BAB 4
PENGUMPULAN, PENGOLAHAN DAN ANALISA DATA
4.1 Sejarah Perusahaan
IGP Group dimulai dengan berdirinya PT.GKD pada tahun 1980 dengan Frame Chassis dan Press Part sebagai bisnis utamanya. Menjawab tantangan pasar PT. GKD melengkapi sarana produksinya dengan mesin 2000 ton dan 4000 ton.
Seiring dengan berkembangnya industri otomotif di tanah air, IGP Group mulai mengembangkan bisnis otomotifnya dengan mendirikan PT.
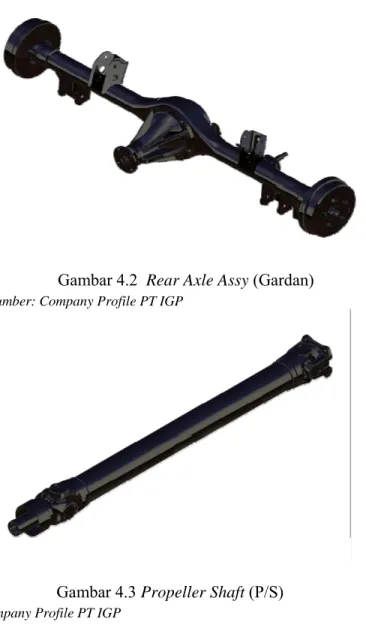
IGP yang memproduksi Rear Axle (R/A) dan Propeller Shaft (P/S) pada tahun 1982. Perusahaan terus meningkatkan kompetensi, sehingga proses assembling, berhasil memulai proses machining komponen R/A dan P/S.
Gambar 4.1 Produk IGP Group Sumber: Company Profile PT IGP
Gambar 4.2 Rear Axle Assy (Gardan)
Gambar 4.3 Propeller Shaft (P/S)
Disamping produksi R/A dan P/S, sejak tahun 1995, PT. IGP juga telah memproduksi Front Axle yang merupakan bagian dari pengembangan produksi. Bahkan, PT. IGP juga telah mengerjakan proses machining untuk komponen-komponen R/A dan P/S , seperti: Axle Housing, dan Propeller Shaft Yokes. Kapasitas produksi dengan 2 shift adalah 350.000 unit per Sumber: Company Profile PT IGP
Sumber: Company Profile PT IGP
internasional melalui pelanggan. Ini membuktikan produk PT. IGP telah diterima di dunia internasional.
4.1.1 Visi Perusahaan
Menjadi pembuat komponen otomotif underbody yang mampu bersaing di ASEAN.
4.1.2 Misi Perusahaan
Membuat komponen otomotif underbody yang handal.
PT. IGP dengan dukungan pelanggan dan penerapan standar internasional seperti ISO 14001, OHSAS 18001 serta ISO TS 16949, berusaha terus meningkatkan kualitas produk demi kepuasan pelanggan. Berbagai perhargaan juga telah diterima oleh PT. IGP berkenaan dengan kualitas, biaya, pengembangan, dan waktu delivery. Termasuk untuk penerapan system pemasok just in time dan penghargaan Best Supplier. Selain pengembangan kemampuan engineering, operasional produksi, dan perluasan pasar, strategi yang diterapkan untuk mewujudkan misi adalah dengan menerapkan system produksi Just In Time pada semua jalur produksi.
4.2 Hasil Observasi Lapangan
Berikut adalah ilustasi yang menggambarkan proses produksi dan pengiriman persediaan material pada lini produksi perakitan produk rear axle assy.
Pada ilustrasi diatas menggambarkan sistem produksi dan sistem informasi pada area perakitan (plant IGP 3) , dimana area perakitan telah menggunakan sistem produksi mix production (kanban by kanban) campur merata (heijunka) sehingga proses produksi telah dicampur berbagai model rear axle assy dengan metode satu persatu pada conveyor perakitan dan mempertimbangkan kemudahan proses operasi di mana proses terlama dikombinasikan dengan proses tercepat. Sedangkan pada area permesinan
Gambar 4.4. Aliran sistem informasi dan pengiriman material
penjadwalan (schedule) sehingga mengakibatkan adanya ketidaksesuaian permintaan komponen housing assy dari area perakitan ke area tempat penyimpanan (store) komponen housing tersebut. Ketidaksesuaian tersebut menyebakan pengiriman komponen housing assy menggunakan metode sistem dorong (push system). Ketidak sesuaian terjadi ketika lini produksi perakitan membutuhkan 1 unit produk housing assy maka lini permesinan akan mengirimkan satu 1 lot produksi housing assy (25 unit / pallet) sehingga mengakibatkan adanya penumpukan dan persediaan material housing assy berlebih pada area produksi perakitan. Selain itu dengan ada sistem dorong yang diterapkan pada area permesinan produk housing assy maka produksi housing assy yang telah diproduksi pada area store machining akan langsung dikirim ke area produksi perakitan tanpa adanya informasi penarikan dari area perakitan tersebut.
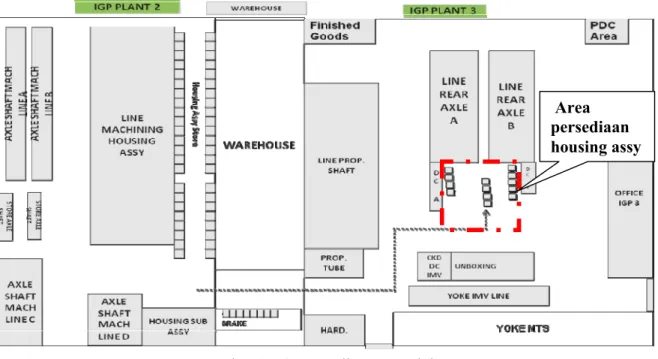
Gambar 4.5 . Area Persediaan material Produksi Perakitan
4.3 Pengumpulan Data
Data yang dikumpulkan untuk penelitian ini meliputi data-data yang diperoleh langsung dari PT.IGP malalui pengamatan langsung dilapangan dan data pendukung lainnya yang terkait yang berfungsi memberikan informasi-informasi untuk menganalisa permasalahan yang terjadi di area produksi perakitan. Data yang dikumpulkan berupa:
- Data jumlah produksi semua tipe produksi yang akan dilakukan proses perakitan
- Data jumlah persediaan barang (stock) di area perakitan dan luas area yang digunakan untuk menampung persediaan barang tersebut
- Data lamanya waktu tunggu barang sebelum diproses ke area perakitan produksi.
4.3.1 Data Jumlah produksi harian dan persediaan material lini produksi perakitan
Tabel 4.1. Pemintaan / Hari produksi rear axle assy Plant IGP 3
produksi pada tahun 2011, selain adanya kenaikan kapasitas produksi terdapat pula masuknya 3 model baru pada area perakitan, hal ini merupakan suatu keuntungan bagi setiap perusahaan, namun disisi lain laju kenaikan kapasitas dan bertambahnuya 3 model baru menyebabkan diperlukannya investasi tambahan untuk menampung kenaikan tersebut.
Investasi tersebut dipelukan untuk mengatasi beberapa dampak dari kenaikan kapasita produksi, diantaranya adalah :
• Penambahan persediaan barang ( inventory level )
• Bertambahnya luas area yang digunakan untuk area penyimpanan
• Penambahan operator untuk penanganan barang, fasilitas logistik
• Bertambahnya Lead Time Produksi karena bertambah persediaan barang (Invenroty Level)
4.3.2 Aliran Material dan Sistem Produksi
DC AGI
TDW BRAKE DRUM BRAKE
Supplier and Warehouse
IGP PLANT 3 IGP PLANT 2
SUPPLIER COMPONENT
AXLE SHAFT AFI
C u s t o m e
r s
Machining Welding &
Machining
Rear Axle Assy
Rear Axle Assy ASSY RA-B
ASSY RA-A
4
Gambar 4.6 Aliran Material Rear Axle Assy
Ilustrasi diatas merupakan aliran proses pembuatan rear axle assy (penggerak roda belakang) di PT IGP, dimana penggerak roda belakang (rear axle assy) terbentuk dari beberapa penggabungan beberapa komponen yang dirakit menjadi satu kesatuan, komponen-komponen tersebut dikirim baik dari internal IGP maupun supplier , komponen tersebut terdiri dari :
• Housing assy
• Axle shaft
• Differential Carrier
• Drum Brake
Komponen housing assy dan axle shaft diproduksi di plant IGP 2, komponen tersebut diproduksi pada area machining (permesinan), sedangkan komponen differential carrier dan drum brake diproduksi diluar plant IGP, seluruh komponen tersebut dikirim ke plant IGP 3 untuk dirakit (assy) pada area perakitan rear axle assy (assembly line) Pada plant IGP 3 terdapat 2 area perakitan yaitu Rear Axle Assy A (RA- A) untuk customer toyota, suzuki, mitsubishi, ADM sedangkan Rear Axle Assy B (RA-B) hanya untuk customer ADM dan toyota. Untuk bahan penelitian komponen yang dianalisa adalah housing assy karena merupaka komponen terbesar dari rear axle assy dan memerlukan area yang cukup luas untuk penyimpanannya.
Proses pengiriman komponen housing assy dari area permesinan ke area perakitan menggunakan alat angkut berupa forklift dan pallet, dimana setiap pallet housing assy berisi 25 unit /pallet, karena proses pengiriman dari area permesinan menggunakan metode sistem dorong (push system) mengakibatkan terjadinya penumpukan komponen housing assy pada area perakitan. Untuk saat ini luas area yang digunakan untuk persedian housing assy sebesar 66 m2
Berikut adalah jumlah persediaan material yang terdapat pada area produksi perakitan, yang terjadi pada bulan Desember 2010 hingga Februari 2011
Gambar 4.7 layout Aliran Material
Area persediaan housing assy
Grafik diatas menunjukkan besarnya jumlah persediaan material yang terjadi pada area perakitan produksi dimana menggunakan luas area sebesar 66 m2. Dengan banyaknya jumlah persediaan material tersebut maka lead time (waktu tunggu) produksi menjadi sangat lama dan tidak sesuai dengan prinsip Just-In-Time. Berikut adalah waktu tunggu material pada bulan Desember 2010 hingga Februari 2011.
Tabel 4.2 Persediaan Material produksi perakitan
Sumber data : Production Planning Control (IGP 3)
Rata –Rata Waktu Tunggu ( jam )
MODEL Des '10 Jan '11 Feb '11
D 40 1,5 1,5 1,8 D 99 0,7 0,7 0,9 D 16 LOKAL 3,4 3,8 3,5 D16 EKSPORT 0,2 0,2 0,2 Total 5,8 6,2 6,4
Dengan jumlah persediaan material yang terjadi pada bulan Desember 2010 hingga Februari 2011 mengakibatkan area yang digunakan untuk menyimpan material housing assy sebesar 66 m2
4.4 Pengolahan dan Analisa Data
Pada area produksi perakitan terdapat 4 model produk rear axle ass dimana memeiliki tingkat permintaan yang berbeda. Langkah pertama yang dilakukan adalah mengambil data permintaan bulanan pada tahun 2011 kemudian diubah menjadi tingkat produksi harian. Tingkat produksi harian ini digunakan untuk mengetahui berapa nilai tact time dan jumlah persediaan pada area produksi perakitan untuk produk rear axle assy tersebut.
Tabel 4.3 Rata –Rata waktu tunggu persediaan material housing assy
Tingkat Produksi harian didasarkan pada permintaan total bulanan untuk setiap model produk yang akan diproduksi selama satu bulan dibagi dengan banyaknya hari kerja dalam bulan tersebut,
Permintaan / Hari area Perakitan 2011
JAN FEB MAR APR MEI JUN JUL AGS SEP OKT NOP DES
Hari Kerja 23 19 22 20 19 19 21 19 20 21 18 20
D 40 226 287 263 218 264 192 198 206 195 185 210 207 D 99 133 162 169 181 144 141 103 139 133 175 164 195 D 16
LOKAL 680 636 721 766 624 796 757 735 714 715 833 803 D16
EKSPORT 68 70 74 69 93 97 63 70 68 70 75 65
TOTAL 1.107 1.156 1.226 1.233 1.125 1.226 1.122 1.149 1.109 1.145 1.282 1.269 Tact Time 67 64 60 60 66 60 66 64 67 64 56 58
Dari tabel diatas diketahui nilai permintaan tertinggi terjadi pada bulan Maret dan April pada tahun 2011 pada 6 bulan pertama, berdasarkan tabel permintaan diatas maka data bulan maret dijadikan sebagai data yang akan diolah dan dianalisa pada tahap selanjutnya karena memiliki permintaan akan rear axle assy yang tertinggi pada 6 bulan pertama tahun 2011, hal ini dapat terlihat dengan kecepatan permintaan tercepat (Tact Time) 60 detik per unit.
Tabel.4.4 Permintaan / hari produksi Rear Axle Assy
Tact Time = Waktu kerja produksi Jumlah Permintaan (unit)
= 1230 menit ( 3shift ) 1226 unit
= 1 menit
= 60 detik / unit
Perhitungan tact time sebesar 60 detik merupakan waktu yang diberikan oleh pelanggan (ATPM) kepada IGP ( area produksi perakitan ) untuk menghasilkan 1 unit produk jadi, sehingga kecepatan conveyor pada area peraktitan harus diatur sesuai dengan tact time yang diberikan oleh ATPM tersebut.
Setelah diketahui berapa waktu yang dibutuhkan untuk menghasilkan 1 unit produk jadi pada area perakitan produksi, maka langkah selanjutnya adalah mengetahui berapa jumlah persediaan barang yang berada pada area perakitan untuk diproses. Berdasarkan tabel permintaan / hari untuk setiap model rear axle assy digunakan data permintaan pada bulan maret, sehingga data pada bulan tersebut dijadikan data permintaan (order) yang akan dianalisa untuk mengetui berapa banyak jumlah persediaan barang yang harus tersedia pada area perakitan produksi dan berapa lama waktu tunggu sebelum barang tersebut diproses pada perakitan.
Pada tabel terlihat jumlah pallet maksimum yang harus tersedia sebanyak 18 palet (450 unit) dengan jumlah unit / pallet 25 unit, hal ini terjadi karena proses pengiriman barang dari area permesinan menggunakan sistem dorong sehingga penumpukan terjadi pada area perakitan selain itu jumlah komponen housing assy akan sulit untuk dikontrol, dan ketersediaan barang tersebut sulit dijaga karena tidak ada informasi atau sistem yang jelas yang dapat mengatur pengiriman barang dari area permesinan ke area perakitan karena masih menggunakan system dorong (push system), selain itu biaya kualitas produk saat produksi akhir adalah cukup tinggi jika menggunakan metode system dorong karena lead time ( waktu menunggu ) barang yang cukup lama sebelum diproses.
Produk
Kapasitas / (22 Hari)
Jumlah Unit / pallet
Jumlah Pallet
Jumlah Pallet/Shift
(3 Shift)
Jumlah unit
Prosentase permintaan
D 40 263 25 11 4 100 21%
D 99 169 25 7 3 75 14%
D 16
Lokal 721 25 29 10 250 59%
D 16
Eksport 74 25 3 1 25 6%
Tabel 4.5 Persediaan material Produksi Perakitan (Maret 2011)
dibutuhkan komponen housing assy sebelum diproses pada area perakitan
Waktu tunggu = Jumlah Unit X Tact Time produksi perakitan
= 450 unit X 60 detik
= 27.000 detik
= 7,5 jam
4.4.1 Menentukan Cycle Time setiap jenis model ( jenis produk ) Cycle time untuk suatu produk adalah banyaknya waktu yang dibutuhkan di antara penyelesaian berurutan dari produk, atau banyaknya waktu untuk menyelesaikan satu unit produk, perhitungan cycle time ditunjukkan pada tabel berikut ini dengan waktu kerja produksi dalam satu hari 1230 menit (3 shift ):
Produk
Tingkat Produksi harian ( Unit )
Cycle Time ( detik / Unit )
Cycle Time ( menit / Unit )
D 40 263 (1230x60)/263 = 281 4,6
D 99 169 (1230x60)/169 = 437 7,28
D 16 Lokal 721 (1230x60)/721 = 102 1,7
D 16 Eksport 74 (1230x60)/74 = 997 16,6
Tabel 4.6. Perhitungan cycle time setiap jenis produk
Dari tabel diketahui bahwa cycle time dari produk D40 sebesar 281 detik, cycle time produk D99 sebesar 437 detik, cycle time produk D16 lokal sebesar 102 detik, dan cycle time produk D16 Eksport sebesar 997 detik, waktu tersebut didapat dari waktu kerja produksi dibagi dengan kapasitas produksi dari masing-masing produk (loading).
4.4.2 Menentukan rasio dari total minimum jumlah unit dalam antrian ( sequence ) berdasarkan waktu (sequence time)
Hal ini dicapai melalui membuat agar penyebut dari rasio 1/CT D40, 1/CT D99, 1/CT D16 lokal, 1/ CT D16 eksport menjadi sama, kemudian dijumlahkan secara bersama untuk memperoleh rasio yang diinginkan, yang merupakan total banyaknnya cycle time yang dibutuhkan untuk menyelesaikan satu sekuens produksi.
1 / CT D40 = 1 unit / 281 detik = 4 unit / 17 menit 1 / CT D99 = 1 unit /437 detik = 2 unit / 17 menit 1 / CT D16 Lokal = 1 unit / 102 detik = 10 unit / 17 menit 1 / CT D16 Eksport = 1 unit / 997 detik = 1 unit / 17 menit Informasi diatas menunjukkan bahwa untuk menyelesaikan 10 unit produk D16 lokal, 4 unit produk D40, 2 unit produk D99, dan 1 unit produk D16 eksport dibutuhkan waktu 17 menit pada area perakitan.
assy yang harus tersedia pada area perakitan plant IGP 3 sebesat 17 unit.
Secara proporsional adalah sebagai berikut:
Produk D40 : 4 / 17 = 23,52 % Produk D99 : 2 / 17 = 11,76 % Produk D16 lokal : 10 / 17 = 58,82 % Produk D16 ekport : 1 / 17 = 5,88 %
Susunan urutan produk antrian pada area perakitan sebagai berikut :
Urutan sekuens diatas berdasarkan prosentasi permintaan, dengan metode heijunka urutan housing assy dicampur dan disesuaikan dengan waktu proses pada area produksi perakitan pengembangan urutan tersebut mempertimbangkan kemudahan operasi pekerja pada produksi perakitan dimana proses terlama dikombinasikan dengan proses tercepat, urutan tersebut membentuk pola dimana produk D99 yang memiliki waktu proses terpanjang didekatkan dengan produk D40 yang memiliki waktu proses relatif lebih pendek hal ini untuk menghindari terjadinya line stop Produk D16
Lokal D16
Lokal D16
Lokal D16
Lokal D40 D99 D40 D16
Lokal D16 Lokal
sekuens 1 2 3 4 5 6 7 8 9
Produk
D40 D16 Lokal
D16
eksport D40 D99 D40 D16 Lokal
D16 Lokal
D16 Lokal
sekuens 10 11 12 13 14 15 16 17
Tabel 4.7 Sekuens (urutan) dan jumlah antrian material housing assy
pada area perakitan, sedangkan produk D16 lokal dan D16 eksport memiliki waktu proses yang sama. Berikut adalalah waktu proses untuk setiap produk pada area perakitan (conveyor)
Berdasarkan urutan antrian ( tabel 4.7) diatas maka waktu tunggu komponen housing assy pada area perakitan mengalami perubahan yang sangat besar yaitu :
Waktu tunggu = Jumlah Unit X Tact Time
= 17 unit X 60 detik
= 1.020 detik
= 17 menit.
Dari segi luas area yang digunakan untuk area persediaan komponen housing assy juga mengalami perubahan yang sangat besar, dimana jika
Sumber Data : Departemen Produksi
Tabel 4.8 Waktu proses terhadap kecepatan conveyor
tarik dengan sequence sistem hanya sebesar 5 m2. Area tersebut didapat dengan menggunakan trolley yang dapat menampung 17 unit komponen housing assy Agar proses sekuens produksi dan pengiriman komponen material housing assy dapat berjalan secara terus menerus maka waktu kedatangan harus sama dengan waktu tunggu material:
Untuk mendapatkan waktu yang diinginkan maka dilakukan simulasi untuk mendapatkan waktu yang ditentukan yaitu waktu mempersiapkan komponen housing assy dan waktu transportasi untuk mengirim komponen tersebut ke area perakitan produksi.
Berikut ini adalah alternatif perbaikan yang dapat digunakan agar proses sekuens pengiriman dapat diterapkan untuk mengurangi persediaan material:
Alternatif 1 Sistem Informasi Kanban (manual)
Waktu kedatangan ≤ waktu tunggu material Lead Time Transportasi ≤ Lead Informasi
Gambar 4.8 Sistem Informasi Pengiriman Kanban (manual)
Alternatif 2 Sistem Informasi Kanban (elektronik dengan komputer)
Berikut adalah analisa perbandingan perencanaan penanggulan dari 2 alterantif yang dapat digunakan agar proses pengiriman dapat berjalan secara sekuens dengan kondisi aktual sebelum perbaikan (sistem dorong) .
Perbandingan Alternatif
Metode Sistem Dorong
Sistem Tarik (kanban manual) alternatif 1
Sistme Tarik (kanban elektronik)
alternatif 2
Jumlah Persediaan (unit) 450 17 17
Waktu tunggu 7,5 Jam 17 menit 17 menit
Area (m2) 66 5 5
Alat kemas 18 Pallet 3 Trolley 3 Trolley
Biaya Alat Kemas Rp72.000.000 Rp15.000.000 Rp.15.000.000
Transportasi ( unit ) 1 3 1
Biaya Transportasi (sewa) Rp8.000.000 Rp24.000.000 Rp8.000.000
Karyawan (operator supply) 2 3 2
Gambar 4.9 Sistem Informasi Pengiriman Kanban (elektronik)
Tabel 4.8 Analisa perbandingan Investasi
tarik dengan menggunakan kanban elektronik (komputer) dipilih karena menggunakan biaya investasi yang relatif rendah, berupa pembuatan alat kemas housing assy berupa trollery 3 unit dan penggantian alat angkut dari forklift menjadi towing dengan biaya sewa yang sama. Setelah pemilihan langkah perbaikan yang diambil maka selanjutnya melakukan perhitungan waktu baku agar waktu kedatangan sama dengan waktu tunggu material di area produksi perakitan.
4.4.3 Menghitung waktu baku
.
Gambar 4.10 Layout Area Persiapan dan Alur tranportasi alat angkut
Keterangan :
----
Jalur pengiriman (Keberangkatan Towing)----
Jalur kembali (Kepulangan Towing)Komputer - Scanner
Setelah mendapatkan jumlah antrian persediaan material yang harus menunggu pada area produksi perakitan sebesar 17 menit maka tahap selanjutnya adalah melakukan perubahan standar kerja operator agar proses sekuens dapat berjalan secara berkelanjutan. Perubahan ini agar kanban elektronik yang dikirim dari area perakitan produksi dapat diterima pada area store housing assy pada lini permesinan. Operator tersebut berfungsi untuk meyiapkan komponen housing assy dapat dilakukan persiapan sebelum dikirim ke area perakitan sehingga sekuen sebesar 17 menit dapat berjalan dengan lancar tanpa terjadi linestop (short supply) pada area perakitan.
Berikut ini adalah data yang telah diamabil pada proses persiapan (preparation) komponen housing assy ke trolley dan waktu transportasi
Data Waktu Persiapan Housing Assy (menit)
Waktu Transportasi (running Time) (menit)
1 10,02 3,13
2 10,30 2,97
3 10,42 3,10
4 10,33 2,98
5 9,98 3,12
6 10,37 3,00
7 10,35 3,00
8 10,58 2,80
9 10,42 2,97
10 10,30 2,93
11 10,32 2,95
12 9,63 3,30
13 10,58 2,78
14 10,33 3,12
15 10,35 3,12
Tabel 4.9 Data waktu proses persiapan dan transportasi
4.4.3.1. Pengujian keseragaman data :
Pengujian keseragaman data ini bertujuan agar data yang diperoleh masih dalam batas kontrol (Batas Kontrol Bawah dan Batas Kontrol Atas). Apabila terdapat data yang tidak seragam, maka data yang berada di luar batas kontrol harus dihilangkan, kemudian dilakukan pengujian keseragaman data lagi. Perhitungan di bawah ini adalah salah satu contoh perhitungan uji keseragaman data untuk waktu persiapan komponen housing assy
16 10,18 2,95
17 10,37 3,13
18 10,35 2,95
19 10,53 3,00
20 10,38 2,95
21 10,17 3,03
22 10,27 3,13
23 10,40 3,03
24 10,33 2,98
25 10,38 3,12
26 10,28 3,00
27 10,32 3,12
28 10,17 2,98
29 10,23 3,08
30 10,25 3,00
Waktu Persiapan Nilai rata‐rata (menit)
1 10,02 10,30 10,42 10,33 9,98
10,21
2 10,37 10,35 10,58 10,42 10,30
10,40
3 10,32 9,63 10,58 10,33 10,35
10,24
4 10,18 10,37 10,35 10,53 10,38
10,36
5 10,17 10,27 10,40 10,33 10,38
10,31
6 10,28 10,32 10,17 10,23 10,25
10,25
∑ Xi
61,78 Harga rata-rata Sub group
∑xi = 61,78
K = 6
x = xi / k
= 61,78 / 6
= 10,29 menit a. Standar Deviasi
= (10,29-10,02)² + (10,29-10,3)² + (10,29-10,42)²...+ (10,29-10,25)² 30 – 1
= 0,03 = 0,17
Tabel 4.11 Data Waktu persiapan
= 0,07
c. Batas Kelas Atas ( BKA )
= 10,29 + 2.(0,07) = 10,43
Batas Kelas Bawah ( BKB )
= 10,29 – 2.(0,07) = 10,15
Berdasarkan tabel 4.12 pengambilan data berada pada batas BKA dan BKB maka data waktu persiapan housing assy ke trolley dianggap sebagai data yang
= 0,17 6
Tabel 4.12 BKA dan BKB proses persiapan
seragam. Berikut ini adalah rangkuman dari uji keseragaman data waktu persiapan dan transportasi.
NO Proses X
α α
X BKA BKB Min Max Ket:1 Persiapan 10,29 0,17 0,07 10,43 10,15 10,21 10,4 seragam
2 Transportasi 3,01 0,1 0,04 3,09 2,93 2,94 3,06 seragam
4.4.3.2 Pengujian kecukupan data
Selama semua data berada dalam batas kontrol atau seragam, maka langkah selanjutnya adalah menghitung kecukupan data. Hal ini ditujukan untuk memperoleh jumlah data yang cukup. Dalam penelitian ini digunakan tingkat kepercayaan 95% dan tingkat ketelitian 5%, data dinyatakan cukup apabila jumlah data observasi lebih besar dari jumlah data hasil perhitungan uji kecukupan data. Berikut ini perhitungan pengujian kecukupan data untuk waktu persiapan :
Tabel 4.13 Rekapitulasi hasil uji keseragam data
N’ = k / s N∑Xi² - (∑Xi)² ∑Xi
2
2 N’ = 2 / 0,05 30.(3181,6) - (95419,21)
308,9
N’ = 3,72 ≈ 4
Karena nilai pengujian kecukupan data waktu persiapan housing assy sebesar 4 sedangkan data diambil sebanyak 30 data maka data tersebut dianggap cukup
N’ < N = 4 < 30
No Proses ∑xi (∑xi)² ∑(xi)² N’ Ket:
1 Persiapan 308,9 3181,6 95419,21 3,72 Cukup
2 Transportasi 90,73 274,7 8232,5 3,74 Cukup
4.4.3.3 Perhitungan waktu baku
Sebelum menentukan waktu baku maka ditentukan dulu faktor penyesuaian dan kelonggaran terlebih dahulu. Perhitungan di bawah ini adalah perhitungan waktu baku untuk waktu persiapan : Waktu siklus = WS = ∑ Xi
N
WS = 308,9 menit = 10,29 menit 30
Tabel 4.14 Rekapitulasi hasil uji Kecukupan data
Waktu Normal
Penyesuaian
Keterampilan = + 0,03 Usaha = + 0,02 Kondisi Kerja = + 0,00 Konsistensi = + 0,03 Total = 0,08
Waktu normal = Ws X p
= 10,29 menit X ( 1 + 0,08 )
= 11,11 menit
Waktu baku
Faktor Kelonggaran %
Tenaga yang dikeluarkan 7%
Sikap Kerja 0%
Gerakan Kerja 3%
Kelelahan Mata 3%
Keadaan Temperatur 3%
keadaan Atmosfer 0%
Keadaan Lingkungan 2%
Total 18%
Wb = Wn X 100%
100% - % all
Wb = Wn X 100%
100% -18%
= 11,11 X 1,2
= 13,33 menit
Berdasarkan data perhitungan waktu baku maka waktu yang dibutuhkan adalah 13,33 menit untuk persiapan housing assy
NO Proses Ws P Wn All (%) Wb
1 Persiapan 10,29 1,08 11,11 18% 13,33
2 Transportasi 3,02 1,04 3,14 13,5% 3,6
Berdasarkan waktu baku yang telah didapat maka total waktu yang dibutuhkan antara waktu persiapan dan waktu transportsi sebesar :
Total Waktu : Waktu baku persiapan + Waktu trasnportasi 13,33 menit + 3,6 menit = 16,93 menit
≈17 menit
Dengan jumlah waktu yang didapat maka proses sekuens (cycle) pengiriman material housing assy dari area permesinan ke area perakitan produksi dapat berjalan sesuai baik, karena waktu menunggu sama dengan waktu pengiriman material sebesar 17 menit. Dengan analisa perhitungan waktu baku
Agar sistem tarik menggunakan kanban elektronik dapat berjalan dengan baik, berikut ini adalah equipment yang diperlukan agar sistem tersebut berjalan sesuai dengan analisa yang telah dibuat.
Tabel 4.14 Rekapitulasi hasil Perhitungan Waktu Baku
ANALISA BIAYA DAN KEUNTUNGAN
NO BIAYA Jumlah KEUNTUNGAN Jumlah
1 Pembelian Scanner Rp 500.000 1. Menghilangkan penambahan karyawan
Pengadaan Printer dot Matriks Rp 1.000.000 Gaji karyawan / bulan Rp 1.500.000 Pengadaan komputer Rp 5.000.000
2 Biaya Pembuatan Trolley Rp 5.000.000 2. Menghilangkan Investasi penambahan Pallet Rp 4.500.000
3 unit trolley 3 3 model baru 3
Rp 15.000.000 Rp 13.500.000,00
Mengurangi Persediaan Material housing assy Rp 700.000,00
433 Unit Rp 303.100.000,00
3 Pengadaan Hoist Rp 2.000.000
2 Unit 2
Rp 4.000.000
Total biaya Rp 25.500.000,00 Total keuntungan Rp 318.100.000,00