BAB II
TINJAUAN PUSTAKA
2.1 PAPAN PARTIKEL 2.1.1 Definisi dan Pengertian
Papan partikel adalah suatu produk kayu yang dihasilkan dari hasil pengempaan panas antara campuran partikel kayu atau bahan berlignoselulosa lainnya dengan suatu perekat organik serta bahan pelengkap lainnya yang dibuat dengan cara pengempaan mendatar dengan dua lempeng datar (SNI 03-2105-1996). Maloney (1993) mendefinisikan papan partikel sebagai salah satu jenis produk komposit atau panel kayu yang terbuat dari partikel-partikel kayu atau bahan berlignoselulosa lainnya, yang diikat dengan menggunakan perekat sintetis atau bahan pengikat lain dan dikempa dengan kempa panas.
Berdasarkan kerapatannya FAO (1966) mengklasifikasikan papan partikel menjadi tiga golongan, yaitu :
1. Papan partikel berkerapatan rendah (Low Density Particleboard), yaitu papan partikel yang mempunyai kerapatan kurang dari 0,4 g/cm3.
2. Papan partikel berkerapatan sedang (Medium Density Particleboard), yaitu papan partikel yang mempunyai kerapatan antara 0,4 – 0,8 g/cm3.
3. Papan partikel berkerapatan tinggi (High Density Particleboard), yaitu papan partikel yang mempunyai kerapatan lebih dari 0,8 g/cm3.
Pembagian golongan seperti di atas juga disampaikan Sutigno (2006), bahwa ada tiga kelompok kerapatan papan partikel, yaitu rendah, sedang dan tinggi. Terdapat perbedaan batas antara setiap kelompok tersebut, tergantung pada standar uji yang digunakan.
Sedangkan berdasarkan ukuran partikel dalam pembentukan lembarannya, Maloney (1993) membedakannya menjadi tiga macam, yaitu sebagai berikut :
1. Papan partikel homogen (Single-Layer Particleboard). Papan jenis ini tidak memiliki perbedaan ukuran partikel pada bagian tengah dan permukaan.
2. Papan partikel berlapis tiga (Three-Layer Particleboard). Ukuran partikel pada bagian permukaan lebih halus dibandingkan ukuran partikel bagian tengahnya.
3. Papan partikel bertingkat berlapis tiga (Graduated Three-Layer Particleboard). Papan jenis ini mempunyai ukuran partikel dan kerapatan yang berbeda antara bagian permukaan dengan bagian tengahnya.
2.1.2 Sifat-sifat Papan Partikel 2.1.2.1 Kerapatan papan partikel
Kerapatan adalah suatu ukuran kekompakan partikel dalam satu lembaran yang sangat tergantung pada kerapatan kayu asal yang digunakan dan tekanan yang diberikan selama proses pengempaan. Semakin tinggi kerapatan papan partikel, maka semakin banyak partikel yang dibutuhkan untuk membuat papan pada ukuran yang sama. Kerapatan juga akan meningkat dengan naiknya penggunaan perekat (Widarmana 1979 dalam Zakaria 1996).
Kekuatan papan partikel dapat diukur melalui kerapatannya. Makin tinggi kerapatan papan partikel, maka makin tinggi pula kekuatannya. Besarnya kerapatan akhir papan partikel yang dihasilkan dipengaruhi oleh faktor tekanan, waktu dan suhu kempa yang digunakan. Tekanan kempa yang optimal akan menghasilkan kualitas papan yang baik. Jika tekanan kempa terlalu tinggi maka akan merusak partikel-partikelnya, sedangkan jika tekanan terlalu rendah maka ikatan yang terjadi antara partikel dan perekat tidak terlalu kuat (http://www.republika.co.id). Kerapatan merupakan salah satu sifat yang penting bagi papan partikel, makin tinggi kerapatan makin baik kekuatannya. Kerapatan papan partikel akan selalu lebih tinggi dibandingkan kerapatan kayu asalnya. Bila kerapatan papan partikel sama dengan kerapatan kayu asalnya maka papan partikel tersebut tidak baik dan tidak kuat, karena papan partikel dibentuk melalui proses pengempaan (Widarmana 1979 dalam Zakaria 1996).
2.1.2.2 Kadar air papan partikel
Kadar air papan partikel tergantung pada kondisi udara di sekelilingnya, karena papan partikel ini terdiri atas bahan-bahan yang mengandung lignoselulosa sehingga bersifat higroskopis. Kadar air papan partikel akan semakin rendah dengan semakin banyaknya perekat yang digunakan, karena kontak antar partikel akan semakin rapat sehingga air akan sulit untuk masuk di antara partikel kayu (Widarmana 1977).
Tsoumis (1991) menyebutkan pula bahwa kadar air partikel merupakan salah satu faktor terpenting dalam pembuatan papan partikel. Kadar air yang tinggi dapat menyebabkan terbentuknya kantong-kantong uap (steam pocket/blister) selama pemrosesan dengan tekanan panas.
2.1.2.3 Penyerapan air
Papan partikel sangat mudah menyerap air pada arah tebal terutama dalam keadaan basah dan suhu udara lembab (Widarmana 1977). Johnson dan Halligan dalam Djalal (1981), menyebutkan bahwa selain desorpsi (proses pelepasan air dari bahan baku) dan ketahanan perekat terhadap air, ada faktor-faktor lain yang mempengaruhi papan partikel terhadap penyerapan air, yaitu :
1. Volume ruang kosong yang dapat menampung air di antara partikel, 2. Adanya saluran kapiler yang menghubungkan ruang satu dengan
ruang yang kosong lainnya,
3. Luas permukaan partikel yang tidak dapat ditutupi oleh perekat, dan 4. Dalamnya penetrasi perekat terhadap partikel.
2.1.2.4 Pengembangan tebal
Salah satu kelemahan papan partikel adalah besarnya tingkat pengembangan dimensi tebal. Pengembangan tebal ini akan menurun dengan semakin banyak parafin yang ditambahkan dalam proses pembuatannya, sehingga kedap airnya akan lebih sempurna. Halligan (1970) dalam Rosid (1995), menyebutkan bahwa faktor terpenting yang mempengaruhi pengembangan tebal papan partikel adalah kerapatan kayu pembentuknya.
Papan partikel yang dibuat dari kayu dengan kerapatan rendah akan mengalami pengempaan yang lebih besar pada saat pembuatan, sehingga bila direndam dalam air akan terjadi pembebasan tekanan yang lebih besar yang mengakibatkan pengembangan tebal menjadi lebih tinggi. 2.1.2.5 Modulus elastisitas dan modulus patah
Sifat yang dimaksud adalah tingkat keteguhan papan partikel dalam menerima beban tegak lurus terhadap permukaan papan partikel. Semakin tinggi kerapatan papan partikel, maka akan semakin tinggi sifat keteguhan dari papan partikel yang dihasilkan (Haygreen dan Bowyer 1989).
2.1.2.6 Keteguhan rekat internal
Keteguhan rekat internal adalah suatu ukuran ikatan antar partikel dalam lembaran papan partikel. Keteguhan rekat internal merupakan suatu petunjuk daya tahan papan partikel terhadap kemungkinan pecah atau belah. Sifat keteguhan rekat internal akan semakin sempurna dengan bertambahnya jumlah perekat yang digunakan dalam proses pembuatan papan partikel (Haygreen dan Bowyer 1989).
Pada dasarnya sifat papan partikel dipengaruhi oleh bahan baku kayu pembentuknya, jenis perekat dan formulasi yang digunakan, serta proses pembentukan papan partikel tersebut mulai dari persiapan bahan baku kayu, pembentukan partikel, pengeringan partikel, pencampuran perekat dengan partikel, proses pengempaan dan pengerjaan akhir. Penggunaan papan partikel yang tepat juga akan berpengaruh terhadap lama dan manfaat yang diperoleh dari papan partikel yang digunakan tersebut. Sifat bahan baku kayu sangat berpengaruh terhadap sifat papan partikelnya, sifat kayu tersebut antara lain jenis dan kerapatan kayu, bentuk dan ukuran bahan baku kayu, penggunaaan kulit kayu, tipe, ukuran dan geometri partikel kayu, kadar air kayu, dan kandungan zat ekstraktif (Hadi, Febrianto dan Herliyana 1994).
2.1.3 Faktor-faktor yang Mempengaruhi Mutu Papan Partikel 2.1.3.1 Berat jenis kayu
Berat jenis kayu sangat berpengaruh terhadap berat jenis papan partikel yang dihasilkan. Berat jenis papan partikel dibandingkan dengan berat jenis kayu (Compression Ratio) harus lebih dari satu. Biasanya sekitar 1,3 agar mutu papan partikelnya baik karena pada kondisi tersebut proses pengempaan berjalan optimal, sehingga kontak antar partikel baik (Sutigno 2006).
2.1.3.2 Zat ekstraktif kayu
Kandungan zat ekstraktif yang tinggi akan menghambat pengerasan perekat. Akibatnya muncul pecah-pecah pada papan, yang dipicu oleh tekanan ekstraktif yang mudah menguap pada proses pengempaan. Zat ekstraktif yang seperti inilah yang akan mengganggu proses perekatan. Zat ekstraktif juga dapat mempengaruhi kemampuan perekatan (pematangan perekat) dan warna papan partikel yang dihasilkan (Tsoumis 1991).
2.1.3.3 Jenis partikel dan campuran jenis partikel
Antara jenis partikel yang satu dengan jenis partikel yang lainnya antara kayu dan bukan kayu, akan menghasilkan kualitas papan partikel yang berbeda-beda. Sedangkan papan partikel yang dibuat dari satu jenis bahan baku, akan memiliki kualitas struktural yang lebih baik dari papan partikel yang dibuat dengan campuran berbagai jenis partikel (Sutigno 2006).
2.1.3.4 Ukuran partikel
Papan partikel yang dibuat dari tatal akan lebih baik dari pada yang dibuat dari serbuk, karena ukuran tatal lebih besar dari serbuk. Oleh karena itu ukuran partikel yang semakin besar memiliki kualitas struktural yang lebih baik. Bentuk dan ukuran partikel akan berpengaruh terhadap kekuatan dan stabilisasi dimensi papan partikel. Di samping bentuk partikel, perbandingan panjang dan tebal (nisbah kelangsingan) dan perbandingan panjang dan lebar (nisbah aspek) juga berpengaruh terhadap penyerapan air, pengembangan tebal, pengembangan linear dan
keteguhan papan partikel (Lehmann 1974 dalam Zakaria 1996). Aspek yang paling penting adalah nisbah panjang dan tebal partikel. Partikel yang ideal untuk mengembangkan kekuatan dan stabilitas dimensi ialah serpih yang ketebalannya seragam dengan nisbah antara panjang dan tebal yang tinggi (Haygreen dan Bowyer 1989).
2.1.3.5 Kulit kayu
Kulit kayu akan mempengaruhi sifat papan partikel karena kulit kayu banyak mengandung zat ekstraktif sehingga akan mengganggu proses perekatan antar partikel. Banyaknya kulit kayu maksimum adalah sebesar 10%. Menurut Tsoumis (1991), kulit kayu dapat mempengaruhi penampilan papan partikel (titik-titik gelap dapat terlihat pada permukaan) dan di atas proporsi tertentu keberadaan kulit akan menyebabkan efek yang merugikan terhadap kekuatan dan stabilitas dimensi papan.
2.1.3.6 Perekat
Penggunaan perekat eksterior akan menghasilkan papan partikel eksterior, sedangkan penggunaan perekat interior akan menghasilkan papan partikel interior. Walaupun demikian, masih mungkin terjadi penyimpangan, misalnya karena ada perbedaan dalam komposisi perekat dan terdapat banyak sifat papan partikel. Sebagai contoh, penggunaan perekat urea formaldehida yang kadar formaldehidanya tinggi akan menghasilkan papan partikel yang keteguhan lentur dan keteguhan rekat internalnya lebih baik, tetapi emisi formaldehidanya akan jauh lebih tinggi (Sutigno 2006).
2.1.3.7 Proses pengolahan
Dalam pembuatan papan partikel, kadar air hamparan (campuran partikel dengan perekat) yang optimum adalah 10-14%. Apabila terlalu tinggi, keteguhan lentur dan keteguhan rekat internal papan partikel akan menurun. Selain itu tekanan kempa dan suhu optimum yang digunakan juga akan mempengaruhi kualitas papan partikel (Sutigno 2006).
2.1.4 Kelebihan, Kekurangan dan Persyaratan-persyaratan Papan Partikel Haygreen dan Bowyer (1989) menerangkan bahwa papan partikel yang ada di pasaran akan tampak berbeda karena ukuran partikel yang digunakan. Tetapi banyak papan yang nampaknya sangat serupa namun sangat berbeda dalam kekuatan, ketahanan, dan stabilitas dimensinya. Salah satu keuntungan papan partikel sebagai bahan industri adalah dapat dibuat untuk memenuhi variasi yang luas mengenai persyaratan penggunaannya. Sedangkan salah satu kelemahan papan partikel terutama sebagai bahan bangunan adalah stabilitas dimensinya yang rendah sehingga kebanyakan papan partikel hanya digunakan untuk keperluan interior.
Maloney (1993) menyatakan bahwa dibandingkan dengan kayu asalnya, papan partikel mempunyai beberapa kelebihan seperti :
1. Papan partikel bebas mata kayu, pecah dan retak.
2. Ukuran dan kerapatan papan partikel dapat disesuaikan dengan kebutuhan. 3. Tebal dan kerapatannya seragam dan mudah dikerjakan.
4. Mempunyai sifat isotropis.
5. Sifat dan kualitasnya dapat diatur.
Selanjutnya dikatakan juga bahwa pembuatan papan partikel akan turut menunjang perbaikan lingkungan hidup, karena limbah dan sampah yang tadinya mengganggu lingkungan dapat dijadikan sebagai bahan yang bermanfaat.
Papan partikel yang dibuat, telah disesuaikan dengan standar sifat fisis dan mekanisnya. Untuk standar Indonesia, papan partikel yang dibuat harus sesuai dengan kriteria dari SNI 03-2105-1996. Kriteria tersebut yaitu :
Tabel 1 Persyaratan Sifat Fisis Mekanis Papan Partikel (SNI 03-2105-1996) Klasifikasi Papan partikel Density (g/cm3) MC (%) TS maksimal (%) MOE min. 104 kg/cm2 MOR kg/cm2 IB min kg/cm2 Tipe 200 12 2,5 180 3,0 Tipe 150 0,5 - 0,9 < 14 12 2 130 2,0 Tipe 100 - 1,5 80 1,5
Selain pengujian dengan standar Indonesia (SNI), ada juga pengujian dengan standar-standar lain misalnya standar Amerika (ASTM) dan standar internasional (ISO). Pada ISO dan ASTM yang digunakan hanya mencantumkan
kriteria ukuran contoh uji. Dengan demikian nilai persyaratan sifat fisis dan mekanis hasil pengujian mengacu pada FAO 1966. Persyaratan sifat fisis dan mekanis papan partikel menurut FAO adalah sebagai berikut :
Tabel 2 Syarat Sifat Fisis Mekanis Papan Partikel (FAO, 1966) Sifat Papan Partikel Nilai dalam satuan metric units
Density 0,40 - 0,80 g/cm3
Moisture content 10 – 12 %
WA (water absorption) 20- 75 % dari berat awal
TS (thickness swelling) 5 -15 %
MOE (modulus elasticity) 1,0 - 5,0 × 104 kg/cm2 MOR (modulus of rupture) 100 - 500 kg/cm2
2.2 PAPAN SERAT
2.2.1 Definisi dan Pengertian
Papan serat merupakan suatu panel yang dihasilkan dari pengempaan serat kayu atau bahan berlignoselulosa lainnya dengan ikatan utama berasal dari bahan baku yang bersangkutan (khususnya lignin) atau bahan lain (khususnya perekat) untuk memperoleh sifat khusus (SNI 01-4449-2006).
Papan serat berkerapatan sedang adalah suatu jenis produk yang termasuk ke dalam kelompok papan serat yang kerapatannya 0,4 – 0,8 g/cm3. Papan serat kerapatan sedang terbuat dari serat-serat kayu atau bahan lain yang mengandung lignoselulosa dan pada proses pembuatannya ditambahkan resin sintetis sebagai perekat (Maloney 1977 dalam Amurwaraharja 1996).
Klasifikasi papan serat menurut Kollmann et. al. (1975) dibedakan atas dasar tipe bahan baku, metode pembuatan lembaran, kerapatan dan fungsi atau kegunaan. Klasifikasi untuk jenis papan serat berdasarkan kerapatannya adalah sebagai berikut :
Tabel 3 Klasifikasi Papan Serat Berdasarkan Kerapatan.
No Jenis Papan Serat Kerapatan (g/cm3)
1
2
Non Compressed Fiberboard (insulation board) a. Semi rigid insulation
b. Rigid insulation board Compressed Fiberboard
a. Intermediate/Medium Density Fiberboard (MDF)
b. Hardboard
c. Special Density Fiberboard
0,02 – 0,15 0,15 – 0,40
0,40 – 0,80
0,80 – 1,20 1,20 – 1,45 Sumber : Kollmann et. al. (1975)
Selain klasifikasi tersebut di atas, menurut SNI 01-4449-2006 papan serat juga diklasifikasikan berdasarkan proses produksinya. Klasifikasi menurut SNI 01-4449-2006 adalah sebagai berikut :
1. Papan serat proses basah, yaitu pembentukan lembaran papan serat yang dilakukan dengan bantuan media air.
2. Papan serat proses kering, yaitu pembentukan papan serat yang tidak dilakukan dengan media air tetapi dengan bantuan udara.
Dalam kedua proses ini, serpih-serpih kayu direduksi menjadi serat dan dibentuk menjadi lapik yang kaku (rigid sheets) melalui penggabungan dan pengempaan. Kedua tahapan tersebut membutuhkan aplikasi energi.
Proses basah, memerlukan air yang banyak sebagai media pembawa dan penyalur serat sewaktu pembentukan lapik. Ikatan alami antar serat-serat dalam lapik terbentuk dengan cara mengaktifkan lignin pada saat pengempaan. Proses ini mereduksi atau mengurangi keperluan pemakaian perekat resin atau agen-agen pengikat lainnya. Akan tetapi, perlakuan daur ulang dan pemakaian kembali air prosesan (process water) merupakan permasalahan yang penting dan sulit dari segi lingkungan (Suchland dan Woodson 1986 dalam Gandara 1997).
Sedangkan untuk proses kering, udara merupakan media pembawa dan penyalur serat dalam pembentukan lapik. Kondisi tidak adanya air, menyebabkan ikatan alami serat-serat tidak terbentuk. Pembentukan sifat-sifat fisis maupun mekanis panil, secara keseluruhan bertumpu kepada pemakaian perekat yang
digunakan untuk pengikat serat-serat (Suchland dan Woodson 1986 dalam Gandara 1997).
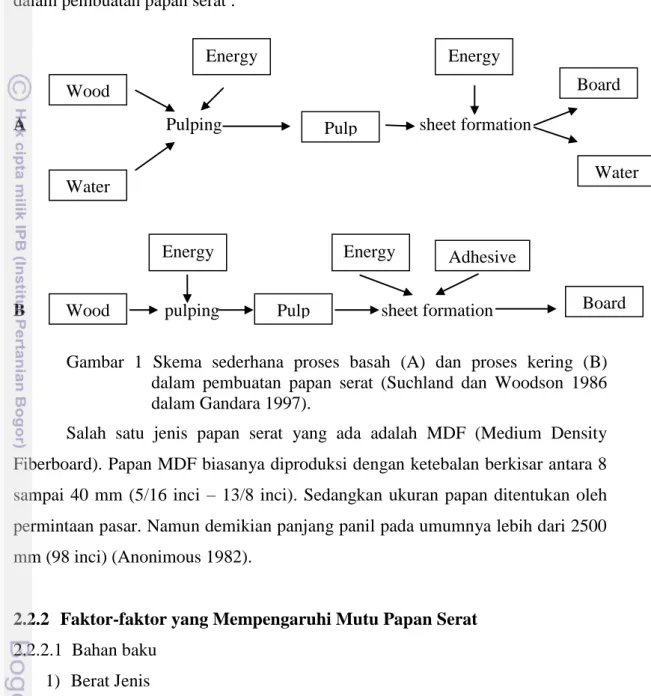
Di bawah ini disajikan skema sederhana proses kering dan proses basah dalam pembuatan papan serat :
A Pulping sheet formation
B pulping sheet formation
Gambar 1 Skema sederhana proses basah (A) dan proses kering (B) dalam pembuatan papan serat (Suchland dan Woodson 1986 dalam Gandara 1997).
Salah satu jenis papan serat yang ada adalah MDF (Medium Density Fiberboard). Papan MDF biasanya diproduksi dengan ketebalan berkisar antara 8 sampai 40 mm (5/16 inci – 13/8 inci). Sedangkan ukuran papan ditentukan oleh permintaan pasar. Namun demikian panjang panil pada umumnya lebih dari 2500 mm (98 inci) (Anonimous 1982).
2.2.2 Faktor-faktor yang Mempengaruhi Mutu Papan Serat 2.2.2.1 Bahan baku
1) Berat Jenis
Kayu sebagai sumber serat dalam pembuatan papan serat, lebih disukai yang berat jenisnya rendah sampai sedang karena sifat fisis dan mekanis panilnya akan lebih baik dan juga proses pengempaannya akan lebih mudah. Maloney (1977) dalam Amurwaraharja (1996) mengatakan bahwa secara umum panil yang dibuat dari kayu yang berat jenisnya rendah Wood Water Energy Pulp Water Energy Board Wood Energy Pulp Adhesive Energy Board
biasanya memiliki kekuatan yang lebih tinggi dibandingkan dengan panil yang dibuat dari kayu dengan berat jenis tinggi.
Kayu dengan berat jenis tinggi umumnya akan menyebabkan bulk density pada serat sehingga rasio kerapatan papan serat dengan berat jenis kayu (compression ratio) akan lebih rendah. Compression ratio yang tinggi diperoleh dari kayu yang berat jenisnya lebih kecil sehingga ikatan antar serat lebih baik (Suchland 1986 dalam Dharma 1996).
Sifat keteguhan MDF berbanding terbalik dengan berat jenis dan bulk density lembaran. Kayu dengan berat jenis yang tinggi akan menurunkan kekuatan lembaran papan serat. Selain itu kayu dengan berat jenis tinggi mempunyai serat yang lebih kaku, sukar untuk digepengkan dan cenderung mempertahankan bentuk asalnya (Pedusin 1964 dalam Dharma 1996).
2) Kandungan kimia
Kayu dengan berat jenis yang tinggi mempunyai kandungan lignin yang lebih besar dari pada kayu yang berat jenisnya rendah. Kandungan kimia kayu yang banyak berpengaruh pada papan serat yang dihasilkan adalah zat ekstraktif dan lignin. Jumlah zat ekstraktif yang terkandung dalam kayu berkisar antara 3-10% berupa tannin, resin, lemak, lilin dan zat warna. Zat ekstraktif berupa minyak dan lemak mengurangi kekuatan ikatan antar serat. Zat ekstraktif dapat bertindak sebagai penghambat karena menyebabkan penyempitan rongga sel sehingga menghalangi penetrasi larutan pelunak ke dalam serpih. Selain itu zat ekstraktif juga dapat menimbulkan noda pada papan serat yang dihasilkan serta meningkatkan pemakaian perekat dan daya serap air (Maloney 1993). 3) Dimensi serat
Kayu daun jarum lebih disukai sebagai bahan baku untuk produksi MDF karena memiliki serat yang panjang dan kuat. Namun demikian industri MDF di Amerika Utara dan Eropa telah membuktikan bahwa kayu daun lebar dapat digunakan juga sebagai bahan baku MDF dan menghasilkan sifat-sifat lembaran yang baik (Larsson 1993).
Bentuk dan ukuran dimensi serat seperti panjang serat, diameter serat, tebal dinding dan lumen mempengaruhi kualitas dan kekuatan pulp dan kertas. Koch (1985) dalam Amurwaraharja (1996) mengatakan bahwa panjang serat memberikan pengaruh kecil terhadap sifat mekanis MDF yang dibuat dengan proses kering, tetapi lebih berpengaruh terhadap stabilitas dimensi. Serat panjang meningkatkan stabilitas dimensi panil selama penyerapan dan pengeluaran air. Di samping itu, serat yang panjang juga memungkinkan untuk membentuk orientasi serat yang sejajar permukaan lembaran.
2.2.2.2 Bahan penolong 1) Perekat
Penambahan perekat ke dalam campuran serat pada pembuatan MDF dengan proses kering sangat diperlukan, sedangkan pada proses basah perekat ditambahkan hanya untuk memperbaiki ikatan antar serat. Kadar perekat yang digunakan dalam proses kering berkisar antara 8-11% dari berat kering serat, sedangkan proses basah berkisar antara 1-2% dari berat kering serat.
Perekat yang biasa digunakan dalam pembuatan papan serat adalah urea formaldehida (UF), melamin formaldehida (MF), dan phenol formeldehida (PF). UF lebih disukai karena harganya lebih murah, waktu reaksi yang cepat dalam kempa panas, dan warna perekat yang putih sehingga tidak menimbulkan pewarnaan pada produk akhir serta cocok untuk keperluan interior. Perekat PF cocok untuk keperluan eksterior. Perekat phenol berwarna merah sehingga memberikan warna gelap pada papan serat atau mungkin dapat menimbulkan bercak-bercak merah (red spot) yang mempengaruhi kualitas papan serat. Pengaruh bercak-bercak merah dapat dihilangkan dengan pengamplasan (Maloney 1993).
2) Bahan tambahan (additives)
Pemberian bahan tambahan (additives) dimaksudkan untuk memperbaiki sifat-sifat tertentu papan serat. Bahan tambahan yang digunakan pada pembuatan MDF yaitu parafin (wax) sebagai bahan penolak air (water repellent). Penambahan emulsi parafin dalam jumlah 0,2-0,5% dari berat
kering oven serat memberikan pengaruh kecil terhadap kekuatan papan serat. Untuk mengatur pH dan pengerasan perekat, ke dalam campuran serat dan resin pengikat pada awal tahap ditambahkan sejumlah 1-2% larutan sulfuric acid, selanjutnya 5-10% larutan sodium karbonat (Koch 1985 dalam Amurwaraharja 1996).
2.2.2.3 Pengempaan
Sistem pemanasan dalam rangka pengempaan panas yang banyak digunakan dalam industri MDF saat ini adalah yang menggunakan uap panas, air panas dan frekuensi tinggi (high frequency heating). Kempa panas dengan frekuensi tinggi memiliki beberapa kelebihan dibandingkan dengan jenis kempa lainnya, yaitu waktu kempa yang lebih singkat (waktu kempa berbanding lurus dengan kerapatan papan serat yang dikempa), suhu pelat kempa lebih rendah, serta dapat menghasilkan MDF yang sifat fisis dan mekanisnya baik pada seluruh ketebalan. Kelemahan kempa panas dengan frekuensi tinggi adalah memerlukan modal dan biaya operasi yang lebih besar dibandingkan dengan sistem kempa panas lainnya (Maloney 1993).
Suhu pengempaan mempengaruhi penyerapan air dan pengembangan tebal papan serat. Penggunaan suhu kempa yang tinggi akan menghasilkan papan serat dengan penyerapan air dan pengembangan tebal yang rendah. Suhu kempa optimum berkisar antara 170-1900 C (Kollmann et. al., 1975). Pada umumnya semakin tinggi tekanan kempa maka semakin kompak ikatan antar serat, lembaran semakin padat, dan penyerapan air papan serat yang dihasilkan semakin kecil. Tetapi tekanan kempa tidak berpengaruh nyata terhadap kekuatan tarik sejajar permukaan papan serat. Tekanan kempa yang biasa digunakan dalam pembuatan papan serat adalah 10 kg/cm2, pada suhu kempa optimal 170-190 0C selama 8-10 menit (Kollmann et. al., 1975).
2.2.3 Kelebihan, Kekurangan dan Persyaratan-persyaratan Papan Serat Papan serat banyak digunakan dalam kehidupan sehari-hari karena mempunyai kelebihan-kelebihan sebagai berikut :
1. Tidak ada perbedaan sifat keteguhan dalam arah panjang dan lebar, 2. Dapat dihasilkan dalam ukuran lembaran yang lebar,
3. Permukaan papan halus, kuat dan cukup keras, 4. Tahan aus dan tidak mudah pecah atau retak, 5. Tidak mengandung cacat kayu,
6. Memiliki sifat isolasi yang baik, dan 7. Mudah dibentuk.
Sedangkan kelemahannya adalah kurang tahan terhadap kelembaban, dan keteguhannya relatif lebih rendah dibanding kayu solid (Suchland dan Woodson 1986 dalam Gandara 1997).
Penggunaan papan serat dalam kehidupan sehari-hari adalah digunakan untuk :
1. Bahan isolasi atau penyekat,
2. Bahan penutup dalam suatu sistem konstruksi (dinding interior), 3. Komponen pintu, almari, dan peralatan meubeler lainnya, 4. Komponen rangka radio, komponen pintu mobil, dan lain-lain.
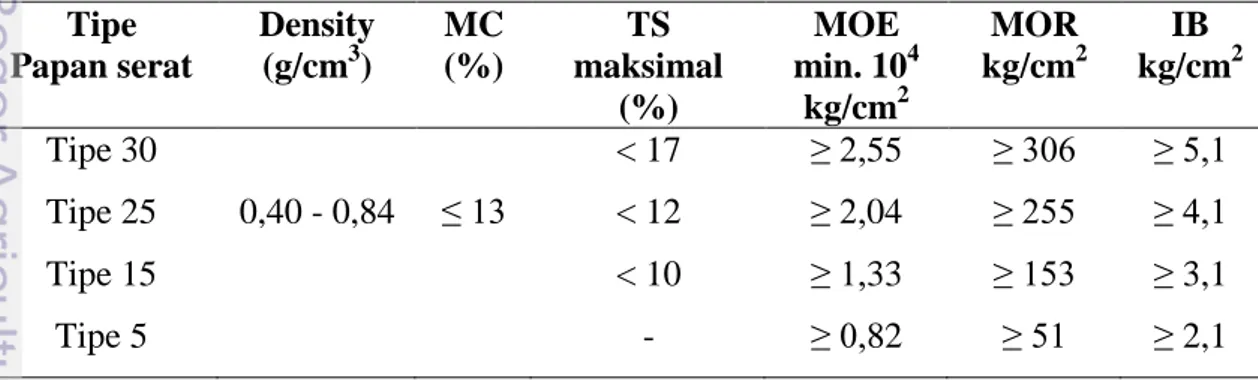
Persyaratan dari standar Indonesia (SNI) untuk sifat fisis dan mekanis papan serat khususnya papan serat berkerapatan sedang (MDF) dapat dilihat pada SNI 01-4449-2006, yaitu sebagai berikut :
Tabel 4 Syarat Sifat Fisis Mekanis Papan Serat Kerapatan Sedang (SNI 01-4449-2006) Tipe Papan serat Density (g/cm3) MC (%) TS maksimal (%) MOE min. 104 kg/cm2 MOR kg/cm2 IB kg/cm2 Tipe 30 < 17 ≥ 2,55 ≥ 306 ≥ 5,1 Tipe 25 0,40 - 0,84 ≤ 13 < 12 ≥ 2,04 ≥ 255 ≥ 4,1 Tipe 15 < 10 ≥ 1,33 ≥ 153 ≥ 3,1 Tipe 5 - ≥ 0,82 ≥ 51 ≥ 2,1
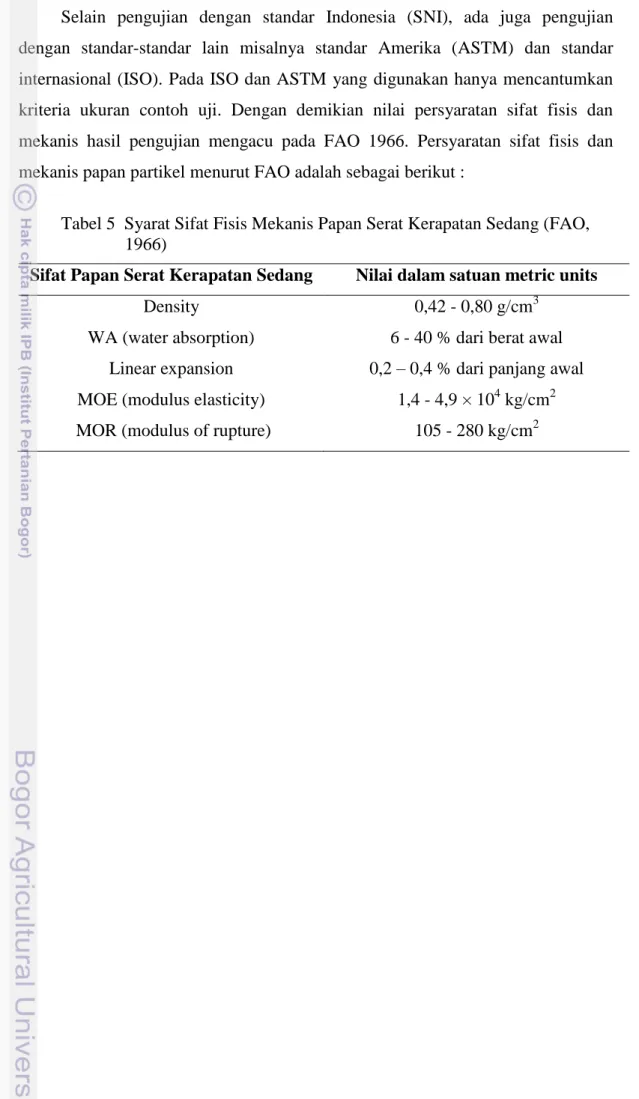
Selain pengujian dengan standar Indonesia (SNI), ada juga pengujian dengan standar-standar lain misalnya standar Amerika (ASTM) dan standar internasional (ISO). Pada ISO dan ASTM yang digunakan hanya mencantumkan kriteria ukuran contoh uji. Dengan demikian nilai persyaratan sifat fisis dan mekanis hasil pengujian mengacu pada FAO 1966. Persyaratan sifat fisis dan mekanis papan partikel menurut FAO adalah sebagai berikut :
Tabel 5 Syarat Sifat Fisis Mekanis Papan Serat Kerapatan Sedang (FAO, 1966)
Sifat Papan Serat Kerapatan Sedang Nilai dalam satuan metric units
Density 0,42 - 0,80 g/cm3
WA (water absorption) 6 - 40 % dari berat awal Linear expansion 0,2 – 0,4 % dari panjang awal MOE (modulus elasticity) 1,4 - 4,9 × 104 kg/cm2 MOR (modulus of rupture) 105 - 280 kg/cm2