BAB 4
HASIL DAN PEMBAHASAN
4.1 Hasil Pengumpulan Data
Data adalah catatan tentang sesuatu, baik yang bersifat kualitatif maupun kuantitatif yang dipegunakan sebagai petunjuk untuk bertindak. Bardasarkan data, kita mempelajari fakta-fakta yang ada.
Data-data yang diperoleh dari hasil pengumpulan data pada PT Alakasa Extrusindo Tbk adalah sebagai berikut :
4.1.1 Prosedur ISO Yang Telah Ditetapkan Oleh Perusahaan
4.1.1.1 Prosedur Mutu Mengenai Pengendalian Produk Yang Tidak Sesuai Memastikan bahwa produk-produk yang tidak memenuhi persyaratan diidentifikasi dan dikendalikan untuk mencegah penggunaan/pengiriman yang tidak diharapkan dengan cara mengurangi ketidaksesuaian yang ditemukan, mengesahkan penggunaannya/melepaskannya/menerimanya dengan konsesi oleh suatu wewenang yang relevan, dan oleh pelanggan (jika mungkin) lalu melakukan tindakan perbaikan/pencegahan yang dianggap perlu. Identifikasi dan pengendalian produk dilakukan ditiap proses sebelum pengiriman.
Tujuan dari prosedur mutu ini adalah menjamin agar produk yang digunakan/dikirim telah memenuhi persyaratan/kriteria dari pelanggan.
Prosedur pengendalian produk yang tidak sesuai dapat diuraikan sebagai berikut :
Departemen QC (Quality Control) mengidentifikasi produk yang tidak sesuai ditiap proses/departemen produksi.
Ketidaksesuaian yang ditemukan ditiap departemen/proses dicatat oleh QC masing-masing dalam Formulir Scrap Report apabila material tersebut sudah di luar spesifikasi pelanggan dan Rework Report apabila material tersebut masih memungkinkan untuk diperbaiki.
Ketidaksesuaian yang ditemukan segera dianalisa oleh departemen/proses terkait menyangkut penyebab hingga cara penyelesaian masalah dan segera ditangani
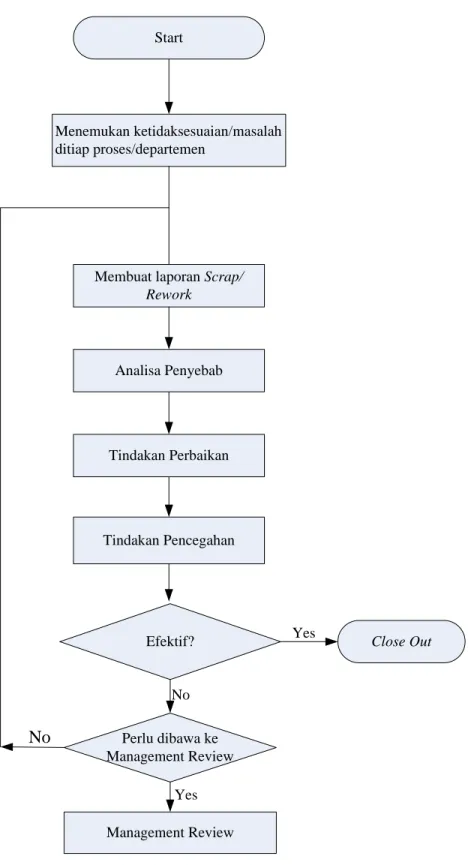
Menemukan ketidaksesuaian/masalah ditiap proses/departemen
Membuat laporan Scrap/ Rework Analisa Penyebab Tindakan Perbaikan Tindakan Pencegahan Perlu dibawa ke Management Review Management Review Close Out Efektif? Yes No No Yes Start
4.1.1.2 Prosedur Mutu Mengenai Tindakan Perbaikan
Prosedur ini mengatur tata cara mengajukan dan menetapkan tindakan perbaikan atas suatu ketidaksesuaian dalam penerapan Sistem Manajemen Mutu ISO 9001:2000. Tindakan perbaikan juga merupakan wujud dari continual improvement (perbaikan berkesinambungan).
Tujuan dari prosedur ini adalah sebagai berikut
Untuk menghilangkan penyebab ketidaksesuaian agar masalah yang terjadi
tidak terulang lagi.
Memantau pelaksanaan tindakan perbaikan agar dilaksanakan tepat waktu. Memantau keefektifan dari tindakan perbaikan.
Prosedur tindakan perbaikan sebagai berikut :
1. Tindakan perbaikan dapat dilakukan berdasarkan hasil dari : Hasil audit (internal/eksternal)
Customer Complaint Laporan ketidaksesuaian Management review Hasil analisa data Hasil observasi Lain-lain
2. Tindakan perbaikan dapat berupa :
Penyempurnaan/perbaikan/perubahan proses atau dokumen. Pengadaan training.
Penerbitan dokumen baru. Penyesuaian sarana.
3. Tindakan perbaikan dapat dinyatakan memenuhi persyaratan apabila terdapat hal-hal sebagai berikut :
Penjelasan penyebab ketidaksesuaian.
Upaya penghilangan penyebab ketidaksesuaian
Tindakan yang sesuai untuk menghindari terulangnya permasalahan. Pencatatan atas kegiatan dan hasilnya.
Tindakan perbaikan dianggap efektif apabila dalam periode waktu yang ditentukan penyimpangan yang terjadi dapat diselesaikan dan masalah yang sama tidak terulang lagi.
4.1.1.3 Prosedur Mutu Mengenai Tindakan Pencegahan
Tindakan pencegahan perlu dilakukan untuk menunjang Sistem Manajemen Mutu ISO 9001:2000 dengan cara menghilangkan penyebab terjadinya potential problem (masalah potensial). Tindakan pencegahan merupakan suatu wujud dari perbaikan berkesinambungan.
Tindakan pencegahan yang diambil untuk menghilangkan potensi penyebab ketidaksesuaian harus sampai tingkatan yang sesuai dengan besarnya masalah dan seimbang dengan resiko yang dihadapi dan dapat berupa :
1. Penyempurnaan/perbaikan.perubahan proses atau dokumen 2. Pengadaan training
3. Penerbitan dokumen baru 4. Penyesuaian sarana
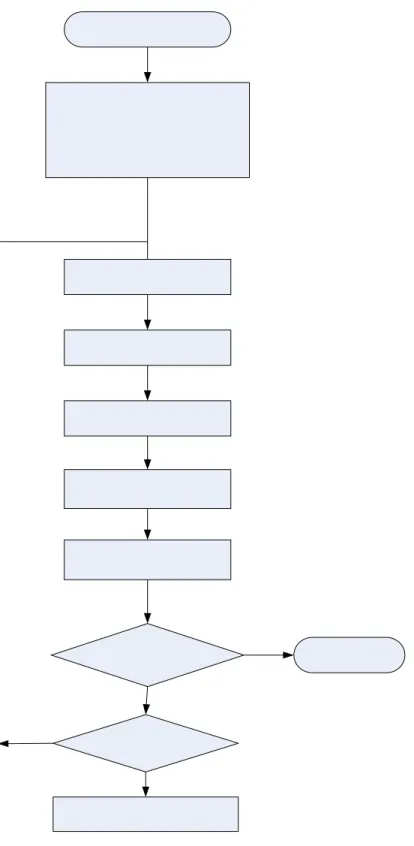
Tindakan pencegahan atau preventive action dilakukan dengan cara mengisi form PAR (Preventive Action Request). Kemudian PAR diidentifikasikan melalui rapat yang dikoordinasikan oleh MR bersama departemen terkait. Pelaksanaan tindakan pencegahan
Penerapan pengendalian terhadap tindakan pencegahan perlu dilakukan untuk memastikan bahwa tindakan pencegahan tersebut efektif. Bila tindakan pencegahan yang dilaksanakan tidak efektif, maka perlu diterbitkan usulan tindakan pencegahan baru/tindakan perbaikan.
Gambar 4.1 Flow Chart Tindakan Pencegahan 4.1.1.4 Prosedur Mutu Mengenai Penanganan Keluhan Pelanggan
Customer Complaint atau keluhan pelanggan adalah suatu bentuk ketidakpuasan pelanggan dengan produk atau jasa yang dihasilkan. Apabila komplain tersebut tidak dikelola dengan baik, dapat mengurangi kepercayaan pelanggan pada produk yang dihasilkan dan nama baik perusahaan.
Keluhan pelanggan ini juga dapat dianggap suatu masukan yang sangat berharga untuk manajemen sehingga dapat dilakukan tindakan perbaikan dan pencegahan yang terarah pada kegiatan internal perusahaan.
Tujuan dari prosedur ini adalah untuk memperjelas tugas dan tangung jawab dengan hubungan timbal balik yang terkoordinasi diantara departemen terkait dalam menangani keluhan pelanggan, agar keluhan dapat diselesaikan dengan cara yang cepat, efektif dan tidak mengecewakan pelanggan.
4.1.1.5 Prosedur Mutu Mengenai Kepuasan Pelanggan
Prosedur ini dibuat untuk mengetahui tingkat/derajat kepuasan/harapan serta keluhan pelanggan terhadap produk dan service yang dihasilkan perusahaan melalui servei pelanggan, sehingga dapat ditentukan aspek-aspek yang harus menjadi prioritas dalam perbaikan dan atau peningkatan kinerja perusahaan di masa yang akan datang sebagai perwujudan penerapan Sistem Manajemen Mutu ISO 9001:2000.
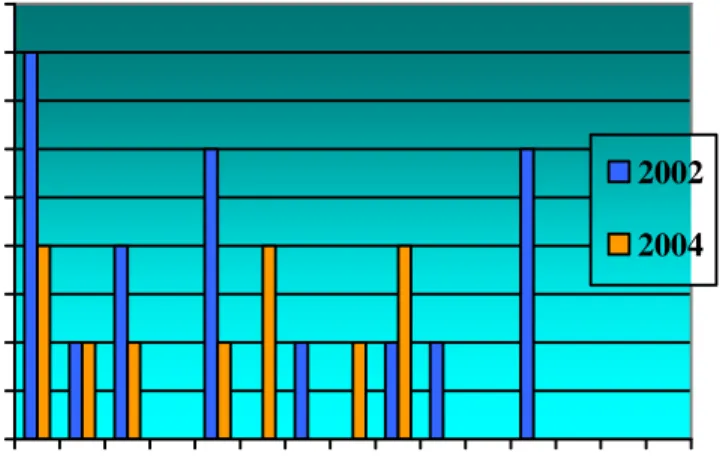
4.1.2 Perbandingan Jumlah Keluhan Pelanggan Internal Sebelum dan Sesudah Mandapatkan ISO 9001:2000
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 Jan Ma r Me i Ju l Sep Nov Bulan J u mla h Ko mp la in 2002 2004
Gambar 4.1 Diagram Keluhan Pelanggan Internal
4.1.3 Perbandingan Jumlah Keluhan Pelanggan Eksternal Sebelum dan Sesudah Mandapatkan ISO 9001:2000
0 0,5 1 1,5 2 2,5 3 3,5 4 4,5 Jan Fe b Mar Ap r Me i Jun Jul Ag t Se p Ok t No v Des Bulan Ju m lah Kom p la in 2002 2004
Gambar 4.1 Diagram Keluhan Pelanggan Eksternal
4.1.4 Jumlah Kesalahan yang Terjadi Pada Setiap Departemen Periode Januari-Desember 2002
A nod izin g de ffe ct Fa br ik asi de ffect Extr usion de ffect Pengir im an S
urface fini
sh Die S hop de fect Po wd er Coat ing S alah or der PurchasingExpe disi Departemen 0.00 10.00 20.00 30.00 40.00 Ju m la h 0% 20% 40% 60% 80% 100% Pe rs e n 10.00 5.00 5.00 3.00 3.00 3.00 3.00 2.00 1.00 1.00
Diagram 4.1 Diagram Pareto jumlah Kesalahan pada Departemen Periode Januari-Desember 2002
4.1.5 Jumlah Kesalahan yang Terjadi Pada Setiap Departemen Periode Januari-Desember 2004 Extrusion defect Pengiriman Anodizing Expedisi Pengepakan Purchasing Sales Mistake PPC mistake Departemen 0.00 5.00 10.00 15.00 20.00 25.00 Jum lah 0% 20% 40% 60% 80% 100% Persen 11.00 5.00 3.00 2.00 1.00 1.00 1.00 1.00
Diagram 4.1 Diagram Pareto jumlah Kesalahan pada Departemen Periode Januari-Desember 2004
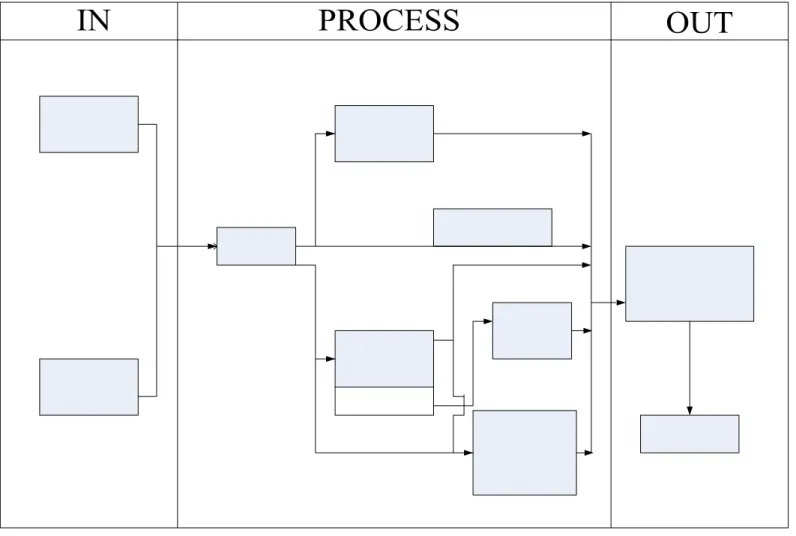
4.1.6 Flow Chart Proses Material
Penjelasan :
Proses produksi material terdapat pada departemen ekstrusi. Material yang dibutuhkan untuk proses produksi tersebut adalah material yang berupa billet local dan billet impor. Billet local diperoleh dari departemen remelt yang memproses peleburan alumunium dari scrap menjadi bahan baku. Sedangkan billet impor diperoleh dari PT. Inalum Asahan, Sumatra yang bekerjasama dengan PT. Alakasa Extrusindo Tbk. Selain itu, dibutuhkan juga die (cetakan) yang dibuat oleh departemen die shop untuk mendukung jalannya proses produksi pada departemen ekstrusi. Jenis die ada dua macam, yaitu die hollow dan die solid. Setelah semua bahan yang diperlukan telah siap maka proses produksi pun dimulai.
Material yang telah selesai diproses pada departemen extrusi disebut alumunium profile. Jika alumunium tersebut telah selesai dan tidak diproses lagi untuk selanjutnya, maka alumunium itu disebut material mill finish. Material ini akan langsung dipacking dan dikirim ke customer. Sedangkan jika alumunium tersebut masih akan diproses lagi, maka pelaksanaan proses dilakukan pada departemen surface finish dan anodizing yang melakukan proses pelapisan pada alumunium profile.
Pada departemen surface finish, alumunium profile dilapisi dengan zat kimia. Lapisan tersebut ada dua macam, yaitu gold dan silver. Setelah diberi lapisan, maka alumunium tersebut dipacking dan dikirim ke customer. Berbeda dengan proses yang terjadi pada departemen anodizing. Pada departemen ini,
alumunium diberi lapisan pelindung agar tidak mudah korosi. Proses anodizing adalah proses oksidasi pada permukaan alumunium dengan cara elektrolisa. Lapisan tersebut ada bermacam-macam, yaitu CA, Anolok, ED Chromating. Setelah proses pelapisan selesai, maka selanjutnya alumunium profile diproses sesuai dengan keinginan/pesanan customer. Jika customer ingin agar alumunium tersebut diberi lapisan cat, maka alumunium tersebut diproses pada departemen powder coating. Sedangkan jika customer menginginkan alumunium tersebut dibentuk, maka prosesnya dilakukan pada departemen fabrication.
Setelah semua proses selesai, maka dilakukan pengecekan oleh departemen QC. Jika tidak ditemukan cacat, maka alumunium profile dpacking dan dikirim ke customer. Tetapi jika ada alumunium yang cacat, maka alumunium tersebut direworok atau scrap.
4.1.7 Gambar Produk yang Dihasilkan oleh Perusahaan
Berikut ini adalah gambar produk-produk yang dihasilkan oleh perusahaan diantaranya :
Gambar 4.1 Bingkai Kaca/Jendela Pada Gedung bertingkat
Gambar 4.1 Gerbong Kereta Api
Gambar 4.1 Box Mobil
Gambar 4.1 Rangka Antena Parabola
4.2 Analisis Data dan Pembahasan
4.2.1 Analisa Keluhan Pelanggan Internal Sebelum dan Sesudah Penerapan Sistem Manajemen Mutu ISO 9001:2000
Yang dimaksud dengan pelanggan internal disini adalah pelanggan pada proses selanjutnya yang menikmati output dari proses sebelumnya.
Pada tahun 2002 sebelum perusahaan menerapkan sistem manajemen mutu jumlah keluhan pelanggan internal dari bulan januari sampai dengan desember mencapai enam belas komplain. Komplain tersebut berasal dari departemen :
Pada bulan januari complain berasal dari departemen anodizing, extrusi, dan fabrikasi.
Pada bulan februari complain berasal dari departemen purchasing.
Pada bulan maret dan mei complain berasal dari departemen anodizing dan
extrusi.
Pada bulan juli complain berasal dari departemen extrusi dan die shop. Pada bulan september complain berasal dari departemen extrusi. Pada bulan oktober complain berasal dari departemen anodizing. Pada bulan desember complain berasal dari departemen anodizing.
Diketahui bahwa komplain terbanyak berasal dari departemen anodizing. Komplain tersebut berupa alumunium/produk yang salah warna (warna muda), smut, asam, coutic, korosi, dan alumunium yang tipis ex rework. Yang dimaksud dengan tipis ex rework adalah produk yang telah selesai diproduksi, tetapi hasilnya tidak sesuai dengan keinginan pelanggan sehingga produk tersebut dikerjakan ulang dan ketebalan produk menjadi berkurang karena telah dirework.
Penyebab kecacatan produk adalah sebagai berikut : Warna muda
Disebabkan karena konsentari pembentukan film (lapisan) tidak standar (tidak sesuai sample).
Smut
Disebabkan karena konsentrasi larutan electrolyte, asam sulfat tidak stabil dan temperatur larutan anodizing tidak standar (terlalu tinggi/rendah).
Asam
Disebabkan karena adanya larutan yang belum terurai diprofil. Coutic
Terdiri dari :
1. Gumpalan coustic yang menempel pada alumunium
Dikarenakan konsentrasi coustic tidak merata, mungkin kurang diaduk atau section yang dietc belum bersih.
2. Terkena uap coustic
Uap coustic memakan semua permukaan alumunium yang tidak tetutup, terutama yang masih mill finish sehingga permukaan menjadi kasar.
Korosi
Ada bermacam-macam jenis korosi, yaitu :
1. Finger print : bekas jari yang akan tampak jelas setelah dietch.
Disebabkan karena penggumpalan magnesium oksida pada permukaan karena keringat yang mengandung asam pada tangan.
2. Atmosfir : bintik-bintik putih pada permukaan profile.
Disebabkan karena udara yang mengandung asam, menimbulkan magnesium oksida/udara lembab.
3. Kertas : bintik-bintik hitam yang akan menjadi lebih jelas setelah mengalami proses anodizing.
Disebabkan karena adanya asam kuat chorida/sulfat pada kertas pembungkus.
4. Traffic marking : bintik-bintik atau jalur hitam pada profile. Disebabkan karena adanya gesekan antara dua permukaan.
Sedangkan keluhan pelanggan internal pada tahun 2004 setelah perusahaan menerapkan sistem manajemen mutu berkurang enam komplain menjadi sepuluh komplain. Komplain tersebut antara lain:
• Pada bulan januari complain berasal dari departemen anodizing,dan extrusi. • Pada bulan februari complain berasal dari departemen extrusi.
• Pada bulan maret dan mei complain berasal dari departemen anodizing. • Pada bulan mei complain berasal dari departemen anodizing.
• Pada bulan juni complain berasal dari departemen anodizing dan extrusi. . • Pada bulan agustus complain berasal dari departemen extrusi.
• Pada bulan september complain berasal dari departemen purchasing dan
extrusi.
Diketahui pada tahun 2004 jumlah complain terbanyak berasal dari departemen extrusi dengan jenis komplain adalah dimensi outside, bent, dent, scratch, sreaking/ black line. Penyebab kecacatan produk adalah :
Dimensi outside
Disebabkan karena ukuran pada profile yang sudah ditetapkan tidak sesuai (tidak standar)
Bent (bengkok) Disebabkan karena :
1. Aliran material tidak rata waktu extrusion.
Penyok
Disebabkan karena penumpukan material yang tidak sesuai dengan ukuran dan beratnya. Alumunium yang berat ditumpuk ke atas alumunium yang ringan, sehingga alumunium tersebut menjadi penyok. Kesalahan penumpukan terjadi karena manusia/pekerja yang tidak teliti atau terburu-buru.
Scratch : luka-luka goresan ada permukaan profile.
Disebabkan karena profile terkena gesekan dengan benda tajam pada meja run-out, meja transfer, meja gergaji, dan lain-lain.
Sreaking : garis memanjang gelap pada profile yang muncul setelah proses anodizing.
Disebabkan karena :
1. Tercampurnya ingot dingin dari pinggir-pinggir aliran dengan aliran extrusion yang sesungguhnya.
2. Perbedaan unsur pokok besi dan distribusinya dalam daerah-daerah dingin yang menyebabkan respon lain pada etching.
Setelah melihat tingkat keluhan pelanggan internal yang menurun sesudah perusahaan menerapkan ISO 9001:2000 maka dapat disimpulkan bahwa Sistem Manajemen Mutu ISO 9001:2000 yang dibangun telah diterapkan dengan baik sehingga implementasinya menjadi sukses.
4.2.2 Analisa Keluhan Pelanggan Eksternal Sebelum dan Sesudah Penerapan Sistem Manajemen Mutu ISO 9001:2000
Yang dimaksud dengan pelanggan eksternal disini adalah pelanggan yang menikmati/mengkonsumsi produk akhir.
Pada tahun 2002 komplain eksternal terbanyak berasal dari perusahaan Super B yang memproduksi jendela dan pintu. Komplain tersebut mengenai material dengan warna silver, pipa coustic, warna gold belang, kusen lengkung cacat/baret. Penyebab material cacat adalah :
Warna silver, Pipa coustic, Warna gold belang
Disebabkan karena konsentrasi campuran kimia untuk pewarnaan tidak mencapai standar yang ditentukan.
Kusen lengkung cacat/baret.
Disebabkan karena blending yang tidak merata dari satu bearing ke bearing yang lain menghasilkan perbedaan orientasi grain yang lain.
Pada tahun 2004 komplain eksternal terbanyak berasal dari CV. Hanura yang memproduksi jendela kereta api. Jenis komplainnya adalah material yang bengkok, penyok dan rusak waktu diekspedisi. Penyebab material cacat adalah : Bengkok
Disebabkan karena :
a. Aliran material tidak rata waktu extrusion. b. Faktor handling.
c. Hambatan pada run out table. Penyok
Disebabkan karena penumpukan material yang tidak sesuai dengan ukuran dan beratnya. Alumunium yang berat ditumpuk ke atas alumunium yang ringan, sehingga alumunium tersebut menjadi penyok. Kesalahan penumpukan terjadi karena manusia/pekerja yang tidak teliti atau terburu-buru.
Rusak waktu diekspedisi
Penyebabnya dikarenakan adanya hambatan dalam perjalanan ketempat customer. Mungkin saja alumunium terkena hujan, atau jalanannya berlubang, dan sebagainya.
Setelah menganalisa jumlah komplain pada tahun 2002 dan 2004, maka diketahui bahwa jumlah komplain menurun. Hal ini membuktikan bahwa pelayanan dan kualitas produk PT Alakasa Extrusindo Tbk sudah baik, dan akan dipertahankan bila perlu ditingkatkan.
4.2.3 Analisa Sebab-Akibat
Data realisasi pencapaian sasaran Sistem Manajemen Mutu ISO 9001:2000 pada departemen anodizing dan extrusi adalah sebagai berikut :
Pada departemen anodizing :
- Masalah yang terjadi pada departemen anodizing adalah karena temperatur tinggi.
Untuk mengurangi rewok atau scrap, maka diputuskan tidak boleh melakukan proses bila temperatur tidak standar.
- Kapasitas Chiller kurang karena ada direpair dan sangat berpengaruh sewaktu proses 18 mikron.
- Kemudian masalah ketidakseragaman warna akibat salah operator. Pada departemen extrusi :
- Hal yang menyebabkan adanya scrap waktu proses extrusi adalah die-die yang tadinya dipakai dimesin press 1 dan kemudian digunakan dimesin press 2 mengalami perubahan, sehingga banyak die yang harus ditest dulu untuk menyesuaikan metal flownya.
- Demikian juga mushroom yang oleh karena diameter die lebih kecil dari permukaan liner, sehingga bidang kontak antara die dan liner lebih kecil, program kerja untuk mengatasi adalah pembuatan diemeter die yang lebih besar.
extrusi tidak sesuai.
Berdasarkan data di atas, maka saya mengambil kesimpulan mengenai penyebab-penyebab cacat yang terjadi, yaitu : Tabel 4.2.3 Tabel Analisa Sebab-Akibat
No Cacat Mesin Manusia Metode Material Lingkungan Penanggungjawab
1. Warna Muda - Salah order pada bagian marketing Salah setting waktu mesin saat proses pewarnaan - - 2. Smut - Tidak sabar Tidak teliti - Karakteristik material - Operator 3. Asam - Tidak sabar Tidak teliti - Kualitas material Material kotor
Udara yang tidak bersih/mengandung asam
4. Coustic - Tidak teliti saat memeriksa profile yang telah selesai diproses (saat dicuci tidak bersih) - Terdapat kotoran pada material, sehingga pada saat proses coustic, larutan coustic tidak dapat melekat pada profile
Uap larutan coustic yang ada pada udara melekat pada profile Operator Extrusi Operator Anodizing Foreman 5. Corosi - Lalai Tidak tahu - - Udara sekitar mengandung uap coustic QC Operator Anodizing 6. Dimensi Outside - Tidak teliti - - - QC Operator Inspeksi
7. Bengkok/Bent - saat meletakkan material dilorry - - - Qc Operator Saw Lot
Foreman 8. Penyok/Dent - Kurang teliti saat penyusunan profile dilorry (permukaan ada dibagian bawah) - Permukaan profile tidak rata/cembung - Die Correction
Operator Saw Lot
9. Scratch Roda pada lorry macet Tidak teliti - -
Kondisi jalan tidak baik/rusak Operator Ageing Foreman 10 Streaking/Black Line - Operator baru Welding chamber di dies kurang bagus Kualitas billet - Operator Corecctor Operator Spectro 11. Warna Silver - Saat proses tidak teliti dengan takaran pewarnaan - Material yang digunakan tidak standar Lampu penerangan kurang terang Supervisor Foreman 12. Pipa Coustic - Kurang teliti dalam mencuci profile yang - - - Operator Crane Foreman
dari bak coustic (zat kimia masih tersisa di dalam pipa) 13. Warna Gold Belang - Tidak teliti pada saat proses bright deep (masih
ada udara yang terperangkap ) - Tidak menggunakan profile yang sesuai spesifikasi - Operator Crane Foreman 14. Kusen Lengkung ( Ukuran radius Tidak teliti saat bending - Karakteristik profile - Operator Bending Foreman
Radius tidak sesuai) mesin tidak standar profile sehingga radius tidak sesuai berubah saat diproses (keras) 15. Alumunium tipis ex rework - Tidak teliti Capek - - Pencahayaan kurang terang (warna pada profile kurang jelas) QC Operator Crane Foreman 16. Rusak waktu ekspedisi - Tidak hati-hati dalam penyusunan profile di atas truk Penyusunan material di truk tidak diatur baik - - Cuaca yang tidak mendukung - Jalanan yang rusak Sopir Operator Packing 96
4.2.4 Diagram Sebab-Akibat
Diagram sebab-akibat adalah suatu diagram yang menunjukkan hubungan antara sebab dan akibat. Diagram sebab-akibat dipergunakan untuk menunjukkan faktor-faktor penyebab (sebab) dan karakteristik kualitas (akibat) yang disebabkan oleh faktor-faktor penyebab itu. Diagram sebab-akibat ini sering juga disebut sebagai Diagram tulang Ikan (Fishbone Diagram) karena bentuknya seperti kerangka ikan, atau Diagram Ishikawa (Ishikawa’s Diagram) karena pertama kali diperkenalkan oleh Prof. Kaoru Ishikawa dari Universitas Tokyo pada tahun 1953.
Pada dasarnya diagram sebab-akibat dapat dipergunakan untuk kebutuhan-kebutuhan berikut :
Membantu mengindentifikasi akar penyebab dari suatu masalah. Membantu membangkitkan ide-ide untuk solusi suatu masalah. Membantu dalam penyelidikan atau pencarian fakta lebih lanjut.
Diagram 4.2 Diagram Sebab-Akibat
Diagram sebab-akibat di atas adalah kesimpulan dari sub bab 4.2.3 Analisa Sebab-Akibat yang menggambarkan proses perbaikan terus-menerus yang melibatkan sistem secara keseluruhan, yang mencakup sumber daya manusia, material, peralatan, metode kerja, lingkungan dan lain-lain. Diagram di atas dapat dipergunakan sebagai suatu alat untuk menganalisis, memahami, dan meningkatkan proses apa saja guna meningkatkan kepuasan pelanggan yang merupakan sasaran utama dari manajemen kualitas.
Penjelasan : 1. Manusia
Cacatnya produk dapat disebabkan oleh faktor umum dari manusia diantaranya tidak hati-hati, capek, tidak sabar, kurang teliti, atau karena masih operator baru. Hal tersebut dapat terjadi karena kurangnya motivasi terhadap operator atau pekerjaan yang terlalu onoton. Oleh karena itu pemberian motivasi dan pengawasan yang ketat terhadap pekerja sangat diperlukan.
2. Metode (Method)
Metode yang salah dapat menyebabkan ketidaksesuaian spesifikasi. Maka dari itu metode kerja/pengoperasian harus berjalan sebagaimana mestinya.
3. Mesin (Mechines)
Mesin setiap hari harus dicheck dan disetting dengan benar sebelum proses produksi dimulai untuk menghindari rusak dan macetnya mesin pada saat
proses produksi sedang berlangsung serta menghindari kesalahan dalam produksi. Karena jika proses produksi terhenti, maka dapat menyebabkan kerugian pada perusahaan.
4. Bahan (Materials)
Sebelum menggunakan material pada proses produksi, terlebih dahulu material harus diperiksa dengan teliti. Kualitas dan karakteristik material sangatlah penting karena jika material jelek, maka dapat menghasilkan produk yang cacat.
5. Lingkungan (Environment)
Lingkungan juga berpengaruh terhadap cacatnya produk. Jika udara disekitar tempat kerja tidak nyaman dan bersih, maka hal tersebut dapat menggangu proses kerja dan operator itu sendiri dan dapat menyebabkan proses produksi terganggu. Pencahayaan juga berperan penting, karena jika cahaya disekitar tempat bekerja tidak cukup, maka dapat mengakibatkan berkurangnya kemampuan penglihatan operator yang bisa menimbulkan kecelakaan kerja dan produk yang dihasilkan tidak sesuai dengan yang diinginkan.
4.2.5 Rencana Perbaikan Cacat 1. Warna muda
Manusia : saat membuat order, harus dicek lagi kebenaran dan spesifikasi pesanan.
Material : - Mengikuti setting-an waktu yang telah ditetapkan - Memeriksa kembali setting-an waktu sebelum proses
dilakukan.
2. Smut
Manusia : - Lebih teliti lagi dan berhati-hati dalam mencampur larutan untuk proses profile.
- Mengikuti standar yang telah ditentukan dalam pengaturan temperatur
- Temperatur disesuaikan dengan proses yang akan dilakukan
Material : - Pemilihan material sesuai dengan proses yang akan dilakukan.
3. Asam
Manusia : harus teliti dan sabar dalam melaksanakan proses produksi agar produk yang dihasilkan tidak cacat dan sesuai dengan keinginan pelanggan.
Material : - Memilih material yang bermutu.
- Memeriksa material sebelum dan sesudah diproses Lingkungan : - Menyediakan ruangan khusus untuk proses yang
menggunakan bahan kimia, agar material akan diproses, tidak terkontaminasi oleh zat-zat yang ada diudara.
4. Coustic
Manusia : Memeriksa kembali material yang telah diproses untuk mencegah adanya cacat.
Material : - Material hasil proses sebelumnya tidak sempurna sehingga pada proses selanjutnya material mengalami cacat.
- Sebaiknya material diberi lapisan dasar sebelum diproses coustic agar pada saat proses, uap coustic tidak membuat permukaan material menjadi kasar
Lingkungan : - Menyediakan kipas (exhaust fan) agar udara kotor/mengandung bahan kimia keluar.
5. Corosi
Manusia : - memberikan informasi yang lengkap kepada setiap karyawan mengenai proses kerja dan akibat yang bisa timbul dari kesalahan proses yang dilakukan. - Setiap karyawan diharuskan menggunakan sarung
tangan agar
Lingkungan : - Menyediakan tempat untuk penyimpanan material yang telah jadi seperti kardus, agar terhindar dari gesekan antar material.
6. Dimensi Outside
Manusia : - Setiap karyawan bertanggung jawab terhadap proses yang dilakukan dengan cara memeriksa kesesuaian produk dengan spesifikasi yang ditetapkan pelanggan.
7. Scratch
Manusia : - Memberikan informasi yang lengkap kepada setiap karyawan mengenai proses kerja dan akibat yang bisa timbul dari kesalahan proses yang dilakukan. - Setiap karyawan diharuskan menggunakan sarung
tangan agar
Mesin : - Memeriksa mesin ketika akan menggunakannya - Secepat mungkin memperbaiki mesin-mesin yang
rusak, agar proses produksi tidak terhambat.
Lingkungan : - Memperbaiki jalanan yang rusak pada lantai produksi, agar pada saat material dibawa dengan menggunakan forklift material tidak mengalami cacat akibat gesekan
8. Bengkok/Bent
Manusia : - Mengatur dan memeriksa kembali material yang diletakkan di lorry
9. Penyok/dent
Manusia : - Menyusun material pada lorry dengan baik
- Memperbaiki die yang rusak, agar material yang diproses tidak cembung
10. Streaking/Black Line
Manusia : - Memberikan pelatihan dan informasi yang lengkap kepada karyawan baru
Mesin : - Memeriksa kualitas billet yang akan diperbaiki. - Memperbaiki welding chamber pada die dengan
menggunakan gerinda
11. Warna Silver
Manusia : - Setiap karyawan harus memeriksa kesesuaian hasil dari proses dengan pesanan pelanggan
Material : - Menggunakan material khusus untuk proses warna s silver
Lingkungan : - Menambah lampu sebagai penerangan untuk memperlancar proses produksi dan mencegah cacat terjadi.
12. Pipa Coustic
Manusia : - Setiap karyawan harus memeriksa apakah material dari proses pelarutan pada bak coustic telah benar-benar bersih dari larutan kimia
13. Warna Gold Belang
Manusia : - Setiap karyawan harus memeriksa apakah material dari proses pelarutan pada bak coustic telah benar-benar bersih dari larutan kimia
14. Kusen lengkung
Manusia : - Operator harus lebih teliti dalam proses bending material, karena jika terjadi kesalahan yang kecil, maka dapat berakibat fatal.
Material : - Material yang akan dibending harus memenuhi syarat kekerasan
Mesin : - Seluruh mesin di dalam pabrik, sebelum digunakan harus dicek dahulu, dan distandarisasikan ukurannya.
15. Alumunium Tipis ex Rework
Manusia : - Operator harus lebih teliti dalam bekerja.
Lingkungan : - Menambah lampu sebagai penerangan untuk membantu karyawan dalam bekerja.
16. Rusak Waktu Ekspedisi
Manusia : - Menyusun material di dalam truk dengan benar agar tidak terjadi penumpukan dan gesekan pada material yang dapat menyebabkan cacat.
Metode : - Material yang dibawa dengan menggunakan truk harus ditutupi dengan terpal agar tidak kehujanan.
4.2.6 Rencana Perbaikan Sistem Manajemen Mutu
Sistem manajemen mutu mendefinisikan bagaimana organisasi menerapkan praktek-praktek manajemen mutu secara konsisten untuk memenuhi kebutuhan pelanggan dan pasar. Dalam setiap lingkungan, pelaksanaan proses yang konsisten merupakan kunci untuk peningkatan terus-menerus yang efektif agar selalu memberikan produk (barang dan/atau jasa) yang memenuhi kebutuhan pelanggan dan pasar global. Suatu sistem akan dapat berhasil dengan baik, jikalau subsistemnya memberikan dukungan dengan sebaik-baiknya.
Langkah-langkah yang sebaiknya diambil oleh perusahaan untuk perbaikan sistem manajemen mutu adalah :
1. Fokus pada pelanggan (internal dan eksternal). Pelanggan yang dimaksud disini bukan hanya pelanggan yang menikmati produk akhir, melainkan yang dimaksud dengan pelanggan adalah proses selanjutnya yang menikmati ouput dari proses kita
2. Memberikan pendidikan dan pelatihan. Karena untuk menciptakan sesuatu yang bermutu, maka orang harus mau belajar dan berlatih sampai kapan pun. 3. Menetapkan partisipasi karyawan dan pelatihan dalam sistem.
Tahap ini sangat penting untuk keberhasilan dan efesiensi dari sistem manajemen mutu. Hal ini sangat kritis dan harus dipastikan bahwa setiap orang dalam organisasi menyadari bahwa sistem manajemen mutu akan mempengaruhi aktivitas kerja mereka.
4. Menerapkan perinsip Continual Process Improvemen (perbaikan proses scara terus-menerus). Karena mutu hanya bisa dicapai bila selalu diadakan perbaikan dan penyempurnaan walau hanya kecil