commit to user
LAPORAN TUGAS AKHIR
ENGINE STAND SEPEDA MOTOR VIAR
Disusun dan Diajukan Untuk Memenuhi Tugas dan Syarat Guna
Memperoleh Gelar Ahli Madya Teknik Mesin Otomotif
Universitas Sebelas Maret
Surakarta
Disusun oleh :
Disusun Oleh :
PUSPA IRIYANTO I 8608051
PROGRAM STUDI D-III TEKNIK MESIN OTOMOTIF
FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user
commit to user
commit to user
commit to user
v
MOTTO
Keberhasilan kita tidak lepas dari campur tangan orang lain walau hanya sekecil
debu.
Yang terbaik di antara kalian adalah mereka yang berakhlak paling mulia. ~ (Nabi
Muhammad SAW)
Dengan ILMU hidup menjadi mudah, dengan SENI hidup menjadi indah dan
dengan IMAN hidup menjadi bahagia.
Tidak ada kebaikan ibadah yang tidak ada ilmunya dan tidak ada kebaikan ilmu
yang tidak difahami dan tidak ada kebaikan bacaan kalau tidak ada perhatian
untuknya. – (Sayidina Ali Karamallahu Wajhah)
Banyak kegagalan dalam hidup ini dikarenakan orang-orang tidak menyadari betapa
dekatnya mereka dengan keberhasilan saat mereka menyerah. – (Thomas Alva
Edison)
Berusahalah untuk tidak menjadi manusia yang berhasil tapi berusahalah menjadi
manusia yang berguna. – ( Einstein)
Tinggalkanlah kesenangan yang menghalangi pencapaian kecemerlangan hidup yang
diidamkan. Dan berhati-hatilah, karena beberapa kesenangan adalah cara gembira
menuju kegagalan. – (Mario Teguh)
Lupa merupakan Karunia ILAHI untuk meringankan beban pikiran hamba-Nya
agar sekadar terlepas dari beban kehidupan yang membelenggunya.
commit to user
vi
PERSEMBAHAN
Laporan Proyek Akhir ini kami persembahkan kepada :
1. Kedua Orang tuaku tercinta, terima kasih atas semua dukungan, do’
a materi dan segala bimbingannya.
2. Semua keluargaku yang tersayang terima kasih atas semua dukung
an, do’a dan materi yang telah diberikan.
3. Teman-teman kelompok Proyek Akhir ( Fery, Puspa, Rinto ) terima
kasih atas semua kerja sama dan bantuannya.
4. Rekan-rekan mahasiswa D-III Teknik Mesin Universitas Sebelas M
aret Surakarta angkatan 2008 terima kasih atas semua bantuanny
a.
5. Semua orang yang telah berjasa bagi penulis atas terselesainya
laporan ini.
6. Semua pihak yang telah membantu dalam penyelesaian Proyek Akh
ir ini.
commit to user
vii
ABSTRAKSI
NANANG NOPI SANTOSO, 2011. PEMBANGUNAN ALAT PERAGA
MOTOR VIAR 100 CC. D-III TEKNIK MESIN OTOMOTIF FAKULTAS
TEKNIK UNIVERSITAS SEBELAS MARET SURAKARTA.
PROYEK AKHIR.
Pembuatan engine stand menggunakan mesin bensin sepeda motor viar
dikerjakan di Laboratorium Motor Bakar Jurusan Teknik Mesin Fakultas Teknik
Universitas Sebelas Maret Surakarta, bertujuan untuk membuat alat praktek guna
memudahkan belajar cara perawatan dan overhole dalam proses praktikum.
Proses pembuatan engine stand menggunakan sistematika yang diawali
dengan pengumpulan data, pembuatan desain, perhitungan statik, pembuatan dan
perakitan produk kemudian dihasilkan produk. Pemilihan rangka disesuaikan
dengan dimensi panjang dan lebar mesin motor.
Pemilihan bahan untuk pembuatan rangka pada motor tersebut
menggunakan beberapa profil besi yang sudah diperhitungkan mampu atau layak
untuk menopang beban mesin dan beban rangka itu sendiri. Total biaya yang
commit to user
viii
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT atas segala rahmat dan
hidayah-Nya. Sehingga penulis dapat menyelesaikan Proyek Akhir dan laporan
yang berjudul ” Pembangunan Alat Peraga Motor Viar 100 cc ”.
Proyek akhir ini dibuat untuk memenuhi persyaratan mendapatkan gelar
Ahli Madya dan untuk menyelesaikan program studi D-III Teknik Mesin Fakultas
Teknik Universitas Sebelas Maret Surakarta.
Banyak upaya dan usaha keras yang penulis kerjakan untuk mengatasi
hambatan dan kesulitan yang ada selama pengerjaan proyek akhir ini. Dan berkat
rahmat Allah SWT dan bantuan dari segala pihak, akhirnya tugas ini dapat
terselesaikan. Untuk itu dalam kesempatan yang bahagia ini, penulis
menyampaikan ucapan terima kasih yang sebesar-besarnya kepada :
1. Allah SWT atas segala rahmat dan hidayah-Nya.
2. Bp. Prof. Dr. Kuncoro Diharjo, S.T., M.T. Selaku Dekan Fakultas
Teknik Universitas Sebelas Maret Surakarta.
3. Bp. Didik DS, S.T, M.T. Selaku Ketua Jurusan Fakultas Teknik
Universitas Sebelas Maret Surakarta.
4. Bp. Heru Sukanto, S.T., M.T. Selaku Ketua Program D-III Teknik
Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta.
5. Bp. Jaka Sulistya Budi, S.T. Selaku Koordinator Proyek Akhir.
6. Bp. Ubaidilah M.Sc Selaku Dosen Pembimbing I Proyek Akhir.
7. Bp. Wibawa Endra Juwana, S.T., M.T. Selaku Dosen Pembimbing II
commit to user
ix
8. Semua Dosen Teknik Mesin Fakultas Teknik Universitas Sebelas
Maret Surakarta.
9. Bapak dan Ibu tercinta beserta semua keluarga yang telah memberikan
dukungan, do’a dan bimbingan kepada penulis.
10.Rekan-rekan mahasiswa D-III Teknik Mesin Otomotif angkatan 2007
yang telah banyak membantu dalam penyelesaian tugas akhir ini.
11.Semua orang yang telah memberi kasih sayang, cinta, do'a dan
semangat untuk penulis.
12.Semua pihak yang telah membantu hingga terselesaikannya Proyek
Akhir dan penyusunan laporan ini.
Penulis yakin tanpa bantuan dari semua pihak, karya ini akan sulit
terselesaikan dalam hal perancangan, pengerjaan alat, pembuatan laporan, dan
dalam ujian pendadaran. Penulis menyadari banyak kekurangan dalam
penyusunan laporan ini, maka penulis mengharapkan saran dan kritik yang
membangun demi kemajuan bersama.
Semoga laporan ini dapat bermanfaat bagi penulis pada khususnya dan
pembaca pada umumnya dan serta dapat menambah wawasan keilmuan bersama.
Surakarta, Agustus 2011
commit to user
xi
DAFTAR ISI
halaman
HALAMAN JUDUL...
HALAMAN PERSETUJUAN ...
HALAMAN PENGESAHAN...
MOTTO ...
PERSEMBAHAN ...
ABSTRAKSI ...
KATA PENGANTAR ...
DAFTAR ISI ...
DAFTAR GAMBAR ...
BAB I PENDAHULUAN ...
1.1. Latar Belakang Masalah ...
1.2. Perumusan Masalah ...
1.3. Batasan masalah ...
1.4. Tujuan Proyek Akhir ...
1.5. Manfaat Proyek Akhir ...
1.6. Sistematika Penulisan ...
BAB II DASAR TEORI ...
2.1. Engine Stand ... 2.2. Motor Bakar ...
2.3. Uraian Umum Motor Diesel dan Motor Otto ...
2.3.1. Motor 4 langkah (4-tak) ...
2.3.2. Motor 2 langkah (2-tak) ...
2.4. Statika ...
2.4.1. Analisa Struktur ...
2.4.2. Beban ...
2.4.3. Tipe Dukungan ...
2.4.4. Gaya Lintang, Lentur, dan Aksial ...
commit to user
xii
2.4.6. Diagram Benda Bebas (FBD) ... 2.4.7. Kesetimbangan ...
2.4.7.1. Kesetimbangan Benda ...
2.4.7.2. Benda Tegar ...
2.4.7.3. Pusat Gravitasi ...
2.4.7.4. Sistem Keseimbangan ...
2.5. Safety Factor ... 2.6. Proses Pengelasan ...
2.6.1. Proses Las Listrik ...
2.6.2. Jenis Sambungan Las ...
2.7. Proses Machining ... BAB III LANGKAH PENGERJAAN ...
3.1. Mencari dan Mengumpulkan Data ...
3.2. Menentukan dan Konsultasi Desain Gambar ...
3.3. Menggambar Desain dalam 2D dan 3D ...
3.4. Perhitungan Statika Rangka ...
3.5. Memanufaktur Komponen ...
3.5.1. Menentukan Bahan yang Digunakan ...
3.5.2. Mengukur dan Memotong Bahan ...
3.6. Assembling Komponen ...
3.6.1. Rangka Bawah ...
3.6.2. Tiang Penyangga ...
3.6.3. Rangka Atas ...
3.7. Finishing Rangka ...
3.8. Kelengkapan Engine Stand ... 3.9. Uji Kelayakan ...
3.10. Gambar Sketsa 2D dan 3D Produk ...
3.11. Analisa Biaya Pembuatan Alat Peraga ... A
BAB IV PERHITUNGAN STATIKA RANGKA ...
4.1. Pipa Silinder 1 ...
4.2. Pemegang Mesin ...
commit to user
xiii
4.3. Pipa Slinder 2 ...
4.4. Kotak Penyangga ...
4.5. Tiang Penyangga ...
4.6. Rangka Bawah ...
BAB V PENUTUP
5.1. Kesimpulan ...
5.2. Saran ...
DAFTAR PUSTAKA
LAMPIRAN
49
55
58
64
67
67
commit to user
xi
DAFTAR GAMBAR
Gambar 2.1. Langkah Kerja Motor 4 tak ...
Gambar 2.2. Langkah Pembilasan pada Motor 2-tak ...
Gambar 2.3. Model Struktur ...
Gambar 2.4. Bentuk-bentuk Beban ...
Gambar 2.5. Tipe Dukungan ...
Gambar 2.6. Perjanjian Tanda pada Elemen Balok ...
Gambar 2.7. Benda Tegar ...
Gambar 3.1. Diagram Alur Pembuatan Engine Stand ... Gambar 3.2. Rangka Bawah ...
Gambar 3.3. Tiang Penyangga ...
Gambar 3.4. Rangka Atas ...
Gambar 3.5. Hasil Akhir Kerangka ...
Gambar 3.6. Finising engine stand ...
Gambar 4.1. Pembebanan rangka ...
Gambar 4.2. Pipa Silinder Rangka Atas ...
Gambar 4.3. FBD Pipa Silinder Atas ...
Gambar 4.4. Potongan x-x Pipa Silinder Rangka Atas ...
Gambar 4.5. Potongan y-y Pipa Silinder Rangka Atas ...
Gambar 4.6. Diagram Gaya Pipa Silinder Rangka Atas ...
Gambar 4.7. Sambungan Las pada Pipa Silinder Rangka Atas ...
Gambar 4.8. Reaksi Sambungan Las Pipa Silinder Rangka Atas ...
Gambar 4.9. Pembebanan Tumpuan terhadap Beban Mesin ...
Gambar 4.10. Reaksi Tumpuan pada Pemegang Mesin ...
Gambar 4.11. Reaksi Sambungan Las Pipa Diameter 65mm pada Pemegang
Mesin ...
Gambar 4.12. Reaksi Tumpuan Pipa Silinder pada Box Tiang Atas ... Gambar 4.13. FBD pipa silinder pada box ... Gambar 4.14. Potongan x-x pipa silinder pada box ...
commit to user
xii
Gambar 4.15. Potongan y-y pipa silinder pada box ... Gambar 4.16. Potongan z-z pipa silinder pada box ... Gambar 4.17. Diagram gaya pipa silinder pada box ... Gambar 4.18. Reaksi sambungan las pada pipa terhadap plat lingkaran ...
Gambar 4.19. Reaksi tumpuan pada box rangka atas ... Gambar 4.20. Reaksi sambungan las pada box rangka atas ... Gambar 4.21. Reaksi tumpuan tiang penyangga ...
Gambar 4.22. FBD tiang penyangga ...
Gambar 4.23. Potongan x-x dan y-y tiang penyangga ...
Gambar 4.24. Diagram gaya tiang penyangga ...
Gambar 4.25. Reaksi sambungan las pada tiang penyangga bagian atas ....
Gambar 4.26. Reaksi sambungan las pada tiang penyangga bagian bawah
Gambar 4.27. Reaksi tumpuan rangka bawah ...
Gambar 4.28. Reaksi sambungan baut pada tiang penyagga ... 51
51
52
53
55
56
58
58
59
60
60
61
64
commit to user
1
BAB 1
PENDAHULUAN
1.1. Latar Belakang Masalah
Perkembangan teknologi yang terjadi sekarang ini sangatlah pesat,
tidak terkecuali dengan perkembangan pada dunia otomotif. Dengan
semakin meningkatnya kecanggihan alat-alat yang digunakan, maka
secara otomatis dapat meningkatkan efisiensi, keamanan dan kenyamanan
serta kemudahan operasional dari berbagai macam alat-alat otomotif.
Perkembangan otomotif semakin meningkat pesat pada sistem
operasional kendaraan, baik pada engine, chasis, body electrical kendaraan dan lain-lain (Purwono, 2008).
Dunia pendidikan harus mampu menghasilkan lulusan yang
mampu berkompetisi pada era yang serba canggih seperti ini. Pada
jenjang perguruan tinggi, mahasiswa seyogyanya dapat mengikuti
program perkuliahan dengan baik dan dapat memahami serta
mengaplikasikan disiplin ilmu yang dipelajari sehingga dihasilkan ahli
madya yang berkwalitas. Mahasiswa D3 teknik mesin otomotif selain
mendapat teori perkuliahan juga harus mengikuti program mata kuliah
praktikum. Kegiatan praktikum tersebut merupakan salah satu sarana
untuk menerapkan teori-teori yang telah di dapat dibangku perkuliahan
(Purwono, 2008).
Lembaga pendidikan otomotif harus memiliki fasilitas laboratorium
praktek yang lengkap untuk memperlancar dan mempermudah
pembelajaran. Engine stand merupakan salah satu fasilitas yang digunakan untuk memudahkan belajar cara perawatan dan overhaul mesin dalam proses praktikum. Pada pembuatan engine stand motor viar ini diharap mampu memberikan suatu gambaran bagaimana suatu mesin
commit to user 1.2. Perumusan Masalah
Rumusan masalah pada proyek akhir ini adalah :
Bagaimana mendesain dan membuat prototypeengine stand yang sesuai dengan kaidah desain mekanika.
1.3. Pembatasan Masalah
Cakupan kerja proyek akhir dibatasi dengan hal-hal berikut ini :
1. Perhitungan hanya dilakukan dalam keadaan statik.
2. Software gambar yang digunakan Auto CAD 2002.
3. Part standart tidak digambar dalam gambar teknik.
1.4. Tujuan Proyek Akhir
Tujuan dari pembuatan proyek akhir ini antara lain :
1. Mendesain prototype engine stand sepeda motor dalam wujud gambar 2D dan 3D.
2. Melakukan perhitungan statik terhadap struktur engine stand. 3. Membuat prototype engine stand sepeda motor.
1.5. Manfaat Proyek Akhir
Proyek akhir ini mempunyai manfaat sebagai berikut :
1. Secara Teoritis
Mahasiswa dapat memperoleh pengetahuan dan pengalaman dalam
perancangan serta pembuatan sebuah peralatan baru maupun
modifikasi dari peralatan yang sudah ada.
2. Secara Praktis
Mahasiswa dapat menerapkan ilmu yang sudah diperoleh selama masa
perkuliahan dan melatih keterampilan dalam bidang perancangan,
commit to user 1.6. Sistematika Penulisan Laporan
Penyusunan tugas akhir ini terdiri dari :
BAB I PENDAHULUAN
Berisi tentang latar belakang, perumusan masalah, pembatasan
masalah, tujuan dan manfaat tugas akhir serta sistematika
penulisan laporan.
BAB II DASAR TEORI
Berisi tentang penjelasan umum konsep motor pembakaran
dalam, kemudian dilanjutkan dengan konsep dari perhitungan
mekanika statik. Proses manufaktur dasar yang dipakai pada
pembuatan prototype juga dijelaskan pada bab ini.
BAB III PEMBUATAN ENGINE STAND
Pada bab ini dijelaskan secara rinci pengerjaan engine stand, mulai dari perancangan model engine stand hingga proses pembuatannya.
BAB IV PERHITUNGAN STATIKA RANGKA
Berisi laporan tentang bagaimana proses perhitungan rangka
terhadap beban statik, kekuatan bahan dan sambungan yang
digunakan.
BAB V PENUTUP
Pada bab ini berisi tentang kesimpulan dan saran dari kerja yang
commit to user
4
BAB II
DASAR TEORI
2.1. Engine Stand
Engine stand merupakan alat peraga yang berfungsi untuk memudahkan
cara mengetahui dan memahami komponen-komponen yang ada pada suatu
mesin. Proses pembuatan alat dimaksudkan untuk memperoleh rangkaian alat
peraga dengan mempertimbangkan faktor fungsi alat, artistic dan kekuatan rangka.
2.2. Motor Bakar
Motor bakar merupakan salah satu mesin pengerak mula yang
menggunakan energi termal untuk melakukan kerja mekanik. Energi termal
tersebut dapat diperoleh dari proses pembakaran. Ditinjau dari cara memperoleh
energi termal ini motor bakar dibagi menjadi dua golongan, yaitu mesin
pembakaran luar dan mesin pembakaran dalam (Arismunandar, 1978).
Pada mesin pembakaran luar (External Combustion Engine), proses pembakaran terjadi di luar mesin, energi termal dari gas hasil pembakaran
dipindahkan ke fluida kerja mesin melalui dinding pemisah. Contohnya mesin
uap. Sedangkan pada mesin pembakaran dalam (Internal Combustion Engine), proses pembakaran berlangsung di dalam motor bakar itu sendiri sehingga gas
pembakaran yang terjadi sekaligus berfungsi sebagai fluida kerja. Sehingga panas
dari hasil pembakaran langsung bisa diubah menjadi tenaga mekanik. Misalnya
pada turbin gas dan motor bakar torak. Menurut bahan bakar yang digunakan,
motor pembakaran dalam terdiri dari motor otto dan motor diesel (Arismunandar,
commit to user 2.3. Uraian Umum Motor Diesel dan Motor Otto
Pada motor diesel, udara di dalam silinder dikompresikan hingga menjadi
panas. Bahan bakar motor diesel yang berbentuk kabut kemudian disemprotkan
dalam silinder-silinder. Pada motor bensin, bahan bakar dicampur dengan udara,
dikompresikan dan kemudian dibakar dengan loncatan bunga api listrik.
Sedangkan pada motor diesel, bahan bakar dibakar oleh panas udara yang telah
dikompresikan di dalam silinder. Untuk memenuhi kebutuhan pembakaran
tersebut, maka temperatur udara yang dikompresikan dalam ruang bakar harus
mencapai suhu 500°C (932°F) atau lebih. Oleh karena itu, motor diesel
perbandingan kompresinya dibuat (15:1 – 22:1) lebih tinggi dari pada motor
bensin (6:1 – 12:1) dan juga motor diesel dibuat dengan konstruksi yang lebih
kuat dari pada motor Otto (Arismunandar, 1978).
Menurut siklus kerjanya, motor Otto (bensin) dibagi menjadi:
2.3.1. Motor 4 langkah (4-tak)
Motor 4-tak dalam satu siklus kerjanya terdiri dari empat tahap
(langkah) yaitu langkah hisap, langkah tekan, langkah usaha / ekspansi dan
langkah buang yang diselesaikan dalam dua putaran crankshaft.
Posisi tertinggi yang dicapai oleh torak dalam silinder disebut titik mati
atas (TMA) dan posisi terendah yang dicapai torak disebut titik mati bawah
(TMB). Jarak geraknya torak antara TMA dan TMB disebut langkah torak
(stroke). Proses menghisap campuran bensin dan udara ke dalam silinder,
mengkompresikan, membakarnya dan mengeluarkan gas sisa pembakaran dari
dalam silinder, disebut satu siklus (Arismunandar, 1978).
· . Langkah Hisap
Torak didalam silinder bergerak dari TMA (titik mati atas) menuju
TMB (titik mati bawah), katup hisap terbuka dan katup buang dalam
keadaan tertutup. Melalui katup hisap, campuran bahan bakar dan udara
commit to user · Langkah Kompresi
Dalam langkah ini, torak bergerak dari TMB menuju TMA,
sementara katup hisap dan katup buang dalam keadaan tertutup. Campuran
bahan bakar dan udara dimampatkan oleh torak yang bergerak menuju
TMA. Akibatnya tekanan dan temperaturnya menjadi naik, sehingga akan
mudah terbakar. Poros engkol berputar satu kali, ketika torak mencapai
TMA (Arismunandar, 1978).
· Langkah Usaha
Sesaat sebelum torak mencapai TMA campuran bahan bakar dan
udara yang terkompresi dinyalakan oleh loncatan bunga api dari busi,
terjadilah proses pembakaran. Sementara itu torak masih bergerak menuju
TMA, maka volume dalam ruang bakar semakin kecil sehingga tekanan
dan temperatur gas di dalam silinder menjadi semakin tinggi. Akhirnya
torak mencapai TMA dan gas pembakaran mampu mendorong torak dari
TMA menuju ke TMB. Katup hisap dan katup buang masih dalam
keadaan tertutup. Selama torak bergerak dari TMA ke TMB volume gas
pembakaran di dalam silinder bertambah besar dan karena itu tekanannya
turun (Arismunandar, 1978).
· Langkah Buang
Katup buang terbuka dan katup hisap tertutup, torak bergerak dari
TMB ke TMA, mendorong gas hasil sisa pembakaran keluar dari dalam
silinder melalui saluran katup buang. Setelah langkah buang selesai siklus
dimulai lagi dari langkah hisap dan seterusnya (Arismunandar, 1978).
commit to user 2.3.2. Motor 2 langkah (2-tak)
Jika pada motor 4-tak memerlukan 2 putaran crankshaft dalam satu siklus kerjanya, maka untuk motor 2-tak hanya memerlukan satu putaran saja.
Hal ini berarti dalam satu siklus kerja motor 2-tak melakukan satu kali gerakan
naik dari TMB ke TMA dan satu kali gerakan turun dari TMA ke TMB. Desain
dari ruang bakar motor 2 tak memungkinkan terjadinya hal semacam itu
(Arismunandar, 1978).
Proses pemasukan campuran bahan bakar dan udara ke dalam silinder
tidak dilakukan oleh gerakan hisap dari torak seperti pada motor empat
langkah, melainkan dari lubang masuk (inlet port) melalui bawah torak (keadaan torak pada posisi TMA) dan dibantu oleh gerakan putar crankshaft yang memompa campuran bahan bakar dan udara tersebut naik melalui transfer port dalam silinder. Sementara torak bergerak dari TMA menuju TMB. Disebut juga langkah pembilasan dimana proses pembersihan silinder dari gas buang
dan pengisian silinder dengan campuran bahan bakar dan udara (Arismunandar,
1978).
Torak bergerak dari TMB ke TMA. Gas buang sisa pembakaran
didesak ke luar dari dalam silinder melalui lubang buang (exhaust) oleh campuran bahan bakar dan udara yang disuplai ke dalam silinder. Campuran
bahan bakar dan udara segar akan ikut keluar dari dalam silinder bersama-sama
dengan gas sisa pembakaran. Khususnya pada motor bensin 2 langkah hal
tersebut merupakan kerugian karena bahan bakar terbuang percuma. Pada
motor diesel hanya udara saja yang dipergunakan untuk melakukan pembilasan
sehingga hanya pada kerugian daya pembilasan saja (Arismunandar, 1978).
Keterangan:
A : Transfer port B : Exhaust C : Inhaust
commit to user 2.4. Statika
Statika adalah cara perhitungan dalam analisis sruktur, khususnya untuk
sistem yang statis tentu, yang komponen reaksi perletakan dan gaya dalam
ditentukan dengan mengunakan kriteria kesetimbangan. Struktur adalah gabungan
dari komponen-komponen yang menahan gaya desak atau tarik, mungkin juga
momen untuk meneruskan beban-beban ke tanah dengan aman. Rekayasa
struktur biasa dipakai untuk jembatan bangunan gedung, menara dan lain-lain
(Hariandja, 1996).
2.4.1. Analisis Struktur
Struktur yang paling sederhana yang lazim dipelajari berupa sebuah balok
sederhana. Hal ini disebabkan karena konstruksi bangunan umumnya terdiri dari
bagian-bagian berupa balok. Dengan mempelajari sifat balok ini dapat dipelajari
lebih lanjut bentuk-bentuk konstruksi lain seperti konstruksi portal, rangka
batang atau gabungan balok sepanjang masih dalam batas konstruksi statik
tertentu (Kamarwan, 1995).
Struktur balok merupakan system yang diletakkan horizontal dan yang
terutama diperuntukkan memiliki beban lateral, yaitu beban yang bekerja tegak
lurus sumbu aksial batang. Beban semacam ini khususnya muncul sebagai
beban gravitasi, seperti misalnya bobot sendiri, beban hidup vertikal dan
lain-lain. Dalam menjalankan fungsinya gaya yang bekerja pada balok berupa
momen lentur dan geser. Kalaupun timbul aksi normal, itu ditimbulkan oleh
beban luar yang relatif kecil, misalnya akibat perletakan yang dibuat miring
(Hariandja, 1996).
Struktur balok mampu untuk mendukung gaya aksial, geser dan momen.
Struktur yang lebih kompleks adalah struktur portal. Struktur tersebut terdiri
dari batang dan tiang yang dibebani muatan di atasnya akan muncul gaya lentur
pada balok saja dan akan meneruskan gaya-gaya tersebut pada tiang berupa
gaya normal. Sambungan antara batang-batang yang menyusun sebuah portal
commit to user
sebagai suatu struktur yang terdiri dari sejumlah batang yang dihubungkan
bersama-sama dengan sambungan-sambungan, yang sebagian atau
semuanya adalah kaku (jepit), yaitu yang mampu menahan gaya geser,
gaya aksial maupun momen lentur. Struktur rangka adalah suatu struktur
dimana komponen struktur rangka batangnya hanya mampu untuk
mendukung gaya aksial (desak atau tarik) (Kamarwan, 1995).
(a). Struktur balok
(b). Struktur rangka
(c). Struktur portal
commit to user 2.4.2. Beban
Jenis beban yang ada pada rekayasa struktur (Hariandja, 1996):
a. Beban Mati
Beban Mati adalah berat dari semua bagian struktur yang bersifat
tetap termasuk berat sendiri dari bagian struktur tersebut.
Contohnya beban benda itu sendiri, lemari, mesin-mesin.
b. Beban Hidup
Beban Hidup adalah semua beban yang sifatnya dapat
berpindah-pindah (tidak tetap).
Contohnya manusia, hewan, air yang mengalir atau beban yang
berpindah seperti kendaraan.
c. Beban Angin
Beban angin adalah semua beban yang bekerja pada struktur
yang disebabkan oleh selisih tekanan udara (angin).
d. Beban Gempa
Beban gempa adalah semua beban yang bekerja pada
struktur yang diakibatkan oleh gerakan yang merupakan akibat
dari gempa bumi (baik gempa tektonik atau vulkanik) yang akan
mempengaruhi struktur tersebut.
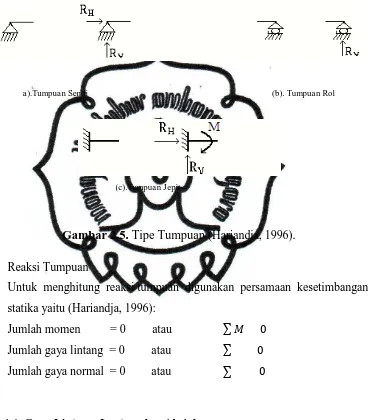
2.4.3. Tipe Tumpuan
Jenis-jenis tumpuan yang biasa dipakai dalam perhitungan adalah
(Hariandja, 1996):
a. Sendi( hinge )
Sendi adalah tipe tumpuan/perletakan struktur yang dapat menahan gaya
vertikal dan gaya horizontal atau dengan kata lain sendi adalah tipe
tumpuan yang dapat menahan gaya yang searah dan tegak lurus dengan
bidang perletakan tumpuan.
b. Rol ( roller )
Rol adalah tipe tumpuan yang hanya mampu menahan gaya yang tegak
commit to user
c. Jepit ( fixed end )
Jepit adalah tipe tumpuan yang mampu menahan gaya yang tegak lurus dan
searah bidang perletakan tumpuan serta mampu menahan momen.
a).Tumpuan Sendi (b). Tumpuan Rol
(c).Tumpuan Jepit
Gambar 2.5. Tipe Tumpuan (Hariandja, 1996).
Reaksi Tumpuan
Untuk menghitung reaksi tumpuan digunakan persamaan kesetimbangan
statika yaitu (Hariandja, 1996):
Jumlah momen = 0 atau ∑ = 0
Jumlah gaya lintang = 0 atau ∑ = 0
Jumlah gaya normal = 0 atau ∑ = 0
2.4.4. Gaya Lintang, Lentur, dan Aksial
Dalam analisis rekayasa struktur yang harus dipahami adalah
gaya-gaya dalam yang timbul/terjadi pada potongan-potongan elemen struktur
(Kamarwan, 1995):
- Gaya Lintang ( Shearing Force )
Gaya lintang adalah jumlah aljabar dari gaya-gaya luar sebelah kiri
commit to user
- Momen Lentur (Bending Moment)
Momen lentur adalah jumlah aljabar dari momen dari semua
gaya-gaya luar sebelah kiri atau sebelah kanan dari suatu potongan
yang tegak lurus sumbu balok.
- Gaya Aksial (Normal Force)
Gaya aksial adalah jumlah aljabar dari gaya-gaya luar sebelah kiri
atau sebelah kanan dari suatu potongan yang searah dengan sumbu
balok.
2.4.5. Perjanjian Tanda
Perjanjian tanda adalah suatu pernyataan untuk membedakan
struktur yang mengalami gaya tarik, desak, ataupun momen (Hariandja,
1996):
- Untuk batang tarik digunakan tanda positif ( + ) ataupun arah panah
gaya normal meninggalkan batang.
- Untuk batang desak digunakan tanda negatif ( - ) ataupun arah panah
gaya normal menuju batang.
(a).Tanda Positif (b).Tanda negative
Gambar 2.6. Perjanjian tanda pada elemen balok (Hariandja, 1996).
2.4.6. Diagram Benda Bebas ( Free Body Diagram )
Suatu struktur harus seimbang pada setiap bagian dari struktur.
Untuk menjaga suatu struktur tetap pada porsinya, dengan memasukkan
beberapa gaya (aksial, lintang, dan momen) yang secara nyata
diberikan oleh bagian lainnya. Suatu bagian dari sebuah struktur kaku
commit to user
diperlukan untuk mendapatkan kesetimbangan disebut free body (benda bebas). Perjanjian tanda yang telah dibahas sebelumnya, juga berlaku
pada free body diagram (Hariandja, 1996).
2.4.7. Kesetimbangan
2.4.7.1. Kesetimbangan benda
Sebuah benda dikatakan setimbang jika (Anonim, 2010):
∑ = 0
+ + … + 3) = 0ÅeÅ ∑ = 0 + + … + 3 = 0ÅeÅ ∑ = 0 + + … + 3 = 0ÅeÅ ∑ = 0
∑ = 0
∑ = 0 , ∑ = 0 , ∑ = 0
2.4.7.2. Benda tegar
Benda tegar adalah benda yang tidak mengalami perubahan bentuk
bila gaya dikerjakan pada benda tersebut. Benda tegar berada dalam
kesetimbangan statik, jika gaya luar dan momen luar setimbang. Kondisi
yang dibutuhkan dan cukup untuk kesetimbangan statik benda adalah
resultan gaya dan kopel dari semua gaya luar sama dengan nol (Anonim,
2010)
F
commit to user 2.4.7.3. Pusat gravitasi
Bila kita perhatikan benda tegar, salah satu gaya yang perlu
diperhatikan adalah berat benda, yaitu gaya gravitasi yang bekerja pada
benda tersebut. Untuk menghitung torsi dari gaya berat tersebut, gaya
berat dapat dipertimbangkan terkonsentrasi pada sebuah titik yang disebut
pusat gravitasi(Anonim, 2010).
Perhatikan benda berbentuk sembarang pada bidang xy. Benda kita
bagi-bagi menjadi partikel-partikel dengan massa m1, m2, …yang
mempunyai koordinat (x1, y1) , (x2, y2) ,…pusat massanya dapat
dinyatakan sebagai (Anonim, 2010).
B =
+ + + …
+ + + …
2.4.7.4. Sistem keseimbangan
Di dalam menyelesaikan suatu sistem keseimbangan di bawah
pengaruh beberapa gaya, ada beberapa prosedur yang perlu diikuti
(Anonim, 2010):
a. Tentukan objek/benda yang menjadi pusat perhatian dari sistem
keseimbangan.
b. Gambar gaya gaya eksternal yang bekerja pada obyek tersebut.
c. Pilih koordinat yang sesuai, gambar komponen-komponen gaya
dalam koordinat yang telah dipilih tersebut.
d. Terapkan sistem keseimbangan untuk setiap komponen gaya.
e. Pilih titik tertentu untuk menghitung torsi dari gaya-gaya yang
ada terhadap titik tersebut. Pemilihan titik tersebut sembarang,
tetapi harus memudahkan penyelesaian.
f. Dari persamaan yang dibentuk, dapat diselesaikan variabel yang
commit to user 2.5. Safety Factor
Perancang dalam proses perancangan harus mengetahui bahwa
perencanaan yang akan dibuat aman (Deutschman, 1975):
a. Material yang akan digunakan.
b. Efek ukuran material yang berpengaruh pada kekuatan material.
c. Tipe beban bahan .
d. Efek dari mekanisme dan proses pembentukan.
e. Efek panas.
f. Efek dari umur mesin.
g. Keselamatan manusia secara umum.
Joseph P. Vidosic pada tahun 1957, memperkirakan beberapa faktor
keselamatan yang layak. Berdasarkan faktor kekuatan keseluruhan
(Deutschman, 1975):
a. N= 1,25-1,5 untuk material yang digunakan dibawah kondisi yang
terkontrol.
b. N= 1,5-2 untuk material yang diterima dilengkungan (kondisi) konstan.
c. N= 2-2,5 untuk material (rata-rata/biasa) yang dioperasikan di lingkungan
biasa.
d. N= 2,5-3 untuk material yang lemah yang dioperasikan di lingkungan
dengan kondisi rata-rata.
e. N= 3-4 untuk material yang belum dicoba digunakan di lingkungan
dengan kondisi di bawah rata-rata.
f. N= 3-4 untuk material yang lumayan dikenal tapi dioperasikan di
lingkungan kurang baik.
g. Beban berulang : factor penempatan 1-6 yang diterima dan digunakan
dengan ketahanan limit (batas) dari pada kekuatan keseluruhan material.
h. Pengruh gaya : factor yang diberikan 3-6 diterima, tapi factor gaya harus
dimasukkan.
i. Material rapuh ketika kekuatan utama yang digunakan adalah teori
commit to user
j. Ketika factor tertinggi yang keluar diperlukan analisis untuk masukkan ini
harus dilakukan sebelum ditentukan untuk digunakan.
2.6. Proses Pengelasan
Dalam proses pengelasan rangka, jenis las yang digunakan adalah las
listrik dengan pertimbangan akan mendapatkan sambungan las yang kuat.
2.6.1. Proses las listrik
Dalam las listrik panas yang digunakan untuk mencairkan logam
diperoleh dari busur listrik yang timbul antara benda kerja yang dilas
dengan kawat logam yang disebut elektroda. Elektroda ini terpasang pada
pegangan atau holder las dan didekatkan pada benda kerja hingga busur listrik terjadi atau timbul panas antara ujung elektroda dan benda kerja
yang dapat mencairkan logam(Wiryosumarto, 2000):
a. Elektroda
Elektroda yang digunakan adalah E6013
E = Elektroda
60 = Tegangan tarik 60 ksi = 60000 psi
1 = Posisi pengelasan (semua posisi)
3 = Arus yang digunakan (AC/DC)
b. Mengatur busur las
Pada pesawat las AC busur dinyalakan dengan menggoreskan
elektroda pada benda kerja, sedang pada pesawat las DC busur
dinyalakan dengan menyentuhkan elektroda dari atas ke bawah
pada benda kerja. Agar hasil yang baik maka harus diatur
jarak panjang busur las. Bila diameter elektroda = d dan panjang
busur, yaitu jarak elektroda dengan benda kerja = L, maka
pengelasan harus diatur supaya L – d sehingga diperoleh alur
rigi-rigi yang baik dan halus. Bila L > d maka alur rigi-rigi las
kasar, penetrasi dangkal dan percikan kerak keluar dari jalur las.
commit to user
elektroda dan benda kerja, alur rigi tidak merata, penetrasi
kurang dan percikan kerak kasar dan berbentuk bola.
c. Mengatur gerak elektroda
o Gerak ayunan turun sepanjang sumbu elektroda.
Gerakan arah turun sepanjang sumbu elektroda dilakukan untuk
mengatur jarak busur las ke benda kerja supaya panjang busur las sama
dengan diameter elektroda.
o Gerak ayunan dari elektroda untuk mengatur kampuh las
Gerakan ayaunan elektroda dilakukan untuk mengatur lebar las
yang dikendaki atau kampuh las.
2.6.2. Jenis Sambungan Las
Ada beberapa jenis sambungan las, yaitu (Wiryosumarto, 2000):
a. Butt join yaitu dimana kedua benda kerja yang dilas berada pada bidang
yang sama.
b. Lap join yaitu dimana kedua benda kerja yang dilas berada pada bidang
yang paralel.
c. Edge join yaitu dimana kedua benda kerja yang dilas berada pada
bidang pararel, tetapi sambungan las dilakukan pada ujungnya.
d. T- join yaitu dimana kedua benda kerja yang dilas tegak lurus satu
sama lain membentuk huruf T.
e. Corner join yaitu dimana kedua benda kerja yang dilas tegak lurus
satu sama lain membentuk huruf L.
2.7. Proses Machining
a. Gerinda duduk (Cutting tool) : untuk memotong benda kerja yang
memiliki tingkat kekerasan yang tinggi. Misalnya besi pipa, besi L, plat
lembaran tebalnya lebih dari 2mm (Sucahyo, 2004).
b. Gerinda potong tangan : untuk memotong benda kerja yang memiliki
tingkat kekerasan yang rendah. Misalnya plat lembaran tebalnya kurang
commit to user
c. Mesin Gerinda : suatu alat yang diganakan untuk menghaluskan benda
kerja atau untuk menajamkan alat- alat perkakas, misalnya mata bor,
pahat, pengores dan lain-lain. Yang perlu diperhatikan dalam
pemakaian mesin gerinda adalah jenis pemukaan batu gerinda yang
digunakan untuk permukaan kasar biasanya digunakan untuk
penghalusan awal, sedangkan batu gerinda dengan permukaan halus
digunakan untuk penghalusan atau pengasahan penajaman mata bor
(Sucahyo, 2004).
d. Bor tangan : merupakan suatu alat pembuat lubang, alur atau biasa
untuk perluasan dan penghalusan suatu bidang yang efisien. Sebagai
pisau penyayatnya pada mesin bor ini dinamakan mata bor yang
mempunyai diameter bermacam-macam (Sucahyo, 2004).
e. Mesin frais
- milling : untuk meratakan permukaan benda kerja.
- drilling : suatu proses pengerjaan pemotongan menggunakan
mata bor (twist drill) untuk menghasilkan lubang yang bulat pada material logam maupun non logam yang masih pejal atau
commit to user
19
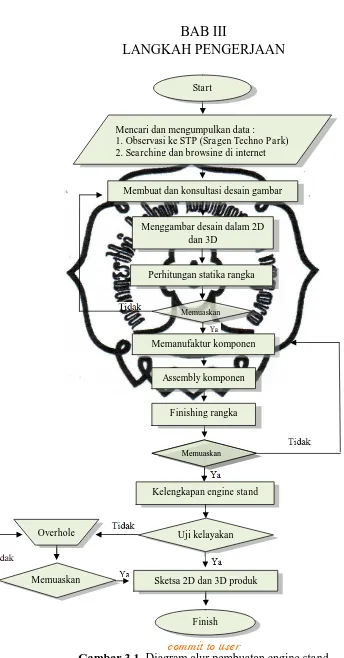
BAB III
LANGKAH PENGERJAAN
[image:33.595.108.452.90.748.2]
Gambar 3.1. Diagram alur pembuatan engine stand
Finishing rangka
Memuaskan
Sketsa 2D dan 3D produk Uji kelayakan Overhole
Memuaskan
Kelengkapan engine stand Start
Membuat dan konsultasi desain gambar Mencari dan mengumpulkan data : 1. Observasi ke STP (Sragen Techno Park) 2. Searching dan browsing di internet
Menggambar desain dalam 2D dan 3D
Memanufaktur komponen
Assembly komponen Perhitungan statika rangka
Finish Memuaskan
commit to user 3.1. Mencari dan Mengumpulkan Data
Pengumpulan data dilakukan dengan cara sebagai berikut :
1. Observasi di Sragen Techno Park dengan mengumpulkan photo-photo dan referensi buku panduan engine stand.
2. Searching dan browshing di internet dengan mencari data gambar desain
engine stand sepeda motor.
3.2. Menentukan dan Konsultasi Desain Gambar
Membuat desain gambar dengan referensi yang diperoleh dari
pengumpulan data. Desain gambar dibuat dengan membuat sketsa gambar
tangan berupa rangka engine stand. Desain dibuat dalam beberapa pilihan desain yang kemudian dikonsultasikan kepada pembimbing atau orang yang
lebih memahami dalam pembuatan produk. Setelah konsultasi maka diperoleh
hasil desain sketsa gambar yang paling sesuai dengan pembuatan engine stand.
3.3. Menggambar Desain dalam 2D dan 3D
Desain gambar 2D dan 3D dikerjakan dengan software AutoCAD 2002. Desain gambar 2D menggunakan sudut pandang amerika. Yang dibuat dalam
tiga tahap, tahap pertama membuat rangka bawah, tahap kedua membuat tiang
penyangga dan tahap ketiga membuat rangka atas. Sedang desain gambar 3D
dibuat sesuai dengan gambar sketsa yang digambar dalam pandangan 3D
lengkap dengan gambaran umum engine.
3.4. Perhitungan Statika Rangka
Menghitung kekuatan dengan beban rangka pada desain yang telah
dikerjakan. Pembebanan rangka desain memakai beban mesin sepeda motor
yang sudah ada serta beban rangka desain itu sendiri. Komponen-komponen
rangka disambung menggunakan las dan baut. Pada setiap sambungan dihitung
berdasarkan beban gaya yang terjadi pada batang rangka. Perhitungan kekuatan
commit to user 3.5. Memanufaktur Komponen
3.5.1. Menentukan bahan yang digunakan
Dalam mendesain rangka, berbagai alternatif, model, bentuk dan
konstruksi rangka dipilih berdasar kemampuan dalam menopang beban.
Setelah desain selesai dikerjakan maka langkah berikutnya adalah
menentukan bahan yang akan digunakan dalam pembuatan produk. Bahan
rangka yang dipilih adalah mild steel dengan faktor kekuatan dan faktor
kemudahan pengerjaan. Ukuran rangka disesuaikan dengan dimensi mesin
yang telah ada.
Desain dibuat dalam tiga tahap :
1. Rangka bawah
2. Tiang penyangga
3. Rangka atas
Untuk rangka atas bahan yang dibutuhkan antara lain : pipa silinder
dengan diameter 48 mm dan ketebalan 1,5 mm, plat lembaran dengan
ketebalan 3 mm sebagai pemegang mesin dan pipa silinder dengan diameter
76 mm, ketebalan 2 mm, serta plat lembaran dengan ketebalan 8 mm yang
digunakan untuk pengatur rotasi rangka atas.
Pada rangka bawah dibutuhkan besi profil L dengan ketebalan 4 mm,
ketebalan 2 mm dan plat strip dengan lebar 40 mm, ketebalan 4 mm serta plat
lembaran dengan ketebalan 1 mm.
Sedang pada tiang penyangga atau rangka tengah bahan yang
dibutuhkan adalah plat lembaran dengan tebal 5 mm, plat lembaran dengan
tebal 3 mm dan pipa silinder dengan diameter 90 mm dengan tebal 3 mm,
serta besi L dengan ketebalan 2 mm.
3.5.2. Mengukur dan memotong bahan
Menentukan ukuran bahan sesuai desain yang telah dibuat dan setelah
itu memotongnya menjadi beberapa ukuran untuk pembuatan rangka.
1. Rangka bawah
commit to user
p1 = 810 mm = 2 buah
p2 = 802 mm = 2 buah
p3 = 554 mm = 2 buah
b. Besi L 20 x 20 x 2 mm :
p = 565 mm = 2 buah
l = 554 mm = 2 buah
c. Plat strip 40 x 2 mm : p = 474 mm = 2 buah
d. Plat lembaran 561 x 550 x 1 mm
2. Tiang Penyangga
a. Besi pipa silinder : d = 90 mm, p = 350 mm
b. Plat lembaran 245 x 200 x 5 mm = 2 buah
c. Plat lembaran tebal 3 mm :
1. 245 x 168 mm ; 167 x 165 mm = 2 buah ; 336 x 245 mm
d. Besi profil L tebal 2 mm
3. Rangka atas
a. Besi pipa silinder : d = 48 mm, p = 480 mm
b. Besi pipa silinder : d = 76 mm, p = 300 mm
c. Plat lembaran tebal 3 mm
d. Plat lembaran tebal 8 mm
3.6. Assembling komponen
Potongan yang dihasilkan akan disambung dengan proses
pengelasan, hingga diperoleh hasil yang diharapkan. Pada pembuatan rangka
yaitu rangka bawah, tiang penyangga, rangka atas.
[image:36.595.130.473.92.498.2]3.6.1. Rangka bawah
commit to user
No Nama bahan dan Spesifikasi Keterangan
1 Besi L1
40 x 40 x 4 mm
p1 = 810 mm = 2 buah p2 = 802 mm = 2 buah p3 = 554 mm = 2 buah
·Besi L ( p1 dan p3 ) masing-masing dipotong pada kedua sudutnya dengan kemiringan 45°. Agar pada saat pengelasan dapat tersambung dengan tepat dan membentuk siku-siku.
·Kemudian disambung menggunakan las pada bagian-bagian yang telah dipotong sudutnya sehingga terbentuk seperti pada gambar. Pada saat pengelasan menggunakan besi penguat yang dilas sementara pada siku, agar hasil las tidak membengkok.
·Menyambung dengan menggunakan las, besi L (p2) pada kerangka persegi yang telah terbentuk dengan ketentuan jarak seperti pada gambar.
2 Plat strip 40 x 2 mm p : 474 mm sebanyak 2 strip
·Melakukan pengelasan dengan jarak 250 mm dari tepi kerangka, yang nantinya digunakan untuk dasar penopang tiang penyangga. Yang kedua dilas dengan jarak 530 mm dari tepi yang sama, digunakan untuk penguat kerangka.
commit to user
3 Besi L2
20 x 20 x 2 mm p : 565 mm x 2 buah l : 554 mm x 2 buah
· Menyambung menggunakan las pada sisi-sisinya hingga terbentuk seperti pada gambar.
· Prosesnya sama pada tahap pengelasan besi L1
· Kemudian memasang besi L2 tersebut pada besi L1 dengan menggunakan sambungan las pada sisi-sisinya seperti yang ada pada gambar.
4 Plat lembaran 1 mm 561 x 550 x 1 mm
· memasang plat lembaran 1mm tepat di atas besi L2, kemudian membuat lubang dengan mata bor 4 mm pada bagian tepi-tepinya dengan jarak antar lubang 15 cm, lalu pasang keling agar plat tidak lepas.
5 Roda D = 60 mm
· Roda dibaut dengan dudukan
commit to user 3.6.2. Tiang penyangga
Gambar 3.3. Tiang penyangga
No Nama bahan dan Spesifikasi Keterangan
1 Plat lembaran 5 mm
·245 x 200 x 5 mm = 2 buah
Untuk dipasang pada atas dan bawah tiang penyangga.
Membuat 4 lubang pada plat yang dipasang dibawah dengan mata bor 10 mm pada tiap siku, pengeboran
commit to user
Plat lembaran 5 mm
[image:40.595.105.535.106.740.2]·Bentuk segitiga siku-siku seperti gambar sebanyak 8 buah, untuk penguat tiang penyangga.
2 Besi pipa
Poros penyangga : d = 90 mm
t = 350 mm
· Meletakan pipa silinder pada titik tengah plat lembaran 5 mm kemudian dititik dengan las terlebih dahulu.
· Memastikan tiang penyangga dalam keadaan siku dengan bantuan penyiku saat pengelasan.
· Mengelas keliling pipa silinder pada plat.
· Las juga plat 5 mm pada bagian atas.
commit to user
3 Plat lembaran 3 mm 1. 245 x 168 mm
2. 167 x 165 mm = 2 buah a. depan
b. belakang 3. 336 x 245 mm
· Membuat lubang plat 167 x 165 (depan) dengan ukuran diameter 76 mm pada titik tengah dengan menggunakan mesin frais.
· Kemudian membuat lubang pada plat 167 x 165 (belakang) dengan diameter 20 mm tepat ditengah plat dan dua lubang diameter 14 mm dengan menggunakan bor listrik, seperti yang terlihat pada gambar.
· Membuat garis tengah plat 336 x 245 dengan jarak 168 mm menggunakan penggores.
· Membuat goresan dengan gerinda tangan sepanjang garis dengan kedalaman setengah dari ketebalan plat.
· Menekuk plat pada garis yang telah dibuat.
· Proses penekukan membentuk siku menggunakan bantuan ragum dan palu.
commit to user · Las titik plat 245 x 168 pada atas tiang
penyangga dengan ketentuan jarak seperti pada gambar.
· Mengelas plat menggunakan bantuan penyiku agar hasil benar-benar siku.
· Memasang plat 167 x 165 ( belakang ) pada tiang penyangga dengan jarak sesuai desain gambar.
· Memposisikan plat pada keadaan siku dengan plat pada tiang penyangga. · Melakukan pengelasan plat sepanjang
commit to user
4 Besi L 20 x 20 x 2 mm
· Memotong besi menggunakan gerinda potong dengan ukuran panjang : 80 mm = 2 buah
120 mm = 2 buah 100 mm = 1 buah 35 mm = 2 buah
· Melakukan pengelasan pada bahan yang telah dipotong sesuai gambar desain.
· Kemudian lakukan pengelasan dudukan stop lamp pada bagian
belakang tiang penyangga seperti pada gambar desain.
· Langkah selanjutnya membuat rangka atas terlebih dahulu sebelum
commit to user 3.6.3. Rangka atas
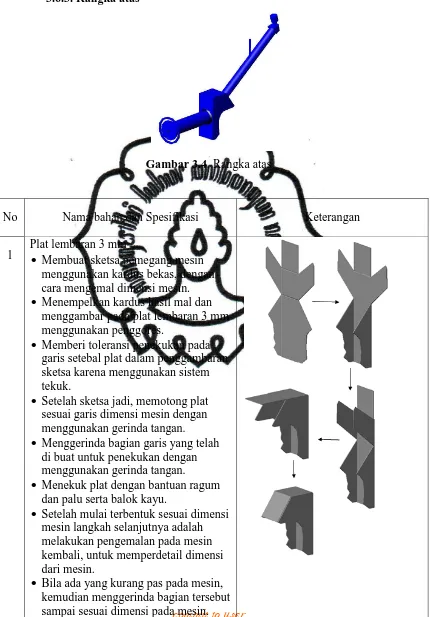
Gambar 3.4. Rangka atas
No Nama bahan dan Spesifikasi Keterangan
1
Plat lembaran 3 mm
· Membuat sketsa pemegang mesin menggunakan kardus bekas, dengan cara mengemal dimensi mesin. · Menempelkan kardus hasil mal dan
menggambar pada plat lembaran 3 mm menggunakan penggores.
· Memberi toleransi penekukan pada garis setebal plat dalam penggambaran sketsa karena menggunakan sistem tekuk.
· Setelah sketsa jadi, memotong plat sesuai garis dimensi mesin dengan menggunakan gerinda tangan. · Menggerinda bagian garis yang telah
di buat untuk penekukan dengan menggunakan gerinda tangan.
· Menekuk plat dengan bantuan ragum dan palu serta balok kayu.
· Setelah mulai terbentuk sesuai dimensi mesin langkah selanjutnya adalah melakukan pengemalan pada mesin kembali, untuk memperdetail dimensi dari mesin.
commit to user · Mengelas plat yang sudah dibentuk
dengan las listrik.
· Membuat 4 lubang diameter 8 mm untuk baut dudukan sesuai dengan dimensi mesin.
Pembuatan lubang dilakukan dengan menggunakan mata bor 6 mm
kemudian dilebarkan dengan diameter 8 mm.
· Membuat lubang bagian belakang plat menggunakan mesin frais dengan diameter 76 mm dibuat tepat di tengah garis diagonal plat bagian belakang. Sedang lubang diameter 48 tepat di garis tengah diagonal plat bagian depan dengan menggunakan las kemudian mengikir hingga pipa diameter 48 mm dapat terpasang.
2
Pipa silinder diameter 48 mm
commit to user
3
Plat lembaran 8 mm
· Menentukan titik tengah pada plat untuk membentuk menjadi lingkaran. · Memotong plat lembaran menjadi
lingkaran dengan diameter 160 mm menggunakan las potong (asetilin). · Membuat bentuk lingkaran dengan menggunakan mesin frais menjadi diameter 150 mm.
· Membuat lubang diameter 20 mm tepat ditengah plat lembaran diameter 150. · Memasang dan mengelas pipa silinder
diameter 20 mm dengan panjang 30 mm pada lubang yang telah dibuat. · Membuat lubang membentuk C pada
plat dengan ukuran seperti gambar.
4
Pipa silinder diameter 76 mm panjang 300 mm
· Mengelas pipa silinder pada plat berbentuk lingkaran tepat ditengah.
· Masukan plat tebal 3 mm dengan lubang 65 mm pada pipa silinder yang sudah tersambung pada plat lingkaran.
commit to user · Memasang rangka atas pada tiang
penyangga, sesuai lubang yang telah dibuat.
· Menggeser plat persegi rangka atas pada jarak yang sesuai pada gambar desain, kemudian mengelas sepanjang bidang luar dari plat.
· Mengelas mur 17 mm pada box tiang penyangga bagian belakang.
· Membuat dudukan engsel pada box tiang penyangga menggunakan gerinda tangan.
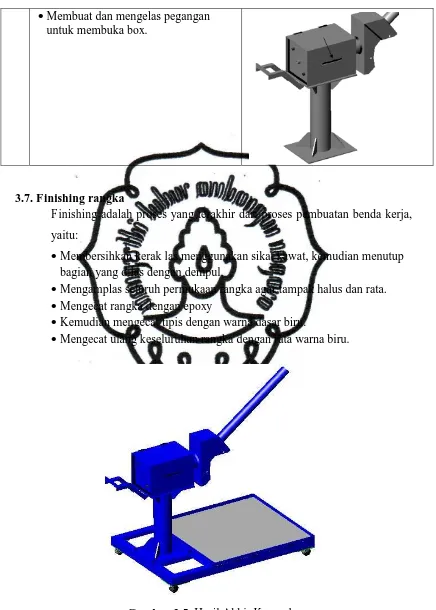
commit to user · Membuat dan mengelas pegangan
untuk membuka box.
3.7. Finishing rangka
Finishing adalah proses yang terakhir dari proses pembuatan benda kerja,
yaitu:
·Membersihkan kerak las menggunakan sikat kawat, kemudian menutup bagian yang dilas dengan dempul.
·Mengamplas seluruh permukaan rangka agar tampak halus dan rata. ·Mengecat rangka dengan epoxy
·Kemudian mengecat tipis dengan warna dasar biru.
[image:48.595.98.534.105.715.2]·Mengecat ulang keseluruhan rangka dengan rata warna biru.
commit to user
Mengeringkan cat dengan bantuan sinar matahari.Jika pembuatan
benda kerja sesuai dengan ketentuan maka langsung dilengkapi dengan
kelengkapan engine stand. Jika tidak sesuai dengan ketentuan maka dilakukan pengulangan pada pengukuran dan pemotongan bahan kerja
(pembuatan ulang) manufaktur komponen.
3.8. Kelengkapan engine stand
Menyiapkan segala kelengkapan sepeda motor yang digunakan
untuk menghidupkan mesin dan kelistrikannya. Antara lain :
· Kick starter
· Knalpot
· Kiprok
· Coil
· Cdi
· Kabel body
· Oli mesin
· filter
· Holder
· Bohlam
· Spidometer
· Stop lamp
· Karburator
· Spark plug
· Baterai/accu
· Tangki bensin
Setelah semua komponen terkumpul, maka langkah selanjutnya
adalah memasang mesin pada alat peraga (engine stand). Di bawah ini adalah proses pemasangan mesin sepeda motor pada alat peraga :
a. Memasang mesin pada dudukan mesin.
b. Mengisi oli pada engine. c. Merangkai sistem pengapian.
d. Memasang komponen motor seperti karburator dan filter udara
serta menyiapkan bahan bakar.
e. Menghidupkan mesin.
f. Mengkondisikan mesin pada posisi stasioner.
g. Setelah mesin stasioner, matikan mesin dan kemudian mulai
commit to user 3.9. Uji kelayakan
Pada langkah uji kelayakan ini yaitu menguji kelayakan mesin
apakah mesin masih dapat hidup atau tidak. Jika mesin masih dapat hidup
dan berfungsi dengan baik maka pengerjaan benda kerja telah selesai. Jika
mesin tidak dapat berfungsi dengan baik maka dilakukan langkah
overhaul. Setelah dilakukan overhaul, maka pengerjaan engine stand
selesai dan dilanjut ke proses selanjutnya. Jika engine stand masih dalam keadaan kurang baik maka dilakukan overhaul ulang ampai benar-benar dalam keadaan layak pakai.
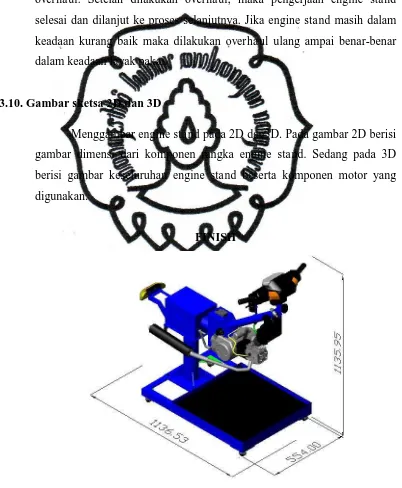
3.10. Gambar sketsa 2D dan 3D
Menggambar engine stand pada 2D dan3D. Pada gambar 2D berisi gambar dimensi dari komponen rangka engine stand. Sedang pada 3D berisi gambar keseluruhan engine stand beserta komponen motor yang
digunakan.
FINISH
[image:50.595.114.516.234.722.2]commit to user 3.11. Analisa Biaya Pembuatan Alat Peraga
Biaya pembuatan engine stand dilampirkan dalam tiga tahap. Di bawah ini adalah rincian biaya yang diperlukan untuk membuat engine stand sepeda motor viar :
1. Pembuatan Rangka
No. Nama bahan Spesifikasi Harga satuan Total
1 Besi L 20 x 20 x 2 mm Rp 10.000,-/kg Rp 40.000,-
2 Besi L 40 x 40 x 4 mm Rp 68.000,-/lbr Rp 68.000,-
3 Besi pipa d = 48 mm
Rp 12.000,-/kg Rp 72.000,-
4 Besi pipa d = 76 mm
5 Besi pipa d = 90 mm
6 Plat lembaran 1 x 1 m x 1 mm Rp 10.000,-/ kg Rp 40.000,- 7 Plat lembaran 900x700x3 mm Rp 12.000,-/kg Rp 180.000,- 8 Plat lembaran 1 x 1 m x 5 mm Rp 10.000,-/kg Rp 60.000,-
9 Plat strip 40 x 2 mm Rp 12.000,-/kg Rp 12.000,-
10 Roda d = 40 mm x 4 Rp 15.000,- Rp 60.000,-
11 Mata gerinda Potong kecil Rp 6000, Rp 39.000,-
12 Elektroda 5kg Rp 20.000,/kg Rp 100.000,-
13 Amplas C 800 Rp 5.000,- Rp 5.000,-
14 Mata gerinda Potong besar Rp 28.000,- Rp 28.000,-
15 Meteran Rp 5.500,- Rp 5.500,-
16 Plat lembaran 8 mm Rp 8.000,-/kg Rp 16.000,-
17 Ongkos potong seluruhan - Rp 48.000,-
18 Ongkos bubut - - Rp 180.000,-
18 Mur baut - - Rp 26.500,-
19 transport - - Rp 40.000,-
TOTAL Rp 1.092.000,-
2. Kelengkapan Mesin dan Finishing
No. Nama bahan Spesifikasi Harga satuan Total
1 Accu Yuasa YBSL Rp 100.000,- Rp 100.000,-
2 Cdi - Rp 90.000,- Rp 90.000,-
3 Kabel body Supra Rp 80.000,- Rp 80.000,-
commit to user
5 Karburator Supra Rp 115.000,- Rp 115.000,-
6 Knalpot Revo Rp 120.000,- Rp 120.000,-
7 Perpak - Rp 3.000,- Rp 3.000,-
8 Holder supra Kanan kiri Rp 63.000,- Rp 63.000,-
9 Pipa + kabel gas Supra Rp 15.000,- Rp 15.000,-
10 Hanspat - Rp 20.000,- Rp 20.000,-
11 Switch rem - Rp 6.000,- Rp 6.000,-
12 Handel rem - Rp 10.000,- Rp 10.000,-
13 Klem handel - Rp 10.000,- Rp 10.000,-
14 Kiprok - Rp 50.000.- Rp 50.000.-
15 Cat epoxy thinner - Rp 76.000,- Rp 76.000,-
16 Stang Supra Rp 80.000,- Rp 80.000,-
17 Perseneleng - Rp 25.000,- Rp 25.000,-
18 Botol oli - Rp 20.000,- Rp 20.000,-
19 Filter + karet filter Supra Rp 35.000,- Rp 35.000,-
20 Oli mesin Motul 4T Rp 51.000.- Rp 51.000.-
21 Selang filter bensin - Rp 18.500,- Rp 18.500,-
22 Cop busi - Rp 5.000,- Rp 5.000,-
23 Mur baut - Rp 17.000,- Rp 17.000,-
24 Amplas - Rp 26.500,- Rp 26.500,-
25 Sekrap - Rp 11.500,- Rp 11.500,-
26 Klem - Rp 10.000,- Rp 10.000,-
27 Kurangan tahap I - Rp 100.000,- Rp 100.000,-
28 Lain-lain - Rp 117.500,- Rp 117.500,-
TOTAL
Rp 1.305.000,-3. Kelengkapan Kelistrikan
No. Nama bahan Spesifikasi Harga satuan Total
1 Head lamp - Rp 155.000, Rp 155.000,-
2 Cover head lamp Depan blkng Rp 80.000, Rp 80.000,-
3 Bohlam 7 buah - Rp 90.000,-
4 Spidometer set Rp 500.000, Rp 500.000,-
5 Selotip - Rp 20.000, Rp 20.000,-
6 Stop lamp - Rp 79.500, Rp 79.500,-
7 Lain-lain - Rp 50.000, Rp 50.000,-
TOTAL Rp 974.500,-
commit to user
39
BAB IV
PERHITUNGAN STATIKA RANGKA
Secara umum berikut ini adalah bagian titik-titik beban penting yang digunakan
pada perhitungan statika rangka. Bahan yang digunakan adalah mild steel. Dari
[image:53.595.118.432.249.750.2]tabel dapat diketahui density = 7,85 gr/cm3.
Gambar 4.1. Pembebanan rangka
b, = 30 N b = . gĖg1 . g
= 0,00785 ⁄ úr. 103 úr . 10 ú⁄ = 8,1 N
b = . g10 . g
= 0,00785 ⁄ úr . 243,25 úr . 10 ú⁄ = 19,1 N
b = . gĖg1 . g
= 0,00785 ⁄ úr. 139,5 úr . 10 ú⁄ = 10,95 N
b = . g10 . g
= 0,00785 ⁄ úr . 533,88 úr . 10 ú⁄ = 41,91 N
b = . gĖg1 . g
commit to user 4.1. Pipa silinder 1
Gambar 4.2. Pipa silinder rangka atas
FBD
Gambar 4.3. FBD pipa silinder atas
θ = 36°
b, = 30 N
θ = α = 36°
β = 90° - 36° = 54°
b = 8,1 N L = 0,47 m
,4 = b, . sin = 30 N . sin 54 = 24,27 N
, = b, . cos = 30 N . cos 54 = 17,63 N
4 = b . sin = 8,1 N . sin 54 = 6,55 N
= b . cos = 8,1 N. cos 54 = 4,76 N
commit to user
Reaksi tumpuan :
∑ = 0
= + ,
= 4,76 +17,63
= 22,39 N
∑ 4 = 0
4 = 4 + ,4
= 6,55 + 24,27
= 30,82 N
∑ , = 0
= 4.L − 4. ⁄2
= 14,49 – 1,9
= 12,95 N.m
Pot x-x ( A –> B )
Gambar 4.4. Potongan x-x pipa silinder rangka atas
= , = −17,63 N
= ,4 = 24,27 N
= − ,4 . x
= − 24,27. x N.m
Titik A ( x = 0 )
, = −17,63 N
, = 24,27 N
, = 0
Titik B ( x = 0,235 )
= −17,63 N
= 24,27 N
= − 24,27. 0,235
= − 5,7 N.m
[image:55.595.111.510.107.745.2]Pot y-y ( B –> C )
commit to user
= - , - =-22,39 N
= ,4+ 4 = 30,82 N
= - ,4.x- 4.(x-0,235)
= −24,27 . x – 6,55 .
(x-0,235) N.m
Titik B ( x = 0,235 )
= −22,39 N
= 30,82 N
= − 5,7 N.m
Titik C ( x = 0,47 )
= −22,39 N
= 30,82 N
[image:56.595.118.511.106.564.2]= − 12,95 N.m
Gambar 4.6. Diagram gaya pipa silinder rangka atas
Reaksi sambungan :
Gambar 4.7. Sambungan las pada pipa silinder rangka atas
= 12,95 N.m =12950 N.mm
D = 48 mm
[image:56.595.148.386.618.739.2]s = 7 mm
commit to user
A = t.π.D
= 0,707 . s . π . D
= 0,707 . 7 . π . 48
= 746,29 úú
τ
=,
=
,=
,r=
H .,=
= 0,0367 úú
Z =
0=
. 5,H5H. H.=
8955,5 úúr=
=
"= 5= , = 1,45 úú
Maka diperoleh :
12 = "
+ 4
= "
1,45+ 4. 0,0367
= 0,726 úú
an =
"
+
12= "
1,45 + 0,726
= 1,45 úú
Teori kegagalan :
a. Pada sambungan
Diketahui: tipe elektroda = E6013
kekutan tarik = 60.000 psi = 42,2 kg/úú
yield strength = 38,7 kg/úú = 387 N/úú
Safety factor = 2
12 ≤
g dan
an ≤
g
12 ≤ g
0,73 ≤ rH
.
0,73 ≤ 96
an ≤ g
1,45 ≤ rH
1,45 ≤ 193,5
commit to user
b. Pada kekuatan bahan:
Diketahui:
12 pada batang = = 12,95 N.m = 12950 N.mm
_
ijin profil O mild steel A106 = 48000 psi = 337,5 N/úúMomen inersia profil O = ( )
.
=
( – )
.
=
59287,3 úúJarak titik berat pada sisi luar ( y ) =24mm
=
"= 5 .
=H,r =
= "= 5 . . =H,r
= 5,24 /úú
Tegangan tarik yang dihasilkan dari perhitungan = 5,24 N/úú < kekuatan
commit to user 3.2. Pemegang mesin
Mencari reaksi tumpuan terhadap beban mesin,
m = 0,035 m o = 0,141 m
[image:59.595.112.500.169.734.2]n = 0,13 m b = 270 N
Gambar 4.9. Pembebanan tumpuan terhadap beban mesin
∑ 4 = 0
b − 4− 4 = 0
270 = 4 + 4
4 = 270 − 4
∑ = 0
− b . + 4. + 4 . m = 0
− 270 .0,141 + 0,13 4+ 0,035 4 = 0
0,13 4+ 0,035 4 = 38,07 N.m
0,13 (270 − 4) + 0,035 4 = 38,07 N.m
35,1− 0,13 4 + 0,035 4 = 38,07 N.m
− 0,095 4 = 2,97 N.m
4 = − 31,26 N
4 = 270 − 4
4 = 270 – −31,26
commit to user
[image:60.595.98.509.115.546.2]Pemegang mesin
Gambar 4.10. Reaksi tumpuan pada pemegang mesin
∑ = 0
= . cos
= 22,39 . cos 36°
= 18,11 N
∑ = 0
. sin + 4 . cos + 4 + 4− 4− 4 = 0
22,39. sin 36 + 30,82 . cos 36 + 301,26 + 19,1− 31,26 − 4 = 0
4 = 327,19 N m = 0,035 m
n = 0,13 m
commit to user
∑ = 0
( + 4 . m) – ( + . 0,15 + 4. 0,017 + 4 . n + 4 . l ) = 0
( + 31,26 . 0,035)− (12,95 + 22,39. 0,15 + 30,82. 0,017 + 301,26 . 0,13
+ 19,1 . 0,054) = 0
+ 1,1 = 57,03
= 56,9 N.m
Reaksi sambungan :
D = 76 mm
[image:61.595.108.498.93.580.2]s = 7 mm
Gambar 4.11. Reaksi sambungan las pipa diameter 65mm pada pemegang mesin
A = t.π.D
= 0,707 . s . π . D
= 0,707 . 7 . π . 76
= 1181,63 úú
τ
=, =
, =
rH, r
""",.r
commit to user
Z =
0
=
. 5,H5H. H. H. = 22450,94 úúr=
=
.=55 ,=5 = 2,53 úú
Maka diperoleh :
12 = "
+ 4
= "
2,53+ 4. 0,277
= 1,3 úú
an =
"
+
12= "
2,53 + 1,3
= 2,56 úú
Teori kegagalan :
Diketahui: tipe elektroda = E6013
kekutan tarik = 60.000 psi = 42,2 kg/úú
yield strength = 38,7 kg/úú = 387 N/úú
Safety factor = 2
12 ≤
g dan
an ≤ g
12 ≤ g
1,29 ≤ rH
.
1,29 ≤ 96
an ≤ g
2,56 ≤ rH
2,56 ≤ 193,5
commit to user 4.3. Pipa silinder 2
Gambar 4.12. Reaksi tumpuan pipa silinder pada box tiang atas.
4 = 327,19 N
4 = 10,95 N
L = 0,295 m
a = 0,22 m
b = 0,075
∑ = 0
=
18,01 N =
∑ 4 = 0
4+ 4− 4− 4 = 0
327,19 + 10,95 − 4− 4 = 0
4+ 4= 338,14 N
∑ = 0
+ 4 . L + 4 . L/2 − 4 . a = 0
+ 4 . L + 4 . L/2 − 4 . a = 0
56,9 + 96,52 + 1,62 − 4 . 0,22 = 0
0,22 4 = 155,04
4 = 704,73 N
4 = 338,14 – 704,73
commit to user
Gambar 4.13. FBD pipa silinder pada box
[image:64.595.123.478.91.548.2]Potongan x-x ( G H )
Gambar 4.14. Potongan x-x pipa silinder pada box
= − = −18,01 N
= 4 = 327,19 N
= − 4 . x −
Titik G ( x = 0 )
= −18,01 N
= 327,19 N
= −56,9
Titik H ( x = 0,075 )
= −18,01 N
= 327,19 N
commit to user
[image:65.595.108.444.132.735.2]Potongan y-y ( H I )
Gambar 4.15. Potongan y-y pipa silinder pada box
= − = −18,01N
= 4− 4 = 327,19 − 704,73 = −377,54 N
= − 4 . x − + 4 . ( x – 0,075 )
= −327,19 . x – 56,9 + 704,73 . ( x – 0,075 )
Titik H ( x = 0,075 )
= −18,01 N
= −377,54 N
= −81,4 N.m
Titik I ( x = 0,1475 )
= −18,01 N
= −377,54 N
= −54,1 N.m
Potongan z-z ( I J )
Gambar 4.16. Potongan z-z pipa silinder pada box
= − = −18,01 N
= 4+ 4− 4 = 327,19 + 10,95 –704,73= −366,59 N
= − 4 . x + 4 . ( x – 0,075 ) − 4 . ( x – 0,1475 )−
commit to user
Titik I ( x = 0,1475 )
= −18,01 N
= −366,59 N
= −54,1 N.m
Titik J ( x = 0,295 )
= −18,01 N
= −366,59 N
= 0
NFD
SFD
[image:66.595.102.479.94.712.2]
BMD
commit to user
Reaksi sambungan :
d = 76 mm
[image:67.595.110.481.90.766.2]s = 7 mm
Gambar 4.18. Reaksi sambungan las pada pipa terhadap plat lingkaran
A = t.π.D
= 0,707 . s . π . D = 0,707 . 7 . π . 76 = 1181,63 úú
τ
=, =
, =
rH,"=
""",.r
= 0,277 úú
Z =
0 =
. 5,H5H. H. H. = 22450,94 úúr
M = 4. a− 4 . L − 4 . L/2−
= 704,73 . 220 – 327,19 . 295 – 10,95 . 147,5 – 56,9
= 56847,53 N.mm
= = . H, r
,=5 = 2,5 úú
Maka diperoleh :
12 = "
+ 4
= "
2,5+ 4. 0,277
= 1,28 úú
an =
"
+
12= "
2,5 + 1,28
commit to user
Teori kegagalan :
a. Pada sambungan
Diketahui: tipe elektroda = E6013
kekutan tarik = 60.000 psi = 42,2 kg/úú
yield strength = 38,7 kg/úú = 387 N/úú
Safety factor = 2
12 ≤ g
1,28 ≤ rH
.
1,28 ≤ 96
an ≤
g
2,53 ≤ rH
2,53 ≤ 193,5
Berdasarkan hasil perbandingan di atas maka sambungan las yang digunakan
dinyatakan aman.
b. Pada kekuatan bahan:
Diketahui:
12 pada batang = = 81,4 N.m = 81400 N.mm
σ_
ijin profil O mild steel A106 = 48000 psi = 337,5 N/úúMomen inersia pro