Proses Manufaktur I
Proses Manufaktur I
Pengecoran
Pengecoran
Logam
Logam
Sumber Pustaka:
Pengecoran Logam
Pengecoran Logam
Proses Pengecoran (
Proses Pengecoran (
casting
casting
) adalah
) adalah
salah satu teknik pembuatan produk
salah satu teknik pembuatan produk
dimana logam dicairkan dalam tungku
dimana logam dicairkan dalam tungku
peleburan kemudian dituangkan ke
peleburan kemudian dituangkan ke
dalam rongga cetakan yang serupa
dalam rongga cetakan yang serupa
dengan bentuk asli dari produk cor yang
dengan bentuk asli dari produk cor yang
akan dibuat.
akan dibuat.
Pengecoran juga dapat diartikan sebagai
Pengecoran juga dapat diartikan sebagai
suatu proses manufaktur yang
suatu proses manufaktur yang
menggunakan logam cair dan cetakan
menggunakan logam cair dan cetakan
untuk menghasilkan bagian-bagian
untuk menghasilkan bagian-bagian
dengan bentuk yang mendekati bentuk
dengan bentuk yang mendekati bentuk
geometri akhir produk jadi.
Klasifikasi Pengecoran
Klasifikasi Pengecoran
(berdasarkan umur cetakan)
(berdasarkan umur cetakan)
Proses peleburan logam
Proses peleburan logam
Proses peleburan/pencairan logam menjadi
Proses peleburan/pencairan logam menjadi
tahapan penting dalam proses pengecoran.
tahapan penting dalam proses pengecoran.
Material yang dilebur meliputi:
Material yang dilebur meliputi:
a.
a.
Logam dan unsur-unsur paduan,
Logam dan unsur-unsur paduan,
b.
b.
Fluks: senyawa inorganik yg berfungsi
Fluks: senyawa inorganik yg berfungsi
membersihkan logam cair dari gas-gas maupun
membersihkan logam cair dari gas-gas maupun
kotoran (impurities) yg terlarut ,
kotoran (impurities) yg terlarut ,
c.
Jenis-jenis tungku peleburan
Jenis-jenis tungku peleburan
Secara umum ada 4 jenis
Secara umum ada 4 jenis
tungku peleburan:
tungku peleburan:
Tungku busur listrik
Tungku busur listrik
(
(
electric arc furnace
electric arc furnace
),
),
Tungku induksi
Tungku induksi
(
(
electrical
electrical
induction furnace
induction furnace
),
),
Tungku krusibel
Tungku krusibel
(
(
crucible
crucible
furnace
furnace
),
),
Tungku kupola
Tungku kupola
(
(
cupola
cupola
furnace)
Tungku busur listrik
Tungku busur listrik
(
(
electric arc furnace
electric arc furnace
)
)
Laju peleburan dan laju
Laju peleburan dan laju
produksi tinggi,
produksi tinggi,
Tingkat polusi lebih
Tingkat polusi lebih
rendah dibanding
rendah dibanding
tungku lain,
tungku lain,
Memiliki kemampuan
Memiliki kemampuan
menahan logam cair
menahan logam cair
pada temperatur tertentu
pada temperatur tertentu
u/ jangka waktu lama
u/ jangka waktu lama
(untuk pemaduan
(untuk pemaduan
logam),
Tungku induksi
Tungku induksi
(
(
electrical induction furnace
electrical induction furnace
)
)
Banyak digunakan pada
Banyak digunakan pada
industri pengecoran kecil,
industri pengecoran kecil,
Biasanya digunakan u/
Biasanya digunakan u/
pengecoran logam non-
pengecoran logam non-
ferrous,
ferrous,
Dapat digunakan u/
Dapat digunakan u/
keperluan
keperluan
superheating
superheating
guna
guna
memperbaiki mampu alir
memperbaiki mampu alir
logam cair,
logam cair,
Mampu menahan temperatur
Mampu menahan temperatur
konstan u/ jangka waktu yg
konstan u/ jangka waktu yg
lama (cocok u/ die-casting
Contoh tungku induksi
Contoh tungku induksi
(
Contoh tungku induksi
Contoh tungku induksi
(
Tungku krusibel
Tungku krusibel
(
(
crucible furnace
crucible furnace
)
)
Merupakan tungku yg
Merupakan tungku yg
digunakan secara luas sejak
digunakan secara luas sejak
awal sejarah pengecoran,
awal sejarah pengecoran,
Proses pemanasan bisa
Proses pemanasan bisa
menggunakan berbagai
menggunakan berbagai
jenis bahan bakar (minyak,
jenis bahan bakar (minyak,
gas),
gas),
Bisa
Bisa
portable
portable
(dipindah-
(dipindah-pindahkan) maupun
pindahkan) maupun
menetap,
menetap,
Bisa digunakan u/ logam
Bisa digunakan u/ logam
ferro maupun non ferro.
Contoh tungku krusibel
Contoh tungku krusibel
(
(
crucible furnace
crucible furnace
)
)
Tungku kupola
Tungku kupola
(
(
cupola furnace
cupola furnace
)
)
Terdiri dari
Terdiri dari
saluran/bejana baja
saluran/bejana baja
vertikal yg dilapisi batu
vertikal yg dilapisi batu
tahan api,
tahan api,
Dapat beroperasi secara
Dapat beroperasi secara
kontinyu dengan laju
kontinyu dengan laju
peleburan tinggi,
peleburan tinggi,
Kapasitas produksi
Kapasitas produksi
logam cair sangat besar.
Contoh tungku kupola
Contoh tungku kupola
(
Pengecoran Logam
Penuangan logam cair
Penuangan logam cair
kedalam cetakan,
kedalam cetakan,
Proses pendinginan logam
Proses pendinginan logam
cair dalam cetakan,
cair dalam cetakan,
Pengambilan logam yg
Pengambilan logam yg
sudah tercetak dari dalam
sudah tercetak dari dalam
cetakan.
Hal Penting dlm Pengecoran Logam
Hal Penting dlm Pengecoran Logam
Aliran logam cair ke dalam
Aliran logam cair ke dalam
rongga cetakan
rongga cetakan
Terjadi proses perpindahan
Terjadi proses perpindahan
panas selama pemadatan (atau
panas selama pemadatan (atau
pembekuan) dan pendinginan
pembekuan) dan pendinginan
logam cair dalam cetakan,
logam cair dalam cetakan,
Pengaruh dari tipe cetakan
Pengaruh dari tipe cetakan
terhadap hasil pengecoran.
terhadap hasil pengecoran.
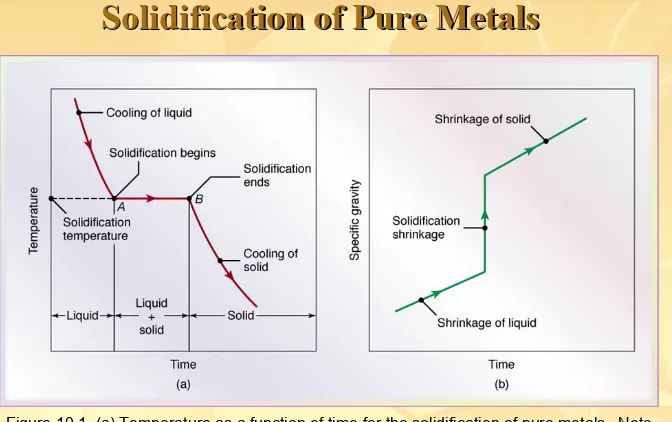
Proses pembekuan logam dari
Proses pembekuan logam dari
kondisi cair.
Solidification of Pure Metals
Solidification of Pure Metals
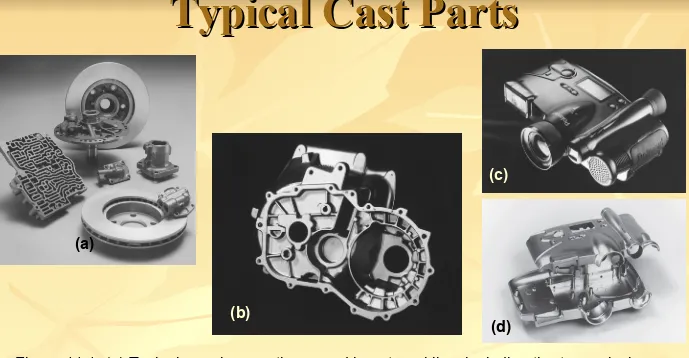
Typical Cast Parts
Typical Cast Parts
Figure 11.1 (a) Typical gray-iron castings used in automobiles, including the transmission valve body (left) and the hub rotor with disk-brake cylinder (front). Source: Courtesy of Central Foundry Division of General Motors Corporation. (b) A cast transmission housing. (c) The Polaroid PDC-2000 digital camera with a AZ191D die-cast high-purity magnesium
(a)
(b)
(c)
Production Steps in Sand-Casting
Production Steps in Sand-Casting
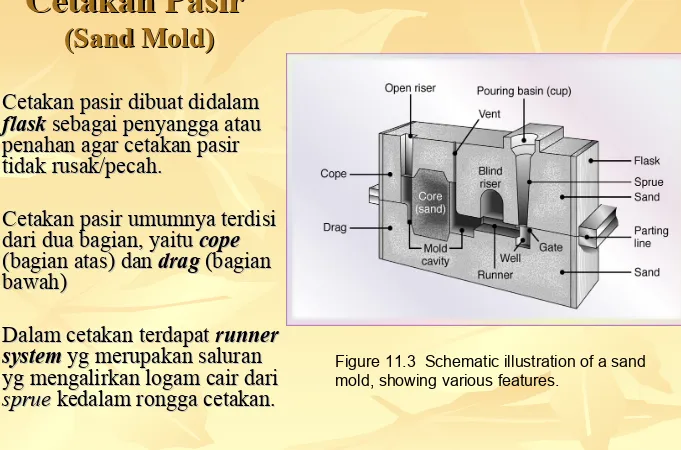
Cetakan Pasir
Cetakan Pasir
(Sand Mold)
(Sand Mold)
Cetakan pasir dibuat didalam
Cetakan pasir dibuat didalam
flask
flask
sebagai penyangga atau
sebagai penyangga atau
penahan agar cetakan pasir
penahan agar cetakan pasir
tidak rusak/pecah.
tidak rusak/pecah.
Cetakan pasir umumnya terdisi
Cetakan pasir umumnya terdisi
dari dua bagian, yaitu
dari dua bagian, yaitu
cope
cope
(bagian atas) dan
(bagian atas) dan
drag
drag
(bagian
(bagian
bawah)
bawah)
Dalam cetakan terdapat
Dalam cetakan terdapat
runner
runner
system
system
yg merupakan saluran
yg merupakan saluran
yg mengalirkan logam cair dari
yg mengalirkan logam cair dari
sprue
sprue
kedalam rongga cetakan.
kedalam rongga cetakan.
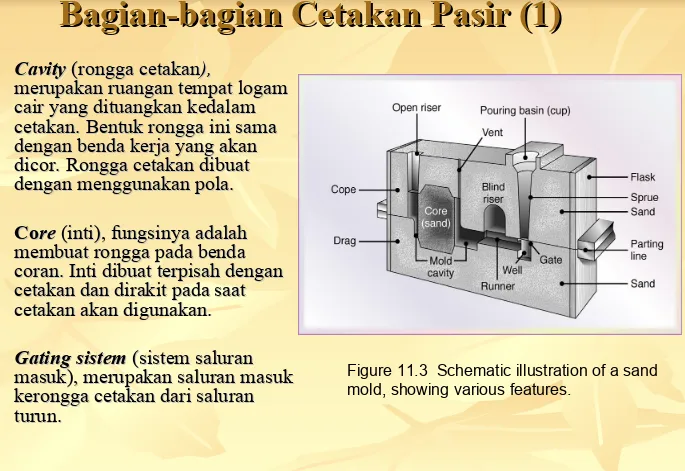
Bagian-bagian Cetakan Pasir (1)
Bagian-bagian Cetakan Pasir (1)
Cavity
Cavity
(rongga cetakan
(rongga cetakan
),
),
merupakan ruangan tempat logam
merupakan ruangan tempat logam
cair yang dituangkan kedalam
cair yang dituangkan kedalam
cetakan.
cetakan.
Bentuk rongga ini sama
Bentuk rongga ini sama
dengan benda kerja yang akan
dengan benda kerja yang akan
dicor.
dicor.
Rongga cetakan dibuat
Rongga cetakan dibuat
dengan menggunakan pola.
dengan menggunakan pola.
Co
Co
re
re
(inti), fungsinya adalah
(inti), fungsinya adalah
membuat rongga pada benda
membuat rongga pada benda
coran. Inti dibuat terpisah dengan
coran. Inti dibuat terpisah dengan
cetakan dan dirakit pada saat
cetakan dan dirakit pada saat
cetakan akan digunakan.
cetakan akan digunakan.
Gating sistem
Gating sistem
(sistem saluran
(sistem saluran
masuk), merupakan saluran masuk
masuk), merupakan saluran masuk
kerongga cetakan dari saluran
kerongga cetakan dari saluran
turun.
turun.
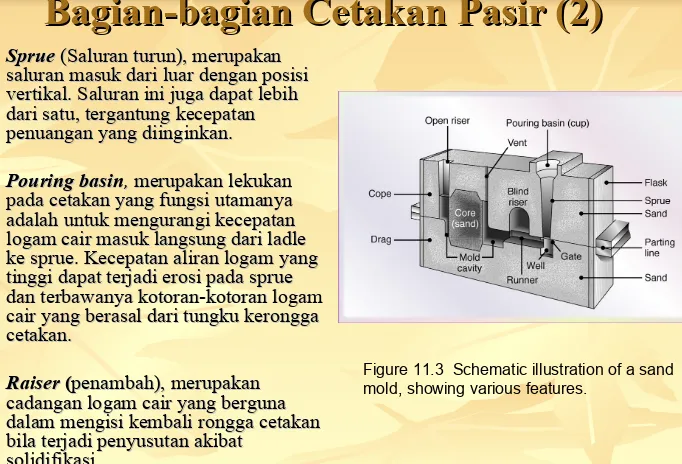
Bagian-bagian Cetakan Pasir (2)
Bagian-bagian Cetakan Pasir (2)
Sprue
Sprue
(Saluran turun), merupakan
(Saluran turun), merupakan
saluran masuk dari luar dengan posisi
saluran masuk dari luar dengan posisi
vertikal. Saluran ini juga dapat lebih
vertikal. Saluran ini juga dapat lebih
dari satu, tergantung kecepatan
dari satu, tergantung kecepatan
penuangan yang diinginkan.
penuangan yang diinginkan.
Pouring basin
Pouring basin
,
,
merupakan lekukan
merupakan lekukan
pada cetakan yang fungsi utamanya
pada cetakan yang fungsi utamanya
adalah untuk mengurangi kecepatan
adalah untuk mengurangi kecepatan
logam cair masuk langsung dari ladle
logam cair masuk langsung dari ladle
ke sprue. Kecepatan aliran logam yang
ke sprue. Kecepatan aliran logam yang
tinggi dapat terjadi erosi pada sprue
tinggi dapat terjadi erosi pada sprue
dan terbawanya kotoran-kotoran logam
dan terbawanya kotoran-kotoran logam
cair yang berasal dari tungku kerongga
cair yang berasal dari tungku kerongga
cetakan.
cetakan.
Raiser
Raiser
(
(
penambah), merupakan
penambah), merupakan
cadangan logam cair yang berguna
cadangan logam cair yang berguna
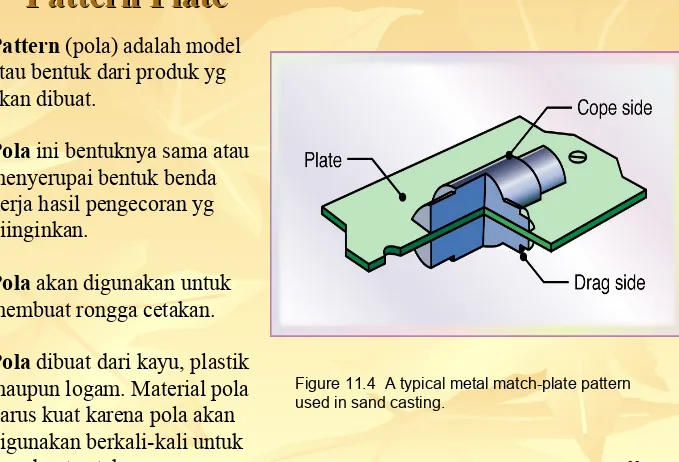
Pattern Plate
Pattern Plate
Figure 11.4 A typical metal match-plate pattern used in sand casting.
Pattern
(pola) adalah model
atau bentuk dari produk yg
akan dibuat.
Pola
ini bentuknya sama atau
menyerupai bentuk benda
kerja hasil pengecoran yg
diinginkan.
Pola
akan digunakan untuk
membuat rongga cetakan.
Design for Ease of Removal from Mold
Design for Ease of Removal from Mold
Figure 11.5 Taper on patterns for ease of removal from the sand mold
Bentuk pola harus di
rancang sedemikian,
agar saat pola
dile-pas dari cetakan
tidak
timbul kerusakan
atau cacat pada
cetakan.
Sand Cores
Sand Cores
Figure 11.6 Examples of sand cores showing core prints and chaplets to support cores.
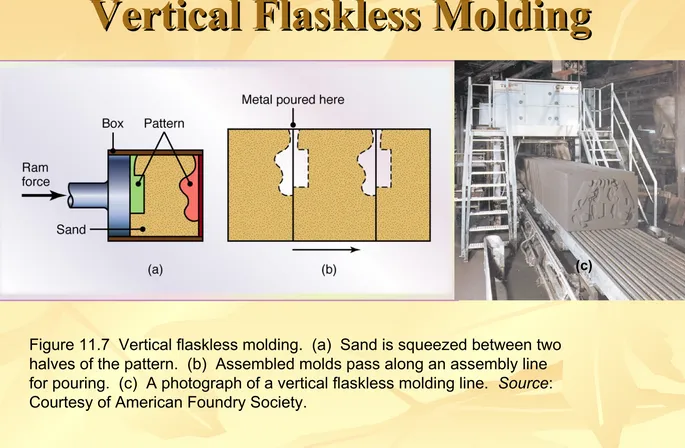
Vertical Flaskless Molding
Vertical Flaskless Molding
Figure 11.7 Vertical flaskless molding. (a) Sand is squeezed between two halves of the pattern. (b) Assembled molds pass along an assembly line for pouring. (c) A photograph of a vertical flaskless molding line. Source:
Sequence of
Sequence of
Operations for
Operations for
Sand-Casting
Sand-Casting
Figure 11.8 Schematic illustration of the sequence of operations for sand casting. (a) A
mechanical drawing of the part is used to generate a design for the pattern. Considerations such as part shrinkage and draft must be built into the drawing. (b-c) Patterns have been mounted on plates equipped with pins for alignment. Note the presence of core prints designed to hold the core in place. (d-e) Core boxes produce core halves, which are pasted together. The cores will be used to produce the hollow area of the part shown in (a). (f) The cope half of the mold is
Sequence of
Sequence of
Operations for
Operations for
Sand-Casting,
Sand-Casting,
Con’t.
Con’t.
Shell-Molding Process
Shell-Molding Process
Dikembangkan pertama kali pd thn 1940,
Dikembangkan pertama kali pd thn 1940,
Pola dibuat dari logam ferrous atau aluminium,
Pola dibuat dari logam ferrous atau aluminium,
kemudian dilapisi pasir yg dicampur dgn perekat, dgn
kemudian dilapisi pasir yg dicampur dgn perekat, dgn
ketebalan antara 5 – 10 mm,
ketebalan antara 5 – 10 mm,
Pola yg dilapisi pasir kemudian dioven (175-370
Pola yg dilapisi pasir kemudian dioven (175-370
ooC),
C),
shg lapisan pasir yg berperekat mengeras.
shg lapisan pasir yg berperekat mengeras.
Lapisan pasir yg mengeras yg berbentuk cetakan
Lapisan pasir yg mengeras yg berbentuk cetakan
(
(
shell-mold
shell-mold
) dipisahkan dari pola,
) dipisahkan dari pola,
Dinding luar
Dinding luar
Shell-mold
Shell-mold
dipasang pada
dipasang pada
flask
flask
yg berisi
yg berisi
pasir; logam cair nantinya dituang dlm rongga cetakan
pasir; logam cair nantinya dituang dlm rongga cetakan
shell-mold
shell-mold
.
.
Shell-Molding Process
Ceramic Mold Casting
Ceramic Mold Casting
Cetakan dibuat dari zircon (ZrSiO4) yg dicampur dgn
Cetakan dibuat dari zircon (ZrSiO4) yg dicampur dgn
aliminium oksida, silica dan perekat; menjadi adonan
aliminium oksida, silica dan perekat; menjadi adonan
keramik berbentuk slurry,
keramik berbentuk slurry,
Campuran slurry dituangkan pada pola (pola terbuat
Campuran slurry dituangkan pada pola (pola terbuat
dari kayu atau logam),
dari kayu atau logam),
Setelah campuran slurry mengeras (menjadi cetakan
Setelah campuran slurry mengeras (menjadi cetakan
keramik). Cetakan keramik ini dipisahkan dari pola,
keramik). Cetakan keramik ini dipisahkan dari pola,
kemudian dipanaskan,
kemudian dipanaskan,
Cetakan keramik ini tahan temperatur tinggi, shg bisa
Cetakan keramik ini tahan temperatur tinggi, shg bisa
dipakai u/ menuang logam
dipakai u/ menuang logam
ferrous, high-temperature
ferrous, high-temperature
alloy
alloy
(paduan) maupun
(paduan) maupun
stainless steel,
stainless steel,
maupun
maupun
tool
tool
steel,
steel,
Permukaan hasil tuang baik, dimensi hasil tuang
Permukaan hasil tuang baik, dimensi hasil tuang
presisi.
Sequence of Operations in Making a Ceramic Mold
Sequence of Operations in Making a Ceramic Mold
Expandable-Pattern Casting Process
Expandable-Pattern Casting Process
(Lost Foam)
(Lost Foam)
Pola (
Pola (
pattern
pattern
) dibuat dari foam (
) dibuat dari foam (
polystyrene
polystyrene
) yg dibuat dgn
) yg dibuat dgn
cara memanaskan
cara memanaskan
foam
foam
dalam
dalam
aluminum die cavity
aluminum die cavity
, kemudian
, kemudian
dibiarkan mendingin (menghasilkan
dibiarkan mendingin (menghasilkan
foam pattern
foam pattern
),
),
Foam pattern
Foam pattern
dilapisi dgn
dilapisi dgn
water-based refractory slurry
water-based refractory slurry
,
,
kemudian dikeringkan dan diletakkan dalam
kemudian dikeringkan dan diletakkan dalam
flask
flask
,
,
Flask
Flask
diisi dgn pasir (bisa pasir dgn tambahan unsur perekat),
diisi dgn pasir (bisa pasir dgn tambahan unsur perekat),
kemudian dimampatkan,
kemudian dimampatkan,
Logam cair dituangkan pada
Logam cair dituangkan pada
foam pattern
foam pattern
yg ada dalam
yg ada dalam
flask
flask
,
,
Logam cair akan mencairkan
Logam cair akan mencairkan
foam pattern
foam pattern
, shg logam cair
, shg logam cair
akan mengisi rongga cetakan yg sebelumnya berisi
akan mengisi rongga cetakan yg sebelumnya berisi
foam
foam
pattern
pattern
,
,
Setelah logam cair dingin dan mengeras, logam (hasil tuang)
Setelah logam cair dingin dan mengeras, logam (hasil tuang)
dikeluarkan dari cetakan.
Keunggulan Expandable-Pattern
Keunggulan Expandable-Pattern
Casting Process
Casting Process
(Lost Foam)
(Lost Foam)
Proses sederhana karena tdk terdapat parting
Proses sederhana karena tdk terdapat parting
line, inti, atau riser system,
line, inti, atau riser system,
Flask sederhana dan murah,
Flask sederhana dan murah,
Harga foam juga murah dan sesuai u/ bentuk-
Harga foam juga murah dan sesuai u/
bentuk-bentuk yg kompleks dgn berbagai ukuran,
bentuk yg kompleks dgn berbagai ukuran,
Karena hasil tuang memiliki permukaan yg
Karena hasil tuang memiliki permukaan yg
halus dgn dimensi yg akurat, proses finishing
halus dgn dimensi yg akurat, proses finishing
dan cleaning hasil tuang cukup murah,
Expandable-Pattern Casting Process
Expandable-Pattern Casting Process
(b)
(a)
Evaporative Pattern Casting of an Engine
Evaporative Pattern Casting of an Engine
Block (
Investment Casting Process
Investment Casting Process
Investment casting
Investment casting
juga disebut
juga disebut
lost-wax process
lost-wax process
,
,
Pola dibuat dari
Pola dibuat dari
wax
wax
cair yg diinjeksikan ke dalam
cair yg diinjeksikan ke dalam
cetakan/pembuat pola, kemudian dibiarkan mengeras.
cetakan/pembuat pola, kemudian dibiarkan mengeras.
Pola dari
Pola dari
wax
wax
yg sudah kering dan mengeras, disusun dlm
yg sudah kering dan mengeras, disusun dlm
pattern assembly
pattern assembly
,
,
Pattern assembly
Pattern assembly
dimasukkan ke dalam
dimasukkan ke dalam
refractory material
refractory material
slurry
slurry
sehingga terlapisi dgn ketebalan yg diinginkan,
sehingga terlapisi dgn ketebalan yg diinginkan,
Pattern assembly
Pattern assembly
dipanaskan (650 – 1050
dipanaskan (650 – 1050
ooC) dlm posisi
C) dlm posisi
terbalik (bag atas diletakkan di bawah), shg
terbalik (bag atas diletakkan di bawah), shg
wax
wax
mencair
mencair
dan meleleh keluar dari
dan meleleh keluar dari
pattern assembly
pattern assembly
,
,
Logam cair dituangkan ke dalam
Logam cair dituangkan ke dalam
pattern assembly
pattern assembly
,
,
Setelah logam cair mengeras,
Setelah logam cair mengeras,
pattern assembly
pattern assembly
dihancurkan
dihancurkan
u/ mengeluarkan hasil tuangan.
Investment Casting Process
Integrally Cast Rotor for a Gas Turbine
Integrally Cast Rotor for a Gas Turbine
Comparison of Investment-Cast and
Comparison of Investment-Cast and
Conventionally Cast Rotors
Vacuum-Casting
Vacuum-Casting
Vacuum casting juga disebut dgn counter-gravity low-
Vacuum casting juga disebut dgn counter-gravity
low-pressure (CL) process,
pressure (CL) process,
Proses vacuum casting dilakukan dgn mencelupkan
Proses vacuum casting dilakukan dgn mencelupkan
mold/cetakan kedalam logam cair yg berada dalam
mold/cetakan kedalam logam cair yg berada dalam
tungku pemanas listrik,
tungku pemanas listrik,
Rongga cetakan divakum (sampai 2/3 tekanan
Rongga cetakan divakum (sampai 2/3 tekanan
atmosfir), sehingga logam cair terhisap dan mengisi
atmosfir), sehingga logam cair terhisap dan mengisi
rongga cetakan,
rongga cetakan,
Seteleh rongga cetakan terisi logam cair, cetakan
Seteleh rongga cetakan terisi logam cair, cetakan
diangkat,
diangkat,
Vaccum casting umumnya dipakai u/ benda kerja yg
Vaccum casting umumnya dipakai u/ benda kerja yg
tipis (mempunyai ketebalan sekitar 1 mm)
Vacuum-Casting
Vacuum-Casting
Permanent-Mold Casting
Permanent-Mold Casting
Menggunakan cetakan (terdiri dari bagian atas dan
Menggunakan cetakan (terdiri dari bagian atas dan
bawah) yg permanen, terbuat dari cast iron, steel,
bawah) yg permanen, terbuat dari cast iron, steel,
bronze atau metal alloys,
bronze atau metal alloys,
Rongga cetakan dan sistem saluran (yg merupakan
Rongga cetakan dan sistem saluran (yg merupakan
bagian integral dari cetakan) dibuat dgn mesin
bagian integral dari cetakan) dibuat dgn mesin
perkakas (mesin drill, milling, dll),
perkakas (mesin drill, milling, dll),
Untuk menjaga supaya permukaan cetakan awet,
Untuk menjaga supaya permukaan cetakan awet,
permukaan cetakan dilapisi dgn refractory slurry,
permukaan cetakan dilapisi dgn refractory slurry,
Untuk memperlancar aliran logam cair, biasanya
Untuk memperlancar aliran logam cair, biasanya
sebelum penuangan, permanent-mold dipanaskan
sebelum penuangan, permanent-mold dipanaskan
antara 150 – 200
Hot-Chamber Die-Casting
Cold-Chamber Die-Casting
Cold-Chamber Die-Casting
Properties and Applications of
Properties and Applications of
Die-Casting Alloys
Types of Cavities in Die-Casting Die
Types of Cavities in Die-Casting Die
Figure 11.19 Various types of cavities in a die-casting die.
Centrifugal-Casting Process
Centrifugal-Casting Process
Semicentrifugal Casting and Casting by
Semicentrifugal Casting and Casting by
Centrifuging
Centrifuging
Figure 11.21 (a) Schematic illustration of the semicentrifugal casting process. Wheels with spokes can be cast by this process. (b) Schematic illustration of casting by
Squeeze-Casting
Squeeze-Casting
Methods of Casting Turbine
Methods of Casting Turbine
Blades
Blades
(c)
Summary of Casting Processes
Characteristics of Casting
Crystal Growing
Crystal Growing
single-Melt-Spinning
Melt-Spinning
(b)
Figure 11.25 (a) Schematic illustration of melt-spinning to produce thin strips of amorphous metal. (b) Photograph of nickel-alloy production through melt-spinning.