin dan alat tersebut digunakan untuk merubah bahan baku menjadi barang jadi. Dimana harus melalui tahapan seperti tahap fabrikasi, assembly, dan packing. Tahapan yang perlu dilalui untuk membuat produk akhir adalah sebagai berikut:
1. Tahap fabrikasi
Tahap fabrikasi pada produk Education Train Sensory dapat dilihat pada Tabel 1.5.
Tabel 1.5 Tahap fabrikasi Education Train Sensory
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
1 Chassis A
Pembuatan chassis A dilakukan sebanyak satu kali 1. Memotong kayu
pinus menjadi p=11 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 1
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-22
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
1 Chassis A
2. Memotong kayu pinus menjadi l=4 cm pada setiap lebar raw material 20 cm
Kayu Pinus (11 cm x 20 cm x 3 cm)
Mesin
table saw 0,8 3. Membuat pola untuk
penguci dengan l= 1,1 cm, p= 1,1 cm, dan pola lingkaran pada tengah persegi dengan d=0,6 cm kemudian membuat pola untuk tempat as roda dengan l=1,1 cm, p=1,1 cm, dan pola lingkaran pada tengah persegi dengan d=0,6 cm
Kayu Pinus (11 cm x 4 cm
x 3 cm) Meja pola 1,5
4. Memotong mengikuti pola yang telah dibuat
Kayu Pinus (11 cm x 4 cm x 3 cm)
Mesin
scroll saw 3 5. Melakukan
pengeboran lubang as roda menjadi d= 0,5 cm dan melakukan
pengeboran lubang pengunci gerbong menjadi d= 0,5 cm hingga tembus
Kayu Pinus (11 cm x 4 cm x 3 cm)
Mesin bor 2
6. Menghaluskan komponen
Kayu Pinus (11 cm x 4 cm x 3 cm)
Mesin disc
sand 1
7. Melakukan inspeksi
Kayu Pinus (11 cm x 4 cm x 3 cm)
Meja
inspeksi 0,5
2 Bumper
Pembuatan bumper dilakukan sebanyak satu kali 1. Memotong kayu
pinus menjadi p=4 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 0,5 2. Memotong kayu
pinus menjadi l=1 cm pada setiap lebar raw material 20 cm.
Kayu Pinus (4 cm x 20 cm x 3 cm)
Mesin
table saw 0,3
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-23
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
2 Bumper
3. Memotong kayu pinus menjadi t=1 cm pada setiap tinggi raw material 3 cm
Kayu Pinus (4 cm x 1 cm x 3 cm)
Mesin
table saw 0,3 4. Memotong balok
kayu pinus menjadi bentuk segitiga dengan lebar alas segitiga =1,4 cm dengan memotong secara melintang pada diagonal ruang balok
Kayu Pinus (4 cm x 1 cm x 1 cm)
Mesin
table saw 0,5
5. Melakukan
penghalusan komponen
Kayu Pinus (4 cm x 1 cm x 1,4 cm)
Mesin sand
disc 0,5 6. Melakukan inspeksi
terhadap komponen
Kayu Pinus (4 cm x 1 cm x 1,4 cm)
Meja
inspeksi 0,5
3 Penyangga horizontal
Pembuatan penyangga horizontal dilakukan sebanyak satu kali 1. Memotong kayu
pinus menjadi p=1 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 2. Memotong kayu
pinus menjadi l=7 cm pada setiap lebar raw material 20 cm
Kayu Pinus (1 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 3. Memotong kayu
pinus menjadi t=1 cm pada setiap tinggu raw material 3 cm
Kayu Pinus (1 cm x 7 cm x 3 cm)
Mesin
table saw 0,3 4. Membubut balok
kayu pinus hingga d = 0,5 cm
Kayu Pinus (1 cm x 7 cm x 1 cm)
Mesin
bubut 0,5 5. Menghaluskan
komponen
Kayu Pinus (d=0,5 cm, p=7 cm)
Mesin disc
sand 0,2 6. Memasang
komponen pada alat gantung
Kayu Pinus (d=0,5 cm, p=7 cm)
Meja penggan-
tungan
0,1
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-24
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
3 Penyangga horizontal
7. Melakukan pengecatan dengan metode pencelupan menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (d=0,5 cm, p=7 cm)
Mesin EDP 5
8. Melakukan pengeringan
menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (d=0,5 cm, p=7 cm)
Mesin oven 5
9. Melepaskan komponen dari alat gantung
Kayu Pinus (d=0,5 cm, p=7 cm)
Meja
pelepasan 0,1 10. Melakukan inspeksi
Kayu Pinus (d=0,5 cm, p=7 cm)
Meja
inspeksi 0,5
4 Lingkaran depan
Pembuatan lingkaran depan dilakukan sebanyak tiga kali 1. Memotong kayu
pinus menjadi p=3,3 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 2. Memotong kayu
pinus menjadi l=3,3 cm pada setiap lebar raw material 20 cm
Kayu Pinus (3,3 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 3. Memotong kayu
pinus menjadi t=2 cm pada setiap tinggi raw material 3 cm
Kayu Pinus (3,3 cm x 3,3 cm x 3 cm)
Mesin
table saw 0,3 4. Membuat pola
lingkaran dengan d=3,1 cm dan d2= 0,5 pada permukaan balok 3,3 cm x 3,3 cm
Kayu Pinus (2,3 cm x 3,3 cm x 2 cm)
Meja pola 0,5
5. Membubut balok kayu pinus hingga d = 3 cm
Kayu Pinus (2,3 cm x 2,3 cm x 2 cm)
Mesin
bubut 0,3 6. Melakukan
pengeboran dengan d=0,5 cm
Kayu Pinus (d=3 cm, t=2 cm)
Mesin bor 1
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-25
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
4 Lingkaran depan
7. Menghaluskan komponen
Kayu Pinus (d1=3 cm, d2=0,5 cm, t=2 cm)
Mesin disc
sand 0,3 8. Memasang
komponen pada alat gantung
Kayu Pinus (d1=3 cm, d2=0,5 cm, t=2 cm)
Meja penggan-
tungan
0,1 9. Melakukan
pengecatan dengan metode pencelupan menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (d1=3 cm, d2=0,5 cm, t=2 cm)
Mesin EDP 5
10. Melakukan pengeringan
menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (d1=3 cm, d2=0,5 cm, t=2 cm)
Mesin oven 5
11. Melepaskan komponen dari alat gantung
Kayu Pinus (d1=3 cm, d2=0,5 cm, t=2 cm)
Meja
pelepasan 0,1
12. Melakukan inspeksi
Kayu Pinus (d1=3 cm, d2=0,5 cm, t=2 cm)
Meja
inspeksi 0,5
5 Kepala gerbong
Pembuatan kepala gerbong dilakukan sebanyak satu kali 1. Memotong kayu
pinus menjadi p= 4 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 0,5 2. Memotong kayu
pinus menjadi l= 4 cm pada setiap lebar raw material 20 cm
Kayu Pinus (4 cm x 20 cm x 3 cm)
Mesin
table saw 0,5 3. Memotong kayu
pinus menjadi t= 2 cm pada setiap tinggi raw material 3 cm dan melakukan inspeksi
Kayu Pinus (4 cm x 4 cm x 3 cm)
Mesin
table saw 0,4
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-26
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
5 Kepala gerbong
4. Membuat pola lingkaran dengan d1=
0,5 pada permukaan balok yang berukuran 4 cm x4 cm
Kayu Pinus (4 cm x 4 cm x 2 cm)
Meja pola 0,3
5. Melakukan
pengeboran pada pola lingkaran dengan d=0,5 cm serta melakukan inspeksi
Kayu Pinus (4 cm x 4 cm x 2 cm)
Mesin bor 0,3
6. Menghaluskan komponen
Kayu Pinus (4 cm x 4 cm x 2 cm)
Mesin disc
sand 0,2 7. Melakukan inspeksi
Kayu Pinus (4 cm x 4 cm x 2 cm)
Meja
inspeksi 0,5
6 Keping lingkaran
Pembuatan lingkaran depan dilakukan sebanyak tiga kali 1. Memotong kayu
pinus menjadi p=4,3 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 2. Memotong kayu
pinus menjadi l=4,3 cm pada setiap lebar raw material 20 cm
Kayu Pinus (4,3 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 3. Memotong kayu
pinus menjadi t=1 cm pada setiap tinggi raw material 3 cm
Kayu Pinus (4,3 cm x 4,3 cm x 3 cm)
Mesin
table saw 0,3 4. Membuat pola
lingkaran dengan d1=4,1 cm dan d2= 0,5 pada permukaan balok 4,3 cm x 4,3 cm
Kayu Pinus (4,1 cm x 4,1 cm x 1 cm)
Meja pola 0,5
5. Melakukan
pembubutan balok kayu pinus hingga d = 4 cm
Kayu Pinus (4 cm x 4 cm x 1 cm)
Mesin
bubut 0,3 6. Melakukan
pengeboran dengan d=0,5 cm
Kayu Pinus (d1=4 cm, t=1 cm)
Mesin bor 1
7. Menghaluskan komponen
Kayu Pinus (d1=4 cm, d2=0,5, t=1 cm)
Mesin disc
sand 0,3
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-27
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
6 Keping lingkaran
8. Memasang komponen pada alat gantung
Kayu Pinus (d1=4 cm, d2=0,5, t=1 cm)
Meja penggan-
tungan
0,1 9. Melakukan
pengecatan dengan metode pencelupan menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (d1=4 cm, d2=0,5, t=1 cm)
Mesin EDP 5
10. Melakukan pengeringan
menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (d1=4 cm, d2=0,5, t=1 cm)
Mesin oven 5
11. Melepaskan komponen dari alat gantung
Kayu Pinus (d1=4 cm, d2=0,5, t=1 cm)
Meja
pelepasan 0,1
12. Melakukan inspeksi
Kayu Pinus (d1=4 cm, d2=0,5, t=1 cm)
Meja
inspeksi 0,5
7 Penyangga vertikal
Pembuatan penyangga vertikal dilakukan sebanyak sepuluh kali 1. Memotong kayu
pinus menjadi p=1 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 2. Memotong kayu
pinus menjadi l=4 cm pada setiap lebar raw material 20cm
Kayu Pinus (1 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 3. Memotong kayu
pinus menjadi t=1 cm pada setiap tinggi raw material 3 cm
Kayu Pinus (1 cm x 4 cm x 3 cm)
Mesin
table saw 0,3 4. Membubut balok
kayu pinus hingga d = 0,5 cm
Kayu Pinus (1 cm x 4 cm x 1 cm)
Mesin
bubut 0,5 5. Menghaluskan
komponen
Kayu Pinus (p=4 cm, d=0,5)
Mesin disc
sand 0,2
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-28
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
7 Penyangga vertikal
6. Memasang komponen pada alat gantung
Kayu Pinus (p=4 cm, d=0,5)
Meja penggan-
tungan
0,1 7. Melakukan
pengecatan dengan metode pencelupan menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (p=4 cm, d=0,5)
Mesin EDP 5
8. Melakukan pengeringan
menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (p=4 cm, d=0,5)
Mesin oven 5
9. Melepaskan komponen dari alat gantung
Kayu Pinus (p=4 cm, d=0,5)
Meja
pelepasan 0,1 10. Melakukan inspeksi
Kayu Pinus (p=4 cm, d=0,5)
Meja
inspeksi 0,5
8
Keping persegi panjang
Pembuatan keping persegi panjang dilakukan sebanyak tiga kali 1. Memotong kayu
pinus menjadi ukuran p
= 4 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 0,5 2. Memotong kayu
pinus menjadi ukuran l
= 2 cm pada setiap lebar raw material 200 cm
Kayu Pinus (4 cm x 20 cm x 3 cm)
Mesin
table saw 0,5 3. Memotong kayu
pinus menjadi ukuran t
= 1 cm pada setiap tinggi raw material 200 cm
Kayu Pinus (4 cm x 2 cm x 3 cm)
Mesin
table saw 0,5 4. Membuat pola
lingkaran dengan d=0,6 cm pada permukaan 4 cm x 2 cm
Kayu Pinus (4 cm x 2 cm x 1 cm)
Mesin
table saw 0,3
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-29
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
8
Keping persegi panjang
5. Melakukan
pengeboran pada pola lingkaran dengan d=0,5 cm serta melakukan inspeksi
Kayu Pinus (4 cm x 2 cm x 1 cm)
Mesin bor 0,3
6. Menghaluskan komponen
Kayu Pinus (4 cm x 2 cm x 1 cm)
Mesin disc
sand 0,3 7. Memasang
komponen pada alat gantung
Kayu Pinus (4 cm x 2 cm x 1 cm)
Meja penggan-
tungan
0,1 8. Melakukan
pengecatan dengan metode pencelupan menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (4 cm x 2 cm x 1 cm)
Mesin EDP 5
9. Melakukan pengeringan
menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (4 cm x 2 cm x 1 cm)
Mesin oven 5
10. Melepaskan komponen dari alat gantung
Kayu Pinus (4 cm x 2 cm x 1 cm)
Meja
pelepasan 0,1 11. Melakukan inspeksi
Kayu Pinus (4 cm x 2 cm x 1 cm)
Meja
inspeksi 0,5
9 keping Segitiga
Pembuatan keping segitiga dilakukan sebanyak tiga kali 1. Memotong kayu
pinus menjadi p=4 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 0,5 2. Memotong kayu
pinus menjadi l=4 cm pada setiap lebar raw material 20 cm
Kayu Pinus (4 cm x 20 cm x 3 cm)
Mesin
table saw 0,5 3. Memotong kayu
pinus menjadi t=1 cm pada setiap tinggi raw material 3 cm
Kayu Pinus (4 cm x 4 cm x 3 cm)
Mesin
table saw 0,3
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-30
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
9 Keping segitiga
4. Membuat pola segitiga sama sisi dengan panjang sisi sama dengan 3 dan membuat pola lingkaran dengan d=0,6 cm pada permukaan segitiga
Kayu Pinus (4 cm x 4 cm x 3 cm)
Meja pola 1
5 Melakukan pemotongan sesuai denan pola
Kayu Pinus (3 cm x 3 cm x 1 cm)
Mesin
scroll saw 0,8 6. Melakukan
pengeboran pada pola lingkaran dengan d=0,5 cm serta melakukan inspeksi
Kayu Pinus (4 cm x 3,5 cm x 1 cm)
Mesin bor 0,4
7. Menghaluskan komponen
Kayu Pinus (4 cm x 3,5 cm x 1 cm)
Mesin disc
sand 0,3 8. Memasang
komponen pada alat gantung
Kayu Pinus (4 cm x 3,5 cm x 1 cm)
Meja penggan-
tungan
0,1 9. Melakukan
pengecatan dengan metode pencelupan menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (4 cm x 3,5 cm x 1 cm)
Mesin EDP 5
10. Melakukan pengeringan
menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (4 cm x 3,5 cm x 1 cm)
Mesin oven 5
11. Melepaskan komponen dari alat gantung
Kayu Pinus (4 cm x 3,5 cm x 1 cm)
Meja
pelepasan 0,1 12. Melakukan inspeksi
Kayu Pinus (4 cm x 3,5 cm x 1 cm)
Meja
inspeksi 0,5
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-31
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
10 Keping persegi
Pembuatan keping persegi dilakukan sebanyak tiga kali 1. Memotong kayu
pinus menjadi ukuran p
= 4 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 0,5 2. Memotong kayu
pinus menjadi ukuran l
= 4 cm pada lebar raw material 20 cm
Kayu Pinus (4 cm x 20 cm x 3 cm)
Mesin
table saw 0,5 3. Memotong kayu
pinus menjadi ukuran t
= 1 cm pada setiap tinggi raw material 3 cm
Kayu Pinus (4 cm x 4 cm x 3 cm)
Mesin
table saw 0,5 4. Membuat pola
lingkaran dengan d=0,6 cm pada setiap
permukaan 4 cm x 4 cm
Kayu Pinus (4 cm x 4 cm x 1 cm)
Meja pola 0,3 5. Melakukan
pengeboran pada pola lingkaran dengan d=0,5 cm serta melakukan inspeksi
Kayu Pinus (4 cm x 4 cm x 1 cm)
Mesin bor 0,4
6. Menghaluskan komponen
Kayu Pinus (4 cm x 4 cm x 1 cm)
Mesin disc
sand 0,3 7. Memasang
komponen pada alat gantung
Kayu Pinus (4 cm x 4 cm x 1 cm)
Meja penggan-
tungan
0,1 8. Melakukan
pengecatan dengan metode pencelupan menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (4 cm x 4 cm x 1 cm)
Mesin EDP 5
9. Melakukan pengeringan
menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (4 cm x 4 cm x 1 cm)
Mesin oven 5
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-32
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
10 Keping persegi
10. Melepaskan komponen dari alat gantung
Kayu Pinus (4 cm x 4 cm x 1 cm)
Meja
pelepasan 0,1 11. Melakukan inspeksi
Kayu Pinus (4 cm x 4 cm x 1 cm)
Meja
inspeksi 0,5
11 Chassis B
Pembuatan chassis B dilakukan sebanyak satu kali 1. Memotong kayu
pinus menjadi p=9 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 1 2. Memotong kayu
pinus menjadi l=4 cm pada setiap lebar raw material 20 cm
Kayu Pinus (9 cm x 20 cm x 3 cm)
Mesin
table saw 0,8 3. Membuat pola untuk
penguci dengan l= 1,1 cm, p= 1,1 cm, dan pola lingkaran pada tengah persegi dengan d=0,6 cm kemudian membuat pola untuk lubang as roda dengan l=1,1 cm, p=1,1 cm, dan pola lingkaran pada tengah persegi dengan d=0,6 cm
Kayu Pinus (9 cm x 4 cm x 3 cm)
Meja pola 1,5
4. Memotong mengikuti pola yang sudah dibuat
Kayu Pinus (11 cm x 4 cm x 3 cm)
Mesin
scroll saw 3 5. Melakukan
pengeboran lubang as roda menjadi d= 0,5 cm, melakukan pengeboran lubang pengunci gerbong menjadi d= 0,5 cm hingga tembus, kemudian melakukan pengeboran lubang penyangga vertikal menjadi d= 0,5 cm dan kedalaman t=0,7 cm
Kayu Pinus (11 cm x 4 cm x 2 cm)
Mesin bor 2
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-33
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
11 Chassis B
6. Menghaluskan komponen
Kayu Pinus (11 cm x 4 cm x 2 cm)
Mesin disc
sand 0,5
7. Melakukan inspeksi
Kayu Pinus (11 cm x 4 cm x 2 cm)
Meja
inspeksi 0,5
12 As roda
Pembuatan as roda dilakukan sebanyak enam kali 1. Memotong kayu
pinus menjadi p=1 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 2. Memotong kayu
pinus menjadi l=6 cm pada setiap lebar raw material 20 cm
Kayu Pinus (1 cm x 20 cm x 3 cm)
Mesin
table saw 0,5 3. Memotong kayu
pinus menjadi t=1 cm pada setiap lebar raw material 3 cm
Kayu Pinus (1 cm x 6 cm x 3 cm)
Mesin
table saw 0,3 4. Membubut balok
kayu pinus hingga d = 0,5 cm
Kayu Pinus (1 cm x 6 cm x 1 cm)
Mesin
bubut 1
5. Menghaluskan komponen
Kayu Pinus (d=0,5 cm, p=6 cm)
Mesin disc
sand 0,3 6. Memasang
komponen pada alat gantung
Kayu Pinus (d=0,5 cm, p=6 cm)
Meja penggan-
tungan
0,1 7. Melakukan
pengecatan dengan metode pencelupan menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (d=0,5 cm, p=6 cm)
Mesin EDP 5
8. Melakukan pengeringan
menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (d=0,5 cm, p=6 cm)
Mesin oven 5
9. Melepaskan komponen dari alat gantung
Kayu Pinus (d=0,5 cm, p=6 cm)
Meja
pelepasan 0,1
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-34
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
12 As roda 10. Melakukan inspeksi
Kayu Pinus (d=0,5 cm, p=6 cm)
Meja
inspeksi 0,5
13 Roda
Pembuatan roda dilakukan sebanyak dua belar kali 1. Memotong kayu
pinus menjadi p=2,3 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 2. Memotong kayu
pinus menjadi l=2,3 cm pada setiap lebar raw material 20 cm
Kayu Pinus (2,3 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 3. Memotong kayu
pinus menjadi t=1 cm pada setiap tinggi raw material 3 cm
Kayu Pinus (2,3 cm x 2,3 cm x 3 cm)
Mesin
table saw 0,3 4. Membuat pola
lingkaran dengan d1=2,1 cm dan d2= 0,5 pada permukaan balok 2,3 cm x 2,3 cm
Kayu Pinus (2,3 cm x 2,3 cm x 1 cm)
Meja pola 0,5
5. Membubut balok kayu pinus hingga d = 2 cm
Kayu Pinus (2,3 cm x 2,3 cm x 1 cm)
Mesin
bubut 0,3 6. Melakukan
pengeboran dengan d=0,5 cm dan melakukan inspeksi
Kayu Pinus (d=2 cm, t=1 cm)
Mesin bor 1
7. Menghaluskan komponen
Kayu Pinus (d1=2 cm, d2=0,5 cm, t=1 cm)
Mesin disc
sand 0,3 8. Memasang
komponen pada alat gantung
Kayu Pinus (d1=2 cm, d2=0,5 cm, t=1 cm)
Meja penggan-
tungan
0,1 9. Melakukan
pengecatan dengan metode pencelupan menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (d1=2 cm, d2=0,5 cm, t=1 cm)
Mesin EDP 5
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-35
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
13 Roda
10. Melakukan pengeringan
menggunakan sistem batch dengan lot sebesar 180 komponen per batch.
Kayu Pinus (d1=2 cm, d2=0,5 cm, t=1 cm)
Mesin oven 5
11. Melepaskan komponen dari alat gantung
Kayu Pinus (d1=2 cm, d2=0,5 cm, t=1 cm)
Meja
pelepasan 0,1
12. Melakukan inspeksi
Kayu Pinus (d1=2 cm, d2=0,5 cm, t=1 cm)
Meja
inspeksi 0,5
14 Pengunci
Pembuatan pengunci dilakukan sebanyak dua kali 1. Memotong kayu
pinus menjadi p=1,5 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 2. Memotong kayu
pinus menjadi l= 1,2 cm pada setiap lebar raw material 20 cm
Kayu Pinus (1,5 cm x 20 cm x 3 cm)
Mesin
table saw 0,3 3. Memotong kayu
pinus menjadi t=1,2 cm pada setiap tinggi raw material 3 cm
Kayu Pinus (1,5 cm x 1,2 cm x 3 cm)
Mesin
table saw 0,3 4. Melakukan
pembubutan menjadi d=1 cm
Kayu Pinus (1,5 cm x 1,2 cm x 1,2 cm)
Mesin
bubut 0,7 5. Melakukan
pembubutan dengan d=0,5 cm sepanjang 1 cm
Kayu Pinus (d1=1 cm, t1=
1 cm)
Mesin
bubut 0,7
6. Menghaluskan komponen
Kayu Pinus (d1=1 cm, d2=
0,5 cm, t1=0,5 cm, t2= 1 cm)
Mesin disc
sand 0,4
7. Melakukan inspeksi
Kayu Pinus (d1=1 cm, d2=
0,5 cm, t1=0,5 cm, t2= 1 cm)
Meja
inspeksi 0,3
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-36
Tabel 1.5 Tahap fabrikasi Education Train Sensory (Lanjutan)
No Nama
Komponen Proses Bahan Baku Mesin/Alat Waktu (menit)
15 Chassis C
Pembuatan chassis C dilakukan sebanyak satu kali 1. Memotong kayu
pinus menjadi p=11 cm pada setiap panjang raw material 200 cm
Kayu Pinus (200 cm x 20 cm x 3 cm)
Mesin
table saw 1 2. Memotong kayu
pinus menjadi l=4 cm pada setiap lebar raw material 20 cm
Kayu Pinus (11 cm x 20 cm x 3 cm)
Mesin
table saw 0,8 3. Membuat pola untuk
penguci dengan l= 1,1 cm, p= 1,1 cm, dan pola lingkaran pada tengah persegi dengan d=0,6 cm kemudian membuat pola untuk lubang as roda dengan l=1,1 cm, p=1,1 cm, dan pola lingkaran pada tengah persegi dengan d=0,6 cm
Kayu Pinus (11 cm x 4 cm x 3 cm)
Meja pola 1,5
4. Memotong sesuai dengan pola yang telah dibuat
Kayu Pinus (11 cm x 4 cm x 3 cm)
Mesin
scroll saw 3 5. Melakukan
pengeboran lubang as roda menjadi d= 0,5 cm, melakukan pengeboran lubang pengunci gerbong menjadi d= 0,5 cm hingga tembus, kemudian melakukan pengeboran lubang penyangga vertikal menjadi d= 0,5 cm dan kedalaman t=0,7 cm
Kayu Pinus (11 cm x 4 cm x 3 cm)
Mesin bor 2
6. Menghaluskan komponen
Kayu Pinus (11 cm x 4 cm x 3 cm)
Mesin disc
sand 0,5 7. Melakukan inspeksi
Kayu Pinus (11 cm x 4 cm x 3 cm)
Meja
inspeksi 0,5
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-37
Pada tahapan fabrikasi beberapa mesin yang digunakan memerlukan setting atau penyesuaian sebelum melakukan proses. Penyesuaian ini dilakukan untuk memposisikan bahan baku tepat pada pengukuran yang di inginkan. Mesin yang membutuhkan penyesuaian diantaranya yaitu mesin table saw, mesin disc sand, mesin scroll saw, mesin bubut, dan mesin bor. Sebelum melakukan pemotongan terlebih dahulu dilakukan penyesuaian bahan baku terhadap mesin. Kegiatan penyesuaian ini tidak dituliskan pada tabel analisis proses dikarenakan kegiatan penyesuaian dan memotong nantinya akan menghasilkan output yang sama dan akan mempenggaruhi Operation Process Chart. Pada tahapan membuat pola juga perlu untuk dilakukan penyesuaian agar mendapatkan pola dengan bentuk dan ukura yang sesuai.
2. Tahap assembly
Tahap assembly pada produk Education Train Sensory dapat dilihat pada Tabel 1.6.
Tabel 1.6 Tahap assembly Education Train Sensory
No Proses Nama
Assembly
Bahan baku
pendukung Mesin/Alat Waktu (menit)
1
Merakit Cassis A dengan bumper kemudian menjadi subassembly 1
Subassembly 1 lem Meja
perakitan 0,8
2
Merakit subassembly 1 dengan as roda (proses dilakukan sebanyak 2 kali) menjadi subassembly 2
Subassembly 2 - Meja
perakitan 0,3
3
Merakit subassembly 2 dengan roda (proses dilakukan sebanyak 4 kali) menjadi subassembly 3
Subassembly 3 - Meja
perakitan 0,25
4
Merakit subassembly 3 dengan kepala gerbong menjadi subassembly 4
Subassembly 4 lem Meja
perakitan 1 5
Merakit subassembly 4 dengan penyangga horizontal menjadi subassembly 5
Subassembly 5 - Meja
perakitan 0,15
6
Merakit subassembly 5 dengan lingkaran depan (proses dilakukan sebanyak 3 kali) menjadi subassembly 6
Subassembly 6 - Meja
perakitan 0,3
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-38
Tabel 1.6 Tahap assembly Education Train Sensory (Lanjutan)
No Proses Nama Assembly
Bahan baku pendukung
Mesin/Alat Waktu (menit)
7
Merakit Chassis B dengan As roda (proses dilakukan sebanyak 2 kali) menjadi subassembly 7
Subassembly 7 - Meja
perakitan 0,3
8
Merakit subassembly 7 dengan roda (proses dilakukan sebanyak 4 kali) menjadi subassembly 8
Subassembly 8 - Meja
perakitan 0,25
9
Merakit subassembly 8 dengan penyangga vertikal (proses dilakukan sebanyak 3 kali) menjadi subassembly 9
Subassembly 9 - Meja
perakitan 0,4
10
Merakit subassembly 9 dengan Keping lingkaran (proses dilakukan sebanyak 3 kali) menjadi subassembly 10
Subassembly 10 - Meja
perakitan 0,2
11
Merakit subassembly 10 dengan Keping persegi panjang (proses dilakukan sebanyak 3 kali) menjadi subassembly 11
Subassembly 11 - Meja
perakitan 0,2
12
Merakit Chassis C dengan As roda (proses dilakukan sebanyak 2 kali) menjadi subassembly 12
Subassembly 12 - Meja
perakitan 0,3
13
Merakit subassembly 12 dengan roda (proses dilakukan sebanyak 4 kali) menjadi subassembly 13
Subassembly 13 - Meja
perakitan 0,25
14
Merakit subassembly 13 dengan Penyangga vertikal menjadi (proses dilakukan sebanyak 7 kali) subassembly 14
Subassembly 14 - Meja
perakitan 0,5
15
Merakit subassembly 14 dengan Keping segitiga menjadi (proses dilakukan sebanyak 3 kali) subassembly 15
Subassembly 15 - Meja
perakitan 0,2
Laporan Praktikum Perancangan Tata Letak Fasilitas 2023 I-39
Tabel 1.6 Tahap assembly Education Train Sensory (Lanjutan)
No Proses Nama Assembly
Bahan baku pendukung
Mesin/Alat Waktu (menit)
16
Merakit subassembly 15 dengan Keping persegi menjadi (proses dilakukan sebanyak 3 kali) subassembly 16
Subassembly 16 - Meja
perakitan 0,2
17
Merakit subassembly 6 dan subassembly 11 dengan
Pengunci menjadi
sub