1
1. TÜPRAG METAL MADENCĠLĠK KIġLADAĞ ALTIN MADENĠ
1.1. GENEL ġĠRKET TANITIMI
Tüprag Metal Madencilik Sanayi ve Ticaret Anonim ġirketi, merkezi Kanada'da bulunan Eldorado Gold Madencilik Firmasının Türkiye'de kurulu Ģirketidir.
Tüprag, Türkiye'de metalik maden aramaları ve iĢletmeciliği yapmak için 1986 yılında kurulmuĢ ve bu güne kadar aldığı yüzlerce maden arama ruhsatında arama yapmıĢtır. Söz konusu arama çalıĢmaları sonucunda, UĢak-KıĢladağ ve Menderes-Efemçukuru gibi önemli altın yataklarını bulmuĢtur.
Bulunan altın yataklarının bazıları Ģirketin yatırım ölçeğinin altında kalmıĢ olup bazıları için ise yeni ilave arama çalıĢmaların yapılmasına ihtiyaç bulunmaktadır. KıĢladağ altın madeninde arama safhası tamamlanarak üretim safhasına geçilmiĢtir. KıĢladağ altın madeni yıllık üretimi ile Avrupa'nın en büyük altın madeni olacaktır. Efemçukuru altın madeni ise yakında üretime geçecektir.
Tüprag, bu güne kadar 208 milyon dolarlık yatırımı gerçekleĢtirilen, UĢak KıĢladağ Atın Madeninde Mayıs 2006 tarihinden itibaren altın üretimine baĢlamıĢtır. Tüprag bulduğu madenleri, ulusal ve uluslararası çevre standartlarına göre iĢletip, Türkiye'de yatırım, üretim ve istihdama katkı sağlayarak büyümeyi hedeflemektedir.
2
a. Madencilik Faaliyetleri
KıĢladağ‟da ilk madencilik faaliyetleri yerel bir yüklenici tarafından klasik hafriyat makinaları ve ekipmanları kullanılarak yürütülmüĢtür. 2008 yılının üçüncü üç aylık döneminde ise proje sahibinin çalıĢtırdığı 150 tonluk cevher taĢıma kamyonlarından oluĢan bir filo ve eĢdeğer yükleme ekipmanları devreye sokulmuĢtur. Ortalama cevher üretimi yılda 10.000.000 ton olacak, ayrıca senede 8.500.000 ton pasa taĢınacaktır.
b. Cevher ĠĢleme
1 döner kırıcı ile 4 konik kırıcıdan oluĢan üç kademeli bir kırma sistemi tüvenan cevheri %80‟i 6.3 mm‟yi geçecek büyüklüğe göre kırarak liç iĢlemine hazır hale getirmektedir. Liç iĢlemi için malzemenin 10 metrelik katlar halinde liç yastığı üzerine aktarılması ve dağıtılması amacıyla konveyörler kullanılmaktadır. Proses çözeltileri içindeki altının nihai ürün olarak dore altın külçesi Ģeklinde elde edilmesi için klasik tipteki bir ADR tesisinden yararlanılmaktadır.
3 1.2. ĠġLETMEYLE ĠLGĠLĠ ÖZET BĠLGĠLER
a. Mevki UĢak, Türkiye
UĢak ili sınırları içinde bulunan KıĢladağ, Türkiye‟nin önemli merkezlerinden Ġzmir (180 km batıda) ile Ankara (350 km kuzeydoğuda) arasında yer almaktadır. Proje sahasına en yakın il merkezi UĢak olup sahanın 35 km kuzeydoğusunda bulunmaktadır. Sahaya eriĢim her türlü hava ve iklim koĢulunda ulaĢıma elveriĢli asfalt yollarla sağlanmakta olup bu yollar sahanın hemen civarındaki birkaç köyü de birbirine bağlamaktadır.
KıĢladağ maden sahası, Anadolu Platosu‟nun batı ucunda, yaklaĢık 1.000 metrelik bir rakımda, hafif engebeli bir arazi üstünde yer almaktadır. Ġklim yazları sıcak ve kurak olup kıĢ mevsimi ise soğuk geçmektedir. Yörenin baĢlıca ekonomik faaliyeti geçimlik çiftçilik ve hayvan otlatıcılığı karmasından oluĢmaktadır.
b. Rezervler (ons Au)
Görünür + Muhtemel 6.816.000
c. Kaynaklar (ons Au)
ÖlçülmüĢ + GösterilmiĢ 10.273.000 Mümkün 2.950.000
4
d. Üretim (ons Au)
2006 70.895 2007 135.306 2008 190,334 2009 237,210 2010 Tahmini 274,592 2011 Tahmini 270.000 – 285.000
e. Nakit ĠĢletme Maliyeti (ons Au baĢına)
2006 206$ 2007 189$ 2008 254$ 2009 280$ 2010 329$ 2011 Tahmini 350$ – 365$ f. Maden Ömrü 15 yıl
g. Mülkiyet %100 (Eldorado Gold‟un tamamına sahip olduğu
Türkiye‟deki Ģirketi Tüprag Metal Madencilik Sanayi ve Ticaret Anonim ġirketi - “Tüprag” vasıtasıyla)
h. Projenin Durumu Ve * Faal durumda maden iĢletmesi
i. Tarihçesi
* Ticari üretime 2006 yılının üçüncü üç aylık döneminde baĢlanmıĢtır * Ġlk altın külçesi 2006 yılının ikinci üç aylık döneminde dökülmüĢtür * ĠnĢaat Ruhsatı 2004 yılının üçüncü üç aylık döneminde alınmıĢtır * ÇED Olumlu Belgesi 2003 yılının ikinci üç aylık döneminde alınmıĢtır * Fizibilite Etüdü 2003 yılının birinci üç aylık döneminde tamamlanmıĢtır
5
j. Projenin Tanımı
Ġçbatı Anadolu‟da yer alan KıĢladağ Altın Madeni, Türkiye‟nin en büyük altın madeni iĢletmesidir. KıĢladağ altın projesini maden arama ve bulma aĢamasından baĢlayarak hazırlık, inĢaat ve üretim safhaları dahil olmak üzere geliĢtirmiĢ bulunuyoruz. KıĢladağ projesi, altın eldesi için yığın liçi yöntemi kullanılan düĢük tenörlü, büyük rezervli bir açık ocak iĢletmesi Ģeklinde geliĢtirilmiĢtir. Madenin ömrü senede toplam 10 milyon ton cevher iĢleme randımanıyla 15 yıldır. Maden tam üretim kapasitesinde yılda ortalama 240.000 ons altın üretecektir.
6 1.3. JEOLOJĠ VE CEVHERLEġME
1.3.1. SAHANIN GENEL JEOLOJĠSĠ
KıĢladağ, batı Türkiye‟deki orta-geç Tersiyer yaĢlı birkaç volkanik kompleksten biri içerisinde yer almakta olup sözkonusu kompleks Türkiye‟nin güneybatısındaki Hellenik Hendek sistemi boyunca uzanan kıtasal dalma zonuyla iliĢkili bulunmaktadır. KıĢladağ bölgesinde, Menderes Masifi‟nin kuzeydoğu kenarındaki bir Ģist temel sistemi üzerinde volkan püskürükleri yer almaktadır.
Altın cevherleĢmesi bir dizi latitik sokulum kütlesi içinde bulunmaktadır. KıĢladağ yatağının içerisinde yer aldığı Gökgöz Tepe alterasyon zonu yaklaĢık 12 kilometre karelik bir alanı kaplamaktadır. Gökgöz‟de iri taneli bir porfirik latit kütlesel altın cevherleĢmesine ait ana kayaç olarak gözlenmekte olup bu ana kayaç yaygın ve yoğun hidrotermal alterasyona uğramıĢtır. Altın cevherleĢmesi benzer bir bileĢime sahip bulunan ve daha geç dönemde düĢük düzeyde cevherleĢmiĢ bir yığın etrafında dairesel bir zon meydana getirmektedir. Altın muhtelif fazlar halindeki turmalin-pirit, pirit ve kuvars-pirit damarları ve breĢlerle iliĢkili olup baĢta çinko ve molibden olmak üzere küçük miktarlardaki baz metallerle birlikte bulunmaktadır. Yataktaki oksitleĢme cevhersiz sokulum kayaçları üzerindeki kesimde pek derinlere inmezken batı ve doğu istikametlerinde 40-50 metrelik derinliklere ulaĢmaktadır.
a. Temel Metamorfik Kayaçlar
Menderes Metamorfik Kompleks‟ine ait Ģist ve gnayslar, proje alanındaki Beydağı Volkanik istifi tarafından üzerlenmektedir ve depozit sahasının kuzeybatı kenarı boyunca ve öngörülen liç havuzunun inĢa edileceği sahada bulunan erozyona uğramıĢ alanlarda mostra vermektedir. Metamorfik taban ile volkanik istif
7
uyumsuz bir biçimde yumuĢak bir açıyla proje sahasının büyük kısmına dalım yapmasına karĢın, fakat yatağın en düĢük seviyesinde, volkanik istifin intrüzyon kısımlarının metamorfik kayaçları kestiği yerde bu daha düzensiz bir haldedir. Metamorfik istifte foliasyon ve tabakalanma yataydır ya da yerel değiĢimlere yumuĢak bir açı ile dalım yapmaktadır.
Tabanda metamorfik kayaçlar biyotitçe zengin mafik Ģistler ile yüksek miktarda kuvarslanmıĢ silisli Ģistler arasında bileĢimsel bir yayılım göstermektedir. Tabakalanma santimetre ölçeğinden metrelere hatta on metrelere kadar geliĢebilmektedir. Taban istifinin proje sahasındaki mostrası bu bileĢimsel değiĢime bağlı olarak haritalandırılabilmektedir, fakat alt birimlerin tanımlanması için yeterli değildir.
Beydağı Volkanik Ġstifi‟nin litolojik olarak haritalandırılması sonucu olarak aĢağıdaki 6 birim belirlenmiĢtir:
1. Masif akıntı-bantlı latit akıntılar
2. Kuvarslı latit akıntılar
3. Monolitolojik volkanik breĢ
4. Tabakalı volkaniklastik ve epiklastik kayaçlar
5. Monolitolojik volkanik konglomera
6. Porfiritik hipabissal intrüzyonlar
Beydağı Volkanik Ġstifine ait porfiritik (plajioklas, K-feldspat, hornblend, biyotit, kuvars) hipabissal intrüzif kayaçları, KıĢladağ projesindeki altın mineralizasyonunun ana kayacıdır ve harita alanında baĢlıca iki bölgede mostra vermiĢ bulunmaktadır: büyük bir intrüzyon yatağın güneyine doğru gerçekleĢmiĢtir ve daha küçük ikincil bir intrüzyon yatağın kuzeyine doğru Koca Tepe tarafından üzerlenmiĢtir. Yatağa ait sondaj logları göreceli fenokristal boyutu ve miktarına, alterasyon miktarına ve altın yüzdesine göre en az üç intrüzyon alt birimine ayrılmıĢtır. Sonuç olarak, bu çalıĢmada hazırlanan haritalar sadece yatağın
8
bulunduğu alanda yapılan sondaj kuyularıyla tanımlanan alt birimleri göstermektedir.
Depozitin bulunduğu alandaki tüprag tarafından tanımlanan intrüzif alt birimler aĢağıdaki gibidir:
INT-1: Erken, minerizasyon öncesi, yoğun bir Ģekilde alterasyona uğramıĢ, yüksek oranda altın içeren ve intrüzif kompleksin dıĢ kısımlarını oluĢturan fazdır. En erken oluĢan latit porfiri stoğudur. Lokal olarak bol miktarda ortoklas ve plajioklas megakristalleri içerir. Genel olarak ince veya büyük gözenekli K-feldspars, biyotit ve ikincil kuvars içerir. Erken K-silikat alterasyonuna, (%5 biyotit ve K-feldspars %7) intermediate argillic altearsyonuna (kloritleĢme %1 ) , advanced argillic alterasyonuna (kuvars-serisit/kaolinit) maruz kalmıĢtır.
INT-2: INT 1‟e nazaran daha alterasyona uğramıĢ ve ara altın içeriklerin (0.7-0.8 gr/t) sayesinde ayırt edilmektedir. Megakristal yapı yoktur. Orta büyüklükte altere olmuĢ kristaller plajioklas (%3) biyotit (%5) ve altere olmamıĢ mafik mineraller (%3) ve minor k-feldspars içermektedir. Genel olarak ince K-feldspars akmaları ve minor kuvars ve plajioklas içerir. Ġkincil alterasyon biyotit (%7) ana kütlede yoktur. Hornblend(%1) ve taze mika (%5) kolaylıkla farkedilebilir. Int-2 k-silikat akmaları ve zayıf orta argillic (kaolinitleĢme-kloritleĢme) maruz kalmıĢtır.
INT-2A: Doku olarak int-2 ye benzer. Genellikle orta gözenekli ve biyotit ve hornblend izlerini taĢır. Bütün fenokristaller kaolinit-serisitle altere olmuĢtur.
INT-3: Geç bir mineralizasyon sonrasında oluĢmuĢ az miktarda alterasyona uğramıĢ ve tipik olarak 0.1-0.2 gr/t altın içeren intrüzifdir. En son oluĢan ince taneli latit porfiri stoğudur. Int-3 te K-feldspars plajioklas, altere biyotit (tourmalin izleri taĢıyan) bulunmaktadır. Genellikle fenokristaller ince taneli olup plajioklas (%3), hornblend(%2), biyotit(%5), ve az miktarda kuvars içerir. Propilitik altere olan yeĢil renkli klorit (%3) ve zayıf silisleĢme görülür. Daha sonra gelen qtz-sulfidler (damar) tarafından kesilir. Çok ince taneli (dissemine) pirit içermektedir.
Piroklastikler: Ġri taneli porfiritik gözeneksiz lithic bloklar ve klastlar, ince taneli riyolitik/dasitik aĢınmıĢ gözenekli bloklar ve klastlar ve ince taneli pofiritik gözenekli tüfleri içermektedir.
9 1.3.2. SONDAJ
1090m kotundan 970 kotuna inilen açık ocakta belirlenen sondaj noktalarında çalıĢmalar yürütülmektedir. 2008 yılı içerisinde toplam 40 sondaj yapılıĢ olup, 16000 m sondaj yapılmıĢtır.
ġekil 1.1 - D150
Ocakta zeminin sertlik derecesine göre değiĢken olmak üzere, ortalama dakikada 10 devir yapan paletli sondaj makinası D150 kullanılmaktadır. Zemine 18 tonluk kuvvet uygulayan bu karotlu sondaj makinaları genelde 75°‟lik açı ile konumlandırılmaktadır. BaĢlangıçta 3m „lik tijler kullanılarak sürdürülen sondaj çalıĢmaları, 65 mm‟ lik karotlar elde edilerek 4 bölmeye ayrılmıĢ boyları 1m olan karot sandıklarına yerleĢtirilmektedir.
10 1.4. JEOTEKNĠK
1990‟lı yıllarda baĢlayan sondajlar, günümüzde de devam etmektedir. Karotlu, karotsuz ve yönlendirmeli sondajlar yapılmıĢ olup jeoloji ve jeoteknik açıdan değerlendirilmiĢtir. Karot yönlendirme iĢleminde Ezy M ve Ace Core Tool kullanılmıĢtır. Bütün sondajlar fotoğraflanmıĢ ve loglanmıĢtır. Bütün sondaj verileri jeoteknik olarak değerlendirilmiĢ ve kaya kütlesinin sınıflandırılmasında (RMR, MRMR, Q), mevcut süreksizliklerin dağılımı ve yönlerinin belirlenmesinde kullanılmaktadır.
Ocak jeoteknik olarak 6 sektöre bölünmüĢ bulunmaktadır. Jeoteknik olarak sektörler, yalnız sondaj verileriyle değil RMR değerleri ve loglamalar sonucunda tanımlanmıĢ benzer özelliklere sahip kaya yapıları göz önünde bulundurularak belirlenmiĢtir. Söz konusu sektörlerdeki benzer kayaç özellikleri dolayısıyla sektörler arası Ģev açıları farklı, sektörler içinde ise Ģev açıları benzer olmak üzere tanımlanmıĢtır.
2008 yılında iĢletmede 7 farklı kuyudan yürütülen sondaj iĢlemleriyle, jeoteknik modelleme yapılmaktadır. Modelleme sürecinde karot alımıyla kaya kütlesi tanımlamaları yapılmakta ve bütün değerler kullanılarak, ana süreksizliklerin bölgesel olarak dağılımı, konsantrasyonu ve set oluĢumları incelenmektedir.
Jeoteknik bölgelerin loglanması sonrasında uzunlukları belirlenmektedir. Karotların kırıklı zeminlerindeki yumuĢak malzemenin yıkanma sonucunda eksilmesi ihtimaline karĢı kaya kütlesi tanımından önce karot kaybı değerlendirmesi yapılmaktadır. Analiz sürecindeki ilk adım, karotları jeoteknik bölgelere ayırma iĢlemidir. Jeotechnnical domainler belirlenirken göz önünde bulundurulması gereken faktörler aĢağıdaki gibidir:
Süreksizliklerin Durumu
1. Fay ve eklemlerin özellikleri
11 Mukavemeti Jeolojik Özellikleri 1. Kaya Tipi 2. Oksit/Sülfit içeriği 3. Alterasyon
Yapısal çatlakların, küresel iz düĢüm teknikleri kullanılarak, geometrik olarak tanımlanması ve analizi için DIPS, Hoek-Brown, Mohr-Coulomb vb kriterleri kullanarak, kaya kütlelerinin kesme mukavemeti parametrelerinin tanımlanması ve analizi için ROCDATA, muhtemel kama tipi kaymalarının geometri ve stabilite açısından ihtimallere dayalı olarak analizi, incelenmesi ve emniyet katsayısının tahmin edilmesi için SWEDGE, Ģevlerdeki muhtemeln düzlemsel kaymaların analizi için ROCPLANE, numerik analiz yöntemleri için FLAC ve UDEC yazılımları kullanılmaktadır.
1.4.1. RMR (Rock Mass Rating)
Jeoteknik bölgeye ait kaya kütlesi birçok kritere bağlı olmak, üzere birçok analizden sonra tanımlanmaktadır. Analiz sürecinde kayanın mukavemet değeri kaya kütle tanımının %20 sini, çatlak özellikleri (dolgu tipi, dolgu kalınlığı, çatlak pürüzlülüğü) %40 ını, RQD değeri %15 ini, çatlak sıklığı ise %25 ini oluĢturmaktadır. RMR hesap sonuçlarına göre kaya aĢağıdaki değerlere göre tanımlanır. 0- 20 Çok Kötü 20-40 Kötü 40-60 Orta 60- 80 Ġyi 80- 100 Çok Ġyi
12
a. Mukavemet (IRS)
Jeoteknik bölgenin mukavemeti 0-100 arasında değerlendirilerek puanlanmaktadır.
Eğer söz konusu jeoteknik bölgeye ait kaya kütlesinin mukavemeti 185 MPa‟ dan büyükse, analizden 100le puanlandırılarak kaya kütle tanımına katkısı 20 kabul edilir.
b. RQD (Rock Quality Designation)
Jeoteknik bölgenin 10 cm‟ den küçük her parçası RQD‟ e dahil edilmektedir.
RQD= (∑X†∑L)×100
X: 10 cm‟ den küçük her parçanın uzunlukları toplamı
L: Jeoteknik bölgenin toplam uzunluğu
c. Süreksizlikler
Kaya kütlesinin tanımlanmasındaki üçüncü aĢama ise çatlakların birçok kritere göre tanımlanması ile gerçekleĢtirilmektedir. Sahada henüz belirlenmiĢ sürekli bir çatlak ve fay oluĢumu mevcut değildir.
Mevcut Ģev aynalarında meydana gelen küçük ölçekli zemin kopmaları ile ilgili tüm detaylar arĢivlenmekte ve geri analiz için kullanılmaktadır. Emniyet katsayısı 1 kabul edilerek kayma düzlemlerine ait dayanım parametreleri (kohezyon ve içsel sürtünme) tayin edilmektedir.
Oksit/Sülfit içeriği
Alterasyon
Silika/kil alterasyonu
13
Farklı bölgelerden alınmıĢ kaya numunelerini, mevcut hava Ģartlarında belirli aralıklarla ıslayarak zamanla bozunmanın etkisinin görülmesi sağlanmaktadır. Bu Ģekilde, Ģev aynalarındaki mevcut kayaların zamanla nasıl bir bozunmaya uğrayacağı anlaĢılmaktadır.
Sertlik
Çatlak açısı
Doğal çatlaklar, açı yüzeylerinde belirlenmiĢ mukavemet değerleri çerçevesinde
0°- 30° J1
30°- 60°J2
60°- 90° J3 adlandırması ile sınıflandırılmaktadır.
14
Pürüzlülük
Makro ve mikro olmak üzere iki Ģekilde değerlendirilmektedir. Çatlak yüzeyinin pürüzlülük değerinin büyüklüğü kayanın mukavemet değerinin de büyük olduğunu göstermektedir. Bu iĢletmedeki karotların çatlak yüzeyleri genelde pürüzlü, biraz dalgalı ve kaygan niteliklere sahiptir.
Dolgu
Killi ve silikalı olmak üzere değerlendirmeler yapılmaktadır. Bu değerlendirme kaya kütlesinin sertliğini de etkilemektedir. Silika dolgusu içerikli jeolojik bölgelerin sertlik değeri, kil dolgu içerikli jeolojik bölgelerin sertlik değerinden daha büyüktür.
Dolgu kalınlığı da <1mm, 1mm>x> 5mm ve >5mm olarak değerlendirilmektedir.
Sürtünme açısı ve sürtünme kuvveti
Çatlaklar arası sürtünme kuvveti ve sürtünme açısı analizi için direk kesme deneyleri yapılmaktadır.
15
Yapılan sondajlar sonucunda +850 kotunda su tablasına rastlanmıĢtır. ĠĢletme Ģu an Ekim ayı üretim planı dahilinde +960 kotunda çalıĢacak olduğundan kaya kütle tanım değerleri yüksektir. Yer altı su tablasını belirlemek ve zamanla gözlemlemek amacıyla, açık ocak sınırlarının etrafına yer altı suyu sondajı (piezometre) uygulanmıĢtır. Su tablası seviyesine inildiğinde baĢta RMR değeri olmak üzere değerler düĢecektir. Zemin hareketlerini izlemek amacıyla, açık ocak içindeki belirli bölgelere prizmalar yerleĢtirilmiĢtir. Bu prizmalardan, belirli zaman aralıklarında okumalar yapılıp Ģev aynaları ve üstlerinde herhangi bir zemin hareketi olup olmadığı, varsa miktarı, yönü, açısı, ivmesi gibi bilgilere ulaĢılması planlanmıĢtır. 7 farklı kuyudan piezometrelerle sürekli su seviyesi ölçümü yapılmaktadır. Nihai duvar su tablasına ulaĢtığı zaman söz konusu kotta uygulanacak drenaj denemeleri planlanmaktadır.
16
2. ĠġLETMEYE YÖNELĠK TEMEL MADENCĠLĠK KAVRAMLARI
2.1. MADENCĠLĠK
2.2. AÇIK OCAK MADENCĠLĠĞĠ
Madencilik, yer altındaki madenlerin araĢtırılması, çıkarılması ve iĢletilmesiyle ilgili tekniklerin ve yöntemlerin bütünüdür. Arz kabuğunda bulunan cevher, endüstriyel hammadde, kömür ve petrol gibi ekonomik değeri olan herhangi bir maddeyi yeryüzüne çıkarıp onu paraya dönüĢtürme iĢidir. Madenciliğin amacı, ekonomiye gerekli doğal hammaddeyi sağlamaktır. Ekonomik önemi bulunan mineralleri rasyonel bir Ģekilde endüstriye sağlamak için geliĢtirilmiĢ uygulamalı bilim dalıdır. aranması, projelendirilmesi, iĢletilmesi ve çıkarılan ile ilgili iĢlemleri içerir.
Açık ocak madenciliği; yer altında bulunduğu saptanmıĢ ya da mostra vermiĢ madenin ekonomik olarak, yer altına inilmeden üzerindeki örtü tabakasının kaldırılarak kazanılması iĢlemini anlatan madencilik yöntemidir.
Açık ocak iĢletmeciliği, iĢletilmesi ekonomik olarak uygun bulunan maden yataklarının, mostra verenlerinin doğrudan kazılarak üretilmesi, ya da üzerini kaplayan örtü tabakasının alınarak açılması ve sonrasında cevherin üretilmesi Ģeklinde yapılan iĢletme yöntemidir. Günümüzde dünya maden üretiminin yaklaĢık %70'i açık iĢletmecilik yöntemleriyle yapılmaktadır. Metalik cevherlerin yarısı, kömürün 1/3'ü ve metal dıĢı yapı malzemelerinin tamamı açık ocak madenciliği yöntemi ile üretilmektedir.
Maden yataklarının madenin zenginleĢtirilmesi
ġekil 2.2 - El Chino, New Mexico'da yer alan açık ocak bakır madeni.
ġekil 2.1 - Madenciliğin simgesi, iki tarafı düz olan saplı bir çekiçle bir tarafı keski Ģekline getirilmiĢ diğer bir çekicin çatılmıĢ hali.
17 2.3. ALTIN MADENCĠLĠĞĠ
Altın metalik bir element olup, Latince parlayan Ģafak anlamındaki "Aurum" kelimesinden gelmektedir. Kimyasal sembolü "Au"dur.
Altın, ortalama 35 km. kalınlığa sahip yer kabuğunda en az bulunan elementlerden biridir. Yer kabuğunun on milyonda 2'si altındır. Bu nedenle insanların altına sahip olma isteği tarih boyunca hiç azalmamıĢtır.
Özgül ağırlığı 19.3, ergime noktası 1064 °C, kaynama noktası 2660 °C dir.
Yer kabuğunda en az bulunan elementlerinden biri olma özelliği yanında; altın, doğada bilinen en iyi iletkendir.
Ayrıca su ve oksijenle reaksiyona girmez, yani oksitlenmez. Bu özelliğinden dolayı elektronik, sağlık ve uzay sanayinde çok yaygın olarak kullanılmaktadır.
Altının kolay iĢlenebilir özelliğe sahip olması ona Ģekil vermede olağanüstü bir üstünlük sağlamaktadır. Bu nedenle altın kuyumculuk ve mücevherat sanayinin vazgeçilmez metalidir.
Tarih boyunca gücün, güzelliğin ve ihtiĢamın simgesi olmuĢtur.
Altının en önemli özelliği ise çağlar boyunca en güvenilir yatırım aracı olmasıdır.
18 2.3.1. Altın Üretiminde Uygulanan Temel Yöntemler
a. Gravitasyon
Gravitasyon, sadece gözle görülebilecek büyüklükteki serbest altın taneleri içeren altın cevherlerinin zenginleĢtirilmesinde kullanılan bir yöntemdir. Ancak bu tür cevherler yüzyıllardır çalıĢıldığı için günümüzde çok az kalmıĢtır. Bu yöntem esas itibariyle minerallerin yoğunluk farkına dayalı bir zenginleĢtirme yöntemidir. Serbest halde bulunan ve farklı yoğunluğa sahip mineralleri gravimetrik yöntemle birlerinden ayırmak mümkün olmaktadır. Örneğin altının özgül ağırlığı 19.3 gr/cm3 , kuvarsın özgül ağırlığı 2.65 gr/cm3 olduğu için, serbest haldeki bu mineralleri sallantılı masa, sipiral, jig vb gravimetrik zenginleĢtirme metodları kullanılarak bir birinden ekonomik olarak ayırmak mümkün olabilmektedir. Özellikle plaser altın yataklarında serbest halde bulunan altın taneleri gravimetrik yöntemle zenginleĢtirilmektedir.
b. Flotasyon
Flotasyon, her türlü cevherin zenginleĢtirilmesine uygun bir yöntem değildir. Bu metod cevher içinde sülfürlü minerallerle birlikte bulunan altının zenginleĢtirilmesinde kullanılır. Ancak flotasyonla ön zenginleĢtirmeye tabi tutulan cevherlerden elde edilen altınca zengin konsantrelerdeki altının kazanımı için siyanürleme uygulanmaktadır. Dolayısı ile flotasyon yöntemi genellikle ön konsantre elde etmede baĢ vurulan bir yöntemdir.
19
c. Siyanür Liçi
Siyanür liçi dünyada en yaygın olarak kullanılan altın kazanım yöntemidir. Dünya altın üretiminin %85‟i siyanür liçi yöntemi ile gerçekleĢtirilmektedir. Siyanür altını seçimli olarak çözen ender kimyasallardan birisidir. Cevher içindeki katı haldeki küçük altın tanelerinin siyanürle çözündürülerek sıvı faza alınması için genellikle seyreltik sodyum siyanür çözeltisi kullanılır. Gözle görülemeyecek kadar küçük taneli altınların eldesinde seyreltik siyanür çözeltisi ile (1 ton kaya için 250-400 gram sodyum siyanür kullanılır) katı haldeki altın zerrecikleri çözünerek altının sıvı hale getirilmesi iĢlemine siyanür liçi denir. Altını siyanürle çözüp sıvı hale getirme iĢlemi genellikle yığın veya çelik tanklar içinde gerçekleĢtirilmektedir. Çözeltiye alınan altın daha sonra aktif karbon (kömür) üzerine soğrulur. Aktif karbondan sıyrılan altın, elektroliz ünitesinde katotda toplanır. Katotda toplanan altın ergitilerek dore haline getirilir. YaklaĢık %90 saflıktaki dore altın, rafine iĢleminden geçirilerek %99.995 saf altın külçeleri haline getirilir.
20
TÜPRAG METAL MADENCĠLĠK KIġLADAĞ ALTIN MADENĠ ĠġLETMESĠNDE UYGULANAN;
3. TEMEL MADENCİLİK FAALİYETLERİ
3.1. AÇIK OCAK BĠRĠMĠ
3.1.1. Planlama
ĠĢletmede Madenin Ömrü, yıllık, aylık ve haftalık olmak üzere güncellenen planlamalar yapılmaktadır. GEMCOM programı kullanılarak üretim, döküm, delme ve patlatma dizaynları yapılmakta olup, yine haftalık, aylık, yıllık olmak üzere kontrol edilmektedir. Madenin Ömrü (Life of Mine) planına göre yıllık üretim 10.000.000 ton olmak üzere Eylül 2008 itibariyle ortalama 1,12 g/ton tenörlü iĢletilebilir rezerv 153.335.711 tondur. Toplam pasa, toplam rezervin 0.96 katı yani 147.480.888 tondur.
Tablo 3.1 - Günlük cevher ve pasa üretim miktarları
Jeoloji ve Jeoteknik departmanlarının sondaj, karot ve patlatma deliklerinden alınan numunelerle daha spesifik olan haritalandırmaların desteğiyle iĢletmenin ihtiyacına göre iki vardiya olmak üzere günlük üretim gerçekleĢtirilmektedir. Belirlenen tenörlere göre üretilen cevher ve pasa, kamyonlar tarafından kırıcı ya da ekonomik olmayan malzeme sahasına taĢınmaktadır.
CEVHER PASA
21
Pasa ve cevher bölgelerinin belirlenmesindeki en kesin sonuçlu iĢlem patlama deliklerinden alınan numuneleri değerlendirilmesidir. Delik makinalarıyla açılan ortalama 10m‟lik deliklerin, ilk ve ikinci 5m‟lik bölümlerinden farklı A numuneleri alınarak cevher ve pasa oranları belirlenmektedir. Bu veriler GEMCOM programına aktarılarak o poligonun 4x4x5 ‟ lük bloklar halinde pasa ve cevher tenör değerleri hesaplanmaktadır. Poligonun tamamı için de blok değerlerinden ortalama bir tenör değeri elde edilmektedir. Bu değere göre de o poligon gereken üretim, kazı, nakliye ve proses iĢlemlerine tabi tutulmaktadır.
Tablo 3.2 - Cevher / Pasa sınır tenörleri
Au (g/ton) S(g/ton) OKSĠTLĠ CEVHER ≥ 0.35 < %1.50 SÜLFĠTLĠ CEVHER ≥ 0.50 > %1.50 OKSĠTLĠ PASA < 0.35 < %0.30 SÜLFĠTLĠ PASA < 0.50 > %0.30 3.1.1.1. Delme
Planlama esnasında belirlenen üretim poligonlarının delme ve patlatma planları GEMCOM programı ile hazırlanmaktadır. Programda, öncesinde bu poligonlar topograflar tarafından yapılmıĢ olan haritalandırma ile belirlenmiĢtir. Aylık ve yıllık plana dahil haftalık üretim planı dahilinde patlatılacak poligonlarda delik konumları belirlenerek delici makinalarla delik delme iĢlemi baĢlatılmaktadır.
Patlatılacak bölgedeki deliklerin derinlikleri inilecek kot farkının 10 m oluĢundan dolayı ortalama olarak 10 m civarlarındadır. Bırakılan sub-drill mesafesi standart 10 m‟lik delik boyuna ek olarak yumuĢak zeminde 0.5 m, orta sertlikteki zeminde 0.8 m ve sert zeminde 1m olarak uygulanmaktadır. Grup patlatmaları için delikler arası ve sıralar arası mesafeler (space-burden) mevcut kaya formasyonunun özellikleri ve istenen parça boyutu göz önünde bulundurularak;
22
olarak belirlenmiĢtir. Yaygın olarak 5.00x5.76m space-burden denkliğiyle delikler delinmektedir. Presplit patlatmalrında ise tek sıra delik düzeni söz konusu olduğundan herhangi bir space-burden denkliği söz konusu değildir. Delikler arası mesafeler ise teoriye uygun biçimde 1-1.25m arasında değiĢmektedir.
ĠĢletmede Tüprag A.ġ.‟ye ait olmak üzere iki adet AtlasCopco DM45, bir adet AtlasCopco ROCL6 bulunmaktadır.
ġekil 3.1 - DM45
23 DM45‟ĠN genel özellikleri aĢağıdaki gibidir:
Tablo 3.3 - DM45 in genel özellikleri
Ġlerleme Hızı 146 ft./min. (49 m./min)
Baskı 45,000 Ibf (200 kN)
Kule Yukardayken Kule AĢağıdayken
Uzunluk 31 ft. 10 in. 43 ft. 7 in.
TaĢıma Yüksekliği Yok 14ft.0.in.
ÇalıĢma Yüksekliği 43 ft.4 in. 17 ft. 0 in.
TaĢıma GeniĢliği 13 ft. 4 in. 13 ft.0 in.
ÇalıĢma GeniĢliği 16 ft. 4 in. 16 ft. 0 in.
TaĢıma Ağırlığı 72,000-95,000 Ib. 72,000-78,000 Ib.
ÇalıĢma Ağırlığı 77,000-95,000 Ib. 77,000-85,000 Ib.
Grup patlatmaları için 150-152mm ve 160-165mmlik bitlerlerin DM45 ile kullanımıyla delik delme iĢlemi gerçekleĢtirilmektedir.
ROCL6 „nın teknik özellikleri ise aĢağıdaki tabloda belirtilmiĢtir.
Tablo 3.4 - ROCL6 teknik özellikleri
Ana uygulama alanları ĠnĢaat/Açık iletme/TaĢ Ocağı
Delme Methodu AĢağıya doğru
Kaya Delimi COP 34/TD 35, COP 44, COP 55GE
Delik çapı 92-152mm
Maksimum Delik Derinliği 45m
Motor Gücü 328 kW
FAD 354 I/s
ROCL6 ise presplit patlatmalarının teorisine uygun Ģekilde DM45le kullanılan bitlerden daha küçük çaplı olan 95mm‟lik bitler kullanılarak delik delme iĢlemini gerçekleĢtirmektedir.
24 3.1.1.2. Patlatma
Delme ve patlatma iĢlemi, kolay kazınabilir olmayan kaya kütlelerini patlayıcı kullanarak kontrollü bir biçimde ana kaya kütlesinden ayırma prensibine dayanan kazı ve üretim yöntemidir. Patlatma operasyonunda en iyi sonuçları elde etmek, kayacın fiziksel ve yapısal özellikleri, patlayıcı özellikleri ve patlatma düzenine bağlıdır. Bir patlatmanın amacı, minimum delme, patlatma ve yükleme maliyeti ile güvenli bir Ģekilde istenilen Ģartlarda istenilen malzemenin elde edilmesidir.
Verimli bir patlatma aĢağıdaki verilerle ölçülür:
Ġkinci bir patlatmaya gerek kalmayacak ve iĢ akıĢını etkilemeyecek bir kırma
Yükleyici makinalar önünde bol ve uygun malzeme olması için iyi bir öteleme
Geride örselenmiĢ bir ayna kalması ki bu da deliklerin kolay delinmesi ve emniyeti sağlar
Patlatma sırasında oluĢacak vibrasyon ve hava Ģokunun kabul edilebilir sınırlarda olması (Orica-Nitro, Patlatma Teorisi, s.2).
ĠĢletmede, jeoloji ve jeoteknik departmanlarının haritalandırmaları sonucu planlama aĢamasında belirlenen poligonların, üretim planlarına uygun biçimde GEMCOM programı ile patlatma dizaynları yapılmaktadır. Dizaynı yapılan poligonlardaki patlatma iĢlemi, belirlenen koordinatlardaki delinen deliklerin kontrol ve numune alma iĢlemlerinden sonra, patlatma cinsine göre deliklerin planlandığı gibi Ģarj edilip ateĢlenmesiyle gerçekleĢtirilmektedir.
Sahada üretim planına paralel Ģekilde iki tip patlatma metodu uygulanmaktadır.
a. Yüzey Patlatması
Açık iĢletme yürütülmekte olan patlatma çalıĢmalarının büyük bir kısmı basamak patlatmaları ile gerçekleĢtirilmektedir. Aylık üretim planına göre yapılan
25
amaçlanan kot iniĢini gerçekleĢtirmek için taban kotunda, taban grup patlatmaları gerçekleĢtirilmektedir.
Faydaları;
Birim hacimde kullanılan patlayıcı madde (özgül Ģarj) denetlenebilir.
Özgül delik (birim hacimde kullanılan delik metrajı) denetlenebilir.
Elde edilen pasada tane boyu denetlenebilir.
Pasa geometrisi ve gevĢekliği kontrol edilebildiği için, yükleyicilerin verimi denetlenebilir, mekanik zorlamalar azaltılabilir.
Hava Ģoku ve sarsıntı denetim altında tutulabilir.
ÇalıĢma maliyeti kontrol edilebilir.
Ġyi bir patlatma yapabilmek için, gecikme paterni uygulamadan yüzey patlatması yapılmamalıdır. Gecikme aralığını doğru seçmek;
Çok sıralı atımlarda tırnak kalmasını önler.
Tane boyutunun denetlenmesini sağlar
Birim zamanda patlayan patlayıcı madde miktarını azaltır.
TaĢ savrulmasını ve sarsıntıyı azaltır. Dizayn
Ġlk delik: En fazla serbest yüzey ve en optimize yüke sahip olan delik baĢlangıç için en uygun deliktir.
Kontrol sırası: Ana ateĢleme sırasıdır ve genelde aynaya en yakın ve patlatılacak en uzun sıradır.
Kademe: Kontrol sırasında baĢlayan, bu sıraya paralel ve atım yönünün ters istikametinde devam eden delik dizinleridir. Bağlantı yapılırken sıralar boyunca değil, kademeler boyunca yapılmalıdır. Çünkü kesme sonucunda birbiri ardınca bağlı sıralarda kesilen noktadan sonraki tüm delikler patlamazken bağlantı sıralar boyunca yapıldığında ateĢ kesmenin gerçekleĢtiği delikten sonraki tüm delikler patlamaz, kaybedilen delik fazladır.
26
ĠĢletmede delik delme dizaynları delik-ayna uzaklığı, delik boyu, delikler ve sıralar arası mesafeler kararlaĢtırıldıktan sonra GEMCOM programı ile kullanılacak patlayıcı miktarları, dip delgiler, sıkılama miktarları –herhangi patlatmada delik boyunun yaklaĢık 1/2‟si sıkılanacak Ģekilde standart değerde uygulanmaktadır- gereken formüllerle (Langefors hesaplamaları) hazırlanmıĢ Excel sayfasında hesaplanarak planlanmaktadır.
AteĢleme
Dizaynda belirtildiği gibi serbest yüzeylerin konumuna göre ilk delik belirlenip ateĢleme sırası kullanılacak gecikmeli kapsüllere göre gecikme hesapları yapılmaktadır. Genellikle 42 ms-65 ms ve 42 ms-25 ms gecikmeli NONEL UNIDET kapsülleri kullanılarak ateĢleme dizaynları uygulanmaktadır. AteĢleme planı yapılırken dikkat edilmesi gerekenler aĢağıda sıralanmıĢtır:
EĢ zamanlı patlama olmamalı.
Patlama yönünü değiĢtirecek herhangi bir risk alınmamalı.
Aynı grup patlatmasında mümkün olduğunca ikiden fazla farklı kapsül kullanılmamalıdır.
ġekil 3.3 - Grup Patlatması
27
B)
28
D)
29
F)
30
b. Ön Çatlatma (Presplitting)
Presplitting (ön çatlatma) son kesme hattında, düĢük Ģarj yoğunluğunda doldurulmuĢ olan birbirine yakın deliklerin, üretim deliklerinden önce patlatılması uygulamasına denmektedir. “Ön çatlatma” uygulamasının ana fikri, patlatılan alanı patlatılmayan kaya formasyonundan varsayılan bir kazı düzlemi boyunca yapay bir çatlak yaratarak ayırmaktır. Ön çatlatma uygulamasındaki amaçlar aĢağıda sıralanmıĢtır:
Nihai Ģevde düzgün yapı elde etmek, atım sonucunda açığa çıkan enerji ile nihai Ģevin bozulmasını önleyerek olası görüntü kirliliğini engellemek.
Atım sonucunda oluĢan yer titreĢiminden etkilenen, yerleĢim birimlerine yakın bölgelerde ön çatlatma uygulaması yaparak süreksizlik ortamı oluĢturarak titreĢim değerlerini azaltmak.
ġev durumuna da bağlı olarak ön çatlatma delikleri eğimli olarak delinmektedir. Bunun sonucunda düzgün bir Ģevin yanı sıra, kalıcı bir Ģev yapısı elde edilebilmektedir. Eğimli delikte uygulanacak olan açının ölçüsü;
Arazinin ve Ģevin genel eğimine,
Kayacın yapısına,
Delik tipine,
Patlayıcı Ģarjına göre tespit edilir.
“Ön çatlatma” teorisi, eĢ zamanlı infilak eden Ģarjların Ģok dalgalarının bitiĢik deliklerde çarpıĢtığı zaman kayada gerilme kuvveti oluĢur ve delikler arasındaki perdede bir çatlak oluĢturmasıdır. Bu yüzden Ģarjların eĢ zamanlı infilak etmesi ve deliklerin olabildiğince yakın olması önemlidir. En iyi sonuç için ateĢleme infilaklı fitiller veya anlık fitiller kullanılarak yapılmalıdır. Eğer ses veya titreĢim baĢka ateĢlemeleri gerekli kılıyorsa delikler arası mesafeyi daha da azaltmak gerekmektedir.
31
“Ön çatlatma”, kazı sınırı boyunca, ön çatlatmayı izleyen ve kopmalara neden olabilecek ana patlatmaya karĢıt olarak yapay bir çatlak yaratır ve uygulama küçük kopmalar ya da hiç kopma olmadan düz bir duvar oluĢumu halinde sonuçlanmaktadır.
Ön çatlatmayı izleyen ana patlatmanın Ģok dalgalarının bazılarının geriye kalan kaya formasyonuna geçiĢini önlemek için ön çatlatma planına karĢı yansıtılır. Bu iĢlem titreĢimi azaltmak için uygulanmaktadır.
Delikler delik boyunun 3/4„ü kadar Ģarj edilmelidir. Fakat iĢletmede delikler delik boyunun yarısı kadar Ģarj edilmektedir. Yatay düzlemli kayaçlarda, kayacın üst civarındaki makaslama kuvvetini arttırmak için deliklerin daha fazla Ģarj edilmesi gerekebilmektedir.
Delikler engellenmemelidir. Uzun hatlara ön çatlatma uygulandığı zaman ve hatlar gecikmelerle parçalara ayrılmıĢsa Ģarjların havaya uçmasını ya da delik dıĢından emilmesini önlemek için delik kilitleri kullanmak gerekebilmektedir.
Ön çatlatma düzleminden bitiĢik deliklere kadar olan uzaklık dairedeki uzaklığın yarısı olmalıdır.
B=S/2
Ön çatlatma patlatmalarında kayaç parçalarının saçılma riski fazla olduğundan iyi muhafaza Ģarttır. Malzemenin muhafazası kaya yüzeyine çok yakın konumlandırılmamaktadır. Gaz genleĢmesi için gerekli aralık bırakılmaktadır.
ĠĢletmede presplitting dizaynları GEMCOMla yapılmaktadır. Sondaj verilerine dayanarak oluĢturulmuĢ bulunan 77°‟lik Ģev açıları, 10 m‟lik basamak aralığı, 20 m‟ lik basamak yüksekliği ve 45°‟lik nihai sınır açısı söz konusu program kullanılarak önceden belirlenmiĢ ver haritalandırılmıĢtır.
152 mm‟lik bitlerle delinen 10-10.5 m‟lik presplitting delikler belirlenmiĢ açılar dahilinde Ģeve paralel ya da dik olmak üzere, 15 cm aralıklarla delik baĢına 13‟er tane EMULITE E100/60mm ile Ģarjlanmaktadır. Yeni satın alınan 95 mm‟lik bitler ile ROCL6 tarafından delinen deliklerde 152 mm çapındaki deliklerden farklı bir Ģarj iĢlemi uygulanmaktadır. Delici makinanın istenen Ģev dibini delebilme
32
potansiyeline göre 77° veya 90° ile 1-1.2 m aralıklarla ön çatlatma delikleri delinmektedir. Delik dibinin patlama Ģiddetini arttırmak için tabana 2 adet EMULITE E100/60 mm yerleĢtirilmektedir. Deliğin geri kalanı da 2 adet 2.5 m boyunda 32 mm çapındaki patlayıcılarla Ģarj edilmekte olup, çevre kirliliği ve patlatma anında oluĢabilecek tozu azaltmak amacıyla 1.5 m‟si deliğin içinde olmak üzere özel paketlerde16 lt su ile delik Ģarjı tamamlanmaktadır. Ön çatlatma teorisindeki önerilen Ģarj miktarı deliğin 3/4 „ü olmasına rağmen, daha önceki denemelere dayanarak artan hava Ģoku, ses ve toz nedeniyle deliğin yaklaĢık olarak 1/2- 2/3 ü tercih edilmektedir.
ġEKĠL 3.4 - Araptepe Presplit Patlatma
33
B)
34
D)
c. TEKNĠK BĠLGĠLER
Patlayıcılar
ĠĢletmede kullanılan patlayıcılar ve özellikleri aĢağıdaki gibidir:
EMULITE: Bu tip patlayıcılar oksijen sağlayan yüksek konsantrasyonlu tuz çözeltileri ile yanıcı kısımların emülgatörler yardımıyla “yağ içinde su emilsiyonu” Ģeklinde stabilize olduğu patlayıcılardır. Açık ocaklarda ve yerüstünde yapılacak patlatmalar için geliĢtirilmiĢ kapsüle duyarlı bir patlayıcı maddedir. GeliĢtirilmiĢ formülasyonu ile yumuĢak, orta sert ve sert, homojen olmayan formasyonlarda mükemmel sonuç vermektedir. Enerji dıĢavurumu en iyi yemlemeye duyarlı bir patlayıcı olan ANFO‟yla gerçekleĢmektedir.
35
ġEKĠL 3.5 - EMULITE
ANFO: Amonyum Nitrat ile Fuel Oil‟in ağırlıkça % 94.3/ 5.7 oranında karıĢtırılması ile elde edilen bir patlayıcıdır. Gerek üretimin gerekse güvenli kullanımının kolaylığından dolayı hemen her türlü patlatma operasyonunda tercih edilebilir. Yine de 45mm çapın altındaki deliklerde kullanımı verimli değildir.
TABLO 3.5 - Kullanılan patlayıcılar ve özellikleri
ANFO EMULITE E100-150
50mm/60mm
Yoğunluk 0.75-0.83 kg/m 1.15-1.25 kg/m
Enerji 3.9 mj/kg 3.37-3.93 mj/kg
Detonasyon hızı 3500-4000 m/sn 5000 m/sn
Suya direnç Yok Mükemmel
Kullanıldığı metod Yüzey patlatmaları Presplit ve yüzey
36
ġEKĠL 3.6 - ANFO
d. AteĢleme Sistemleri
NONEL UNIDET en son NONEL sistemidir. Kapsüllerin kullanımında ve depolanmasında kolaylık ve basitlik sağlamak için geliĢtirilmiĢtir. NONEL UNIDET ile gecikme zamanlaması sabit gecikmeli kapsülle yüzeyde oluĢturulur. Sistemde 6 parça vardır ve tünelcilik dıĢında bütün milisaniye (ms) gecikmeli patlatmalarda kullanımı uygundur. Delik içerisindeki kapsülün gecikme süresi, herhangi bir kaya fırlaması olmadan önce tüm deliklerin aktif olması için yeterli zamanı vermektedir.
Farklı yapı ve durumlara göre gereken gecikme aralığını karĢılayabilmek için iĢletmede kullanılan dip kapsülleri ve yüzey bağlantı kapsülleri aĢağıda verilmiĢtir.
TABLO 3.6 - NONEL teknik veriler
Tip Tüp Çapı Yüksük Patlayıcı Mukavemet
NPED 3 mm Alüminyum 1 gr PETN/RDX No:8
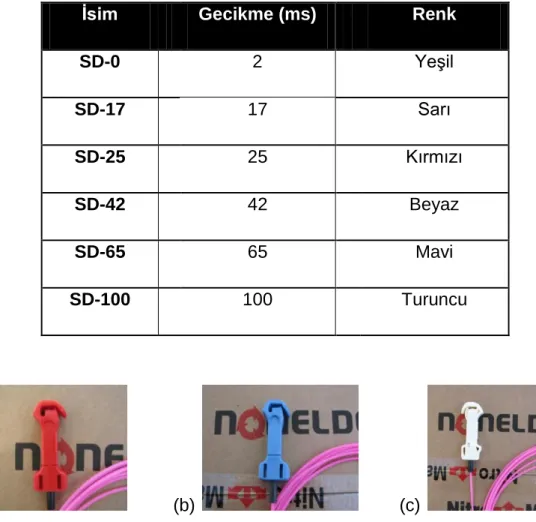
37 TABLO 3.7 - Gecikmeli NONEL kapsüller
Ġsim Gecikme (ms) Renk
SD-0 2 YeĢil SD-17 17 Sarı SD-25 25 Kırmızı SD-42 42 Beyaz SD-65 65 Mavi SD-100 100 Turuncu (a) (b) (c)
ġEKĠL 3.7 – NONEL gecikmeli kapsüller (a) SD 25 (b) SD 65 (c) SD 42
TABLO 3.8 - Dip kapsülleri
KAPSÜL UZUNLUK GECĠKME ZAMANI
(ms)
HD 475 8/12 m 475
38
e. Patlatma Deposu
ĠĢletmede Ġç ĠĢleri Bakanlığı Emniyet Genel Müdürlüğü‟nün “Tekel dıĢı bırakılan patlayıcı maddelerle ilgili av malzemesi ve benzerlerinin usul ve esaslarına iliĢkin tüzük” „e uygun olarak inĢa edilmiĢ 30 tonluk bir yerüstü patlayıcı deposu bulunmaktadır. ĠnĢası birebir tüzükte belirtilen özelliklere göre gerçekleĢtirilmiĢtir.
Yıldırıma karĢı korunma açısından, depoya paratonerler kurulmuĢ ve konteyner depoya paratonere bağlı topraklama hattı bağlanmıĢtır.
Depoda ve ana giriĢ kapısında elle dokunulduğundan insan vücudundaki statik elektriği boĢaltacak statik elektrik plakası bulunmaktadır. ÇalıĢanlar bu plakalara her depoya giriĢte dokunmakla sorumludur.
Patlayıcı Depo alanları tel örgülerle çevrilmiĢ ve dıĢarıdan gelebilecek saldırı ve tehditlere karĢı Güvenlik Görevlileri tarafından korunmaktadır..
3.1.1.3. Ocak
Açık ocak üretim yöntemi; sondaj çalıĢmaları sonucu tespit edilen ve boyutlundırılan maden yatağının hazırlanan Açık iĢletme Projesi kapsamında, mevcut iĢ Makinaları vasıtasıyla oluĢturulan basamaklar ile cevher üzerindeki toprağın kaldırılarak bir tumba alanına taĢınması (dekapaj) ve üzeri açılan cevher damarları içinde iĢ makinaları ile tüvenan cevher üretim faaliyetlerinin gerçekleĢtirilmesi iĢlemidir. Faaliyet gösterilen ve yeni projelendirilen açık ocaklarımızda sondaj çalıĢmaları ile tespit edilen cevher damarlarının jeolojik kesitleri hazırlandıktan sonra yatağın ve üzerindeki örtü tabakasında bulunan kayaçların jeolojik özellikleri göz önüne alınarak uygun basamak geometrisi tespit edilmektedir. Ocak için tespit edilen basamak geometrisine göre açık iĢletme projesi hazırlanmaktadır. Dekapaj faaliyetlerinde patlatılma iĢleminden sonra Ekskavatör, Dozer, Loder ve kaya tipi damperli kamyonlar kullanılmaktadır.
39
Dekapaj faaliyetleri sonucu üzeri açılan cevher damarlarında iĢ makinalar kullanılarak ve gerektiğinde delme-patlatma iĢlemleri gerçekleĢtirilerek tüvenan cevher üretim faaliyetleri yürütülmektedir. Açık ocak üretim maliyetleri kapalı ocağa göre çok daha ekonomik olduğu için açık ocak üretim yöntemi tercih sebebidir.
ġEKĠL 3.8 – Açık Ocak
Açık ocakta jeolojik ve jeoteknik verilerine ve kazıda kullanılan makinaların teknik özelliklerine dayanarak basamak boyu 20 m, basamak geniĢliği 10 m ve basamak üretim boyu 10 m olarak belirlenmiĢtir. Basamaklar jeoteknik olarak saptanan özellikleri ıĢığında 77°‟lik açıyla yapılandırılmıĢtır.
40 ġEKĠL 3.10 - Basamak Kesiti
a. Kazı
Sahada kazı iĢlemi, aĢağıda sıralanan ekipmanlara gerçekleĢtirilmektedir:
41
ġekil 3.13 -CAT DT9 Paletli Dozer ġekil 3.14 - CAT D5N Paletli Dozer
ġekil 3.15 -CAT966H Lastikli Loder ġekil 3.16- CAT 325DL Ekskavatör
Ana kazı iĢlemi iĢletmedeki HITACHI marka 2 adet EX3600 Ģovelle sağlanmaktadır.
ġovel
Ara nakliyat ünitesi olmayan hidrolik kepçeli ekskavatördür (Ek). Makinanın genel teknik özellikleri aĢağıdaki gibidir:
TABLO 3.9 - HITACHI EX3600 Teknik Özellikler
Motor Gücü 1 450 Kw
ÇalıĢma Ağırlığı 361 000 kg
Kepçe Hacmi 21.0
42 ġEKĠL 3.17 -HITACHI EX-3600
Patlatma ile gevĢetilen sert formasyondaki kayacın kazı yönü, atımın geliĢtirildiği yöndür. Her atımdaki miktar açık iĢletmenin büyüklüğüne bağlı olup yıllık dekapaj veya cevher miktarına, yükleme makinelerinin teknik özelliklerine bağlıdır. Bu durumda yukarıda verilen özelliklere göre de ekskavatör, 20 m‟ lik Ģev aynasında 10 m‟lik kazarak, aynaya dik olmak üzere, yatay ilerlemeli olarak kazı iĢlemini gerçekleĢtirmektedir.
43 ġEKĠL 3.18 – ġev aynasında kazı
b. Nakliyat
Ocakta nakliyat iĢi kamyonlarla gerçekleĢtirilmektedir.
Kamyon
ĠĢletmede 10 adet CAT 785C bulunmaktadır. Kamyonun teknik bilgileri aĢağıda verilmiĢtir. . BoĢ Ağırlık 103,450 kg Yükseklik 5.80 m GeniĢlik 6.65 m Uzunluk 11.02 m
44 ġEKĠL 3.19 - CAT 785C
Kamyonların yanaĢma, yüklenme, bekleme ve tur süreleri, aynı zamanda yük miktarları kamyonda bulunan hard diskte kayıt altında alınmaktadır.
c. Üretim
Üretim, patlayıcı kullanımıyla gevĢetilen cevher ya da pasanın, Ģovel ve ripperli dozerlerle kamyonlara yüklenmesi ile gerçekleĢtirilmektedir. Üretim yönteminin, derinlemesine üretim ve çukurun geniĢletilmesiyle yapılan üretim yöntemlerinin hibrid bir bileĢimi olduğu söylenebilir. Açık iĢletmede bulunan en yüksek kot 1090‟dır. Madenin ömrü planına göre iĢletme 460m daha inecek yani 630 kotunda madenin ömrü tamamlanacaktır. Porfir altın yatağının ağırlık noktasındaki hazırlık hunisi toplam sahanın üretimindeki cevherin en kısa yoldan nakliyatına imkân vermektedir.
45 ġEKĠL 3.20- Gece ve gündüz vardiyalarında üretim
Üretim gece ve gündüz vardiyalarında birer shovel, 5‟er kamyonla çalıĢacak Ģekilde kazı üretim ve nakliyat yapılmaktadır.
ġEKĠL 3.21 – Kazı ve üretim Oksan-Köseoğlu
Oksan – Köseoğlu, TÜPRAG‟ın maden açıldığından beri birlikte çalıĢtığı taĢeron inĢaat firmasıdır. CAT 785C ve HITACHI EX3600‟ın satın alınmasıyla üretim taĢeron firmadan TÜPRAG‟a geçmiĢ bulunmaktadır. Firma hala saha içinde çalıĢmalarını sürdürmektedir. Ekim 2008 itibariyle Oksan- Köseoğlu KıĢladağ Altın Madeni‟ndeki çalıĢmasına son verecek ve tüm üretim, kazı ve nakliyatı TÜPRAG gerçekleĢtirecektir.
Oksan-Köseoğlu A. ġ.‟nin sahada hala 7 ton kapasiteli HITACHIve CAT marka bekoları, 35-40 ton taĢıyabilen 8-10 tekerlekli MERCEDES kamyonları, DM 45 leri çalıĢmaktadır.
46
d. Döküm
PatlatılmıĢ poligondaki gevĢetilmiĢ malzeme kazı iĢlemi sonunda kamyonlarla cevher ya da pasa oluĢuna göre konumlandırılmaktadır. Yüklenen cevherin kamyon nakliyatı, kamyonun cevheri ana kırıcıya ulaĢtırmasıyla son bulmaktadır. Yüklenen pasa ise ekonomik olmayan malzemelerin dökümünün yapıldığı döküm sahasına nakledilmektedir.
Söz konusu döküm sahasında stoklama söz konusu değildir. Malzeme, iĢletme sınırları içinde, ocağın güney batısındaki sahada ekonomik olamayan malzeme olarak adlandırılıp, yol yapımında ya da ilerde düĢük tenörlü cevher olarak kullanılabilmektedir.
Döküm sahası planlaması, ocak planlamasına benzer bir Ģekilde yürütülmektedir. Sahada pasa oksitli ve sülfitli olarak farklı süreçlere tabi tutulmaktadır. Bunun nedeni, sülfitli pasanın su ve hava gibi fiziksel etkilere maruz kalması sonucunda ortaya çıkabilecek AMD (Acid Mine Drenage) gibi çevresel problemleri önlemektir. Sahanın tabanına yerleĢtirilmiĢ jeomembran sayesinde zemine herhangi bir sızıntı söz konusu değildir. Yağmur yağması durumunda sülfitli pasanın suyla bozunması sonucu kendi üzerinden gerçekleĢebilecek etkileri de önlemek için sülfitli pasanın üstü ve yanları oksityli pasayla kaplanmaktadır.
Döküm sahasının en taban kotunda bir havuz bulunmaktadır. Bu havuz yağmur sularının taban kotunda toplanmasını sağlayarak olası zararlı etkileri azaltmaktadır. Döküm sahasında bu konuda yürütülen baĢka bir çalıĢma da sahayı çevreleyen biçimde konumlandırılacak nihai ve geçici borularla suyun geçisini, sahanın sınırından bu havuza akıtmaktır. Böylece saha içinde suyun etkisinin çok daha azaltılması amaçlanmaktadır. Bu havuzda bulunan su, baĢka borularla sondaj iĢlemi yürütülen yerlere pompalanmaktadır.
47 ġEKĠL 3.22- Döküm Sahası
48 3.2. CEVHER HAZIRLAMA BĠRĠMĠ
ġekil 3.23 - Cevher hazırlama ve ADR tesisi akım Ģeması
Bu kısımda, tüvenan cevherin %80‟i 6,3 milimetreden geçebilecek boyuta kırılmasını, ince cevherin liç yığınına taĢınmasını ve liç çözeltilerinin yığına uygulanmasını ve yönetimini tanımlanmaktadır. Bu iĢlemler, bu proses tanımında aĢağıdaki ana alt kısımlara ayrılmaktadır:
• Birincil Kırma
• Malzeme Alma ve Ġkincil Kırma
• Üçüncül Kırma ve Ġnce Eleme
• Ġnce Cevher ĠĢlemi
• Liç Çözeltisi ĠĢlemi
49
Tesis servisleri iki safhada geliĢtirilmiĢtir. Birinci safha yılda 5.000.000 ton cevher iĢlemeyi dikkate alınmaktadır. Birinci safha servisleri, birincil, ikincil ve üçüncül kırıcıları kapsamaktadır. Sonraki yıllarda, kapasitenin yılda 10.000.000 ton olarak iki katına çıkarılması planlanmıĢtır. Birincil kırıcı ve konveyör sisteminin çoğu, geniĢletilmiĢ cevher iĢleme kapasitesine uygun olarak boyutlandırılmıĢtır. Ġlave çıktıyı elde edebilmek amacıyla, ikincil kırıcının daha büyük bir model ile değiĢtirilmesi planlanmaktadır. Orijinal ikincil kırıcı taĢınacak ve üçüncül kırıcıya dönüĢtürülecektir. Yeni üçüncü bir üçüncül kırıcı sisteme eklenecek ve ince cevher eleme kapasitesi iki katına çıkarılacaktır.
Çözelti iĢleme sistemi ve tutucu havuzlar birinci-safha kapasitesine göre boyutlandırılmıĢtır. Yığının metrekaresi baĢına saatte 12 litrelik çözelti uygulama hızı dikkate alınmıĢtır. Bu, saatte toplam 925 metreküp miktarında bir liç çözelti akıĢına karĢılık gelmektedir. Cevher kırma kapasitesinin iki katına çıkmasıyla, aynı zamanda aktif liç alanının yüzde 55 ve liç çözeltisi uygulama hızının ise iki kat artması planlanmaktadır. Bu artıĢlar, ilave pompa ve dağıtım boru tesisatını gerektirecektir.
3.2.1. KIRICI BÖLGE
3.2.1.1. BĠRĠNCĠL KIRMA
Tüvenan cevheri alarak, %80‟i 25 santimetreden geçebilecek (daha küçük) boyutta iri cevher üreten birincil kırma servisi, bu servis, iki boĢaltma konumuna sahip bir boĢaltma cebi, bir döner kırıcı, bir kırıcı çıktısını depolama cebi, bir boĢaltma bant besleyicisi ve stok sahası besleme konveyörünün donanımı olan bir bant tartısından oluĢmaktadır. Toz kontrolü için, bir su püskürtmeli toz bastırma sistemi mevcuttur. Bir hava kompresör ve alıcısı, toz bastırma sistemi ve muhtelif basınçlı hava gereksinimi için püskürtmeli hava sağlamaktadır.
50
Cevherin birincil kırılması, toz haline getirme prosesinin ilk adımıdır. Toz haline getirme, cevheri giderek daha ince boyuta indirme iĢlemidir. Cevher boyutunun, liç yığını üzerine yerleĢmeye hazır hale gelmek üzere daha fazla küçültülmesi, ikincil ve üçüncül kırıcılarda gerçekleĢmektedir. Bu sistemde toz haline getirme iĢleminin nihai amacı, cevher tane boyutunun, liç çözeltisi kolaylıkla tanelerin içerisine nüfuz edip altını çözebilecek noktaya gelene kadar küçültülmesidir.
Birincil kırma çevrimi, açık çevrimde (yani; büyük tanelerin herhangi bir eleme ya da geri dönüĢtürme iĢlemi olmaksızın) çalıĢan bir döner kırıcıyı kullanılmaktadır. Kırıcı, %80‟i 85 cm‟ den küçük yarıçaplı tanelere sahip tüvenan cevheri almaktadır. Cevheri, yaklaĢık % 80‟i 25 santimetreden küçük olacak Ģekilde kırmaktadır.
Ġri taneli tüvenan cevher, 40 tonluk taĢıma kamyonları ile döner kırıcıya taĢınır. ĠĢlem kapasitesi iki katına çıkarıldığında kamyonların kapasitesi 150 ton‟a yükseltilecektir. Kamyonlar, cevheri döner kırıcının üstündeki 200 tonluk boĢaltma cebine boĢaltırlar. BoĢaltma cebi, kapasiteyi maksimize etmek ve birincil kırıcı içbükey yüzeyleri, kalkan ve astarlarındaki aĢınmaları eĢitlemek amacıyla, kamyon boĢaltma iĢleminin iki konumda yapılabilmesine imkan sağlayacak Ģekilde tasarımlanmıĢtır. Depolama cebinin iĢlevi, boĢaltılan cevher için bir depolama noktası sağlamaya ek olarak, kırıcı istavroz diĢlisi ve ana mil tertibatına zarar vermeden cevheri kırma odasına yönlendirmektir.
Depolama cebinde iki konumlu giriĢ kaya kompartmanı düzeninin kullanımı, mekanik bileĢenlerin servis ömrünü uzatır ve kırıcıya eĢit dağılımlı bir beslemeyi sağlar. (Kaya kompartımanı, cevherin, çelik ya da aĢınmaya maruz kalabilecek diğer malzemenin dıĢındaki malzemelere çarpmasının sağlandığı bir düzenleme için kullanılan bir terimdir.)
Birincil kırıcı boĢaltma ıĢıkları manuel ya da otomatik olarak kontrol edilebilmektedir. Proses koĢulları kırıcıya beslemenin durdurulması gerektiğini iĢaret ettiğinde, kilit tertibatları içinde kırmızı bir BoĢaltma Yok ıĢığı otomatik olarak etkin hale gelmektedir. Eğer kırıcı koĢulları cevheri kırıcıya beslemek için yeterliyse, yeĢil bir BoĢalt ıĢığı manuel olarak etkin hale getirilebilmektedir.
51
a. Birincil Kırıcı
Birincil kırıcı, 127 santimetreye 165,1 santimetrelik bir döner kırıcıdır. 127 santimetrelik boyut, en geniĢ noktasındaki besleme açıklığıdır ve 165,1 santimetrelik boyut ise tabanındaki kaplamanın geniĢliğidir. Tipik bir kurulumda, kırıcıya olan beslemenin yüzde 80‟inin boyutu besleme açıklığı boyutunun üçte ikisinden daha küçük olmalıdır. Yani, burada 101,6 cmdir. Bu boyut dağılımı kırıcı açıklıklarının tıkanma olasılığını azaltır ve yatak basıncını eĢit olarak dağıtan iyi doldurulmuĢ kırma odasına olanak tanımaktadır. KırılmıĢ cevher tasarım besleme hızı saatte 1.754 tondur. Bir döner kırıcının ana bileĢenleri Kırıcı gövdesi, alt kısmında tahrik mekanizmasını barındıran dökme çelik bir çerçeveden oluĢmaktadır. Tahrik mekanizması (ana mil ve kırıcı kaplamasının sallantılı döner hareketini sağlayan) eksantrik, eksantrik diĢli düzeni ve (pinyon diĢlisi ile pinyon milini içeren) pinyon mil düzeneğinden oluĢmaktadır. Kırıcının üst kısmı, üst ve alt muhafaza bölümlerinden oluĢan koni biçimli bir odadan ibaret sabit bir kırma yüzeyinden meydana gelmektedir. Oda, aĢınmaya dirençli içbükey yüzeyler ile astarlanmıĢtır. DeğiĢtirilebilir kalkanlar istavroz diĢlisi kollarının yüzeyinde kullanılır ve astarlar pinyon mili ve üst muhafaza gibi yüzeyleri korumak için kullanılmaktadır.
Kaplamasıyla beraber ana mil tertibatı, kırıcının baĢlıca hareketli parçasıdır. Kırıcının en üstünde, istavroz diĢlisi tertibatı olarak adlandırılan ana mil için bir destek sistemi bulunmaktadır. Ġstavroz diĢlisi tertibatı ana milin en üst ucunu konumlandıran (yanal olarak geri tutan) iĢlenmiĢ bir mil (merkez eksende olmayan yatak) ile birleĢmektedir.
Ġstavroz diĢlisi, merkezinde göbek cıvatası olan dökme çelik bir tertibattır. Ġstavroz diĢlisi kolları dıĢ halkası ile dökme bir bütündür ve yukarı üst kovana cıvatalanmıĢtır.
Ana mil üzerindeki astar, kaplama olarak adlandırılır ve üst kaplama ve alt kaplama olmak üzere iki bölümden oluĢur: Kaplama aĢındığında, ana mil tertibatı çıkarılır ve onarılmıĢ olan diğeriyle değiĢtirilmektedir. Çıkarılan ana mil üzerindeki kaplama daha sonra yenisiyle değiĢtirilebilmektedir, böylelikle bir sonraki değiĢiklik için hazırdır. Tahminen, yılda dört adet kaplama astar seti kullanılacaktır. Ġçbükey
52
yüzey kaplama değiĢikliği, ana mil tertibatı çıkarılarak yerinde yapılmaktadır. Ġçbükey yüzey kaplamalarının yılda iki kere tamamen değiĢtirileceği tahmin edilmektedir.
Ana mil tertibatının cevher ile temas halindeki bir bölümünün kaplama olduğuna dikkat edilmelidir. Kaplama, ana milde kalın bir baĢlık somunu ile tutulmaktadır. Kırma faaliyeti somunu sıkıĢma yönünde döndürdüğünden, bu somun kendi kendine sıkıĢmaktadır. Ana mil, istavroz diĢlisi milinde üst tarafta yanal olarak desteklenmektedir.
53 ġEKĠL 3.25 - Döner Kırıcı
Kırıcı gövdesi, yukarı ve aĢağı üst muhafaza tertibatı ile bir alt muhafaza tertibatından oluĢmaktadır. Tahrik dizisi; motor, pinyon mili ve pinyondan oluĢur ve ana mil ve kaplamanın sallantılı, veya sallanarak dönen, hareketini sağlamaktadır. Kırıcı ana mili, kırıcı gövdesi boyunca dikey olarak yerleĢmektedir. Ana mil, üst ve alt kaplamalardan oluĢan iki parçalı dökme manganez-çelik kaplamayla örtülüdür. Kaplama, mili bir pelerin gibi örtmektedir. Gövde üst muhafazasının içinde konik biçimli kırma odası bulunmaktadır. Burası, aĢınmaya dirençli çelikle astarlanmıĢtır Astarlar genellikle içbükey yüzey olarak adlandırılmaktadır.
54
Ana mil, kırıcının en altında bir eksantrik miline bağlanmaktadır. Eksantrik mili –merkez eksende olmayan yatak- genellikle eksantrik olarak bilinmektedir. Eksantrik, bir yatak kovanına bağlıdır. Mil, üst tarafta istavroz diĢlisi tertibatıyla yanal olarak desteklenmektedir. Ġstavroz diĢlisi tertibatı, ana milin üst ucunu konumlandıran ve yana doğru hareket etmesini önleyen iĢlenmiĢ bir mille birleĢmektedir. Daha dayanıklı olan ana milden daha önce aĢınan değiĢtirilebilir bir istavroz diĢlisi kovanıyla bağlanmaktadır. Kovan iç çapı, üst ve alt kısımlarda orta kısımda olduğundan biraz daha geniĢtir. Böylelikle, ana milin, en altta dönerek sallanırken bu noktada hafifçe sallanması sağlanmaktadır. Bu nedenle, kovan aynı zamanda kum saati kovanı olarak da adlandırılmaktadır. Ġstavroz diĢlisi kolları, kırıcı besleme açıklıkları boyunca uzanır ve kalın kalkanlarla kaplıdır. Kalkanlar, istavroz diĢlisi üzerinde yay ve cıvata tertibatları ile sıkıĢtırılmıĢtır. Kalkanlar, kalın bir kapakla (istavroz diĢlisi kapağı ya da baĢ ağrısı topu) birlikte, istavroz diĢlisi milini ve ana mili iri kaya parçalarınca hasara uğratılmaktan korumaktadır.
Ana milin alt ucu eksantrik milinden geçmektedir. Ana mil hizası, kırıcının merkez eksenine göre sapmıĢtır. Bu merkez eksenden sapma durumu nedeniyle, eksantriğin dönüĢü ana milin alt ucunun küçük dairesel bir hat boyunca ileri geri hareket etmesine neden olmaktadır. Böylece, içbükey yüzeyler ve kaplama arasındaki açıklıklar açılıp kapanmaktadır.
55 ġEKĠL 3.27 - Hidrolik Kaya Kırıcı
ÇalıĢma prensibi hidrolik kaya kırıcı
Hidrolik kaya kırıcı, mafsallı bir bumdur; ucunda hidrolik çekiç bulunmaktadır. Hidrolik çekiç, kırıcıya cevher akıĢını tıkayan ve kırıcının kıramayacağı kadar büyük kayaları kırmakta kullanılmaktadır. Bu ünite sabit bir altlık üzerine monte edilmiĢ olup yaklaĢık 180 derecelik bir yay çizerek iki yana doğru hareket edebilmektedir. Mafsallı bum tertibatı üç ana parçadan oluĢmaktadır: bum, çubuk ve çekiç. Bum tertibatı, kırıcının depolama cebine girip çıkması için çubuk ve çekici kaldırıp indirmek üzere kullanılmaktadır. Çubuk tertibatı, çekiç tertibatını kırılacak kayanın üzerine konumlandırmak üzere kullanılmaktadır. Son olarak da çekiç tertibatı, kırma iĢleminden önce çekiç keskisinin kaya yüzeyine dik geleceği biçimde konumlandırılmaktadır. Kırıcının tüm iĢlevleri hidrolik güçle çalıĢmaktadır. Bum tertibatı iki hidrolik silindirle sağa-sola hareket etmektedir. Ġki hidrolik silindir de bumun yukarı ve aĢağı hareketini sağlamaktadır. Bir diğer hidrolik silindir çifti çubuk tertibatının konumlandırılmasından sorumludur. Çekiç tertibatını ise tek bir
56
hidrolik silindir konumlandırılmaktadır. Bu ünitenin en önemli bileĢeni olan çekiç de hidrolik güçle çalıĢmaktadır.
Operatör bumun ve öteki parçaların hareketlerini denetim panelindeki kollarla kontrol etmektedir. Operatör, keskinin kırılacak kaya yüzeyine dik geleceği biçimde çekici konumlandırarak keski üzerinde aĢağı doğru biraz basınç uygulayarak çekicin kayayı kırma iĢlemini baĢlatmaktadır. Keskinin dik konumda olması önemlidir; böylelikle bum ve çubuk üzerine aĢırı gerilim bindirilmesi önlenmiĢ olmaktadır.
Kaya kırıcı ayrıca, kırıcı giriĢi üzerinde köprü oluĢturan maddeleri çıkarmak ya da personelin kırıcı depolama cebine bakım için girmesinden önce depolama cebindeki cevherin tırmıklanması için de kullanılabilmektedir. Kaya kırıcı, üzerinde bulunan kumandayla ya da operatörün omzuna takarak taĢıyabileceği ve kaya kırıcıyla telsiz aracılığıyla iletiĢim kuran bir uzaktan kumanda cihazıyla çalıĢtırılabilmektedir.
KırılmıĢ Cevher Depolama Cebi
Kırılan cevher doğrudan, kırıcının hemen altındaki 150 ton kapasiteli depolama cebine boĢaltılmaktadır. Kayaların doğruca alttaki bant besleyicisine düĢerek banda ve avara diĢlilerine hasar vermesini önlemek için depolama cebinde minimum seviyede cevher bulunmalıdır. Depolama cebinin seviyesi bant besleyicinin hızıyla kontrol edilmektedir.
Depolama cebindeki cevher seviyesi gerekenden düĢükse, kilit tertibatı kırıcıyı kapatmaktadır. Depolama cebinde cevher seviyesi gerekenden yüksekse, depolama cebinin üzerindeki kırmızı renkli BoĢaltma yok lambası yanarak kamyon operatörlerini boĢaltma yapmamaları için uyarır. Depolama cebindeki cevher seviyesi aĢırı yükselirse kilit tertibatı kırıcıyı kapatır. Böylece, cevherin kırıcı alt muhafaza tertibatında birikerek ana mile ve ara mile zarar vermesi önlenir.
Toz Bastırma ĠĢlemi
Cevher birincil kırıcının depolama cebine girip konveyör sistemiyle iri taneli cevher stok sahasına aktarılırken fazla miktarda ince toz ortaya çıkmaktadır. Bu tozu denetim altında tutmak üzere, kamyon boĢaltma deposu ve konveyör
57
boĢaltma oluğu yapılarının üzerine monte edilmiĢ bir dizi püskürtme memesi aracılığıyla temiz su ve basınçlı hava basılarak su serpintisi ya da buğusu oluĢturulmaktadır. Kırılan cevher bu buğunun içinden geçerken toz parçacıklarının çoğu temiz su damlalarıyla temas eder ve birleĢip daha büyük parçacıklar halinde topaklaĢarak stok sahasına düĢebilecek bir ağırlık kazanmaktadırlar. Bir kamyon, depolama cebinin önüne boĢaltma konumunda yanaĢtığında, toz bastırma püskürtücüleri manuel olarak çalıĢtırılmaktadır.
BoĢaltma Bandı Besleyicisi ve Bant Konveyörü
KırılmıĢ cevher, değiĢken hızlı 45 kW gücündeki elektrikli motorla çalıĢan, 1,8 metre geniĢliğinde ve 9 metre uzunluğunda bir bant besleyicisiyle kırıcı depolama cebinden çekilmektedir. Bant besleyici, yükünü, iri taneli cevher stok sahasına taĢınması için, 220 kW gücündeki elektrikli motorla çalıĢan ve 1,4 metre geniĢliğinde, 146 metre uzunluğunda bir bant konveyörüne boĢaltmaktadır. Bu konveyörde stok sahasına gönderilen iri taneli cevherin tartılması amacıyla bir bant tartısı bulunmaktadır. BoĢaltma bant besleyicisinin değiĢken hızda tahrik gücü olan 45 kW‟lık elektrikli motoru vardır. Bant besleyicisinin hızı, depolama cebinin seviyesiyle otomatik olarak kontrol edilmektedir. Bant besleyicisinin boĢaltma oluğundaki cevher seviyesi olması gerekenden düĢükse, nükleer algılayıcı seviye anahtarını çalıĢtırmaktadır.
ÇalıĢma prensibi bant besleyicisi
Bant besleyicileri, depo altlarından ve stok sahalarından hacimli malzemeleri denetimli bir hızda çeken kısa, geniĢ ve yavaĢ hareket eden konveyör bantlarıdır. Bant besleyicisi, çekme noktasından aldığı katı maddeleri daha yüksek hızla çalıĢan bir bandın üzerine boĢaltma yapacak olan bir oluğa taĢımaktadır. Bu bant, cevheri sürecin bir sonraki aĢamasına aktarmaktadır. Bant besleyicisinin bunu yapabilmesi için çekme noktasının alt bölümünden sürekli olarak malzeme tabakalarını alması gerekmektedir. Bandın üzerinde sivri kayaların verebileceği zararı azaltmaya ve aĢınma ömrünü uzatmaya yarayan çok kalın bir kaplama (üst kauçuk tabakası) mevcuttur.
Normal bir konveyör bandında bulunan çoğu özellik, bant besleyicisinde de bulunmaktadır. Bant, birbirine yapıĢık ya da vulkanize edilmiĢ kumaĢ ve kauçuk