BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Kebun Karet Batang Serangan merupakan salah satu unit PTP. Nusantara II (Persero) Medan – Sumatera Utara, mempunyai pabrik pengolahan Lateks Cair yang menghasilkan produk berupa Ribbed Smoke Sheet (RSS).
Kebun Batang serangan dibuka pada tahun 1910 yang diusahakan oleh pemerintah Belanda dengan nama perusahaan NV BDM (Berenigde Deli Maatscappijen). Pada tahun 1958 pemerintah Republik Indonesia mengambil alih perusahaan dan diberi nama PPN BARU (Pusat Perkebunan Negara Baru). Peralihan Perusahaan Kebun Batang Serangan dapat diuraikan sebagai berikut: 1. Pada tahun 1910 NV. BDM
2. Pada tahun 1958 NV. BDM beralih menjadi PPN BARU
3. Pada tahun 1961 PPN BARU berubah menjadi PPN SUMUT-II 4. Pada tahun 1963 PPN SUMUT-II berubah menjadi PPN KARET II 5. Pada tahun 1969 PPN KARET II berubah menjadi PNP KARET-II 6. Pada tahun 1976 PNP KARET-II berubah menjadi PTP-II
7. Pada tahun 1996 PTP-II berubah menjadi PTP. Nusantara-II sampai saat ini
Kebun Karet Batang Serangan terletak di Kabupaten Langkat. Secara umum Kebun Karet Batang Serangan berada pada ketinggian ± 25 m dari permukaan laut, dan bertofografi datar 97% dan bergelombang 3 % yang
didominasi oleh jenis tanah alluvial dan podsolik. Dengan hari hujan 90 – 150 hari/tahun dan jumlah curah hujan per tahun 2.100 – 3.250 mm/tahun, dengan luas
Afdeling karet sebesar 2876,56 Ha dan di bagi menjadi lima afdeling. Adapun perincian luas masing-masing afdeling adalah sebagai berikut:
1. Afdeling I : 566,49 ha 2. Afdeling II : 607,07 Ha 3. Afdeling III : 570,90 Ha 4. Afdeling IV : 566,05 Ha 5. Afdeling V : 566,05 Ha
Kebun Karet Batang Serangan juga memiliki kesesuaian dokumen kepada konsumen dengan konsisten mengimplementasikan ISO.9001 (Manajemen Mutu) sehingga menghasikan produk-produk bermutu tinggi serta ramah lingkungan, disamping itu manajemen juga mempunyai komitmen yang tinggi terhadap keselamatan kerja karyawan dengan mengimplementasikan Sistem Manajemen Kesehatan dan Keselamatan Kerja (SMK3) secara konsisten, dan pada tahun 2008 mendapat penghargaan zero accident.
Tanggung jawab PTP. Nusantara II (Persero) Kebun Karet Batang Serangan mempunyai manajemen yang telah menyalurkan sebagian labanya untuk dana kemitraan dan bina lingkungan Comunity Development (CD) kepada masyarakat sekitar. Kemudian dalam rangka mewujudkan manusia yang sejahtera.
2.2. Ruang Lingkup Bidang Usaha
Pada Pabrik RSS PTP. Nusantara II (Persero) Kebun Batang Serangan terdiri dari satu jenis pengolahan yaitu Pabrik pengolahan Lateks cair. Pabrik Pengolahan Lateks cair dengan hasil produksi yaitu :
1. Ribbed Smoke Sheet (RSS ) I 2. Ribbed Smoke Sheet (RSS ) III 3. Cutting
2.3. Lokasi Perusahaan
Lokasi perusahaan merupakan salah satu faktor yang menentukan kelangsungan usaha. Pabrik RSS PT. Perkebunan Nusantara II Kebun Batang Serangan terletak di kecamatan Batang Serangan Kabupaten Langkat Propinsi Sumatera Utara. Berdasarkan letak geografisnya Pabrik RSS PT. Perkebunan Nusantara II Kebun Batang Serangan berada pada antara 82`2 BT dan 4`2 LU. Dimana jarak perusahaan ini terletak ± 90 Km dari kota Medan dengan ketinggian ± 25 m dari permukaan laut, dan bertofografi datar 97% dan bergelombang 3 % yang didominasi oleh jenis tanah alluvial dan podsolik.
2.4. Daerah Pemasaran
Pemasaran adalah fungsi aktivitas untuk menyediakan atau memindahkan produk atau jasa dari produsen kepada konsumen. Sementara manajemen pemasaran berarti analisis, perencanaan, pelaksanaan dan pengawasan program – program yang dirancang untuk menciptakan, membuat dan menangani pertukaran dengan para pembeli dengan maksud mencapai tujuan perusahaan.
Aspek pasar dan perusahaan merupakan salah satu dari beberapa aspek yang penting (aspek teknis, ekonomis, manajemen dan organisasi, aspek sosial dan lingkungan) dalam menjalankan dan mempertahankan kelangsungan tujuan usaha perusahaan. Pasar merupakan tempat dimana produsen dan konsumen melangsungkan transaksi atau suatu produk barang atau jasa.
Perusahaan yang lebih memperhatikan kepentingan dan kebutuhan konsumen, dalam jangka panjang lebih berhasil dan akan tetap eksis dibandingkan dengan perusahaan yang mengabaikannya.
Untuk masalah pemasarannya ditentukan oleh Kantor Direksi PTP. Nusantara II di Tanjung Morawa pada bagian pemasaran. Direksi PTP. Nusantara II (Persero) menentukan sendiri siapa yang menjadi pembeli Lembaran Karet Asap (Ribber Smoke Sheet) diproduksi Pabrik PTP. Nusantara II (Persero) kebun Batang Serangan. Hal-hal yang mengenai harga Lembaran Karet Asap (Ribbed Smoke Sheet) ditentukan oleh bursa komoditi.
2.4.1. Segmentasi Pemasaran
Menurut kebijaksanaan hasil produksi PTP. Nusantara II (Persero) Kebun Batang Serangan dipasarkan melalui Direksi PTP. Nusantara II (Persero) di Tanjung Morawa. Direksi PTP. Nusantara II (Persero) menentukan sendiri siapa yang menjadi pembeli Lembaran Karet Asap (Ribber Smoke Sheet) diproduksi Pabrik PTP. Nusantara II (Persero) kebun Batang Serangan. Hal-hal yang mengenai harga Lembaran Karet Asap (Ribber Smoke Sheet) ditentukan oleh bursa komoditi. Produk dari PTP. Nusantara II (Persero) kebun Batang Serangan
banyak memenuhi kebutuhan dalam negeri bila dibandingankan memasarkannya ke luar negeri. Ribbed Smoke Sheet (RSS) I dapat diolah menjadi produk yang mempunyai nilai tambah (value added) yang umumnya seperti ban.
Jenis produksi yang dipakai pada perusahaan ini adalah Make To Stock, yaitu tipe industri yang membuat produk akhir sesuai jumlah bahan baku yang tersedia.
2.4.2. Strategi Pemasaran
Strategi pemasaran yaitu rencana menyeluruh, terpadu dan menyatu dibidang pemasaran yang memberikan panduan tentang kegiatan yang akan dijalankan untuk mencapai tujuan pemasaran suatu perusahaan. Ada 3 hal strategi yang dilakukan oleh PTP. Nusantara II Kebun Batang Serangan yaitu :
1. Produk
Dalam hal produk PTP. Nusantara II (Persero) Kebun Batang Serangan menghasilkan Lembaran Karet Asap (Ribbed Smoke Sheet) sebagai produk utama. Dalam mengimbangi persaingan PTP. Nusantara II (Persero) Kebun Batang Serangan memberikan produk yang terbaik dengan cara meningkatkan kualitas hasil produksinya sesuai kriteria yang diinginkan konsumen.
2. Harga
Dalam hal harga PTP. Nusantara II (Persero) Kebun Batang Serangan diatur oleh bagian Kantor Pemasaran Bersama (KPB) yang dikontrol langsung di kantor pusat yaitu kantor PTP. Nusantara II di Tanjung Morawa, dimana dalam penentuan harga sesuai dengan harga pasar. Dengan demikian konsumen akan melihat harga yang diberikan sesuai dengan harga dipasar yang sedang berlaku
yang ini dampaknya bagi konsumen yang lama tidak akan mencari tempat lain dan bagi konsumen baru akan melirik dikarenakan akan kualitas yang terus ditingkatkan.
3. Promosi
Dalam hal promosi PTP. Nusantara II (Persero) Kebun Batang Serangan diatur juga oleh kantor Direksi Tanjung Morawa, dengan cara melakukan salah satunya membuat pameran hasil produksi setiap satu tahun sekali dan juga memberikan referensi produk pada perusahaan-perusahaan lain yang membutuhkan.
2.5. Dampak Sosial Ekonomi terhadap Lingkungan
Dengan adanya PTP. Nusantara II (Persero) Kebun Batang Serangan, maka akan memberikan kesempatan warga sekitar untuk dapat bekerja di perusahaan tersebut sebagai karyawan/pekerja sehingga akan membuka lapangan kerja yang dapat meningkatkan kesejahteraan masyarakat Kecamatan Batang Serangan.
Untuk menciptakan kesejahteraan, kepada Karyawan dan keluarga, perusahan memberikan sarana penunjang berupa Perumahan, Rumah Sakit/Poliklinik, sarana Pendidikan, sarana Ibadah, sarana Olahraga, Koperasi dan Jaminan Sosial Tenaga Kerja.
Terhadap lingkungan, PTP. Nusantara II (Persero) Kebun Batang Serangan melakukan pengolahan limbah secara aerob dengan proses lumpur aktif.
2.6. Proses Produksi
Proses produki pada Pabrik RSS PTP. Nusantara II (Persero) Kebun Batang Serangan adalah jenis proses produksi yang terputus (Intermitten Process), dimana proses produksi tidak akan mudah terhenti walaupun terjadi kerusakan atau terhentinya salah satu mesin atau peralatan. Pengolahan Lateks cair adalah suatu proses produksi untuk menghasilkan produk berupa Lembaran Karet Asap (Ribbed Smoke Sheet).
2.6.1. Standar Mutu Produk
Dalam pengendalian Standar mutu pengolahan Lembaran Karet Asap Pabrik RSS PT. Perkebunan. Nusantara II (Persero) Kebun Batang Serangan saat ini berpedoman kepada spesifikasi teknis karet PT. Perkebunan Nusantara II Batang Serangan adalah sebagai berikut :
1. Dirt Content (Kadar kotoran)
Adanya kadar kotoran yang tidak larut dalam karet bila berlebihan menyebabkan penurunan kualitas dari barang jadi yang terbuat dari karet mengenai ketahanan lenturnya. Kandungan kadar kotoran yang terdapat pada karet adalah sebesar 0,20 %.
2. Ash Content (Kadar Abu)
Penentuan kadar abu dimaksud untuk menjamin agar karet mentah yang dijual tidak terlalu banyak mengandung abu dari karet alam yang berisi yang bukan berasal dari karet alam yang merugikan sifat karet. Kandungan kadar abu yang terdapat pada karet adalah sebesar 1,00 %.
3. Volatile Matter (Kadar Zat Menguap)
Kadar zat menguap adalah kadar air yang terdapat dari karet untuk memastikan bahwa karet tersebut benar-benar sudah kering dan bila karet mentah sudah kering sedikit kemungkinan timbulnya jamur. Kandungan kadar air yang terdapat pada karet adalah sebesar 60 % hingga 70 %.
4. Kadar Nitrogen
Spesifikasi ini menjamin jumlah maksimal nitrogen yang boleh terdapat pada karet . Kandungan kadar Nitrogen yang terdapat pada karet adalah sekitar 0,3 % hingga 0,5 %.
Adapun spesifikasi produk jadi Pabrik RSS PT. Nusantara II Batang Serangan adalah sebagai berikut :
a. Rubbed Smoke Sheet I (RSS I)
Tiap sheet harus dibungkus supaya bebas dari jamur. Sheet yang berbintik atau bergaris-garis karena oksidasi, lembek karena mengalami pemanasan tinggi, kurang matang, terlampau lama di asap, buram dan hangus tidak diperkenankan. Karet harus kering, bersih, tidak mengandung cacat, bebas dari bahan-bahan yang berkarat kecuali gelembung udara sebesar kepala jarum dapat diterima.
b. Rubbed Smoke Sheet III (RSS III)
Terdapat sedikit bahan-bahan yang bersifat seperti karat dan sedikit jamur pada pembalut di permukaan sheet tidak ditolak. Adanya sedikit cacat warna, gelembung-gelembung udara kecil berasal dari kulit kayu dalam jumlah masih sedikit juga diperkenankan. Karet harus kering, kuat dan tidak mengandung cacat lepuh.
c. Cutting
Cutting adalah bekas-bekas potongan kecil dari lembaran sheet sewaktu pensortiran, ukuran cutting maksimal 15 cm persegi. Bila ditemukan sedikit bahan seperti karat dan jamur pada pembalutan permukaan sheet penyerahan tidak ditolak. Sheet yang mengandung gelembung-gelembung udara dan sheet yang lembek mengalami pemanasan tinggi serta cacat warna sheet karena terlalu lama diasap, sheet yang sedikit lengket serta sedikit kurang matang diperkenankan. 2.6.2. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi RSS (Lembaran Karet Asap) pada Pabrik Karet PTP. Nusantara II (Persero) Kebun Batang Serangan khususnya pada proses produksi dapat dikelompokan menjadi 3 jenis, yaitu:
a. Bahan Baku b. Bahan Penolong c. Bahan Tambahan 2.6.2.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk, dimana sifat dan bentuknya akan mengalami perubahan fisik maupun kimiawi dan ikut dalam proses produksi dan memiliki persentase yang besar dibandingkan bahan-bahan lainya. Bahan baku pembuatan Lembaran Karet Asap (Ribbed Smoke Sheet) pada pabrik RSS Kebun Batang Serangan adalah Lateks Cair yang berasal dari kebun PTPN II (Persero) Kebun Batang Serangan.
2.6.2.2. Bahan Penolong
Bahan penolong adalah bahan yang diperlukan dalam proses produksi untuk menambah mutu produk, tetapi tidak terdapat dalam produk akhir. Bahan penolong yang diperlukan adalah air yang digunakan untuk mengencerkan lateks sampai mencapai DRC 14-15 %, larutan asam semut sebanyak 8,20 Kg/ Ton KK dengan konsentrasi 5 % digunakan sebagai penggumpal, dan amoniak gas sebanyak 1,2 Kg/Ton KK digunakan sebagai pengawet.
2.6.2.3. Bahan Tambahan
Bahan tambahan yang digunakan adalah kayu bakar yang dimasukkan ke tungku pengasapan diperlukan sebanyak 3,00 M3/Ton KK, Premium sebanyak 750 liter/Ton KK di gunakan sebagai perekat, talk powder sebanyak 3 Kg/Ton KK sebagai anti jamur dan Cat hitam sebanyak 0,009 Kg/Ton KK sebagai pelabelan.
2.6.3. Uraian Proses
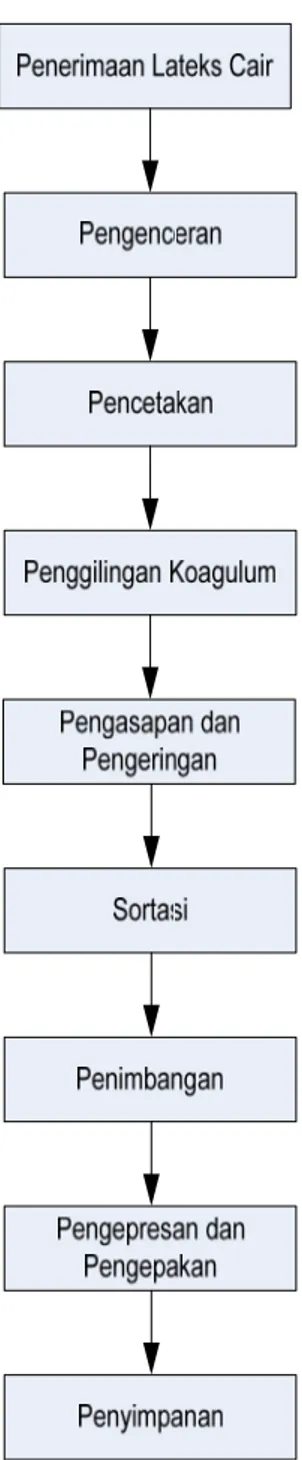
Pada dasarnya, uraian proses produksi pada Pabrik RSS PTPN. II (Persero) Kebun Batang Serangan ini terdiri dari beberapa tahapan. Adapun uraian proses produksinya adalah :
1. Penerimaan Lateks Cair
Kegiatan awal dari proses produksi pembuatan Lateks Cair ini dimulai dari penerimaan Lateks. Di Afdeling yang diangkut dengan truk menggunakan tangki-tangki, yang di timbang dengan Jembatan Timbang yang ada di kebun, kemudian dilakukan pembongkaran lateks dari tangki truk dalam bak
penampungan lateks cair, penyaringan lateks dari kebun dan pengenceran lateks dengan air sampai mencapai kadar KK (Karet Kering) yang dikehendaki.
2. Pengenceran
Lateks yang diencerkan dimasukkan ke dalam bak koagulasi. Busa yang terbentuk di permukaan lateks dibuang, lalu ditambahkan larutan asam semut dengan konsentrasi 5 % . Setelah dilakukan pengadukan secara merata dan hati-hati, koagulasi tersebut disisipkan plat-plat pemisah untuk membentuk lembaran-lembaran getah beku dan didiamkan selama 3-5 jam. Kemudian proses penggilingan dilakukan setelah kekerasan koagulum cukup. Limbah yang terbentuk dari proses koagulasi lateks ini berupa air buangan dari bak koagulasi. 3. Pencetakan
Lateks yang sudah ditambahkan dengan larutan asam semut 5 % maka lateks siap untuk dicetak di dalam bak pencetakan dengan bantuan plat alumunium. Kemudian didiamkan selama 3-5 jam untuk digiling.
4. Penggilingan Koagulum
Koagulum seterusnya digiling dengan mesin penggiling yang biasa disebut Mesin Sheeter. Silinder gilingan terakhir memiliki permukaan yang berkembang sebagai alat pencetak lembar yang dihasilkan. Tebal sheet yang keluar dari mesin giling ini antara 3 mm sampai 3,5 mm. Mesin giling ini selain untuk mencetak lembar sheet juga untuk mengeluarkan air dari dalam koagulum, maka limbah yang terbentuk di dalam proses ini adalah air yang mengandung asam semut, selanjutnya sheet dibilas di bak pembilasan kemudian sheet tersebut digantung dan diangin-anginkan di bambu dan disusun di lori.
5. Pengasapan dan Pengeringan Sheet
Lembar sheet yang sudah ditiriskan dan diangin-anginkan lalu diasap dalam ruang pengasapan. Proses pengasapan ini dilakukan selama 120 jam dengan suhu di dalam rumah asap bervariasi seperti yang di bawah ini :
Hari I = 400C - 450C Hari II = 450C - 500C Hari III = 500C - 550C Hari IV = 550C - 600C Hari V = 600C - 650C
Sumber panas dan asap berasal dari tungku di bawah rak-rak pengasapan dan bahan bakar yang digunakan adalah kayu karet tua.
6. Sortasi
Lembaran sheet yang telah dikeringkan dengan cara pengasapan akan disortir dengan memilah-milah lembaran sheet yang tidak mempunyai kotoran dan udara yang terperangkap dalam lembaran sheet menjadi Ribbed Sheet Smoke I (RSS I) dan bagi lembaran yang mempunyai kotoran dan udara yang terperangkap akan di masukkan dalam Ribbed Sheet Smoke III (RSS III) dan Cutting. Kemudian lembaran sheet yang telah disortir disusun di meja trough.
7. Penimbangan
Setelah lembaran sheet yang keluar dari meja trough ditimbang seberat 106 Kg.
8. Pengepresan dan Pengepakan
Setelah proses penimbangan selesai dilakukan maka Ribbed Smoke Sheet
(RSS) tersebut masuk pada proses pengepresan serta pengepakan, dimana Ribbed Smoke Sheet (RSS) yang sudah dingin dipres dengan mesin press baal dan di kempa selama 12 jam. Setelah itu dilapis dengan lembaran karet yang telah dilumasi premium agar melekat hingga beratnya mencapai 113 Kg, kemudian dilumuri talk powder agar sewaktu penyimpanan baal tidak berjamur dan dilakukan pelabelan sesuai dengan waktu produksi.
9. Penyimpanan Produk Pada Gudang Jadi
Setelah selesai dilakukan pelabelan maka produk Ribbed Smoke Sheet
(RSS) disimpan di dalam gudang produk jadi.
Uraian proses produksi dapat dilihat pada block diagram pengolahan
Ribbed Smoke Sheet (RSS) seperti pada Gambar 2.1.
2.7.Mesin dan Peralatan
Dalam proses produksinya Pabrik RSS PTP. Nusantara II (Persero) Kebun Batang Serangan, menggunakan mesin-mesin dan juga peralatan-peralatan produksi yang sangat berperan dalam menghasilkan produk yang berkualitas. Mesin dan peralatan yang digunakan dapat dilihat pada lampiran 1.
2.7.1. Utilitas
Tiap tahapan proses di Pabrik RSS PTPN-II (Persero) Kebun Batng Serangan dibantu oleh sarana penunjang/ utilitas untuk memperlancar jalannya kegiatan produksi, meliputi:
Gambar 2.1. Block Diagram Pengolahan RSS (Ribbed Smoke Sheet ) 1. Stasiun Air
Air digunakan pada proses pengolahan Lateks Cair serta digunakan juga untuk keperluan karyawan. Air diperoleh dari sumur bor. Kemudian air dialirkan dengan sistem pemipaan agar didapat air yang tidak terlalu panas akibat dari
pemompaan. Air yang dihasilkan setelah melewati sistem pengaliran mempunyai suhu 270C -300C yang dialirkan ke bak penampungan. Dari bak ini kemudian dialirkan ke bagian produksi dan kantor.
2. Stasiun Pembangkit Listrik (Power Plant)
Fungsinya adalah untuk penggerak peralatan pabrik, penerangan pabrik, kantor. Untuk mensuplai arus listrik di Pabrik RSS kebun batang Serangan menggunakan 2 macam pembangkit yaitu PLN dan Diesel Generator. Dalam hal ini penyuplai utama listrik adalah PLN sedangkan untuk Diesel Generator (Genset) stand bay bila terjadi pemadaman listrik PLN. Jika dilihat dari biaya maka biaya akan lebih hemat bila menggunakan listrik dari PLN, sebab bila menggunakan Diesel Generator (Genset) biaya akan besar dengan pembeliaan minyak solar.
2.7.2. Safety and Fire Protection
Safety and fire protection adalah upaya yang dilakukan agar keselamatan tetap terjaga selama proses produksi berlangsung, dalam hal ini adalah proses pengolahan Lateks cair menjadi Ribbed Smoke sheet (RSS).
PT. Perkebunan Nusantara II Kebun Batang Serangan menerapkan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) untuk mengatur masalah keselamatan dan kesehatan kerja. Untuk mendukung sistem ini, pihak perusahaan dan karyawan bersama-sama membuat kebijakan dan komitmen tentang keselamatan dan kesehatan kerja. Penerapan dari SMK3 di lapangan adalah:
1. Mensosialisasikan beberapa prinsip dalam perencanaan keselamatan dan efisiensi produksi yang harus diketahui semua karyawan Pabrik RSS PT. Perkebunan Nusantara II Kebun Batang Serangan. Prinsip tersebut yaitu:
a. Ciptakan keadaan yang aman untuk berjalan dilantai, tangga-tangga, tempat dan daerah kerja lainnya.
b. Usahakan pengolahan material dan bahan dengan kontak sesedikit mungkin. c. Lantai yang cukup, bagi mesin dan peralatan. Upayakan pencapaian seaman
mungkin ke setiap tempat yang menjadi tujuan tenaga kerja.
d. Fasilitas transportasi yang harus disertai perlengkapan kselamatannya. e. Menyediakan peralatan pemadam kebakaran yang memadai pada berbagai
tempat yang rawan kebakaran.
f. Pengisolasian tempat-tempat berbahaya.
2. Mewajibkan setiap pekerja untuk selalu menggunakan APD (Alat Pelindung Diri).
Cara mencegah terjadinya kecelakaan dapat dilakukan dengan menggunakan alat pelindung diri. Adapun beberapa alat pelindung diri yang digunakan yaitu :
a. Pakaian kerja khusus, untuk melindungi badan pekerja dari bahan-bahan berbahaya, dan untuk pencegahan penyakit dari air olahan karet.
b. Sepatu pengaman (sepatu bot) untuk melindungi pekerja dari kecelakaan yang disebabkan oleh benda berat yang menimpa kaki, benda tajam yang mungkin terinjak, tergelincir dan sebagainya.
c. Topi/helm khusus untuk melindungi kepala pekerja saat bekerja dari benda yang jatuh atau melayang dari atas.
d. Sarung tangan khusus untuk melindungi tangan dari tusukan, sayatan, terkena benda panas, bahan kimia, aliran listrik dan sebagainya.
e. Masker untuk melindungi dari debu, asap juga bau yang menyengat.
f. Kaca Mata untuk melindungi mata dari debu dan serbuk yang berterbangan.
Alat pelindung diri juga merupakan perlengkapan pelindung mekanis terutama untuk mesin-mesin penggerak, bagian-bagian yang berputar, Untuk pengamanan arus listrik maka saklar-saklar harus ditempatkan pada posisi yang mudah di jangkau dan tertutup, sekring-sekring harus pada panel tertutup, kabel listrik harus terpasang yang bagus agar tidak terjadi korslet antara aliran listrik bila terjadi hal-hal yang membahayakan keselamatan pekerja. Untuk instalasi listrik penempatannya dilakukan pada tempat yang gampang dijangkau dan terlindungi. Kabel disusun dengan rapi agar idak terjadi konslet sehingga apabila terjadi hal-hal yang tidak diinginkan dapat segera diatasi. Pabrik RSS PT. Perkebunan Nusantara II Kebun Batang Serangan juga menyediakan alat pemadam kebakaran berupa gas pemadam
hydrant yang tersedia di setiap stasiun yang berpotensi terjadinya kebakaran. 3. Adapun program yang dilaksanakan bila terjadi kebakaran atau bencana alam
petugas kamar mesin dan petugas keamanan atau hansip segera membunyikan lonceng sesegera mungkin. Tanda yang diberlakukan pada pabrik ini yang harus diketahui karyawan adalah:
1. Tanda Bahaya
a. Pemukulan lonceng dipukul satu kali dengan nada cepat minimum 2 (dua) menit.
b. Sirine dibunyikan dengan nada bergelombang selama yang diperlukan minimum 1 (satu) menit.
2. Tanda Berkumpul
a. Pemukulan lonceng, dipukul 2 (dua) kali dengan nada biasa minimum 2 menit.
b. Sirine dibunyikan dengan nada terputus-putus selama diperlukan minimum 1 menit.
3. Tanda Aman
a. Pemukulan lonceng, dipukul 3 (tiga) dengan nada biasa minimum 2 menit.
b. Sirine dibunyikan dengan nada panjang selama 3 (tiga) menit. 2.7.3. Waste Treatment (Pengolahan Limbah)
Limbah cair dari Pabrik RSS PT. Perkebunan Nusantara II Kebun Batang Serangan dialirkan kesatu tempat penampungan dengan proses alami proses pengendapan. Metode ini lebih menguntungkan sebab menghemat biaya.
Tujuan pengolahan limbah adalah :
1. Menghilangkan bahan terapung dan tersuspensi.
2. Mengolah bahan organik majemuk yang dapat mengalami biodegradasi 3. Menghilangkan warna dan bau air limbah.
4. Meningkatkan pengertian mengenai dampak yang ditimbulkan oleh limbah terhadap lingkungan.
5. Melestarikan sumber daya alam dan mengembangkan berbagai metoda yang sesuai.
6. Meningkatkan pengetahuan tentang pengaruh – pengaruh jangka panjang limbah.
Sumber-sumber limbah yang ada dari pengolahan Lateks Cair berasal dari: 1. Pencucian karet terkoagulasi dan bak-bak koagulasi
2. Lain-lain sekitar.
Adapun kegiatan pengolahan limbah di Pabrik RSS PTP.N II (Persero) Kebun Batang Serangan adalah sebagai berikut :
Kegiatan pengolahan limbah akan menghasilkan buangan berupa limbah cair dan limbah gas. Melalui proses pengolahan limbah yang dilakukan diharapkan dapat memberikan dampak positif tehadap lingkungan sehingga masalah pencemaran dapat diminimalkan.
a. Limbah Cair
Limbah cair pabrik karet Batang Serangan berasal dari pencucian karet terkoagulasi dan bak-bak koagulasi yang selanjutnya dialirkan ke kolam IPAL.
Dengan produksi sebesar 8 ton kering perhari, diperkirakan limbah cair sebanyak 160 ton, maka tinggal limbah cair di IPAL adalah sekitar 10 hari. Limbah cair yang telah diproses di IPAL ini selanjutnya dibuang ke parit/selokan kota Batang Serangan untuk selanjutnya mengalir ke sungai-sungai Batang Serangan.
Instalasi Pengolahan Air Limbah (IPAL) Pabrik RSS Kebun Batang Serangan menggunakan sistem pengolahan limbah secara aerob dengan proses lumpur aktif. Proses pengolahan limbah cair terdiri dari 5 tahapan yaitu :
1. Bak Koagulasi
Limbah cair yang berasal dari proses pengolahan ditampung hingga bak koagulasi penuh. Kemudian limbah cair dipompa ke mesin tank, hal ini bertujuan untuk mencegah pembekuan limbah cair yang tinggi.
2. Bak Pengendapan
Limbah cair yang di keluarkan dari tank dialirkan ke bak pengendapan. Kemudian dialirkan ke parit kontrol menuju rubber trap A. Setelah dari rubber trap A kemudian limbah mengalir bak equalisasi dengan tujuan untuk menyeragamkan pH kemudian limbah cair dialirkan ke rubber trap B.
3. Bak Aerasi I
Merupakan bak aerasi dengan sistem jet aerator. Mesin aerator dihidupkan selama 24 jam untuk mencegah pengendapan limbah cair.
4. Bak Aerasi II
Merupakan bak aerasi dengan sistem injeksi. Pada bak aerasi terdapat blower yang bertujuan untuk mencegah pengendapan. Pada tahap bak aerasi II juga dilakukan proses penambahan bakteri m4 untuk menghilangkan sifat kimia yang berbahaya dan beracun dan untuk menghilangkan bau yang menyengat.
5. Bak Lumpur Aktif
Lumpur yang diendapkan kemudian di sirkulasi menuju bak aerasi II sedangkan outlet IPAL dialirkan ke saluran pembuangan.
b. Limbah Gas
Limbah gas berasal dari asap kayu karet yang bertemperatur 38 – 650C selama sekitar 6 hari/minggu. Asap tersebut dibuang melalui cerobong asap dengan diameter 60 cm dan tinggi 5 m dan atau sekitar 1 m dari atap rumah penduduk. Setiap kamar asap mempunyai dua cerobong asap, sehingga seluruhnya 20 cerobong asap (10 kamar asap).
2.8. Struktur Organisasi Perusahaan
Untuk menjalankan kegiatannya, PT. Perkebunan Nusantara II Kebun Batang Serangan menggunakan struktur organisasi yang disusun sedemikian rupa sesuai dengan keadaan perusahaan sehingga jelas terlihat batasan- batasan tugas, wewenang dan tanggung jawab dari setiap personil dalam organisasi tersebut. Dengan demikian diharapkan adanya suatu kejelasan arah dan koordinasi untuk mencapai tujuan perusahaan dan masing-masing pegawai mengetahui dengan jelas darimana mendapatkan perintah dan kepada siapa harus bertanggung jawab atas hasil kerjanya.
Struktur organisasi yang dipergunakan oleh PT. Perkebunan Nusantara II Kebun Batang Serangan adalah struktur organisasi fungsional dan lini. Dikatakan struktur organisasi fungsional adalah karena struktur organisasi berdasarkan pembagian tugas yang dilakukan menurut fungsinya masing-masing, ditunjukkan
dengan adanya spesialisasi tugas pada setiap unit organisasi sehingga pelimpahan wewenang dari pimpinan dalam pekerjaan tertentu sesuai dengan fungsinya. Sedangkan dikatakan struktur organisasi lini karena kekuasaan mengalir secara langsung dari manajer ke kepala bagian, kemudian ke para karywan di bawahnya dan kepala bagian menjalankan semua pengawasan dalam jajarannya. Struktur organisasi pada PT. Perkebunan Nusantara II dapat dilihat pada Gambar 2.2.
Gambar 2.2. Struktur Organisasi PT. Perkebunan Nusantara IITanjung MorawaKebun Batang Serangan
2.9. Uraian Tugas dan Tanggung Jawab
Adapun uraian tugas dan tanggung jawab dari berbagai jabatan yang terdapat dalam struktur organisasi PT. Perkebunan Nusantara II Pabrik RSS Kebun Batang Serangan dapat dilihat pada Lampiran 2.
2.10. Jumlah Tenaga Kerja dan Jam Kerja
Berikut akan diuraikan mengenai data jumlah tenaga kerja dan jam kerja yang terdapat di PTP. Nusantara II (Persero) Kebun Batang Serangan.
2.10.1. Jumlah Tenaga Kerja
Adapun jumlah tenaga kerja pada PTP. Nusantara II (Persero) Kebun Batang Serangan adalah 1092 orang, dengan kategori karyawan sebagai berikut :
a. Karyawan Tetap
Karyawan tetap pada PTP. Nusantara II (Persero) Kebun Batang Serangan terdiri dari:
1. Tenaga kerja produktif langsung
Tenaga kerja produktif langsung adalah pekerja yang terlibat langsung dalam proses pengolahan Lateks Cair sampai dihasilkannya produk Ribbed Smoke Sheet (RSS) di pabrik. Contohnya pekerja yang bekerja didalam pabrik mulai dari penerimaan Lateks Cair di pabrik sampai menjadi Ribbed Smoke Sheet (RSS).
2. Tenaga kerja produktif tidak langsung
Tenaga kerja produktif tidak langsung maksudnya adalah tenaga kerja yang tidak terlibat langsung dalam proses produksi. Contohnya pekerja diluar pabrik yakni para pekerja yang merawat Perkebunan.
b. Karyawan Outsourcing
Karyawan outsourcing banyak dijumpai di PTP. Nusantara II (Persero) Kebun Batang Serangan. Hampir di setiap afdelling menggunakan outsourcing, hal ini dikarenakan perusahaan masih mengalami kekurangan dalam jumlah karyawan.
Jumlah tenaga kerja PTP. Nusantara II (Persero) Kebun Batang Serangan dapat kita lihat pada tabel 2.1
Tabel 2.1. Jumlah Tenaga Kerja di PTP. Nusantara II (Persero) Kebun Batang Serangan
Uraian Jumlah Karet
Tanaman Pabrik Adm/Umum
Kary. Pimpinan 7 5 1 1 Jumlah 7 5 1 1 Kary. Pelaksana Lapangan L P 582 65 417 33 79 20 56 6 Jumlah 647 450 99 62 Jumlah seluruh 654 455 100 63
Sumber : PTP.Nusantara II (Persero) Kebun Batang Serangan
2.10.2.Jam Kerja
Berdasarkan peraturan Departemen Tenaga Kerja yang menyatakan bahwa jam kerja seorang karyawan adalah 7 jam per hari dan 40 jam kerja per minggu sehingga selebihnya diperkirakan merupakan jam kerja lembur atau premi.
Waktu kerja di PTP.Nusantara.II Pabrik RSS Kebun Batang Serangan terdiri atas dua bagian yaitu waktu kerja pada karyawan bagian produksi dan waktu kerja karyawan pada bagian kantor. Adapun pembagian waktu kerja tersebut adalah sebagai berikut:
a. Waktu kerja karyawan kantor 1. Hari Senin – Kamis
Jam Kerja I 07.00 WIB – 09.00 WIB Jam Istirahat I 09.00 WIB – 09.30 WIB Jam Kerja II 09.30 WIB – 12.00 WIB Jam Istirahat II 12.00 WIB – 13.30 WIB Jam Kerja III 13.30 WIB – 16.00 WIB 2. Hari Jumat
Jam Kerja I 07.00 WIB – 09.00 WIB Jam Istirahat I 09.00 WIB – 09.30 WIB Jam Kerja II 09.30 WIB – 11.30 WIB Jam Istirahat II 11.30 WIB – 14.00 WIB Jam Kerja III 14.00 WIB – 16.00 WIB 3. Hari Sabtu
Jam Kerja I 07.00 WIB – 09.00 WIB
Jam Istirahat I 09.00 WIB – 09.30 WIB Jam Kerja II 09.30 WIB – 14.00 WIB b. Waktu kerja karyawan produksi
Untuk karyawan produksi terbagi atas 2 shift, diamana waktu kerja efektif adalah 6 hari dengan jam kerja adalah 40 jam, yaitu:
Shift I : 07.00 – 16.00 WIB
Shift II : 19.00 – 07.00 WIB
2.11. Sistem Pengupahan dan Fasilitas yang digunakan
Sistem penggajian karyawan dinyatakan dalam golongan, dimana golongan tersebut terdiri dari 16 golongan mulai dari IA-IVD. Kepada karyawan diberikan gaji pokok yang sesuai dengan skala gaji sebagaimana tercantum dalam Perjanjian Kerja Bersama (PKB). Kepada karyawan disamping gaji pokok juga diberikan tunjangan tetap sebesar 25 % dari gaji pokok dan juga tunjangan-tunjangan lainnya berupa tunjangan-tunjangan struktural untuk Manajer, tunjangan-tunjangan untuk Asisten fungsional Kepala dan Asisten, tunjangan khusus bagi karyawan yang dalam tugasnya mendukung kegiatan produksi, tunjangan kompensasi bagi karyawan yang golongan dalam status telah maksimum dan tunjangan jabatan bagi karyawan yang menduduki strata sebagai Asisten, Asisten Kepala dan Manajer.
Perhitungan upah berdasarkan hal berikut : 1. Perkiraan Upah kotor, yang dihitung berdasarkan :
a. Jam lembur bayar k. Gaji pokok
b. Tunjangan tetap l. Tunjangan bahan bakar c. Tunjangan beras m. Tunjangan rekreasi d. Tunjangan transport n. Cuti diuangkan
e. Tunjangan air/listrik o. Tunjangan sewa rumah f. Tunjangan cuti p. Tunjangan anak sekolah g. Jamsostek atas beban perusahaan q. Dapenbun perusahaan
h. Premi r. Tunjangan peralihan
i. Lembur s. Tunjangan uang makan
j. PPh
2. Upah Fiskal, yang dihitung berdasarkan : a. Penghasilan Tidak Kena Pajak (PTKP) b. Dapenbun pribadi
c. Jamsostek pribadi d. Biaya jabatan
e. Penghasilan Kena Pajak (PKP)
3. Perkiraan upah bersih, yang dihitung berdasarkan : a. Potongan-potongan, meliputi :
1) Upah mangkir 8) Cuti mangkir
2) Jamsostek atas beban karyawan 9) Pinjaman
3) Dapenbun perusahaan 10) Dapenbun pribadi 4) Serikat Pekerja Perkebunan (SP-BUN) 11) Imbalan Jasa Tahunan 5) Asuransi Bumi Putera (ABP) 12) Hutang lain-lain
6) PPn Pasal 21 13) Panjar Perjalanan Dinas
7) Jamsostek atas beban perusahaan 14) Surut (-) b. PPh
c. Jumlah potongan d. Gaji bersih.
Untuk karyawan yang bekerja di luar jam kerja dan hari libur (lembur) memperoleh uang lembur dengan perhitungan upah lembur sebagai berikut :
173 pekerja beras tetap tunjangan pokok gaji lembur Upah
Yang berhak mendapat uang lembur adalah karyawan golongan IA – IID pada bagian kantor sedangkan untuk bagian pengolahan tidak ada istilah lembur tetapi diganti dengan premi, yaitu premi kuantitas, premi kualitas, premi efisiensi pengolahan dan premi bekerja di luar jam olah (kompensasi kerja).