1
4
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data Data Jenis Cacat 4.1.1
PT. Duta Abadi Primantara adalah perusahan yang memproduksi jenis kasur spring bed dengan type King Koil. Pada tipe King Koil terdapat beberapa kategori klsifikasi cacat dari item tersebut sebagai berikut:
Jahitan list, detail kerusakannya adalah List tidak terjahit dan Jahitan list loncat.
Kain Quilting Badan, detail kerusakannya adalah Kain kotor (dapat dibersihkan), Kain kotor (tidak dapat dibersihkan), benang lebih, benang quilting lepas, kain sempit, kain sobek, kain melipat/keriput, dan kain kendor.
Busa, detail kerusakannya adalah busa melipat/pinggiran, dan busa kuning
Pinggiran, detail kerusakannya adalah kain pinggiran kendor, kain pinggiran kotor, kain kencang, dan kain sobek.
2
Rangka, detail kerusakannya adalah rangka bunyi, steples nonjol, dan plat baut macet/sobek.
Assesories, detail problemnya adalah label bordir miring, label tidak center, dan handle tidak center
Berdasarkan pengamatan dan pemeriksaan yang dilakukan, data jenis cacat berdasarkan proses produksi pembuatan produk spring bed tipe King Koil periode bulan juli 2012 adalah sebagai berikut:
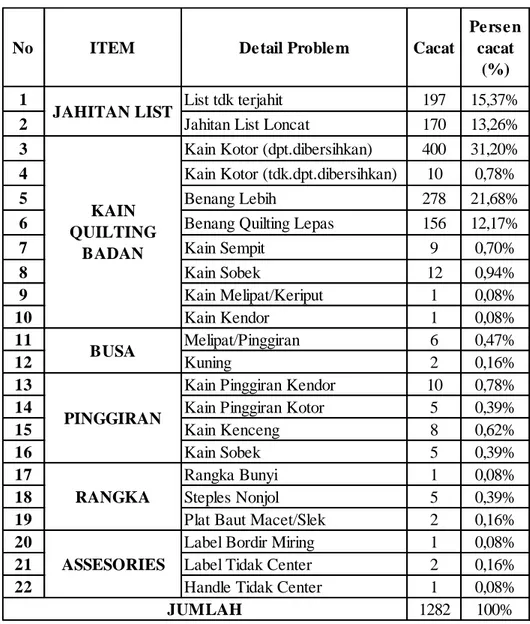
Tabel 4.1 Data Presentase Jenis cacat Periode Bulan Juli 2012
No ITEM Detail Problem Cacat
Persen cacat (%) Total cacat/ Item 1 List tdk terjahit 197 15,37%
2 Jahitan List Loncat 170 13,26%
3 Kain Kotor (dpt.dibersihkan) 400 31,20%
4 Kain Kotor (tdk.dpt.dibersihkan) 10 0,78%
5 Benang Lebih 278 21,68%
6 Benang Quilting Lepas 156 12,17%
7 Kain Sempit 9 0,70% 8 Kain Sobek 12 0,94% 9 Kain Melipat/Keriput 1 0,08% 10 Kain Kendor 1 0,08% 11 Melipat/Pinggiran 6 0,47% 12 Kuning 2 0,16%
13 Kain Pinggiran Kendor 10 0,78%
14 Kain Pinggiran Kotor 5 0,39%
15 Kain Kenceng 8 0,62%
16 Kain Sobek 5 0,39%
17 Rangka Bunyi 1 0,08%
18 Steples Nonjol 5 0,39%
19 Plat Baut Macet/Slek 2 0,16%
20 Label Bordir Miring 1 0,08%
21 Label Tidak Center 2 0,16%
22 Handle Tidak Center 1 0,08%
1282 100% 1282 JUMLAH 367 ASSESORIES RANGKA PINGGIRAN BUSA KAIN QUILTING BADAN JAHITAN LIST 4 8 28 8 867
3
Data Jumlah Produksi dan Jumlah Cacat 4.1.2
Berdasarkan hasil dari pengamatan dan pemeriksaan yang telah dilakukan maka diperoleh data sebagai berikut :
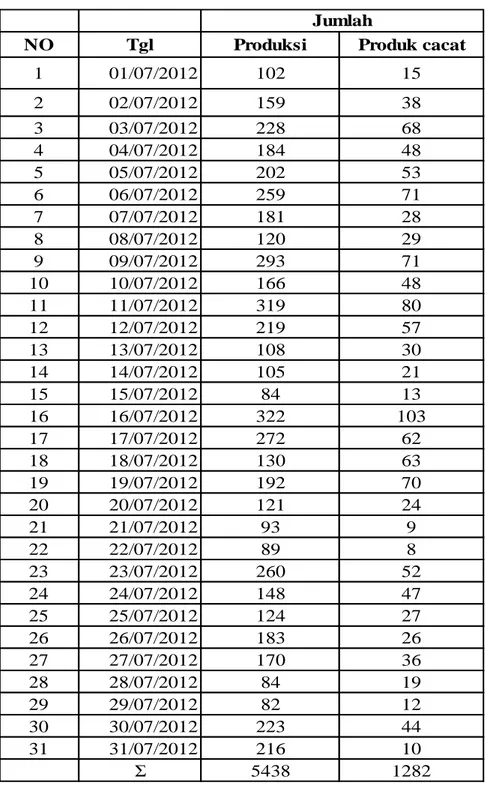
Tabel 4.2 Jumlah Produksi dan Cacat Produksi
Sumber: Data Perusahaan
NO Tgl Produksi Produk cacat
1 01/07/2012 102 15 2 02/07/2012 159 38 3 03/07/2012 228 68 4 04/07/2012 184 48 5 05/07/2012 202 53 6 06/07/2012 259 71 7 07/07/2012 181 28 8 08/07/2012 120 29 9 09/07/2012 293 71 10 10/07/2012 166 48 11 11/07/2012 319 80 12 12/07/2012 219 57 13 13/07/2012 108 30 14 14/07/2012 105 21 15 15/07/2012 84 13 16 16/07/2012 322 103 17 17/07/2012 272 62 18 18/07/2012 130 63 19 19/07/2012 192 70 20 20/07/2012 121 24 21 21/07/2012 93 9 22 22/07/2012 89 8 23 23/07/2012 260 52 24 24/07/2012 148 47 25 25/07/2012 124 27 26 26/07/2012 183 26 27 27/07/2012 170 36 28 28/07/2012 84 19 29 29/07/2012 82 12 30 30/07/2012 223 44 31 31/07/2012 216 10 Σ 5438 1282 Jumlah
4 Data Jumlah Cacat Perjenis Cacat 4.1.3
Dibawah ini adalah data cacat perjenis cacat pada produk King Koil. Tabel 4.3 Jumlah Cacat per Jenis Cacat
Tgl Produksi Σ Xi Xi % Jenis cacat
BL1 Kd2 BQL3 LTT4 LL5 SL6 01/07/2012 102 15 14,71% 8 7 0 0 0 0 02/07/2012 159 38 23,90% 9 17 0 7 4 1 03/07/2012 228 68 29,82% 13 10 9 16 16 4 04/07/2012 184 48 26,09% 15 14 4 7 4 4 05/07/2012 202 53 26,24% 18 16 6 3 7 3 06/07/2012 259 71 27,41% 17 18 7 13 15 1 07/07/2012 181 28 15,47% 7 10 4 2 4 1 08/07/2012 120 29 24,17% 9 8 4 2 5 1 09/07/2012 293 71 24,23% 19 16 15 5 14 2 10/07/2012 166 48 28,92% 11 13 5 9 8 2 11/07/2012 319 80 25,08% 21 21 11 12 14 1 12/07/2012 219 57 26,03% 12 9 7 14 11 4 13/07/2012 108 30 27,78% 6 6 1 8 7 2 14/07/2012 105 21 20,00% 8 6 0 5 2 0 15/07/2012 84 13 15,48% 4 2 6 0 0 1 16/07/2012 322 103 31,99% 32 19 16 12 18 6 17/07/2012 272 62 22,79% 17 15 9 7 12 2 18/07/2012 130 63 48,46% 15 13 8 14 12 1 19/07/2012 192 70 36,46% 19 12 13 15 10 1 20/07/2012 121 24 19,83% 0 10 8 0 0 6 21/07/2012 93 9 9,68% 4 2 2 0 0 1 22/07/2012 89 8 8,99% 0 4 0 3 0 1 23/07/2012 260 52 20,00% 7 32 7 0 0 6 24/07/2012 148 47 31,76% 0 29 14 3 0 1 25/07/2012 124 27 21,77% 0 17 0 8 0 2 26/07/2012 183 26 14,21% 0 10 0 8 0 8 27/07/2012 170 36 21,18% 2 17 0 8 2 7 28/07/2012 84 19 22,62% 0 10 0 9 0 0 29/07/2012 82 12 14,63% 0 8 0 4 0 0 30/07/2012 223 44 19,73% 0 27 0 3 5 9 31/07/2012 216 10 4,63% 5 2 0 0 0 3 ∑ 5438 1282 23,57% 278 400 156 197 170 81
Sumber: Data Perusahaan
1 BL : Benang lebih 2
Kd : Kotor (dapat dibersihkan)
3
BQL : Benang quiliting lepas
44 LTT : List tidak terjahit 5
LL : List loncat
5 4.2 Pengolahan Data
Pengolahan Data Dengan Diagram Pareto 4.2.1
Berikut adalah tabel hasil perhitungan untuk diagram pareto berdasarkan masing-masing jenis cacat di departemen finishing pada bulan juli 2012.
Tabel 4.4 Perhitungan Untuk Diagram Pareto
No. Jenis Cacat Simbol Cacat (f) f % Kumulatif fk % 1 Kotor
(dpt.dibersihkan) Kd 400 31% 400 31%
2 Benang Lebih BL 278 22% 678 52,9%
3 List Tidak Terjahit LTT 197 15% 875 68,3%
4 List Loncat LT 170 13% 1045 81,5%
5 Benang Quilting
Lepas BQL 156 12% 1201 93,7%
6 Sebab Lain SL 81 6% 1282 100,0%
Σ 1282 100,00%
Diagram 4.1 Diagram Pareto jenis cacat produk Springbed King Koil PT. DAP
Berikut ini adalah klasifikasi penyebaran jenis kecacatan yang digambarkan dalam diagram pareto, yang selanjutnya akan dianalisa faktor-faktor penyebab kecacatannya : 400 278 197 170 156 81 31,2% 52,9% 68,3% 81,5% 93,7% 0,0% 10,0% 20,0% 30,0% 40,0% 50,0% 60,0% 70,0% 80,0% 90,0% 100,0% 0 200 400 600 800 1000 1200 Kd BL LTT LT BQL SL D e fe ct s Categories
6
Berikut ini penjelasan mengenai penyebab terjadi kecacatan-kecacatan dalam persentasenya.
1. Kotor dapat dibersihkan (Kd) : Persentase cacat 31%
Penyebab : cacat ini terjadi dikarenakan lingkungan yang kurang bersih dan kurang terawat, yang menyebabkan kain spring bed menjadi kotor. Hal ini dikarenakan perawatan lingkungan yang kurang maksimal, dan dapat juga disebabkan oleh kelalaian pekerja.
2. Benang Lebih (BL) : Persentase cacat 22%
Penyebab : cacat ini terjadi dikarenakan pada waktu pemotongan Quilting sensor tidak tepat, yang menyebabkan benang yang lebih. Hal ini dikarenakan perawatan mesin yang kurang, dan dapat juga disebabkan oleh kelalaian operator.
3. List Tidak Terjahit (LTT) : Persentase Cacat 15%
Penyebab : cacat ini terjadi hampir sama dengan penyebab cacat yang terjadi pada jenis cacat Benang Lebih (BL). Hal ini terjadi dikarenakan perawatan mesin yang kurang serta kelalaian operator.
4. List Loncat (LT) : Persentase cacat 13%
Penyebab : cacat ini terjadi dikarenakan pada waktu penjahitan material kain yang terlalu tebal, yang menyebabkan jahitan list loncat. Hal ini terjadi karena kelalaian operator yang kurang teliti.
5. Benang Quilting Lebih (BQL) : Persentase cacat 12%
Penyebab : cacat ini terjadi dikarenakan pada waktu penjahitan kain dan pengaturan mesin yang kurang tepat oleh operator.
7 6. Sebab Lain (SL) : Persentase cacat 6%
Penyebab : cacat ini terjadi disebabkan oleh hal – hal selain cacat mayoritas. Dari 22 jenis cacat yang terjadi.
Pengolahan Data dengan Peta Kendali P 4.2.2
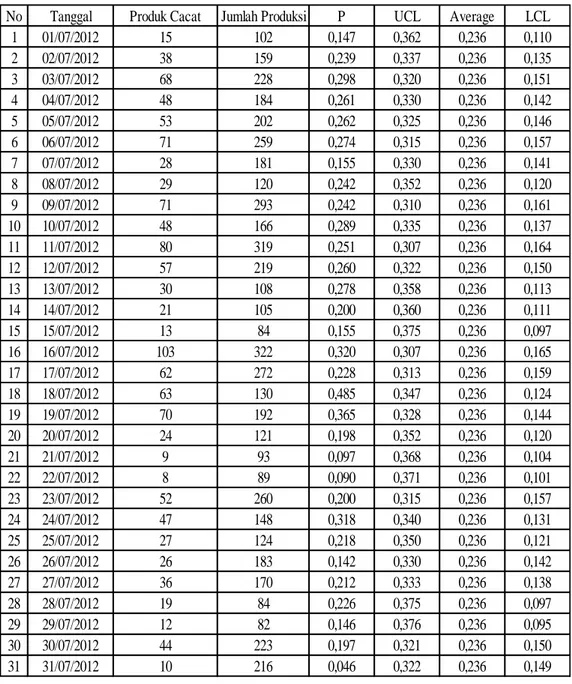
Di bawah ini adalah hasil pengolahan data dengan menggunakan peta kendali P dengan nilai p, UCL dan LCL:
Tabel 4.5 Perhitungan dengan Peta Kendali P
Data : Hasil Olahan
No Tanggal Produk Cacat Jumlah Produksi P UCL Average LCL
1 01/07/2012 15 102 0,147 0,362 0,236 0,110 2 02/07/2012 38 159 0,239 0,337 0,236 0,135 3 03/07/2012 68 228 0,298 0,320 0,236 0,151 4 04/07/2012 48 184 0,261 0,330 0,236 0,142 5 05/07/2012 53 202 0,262 0,325 0,236 0,146 6 06/07/2012 71 259 0,274 0,315 0,236 0,157 7 07/07/2012 28 181 0,155 0,330 0,236 0,141 8 08/07/2012 29 120 0,242 0,352 0,236 0,120 9 09/07/2012 71 293 0,242 0,310 0,236 0,161 10 10/07/2012 48 166 0,289 0,335 0,236 0,137 11 11/07/2012 80 319 0,251 0,307 0,236 0,164 12 12/07/2012 57 219 0,260 0,322 0,236 0,150 13 13/07/2012 30 108 0,278 0,358 0,236 0,113 14 14/07/2012 21 105 0,200 0,360 0,236 0,111 15 15/07/2012 13 84 0,155 0,375 0,236 0,097 16 16/07/2012 103 322 0,320 0,307 0,236 0,165 17 17/07/2012 62 272 0,228 0,313 0,236 0,159 18 18/07/2012 63 130 0,485 0,347 0,236 0,124 19 19/07/2012 70 192 0,365 0,328 0,236 0,144 20 20/07/2012 24 121 0,198 0,352 0,236 0,120 21 21/07/2012 9 93 0,097 0,368 0,236 0,104 22 22/07/2012 8 89 0,090 0,371 0,236 0,101 23 23/07/2012 52 260 0,200 0,315 0,236 0,157 24 24/07/2012 47 148 0,318 0,340 0,236 0,131 25 25/07/2012 27 124 0,218 0,350 0,236 0,121 26 26/07/2012 26 183 0,142 0,330 0,236 0,142 27 27/07/2012 36 170 0,212 0,333 0,236 0,138 28 28/07/2012 19 84 0,226 0,375 0,236 0,097 29 29/07/2012 12 82 0,146 0,376 0,236 0,095 30 30/07/2012 44 223 0,197 0,321 0,236 0,150 31 31/07/2012 10 216 0,046 0,322 0,236 0,149
8 Cara Perhitungan
Untuk menentukan batas kendali atas (UCL) dan batas kendali bawah (LCL), maka diperlukan nilai rata-rata bagian cacat dengan perhitungan sebagai berikut :
1. Rata-rata bagian cacat (p)
p =
produksi cacat = n pn patau CL = = 0.2362. Menentukan batas-batas kendali (UCL dan LCL) serta proporsi cacat (P) untuk masing-masing data :
*. Untuk tanggal 1 Juli 2012 (hari 1)
Proporsi P = n p
= = 0.147
BKA atau UCL = p+3
n p p1 = √ = 0.236 + 3 (0.0419) = 0.362 BKB atau LCL = p- 3
n p p1 = – √ = 0.236 - 3(0.0419) = 0.110 *. Untuk tanggal 2 Juli 2012 (hari 2)9 Proporsi P =
n p
= = 0.239
BKA atau UCL = p+3
n p p1 = √ = 0.235 + 3(0.033) = 0.3358 BKB atau LCL = p- 3
n p p1 = – (√ ) = 0.235 - 3(0.033) = 0.136*. Dan seterusnya sampai data ke 31 atau hari ke 31Juli 2012.
Berdasarkan hasil dari perhitungan batas kendali atas (UCL) dan batas kendali bawah (LCL), maka data diatas dapat digambarkan dengan peta kendali P sebagai berikut :
10
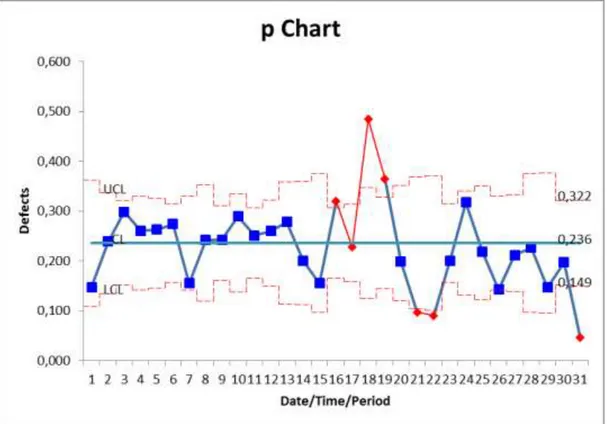
Grafik 4.1 Peta Kendali P
Peta kendali p di atas menunjukan bahwa data Tgl 16, 18, 19, 21, 22, dan Tgl 31 berada diluar batas control bawah (LCL) dan batas control atas (UCL). Agar proses tersebut tetap dalam pengendalian control, maka perlu adanya revisi dengan cara mengeluarkan nilai data yang berada diluar kendali. kemudian dilakukan perhitungan ulang. Perhitungan tersebut dirangkum dalam tabel 4.7
11
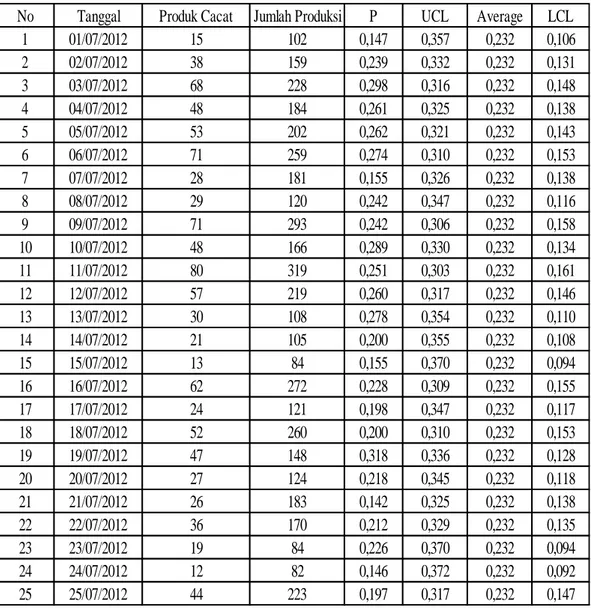
Tabel 4.6 Perhitungan dengan Peta Kendali P (Revisi)
Data :Hasil Olahan
No Tanggal Produk Cacat Jumlah Produksi P UCL Average LCL
1 01/07/2012 15 102 0,147 0,357 0,232 0,106 2 02/07/2012 38 159 0,239 0,332 0,232 0,131 3 03/07/2012 68 228 0,298 0,316 0,232 0,148 4 04/07/2012 48 184 0,261 0,325 0,232 0,138 5 05/07/2012 53 202 0,262 0,321 0,232 0,143 6 06/07/2012 71 259 0,274 0,310 0,232 0,153 7 07/07/2012 28 181 0,155 0,326 0,232 0,138 8 08/07/2012 29 120 0,242 0,347 0,232 0,116 9 09/07/2012 71 293 0,242 0,306 0,232 0,158 10 10/07/2012 48 166 0,289 0,330 0,232 0,134 11 11/07/2012 80 319 0,251 0,303 0,232 0,161 12 12/07/2012 57 219 0,260 0,317 0,232 0,146 13 13/07/2012 30 108 0,278 0,354 0,232 0,110 14 14/07/2012 21 105 0,200 0,355 0,232 0,108 15 15/07/2012 13 84 0,155 0,370 0,232 0,094 16 16/07/2012 62 272 0,228 0,309 0,232 0,155 17 17/07/2012 24 121 0,198 0,347 0,232 0,117 18 18/07/2012 52 260 0,200 0,310 0,232 0,153 19 19/07/2012 47 148 0,318 0,336 0,232 0,128 20 20/07/2012 27 124 0,218 0,345 0,232 0,118 21 21/07/2012 26 183 0,142 0,325 0,232 0,138 22 22/07/2012 36 170 0,212 0,329 0,232 0,135 23 23/07/2012 19 84 0,226 0,370 0,232 0,094 24 24/07/2012 12 82 0,146 0,372 0,232 0,092 25 25/07/2012 44 223 0,197 0,317 0,232 0,147
12
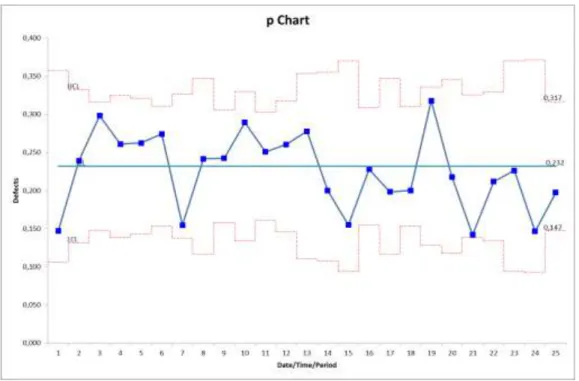
Grafik 4.2 Peta Kendali P (Revisi)
Dari perhitungan sebelumnya didapat : 0,232. Ini berarti kemampuan proses dalam menghasilkan produk cacat sekitar 23.2 %. Keadaan ini sudah cukup baik untuk industri spring bed, tetapi keinginan perusahaan adalah menghendaki kualitas produk yang bebas cacat atau tidak ada produk yang cacat dari hasil produksi.
4.3 Analisa
Analisa Hasil Data 4.3.1
Dari pengolahan data pada bab sebelumnya diperoleh hasil bahwa data yang telah dikumpulkan layak untuk diolah. Dalam proses pengolahan data terdapat dua macam situasi perbaikan kualitas dengan menggunakan peta kendali yaitu: situasi yang pertama adalah peta kendali yang dibuat untuk mengetahui kondisi yang diluar batas kendali yang terjadi karena sebab khusus (sebab yang paling sering terjadi), penyebab dapat dilihat melalui diagram pareto dan kondisi
13
yang kedua adalah berkaitan dengan pengujian untuk mengambil keputusan apakah total produk cacat masih dalam batas kendali dan masih bisa dikatakan terkontrol. Tabel 4.8 bawah ini adalah hasil akhir dari data yang telah diproses atau diolah yaitu:
Tabel 4.7 Hasil Peta Kendali dari Pengujian Total Produk cacat (Revisi)
Garis Pusat 0.232
Persentase Produk Reject 23.2%
Rata-Rata Batas Kendali Atas (BKA/UCL) = 0.317 31.7% Rata-Rata Batas Kendali Bawah (BKB/LCL) = 0.147 14.7%
Dari hasil data yang diperoleh, proporsi reject yang didapatkan masih dalam batas kendali. Hal ini terlihat produk cacat berada diantara batas rata-rata kendali atas dan batas kendali bawah.
Analisa Diagram Sebab Akibat 4.3.2
Setelah melakukan observasi ke lapangan serta wawancara secara langsung, maka diketahui faktor-faktor yang mempengaruhi terjadinya cacat pada produk Spring Bed type King Koil . Dengan menggunakan diagram fishbone atau diagram sebab akibat kita dapat mengetahui penelusuran tersebut.
Dari analisa jenis reject dan diagram pareto pada Diagram 4.1 menunjukan bahwa cacat Kd Kotor (Dapat Dibersihkan) dengan persentase yang cukup besar yaitu sekitar 31%. Adalah merupakan cacat yang dominan yang perlu perhatian khusus. Satu jenis lain yang mempunyai persentase yang cukup besar adalah jenis cacat BL (Benang Lebih) dengan persentase 22% .
14
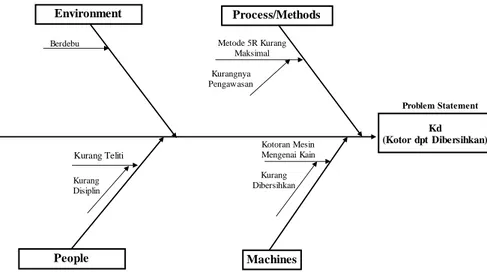
Diagram Sebab Akibat untuk Kd (Kotor dapat Dibersihkan) 4.3.2.1
Untuk mengetahui faktor-faktor yang mempengaruhi terjadinya reject Kd (Kotor dapat Dibersihkan) dengan persentase yang cukup besar yaitu 31%, reject yang paling dominan yang perlu mendapat perhatian khusus.
Diagram 4.2 Sebab Akibat (Fishbone) Untuk Kd (Kotor dapat Dibersihkan) Diagram Sebab Akibat Untuk BL (Benang Lebih)
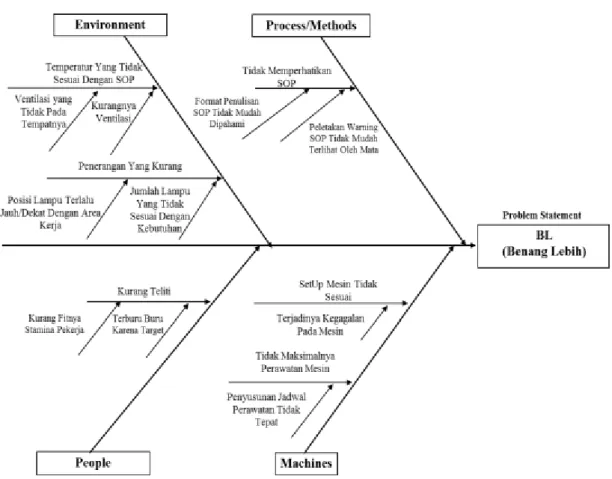
4.3.2.2
Untuk mengetahui faktor-faktor yang mempengaruhi terjadinya cacat BL (Benang Lebih) dengan persentase 22% yaitu cacat yang paling dominan ke-dua yang perlu mendapat perhatian khusus.
Process/Methods Environment Machines People Metode 5R Kurang Maksimal Kotoran Mesin Mengenai Kain Kurang Dibersihkan Kurang Teliti Berdebu Kd (Kotor dpt Dibersihkan) Problem Statement Kurang Disiplin Kurangnya Pengawasan
15
Gambar 4.2 Diagram Sebab Akibat (Fishbone) Untuk BL (Benang Lebih)
4.3 Usulan Perbaikan Untuk Mengurangi Cacat Kd (Kotor dapat Dibersihkan)
Dari diagram pareto di atas dapat dilihat cacat dengan persentase terbesar adalah jenis Cacat Kotor dapat Dibersihkan (Kd) tingkat kecacatan yang paling besar merupakan masalah yang menjadi prioritas untuk terlebih dahulu dipecahkan, dengan menggunakan fishbone atau diagram sebab akibat, agar perusahaaan dapat mencari solusi terbaik untuk menangani tingkat kecacatan yang besar tersebut.
16
Agar lebih maksimal dalam menangani permasalahan tingkat kecacatan pada produk, secara kontinyu dapat dilakukan beberapa usulan :
Faktor Mesin
1. Mesin-mesin harus dapat perawatan yang maksimal tanpa pengecualian dan penundaan.
2. Baik operator maupun mekanik harus mengecek kembali kelengkapan proses sebelum memulai proses.
3. Memastikan SetUp mesin dengan baik
4. Memasang sensor elektronik untuk mendeteksi secara awal adanya kerusakan mesin, sehingga tidak menimbulkan dampak buruk bagi bahan sewaktu dalam proses.
Faktor Metode
1. Menempatkan SOP yang muda dibaca dan dilihat didekat area produksi agar operator atau karyawan senantiasa mengikuti SOP yang telah dibuat.
2. Membuat laporan kusus untuk operator atau karyawan yang melakukan kesalahan per hariya sehingga operator mengetahui tingkat ketelitian yang dilakukannya.
Faktor Environment
1. Mengatasi faktor lingkunga kerja yang kurang nyaman yaitu karena faktor mesin, kebisingan mesin, suhu ruangan dan sebagainya yang dapat mengakibatkan konsentrasi operator atau karyawan menjadi berkurang.
17
3. Menggunakan pelindung masker dan penutup telinga.
Faktor People
1. Melakukan Review hasil kerja setelah proses produksi selesai, dengan tujuan agar proses produksi dapat dipantau terus menerus sehingga jika terjadi kesalahan proses dapat dketahui dengan segera.
2. Selama proses produksi berlangsung supervisor wajib melakukan pemeriksaan dengan ketat disetiap stasiun-stasiun yang sudah menjadi bagiannya.
3. Selain melakukan perawatan mesin yang dilakukan, mekanik juga harus rajin mengecek pada saat proses produksi berlangsung pada bagian-bagian yang rentan terhadap permasalahan yang terjadi. 4. Mengadakan training-training bagi para karyawan untuk
meningkatkan produktifitas pekerja sehingga dapat memaksimalkan SDM yang berkualitas.
5. Mengadakan koordinasi yang baik antara bagian proses dan bagian QC agar senantiasa dapat saling bekerjasama/cross check mengenai proses yang sedang berjalan.
18
4.4 Faktor – Faktor Penanggulangan Masalah
Langkah - langkah yang di ambil untuk penanggulangan masalah adalah dengan menggunakan metode 5W + 1H. Metode ini merupakan langkah-langkah atau tindakan-tindakan untuk memperkecil terjadinya produk yang cacat ataupun kerugian. Berikut ini adalah rencana perbaikan produk cacat, yang ditemukan dalam kegiatan proses produksi dan pengepakkan dapat dilihat pada Tabel 4.8
19
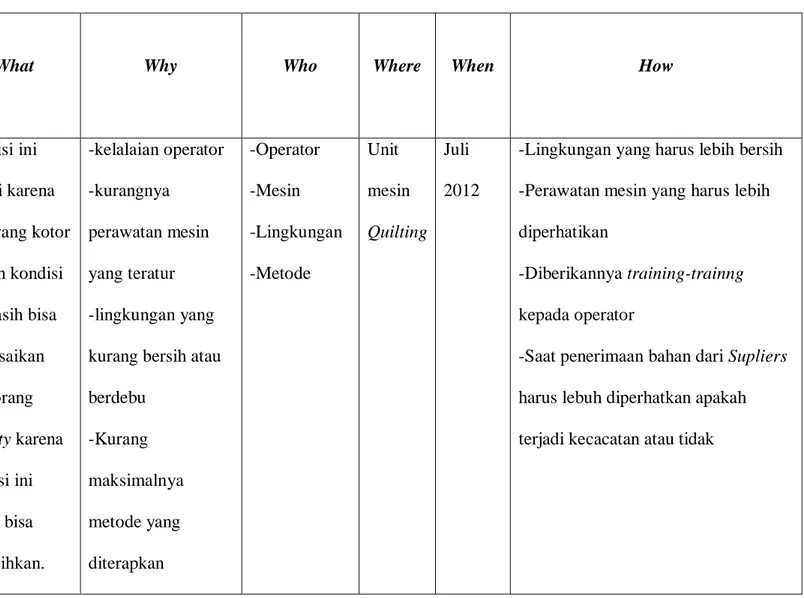
Tabel 4.8 Analisa 5W + 1H Untuk Cacat Kd (Kotor dapat Dibersihkan)
Penyebab Dominan
What Why Who Where When How
Kotor dapat Dibersihkan
Kondisi ini terjadi karena kain yang kotor namun kondisi ini masih bisa diselesaikan oleh orang Quality karena kondisi ini masih bisa dibersihkan. -kelalaian operator -kurangnya perawatan mesin yang teratur -lingkungan yang kurang bersih atau berdebu -Kurang maksimalnya metode yang diterapkan -Operator -Mesin -Lingkungan -Metode Unit mesin Quilting Juli 2012
-Lingkungan yang harus lebih bersih -Perawatan mesin yang harus lebih diperhatikan
-Diberikannya training-trainng kepada operator
-Saat penerimaan bahan dari Supliers harus lebuh diperhatkan apakah terjadi kecacatan atau tidak
20
Tabel 4.9 Analisa 5W + 1H Untuk Cacat BL (Benang Lebih)
Penyebab Dominan
What Why Who Where When How
Benang Lebih
Kondisi ini terjadi dikarenakan pada waktu
pemotongan Quilting sensor tidak tepat, yang menyebabkan benang yang lebih.
-kelalaian operator
-SetUp sensor mesin yang tidak tepat -Kurang teraturnya perawatan mesin yang dilakukan -Operator -Mesin Unit mesin Quilting Juli 2012
-Perawatan mesin yang harus lebih diperhatikan
-selain perawatan mesin Mekanik juga harus rajin mengecek pada saat proses produksi berlangsung
-supervisor juga harus rajin berkeliling pada stasiun–stasiun yang sudah menjadi tanggung jawabnya masing-masing