Disusun Oleh: Disusun Oleh: Kelompok 15 Kelompok 15 Rizqi
Rizqi Rahmawati Rahmawati Chotimah Chotimah 2107011312021070113120036036 Andina
Andina Pratiwi Pratiwi 2107011312021070113120047047 Aditya
Aditya Dimas Dimas Iswandharu Iswandharu 2107011312021070113120067067
PROGRAM TEKNIK INDUSTRI PROGRAM TEKNIK INDUSTRI
FAKULTAS TEKNIK UNIVERSITAS DIPONEGORO FAKULTAS TEKNIK UNIVERSITAS DIPONEGORO
SEMARANG SEMARANG
2016 2016
Fasilitas Pabrik
Fasilitas Pabrik Fishing Fishing Folding Folding StoolStool ini dengan baik . Laporan ini disusun untukini dengan baik . Laporan ini disusun untuk memenuhi tugas besar mata kuliah Perancangan Tata Letak Fasilitas Studi Teknik memenuhi tugas besar mata kuliah Perancangan Tata Letak Fasilitas Studi Teknik Industri Universitas Diponegoro.
Industri Universitas Diponegoro.
Penyusunan laporan ini telah terselesaikan berkat bantuan banyak pihak, baik pada Penyusunan laporan ini telah terselesaikan berkat bantuan banyak pihak, baik pada saat pelaksanaan praktikum maupun pada saat penyusunan laporan. Oleh karena itu, saat pelaksanaan praktikum maupun pada saat penyusunan laporan. Oleh karena itu, penyusun mengucap
penyusun mengucapkan terima kasih yang sebesarkan terima kasih yang sebesar
–
–
besarnya kepada : besarnya kepada : 1.1. Bapak Sriyanto, ST, MT. selaku dosen pembimbing mata kuliah Perancangan TataBapak Sriyanto, ST, MT. selaku dosen pembimbing mata kuliah Perancangan Tata Letak Fasilitas.
Letak Fasilitas. 2.
2. Segenap rekanSegenap rekan
–
–
rekan mahasiswa Teknik Industri Universitas Diponegoro yang telah rekan mahasiswa Teknik Industri Universitas Diponegoro yang telah membantu dalam banyak hal.membantu dalam banyak hal. 3.
3. Seluruh pihak yang telah membantu penyelesaian laporan Simulasi Komputer baikSeluruh pihak yang telah membantu penyelesaian laporan Simulasi Komputer baik secara langsung maupun tidak langsung yang tidak mungkin kami sebutkan secara langsung maupun tidak langsung yang tidak mungkin kami sebutkan satu- persatu.
persatu.
Namun, dalam
Namun, dalam penyusunan makalah penyusunan makalah ini ini penyusun menyadari penyusun menyadari masih masih terdapat terdapat banyakbanyak kekurangan. Oleh karena itu penyusun mengharapkan saran dan
kekurangan. Oleh karena itu penyusun mengharapkan saran dan kritik yang membangun.kritik yang membangun. Akhir kata, penulis berharap semoga laporan ini bermanfaat bagi penyusun selaku Akhir kata, penulis berharap semoga laporan ini bermanfaat bagi penyusun selaku praktikan pada khususnya d
praktikan pada khususnya dan seluruh pihak yang membutuhkan seluruh pihak yang membutuhkan pada umumnya.an pada umumnya.
Semarang, 28 Mei 2016 Semarang, 28 Mei 2016
Penyusun Penyusun
ii ii Fasilitas Pabrik
Fasilitas Pabrik Fishing Fishing Folding Folding StoolStool ini dengan baik . Laporan ini disusun untukini dengan baik . Laporan ini disusun untuk memenuhi tugas besar mata kuliah Perancangan Tata Letak Fasilitas Studi Teknik memenuhi tugas besar mata kuliah Perancangan Tata Letak Fasilitas Studi Teknik Industri Universitas Diponegoro.
Industri Universitas Diponegoro.
Penyusunan laporan ini telah terselesaikan berkat bantuan banyak pihak, baik pada Penyusunan laporan ini telah terselesaikan berkat bantuan banyak pihak, baik pada saat pelaksanaan praktikum maupun pada saat penyusunan laporan. Oleh karena itu, saat pelaksanaan praktikum maupun pada saat penyusunan laporan. Oleh karena itu, penyusun mengucap
penyusun mengucapkan terima kasih yang sebesarkan terima kasih yang sebesar
–
–
besarnya kepada : besarnya kepada : 1.1. Bapak Sriyanto, ST, MT. selaku dosen pembimbing mata kuliah Perancangan TataBapak Sriyanto, ST, MT. selaku dosen pembimbing mata kuliah Perancangan Tata Letak Fasilitas.
Letak Fasilitas. 2.
2. Segenap rekanSegenap rekan
–
–
rekan mahasiswa Teknik Industri Universitas Diponegoro yang telah rekan mahasiswa Teknik Industri Universitas Diponegoro yang telah membantu dalam banyak hal.membantu dalam banyak hal. 3.
3. Seluruh pihak yang telah membantu penyelesaian laporan Simulasi Komputer baikSeluruh pihak yang telah membantu penyelesaian laporan Simulasi Komputer baik secara langsung maupun tidak langsung yang tidak mungkin kami sebutkan secara langsung maupun tidak langsung yang tidak mungkin kami sebutkan satu- persatu.
persatu.
Namun, dalam
Namun, dalam penyusunan makalah penyusunan makalah ini ini penyusun menyadari penyusun menyadari masih masih terdapat terdapat banyakbanyak kekurangan. Oleh karena itu penyusun mengharapkan saran dan
kekurangan. Oleh karena itu penyusun mengharapkan saran dan kritik yang membangun.kritik yang membangun. Akhir kata, penulis berharap semoga laporan ini bermanfaat bagi penyusun selaku Akhir kata, penulis berharap semoga laporan ini bermanfaat bagi penyusun selaku praktikan pada khususnya d
praktikan pada khususnya dan seluruh pihak yang membutuhkan seluruh pihak yang membutuhkan pada umumnya.an pada umumnya.
Semarang, 28 Mei 2016 Semarang, 28 Mei 2016
Penyusun Penyusun
KATA
KATA PENGANTAR PENGANTAR ... i... i DAFTAR
DAFTAR ISI ISI ... iii.... iii DAFTAR
DAFTAR TABEL ...TABEL ... . vv DAFTAR
DAFTAR GAMBAR GAMBAR ... vi... vi BAB
BAB I I PENDAHULUAN ...PENDAHULUAN ... 1... 1 1.1
1.1 Latar Latar Belakang Belakang ... 1... 1 1.2
1.2 Tujuan Tujuan Penulisan ...Penulisan ... 2... 2 1.3
1.3 Pembatasan Pembatasan Masalah Masalah dan dan Asumsi ...Asumsi ... ... 22 1.4
1.4 Sistematika Sistematika Penulisan Penulisan ... ... 22 BAB
BAB II II DESAIN DESAIN PRODUK PRODUK ... 4... 4 2.1.
2.1. Deskripsi Deskripsi Produk Produk dan dan Pemasaran .Pemasaran ... 4. 4 2.2.
2.2. Komponen Komponen Produk Produk ... 5... 5 2.3.
2.3. Ukuran Ukuran Komponen Komponen Produk Produk ... ... 66 2.4.
2.4. Kebijakan Kebijakan Manajemen Manajemen ... ... 66 2.4.1
2.4.1 Kebijakan Kebijakan Inventori ...Inventori ... 6. 6 2.4.2
2.4.2 Keputusan Keputusan Buat Buat atau atau Beli Beli ... ... 77 2.4.1
2.4.1 Hubungan Hubungan Organisasi Organisasi ... 8... 8 BAB
BAB III III DESAIN DESAIN PROSES ...PROSES ... ... 1010 3.1
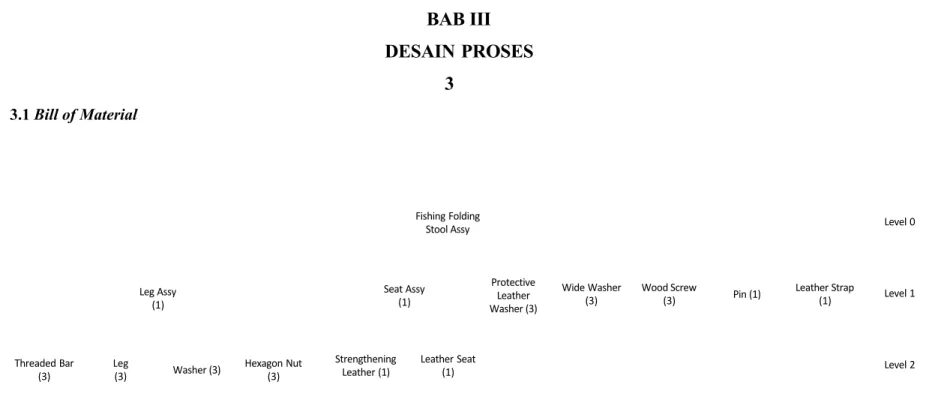
3.1 Bill of Material Bill of Material ... ... 1010 3.2
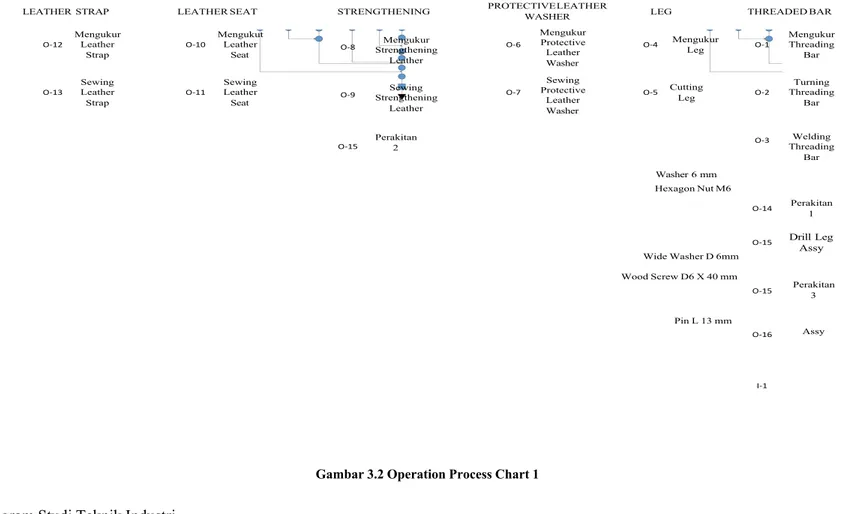
3.2 OPC OPC ... ... 1111 3.3
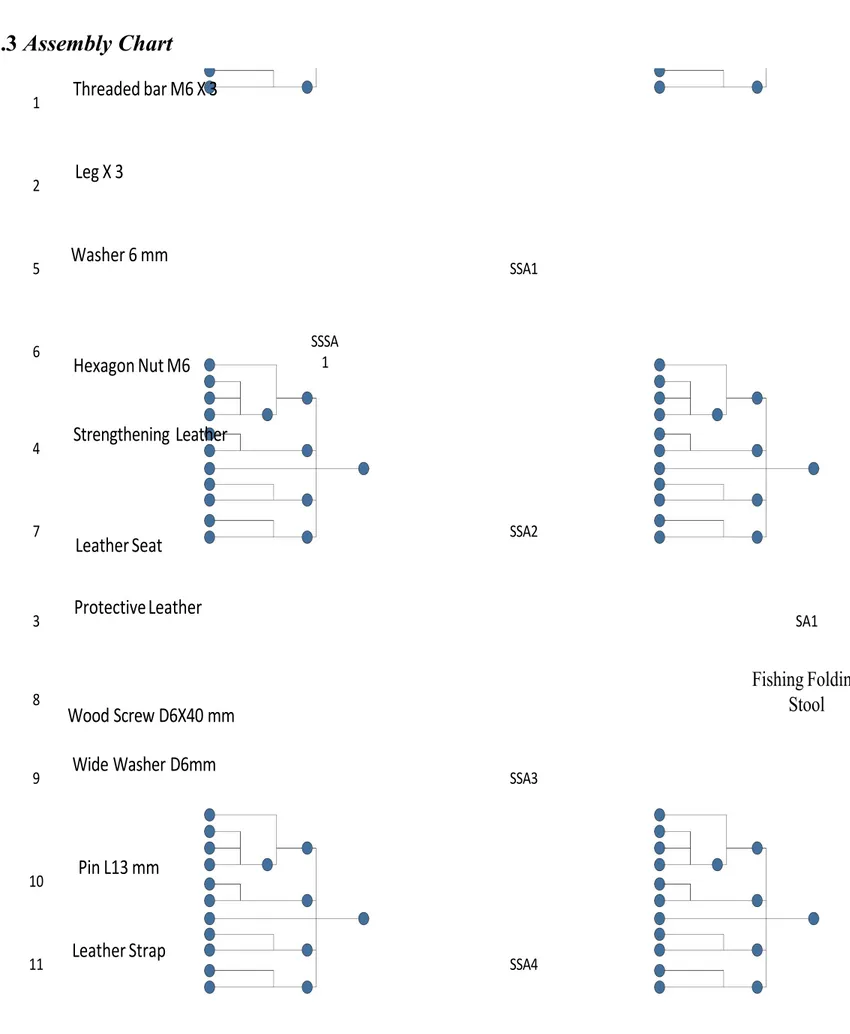
3.3 Assembly Chart Assembly Chart ... ... 1212 3.4
iv iv 4.3
4.3 Jumlah Jumlah Produksi ...Produksi ... 24... 24 4.4
4.4 Jumlah Jumlah Mesin Mesin ... 24... 24 BAB
BAB V V DESAIN DESAIN LAYOUT...LAYOUT... ... 2525 5.1
5.1 Layout Layout Stasiun Stasiun Kerja ...Kerja ... 25... 25 5.2
5.2 Ukuran Ukuran Luas Luas Fasilitas Fasilitas Lantai Lantai Produksi ...Produksi ... ... 2626 5.3
5.3 Layout Layout Lantai Lantai Produksi ...Produksi ... 2... 266 5.4
5.4 Ukuran Luas FasilitasUkuran Luas Fasilitas OfficeOffice ... ... 2727 5.5
5.5 Hubungan Hubungan Aliran Aliran Material Material ... ... 2828 5.5.1 5.5.1 ARC ARC ... 28... 28 5.5.2 5.5.2 Worksheet Worksheet ... ... 3030 5.5.3 5.5.3 ATBD ATBD ... ... 3131 5.5.4 5.5.4 SRD SRD ... ... 3232 5.6
5.6 Layout Layout Keseluruhan Keseluruhan ... 33... 33 5.7
5.7 Layout Layout Alternatif Alternatif ... 34... 34 BAB
BAB VI VI PENUTUP ...PENUTUP ... ... 3636 6.1
6.1 Kesimpulan Kesimpulan ... 36... 36 6.2
Tabel 2.2 Keputusan Buat atau Beli ... 7
Tabel 4.1 Aliran Perpindahan Material ... 16
Tabel 4.2 Jumlah Komponen yang Dipindahkan ... 17
Tabel 4.5 Matriks From To Chart ... 20
Tabel 4.6 Rekap Jarak Material Handling ... 21
Tabel 4.7 Perhitungan OMH ... 22
Tabel 4.8 Perhitungan Biaya OMH Per Tahun ... 23
Tabel 4.9 Rekap Kebutuhan Mesin ... 24
Tabel 5.1 Ukran Luas Fasilitas Lantai Produksi ... 26
Tabel 5.2 Ukuran Luas Fasilitas Office ... 27
Tabel 5.3 Deskripsi Derajat Kedekatan ARC ... 29
Tabel 5.4 Keterangan Alasan Tingkat Hubungan ARC ... 29
vi
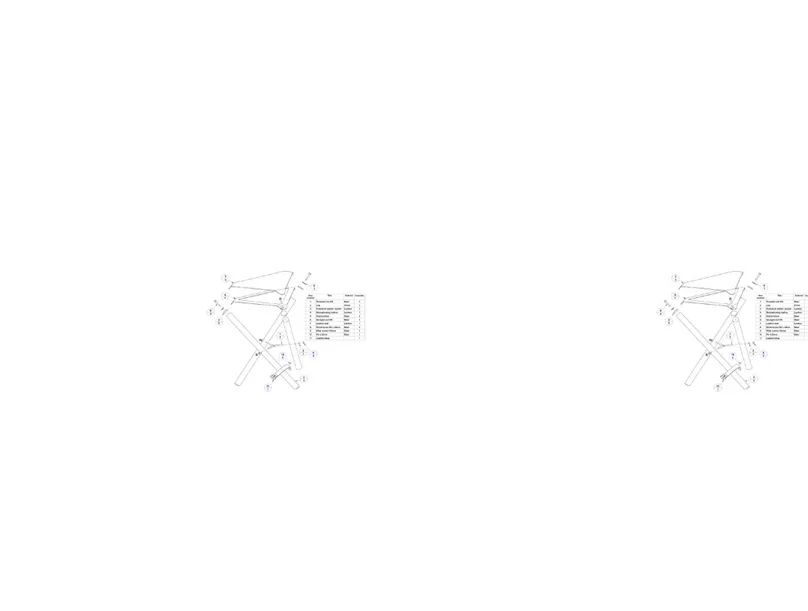
Gambar 2.2 Komponen Produk... 5
Gambar 2.3 Struktur Organisasi Perusahaan ... 8
Gambar 2.4 Proses Bisnis Perusahaan ... 9
Gambar 3.1 Bill of Material ... 10
Gambar 3.2 Operation Process Chart 1 ... 11
Gambar 3.3 Assembly Chart 1 ... 12
Gambar 5.1 Layout Stasiun Kerja ... 25
Gambar 5.2 Layout Lantai Produksi ... 26
Gambar 5.3 ATBD Awal ... 31
Gambar 5.4 ATBD Akhir ... 32
Gambar 5.5 Space Relation Ship Diagram ... 32
Gambar 5.7 Layout Keseluruhan Awal ... 33
Dengan hormat,
Sehubungan dengan akan dilakukannya pembuatan Pabrik PT. Masterpiece Indonesia bersama ini kami lampirkan usulan perancangan pabrik sebagai berikut:
1. Gambar produk 2. Part list produk 3. BOM produk 4. Route Sheet part 5. Jumlah mesin 6. Stasiun Kerja
7. Struktur Organisasi 8. Layout Lantai Produksi 9. Layout keseluruhan
Demikian atas perhatian dan kerjasamanya, kami ucapkan terimakasih.
Konsultan Pabrik,
Program Studi Teknik Industri Universitas Diponegoro 1 2016
BAB I
PENDAHULUAN
1
1.1 Latar BelakangPT Masterpiece indonesia merupakan suatu perusahaan baru yang berinovasi untuk memproduksi sebuah alat duduk memancing yang dapat dilipat, sehingga membuat para pemancing lebih nyaman saat memancing, yang dinamakan Fishing folding stool . PT
Masterpiece Indonesia belum memiliki layout atau tata letak pabrik dan fasilitas untuk memproduksi produk tersebut, sehingga dibutuhkan suatu perancangan layout dan fasilitas yang sesuai dengan kondisi perusahaan, agar nantinya proses produksi PT Masterpiece Indonesia dapat berjalan dengan lancar.
Kelancaran proses produksi dapat meminimumkan biaya yaitu biaya produksi dan juga mengoptimalkan keuntungan yang diperoleh. Sehingga jarak transportasi perpindahan material merupakan hal yang harus diperhatikan oleh perusahaan. Semakin jauh jarak perpindahan, maka waktu transportasi semakin lama dan biaya perpindahan material pun semakin tinggi. Biaya perpindahan material merupakan salah ongkos yang termasuk kedalam biaya produksi. Semakin kecil biaya produksi, maka semakin besar pula keuntungan yang didapat oleh perusahaan. Menurut salah satu penelitian, sebagian besar biaya produksi bersumber dari biaya permindahan material. Biaya pemindahan material tergambar dalam perhitungan ongkos material handling . Selain meminimasi biaya produksi, perencanaan dan perancangan tata letak fasilitas ini juga berguna untuk
mengoptimalkan hubungan antar aktivitas.
Penyusunan proposal layout pabrik PT Masterpiece Indonesia ini bertujuan untuk membantu perusahaan dalam merancang tata letak pabrik yang sesuai dengan kondisi yang diinginkan perusahaan.
1.2 Tujuan Penulisan
Tujuan dari pembuatan proposal ini yaitu sebagai berikut :
1. Memberikan usulan layout atau tata letak serta fasilitas pabrik sekurang-kurangnya terdiri dari layout awal dan layout perbaikan
2. Memberikan analisa biaya material handling pada masing-masing layout 3. Memilih usulan layout terbaik diantara alternatif layout yang dirancang
1.3 Pembatasan Masalah dan Asumsi Pembatasan Masalah
Proposal ini bertujuan untuk merancang workplace dan workspace yang sesuai dengan jumlah SK yang ada.
Asumsi
Waktu siklus dalam pembuatan produk diasumsikan sendiri oleh penulis
1.4 Sistematika Penulisan
Pada penulisan proposal ini adapun sistematika penulisannya yaitu sebagai berikut : BAB I PENDAHULUAN
Pada bab ini berisi latar belakang, perumusan masalah, tujuan serta sistematika penulisan.
BAB II DESAIN PRODUK
Pada bab ini berisi deskripsi produk dan pemasaran, komponen produk, ukuran komponen produk, dan kebijakan manajemen.
BAB III DESAIN PROSES
Pada bab ini berisi bill of material, OPC, Assembly chart, dan Routing sheet. BAB IV DESAIN SCHEDULE
Pada bab ini berisi from to chart, material handling, jumlah produksi, dan jumlah mesin.
BAB V DESAIN LAYOUT
Pada bab ini berisi layout stasiun kerja, ukuran luas fasilitas lantai produksi, layout lantai produksi, ukuran luas fasilitas office, hubungan aliran material, layout keseluruhan, dan layout alternatif.
Program Studi Teknik Industri
Universitas Diponegoro 3
2016
BAB VI PENUTUP
Pada bab ini berisi kesimpulan dan saran dari bab pembahasan yang telah dipaparkan sebelumnya.
BAB II
DESAIN PRODUK
2
2.1. Deskripsi Produk dan Pemasaran
Produk yang akan dibuat adalah Fishing folding stool yakni merupakan sebuah kursi memancing lipat bagi para pemancing atau orang-orang yang memiliki hobi memancing, dimana kursi ini telah di buat lebih fleksibel sehingga mudah untuk di bawa atau di simpan dan nyaman digunakan. Produk ini terdiri dari 25 part secara keselu ruhan. Dan di buat dengan cara sistem non permanent assembly. Bahan yang di gunakan sebagian besar berbahan dasar kayu. Sistem ini dipilih untuk memudahkan pengguna dalam melepas maupun memasang alat kembali. Pemasaran awal produk ini nantinya berada di 3 kota yaitu Semarang, Tegal, dan Surabaya.
Program Studi Teknik Industri
Universitas Diponegoro 5
2016
2.2. Komponen Produk
Berikut ini merupakan komponen produk dari fishing folding stool:
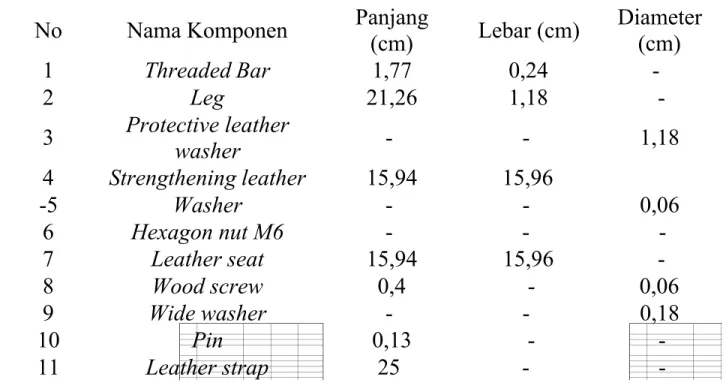
2.3. Ukuran Komponen Produk
Berikut merupakan ukuran komponen produk Fishing folding stool : Tabel 2.1 Ukuran Komponen Produk
No Nama Komponen Panjang
(cm) Lebar (cm) Diameter (cm) 1 Threaded Bar 1,77 0,24 -2 Leg 21,26 1,18 -3 Protective leather washer - - 1,18 4 Strengthening leather 15,94 15,96 -5 Washer - - 0,06 6 Hexagon nut M6 - - -7 Leather seat 15,94 15,96 -8 Wood screw 0,4 - 0,06 9 Wide washer - - 0,18 10 Pin 0,13 - -11 Leather strap 25 - -2.4. Kebijakan Manajemen 2.4.1 Kebijakan Inventori
Kebijakan inventori perusahaan ini adalah jika terdapat demand lebih dari 200 unit per bulan maka perusahaan akan memproduksi 60 unit per hari. Sehingga produksi dalam sebulan adalah 300 unit, dengan perkiraan terjual sebesar 250 unit dan disimpan dalam storage sebesar 50 unit. Jika terdapat demand kurang dari 200 unit per bulan maka perusahaan akan tetap memproduksi sebanyak 50 unit per hari, sesuai standar waktu baku.
Program Studi Teknik Industri
Universitas Diponegoro 7
2016
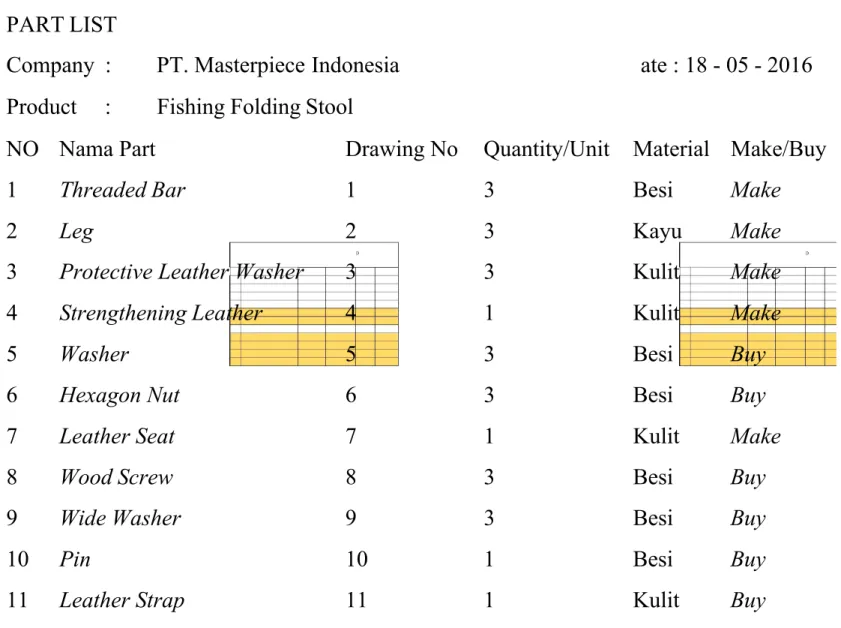
2.4.2 Keputusan Buat atau Beli
Berikut ini merupakan kebijakan manajemen perusahaan untuk keputusan buat atau beli raw materials:
Tabel 2.2 Keputusan Buat atau Beli
PART LIST
Company : PT. Masterpiece Indonesia ate : 18 - 05 - 2016
Product : Fishing Folding Stool
NO Nama Part Drawing No Quantity/Unit Material Make/Buy
1 Threaded Bar 1 3 Besi Make
2 Leg 2 3 Kayu Make
3 Protective Leather Washer 3 3 Kulit Make
4 Strengthening Leather 4 1 Kulit Make
5 Washer 5 3 Besi Buy
6 Hexagon Nut 6 3 Besi Buy
7 Leather Seat 7 1 Kulit Make
8 Wood Screw 8 3 Besi Buy
9 Wide Washer 9 3 Besi Buy
10 Pin 10 1 Besi Buy
Program Studi Teknik Industri
Universitas Diponegoro 8
2016
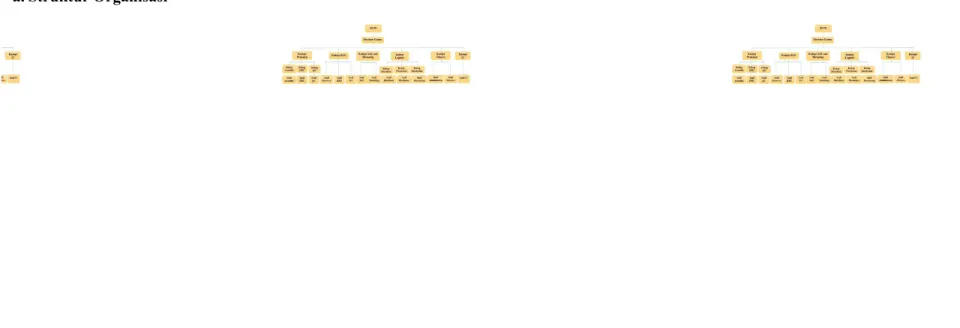
a. Struktur Organisasi
Gambar 2.3 Struktur Organisasi Perusahaan
Laporan Tugas Besar Perancangan Tata Letak Fasilitas Fishing Folding Stool Kelompok 15
Program Studi Teknik Industri
Universitas Diponegoro 9
2016
b. Proses Bisnis
Program Studi Teknik Industri Universitas Diponegoro 10 2016 DESAIN PROSES 3 3.1 Bill of Material Fishing Folding Stool Assy Leg Assy (1) Seat Assy (1) Threaded Bar (3) Leg (3) Washer (3) Hexagon Nut (3) Protective Leather Washer (3) Strengthening Leather (1) Leather Seat (1) Wide Washer (3) Wood Screw (3) Pin (1) Leather Strap (1) Level 0 Level 1 Level 2
Gambar 3.1 Bill of Material
Laporan Tugas Besar Perancangan Tata Letak Fasilitas Fishing Folding Stool Kelompok 15 3.2 OPC O-2 Turning Threading Bar THREADED BAR O-3 Welding Threading Bar LEG O-4 Mengukur Leg PROTECTIVE LEATHER WASHER O-6 Mengukur Protective Leather Washer STRENGTHENING O-8 Mengukur Strengthening Leather LEATHER SEAT Mengukut Leather Seat O-10 LEATHER STRAP Mengukur Leather Strap O-12 Washer 6 mm O-1 Mengukur Threading Bar O-5 Cutting Leg O-7 Sewing Protective Leather Washer Hexagon Nut M6 O-9 Sewing Strengthening Leather Sewing Leather Seat O-11 Sewing Leather Strap O-13 O-15 O-14 Perakitan 1 Perakitan 3 O-16 Assy Wide Washer D 6mm Wood Screw D6 X 40 mm Pin L 13 mm I-1 O-15 Perakitan 2
O-15 Drill Leg
Program Studi Teknik Industri Universitas Diponegoro 11 2016 O-2 Turning Threading Bar O-3 Welding Threading Bar O-4 Mengukur Leg WASHER O-6 Mengukur Protective Leather Washer O-8 Mengukur Strengthening Leather Mengukut Leather Seat O-10 Mengukur Leather Strap O-12 Washer 6 mm O-1 Mengukur Threading Bar O-5 Cutting Leg O-7 Sewing Protective Leather Washer Hexagon Nut M6 O-9 Sewing Strengthening Leather Sewing Leather Seat O-11 Sewing Leather Strap O-13 O-15 O-14 Perakitan 1 Perakitan 3 O-16 Assy Wide Washer D 6mm Wood Screw D6 X 40 mm Pin L 13 mm I-1 O-15 Perakitan 2
O-15 Drill Leg
Assy
Gambar 3.2 Operation Process Chart 1
Laporan Tugas Besar Perancangan Tata Letak Fasilitas Fishing Folding Stool Kelompok 15 3.3 Assembly Chart 1 2 5 6 4 7 SSSA 1 SSA2 SSA1 Threaded bar M6 X 3 Leg X 3 Washer 6 mm Hexagon Nut M6 Strengthening Leather Leather Seat
3.3 Assembly Chart 1 2 5 6 3 4 9 7 8 10 11 SSSA 1 SSA2 SSA4 SSA1 SSA3 SA1 Threaded bar M6 X 3 Leg X 3 Washer 6 mm Hexagon Nut M6 Protective Leather Strengthening Leather Wide Washer D6mm Wood Screw D6X40 mm Leather Seat Pin L13 mm Leather Strap Fishing Folding Stool
Program Studi Teknik Industri Universitas Diponegoro 13 2016 3.4 Routing Sheet PART NUMBER : 1
PART NAME : THREADED BAR
RAW
MATERIAL : STEEL
ORDER
QUANTITY : 3
Operation # Machine Name Operation
Waktu Pengerja
an (detik)
1 Mesin Gergaji Measure and cut threading
bar 50
2 Mesin Turning CNC Turning Threading Bar 150
3 Mesin Las Welding Threading Bar 180
PART
NUMBER : 2
PART NAME : LEG
RAW
MATERIAL : WOOD
ORDER
QUANTITY : 3
Operation # Machine Name Operation
Waktu Pengerja
an (detik)
1 - Measure wood for leg 30
2 Mesin Gergaji Cutting Leg 100
PART
NUMBER :
-PART NAME : ASSEMBLY LEG
RAW
MATERIAL : WOOD AND STEEL
ORDER
Operation # Machine Name Operation
Waktu Pengerja
an (detik)
1 Mesin Bor Assemble the leg 180
PART
NUMBER : 3
PART NAME : PROTECTIVE LEATHER WASHER
RAW
MATERIAL : LEATHER
ORDER
QUANTITY : 3
Operation # Machine Name Operation
Waktu Pengerja
an (detik)
1 - Measure and cutting
leather 40
2 Mesin Jahit Sewing Protective Leather
Washer 270
PART
NUMBER : 4
PART NAME : STRENGTHENING LEATHER
RAW
MATERIAL : LEATHER
ORDER
QUANTITY : 1
Operation # Machine Name Operation
Waktu Pengerja
an (detik)
1 - Measure and cutting
leather 40
2 Mesin Jahit Sewing Strengthening
Leather 270
PART
NUMBER : 7
Program Studi Teknik Industri Universitas Diponegoro 15 2016 RAW MATERIAL : LEATHER ORDER QUANTITY : 1
Operation # Machine Name Operation
Waktu Pengerja
an (detik)
1 - Measure and cutting
leather 50
2 Mesin Jahit Sewing Leather Seat 270
PART
NUMBER :
-PART NAME ASSEMBLY LEG AND
SEAT RAW
MATERIAL : WOOD,STEEL, AND LEATHER
ORDER
QUANTITY : 1
Operation # Machine Name Operation
Waktu Pengerja
an (detik)
1 Mesin Bor Assemble leg and seat 170
PART
NUMBER
:-PART NAME : ASSEMBLY FISHING FOLDING STOOL
RAW
MATERIAL : WOOD, STEEL, AND. LEATHER
ORDER
QUANTITY : 1
Operation # Machine Name Operation
Waktu Pengerja
an (detik)
1 Mesin Bor Assemble Fishing Folding
BAB IV
DESAIN SCHEDULE
4
4.1 From to Chart
Aliran Perpindahan Material
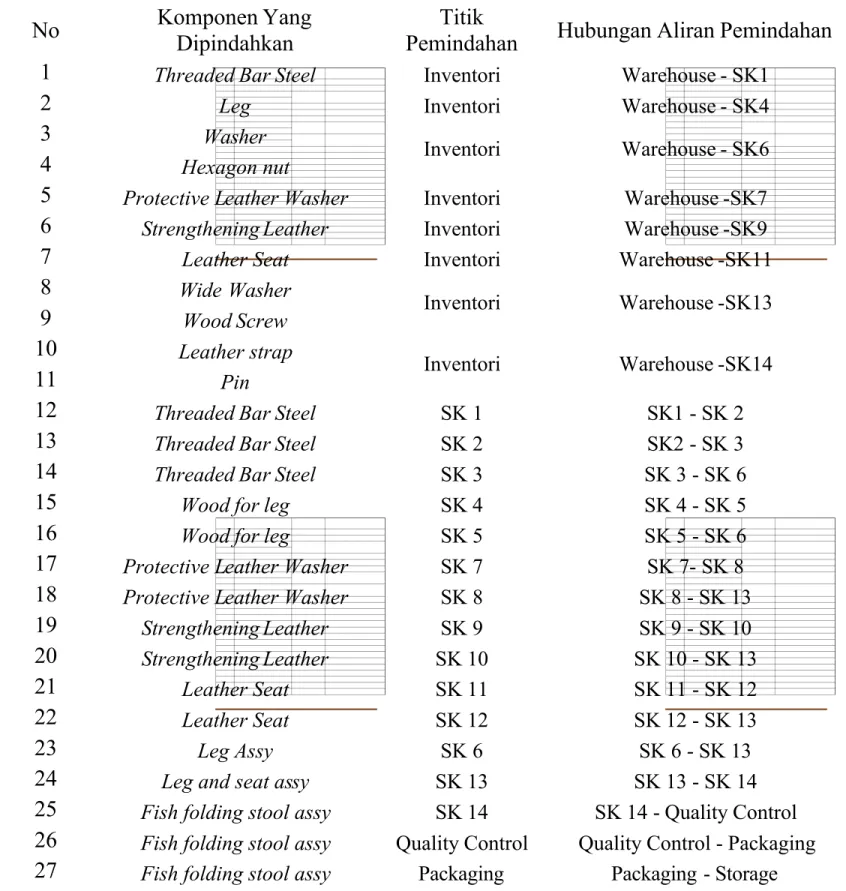
Tabel 4.1 Aliran Perpindahan Material
No Komponen Yang
Dipindahkan
Titik
Pemindahan Hubungan Aliran Pemindahan
1 Threaded Bar Steel Inventori Warehouse - SK1
2 Leg Inventori Warehouse - SK4
3 Washer
Inventori Warehouse - SK6
4 Hexagon nut
5 Protective Leather Washer Inventori Warehouse -SK7
6 Strengthening Leather Inventori Warehouse -SK9
7 Leather Seat Inventori Warehouse -SK11
8 Wide Washer Inventori Warehouse -SK13 9 Wood Screw 10 Leather strap Inventori Warehouse -SK14 11 Pin
12 Threaded Bar Steel SK 1 SK1 - SK 2
13 Threaded Bar Steel SK 2 SK2 - SK 3
14 Threaded Bar Steel SK 3 SK 3 - SK 6
15 Wood for leg SK 4 SK 4 - SK 5
16 Wood for leg SK 5 SK 5 - SK 6
17 Protective Leather Washer SK 7 SK 7- SK 8
18 Protective Leather Washer SK 8 SK 8 - SK 13
19 Strengthening Leather SK 9 SK 9 - SK 10
20 Strengthening Leather SK 10 SK 10 - SK 13
21 Leather Seat SK 11 SK 11 - SK 12
22 Leather Seat SK 12 SK 12 - SK 13
23 Leg Assy SK 6 SK 6 - SK 13
24 Leg and seat assy SK 13 SK 13 - SK 14
25 Fish folding stool assy SK 14 SK 14 - Quality Control
26 Fish folding stool assy Quality Control Quality Control - Packaging
Program Studi Teknik Industri
Universitas Diponegoro 17
2016
No Aliran Material
Komponen Yang Berpindah
Jumlah Item Yang Dirakit per Produksi
Jumlah produksi Tiap Minggu
Total Berat Komponen Yang Dirakit
1 Warehouse --> SK 1 Threaded Bar
Steel 3 50 150
Total Beban 150
2 Warehouse --> SK 4 Wood for leg 3 50 150
Total Beban 150 3 Warehouse --> SK 6 Washer 3 50 150 Hexagon nut 3 50 150 Total Beban 300 4 Warehouse--> SK 7 Protective Leather Washer 3 50 150 Total Beban 150 5 Warehouse --> SK 9 Strengthening Leather 1 50 50 Total Beban 50
6 Warehouse --> SK 11 Leather Seat 1 50 50
Total Beban 50
7 Warehouse --> SK 13 Wide Washer 3 50 150
Wood Screw 3 50 150
Total Beban 300
Laporan Tugas Besar Perancangan Tata Letak Fasilitas Fishing Folding Stool Kelompok 15
Program Studi Teknik Industri
Universitas Diponegoro 18
2016
9 Warehouse --> SK 14 Leather strap 1 50 50
Pin 1 50 50 Total Beban 100 10 SK 1 --> SK 2 Threaded Bar Steel 3 50 150 Total Beban 150 11 SK 2 --> SK 3 Threaded Bar Steel 3 50 150 Total Beban 150 12 SK 3 --> SK 6 Threaded Bar Steel 3 50 150 Total Beban 150
13 SK 4 --> SK 5 Wood for leg 3 50 150
Total Beban 150
14 SK 5 --> SK 6 Wood for leg 3 50 150
Total Beban 150 15 SK 7 --> SK 8 Protective Leather Washer 3 50 150 Total Beban 150 16 SK 8 --> SK 13 Protective Leather Washer 3 50 150 Total Beban 150
Program Studi Teknik Industri Universitas Diponegoro 18 2016 Total Beban 100 10 SK 1 --> SK 2 Threaded Bar Steel 3 50 150 Total Beban 150 11 SK 2 --> SK 3 Threaded Bar Steel 3 50 150 Total Beban 150 12 SK 3 --> SK 6 Threaded Bar Steel 3 50 150 Total Beban 150
13 SK 4 --> SK 5 Wood for leg 3 50 150
Total Beban 150
14 SK 5 --> SK 6 Wood for leg 3 50 150
Total Beban 150 15 SK 7 --> SK 8 Protective Leather Washer 3 50 150 Total Beban 150 16 SK 8 --> SK 13 Protective Leather Washer 3 50 150 Total Beban 150
Laporan Tugas Besar Perancangan Tata Letak Fasilitas Fishing Folding Stool Kelompok 15 17 SK 9 --> SK 10 Strengthening Leather 1 50 50 Total Beban 50 18 SK 10 --> SK 13 Strengthening Leather 1 50 50 Total Beban 50 19 SK 11 --> SK 12 Leather Seat 1 50 50 Total Beban 50 20 SK 12 --> SK 13 Leather Seat 1 50 50 Total Beban 50 21 SK 6 --> SK 13 Leg Assy 1 50 50 Total Beban 50
22 SK 13 --> SK 14 Leg and Seat
Assy 1 50 50 Total Beban 50 23 SK 14 --> Quality Control Fish folding stool assy 1 50 50 Total Beban 50 24 Quality Control --> Packaging Fish folding stool assy 1 50 50 Total Beban 50 25 Packaging --> Storage Fish folding stool assy 1 50 50 Total Beban 50
Program Studi Teknik Industri Universitas Diponegoro 19 2016 Total Beban 50 18 SK 10 --> SK 13 Strengthening Leather 1 50 50 Total Beban 50 19 SK 11 --> SK 12 Leather Seat 1 50 50 Total Beban 50 20 SK 12 --> SK 13 Leather Seat 1 50 50 Total Beban 50 21 SK 6 --> SK 13 Leg Assy 1 50 50 Total Beban 50
22 SK 13 --> SK 14 Leg and Seat
Assy 1 50 50 Total Beban 50 23 SK 14 --> Quality Control Fish folding stool assy 1 50 50 Total Beban 50 24 Quality Control --> Packaging Fish folding stool assy 1 50 50 Total Beban 50 25 Packaging --> Storage Fish folding stool assy 1 50 50 Total Beban 50
Laporan Tugas Besar Perancangan Tata Letak Fasilitas Fishing Folding Stool Kelompok 15
Program Studi Teknik Industri
Universitas Diponegoro 20
2016
Matriks From to Chart
Tabel 4.3 Matriks From To Chart To Warehouse SK 1 SK 2 SK 3 SK 4 SK 5 SK 6 SK 7 SK 8 SK 9 SK 10 SK 11 SK 12 SK 13 SK 14 QC Packaging Storage From Warehouse 0 150 0 0 150 0 300 150 0 50 0 50 0 300 100 0 0 0 SK 1 0 150 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 SK 2 0 150 0 0 0 0 0 0 0 0 0 0 0 0 0 0 SK 3 0 0 0 150 0 0 0 0 0 0 0 0 0 0 0 SK 4 0 150 0 0 0 0 0 0 0 0 0 0 0 0 SK 5 0 150 0 0 0 0 0 0 0 0 0 0 0 SK 6 0 0 0 0 0 0 0 50 0 0 0 0 SK 7 0 150 0 0 0 0 0 0 0 0 0 SK 8 0 0 0 0 0 150 0 0 0 0 SK 9 0 50 0 0 0 0 0 0 0 SK 10 0 0 0 50 0 0 0 0 SK 11 0 50 0 0 0 0 0 SK 12 0 50 0 0 0 0 SK 13 0 50 0 0 0 SK 14 0 50 0 0 QC 0 50 0 Packaging 0 50 Storage 0
Program Studi Teknik Industri Universitas Diponegoro 20 2016 To Warehouse SK 1 SK 2 SK 3 SK 4 SK 5 SK 6 SK 7 SK 8 SK 9 SK 10 SK 11 SK 12 SK 13 SK 14 QC Packaging Storage From Warehouse 0 150 0 0 150 0 300 150 0 50 0 50 0 300 100 0 0 0 SK 1 0 150 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 SK 2 0 150 0 0 0 0 0 0 0 0 0 0 0 0 0 0 SK 3 0 0 0 150 0 0 0 0 0 0 0 0 0 0 0 SK 4 0 150 0 0 0 0 0 0 0 0 0 0 0 0 SK 5 0 150 0 0 0 0 0 0 0 0 0 0 0 SK 6 0 0 0 0 0 0 0 50 0 0 0 0 SK 7 0 150 0 0 0 0 0 0 0 0 0 SK 8 0 0 0 0 0 150 0 0 0 0 SK 9 0 50 0 0 0 0 0 0 0 SK 10 0 0 0 50 0 0 0 0 SK 11 0 50 0 0 0 0 0 SK 12 0 50 0 0 0 0 SK 13 0 50 0 0 0 SK 14 0 50 0 0 QC 0 50 0 Packaging 0 50 Storage 0
Laporan Tugas Besar Perancangan Tata Letak Fasilitas Fishing Folding Stool Kelompok 15
4.2 Material Handling
Rekap Jarak Material Handling
Tabel 4.4 Rekap Jarak Material Handling
Aliran Pemindahan Jarak
(m)
Frekuensi Total Jarak (m)
Per Minggu Per Tahun Per Minggu Per Tahun
Warehouse-SK1 1,5 15 780 22,5 1170 Warehouse-SK4 1,5 15 780 22,5 1170 Warehouse-SK6 3,5 30 1560 105 5460 Warehouse-SK7 1,5 15 780 22,5 1170 Warehouse-SK9 1,5 5 260 7,5 390 Warehouse-SK11 1,5 5 260 7,5 390 Warehouse-SK13 3,5 30 1560 105 5460 Warehouse-SK14 5,5 10 520 55 2860 SK1 - SK 2 1 15 780 15 780 SK2 - SK 3 1 15 780 15 780
Program Studi Teknik Industri
Universitas Diponegoro 21
2016
4.2 Material Handling
Rekap Jarak Material Handling
Tabel 4.4 Rekap Jarak Material Handling
Aliran Pemindahan Jarak
(m)
Frekuensi Total Jarak (m)
Per Minggu Per Tahun Per Minggu Per Tahun
Warehouse-SK1 1,5 15 780 22,5 1170 Warehouse-SK4 1,5 15 780 22,5 1170 Warehouse-SK6 3,5 30 1560 105 5460 Warehouse-SK7 1,5 15 780 22,5 1170 Warehouse-SK9 1,5 5 260 7,5 390 Warehouse-SK11 1,5 5 260 7,5 390 Warehouse-SK13 3,5 30 1560 105 5460 Warehouse-SK14 5,5 10 520 55 2860 SK1 - SK 2 1 15 780 15 780 SK2 - SK 3 1 15 780 15 780 SK 3 - SK 6 1 15 780 15 780 SK 4 - SK 5 1 15 780 15 780 SK 5 - SK 6 1 15 780 15 780 SK 7- SK 8 1 15 780 15 780 SK 8 - SK 13 2 15 780 30 1560 SK 9 - SK 10 1 5 260 5 260 SK 10 - SK 13 1 5 260 5 260 SK 11 - SK 12 1 5 260 5 260 SK 12 - SK 13 2 5 260 10 520 SK 6 - SK 13 3 5 260 15 780 SK 13 - SK 14 2 5 260 10 520 SK 14 - Quality Control 1 5 260 5 260
Quality Control - Packaging 1 5 260 5 260
Packaging - Storage 1 5 260 5 260
Alat Material Handling
Tabel 4.5 Perhitungan OMH
Nama Alat Troli
Kapasitas 150 kg
Operator 1
Harga Beli 450000
Umur Ekonomis 20 th
Biaya Perawatan / Hari 1000
Biaya Peralatan / Hari 0
Biaya Tenaga Kerja /
Hari 80000
Total OMH / Hari 81000
Program Studi Teknik Industri
Universitas Diponegoro 23
2016
OMH Per Tahun
Berikut ini merupakan rekap Biaya OMH Per Tahun:
Tabel 4.6 Perhitungan Biaya OMH Per Tahun
Aliran Pemindahan OMH/m/Hari Jarak Frekuensi/Tahun Total OMH
Per Tahun Warehouse - SK1 761 1,5 780 890370 Warehouse - SK4 761 1,5 780 890370 Warehouse - SK6 761 3,5 1560 4155060 Warehouse - SK7 761 1,5 780 890370 Warehouse -SK9 761 1,5 260 296790 Warehouse-SK11 761 1,5 260 296790 Warehouse-SK13 761 3,5 1560 4155060 Warehouse-SK14 761 5,5 520 2176460 SK1 - SK 2 761 1 780 593580 SK2 - SK 3 761 1 780 593580 SK 3 - SK 6 761 1 780 593580 SK 4 - SK 5 761 1 780 593580 SK 5 - SK 6 761 1 780 593580 SK 7- SK 8 761 1 780 593580 SK 8 - SK 13 761 2 780 1187160 SK 9 - SK 10 761 1 260 197860 SK 10 - SK 13 761 1 260 197860 SK 11 - SK 12 761 1 260 197860 SK 12 - SK 13 761 2 260 395720 SK 6 - SK 13 761 3 260 593580 SK 13 - SK 14 761 2 260 395720 SK 14 - Quality Control 761 1 260 197860
Quality Control - Packaging 761 1 260 197860
Packaging - Storage 761 1 260 197860
4.3 Jumlah Produksi
Jumlah produksi yang dilakukan untuk produk Fishing folding stool ini adalah sebanyak 10 unit per hari, berdasarkan data sebagai berikut:
Jam kerja= 8 jam x 60 menit x 60 detik = 28.800 detik/hari Waktu Istirahat 2 jam = 7200 detik
Waktu produksi/ hari = 28800
–
7200 = 21600 detik 5 hari efektif = 20 hari/ bulanJam kerja 1 bulan = 20 x 28.800 = 576.000 detik/bulan Waktu siklus = /
=
26
= 2160 detik
Output = Efen jm kerj
wk =
26 26 = 10
Jumlah produksi per tahun 10 x 5 x 4 x 12 = 2400 unit
% Kapasitas =
demndx 100% = 24
24x 100% = 100%
4.4 Jumlah Mesin
Mesin yang digunakan untuk produksi fishing folding stool berjumlah 11 dengan rincian adalah sebagai berikut:
Tabel 4.7 Rekap Kebutuhan Mesin
No Nama SK Nama Mesin Jumlah
1 SK 1 Gergaji Mesin 1 2 SK 2 Mesin Turning 1 3 SK 3 Mesin Las 1 4 SK 4 - -5 SK 5 Gergaji Mesin 1 6 SK 6 Mesin Bor 1 7 SK 7 - -8 SK 8 Mesin Jahit 1 9 SK 9 - -10 SK 10 Mesin Jahit 1 11 SK 11 - -12 SK 12 Mesin Jahit 1 13 SK 13 Mesin Bor 1 14 SK 14 Mesin Bor 1
Program Studi Teknik Industri Universitas Diponegoro 25 2016
BAB V
DESAIN LAYOUT
5
5.1 Layout Stasiun Kerja
Berikut merupakan gambaran layout stasiun kerja beserta aliran material (merah) dan jalur pejalan kaki (hijau):
5.2 Ukuran Luas Fasilitas Lantai Produksi
Berikut merupakan ukuran luas fasilitas yang ada di lantai produksi: Tabel 5.1 Ukran Luas Fasilitas Lantai Produksi
Nama Fasilitas Kapasitas Panjang (m) Lebar (m) Luas Fasilitas (m²)
Pos Satpam 1 orang 3,9 3,2 12,5
Parkir Truk 5 truk 10,8 11,7 126,5
Warehouse Respektif Produksi Mingguan 4,5 6,9 31,1
Stasiun Kerja 14 SK 14,2 9,1 130,0
Quality Control 3 orang 3,6 2,7 9,7
Packaging Area 5 orang 3,6 5,7 20,6
Storage Area Respektif Produksi Mingguan (50 unit) 3,6 10,2 36,7
Toilet 2 Toilet 3,6 4,5 16,3
Luas Total 383,4
5.3 Layout Lantai Produksi
Berikut merupakan gambaran layout keseluruhan lantai produksi:
Program Studi Teknik Industri
Universitas Diponegoro 27
2016
5.4 Ukuran Luas Fasilitas Office
Berikut merupakan ukuran luas fasilitas yang ada di office: Tabel 5.2 Ukuran Luas Fasilitas Office
Nama Fasilitas Kapasitas width
(m)
height (m)
Luas Fasilitas (m²)
Pos Satpam 1 orang 3,9 3,2 12,5
Parkir Mobil 7 unit 10,4 6,4 66,8
Parkir Motor 40 unit 10,4 6,4 66,8
Rest Room 25 orang 4,5 4,6 20,7
Meeting Room 25 orang 4,5 4,6 20,7
Ruang Dirut
Dirut : 1 orang, Asdir : 1
orang 4,5 4,6 20,7 Departemen IT 5 orang 4,5 4,6 20,7 Departemen Logistik 7 orang 4,5 4,6 20,7 Departemen RND 5 orang 4,5 4,6 20,7 Departemen Produksi 7 orang 3,6 5,7 20,6 Departemen Finance 5 orang 3,6 5,7 20,6
Departmen Sales 10 orang 3,6 4,5 16,3
Toilet 2 Toilet 3,6 5,7 20,6
Mushola 15 orang 3,9 3,2 12,5
Kantin 20 orang 5,4 3,2 17,5
5.5 Hubungan Aliran Material 5.5.1 ARC
Berikut merupakan ARC dari keseluruhan fasilitas yang ada di pabrik:
Program Studi Teknik Industri
Universitas Diponegoro 29
2016
Masing
–
masing kode yang ada di ARC tersebut dapat dijelaskan sebagai berikut: Tabel 5.3 Deskripsi Derajat Kedekatan ARCDerajat Kedekatan Deskripsi
A Hubungan mutlak diperlukan
E Hubungan sangat penting
I Hubungan penting
O Hubungan biasa / umum
U Hubungan tidak penting
X Hubungan tidak diinginkan
Tabel 5.4 Keterangan Alasan Tingkat Hubungan ARC
No. Alasan
1 Menggunakan catatan yang sama
2 Menggunakan personil yang sama
3 Menggunakan ruangan yang sama
4 Tingkat hubungan personil 5 Tingkat hubungan kertas kerja 6 Urutan aliran kertas
7 Menggunakan aliran kerja yang sama
8 Menggunakan peralatan dan fasilitas yang sama 9 Ribut, kotor, debu, dan lain-lain
10 Lain-lain yang mungkin perlu
Berdasarkan Activity Relationship Chart (ARC), dapat terlihat hubungan kepentingan antar fasilitas utama dan fasilitas pendukung. Kepentingan hubungan antar fasilitas utama didasarkan pada rentang kendali masing-masing. departemen. Tingkat kepentingan diberi kode huruf. Kode A berarti sangat mutlak didekatkan. Kode E berarti sangat penting untuk didekatkan. Kode I berarti penting untuk didekatkan. Kode O berarti cukup. Kode U berarti tidak penting. Kode X berarti tidak dikehendaki berdekatan.
Sementara dalam ARC juga terdapat alasan kepentingan hubungan antar fasilitas utama yang diberi kode 1-8. Misalkan hubungan antara departemen sales and marketing dengan departemen Finance yang diberi kode A-1 hal ini berarti hubungan antara kedua departemen tersebut mutlak didekatkan dengan alasan penggunaan catatan kerja yang sama. Demikian juga dengan kode yang lainnya menggambarkan tingkat kepentingan antar fasilitas utama yang ada di perusahaan.
5.5.2 Worksheet
Berdasarkan ARC yang telah dibuat maka dapat disajikan dalam rekap worksheet sebagai berikut: Tabel 5.5 Worksheet No Nama Departemen Derajat Kedekatan A E I O U X 1 Direktur Utama - 5,7,17 2,4,9 3,6,8,10 12 11,13,14,15,16,18, 19,20,21,22 2 Dept. Produksi - 3,5,22 1,6,19, 20,21 4,7,10,18 8,9,11,12,13,14,15, 17 16 3 Dept. RND - 2,7 - 1,4,5,6,10 8,9,11,12,13,14,15, 17,18,19,20,21,22 16
4 Dept. Sells and
Marketing 6 - 1,8 2,3,5,7,9, 10,17 11,12,13,14,15,18,19, 20,21,22 16 5 Dept. Logistik 6 1,2 22 3,5,7,17,1 8 8,9,10,11,12,13,14,15 ,19,20,21 16 6 Dept. Finansial - 4,5 2 1,3,7,9, 17 8,10,11,12,13,14,15,1 8,19,20,21,22 16 7 Dept. IT - 1,3 - 2,5,6,7 8,9,10,11,12,13,14,15 ,17,18,19,20,21,22 16 8 Lobby 17 9 4 1 2,3,5,6,7,10,11,12,13, 14,15,18,19,20,21,22 16 9 Rest Room 17 8 1 4,6,10 2,3,5,7,11,12,13,14,1 5,18,19,20,21,22 16 10 Toilet - - 12,19 1,2,3,4,9, 11,20 5,6,7,8,13,14,15,16,1 8,21,22 17 11 Kantin - - 12 10,15,16, 18 2,3,4,5,6,7,8,9,17,19, 20,21,22 1,13,14 12 Mushola - - 10,11, 14,16 18 1,2,3,4,5,6,7,8,9,13,1 5,17,20,21,22 19 13 Parkir Mobil - 16 14,17 - 2,3,4,5,6,7,8,9,10,12, 15,18,19,20,21,22 1,11 14 Parkir Motor 16 - 12,13 15,17 2,3,4,5,6,7,8,9,10,18, 19,20,21,22 1,11 15 Parkir Truk - 16,18, 22 - 11,14,19 2,3,4,5,6,7,8,9,10,12, 13,20,21 1,7 16 Pos Satpam 14 13,15 12 11,18 10,19,20,21,22 1,2,3,4,5,6,7,8,9, 17
Program Studi Teknik Industri Universitas Diponegoro 31 2016 17 Meeting room 8 1,9 10,13 4,5,6,14 2,3,7,11,12 15,16,18,19,20,21, 22 18 Warehouse 19 15 2,5,11,12, 16,22 3,4,6,7,8,9,10,13,14,2 0,21 1,17 19 Lantai Produksi 18,20, 21,22 - 2,1 15 3,4,5,6,7,8,9,11,13, 14,16 1,12,17 20 QC 19,21 - 2 10,22 3,4,5,6,7,8,9,11,12, 13,14,15,16,18 1,17 21 Packaging 19,20 22 2 -3,4,5,6,7,8,9,10,11, 12,13,14,15,16,18 1,17 22 Storage 18 2,15, 21 5 18,20 3,4,6,7,8,9,10,11,12,1 3,14 1,17 5.5.3 ATBD Awal
Akhir
Gambar 5.4 ATBD Akhir
5.5.4 SRD
Berikut adalah gambar Space Relationship Diagram dari PT. MI:
Gambar 5.5 Space Relation Ship Diagram
10 4 6 2 22 21 20 3 5 19 7 8 1 9 17 18 15 11 13 14 12 16
Program Studi Teknik Industri Universitas Diponegoro 33 2016 SK1 SK2 SK3 SK4 SK5 SK6 SK7 SK8 SK9 SK10 SK11 SK12 SK13 SK14 QC PACKAGING LANTAI PRODUKSI STORAGE WAREHOUSE CAFETARIA MUSHALLA POS SATPAM II POS SATPAM I L O B B Y U T A M A JALUR TRUK JALUR KARYAWAN PARKIR TRUK DIRUT LOGISTIK PRODUKSI FINANCE SALES IT RND
Gambar 5.6 Layout Keseluruhan Awal
Laporan Tugas Besar Perancangan Tata Letak Fasilitas Fishing Folding Stool Kelompok 15
Program Studi Teknik Industri
Universitas Diponegoro 34 2016 5.7 Layout Alternatif SK1 SK2 SK3 SK4 SK5 SK6 SK7 SK8 SK9 SK10 SK11 SK12 SK13 SK14 QC PACKAGING LANTAI PRODUKSI STORAGE WAREHOUSE POS SATPAM II POS SATPAM I L O B B Y U T A M A JALUR TRUK JALUR KARYAWAN DIRUT LOGISTIK PRODUKSI FINANCE SALES IT RND PARKIR TRUK MUSHALLA CAFETARIA
Program Studi Teknik Industri Universitas Diponegoro 34 2016 SK1 SK2 SK3 SK4 SK5 SK6 SK7 SK8 SK9 SK10 SK11 SK12 SK13 SK14 QC PACKAGING LANTAI PRODUKSI STORAGE WAREHOUSE POS SATPAM II POS SATPAM I L O B B Y U T A M A JALUR TRUK JALUR KARYAWAN DIRUT LOGISTIK PRODUKSI FINANCE SALES IT RND PARKIR TRUK MUSHALLA CAFETARIA
Gambar 5.7 Layout Keseluruhan Alternatif
Laporan Tugas Besar Perancangan Tata Letak Fasilitas Fishing Folding Stool Kelompok 15
Alternatif 2 diasarankan lebih dipilih daripada alternatif 1 karena alternatif 2 memiliki letak kantin dan mushola di bagian belakang. Hal ini menyebabkan letak pabrik terlihat lebih luas di bagian depan, serta terdapat space tersendiri untuk para karyawan jika ingin beristirahat di kantin maupun beribadah di mushola. Selain itu juga di sebelah kantin terdapat taman yang dilengkapi dengan bangku
–
bangku sehingga memberikan space bagi karyawan saat beristirahat. Alasan lainnya yaitu karena pada alternatif 1 kantin berdekatan dengan parkir truk, sedangkan di alternatif 2 kantin berada di area belakang gedung dikarenakan untuk menjaga kebersihan makanan dan ken yamanan karyawan saat beristirahat di kantin.Selain alasan tersebut, kedua alternatif yang diberikan sudah sesuai dengan kebutuhan aliran material antar ruangan serta ukuran tiap ruangan sudah sesuai dengn kebutuhan kapasitas ruangan. Seperti misalnya pada area loading dan unloading terletak
Program Studi Teknik Industri
Universitas Diponegoro 35
2016
Alternatif 2 diasarankan lebih dipilih daripada alternatif 1 karena alternatif 2 memiliki letak kantin dan mushola di bagian belakang. Hal ini menyebabkan letak pabrik terlihat lebih luas di bagian depan, serta terdapat space tersendiri untuk para karyawan jika ingin beristirahat di kantin maupun beribadah di mushola. Selain itu juga di sebelah kantin terdapat taman yang dilengkapi dengan bangku
–
bangku sehingga memberikan space bagi karyawan saat beristirahat. Alasan lainnya yaitu karena pada alternatif 1 kantin berdekatan dengan parkir truk, sedangkan di alternatif 2 kantin berada di area belakang gedung dikarenakan untuk menjaga kebersihan makanan dan ken yamanan karyawan saat beristirahat di kantin.Selain alasan tersebut, kedua alternatif yang diberikan sudah sesuai dengan kebutuhan aliran material antar ruangan serta ukuran tiap ruangan sudah sesuai dengn kebutuhan kapasitas ruangan. Seperti misalnya pada area loading dan unloading terletak di area depan untuk melakukan proses shipping dan receiving. Setelah material diterima, material dimasukkan ke dalam warehouse untuk disimpan. Kemudian material mengalami proses produksi di lantai produksi. Produk yang sudah jadi dimasukkan ke storage untuk disimpan. Produk jadi itu berikutnya akan melakukan proses shipping ke konsumen. Di sekitar lantai produksi terdapat departemen-departemen yang memiliki hubungan kedekatan dengan lantai produksi, seperti departemen l ogistik dan departemen produksi.