PEDO
A. Tracker
B. Rangkaian Tracker 1
Langkah – langkah p
Persiapan alat:
Proses kerja:
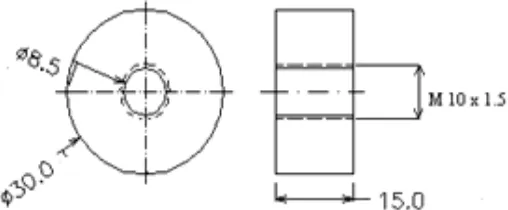
1. Pengeboran deng
lubang Tap M 10
2. Pengeboran deng
menggunakan En
BAB I
OMAN PANDUAN PRAKTIKUM
pengerjaan:
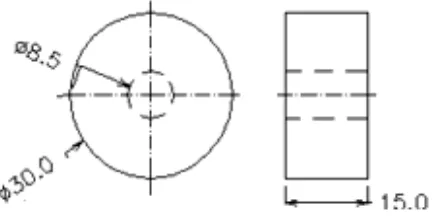
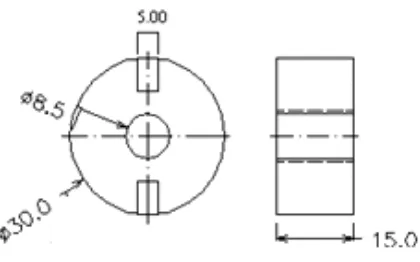
1. Bor diameter 8.5 m m;
2. Bor diameter 4 mm ;
3. Endmill diameter 5 mm;
4. Tap M 10 X 1.5;
5. Jangka sorong.
ngan diameter 8.5 mm pada posisi di tengah
10 X 1.5;
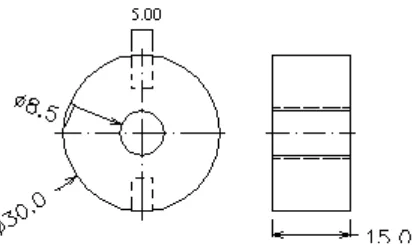
ngan diameter 4 mm pada tepi benda untuk alu
Endmill diameter 5 mm.
Keterangan :
Tracker untuk me
rangkaian yang tersamb
bentuk silinder atau bus
penarikan posisi rata d
sama.
1
ah benda kerja untuk
alur dengan finishing melepas suatu
mbung dalam
busing, dengan
Ga
C. Rangkaian Tracker 2
Langkah – langkah
Persiapan alat:
Proses kerja:
Gambar 1.1 Proses kerja rangkaian tracker 1
ah pengerjaan:
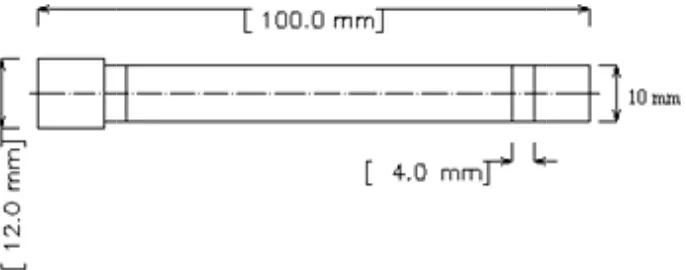
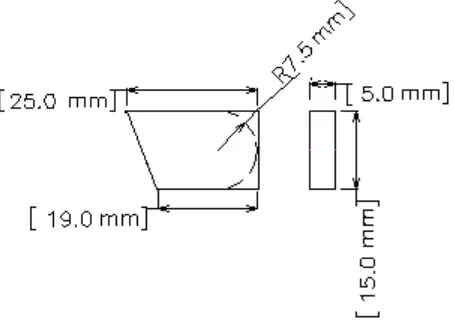
1. Bor diameter 5 mm;
2. Kikir;
3. Radius gauge;
4. Jangka sorong.
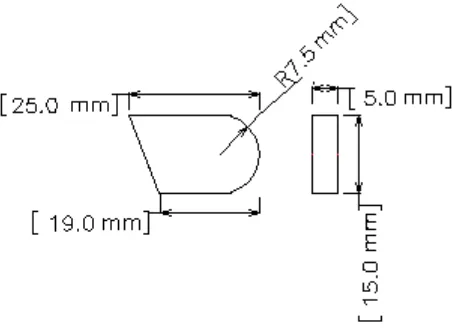
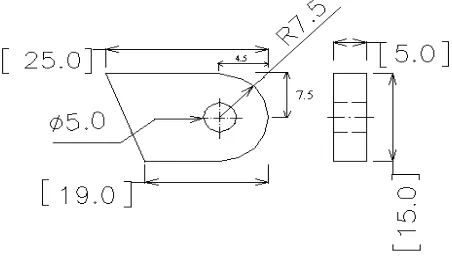
Gambar 1.2 Proses kerja rangkaian tracker 2
1. Mengikir pada sem
2. Mengikir dengan be
3. Beri tanda pada bag
bagian lengan track
D. Rangkaian Tracker 3
Langkah – langkah p
Persiapan alat:
Proses kerja:
1. Membubut bend
sepanjang benda
2. Membuat ulir (M
3. Pengeboran sisi b
Gamb
E. Rangkaian Tracker 4
Langkah – langkah p
Persiapan alat:
emua bagian dan membuat salah satu sisi denga
bentuk radius 6 mm;
bagian yang akan dibor, pengeboran dengan di
acker.
h pengerjaan :
1. Pisau rata;
2. Pisau ulir;
3. Bor diameter 5 mm;
4. Jangka sorong.
nda kerja dari diameter 12 mm menjadi
da yang akan diulir;
(M 10 X 1.5);
i bagian atas sebagai tempat tangkai tracker dia
mbar 1.3 Proses kerja rangkaian tracker 3
h pengerjaan :
1. Kikir;
2. Radius gauge;
3 ngan bentuk tirus;
diameter 5 mm pada
i diameter 10 mm
3. Bor d
4. Peniti
5. Palu;
6. Jangk
Proses kerja :
1. Kikir pada semua
2. Ukur dengan radiu
3. Beri tanda pada b
untuk lengan track
Ga
F. Rangkaian Tracker 5
Langkah – langkah p
Persiapan alat:
a bagian dengan sisi agak tirus;
dius gauge untuk permukaan ujung benda kerja;
a bagian yang akan dibor, pengeboran denga
acker.
Gambar 1.4 Proses kerja rangkaian tracker 4
h pengerjaan :
1. Kikir;
2. Radius gauge;
3. Bor diameter 5 mm;
4. Penitik;
5. Palu;
6. Jangka sorong.
4 rja;
Proses kerja:
1. Kikir pada semua
2. Ukur dengan radiu
3. beri tanda pada b
untuk lengan tracker.
Gam
a bagian dengan sisi agak tirus;
dius gauge untuk permukaan ujung benda kerja
a bagian yang akan dibor, pengeboran denga
er.
ambar 1.5 Pproses kerja rangkaian tracker 5
5 rja sebesar 6 mm;
6
BAB II
Proses Pengerjaan Pemesinan
A. Persiapan (setting mesin) dan alat–alat yang digunakan
Periksa semua fungsi bagian dari mesin bubut seperti putaran spindle, eretan atas, eretan
bawah, tempat bor center, dan mensetting pahat bubut dengan cara ujungnya pisau harus
center dengan bor center pada mesin bubut tersebut bila kurang tinggi diberi bantalan plat
tipis sampai posisi keduanya sejajar.
Sebelum menjalankan proses pengerjaan, pesiapkan terlebih dahulu peralatan seperti:
1. Jangka sorong;
2. Pahat rata;
3. Pahat ulir;
4. Mata bor diameter 8.5 mm.
B. Proses pengerjaan
Proses pengerjaan rangkaian Tracker 1 a. Proses bubut 1
1. Jepit benda kerja pada cekam mesin bubut,
2. Jalankan mesin, tentukan besarnya putaran mesin dan arah putaran mesin yang
berlawanan arah jarum jam karena proses penyayatan pada ujung sisi kanan
benda kerja,
3. Arahkan pahat rata ke ujung benda karena putaran mesinnya berlawanan arah
jarum jam dan lakukan penyayatan 1 mm sampai lebar benda kerja menjadi
15mm,
4. Kemudian champer kedua ujung benda kerja,
5. Matikan mesin, kemudian pasang mata bor berdiameter 8.5 mm pada tempat
bor center.
6. Jalankan mesin lagi arahkan mata bornya pada titik tengah benda kerja
kemudian putar perlahan–lahan sampai berlubang hingga tembus,
Gam
Gambar 2.2 Benda
Gambar 2
Gambar 2
ambar 2.1 Benda kerja sebelum proses pengerj
da kerja setelah proses pengerjaan lebar menjad
r 2.3 Benda kerja sebelum proses pengeboran
ar 2.4 Benda kerja setelah proses pengeboran
7 erjaan
b. Proses bubut 2
1. Cekam benda k
2. Pasanglah sen
kerja yang telah
hidupkan mesin
3. Tentukan titik
pada permukaan
4. Jauhkan pahat d
5. Bubut benda k
7. Atur mesin bub
8. Jalankan mesin
9. Makan sampai u
10.Setelah selesai m
Gam
a kerja pada chuck,
senter kepala lepas pada lubang kecil yang ad
lah di bor sebagai alat pendukung benda kerja y
sin bubut dengan putaran spindel 650 rpm,
ik nol dari benda kerja dengan cara menggore
aan benda kerja,
at dari benda kerja hingga posisi netral,
a kerja yang diameter 12 mm dan panjang
n pisau rata ke ujung benda karena putaran me
am dan lakukan penyayatan 1 mm sampai pa
m,
sin, kemudian ganti pisau rata dengan pisau u
sama seperti pahat rata),
ubut untuk pemakaian ulir M 10 X 1.5
sin, atur pemakanan secara otomatis,
ai ulir berbentuk segitiga, dan cara mengukurny
ai matikan mesin.
ambar 2.5 Benda kerja sebelum proses pengerj
8 ada di ujung benda
ja yang akan dibubut,
oreskan ujung pahat
ng 100 mm dengan
mesinnya berlawanan
panjang benda kerja
ulir (cara mesetting
rnya pakai mal ulir,
Gambar 2.6
Gamba
Gambar 2.8
C. Analisa Hasil Pekerjaan Data yang di peroleh Proses bubut
1. Tracker 1
• Putaran Spindel
• Panjang awal be
2.6 Benda kerja sesudah proses penyayatan diam
bar 2.7 Benda kerja proses pembuatan ulir M 1
Benda kerja proses pengeboran sisi bagian di
eh saat praktikum
del : 650 rpm
l benda kerja (Lo) : 17 mm
9 iameter 10mm
10 X 1.5
10
• Panjang akhir benda kerja (Le) : 15 mm
• Gerak feeding (F) : 1 mm
2. Tracker 3
• Putaran spindel : 650 rpm
• Diameter awal benda kerja (do) : 12 mm
• Diameter akhir benda kerja (de) : 10 mm
• Panjang benda kerja (L) : 100 mm
• Gerak feeding (F) : 1 mm
C. Variabel yang mempengaruhi hasil pengerjaan
1. Penjepitan benda kerja pada chuck yang kurang kencang dan kurang seimbang,
2. Pemasangan pahat yang tidak senter dengan ujung senter kepala lepas.
D. Kesalahan–kesalahan yang terjadi
Kondisi pahat pada saat pengerjaan mengalami patah atau aus pada ujung pahat.
E. Kesimpulan
1. Agar terlebih dahulu memperhatikan, mencermati, dan menyesuaikan dimensi ukuran
dari benda kerja tersebut (rangakaina tracker no 1 dan 3)
2. Sulitnya dalam pemasangan benda kerja pada penjepit atau cuck yang mungkin belum
senter
3. Pada saat pemasanan pahat, ujung pahat harus benar-benar senter dengan ujung senter
kepala lepas.
11
BAB III
Proses Pengerjaan Kerja Bangku
A. Persiapan dan alat – alat yang di gunakan
Kerja bangku adalah kegiatan produksi yang dilakukan tanpa mengunakan mesin
berat, hanya menggunakan alat-alat yang langsung digunakan oleh tangan manusia.
Contohnya dalam berbagai kegiatan seperti: menggergaji, mengetap, menyenai, mengikir dan
menggambar benda kerja.
Alat – alat yang digunakan :
- Ragum
- Tap dan snay M 10 X 1,5
- Jangka besi
- Jangka sorong
- Penitik dan palu
- Penggaris besi
- Meja rata
- Minyak pelumas
- Mesin bor
- Gergaji
- Radius gauge
- Kikir
B. Proses pengerjaan ( proses pengerjaan ) 1. Proses pengerjaan Rangkaian Tracker 1
Mengetap
1. Pasang benda kerja yang berdiameter 30 mm yang sebelumnya tengahnya sudah
di bor dengan diameter 8.5 mm pada ragum,
2. Masukkan tap ke-1 pada lubang yang berdiameter 8.5 mm tersebut, kemudian di
putar searah jarum jam dengan pemutar tap sedikit di tekan sambil sesekali di
3. Setelah sedikit te
putaran dibalikka
4. Jaga kedudukan t
5. Kemudian lepas t
sama secara perla
ke-2,
6. Pasang tap ke-3
posisi tapnya luru
7. Bersihkan ulir da
8. Lalu lakukan pen
dengan finishing
9. Finishing proses
dengan diameter
Gambar 3.
Gambar 3.
t terbentuk jalur ulir, teruskan putaran tanpa m
kan agar mendapatkan hasil yang bagus,
n tap tetap satu sumbu dengan lubang,
as tap ke-1 dan pasang tap ke-2 masukkan lagi
rlahan agar posisi tapnya lurus setelah selesei l
3 masukkan lagi pada lubang yang sama sec
urus sampai selesai,
dari gram sebelum digunakan,
pengeboran dengan diameter 4mm pada tepi
ng menggunakan diameter 5mm,
es alur 5mm pada tepi benda yang sudah dila
er 4mm sebelumnya.
3.1 Benda kerja sebelum proses pengerjaan tap
3.2 Benda kerja sesudah proses pengerjaan Tap
12 menekan dan setiap
agi pada lubang yang
ei lepas lagi tap yang
secara perlahan agar
epi benda untuk alur
ilakukan pengeboran
ap M 10 X 1.5
Gambar 3.3 Benda kerja
Gambar 3.4 Benda kerja
Gambar 3.5 Benda pros
sebelum proses pengeboran dengan diameter
erja sesudah proses pengeboran dengan diamete
benda
roses sesudah pengeboran dengan diameter 4mm
dan proses alur 5mm
13 ter 4 pada tepi benda
eter 4mm pada tepi
Gambar 3.6 Benda ker
2. Proses Pengerjaan Rangka Mengikir
1. Pasang benda kerja
dan tinggi 5 mm pad
2. Beri tanda sebelum
radius 7.5mm,
3. Lepas benda kerja d
4. Kikir ujung yang sud
5. Lepas dan pasang be
6. Beri ukuran lagi sis
mm, kemudian tarik
7. Kemudian potong uj
erja sesudah proses pengeboran dengan diamet
benda dan proses alur 5mm
gkaian tracker 2
ja yang berupa plat yang berukuran panjang 50
pada ragum,
um proses pengerjaan, gambar ujung plat seh
a dan pasang pada posisi tegak,
sudah di kasih tanda sampai membentuk radius
benda kerja seperti semula,
sisi kiri dengan panjang 19 mm sedangkan s
rik garis lurus
ujung yang sudah di kasih ukuran tersebut den
14 eter 4mm pada tepi
50 mm, lebar 15 mm
sehingga membentuk
ius 7.5mm,
sisi kanan tetap 25
Gambar 3.7 Ben
Gambar 3.8 Benda kerja
2
Gambar 3.9 Benda kerj
enda kerja sebelum proses pengerjaan pemoto
rja proses pengerjaan pemotongan plat dengan
25mm dan pada sisi bawah panjang 19 mm
erja sebelum proses pengerjaan mengikir denga
7.50mm
15 otongan plat
an panjang sisi atas
Gambar 3.10 Benda ker
Mengebor
1. Setelah di kikir dan
radius sebelumnya
2. Pasang benda kerja p
3. Jalankan mesin, arah
secara perlahan
4. Setelah selesai, mati
Gambar 3.11 be
kerja sesudah proses pengerjaan mengikir denga
7.50mm
dan bentuk radius, kasih titik pada ukuran 7.5
ya,
ja pada mesin bor, dan pasang mata bor dengan
rahkan mata bor ke benda kerja yang sudah di
atikan mesin dan lepas benda kerja.
benda kerja proses pengeboran dengan diamete
16 ngan bentuk radius
7.5 mm sama seperti
an diameter 5 mm,
di kasih titik tersebut
Gambar 3.12 benda
3. Proses Pengerjaan Rangka Mengikir
1. Pasang benda kerja
dan tinggi 3 mm,
2. Beri tanda sebelum
radius 7.5mm dan uj
3. Kikir pada semua ba
4. Setelah selesai, ukur
Ga
da kerja sesudah proses pengeboran dengan dia
gkaian Tracker 3
ja yang berupa plat yang berukuran panjang 50
um proses pengerjaan, gambar ujung plat seh
ujung satunya radius 6mm,
bagian dengan membentuk sisi agak tirus,
kur dengan radius gauge untuk permukaan ujun
Gambar 3.13 Benda kerja sebelum proses penge
17 diameter 5mm
50 mm, lebar 15 mm
sehingga membentuk
ung benda.
Gambar
Gambar
Mengebor
1. Setelah di kikir
belakang dan pa
2. Pasang benda k
5mm,
3. Jalankan mesin,
ujung belakang d
4. Setelah selesai, m
bar 3.14 Benda kerja sebelum proses pengerjaan
bar 3.15 Benda kerja sesudah proses pengerjaan
kir dan bentuk radius, kasih titik pada ukuran 7
pada ujung depan kasih titik dengan ukuran 5.8
a kerja pada mesin bor, dan pasang mata bo
in, arahkan mata bor ke benda kerja yang sudah
g dan depan tersebut secara perlahan,
i, matikan mesin dan lepas benda kerja.
18 aan mengikir
aan mengikir
7.5 mm pada ujung
5.85 mm,
bor dengan diameter
Gambar 3
Gambar 3
4. Proses Pengerjaan Rangka Mengikir
1. Pasang benda kerja
dan tinggi 5 mm,
2. Beri tanda sebelum
radius 7.5mm dan uj
3. Bagi lebar plat me
pada satu sisi saja,
4. Kikir pada semua ba
5. Setelah selesai, ukur
ar 3.16 Benda kerja sebelum proses pengerjaan
ar 3.17 Benda kerja sesudah proses pengerjaan p
gkaian Tracker 4
ja yang berupa plat yang berukuran panjang 60
um proses pengerjaan, gambar ujung plat seh
ujung satunya radius 5mm pada satu sisi saja,
menjadi 9 mm dan 5 mm, dan bagi panjang pl
bagian dengan membentuk sisi agak tirus,
kur dengan radius gauge untuk permukaan ujun
19 an pengeboran
n pengeboran
60 mm, lebar 15 mm
sehingga membentuk
plat menjadi 53 mm
Gambar
Gambar 3.19
Gambar 3.20
Mengebor
1. Setelah di kikir dan
2. Pasang benda kerja p
ar 3.18 benda kerja sebelum proses pengerjaan
19 Benda kerja sebelum proses pengerjaan men
20 Benda kerja sesudah proses pengerjaan meng
an bentuk radius, kasih titik pada ukuran 7.5 mm
ja pada mesin bor, dan pasang mata bor dengan
20 an
engikir
engikir
mm,
3. Jalankan mesin, arah
ujung belakang dan
4. Setelah selesai, mati
Gambar 3
Gambar 3
C Analisa Hasil Pengerjaan
Pada saat mengikir, be
mengikir tidak terjadi k
D. Kesalahan – Kesalahan ya
1. Pencekaman benda ke
mengakibatkan benda
harapkan.
2. Pemberian tanda titik
pengeboran pada benda
rahkan mata bor ke benda kerja yang sudah di k
an depan tersebut secara perlahan,
atikan mesin dan lepas benda kerja
ar 3.21 Benda kerja sebelum proses pengerjaan
ar 3.22 Benda kerja sesudah proses pengerjaan p
benda kerja harus terjepit kencang di ragum
i kesalahan, terutama pada pengikiran bentuk ra
yang Terjadi
kerja yang akan di kikir pada ragum yang
da kerja bergerak, dan hasil pengikiran tidak
itik yang tidak pas pada benda kerja, me
nda kerja menjadi miring.
21
22
E. Kesimpulan
1. Agar terlebih dahulu memperhatikan, mencermati, dan menyesuaikan dimensi ukuran
dari benda kerja tersebut (tracker rangkaian no 2, 4, dan 5)
2. Memposisikan benda kerja dengan ragum pada posisi yang nyaman, sehingga pada
waktu mengikir tidak mengalami kesulitan
3. Pada saat mengikir, benda kerja harus terjepit dengan kencang di ragum supaya pada
saat mengikir tidak terjadi kesalahan, terutama pada pembentukan radius.
4. Sulit menjaga kedudukan tetap pada keadaan satu sumbu dengan lubang pada saat
membuat ulir dalam dan ulir luar ( Tap dan Sney ), sehingga penguliran menjadi
miring
5. Pemberian tanda titik yang tidak pas dan pencekaman benda kerja yang yang kurang
kencang pada penjepit mesin bor mengakibatkan hasil dari proses pengeboran menjadi
23
BAB IV
Proses Pengerjaan Pengelasan
A. Persiapan dan alat – alat yang digunakan
Sebelum melakukan proses pengelasan terlebih dahulu harus dipersiapkan peralatan
-peralatan yang akan digunakan antara lain :
- Catut
- Tang
- Palu besi
- Kacamata las
- Palu tipis
- Sikat baja
B. Proses pengerjaan ( Prosedur Pengerjaan )
1. Meluruskan plat yang akan di las dan rangkaian Tracker 1 dengan cara di pukul –
pukul dengan menggunakan palu besi
2. Mengatur posisi kedua benda kerja tersebut pada meja las dengan posisi rata dan
sejajar
3. Mengatur arus pada las listrik pada posisi 110 – 120 ampere
4. Memasang kawat elektroda dan menghidupkan mesin las
5. Memberi las titik pada masing – masing ujung benda kerja
6. Mengelas atau menyambung benda kerja dari ujung ke ujung dengan gerakan
elektroda berputar
7. Setelah selesai bersihkan dengan palu bagian luar yang habis di las
8. Kikir bagian yang di las tadi, agar benda kerja bisa rata sehingga dapat di rakit
24 Gambar 4.1 Benda kerja sesudah proses pengerjaan
C. Analisa hasil pengerjaan
Kecepatan pengelasan yang tidak stabil mengakibatkan terjadinya perbedaan ketebalan
sambungan pada logam yang di las
D. Variabel – variable yang mempengaruhi hasil pekerjaan Untuk las listrik :
- Arus las
- Kecepatan pengelasan
- Kondisi elektroda
E. Kesalahan – kesalahan yang terjadi
- Elektroda lengket pada ujung benda kerja yang akan di las
- Hasil pengelasan tidak rapi
F. Kesimpulan
1. Agar terlebih dahulu memperhatikan, mencermati, dan menyesuaikan dimensi ukuran
dari benda kerja tersebut (tracker rangkaian no 1 dan 2) sebelum melakukan proses
pengelasan
2. Memperhatikan tebal dari plat
25 4. Menyesuaikan pengaturan arus listrik apakah sudah sesuai dengan elektroda yang kita
pakai sehingga elektroda tidak lengket dengan benda kerja pada waktu melakukan
pengelasan
5. Kecepatan pengelasan harus diperhatikan sehingga pengelasan yang dihasilkan
5
1
2
4
5
A. Persiapan dan alat yang d1. Mur ukuran M 5
2. Baut ukuran M 5
3. Kunci pas
B. Proses Perakitan
1. Bersihkan dulu semua
2. Untuk rangkaian Tracke
3. Setelah itu pasang mur d
4. Setelah sudah selesai di
dan 4 ke rangkaian track
5. Setelah semua sudah d
rangkaian no. 1 yang be
BAB V
Proses Perakitan
g di gunakan
ua rangkaian Tracker dari gram atau pun bekas m
cker yang bebrbentuk ulir bersihkan pakai sikat
ur dan baut pada rangkaian Tracker no. 4 dan 5
i di pasang, pasang kembali dengan mur dan ba
acker no 1 dan 2 yang sebelumnya sudah di las
h di rangkai, pasang rangkaian no. 3 yang
berbentuk ulir dalam.
Gambar 5.1 Sebelum perakitan
26
1 & 2
3
as minyak pelumas
at baja
baut rangkaian no 2
as
Ga
C. Analisa hasil pekerjaan
Perakitan rangkaian benda
pas atau tidak bisa masuk
ukuran maupun bentuk.
D. Variabel – variable yang m 1. Pemberian tanda penger
2. Pemasangan benda kerja
kerja bergerak dan sulit
E. Kesalahan yang terjadi
Pengikiran yang salah m
semua.
F. Kesimpulan
Agar terlebih dahulu m
dari benda kerja tersebut
sudah di kerjakan satu – pe
Gambar 5.2 Setelah proses perakitan
da kerja dilakukan dengan satu – satu setiap ra
suk jangan di paksa karena mengakibatkan be
g mempengaruhi hasil pengerjaan
erjaan dengan penitik yang kurang pas
rja pada penjepit yang kurang kencang mengak
lit untuk di rakit.
mengakibatkan benda tidak rata sehingga su
memperhatikan, mencermati, dan menyesuaik
ut (tracker) sebelum menggabungkan semua
persatu dengan benar dan teliti.
27 rangkaian, bila tidak
benda kerja berubah
akibatkan benda
sulit untuk di rakit
aikan dimensi ukuran
28
BAB VI
ANALISA KESELURUHAN HASIL PENGERJAAN BENDA KERJA
A. Persiapan
Sebelum menganalisa hasil pengerjaan benda kerja terlebih dahulu harus di
persiapkan peralatan antara lain :
• Hasil perakitan tracker
• Kunci pas
• Palu
• Obeng
B. Analisa hasil pengerjaan
Dari hasil perakitan rangkaian tracker tersebut maka dapat dilakukan analisa yaitu :
1. Pelepasan benda dengan menggunakan tracker hasil rakitan bisa dilakukan.
2. Tidak diperlukan alat bantu saat menggunakan tracker untuk melepas benda.
C. Variabel yang mempengaruhi hasil pengerjaan
1. Permukaan benda kerja yang tidak rata
2. Ketepatan pengelasan dan perakitan
D. Kesalahan yang terjadi
1. Pencekaman/penjepitan benda yang tidak tepat/pas
2. Pemutaran pada rangkaian traker 3 ke lubang rangkaian traker 1 yang kurang pas
E. Kesimpulan
Pada dasarnya, semua terletak pada gambar/ petunjuk kerja. Agar terlebih dahulu
memperhatikan, mencermati, dan menyesuaikan setiap dimensi ukuran dari
29
DAFTAR PUSTAKA
Panduan Pratikum Proses Produksi. 2013. Fakultas Teknik Universitas 17 Agustus