BAB 4
PENGUMPULAN DAN ANALISA DATA
4.1 Fishbone & FMEA Hub Front Brake Tipe KCJS
G a m b a r 4
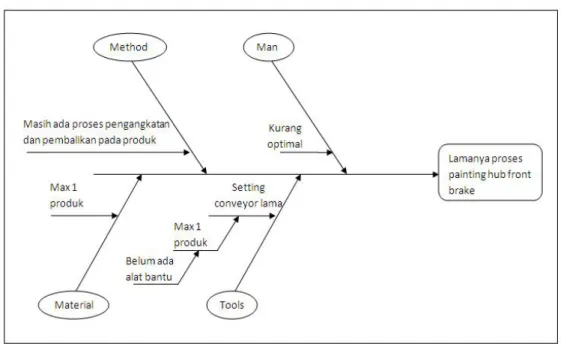
Gambar 4-1 Fishbone hub front brake tipe KCJS
Dari fishbone diatas dapat diketahui bahwa harus ada perbaikan pada
tools, dimana perbaikan (improvement) tersebut berupa alat bantu yang
mendukung kinerja dari proses painting hub front brake .Setelah dilakukan
analisa dengan menggunakan fishbone diagram maka selanjutnya dilakukan
analisa dengan menggunakan FMEA (Failure Mode Effect Analysis) seperti
4.2 Flow Process Hub Front Brake Tipe KCJS
Untuk membuat produk hub front brake tipe KCJS diperlukan
beberapa urutan proses, mulai dari incoming material hingga delivery. Untuk
jelasnya dapat dilihat pada ilustrasi di bawah ini.
NG
Incoming Material
Melting
Gas Bubble Flow
Metal Transfer Casting Sprue Cutting Deburring Heat Treatment Shot Blast Painting Machining Delivery Final Inspeksi Dies Maintenance
33
Keterangan :
1. Incoming material, yaitu bahan baku untuk membuat hub front brake
datang yang berupa ingot siap dilebur.
2. Melting, yaitu proses peleburan material dengan temperatur 790° – 800°
C.
3. Gas bubble flow, yaitu proses pemisahan material cair yang telah dilebur
dari unsur-unsur yang tidak diinginkan.
4. Metal transfer, yaitu pemindahan material yang siap dicetak dari gas
bubble flow ke casting.
5. Casting, yaitu proses pencetakan hub front brake dari logam cair
aluminium dengan mesin LPDC (Low Pressure Dies Casting).
6. Dies maintenance, yaitu bagian yang merawat, melakukan
proses coating dan memperbaiki dies
7. Sprue cutting, yaitu proses pemotongan sprue pada produk hub front
brake.
8. Deburring, yaitu proses pembersihan sisa material (penghilangan bari)
dari produk hub front brake.
9. Heat treatment, yaitu berfungsi untuk menambah nilai kekerasan pada
produk hub front brake.
10. Shot blasting, yaitu proses pelapisan permukaan hub front brake dengan
cara ditembakan stell ball aluminium.
12. Machining, yaitu proses pengerjaan terakhir pada produk hub front brake.
13. Final inspection, yaitu proses pengecekan kualitas dari produk hub front
brake.
14. Delivery, yaitu proses pengiriman produk hub front brake kepada
supplier.
Dalam penulisan ini di bahas tentang proses paint booth (sejalan
dengan pembatasan masalah). Proses yang terjadi didalam paint booth adalah
pemberian lapisan cat, berfungsi untuk melapisi permukaan produk . Tipe cat yang digunakan adalah base coat (Orga S52 PM HB Surfacer dan Orga 100-2
Special Thinner) sedangkan untuk top coat (Superlac F/45 PK NH105 Black
dan Superlac F/45 PK BC Thinner).
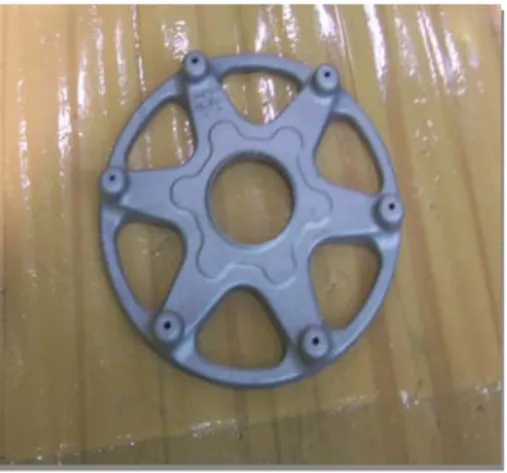
Hub front brake mempunyai dua sisi dengan kontur yang berbeda
(seperti gambar di bawah ini).
35
4.3 Proses Paint Booth Lama
4.3.1 Proses Paint Booth Sebelum
Pada proses yang lama hanya menempatkan satu hub front
brake ke batang conveyor. Hub front brake hanya diletakkan pada
batang conveyor (gambar 4-5).
Gambar 4-6
4.3.2 Proses Kerja
Pemberian cat (painting) dilakukan secara manual dengan
1.
Gambar 4-7. Pengecatan pada sisi A
Langkah pertama adalah mengecat sisi A pada produk hub front brake
dengan memastikan seluruh bagian sisi A dilapisi cat.
2.
Gambar 4-8. Mengangkat hub front brake
Selanjutnya mengangkat produk hub front brake dari conveyor secara
37
3.
Gambar 4-9. Memutar hub front brake
Dan selanjutnya memutar balikkan produk hub front brake dengan posisi
produk sisi B menghadap ke atas untuk melakukan pengecatan selanjutnya.
4.
Gambar 4-10. Meletakkan kembali hub front brake
Lalu letakkan posisi produk sisi B menghadap ke atas dengan penempatan yang pas agar pengecatan dapat dilakukan dengan baik.
5.
Gambar 4-11. Pengecatan pada sisi B
Dan langkah terakhir adalah pengecatan pada sisi B pastikan pemgecatan merata pada seluruh bagian.
Keterangan gambar:
1. Mengecat pada sisi A dan bagian pinggir hub front brake
2. Mengangkat hub front brake
3. Memutar balikkan hub front brake
4. Meletakkan hub front brake
5. Mengecat pada sisi B hub front brake
Didalam paint booth terdapat 3 orang operator yang bertugas, yang
pertama bertugas menjadi base coat dan 2 orang operator bertugas
Dari hasil pengamatan dilapangan, proses yang lama tidak optimal karena pada setiap batang conveyor hanya menghasilkan satu hub front brake.
4.3.3 Cycle Time Proses Paint Booth
Lamanya waktu proses dalam satu siklus pengerjaan disebut cycle
time. Di bawah ini adalah cycle time proses paint booth / pcs.
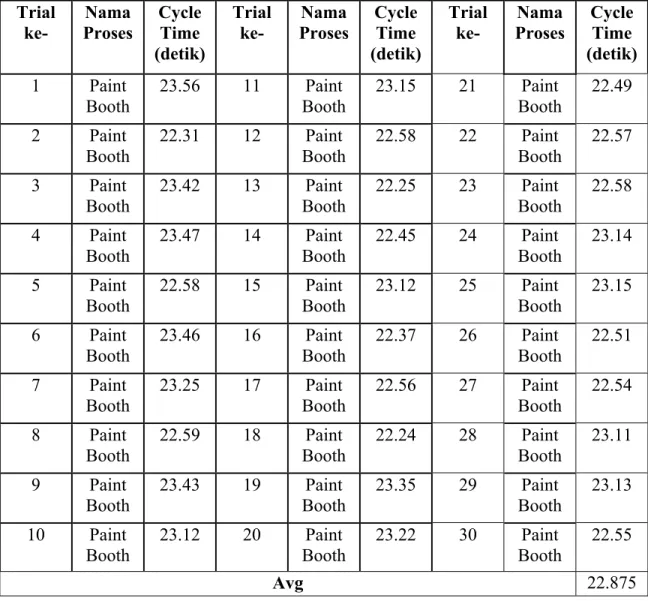
Tabel 4-2. Daftar cycle time proses paint booth
Trial ke- Nama Proses Cycle Time (detik) Trial ke- Nama Proses Cycle Time (detik) Trial ke- Nama Proses Cycle Time (detik) 1 Paint Booth 23.56 11 Paint Booth 23.15 21 Paint Booth 22.49 2 Paint Booth 22.31 12 Paint Booth 22.58 22 Paint Booth 22.57 3 Paint Booth 23.42 13 Paint Booth 22.25 23 Paint Booth 22.58 4 Paint Booth 23.47 14 Paint Booth 22.45 24 Paint Booth 23.14 5 Paint
Booth 22.58 15 Paint Booth 23.12 25 Paint Booth 23.15 6 Paint
Booth 23.46 16 Paint Booth 22.37 26 Paint Booth 22.51 7 Paint
Booth 23.25 17 Paint Booth 22.56 27 Paint Booth 22.54 8 Paint Booth 22.59 18 Paint Booth 22.24 28 Paint Booth 23.11 9 Paint Booth 23.43 19 Paint Booth 23.35 29 Paint Booth 23.13 10 Paint Booth 23.12 20 Paint Booth 23.22 30 Paint Booth 22.55 Avg 22.875
41
Produk yang dihasilkan setiap hari dengan jam kerja efektif untuk
hub front brake 2 jam adalah sekitar 300 pcs/hari. Dengan waktu yang
telah ditetapkan dari perusahaan yaitu 24 detik / pc.
4.3.4 Keuntungan dan Kerugian Proses Paint Booth Lama Adapun keuntungan dan kerugian pada proses paint booth yang lama adalah:
Keuntungan:
a. Alat pendukungnya sederhana. Kerugian:
a. Waktu yang dibutuhkan untuk menghasilkan produk lama. b. Kurang mengoptimalkan operator.
4.4 Proses Paint Booth Baru
4.4.1 Proses Paint Booth sesudah
Pada proses paint booth yang baru yaitu menempatkan empat
hub front brake ke satu batang conveyor. Jig hub front brake
digantungkan pada hanger paint booth (garpu) yang telah dipasang ke
dalam batang conveyor (gambar 4-2a). Karena dari fungsi jig tersebut
tidak hanya digunakan untuk proses paint booth saja tetapi digunakan
juga untuk proses lainnya yaitu untuk proses pretreatment maka jig
hub front brake pun hanya dapat ditempati maksimal empat hub front
brake karena tempat dari proses pretreatment tidak memungkinkan
untuk lebih dari empat hub front brake.
Gambar 4-12 Gambar 4-13
Desain jig ini digunakan untuk 4 pcs produk hub front brake secara
bersamaan, dengan cara kerja memutar hub front brake melalui pemutar hub
front brake (spesifikasi terlampir, part 2) sambil melakukan pengecatan pada
produk. Pada jig tersebut disediakan pemutar untuk memutarkan hub front
brake agar produk hub front brake dapat dilakukan painting secara optimal.
4.4.2 Proses Kerja
Pemberian cat (painting) dilakukan masih dilakukan secara
manual dengan menggunakan operator. Proses pengerjaannya, seperti
pada gambar.
Produk 2 Produk 1
43
1.
Gambar 4.14 Pengecatan pada bagian pinggir produk (1,2,3,4)
Langkah pertama adalah melakukan pengecatan pada bagian pinggir produk
hub front brake 1 sampai hub front brake 4.
2.
Gambar 4.15 Pengecatan pada sisi B produk (1,2,3,4)
Langkah selanjutnya melakukan pengecatan sisi B pada produk hub front
3.
Gambar 4.16 Pengecatan pada sisi A produk (1,2,3,4)
Langkah terakhir adalah melakukan pengecatan sisi B pada produk hub front
brake 1 hingga hub front brake 4.
Keterangan gambar:
1. Mengecat pada bagian pinggir hub front brake (1,2,3,4)
2. Mengecat pada sisi B hub front brake (1,2,3,4)
3. Mengecat pada sisi A hub front brake (1,2,3,4)
Didalam paint booth terdapat 3 orang operator yang bertugas, yang
pertama bertugas menjadi base coat dan 2 orang operator bertugas
mengecat menjadi top coat.
Dari hasil pengamatan di lapangan, dengan menggunakan jig baru
maka diharapkan dapat mempercepat waktu proses.
4.4.3 Cycle Time Proses Paint Booth Baru
Lamanya waktu proses dalam satu siklus pengerjaan disebut cycle
time. Di bawah ini adalah cycle time proses paint booth dengan
menggunakan jig baru / 4 pcs.
Tabel 4-4. Daftar cycle time proses paint booth
Trial ke- Nama Proses Cycle Time (detik) Trial ke- Nama Proses Cycle Time (detik) Trial ke- Nama Proses Cycle Time (detik) 1 Paint Booth 47.12 11 Paint Booth 46.21 21 Paint Booth 46.32 2 Paint Booth 46.51 12 Paint Booth 47.03 22 Paint Booth 47.13 3 Paint Booth 46.23 13 Paint Booth 47.09 23 Paint Booth 46.57 4 Paint Booth 47.26 14 Paint Booth 46.57 24 Paint Booth 46.54 5 Paint
Booth 47.56 15 Paint Booth 46.31 25 Paint Booth 47.15 6 Paint
Booth 46.54 16 Paint Booth 47.24 26 Paint Booth 46.46 7 Paint
Booth 47.45 17 Paint Booth 46.33 27 Paint Booth 46.54 8 Paint Booth 46.22 18 Paint Booth 46.26 28 Paint Booth 46.57 9 Paint Booth 46.48 19 Paint Booth 47.52 29 Paint Booth 46.48 10 Paint Booth 46.11 20 Paint Booth 46.32 30 Paint Booth 46.52 Avg 46.688
47
Produk yang dihasilkan setiap hari dengan jam kerja efektif untuk
hub front brake 2 jam adalah sekitar 300 pcs/hari.
Pada trial ini prosesnya di rata-ratakan,seperti terlihat pada tabel
4-4. Waktu yang diharapkan adalah kurang dari 60 detik / 4 pcs pada proses paint booth.
Tabel 4-4 menuliskan jumlah rata-rata proses paint booth, jadi
cycle time yang dilewati pada proses paint booth adalah 46.688 detik / 4
pcs atau 11.672 detik / pc.
Dari table 4-4 didapat waktu sisa lebih dari satu jam yang akan digunakan untuk produksi alloy wheel for motorcycle.
4.4.4 Dampak Proses Paint Booth Baru:
Adapun dampak pada proses paint booth yang baru adalah:
Keuntungan:
a. Waktu yang diperlukan untuk menghasilkan produk cepat. b. Lebih mengoptimalkan operator.
Kendala / resiko yang akan dihadapi:
a. Mengubah kebiasaan (habits) orang / operator.
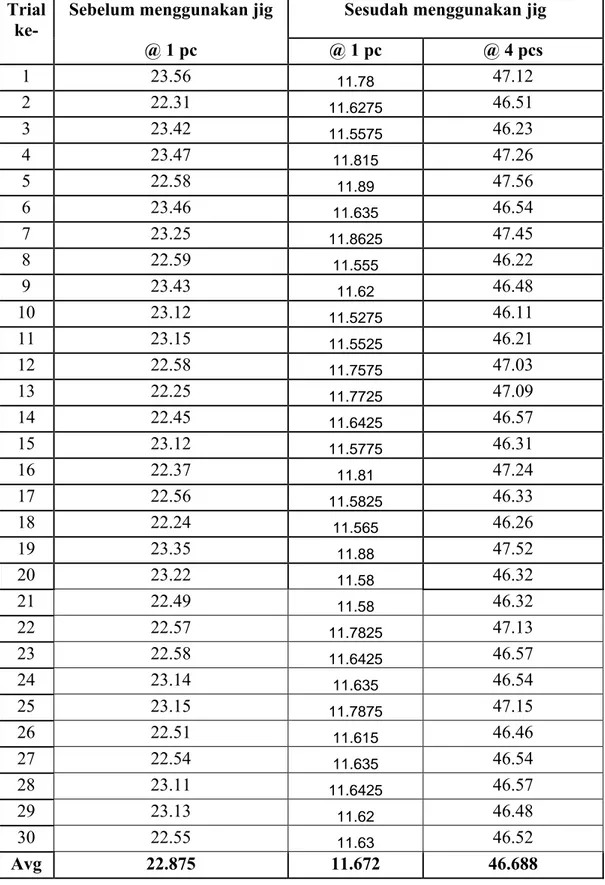
4.5 Perbandingan Data
Perbandingan hasil pengujian dari waktu sebelum menggunakan jig
Tabel 4-5 Data trial jig
Trial ke-
Sebelum menggunakan jig Sesudah menggunakan jig
@ 1 pc @ 1 pc @ 4 pcs 1 23.56 11.78 47.12 2 22.31 11.6275 46.51 3 23.42 11.5575 46.23 4 23.47 11.815 47.26 5 22.58 11.89 47.56 6 23.46 11.635 46.54 7 23.25 11.8625 47.45 8 22.59 11.555 46.22 9 23.43 11.62 46.48 10 23.12 11.5275 46.11 11 23.15 11.5525 46.21 12 22.58 11.7575 47.03 13 22.25 11.7725 47.09 14 22.45 11.6425 46.57 15 23.12 11.5775 46.31 16 22.37 11.81 47.24 17 22.56 11.5825 46.33 18 22.24 11.565 46.26 19 23.35 11.88 47.52 20 23.22 11.58 46.32 21 22.49 11.58 46.32 22 22.57 11.7825 47.13 23 22.58 11.6425 46.57 24 23.14 11.635 46.54 25 23.15 11.7875 47.15 26 22.51 11.615 46.46 27 22.54 11.635 46.54 28 23.11 11.6425 46.57 29 23.13 11.62 46.48 30 22.55 11.63 46.52 Avg 22.875 11.672 46.688
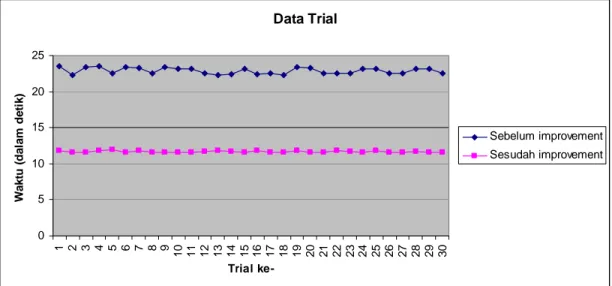
49 Data Trial 0 5 10 15 20 25 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 Trial ke-W akt u ( d al a m d e ti k) Sebelum improvement Sesudah improvement
Gambar 4-17 Grafik perbandingan sebelum dan sesudah Rata-rata dari data trial alat bantu baru tersebut adalah
= Jumlah waktu trial after @ 4 pcs ÷ Jumlah berapa kali trial
= 1400.46 ÷ 30= 46.682 Kesimpulan
Jika sebelumnya produksi hub front brake untuk 4pcs membutuhkan waktu
= Waktu before (sebelum) menggunakan jig x 4 pcs
= 22.875 x 4 =91.5
maka dengan adanya jig baru sekarang proses paint booth dapat dilakukan
Maka jika waktu siklus tersebut dinormalkan, keterampilan : Average, D = 0 usaha : Good, C2 = +0.02 kondisi : Good, C2 = +0.02 konsistensi : Fair, E = -0.02 total penyesuaian = 0.02 P = 1+ total penyesuaian P = 1+ 0.02 = 1.02 Waktu normal (Wn) = Ws x P
Waktu normal (Wn) = 11.672 x 1.02 = 11.90544 detik
Dan jika dibakukan maka menjadi
Allowance = 6% (prosentase maksimum yang ditetapkan dari perusahaan)
Waktu baku (Wb)= Wn + (Wn x A)
Waktu baku (Wb) = 11.90544 + (11.90544 x 6%) = 12.6197 detik
Tabel 4-6 Data perbandingan cycle time sebelum dan sesudah
Cycle Time Before After
Rata-rata 22.87 detik 12.62 detik
51
Dari tabel 4-6 dapat dilihat bahwa prosentase cycle time mengalami
penurunan 44.82%, ini didapat dari rumus X = 100% - { ∑ sesudah ÷ ∑ sebelum } x 100%.
Tabel 4-7 Data pembanding
Pembanding Jig lama Jig baru
Jumlah produk (pcs) 1 4 Waktu proses (detik) 22.87 ≈ 24 50.48 ≈ 51 Waktu sisa / hari (detik) 0 3375
Fungsi jig Tidak bisa digunakan
pada proses lain
Bisa digunakan pada
proses lain (pretreatment)
Semua ini karena permintaan dari pihak customer yang meningkat membuat
pihak PT. PAKOAKUINA harus menurunkan cycle time dari proses produksi,
dengan adanya alat bantu ini maka diharapkan dapat meningkatkan kapasitas produksi sesuai permintaan customer.
Dan setelah dilakukan improvement dengan membuat jig (alat bantu) dapat
menurunkan waktu yang seharusnya membutuhkan 7200 detik untuk produksi hub
front brake menjadi 3825 detik sehingga mendapat waktu sisa 3375 detik yang akan
Untuk keseragaman data dapat dilihat, common sense (subjektif), sedangkan untuk kecukupan data dapat mengguanakn formula yang kemudian diaplikasikan ke kondisi sebenarnya sebagai berikut:
16 kali pengamatan, Dimana N’ ≤ N N’ = 16
N = 30
Maka jumlah observasi yang telah dilakukan sebanyak 30 kali dan memberikan data waktu yang tercantum dalam tabel dapat memberikan tingkat kepercayaan sebesar 95% dan tingkat ketelitian yang diperoleh dari pengamatan ini adalah kurang dari 5%.