PT. BEN SANTOSA
Jalan Nilam Barat No.20 Tanjung Perak - Surabaya
Oleh:
Dimas Eko Kuswantoro
4212100085
Pembimbing Lapangan
Chumaidiy Purnomo, A.Md
JURUSAN TEKNIK SISTEM PERKAPALAN
FAKULTAS TEKNOLOGI KELAUTAN
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA
LEMBAR PENGESAHAN I
LAPORAN KERJA PRAKTEK
1.Tempat Praktek : PT. BEN SANTOSA
2.Lama Praktek : 1 bulan (30 Juni – 9 Agustus 2014)
Laporan kerja praktek ini telah disetujui dan disahkan oleh:
Ketua Bagian Reparasi
Suwarno
Pembimbing praktek
LEMBAR PENGESAHAN II
LAPORAN KERJA PRAKTEK
1.Tempat Praktek : PT. BEN SANTOSA
2.Lama Praktek : 1 bulan (30 Juni – 9 Agustus 2014)
Laporan kerja praktek ini telah disetujui dan disahkan oleh :
Koordinator Kerja Praktek
DR. I Made Ariana, ST,M.Sc 1971 0610 1995 12 1001
Dosen Pembimbing KP
KATA PENGANTAR
Assalamu’alaikum Warohmatullah Wabarokatuh
Alhamdulillahi Rabbil ‘Alamin, segala puji senantiasa penulis panjatkan kehadirat Allah SWT yang telah melimpahkan rahmat serta hidayahNya, sehingga penulis dapat menyelesaikan laporan kerja praktek ini dengan baik.
Pembuatan laporan bertujuan untuk mengimplementasikan ilmu yang kita dapatkan di bangku kuliah yang selama ini hanya berupa teori. Sehingga di harapkan mahasiswa dapat menerapkannya nanti pada saat bekerja sehingga tidak ada rasa canggung dalam bekerja kelak. Namun yang paling utama adalah bertujuan untuk memenuhi salah satu persyaratan yang ada pada kurikulum Jurusan Teknik Sistem Perkapalan Institut Teknologi Sepuluh Nopember
Akhir kata, penulis menyadari bahwa penulisan laporan kerja praktek ini masih jauh dari kata sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun agar penulis dapat lebih baik dalam hal penulisan, isi dan penjabaran yang terstruktur rapi. Dengan segala keterbatasan yang ada, semoga laporan ini memberikan manfaat terutama bagi penulis dalam proses belajar di Institut Teknologi Sepuluh Nopember Surabaya.
Surabaya, Oktober 2014
UCAPAN TERIMA KASIH
Pertama-tama tidak lupa saya mengucapkan rasa syukur kehadirat Allah SWT, yang telah memberikan rahmat dah hidayah-Nya kepada semua manusia, berupa karunia atas akal dan pikiran sehingga kita dapat mengkaji kebesaranNya dan menggali ilmu yang ada di muka bumi ini. Sholawat serta salam kepada junjungan Nabi Muhammad SAW, beserta keluarga dan para sahabatnya.
Dengan selesainya tugas laporan kerja praktek ini tidak lupa saya mengucapkan terima kasih yang sebesar-besarnya kepada:
1. Allah SWT
2. Orangtua yang telah mendukung baiksecara moriil maupun materiil.
3. DR. Ir. Agoes Achmad Masroery, M.Eng, selaku Ketua Jurusan Teknik Sistem Perkapalan dan para dosen yang telah mendidik dan memberi selama penulis menempuh pendidikan di Institut Teknologi Sepuluh Nopember.
4. DR. I Made Ariana, ST,M.Sc, selaku koordinator kerja praktek jurusan Teknik Sistem Perkapalan Institut Teknologi Sepuluh Nopember.
5. AA Bagus Dinariya DP,ST,M.Sc selaku dosen pembimbing.
6. PT. Ben Santosa yang telah membantu banyak dalam pendalaman obyek teknologi untuk bahan penyalesaian laporan kerja praktek ini.
7. Suwarno selaku ketua bagian reparasi PT. Ben Santosa 8. Chumaidiy Purnomo, A.Md selaku pembimbing lapangan.
9. Para pimpro dan karyawan PT. Ben Santosa yang telah bersedia meluangkan waktunya untuk mambantu jalannya pengumpulan tugas laporan kerja praktek ini. 10. Dhiki Matulavela selaku rekan kerja praktek serta teman-teman Jurusan Teknik Sistem
Perkapalan angkatan 2012.
11. Semua pihak yang terkait, baik secara langsung maupun tidak langsung.
Surabaya, Oktober 2014
DAFTAR ISI
LEMBAR PENGESAHAN I...ii
LAPORAN KERJA PRAKTEK...ii
LEMBAR PENGESAHAN II...iii
LAPORAN KERJA PRAKTEK...iii
KATA PENGANTAR...iv
UCAPAN TERIMA KASIH...v
DAFTAR ISI...vi
DAFTAR GAMBAR...viii
BAB I PENDAHULUAN...1
1.1. Latar Belakang...1
1.2. Pembatasan Masalah...2
1.3. Tujuan...2
1.4. Metode Pengumpulan Data...2
BAB II PROFIL PERUSAHAAN PT. BEN SANTOSA...3
2.1. Sejarah Perusahaan...3
2.2. Visi dan Misi Perusahaan...3
2.3. Data Perusahaan...4
2.4. Lokasi Galangan...4
2.5. Denah Galangan...5
2.6. Kantor Cabang...5
2.7. Struktur Organisasi...6
BAB III KEGIATAN KERJA PRAKTEK...9
3.1. Fasilitas Galangan PT. BEN SANTOSA...9
3.1.3. Crane yang ada pada dock...11
3.2. Pengedokan Kapal...12
3.2.1. Pengertian...12
3.2.2. Persiapan Docking oleh Pihak Galangan...13
3.2.3. Hal-hal yang harus di perhatikan dalam proses pemasukan kapal...13
3.3. Proses Reparasi Kapal...14
3.3.1. Perawatan Lambung Kapal...14
3.3.2. Daun Kemudi...17
3.3.3. Propeller...19
3.3.4. Poros...24
3.3.5. Valve...27
3.3.6. Pengecatan Badan Kapal...29
3.3.7. Perawatan rantai kapal...30
BAB IV PENUTUP...31
3.1. Kesimpulan...31
3.2. Saran...31
DAFTAR GAMBAR
Gambar 2.5.1.Denah Galangan PT Ben Santosa...5
Gambar 2.7.1. Struktur Organisasi PT. Ben Santosa...8
Gambar 3.1.1. Pompa Induk PT. BEN SANTOSA...14
Gambar 3.1.2.Pintu Air Dock PT. BEN SANTOSA...17
Gambar 3.1.3.Fasilitas Crane PT. BEN SANTOSA...10
Gambar 3.2.1.Proses docking kapal...11
Gambar 3.3.1.Proses Replating...12
Gambar 3.3.2.Pelepasan daun kemudi...18
Gambar 3.3.3.Pemopokan daun propeller dengan filler kuningan...21
Gambar 3.3.4.Proses balancing Propeller Konvensional...22
Gambar 3.3.5.Proses balancing/penimbangan dan propeller CPP...23
Gambar 3.3.6.Pemasangan kembali daun propeller CPP...24
Gambar 3.3.7.Magnetic Particel Test...26
Gambar 3.3.8. Pemasangan kembali poros propeller...27
Gambar 3.3.9. Stop Valve...28Error! Bookmark not defined. Gambar 3.3.10. Three way valve...28
Gambar 3.3.11. Safety valve...29
BAB I
PENDAHULUAN
1.1. Latar Belakang
Sejak ratusan tahun yang lalu nenek moyang kita telah mengenal salah satu aspek dalam bidang kelautan yang juga menjadi salah satu ciri utama bangsa indonesia, yaitu pembangunan kapal. Ship builders banyak bertebaran di sepanjang pesisir pantai Indonesia yang mempunyai garis pantai terpanjang di dunia. Hal ini karena 70% wilayah Indonesia adalah perairan, sehingga alat transportasi yang paling efektif untuk menghubungkan pulau-pulau di Indonesia yang jumlahnya ribuan adalah dengan kapal dan hal itu berlanjut sampai sekarang. Dari sini dapat kita lihat bahwa peran galangan di era modern ini sangatlah besar di dalam pengembangan ilmu pembangunan kapal di Indonesia.
Sebagai sebuah negara maritim yang kaya akan sumber daya laut, Indonesia masih belum bisa memanfaatkan potensi lautnya yang begitu besar sebagai sumber devisa utama. Potensi yang dikandung laut Indonesia tidak hanya kekayaan ikannya saja, tetapi terdapat sumber daya alam (SDA) yang lain seperti kandungan minyak bumi dan barang tambang lain yang begitu melimpah, arus laut yang bisa dimanfaatkan sebagai sumber energi alternatif, potensi wisata yang belum terkelola secara maksimal, serta potensi-potensi lain yang masih belum terkelola.
Salah satu penyebab kurangnya pengelolaan potensi laut Indonesia adalah teknologi yang masih rendah serta sumber daya manusia (SDM) yang kualitas rata-ratanya masih kurang. Hal ini menyebabkan SDA Indonesia, banyak dikelola perusahaan asing yang mana pembagian hasil keuntungannya sangat merugikan bangsa Indonesia. Oleh karena itu, Jurusan Teknik Sistem Perkapalan, Fakultas Teknologi Kelautan, Institut Teknologi Sepuluh Nopember Surabaya mendidik putra-putri bangsa Indonesia menjadi seorang Marine Engineer yang bertaqwa, profesional dan berkualitas.
1.2. Pembatasan Masalah
Batasan masalah dalam kerja praktek di PT. Ben Santosa ini adalah :
1. Bagaimana proses pengedokan kapal.
2. Bagaimana proses pemeriksaan bagian-bagian kapal di bawah garis air. 3. Bagaimana proses pemeliharaan dan perbaikan kapal.
1.3. Tujuan
Tujuan dari kerja praktek di PT. Ben Santosa adalah :
1. Mengaplikasikan ilmu yang telah diperoleh untuk di terapkan dalam lapangan. 2. Meningkatkan profesionalisme kerja.
3. Mengetahui proses reparasi dan pengedokan kapal. 4. Mengetahui kondisi galangan kapal secara umum.
1.4. Metode Pengumpulan Data
Dalam proses penyusunan laporan kerja praktek ini, data-data yang digunakan :
Menggunakan sistem pengumpulan data secara langsung yakni mewancarai pekerja untuk mendapatkan bagaimana proses pengerjaan pengedokan
BAB II
PROFIL PERUSAHAAN PT. BEN SANTOSA
2.1 Sejarah Perusahaan
PT. Ben Santosa adalah perusahaan swasta nasional yang bergerak di bidang pembuatan dan perbaikan kapal dengan fasilitas graving dock berkapasitas 3.500 dwt.
PT. Ben Santosa didirikan pada tanggal 9 Februari 1993 oleh Drs. Bayu Santosa dkk, dengan akte 55 dan dibantu notaris Raden Soebiono Donoesosro. Selanjutnya berdasarkan akte nomor 41 notaris Susanti, SH. Tertanggal 14 April 1997 terdapat perubahan anggaran dasar dan mendapat pengesahan dari menteri kehakiman RI dengan nomor C2-8133.HT 01,04 tahun 1997 pada tanggal 19 April 1997. Berdasarkan akte nomor 39 notaris Susanti, SH, PT. Ben Santosa dipimpin oleh Ir. Thomas Rhemus Prawiro sebagai presiden direktur dan Ir. Ben Santosa sebagai direktur.
1. Bekerja sesuai standart dan prosedur yang diterapkan dan yang berlaku umum untuk menjamin kualitas produk adalah komitmen setiap personal. 2. Mentransformasikan faktor produksi (material, alat produksi, tenaga kerja,
system dan teknologi) secara efektif, efisien untuk menghasilkan produk jasa dengan biaya yang optimal.
3. Bekerja dengan mengutamakan keselamatan dan kesehatan kerja pada setiap proses kegiatan yang menjadi tanggung jawab setiap orang.
5. Mananamkan dan meningkatkan sikap profesionalisme setiap personal untuk dapat bekerja secara mandiri dan professional di bidangnya.
6. Bekerja sesuai standart dan prosedur yang diterapkan dan yang berlaku umum untuk menjamin kualitas produk adalah komitmen setiap personal. 7. Mentransformasikan faktor produksi (material, alat produksi, tenaga kerja,
system dan teknologi) secara efektif, efisiens untuk menghasilkan produk jasa dengan biaya yang optimal.
8. Bekerja dengan mengutamakan keselamatan dan kesehatan kerja pada setiap proses kegiatan yang menjadi tanggung jawab setiap orang.
9. Bersifat terbuka dan selalu berharap masukan dari customer sebagai catatan dan koreksi untuk perbaikan pelayanan berikutnya.
10. Mananamkan dan meningkatkan sikap profesionalisme setiap personal untuk dapat bekerja secara mandiri dan professional di bidangnya.
2.3Data Perusahaan
a. Nama Perusahaan : PT. Ben Santosa
b. Alamat Perusahaan : Jalan Nilam Barat No. 20 Tanjung Perak Surabaya 60111 Indonesia
c. Bentuk aktivitas : Docking dan Reparasi Kapal d. Telepon : (031) 3291100
e. Fax : 3292100
f. Email : [email protected]
2.4 Lokasi Galangan
PT. Ben Santosa Surabaya menempati lokasi sebagai berikut:
a. Utara : Berbatasan dengan galangan kapal PT. Dumas Surabaya, Jl. Nilam Barat Baru No. 22 Tanjung Perak Surabaya 60111
b. Selatan : Berbatasan dengan galangan kapal PT. Dewa Ruci, Jl. Nilam Barat Baru No. 19 Tanjung Perak Surabaya 60111
2.5Denah Galangan
Gambar2.5.1. Denah PT. Ben Santosa
2.6 Kantor Cabang
a. Branch Office Kamal – Madura:
Nama Perusahaan : PT. BEN SANTOSA
Alamat : Raya Pelabuhan Kamal No.1 Madura Telepon : (031) 3013000
Fax : 3014000
b. Branch Office Probolinggo : D
H = Pompa induk dan harian
I = R. Master Dock
J = R. Operator Listrik
K = Kamar mandi
Q = PT. Dumas Surabaya
R = PT. Dewaruci Surabaya
S = Water Front galangan
Q R
Nama Perusahaan : PT. WIRA SENTOSA ABADI Alamat : Pelabuhan Perikanan Mayangan Telepon : (0335) 6887000
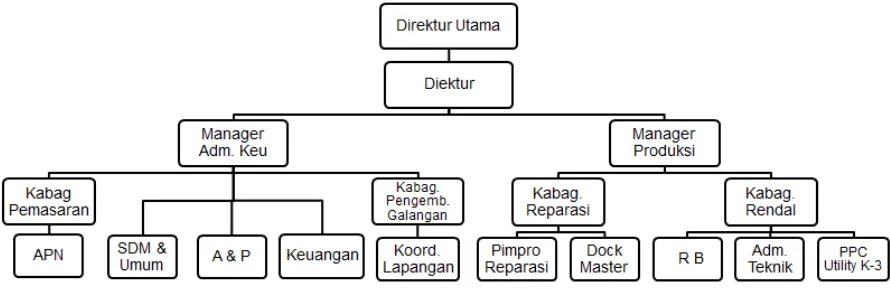
2.7 Struktur Organisasi
PT. Ben Santosa Surabaya mempunyai struktur organisasi yang berbentuk lini, dimana tanggung jawabnya berjalan dari puncak pimpinan sampai ke bawah searah vertikal. Fungsi dan tugas dari tiap-tiap bagian adalah sebagai berikut:
a. Direktur Utama
Sebagai puncak pimpinan tertinggi di perusahaan yang berwenang menentukan kebijaksanaan yang berkaitan dengan perusahaan.
b. Direktur
Sebagai puncak pimpinan harian di perusahaan yang bertugas menjabarkan kebijaksanaan direktur utama. Membantu direktur utama dalam segala bidang yang berkenaan dengan program-program perusahaan, sehingga mewujudkan organisasi dan kerja sama antar bagian dalam mencapai sasaran program dengan mendayagunakan sumber daya yang ada secara opimal.
c. Bagian Administrasi Keuangan
Bertugas pokok melaksanakan tugas direktur dalam bidang administrasi keuangan. Dalam melaksanakan tugas pokoknya, manager bagian administrasi keuangan berkewajiban untuk mengkoordinir kegiatan yang harus dilakukan oleh bagian keuangan, bagian pembukuan dan bagian administrasi dan umum agar program-program perusahaan dapat berjalan dengan baik.
1. Bagian Keuangan
Bertugas pokok melaksanakan kebijakan manager bagian administrasi
keuangan.
Dalam melaksanakan tugas pokoknya, bagian keuangan bertanggung
jawab kepada manager administrasi keuangan sehingga didapatkan aliran keuangan yang efisien.
Bertugas pokok melaksanakan kebijakan manager bagian administrasi
keuangan dalam bidang pembukuan.
Dalam melaksanakan tugas pokoknya, bagian pembukuan
berkewajiban melaksanakan tugas dalam pembuatan dan penyimpanan data yang berkaitan dengan segala aktivitas yang telah dilakukan oleh perusahaan.
Bertugas pokok dalam bidang surat-menyurat dan personel
kerumahtanggaan.
Menerima telepon yang masuk dan keluar perusahaan. Menyimpan arsip dan data perusahaan.
d. Bagian Perencanaan
Bertugas pokok melaksanakan tugas direktur dalam bidang perencanaan mulai kapal akan masuk dok sampai kapal akan direparasi. Dalam melaksanakan tugas pokoknya, manager bagian perencanaan berkewajiban mengkoordinir kegiatan yang harus dilakukan oleh bagian kalkulasi, bagian PPC dan bagian administrasi teknik agar program-program perusahaan dapat berjalan.
1. Bagian Kalkulasi
Bertugas menghitung perkiraan biaya reparasi kapal mulai kapal
masuk dok sampai kapal selesai dan menghitung ulang biaya total ketika kapal sudah selesai direparasi.
2. Bagian PPC
Bertugas memperkirakan reparasi apa saja yang harus dilakukan
pada kapal ketika kapal akan masuk dok.
Bertugas dalam bidang persediaan barang dan mengontrol dalam
persediaan barang.
3. Bagian Administrasi Teknik
Bertugas mencatat setiap laporan pengerjaan reparasi dari
pengawasan untuk kemudian dibuat laporan pengerjaan reparasi. Membuat perhitungan biaya untuk sub kontraktor.
e. Bagian Produksi
Bertugas mengatur posisi bantalan pada dok sesuai dengan ukuran
kapal yang akan masuk dok.
Bertugas untuk mengatur tali-tali yang ditambatkan pada bolder serta
Mengatur letak kapal di graving dok, jadi jumlah kapal yang akan naik
dok direncanakan oleh dok master dengan memperhatikan lokasi yang tersedia.
2. Bagian Pimpinan Proyek
Bertugas pokok membantu manager produksi mengawasi setiap
pekerjaan reparasi kapal dan selalu berhubungan langsung dengan pemilik kapal tentang apa saja yang dibutuhkan dalam reparasi kapal tersebut.
Sebagai pimpinan proyek pelaksanaan reparasi kapal.
Membuat laporan doking kapal.
Gambar 1.7.1. Struktur Organisasi PT. Ben Santosa
Keterangan: APN : Adm. Proyek Negara
A & P : Akunting & Pajak
R B : Rancang Bangun
BAB III
KEGIATAN KERJA PRAKTEK
3.1. Fasilitas Galangan PT. BEN SANTOSA
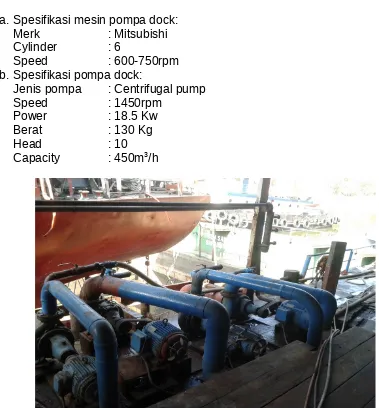
3.1.1. Pompa induk pada dock
Dock PT. Ben Santosa memiliki 2 pompa induk, 4 pompa harian, dan1 pompa pemadam. Pompa induk digunakan untuk menguras dock ketika proses keluar masuk kapal. Pompa harian digunakan untuk menguras air harian yang berada dalam kolam. Pompa pemadam digunakan saat terjadi kondisi kebakaran.
Spesifikasi dari mesin dan pompa yang ada di PT. BEN SANTOSA adalah:
a. Spesifikasi mesin pompa dock: Merk : Mitsubishi Cylinder : 6
Speed : 600-750rpm b. Spesifikasi pompa dock:
Jenis pompa : Centrifugal pump Speed : 1450rpm
Power : 18.5 Kw Berat : 130 Kg
Head : 10
Capacity : 450m3/h
Gambar 2.1.1. Pompa Induk PT. BEN SANTOSA
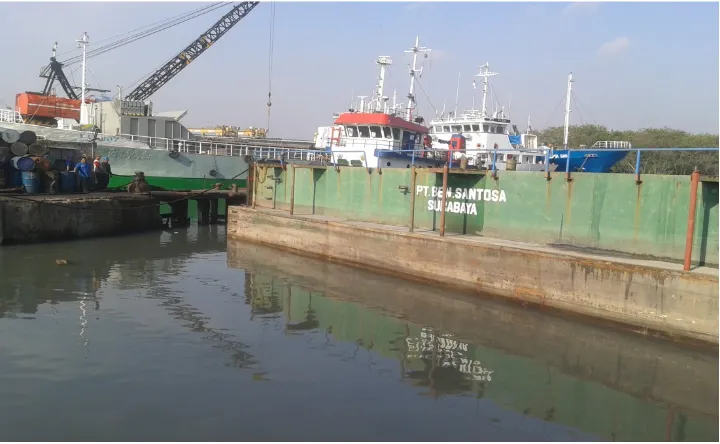
3.1.2. Pintu Air pada dock
Katup air laut berfungsi untuk mengisi dock dengan air laut ketika akan proses keluar dan masuk kapal. Sedangkan katup ballast pintu berfungsi mengisi dan membuang air laut pada tanki pintu dock.
Ballast pada pintu dock digunakan untuk menyeimbangkan pintu dock agar tidak oleng baik kekanan maupun kekiri ketika terdorong air laut saat proses keluar masuk kapal.
Gambar 3.1.2. Pintu Air Dock PT. BEN SANTOSA
3.1.3. Crane yang ada pada dock Spesifikasi :
a. Merek : Kubota
b. Tahun pembutan : 1970 c. Kapasitas : 25 ton d. Kapasitas : 10 ton e. Daya mesin : 6 pk
Gambar 3.1.3. Fasilitas Crane PT. BEN SANTOSA
3.2. Pengedokan Kapal
3.2.1. Pengertian
Proses pengedokan dilakukan dengan memasukkan kapal yang akan melakukan pengedokan kedalam kolam dock.Pengedokan memerlukan langkah-langkah yang cukup kompleks dan biasanya akan dipandu oleh master dock
Jenis dock yang digunakan:
1. Dok Kolam (Graving dock/Dry dock)
Kapasitas dari bermacam-macam jenis dock ini, tergantung dari kapasitas maksimal dari masing-masing dock tersebut.
a. PT. Ben Santosa menggunakan dock kolam (Graving Dock/ Dry Dock) dalam menjalankan usahanya. Graving dock yaitu suatu fasilitas pengedokan kapal yang berbentuk menyerupai kolam di pinggir laut atau sungai, dimana umumnya dinding dan lantainya terbuat dari beton dan tiang pancang. Pintu/gatenya selalu berhubungan langsung dengan laut atau sungai.
b. Keuntungan secara umum dari Graving Dock adalah sebagai berikut: 1. Dapat dipakai untuk pembangunan kapal baru
3. Perawatan cukup rendah
c. Kerugian secara umum dari Graving Dock adalah sebagai berikut: 1. Biaya pembangunannya cukup besar
2. Permanen/tidak bisa dipindah 3. Lokasi/ tempat sangat berpengaruh
3.2.2. Persiapan Docking oleh Pihak Galangan
1. Proses docking dilakukan ketika ketinggian air tidak terlalu tinggi.
2. Air di dalam dock di keringkan dan bantalan ditata dan diberi tanda pada bagian center linenya.
3. Setelah itu katup pintu ballast dan katup pintu air laut dibuka, hingga air laut tingginya sama dengan permukaan air di dalam dock.
4. Karena massanya berkurang maka pintu air akan naik secara perlahan dan pada akhirnya akan mengapung. Lalu pintu di geser agar kapal dapat masuk ataupun keluar dari dalam dock.
5. Setelah itu kapal masuk ataupun keluar dengan keadaan mesin mati dan di tarik dengan menggunakan tali dan ditempatkan pada bantalan yang sebelumnya sudah di beri tanda untuk penempatan posisi kapal.
6. Kemudian pintu ditata seperti semula dan katup pintu dibuka sehingga pintu akan tenggelam secara perlahan.
7. Pada bagian kanan dan kiri diberi pengait agar posisi pintu tetap pada posisinya dan tidak berubah posisi.
8. Kemudian air di dalam dock dikuras dengan menggunakan pompa hingga air di dalam kolam habis.
3.2.3. Hal-hal yang harus di perhatikan dalam proses pemasukan kapal 1. Mesin kapal harus mati.`
2. Kapal harus bebas dari muatan berbahaya dan gas. 3. Kesiapan fasilitas sandar (tali, crew dock,dll).
Secara berkala kapal harus menjalani docking, artinya kapal harus dinaikkan dock untuk memeriksa dan merawat bagian kapal yang selama ini terendam dalam air. Dengan naik dock bagian kapal yang berada di bawah permukaan air dapat dilihat dengan jelas dan jika ada kerusakan bisa segera di perbaiki. Bagian kapal dalam air diantaranya lambung di bawah garis air, bagian bottom, baling-baling dan kemudi. Bagian-bagian inilah yang akan mendapatkan perhatian khusus ketika kapal di atas dock.
untuk melihat secara umum bagian tersebut. Pemeriksaan ini hanya memberikan gambaran umum saja, karena bagian bawah air biasanya masih tertutupi oleh tiram dan kotoran lain. Pemeriksaan ini untuk mengetahui apakah ada bagian kapal yang mengalami deformasi atau bocor.
Gambar 3.2.1. Proses docking kapal
3.3. Proses Reparasi Kapal
3.3.1. Perawatan Lambung Kapal a) Pembersihan Lambung
Cara pembersihan lambung kapal dengan mechanical cleaning: 1. Scrap
2. Waterjet 3. Sanblasting
pompa bertekanan tinggi sehingga bagian-bagian tiram yang masih tertinggal bisa di rontokkan.Lumut yang masih menempel atau cat yang sudah terkelupas bisa dihilangkan. Pencucian dengan air tawar ini juga bertujuan untuk menghilangkan lapisan garam, karena plat yang tertutupi lapisan garam akan lebih mudah korosif.
Setelah itu dapat dilanjutkan dengan proses sandblasting. Sandblasting merupakan pembersihan badan kapal dengan cara menembakkan partikel pasir ke dinding kapal agar kotoran maupun partikel karat dapat terkelupas. Sandblasting dipilih karena proses ini paling cepat dan efisien untuk membersihkan permukaan material yang terkontaminasi kotoran, terutama karat.
b) Pemeriksaan Lambung Kapal
Dilakukan untuk mengecek bagian lambung kapal yang deformasi atau bocor. Untuk plat yang deformasi atau bocor akan dilakukan pergantian plat atau bisa disebut replating. Pemeriksaan ketebalan plat selain dilakukan secara visual juga dilakukan dengan alat ultrasonic test. Dengan alat ini orang bisa mengetahui ketebalan plat yang ada, Class biasanya akan memerintahkan pihak galangan apabila terdapat plat yang tidak memenuhi standart.
c) Pergantian Plat (Replating)
Proses pergantian plat merupakan hal yang paling sering ditemukan dalam setiap proses pengedokan. Pada saat merapat di pelabuhan sering terjadi plat lambung rusak. Pada kapal tug boat ketika kapal menarik kapal besar maka tug boat sering kali berbenturan dengan kapal-kapal lain atau terbentur dengan dinding dermaga sehingga kerusakan plat lambung sering kali terjadi. Korosi juga menyebabkan plat pada bagian-bagian kapal yang lain menjadi rusak. Umumnya ukuran ketebalan plat yang menjadi patokan ketika melakukan pergantian plat adalah sebagai berikut:
1. Plat lambung
a. Plat alas (bottom plate) : 80% t b. Plat lajur bilga (bilge plate) : 70% t c. Plat lajur atas (sheer strake) : 80% t 2. Plat lajur alas dalam : 80% t 3. Plat pada geladak : 80% t
4. Dinding sekat : 80% t
Jenis pendeteksian pada plat:
a. Deteksi ketebalan plat
1. Uji visual: dilakukan pemeriksaan dengan mata telanjang.
2. Uji mekanik : pengujian dilakukan dengan menggunakan palu ketok, apabila suaranya nyaring disertai getaran berarti plat tipis.
3. Ultrasonic test : pengujian dengan menggunakan gelombang ultrasonic. Pengujian ini dilengkapi dengan pengolesan pada titik yang telah ditentukan.
b. Deteksi keretakan plat
Dengan menggunakan test kerosin yaitu solar yang dioleskan/disemprotkan pada bagian luar diolesi dengan kapur, apabila kapur kelihatan basah berarti plat tersebut terjadi keretakan.
c. Deteksi lekuk dan gelombang plat/ deformasi
Dilakukan secara visual kemudian dilakukan pengukuran dengan menggunakan mistar ukur sesuai toleransi yang diijinkan.
Hal-hal yang harus di hindari ketika pekerjaan replating:
1. Doubling plat,akan menyebabkan instabilitas karena pembebanan yang tidak seimbang pada sisi portside dan starboard side kapal.
2. Membuka plat lama dan gading-gading terlalu banyak, karena hal ini bisa menyebabkan stabilitas kapal akan berubah.
Gambar 3.3.1. Proses Replating
3.3.2. Daun Kemudi
Salah satu sistem kemudi yang sering sering digunakan menggunakan daun kemudi.Daun kemudi kapal berfungsi untuk mengubah arah gerak kapal dengan mengubah arah arus fliuida yang mengakibatkan perubahan arah pada kapal.Menurut konstruksinya daun kemudi dibagi atas daun kemudi berongga dan daun kemudi plat.Daun kemudi berongga adalah daun kemudi yang kerangka/tulangannya berada di dalam plat, sedangkan daun kemudi plat adalah daun kemudi yang kerangka/tulangannya berada di luar plat. Menurut tingkat kekuatannya daun kemudi berongga lebih bagus daripada daun kemudi plat, namun biaya pembuatan daun kemudi berongga lebih mahal.
a. Proses pelepasan daun kemudi adalah sebagai berikut: 1. Menyiapkan peralatan yang dibutuhkan.
2. Mengikis padatan semen pada bagian atas daun kemudi dengan menggunakan palu.
3. Melepas baut pada as kemudi. 4. Melepas as kemudi bagian bawah.
5. Mengaitkan katrol pada kupingan kapal, dan mengikat rantai pada daun kemudi dalam dua bagian.
7. Setelah daun kemudi terlepas, prose selanjutnya adalah menurunkan daun kemudi secara perlahan dengan cara menarik rantai penarik sehingga daun kemudi turun secara perlahan.
Gambar 3.3.2. Pelepasan daun kemudi
b. Proses repair daun kemudi
Kerusakan juga sering di alami oleh daun kemudi, kerusakan disebabkan oleh keausan dan tumbukan benda lain yang keras sewaktu pelayaran. Prosesnya adalah sebagai berikut:
1. Menyiapkan peralatan yang akan digunakan.
2. Melepas plat daun kemudi yang rusak dengan dipanasi dan dibending agar lunak dan mudah untuk diambil.
3. Proses marking plat yang akan digunakan untuk mengganti plat daun kemudi yang rusak.
4. Mengganti plat daun kemudi yang rusak dengan plat baru. 5. Mengelas plat baru pada tulang daun kemudi.
6. Membersihkan bekas las-lasan dengan sikat besi; Untuk hasil yang lebih bagus saat pengecatan maka plat setelah dibersihkan digerinda.
c. Proses pemasangan kembali daun kemudi
1. Membersihkan semua bagian daun kemudi, terutama as kemudi;
2. Mengikat daun kemudi dengan rantai katrol pada bagian samping daun kemudi;
3. Menarik daun kemudi menggunakan katrol, hingga daun kemudi terangkat;
4. Memasukkan as bawah daun kemudi pada sepatu kemudi;
3.3.3. Propeller
Propeller adalah salah satu komponen yang termasuk dalam sistem penggerak pada kapal. Peran propeller pada sistem penggerak sangat besar, karena akan merubah daya yang dihasilkan engine menjadi gaya dorong (thrust), yang mengakibatkan suatu kapal akan bergerak akibat dorongan tersebut. Dalam pemilihan propeller tidak bisa sembarangan, dikarenakan efisiensi dari propeller itu juga akan berpengaruh pada thrust yang nantinya akan dihasilkan.. Karena fungsinya yang sangat penting maka propeller perlu pengecekan rutin.
Jenis-jenis propeller :
› Fixed Pitch Propeller atau baling-baling dengan daun tetap terbuka.
› Controllable Pitch Propeller atau baling-baling yang daunnya dapat diputar
› Jet Propeller
a. Proses pelepasan propeller
1. Menyiapkan peralatan yang dibutuhkan;
2. Mengaitkan satu katrol pada kupingan depan di kapal; 3. Melepas baut pada bonet;
4. Melepas bonet dengan menggunakan kunci bonet dan palu;
5. Mengaitkan rantai pengikat pada katrol, pada daun propeller dan sepatunya; 6. Memanasi propeller dengan seperangkat alat las agar lubang propeller
mengembang sehingga mudah dilepas dari porosnya;
7. Menarik rantai pada katrol dan mendorong propeller dengan palu, Hingga propeller terlepas dengan sempurna.
b. Proses perbaikan propeller
Propeller merupakan alat pemberi thrust dorongan dan sangat penting keberadaanya. Kerusakan yang biasa terjadi pada daun propeller retak dan bengkok, hal ini dikarenakan pada saat berlayar daun propeller terkena benda keras atau sesuatu di dalam laut.Proses perbaikan daun propeller adalah sebagai berikut :
a) Proses awal
1. Propeller dilepas dan dipisahkan dari porosnya;
2. Propeller yang sudah terpisahkan dari porosnya akan diangkat menggunakan crane menuju ke bengkel untuk dilakukan perbaikan. b) Proses reparasi pada propeller
2. Propeller dibersihkan tahap kedua dari kotoran dengan menggunakan grinda/ polesher
3. Setelah itu propeller dipoles
4. Lalu dicek apakah ada keretakan/ patahan atau tidak, Bila terdapat keretakan maka propeller harus di las dan diperbaiki.
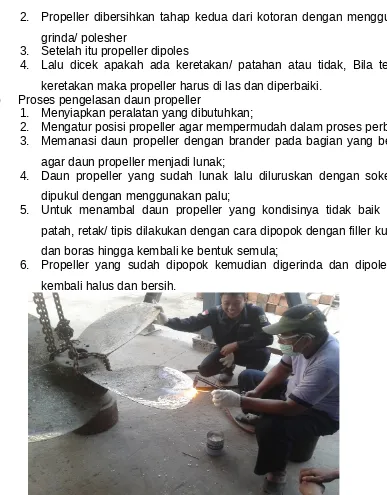
c) Proses pengelasan daun propeller
1. Menyiapkan peralatan yang dibutuhkan;
2. Mengatur posisi propeller agar mempermudah dalam proses perbaikan; 3. Memanasi daun propeller dengan brander pada bagian yang bengkok
agar daun propeller menjadi lunak;
4. Daun propeller yang sudah lunak lalu diluruskan dengan soket atau dipukul dengan menggunakan palu;
5. Untuk menambal daun propeller yang kondisinya tidak baik seperti patah, retak/ tipis dilakukan dengan cara dipopok dengan filler kuningan dan boras hingga kembali ke bentuk semula;
6. Propeller yang sudah dipopok kemudian digerinda dan dipoles agar kembali halus dan bersih.
Gambar 3.3.3. Pemopokan daun propeller dengan filler kuningan
c. Proses balancing daun propeller konventional
Dalam serangkaian proses perbaikan propeller ada proses yang harus dilakukan yakni balancing propeller. Balancing propeller merupakan proses yang penting dilakukan agar setiap daun terlihat seimbang sehingga tidak menyebabkan torsi yang berlebihan apabila kondisi daun tidak seimbang.
1. Propeller diikat dan diangkat dngan menggunakan rantai yang terpasang pada katrol;
2. Poros balancing dimasukkan ke dalam hub propeller; 3. Memasang penyangga pada kedua sisi poros;
4. Memasang mur pada kedua sisi sebagai pengunci agar propeller dan penyangga tidak terlepas;
5. Memasang poros dan propellernya pada dudukannya; 6. Memberi pelumas agar putarannya lancar;
7. Mmberi nomor pada masing-masing propeller untuk memberi tanda misal: 1,2,3,4:
8. Memposisikan propeller pada posisi silang;
9. Kemudian diamati daun propeller yang satu balance/ tidak dengan daun propeller diseberangnya. Jika tidak balance maka salah satu akan lebih condong kebawah atau bergerak;
10. Jika propeller tidak seimbang maka daun propeller yang lebih berat harus di gerinda untuk mengurangi massa/ daun yang lebih ringan dipopok hingga beratnya sama;
11. Kemudian dilakukan balancing lagi hingga propeller balance.
Gambar 3.3.4. Proses balancing Propeller Konvensional
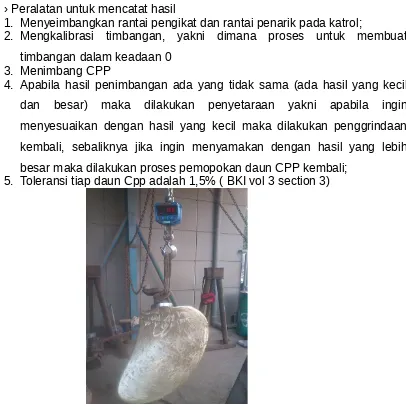
b) Proses balancing/ penimbangan daun CPP
Untuk tipe propeller CPP setelah setiap daun propeller dilakukan perbaikan kemudian ditimbang, agar diketahui sama tidaknya berat dari daun CPP. Prosesnya sebagai berikut:
› Peralatan untuk mencatat hasil
1. Menyeimbangkan rantai pengikat dan rantai penarik pada katrol;
2. Mengkalibrasi timbangan, yakni dimana proses untuk membuat timbangan dalam keadaan 0
3. Menimbang CPP
4. Apabila hasil penimbangan ada yang tidak sama (ada hasil yang kecil dan besar) maka dilakukan penyetaraan yakni apabila ingin menyesuaikan dengan hasil yang kecil maka dilakukan penggrindaan kembali, sebaliknya jika ingin menyamakan dengan hasil yang lebih besar maka dilakukan proses pemopokan daun CPP kembali;
5. Toleransi tiap daun Cpp adalah 1,5% ( BKI vol 3 section 3)
Gambar 3.3.5. Proses balancing/penimbangan dan propeller CPP
d. Proses pemasangan kembali daun propeller CPP
1. Membersihkan propeller dari kotoran yang masih tersisa;
2. Propeller dikaitkan dengan tali baja yang ujungnya diikat dengan rantai 3. Tali baja harus dipasangkan dengan kuat
4. Rantai ditarik sehingga propeller secara perlahan naik 5. Sepatu propeller diletakkan pada bantalan propeller
6. Kemudian propeller ditempatkan pada bantalannya dan dimasukkan pada sepatunya
Gambar 3.3.6. Pemasangan kembali daun propeller CPP
3.3.4. Poros
Poros adalah suatu bagian dalam kontruksi yang digunakan untuk meneruskan daya. Dalam sistem perkapalan, poros digunakan untuk meneruskan daya yang dihasilkan oleh main engine menuju propeller. Suatu poros harus dirancang dan diperhitungkan dengan teliti, agar poros yang dibuat nanti dapat mentransfer daya dengan baik dan tidak mengalami banyak losses. Yang perlu diketahui adalah bahwa kedudukan poros propeller dengan mesin induk adalah harus segaris atau dengan kata lain harus dalam satu garis sumbu. Jika kelurusan garis atau sumbu poros dan mesin induk belum tercapai maka perlu dibuat tambahan dudukan untuk mesin atau mengurangi tinggi dengan jalan mengurangi tebal bantalan, asalkan tebal bantalan masih dalam batas yang memenuhi kriteria tebal minimum suatu bantalan.
Bantalan juga digunakan untuk mengurangi terjadinya getaran pada poros yang mengakibatkan berkurangnya efektifitas poros propeller juga untuk menghindari terjadinya deformasi pada poros propeller.Pada umumnya, poros terdiri dari bagian-bagian berikut:
Ketiga poros ini saling dihubungkan oleh flange couplings (sambungan flens).
a. Proses pelepasan poros
1. Menyiapakan peralatan yang dibutuhkan; 2. Membersihkan poros propeller;
3. Mengaitkan satu katrol pada kupingan depan di kapal;
4. Mengaitkan rantai pengikat pada katrol , pada poros propeller;
5. Menarik rantai pada katrol dan mendorong poros dengan palu, dengan demikian poros terlepas dengan sempurna.
b. Magnetic Particle test pada poros CPP
Uji magnetic particle digunakan untuk mendeteksi keretakan pada permukaan biasanya untuk mendeteksi keretakan yang tidak terlihat. Teknik ini banyak digunakan akan tetapi hanya pada bagian yang besifat ferromagnetic.
a) Alat dan bahan:
1. Cleaner, WCP( white contrast paint) dan MP INK 7HF 2. Yoke dan kabel
3. Senter 4. Sikat baja 5. Kain/ majun b) Prosedur pengujian
1. Membersihkan kotoran-kotoran yang ada di permukaan seperti korosi, oli dll dengan menggunakan kain/ majun
2. Untuk finishing pembersihan disemprot dengan spotcheck tunggu sampai permukannya kering;
3. Kemudian permukaan benda disemprot cairan WCP secara merata hingga bagian poros yang ingin diuji berwarna putih secara keseluruhan; 4. Magnetisasi: yoke dinyalakan dan ditempelkan ke bagian poros yang di
uji sembari di semprot dengan cairan MP INK 7HF
5. Kemudian diamati apakah ada indikasi keretakan/tidak. Apabila ada keretakan cairan akan mengumpul pada titik keretakan tersebut yang biasanya berbentuk seperti serabut-serabut;
Gambar 3.3.7. Magnetic Particel Test
c. Pemasangan Kembali Poros Propeller CPP
Di dalam tipe poros CPP terdapat poros bagian luar dan poros bagian dalam. Dalam pemasangan kembali poros propeller, poros luar dipasang terlebih dahulu .Setelah itu baru poros dalam dipasang. Cara pemasangan kurang lebih sama yaitu sebagai berikut:
1. Membersihkan poros dari kotoran yang masih tersisa 2. Mengikat poros dengan rantai pengikat pada 3 bagian;
3. Rantai penarik pada katrol sedikit demi sedikit ditarik sehingga poros secara perlahan naik;
3.3.5. Valve
Valves atau katup ialah sebuah perangkat yang digunakan untuk mengatur, mengarahkan dan mengontrol aliran fluida.
Berdasarkan fungsinya katup dibedakan menjadi 3 fungsi utama yaitu : 1. Stop Valve
2. Regulating Valve 3. Safety Valve
Jenis – Jenis Katup (Valve)
Valve (Katup)adalah sebuah perangkat yang mengatur, mengarahkan atau mengontrol aliran dari suatu cairan (gas, cairan, padatan terfluidisasi) dengan membuka, menutup, atau menutup sebagian dari jalan alirannya.Macam – macam Valve (katup) yang sering digunakan adalah sebagai berikut :
1. Stop Valve
Adalah katup yang biasa digunakan kebanyakan, ada yang seperti katup bola, ada yang seperti ‘angle’, katup ini adalah katup yang sangat bisa menutup dengan rapat. Contohnya adalah gate valve, global valve, ball valve, dan butterfly valve.
Gambar 3.3.9. Stop Valve
2. Regulating valve
tekanan aliran dalam system, contohnya adalah ; non return valve, pressure – reducing valve, dan three way valve.
Gambar 3.3.10. Three way valve
3. Safety Valve
Safety valve adalah katup yang mengatur tekanan demi keamanan dan performa dari system untuk mencegah over pressure dan back pressure yang diaplikasikan pada system bahan bakar, contohnya seperti relief valve, dan back pressure valve.
Gambar 3.3.11. Safety valve
› Untuk Proses repair valve adalah sebagai berikut:
1. Melepaskan valve dari tempatnya
2. Membakar valve menggunakan brander agar kotoran-kotoran pada valve yang sulit dihilangkan dapat mengelupas
5. Mengganti remes packing , mur baut
6. Di skur valvenya untuk melihat kondisinya masih baik/ tidak;
7. Untuk bagian As dilepas dan direndam dilarutan air keras ( Hcl). Setelah itu dibilas dengan air tawar;
8. Proses selanjutnya dilakukan pengecatan pada rumah valve; 9. Kemudian setelah semua proses selesai merakit kembali valve 10. Lalu valve dipasang kembali ke tempat semula
3.3.6. Pengecatan Badan Kapal
Peralatan yang digunakan untuk pengecatan pada kapal bermacam-macam seprti roller, kuas dll. Pengecatan disesuaikan dengan tingkat daerah kesulitan pengecatan. Jenis cat yang digunakan adalah cat dasar, cat AC (anti corrosive/ anti karat) dan cat AF (anti fouling/anti binatang atau tumbuhan laut). Pengecatan dilakukan setelah badan kapal kapal selesai di blasting. Sebelum dicat, badan kapal harus benar-benar bersih dari debu/ sejenisnya untuk pengecatan bagian bottom urutannya yaitu:
1. Pembersihan dari binatang laut dengan cara di scrub; 2. Dicuci dengan air tawar untuk mengurangi kadar garam;
3. Kemudian dilakukan blasting, langkah selanjutnya adalah pengecatan pada badan kapal dengan cat primer/ dasar
4. Setelah itu dicat dengan menggunakan sealer biasa disebut lapisan Ac lapis kedua, sealer merupakan cat antara dimana fungsinya untuk melekatkan antara cat dasar dengan cat AF karena cat dasar dengan cat AF memiliki komposisi yang berbeda;
5. Kemudian di cat dengan AF ( anti foulling) lapis pertama;
6. Langkah terakhir adalah pemberian AF (anti foulling) lapis kedua. Pemberian anti fouling ini bertujuan untuk mengurangi binatang laut pada badan kapal 7. Untuk ketebalan cat AC disesuaikan dengan ketebalan yang diinginkan.
3.3.7. Proses perawatan rantai kapal
Gambar 3.3.12 Perawatan rantai kapal
BAB IV
PENUTUP
3.1. Kesimpulan
Dari uraian yang telah disampaikan dalam laporan ini, dapat ditarik beberapa kesimpulan, antara lain :
1. Maka dapat disimpulkan bahwa proses pembuatan kapal baru akan berjalan lancar apabila pekerjaan dari masing-masing bengkel selesai tepat waktu. Adapun antar bengkel harus bekerja sama khususnya saat proses instalasi di dalam kapal. Semua itu dapat tercapai dengan dukungan manajemen
2. Pada proses repair hal yang sering dilakukan adalah perawatan peralatan di bawah air karena peralatan di bawah air merupakan komponen yang penting bagi kapal. Peralatan yang sering dilakukan perawatan seperti: propeller, daun kemudi dan poros. Semua peralatan tersebut perlu dilakukan perawatan karena peralatan tersebut sangat vital bagi gerak maupun manuver kapal di dalam air. 3. Pada PT. Ben Santosa kurang memperhatikan proses keselamatan para
3.2. Saran
1. Masing-masing bengkel hendaknya lebih efisien dalam mengatur rencana pekerjaan dan waktu jatuh tempo pekerjaan harus selesai. Di lapangan pernah dijumpai tenaga kerja yang menganggur
2. Diharapkan PT. Ben Santosa menghimbau agar para pekerja untuk mengindahkan keselamatan kerja agar meminimalisir kecelakaan kerja. Selain itu juga perlu mengindahkan kesehatan kerja karena kesehatan pekerja sangat rentan pada kondisi dock yang penuh dengan gas pada pengelasan yang tentunya sangat membahayakan paru-paru pekerja sehingga himbauan penggunakan masker perlu dilakukan.
DAFTAR PUSTAKA
1. http://eryhartoyo.wordpress.com/2012/08/14/jenis-jenis-valve/ 2. http://bendock.co.id/statis-sejarahperusahaan-21.html
3. http://bendock.co.id/statis-visidanmisi-22.html
4. http://navale-engineering.blogspot.com/2012/02/v-behavioururldefaultvmlo.html? m=1