TEKNIK,
VolumeIX,
No.1,
April
2010,
7-19Pengaruh
Waktu
Penahanan
Proses
Pengerasan
Permukaan
Cyaniding
Terhadap
Laju
Difusi
Nitrogen Terhadap
Struktur
Dan
Sifat
Mekanik
Baja
Perkakas
Assab
Xw-42
Abrianto Akuan
Dosen Jurusan Teknik
Metalurgi
Fakultas Teknik - Universitas Jenderal Achmad Yani
Abstrak. Salah satu metoda pengerasan
permukaan
dengan
jalan
merubahkomposisi
kimia
yaitu dengan
prosesCyaniding.
Atom N(Nitrogen) diperoleh
dari hasil reaksigaram
KFe(CN),
dengan
oksigen/udara
dengan
aktivatorNa,CO,.
Atom N akanberdifusi masuk kedalam
permukaan
sehingga
pada
permukaan
akandiperoleh
lapisan
white kerasFe,N
danFe,N
yangsifatnya
keras. Prosescyaniding
ini dilakukandengan
memvariasikan waktuyaitu
3,
9 dan 21jam dengan
temperatur
580 °C. Darihasil
penelitian
inilapisan
yang terbentukpada
proses 3jam yaitu
dengan
rata rata40,870
um , untuk proses 9jam
lapisan
yang terbentuk rata-rata 58 um dan proses 21jam lapisan
yang terbentuk rata-rata61,109
pm.Sedangkan
kekerasan yangdihasilkan akibat
terbentuknya
lapisan
nitrida besi:Fe,N
adalah untuk proses 3jam
771,61 Hv,
proses 9jam
763,
13Hv dan 21jam
760,27
Hv.I Pendahuluan
Baja
perkakas merupakan jenis
material yangbanyak dipergunakan
dalam industri karenamemiliki
harga
kekerasan dan ketahanan aus yangtinggi.
Baja perkakas
biasadipergunakan
sebagai
alatpemotong
(cutting),
alatpembentuk (forming),
dansebagai
cetakan(die ).
Proses
perlakuan
yangditerapkan
untukmengubah
sifatlogam
dikenaldengan
prosesperlakuan
panas(heat treatment).
Sedangkan
prosesperlakuan
yangditerapkan
untukmengubah
sifat/karakteristiklogam
pada permukaan
disebut prosesperlakuan permukaan
(surface
treatment),
proses pengerasan ini dilakukanhanya
pada permukaannya
saja
sedangkan
dibagian
dalamnya
tetap
ulet. Proses pengerasanpermukaan dapat dikelompokkan
dalam dua cara:1. Proses yang dilakukan
tanpa
merubahkomposisi
kimia,
contohflame
hardening,
induction
hardening,
laserhardening
dan lain-lain.2. Proses yang dilakukan
dengan
merubahkomposisi
kimia,
contohcarburizing,
nitriding, nitrocarburizing,
carbonitriding dan lain-lain yangbiasanya
disebut prosescyaniding.
Pada proses
cyaniding
bendakerja
dipanaskan pada
rentang
temperatur
500°-590°C®
dalamlingkungan
yangmengandung
nitrogen sehingga pada
permukaan
akan terbentuk suatulapisan
yang bersifat keras yang disebutcompound
layer
jenis
nitrida besi.Material yang
digunakan
dalampenelitian
ini adalahbaja perkakas
ASSAB XW-42dengan
tujuan
penelitian
adalah untukmengetahui pengaruh
variasi waktu prosescyaniding terhadap
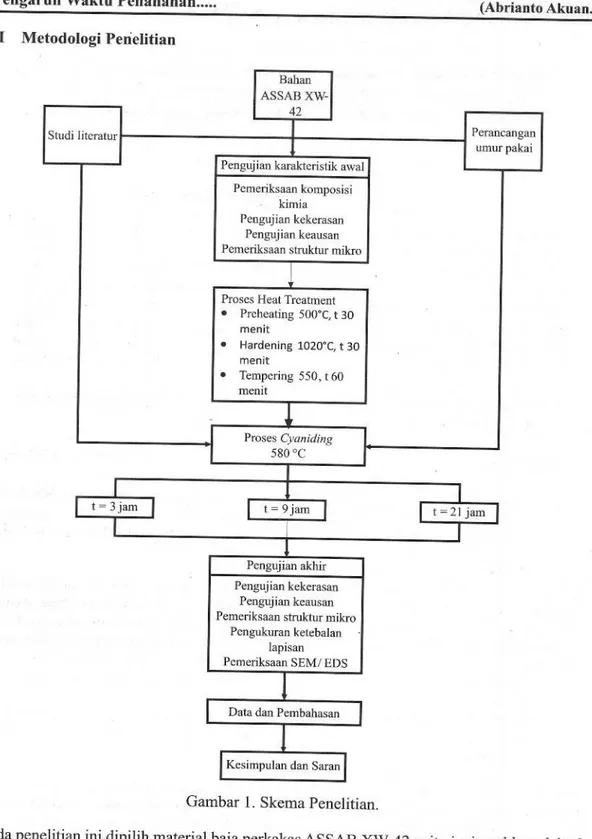
II
Metodologi
Penelitian Bahan ASSAB XW-42 -Perancangan Studi literatur | umur pakaiPengujian karakteristik awal
Pemeriksaan komposisi
kimia
Pengujian kekerasan
Pengujian keausan
Pemeriksaan struktur mikro
Proses Heat Treatment
e Preheating 500°C,
t
30 menit e@ Hardening 1020°C, t 30 menit e Tempering 550, t60 menit Proses Cyaniding 580 °C t=9jam Pengujian akhir Pengujian kekerasan Pengujian keausanPemeriksaan struktur mikro
Pengukuran ketebalan
lapisan
Pemeriksaan SEM/ EDS
|
Data
danPembahasan
|
y
Kesimpulan dan Saran
Gambar 1. Skema Penelitian.
Pada
penelitian
inidipilih
materialbaja perkakas
ASSAB XW-42yaitu jenis
cold workhigh
carbon
high
chromium,
dengan komposisi
kimia1,55%
C,
0.80%Mo,
11.80%Cr,
0.30%Mn,
0.30%
Si,
0.80% V dansisanya
%Fe. Bentuk dan ukuran rata-rata setelahdipotong
38 x 21 xJURNAL
TEKNIK,
Volume[X,
No.1,
April
2010,
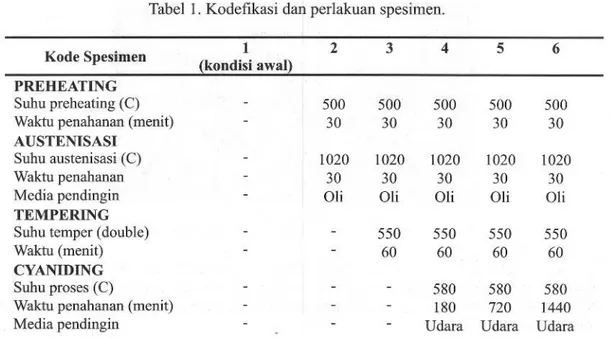
7-19Tabel 1. Kodefikasi dan
perlakuan spesimen.
1 2 3 4 > 6 Kode
Spesimen
(kondisi
awal)
PREHEATING Suhupreheating
(C)
-500 500 500 500 500Waktu
penahanan (menit)
‘30 30 30 30 30 AUSTENISASI Suhu austenisasi
(C)
-1020 1020 10208
1020 =§=1020 Waktupenahanan
" 30 30 30 30 30Media
pendingin
Oli
Oli Oli Oli OliTEMPERING
Suhu temper
(double)
--550 550 550 550 Waktu
(menit)
- 7 60 60 60 60 CYANIDING Suhu proses(C)
- 3 : 580 580 580Waktu
penahanan
(menit)
--180
720 1440Media
pendingin
- --Udara Udara Udara
Bahan,
peralatan
dan proses yangdigunakan
dalam prosescyaniding
iniadalah
sebagai
berikut:
e Bahan
(sesuai
EPA(Environmental
ProtectionAgency) Development September
1992 untukMetal
Casting
and Heat TreatingIndustry):
1. Garam sodium 60-70%
(berat)
keseluruhan campuran yang terdiri dari 96.5%
NaCN,
2.5%Na2CO3,
dan 0.5% NaCNO.2. Garam
potassium*30-40% (berat)
total keseluruhan campuran yang terdiri dari96% KCN. 0.6%
K2CO3,
0.75% KCNO dan 0.5% KCI.Berkenaan
dengan sulitnya
bahan yangdigunakan
dalam proses iniyaitu
garam sianide(potassium Cyanide/
KCN)
dan garam sianate(potassium cyanate/ KCNO)
makasebagai
penggantinya digunakan
RBM(KFe(CN),/Racun
Besi Merah(RBM)
ataujuga
KaliumFerry
Cyanide.
Berkaitandengan digantinya
bahan yangdigunakan
makapersentase
bahan yangdigunakan
juga
berubahpula yaitu:
80%RBM,
10%K,CO,,
5%KCl,
dan 5%Na,CO,.
¢ Peralatan
1.
Wadah,
bahan stainlesssteel,
volume 1.5kg.
2.Tungku
pemanas berbahan bakar arang.3. Blower udara.
4.
Thermocouple.
¢ Proses
Langkah
pertama adalahpenimbangan
bahan-bahan tersebut yang kemudian dimasukkankedalam satu wadah terus aduk rata,
pada
saat yang sama bendakerja
yang sudah dibersihkanmasing-masing
diikatdengan
seutas kawatbaja
kemudian semuanyadibenamkan
dalamcampuran garam tersebut. Setelah itu dimasukkan kedalam
tungku
dan isitungku
denganj
arang.
Langkah
kedua adalah proses pemanasan, dimana campuran garam yang berisibenda
kerja
dipanaskan sampai
temperature
580° C dan suhutungku dipertahankan
tetap
konstan selamaGambar 2. Proses
Cyaniding
pada tungku
arang.Langkah
terakhir adalah prosespengangkatan
dimana bendakerja
masing-masing
dikeluarkan dari dalam
tungku
sesuaidengan
waktu yangdiinginkan
dan dibiarkandingin
diudara terbuka. Setelah itu dibersihkan
dengan
air biasa untukmenghilangkan
sisa-sisa garamyang
menempel.
III Data dan Pembahasan
3.1
Komposisi
kimiaPerbandingan
komposisi
kimia antara ASSAB XW-42dengan
AISI
D2dapat
dilihatpada
Tabel.2
berikut ini.Tabel 2.
Perbandingan komposisi
kimia.Material Komposisi
Kimia,
%C Cr Mo V Mn Si
Ni
FeASSAB XW-42 1.55 11.80 |
0.80 0.80
|
0.30|
0.30|
- Sisa1.40-
|
11.00-|
0.70-|
1.10|
0.60|
0.60|
0.30 .STANDARAISTD2
|
169|
13.00|
1.20|
max|
max|
max|
max|
S!84
3.2
Perhitungan
Laju Pendinginan
Perhitungan
laju
kecepatan
pemanasan danpendinginan
dari prosesperlakuan
panas,didapatkan
dari
hasilperhitungan
teoritisyaitu dengan
menggunakan
persamaan pemanasan danpendinginan
Newtonyaitu sebagai
berikut:pCpV, tk
—-Ts
hc A
Tx
—
Ts
Waktupendinginan (h)
p = Massajenis
(Ib/ft’)
Vv
= Volume(ft’)
Cp
= Panasjenis
(Btu/lb.°F)
he = Koefisienperpindahan
panas(Btu/
h.ft
°F)
A = Luas
(ft’)
Tx =
JURNAL
TEKNIK,
VolumeIX,
No.1,
April
2010,
7-19
Tc |=
Temperatur
pada
inti benda(°F)
Ts
Temperatur permukaan
benda(°F)
berdasarkan data
referensi”:
p = 480lb/ft’
Cp
=0,15 Btu/lb.F He = 100Btu/h.ft.
°F(media oli)
Vs =(10773,84)mm’
= 0,00038ft
A =(3208.48)mm’
= 0,03453ft”
Grafik LajuPendinginan
420880 HED be. 6080
temperatoe
°C} AOD 208.0 O8 O00 D018 020 0.0390 a.0a0 0.080 wakajenenitGambar 3. Grafik
hubungan
temperatur
terhadap
waktupendinginan.
Dari hasil
laju
pendinginan
yangdidapatkan,
kemudian diplot
kedalamdiagram
CCT untukmemprediksi
fasa yang terbentuk setelah proseshardening, seperti
terlihatpada
Gambar dibawah ini.1
Time
Gambar 4.
Diagram
CCT(Continuous
Cooling Transformation)
Temperinggraph
Hardness HRC Retained austenite % 65 60 56 50 45 40 Retained 35 1870°F(1020°C) 40 30 8 100 200 300 400 S00 600 700°C 200 «400 «©6600800 1000 1200 °F Temperingtemperature
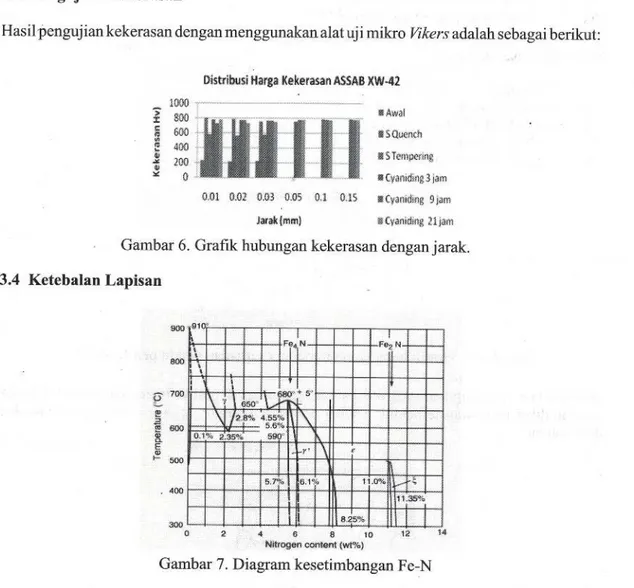
3.3,
Pengujian
KekerasanHasilpengujian
kekerasandengan menggunakan
alatuji
mikro Vikers adalahsebagai
berikut:Distribusi
Harga
Kekerasan ASSABXW-421000 wheal 2 300
-&
600 -~. mSQuench & 400 ;£
200 @STempering x 0 @ Cyaniding3jam 0.01 0.02 0.03 0.05 01 0.15 mCyaniding9jam Jarak(mm) @Cyaniding2ijamGambar 6. Grafik
hubungan
kekerasandengan
jarak.
3.4 Ketebalan
Lapisan
900 BOO 760 600Temperature
("C)
500 . 400 300 8 10 12 14 6 Nitrogen content (wt%)Gambar 7.
Diagram kesetimbangan
Fe-N
0 2 4
Dibawah ini
adalah
hasil ketebalanlapisan
yangdiperoleh
dari prosescyaniding
selama3,
9dan
21jam.
Lapisanyang terbentuk
he
Ketebalan
Lapisan
(pm)
essséesseas
eat cae cd aeH3jam
=
31.465 43.5834655938371
m9jam 55516 = 65.953. 6466. «52.155. $1.75
M2ljom 66718 65842 54499 64041 54.489
JURNAL
TEKNIK,
VolumeIX,
No.1,
April
2010,
7-193.5
Distribusi
Konsentrasi UnsurNitrogen
Perhitungan
konsentrasinitrogen
daripermukaan
kedalamspesimen pada
waktu t tertentu,didapatkan
dari hasilperhitungan
teoritisyaitu
dengan
menggunakan
persamaan hukumFick's If dan hukum
Arrhenius
sebagai
berikut:dC,
d(DdC,)
‘dt
dx
, axDari hukum Fick's IJ diatas
diperoleh
persamaan: Cx-Co_ 7
|
xCs —Co
2,/
DtC,
=konsentrasinitrogen
yang akan didifusikan kepermukaan
(%)
C,
=konsentrasi awalnitrogen
didalambaja
(%)
C. =konsentrasi
nitrogen sejauh
x daripermukaan
pada
waktu t(%)
x
=Jarak
daripermukaan
(cm)
D =koefisien difusi
(cm’/
detik)
t = waktu
(detik)
Hukum Arrhenius untuk
menghitung
laju
difusinya:
—
_
2
D =
Dyexp
(
?
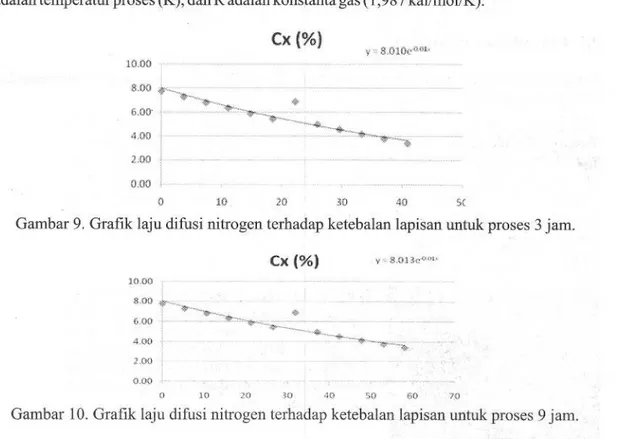
Do adalah factor frekuensi/difusivitas
(cm?/detik), Q
adalahenergi
aktivasi(kal/mol),
Tadalah
temperatur
proses(K),
dan R adalah konstanta gas(1,987 kal/mol/K).
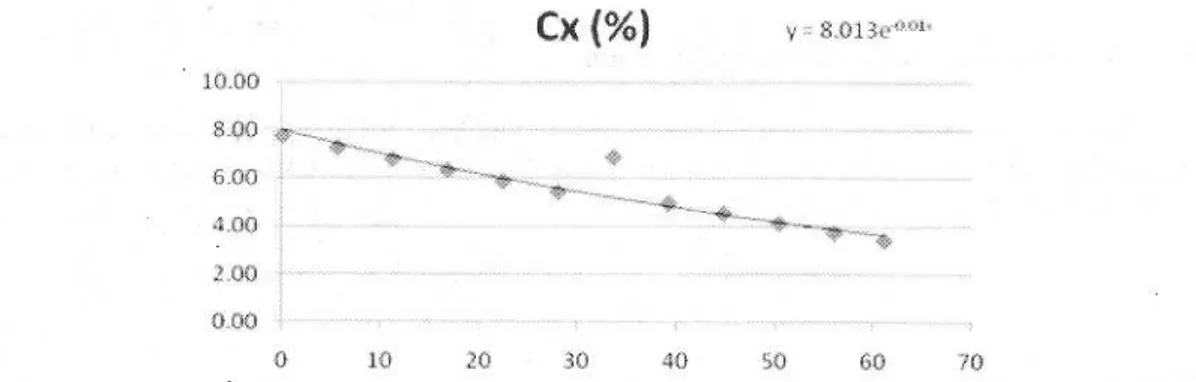
Cx
(%)
: Y= B.010e0% 10.00 $00 gx: Biri, * 6.00 > ga o ime
ioa
; > 2.00 O00 0 10 20 aso
.Gambar 9. Grafik
laju
difusinitrogen terhadap
ketebalanlapisan
untuk proses 3jam.
Cx
(%)
y= 8.01300 10.00 B.00 geen:
ie 6.00 ga 4.00 gg oe 2.00 O.00 0 10 20 30) 4Q SO it} #0Cx
(%)
y= 8.013e0% 10.008.00=
= 6.00Spc
, i ee4.00
ao 2.00 0.00 0 10 20 30 40 50 60 70Gambar 11. Grafik
laju
difusinitrogen terhadap
ketebalanlapisan
untuk proses 21jam.
3.6
Pengujian
AusDari hasil
pengujian
keasuasandidapat
datasebagai
berikut:Harga
Keausan 0.05 =&
0.04 o = 0.03&
0.02 2we
.
ae a * * .Awal Hardening Tempernng Siar Sjam 2ijam
“m30menit 0.039
0.011
0.019
0 0 0Gambar 12. Grafik
hubungan %kehilangan
beratterhadap
waktu.3.7 Pemeriksaan
Metalografi
Pemeriksaan struktur mikro
(etsa:
Nital 3%) pada
kondisiawal,
hasil proseshardening
danhasil proses
cyaniding.
Gambar 13.
Baja perkakas
ASSAB XW-42kondisi awal
(hasil
annealed).
Struktur terdiri dari
partikel
karbida yangsangat
banyak
tersebar danpartikel
karbida
spheroidal
yang sedikit dalam matrikspearlite
dan ferrite.Gambar 14.
Baja perkakas
ASSAB XW-42kondisi
hardening,
dipanaskan
1020°C dan
didinginkan
dengan
oli(tidak
ditemper).
Paduan karbida yangsangat
banyak
danpartikel
karbidaspheroidal
yangsedikit dalam butir didalam matriks martensit
JURNAL
TEKNIK,
VolumeIX,
No.1,
April
2010,
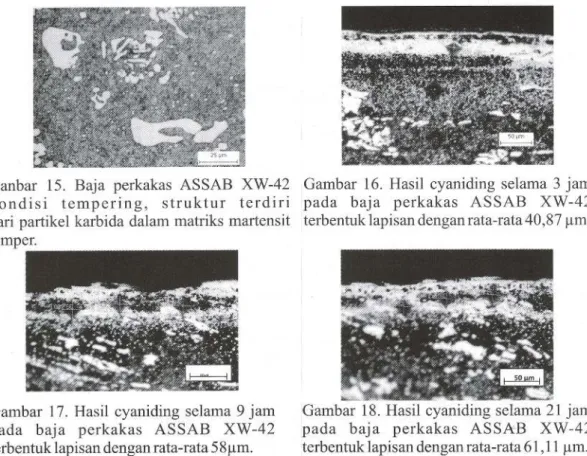
7-19Ganbar 15.
Baja
perkakas
ASSAB XW-42 Gambar 16. Hasilcyaniding
selama 3jam
kondisi
tempering,
struktur terdiripada
baja
perkakas
ASSAB XW-42dari
partikel
karbida dalam matriks martensit terbentuklapisan dengan
rata-rata40,87
um.temper.
Gambar 17. Hasil
cyaniding
selama 9jam
§Gambar 18. Hasilcyaniding
selama
21
jam
pada
baja
perkakas
ASSAB XW-42_pada
baja
perkakas
ASSAB XW-42terbentuk
lapisan dengan
rata-rata58m.
terbentuklapisan dengan
rata-rata61,11
um.3.8 Prediksi Jumlah
Keping (Blank)
Pada ProsesBlanking
Untuk Bakalan dalamPembuatan
Tabung
Gas 3Kg.
Table 1 Wear coefficients for various combinations of materials under
conditions of
dry
sliding(a)
Wear Hardness of
Slidingcomibvinatinn ee
ermmrny coefficient, softer meriber.,
Cylinder material Ringmaterial k 10°picm*
Low-carbon steel Low-carbon steel 0000 ee ce oe PAR OE 18.6
60-40 brass Hardened stee] oo Be ee 6.0™10-* 94
PTFE Hardened steed]0 es 2.4“ 107% o.4
Bakelite Hardened stec]... .. . ... Chadds 68aS wae AOR ME 2.5
Berylliumcopper - Hardened steel... gaacls caneaaks cadet RAG? 71.0
Toolsteel Hardenedsteel. eee ee es DRE $5.0
Stellite Hardenedeel... ee SOD 69.0
Tungsten carbide Low-carbon steed] .. 0. ee es AO DO 18.6
Tungsten carbide Tungstencarbide 0000 eee eee 1.x 197° 130.0
fa}Wear coefficients given are for the end of4cylinder sliding againstthe Matsurface ofa mingat 18 mvs (6 fs) under a400g load.
Prediksi
perbandingan jumlah keping
(blank)
bahanbaja
karbon rendah dari yang diperoleh
dari
perkakas
sebelum dan sesudah dilakukan proses pengerasanpermukaan
cyaniding.
Volume yang
hilang
akibat keausan dariperkakas
pada
saat prosesblanking
adalah:h
h2
Diameter Blank: D =
Ja
+ 4.(hj
+d.
hy)
= J26,43?
+ 4.(3?
+26,43x5)
=35,54
em =355.4
mmFr
=A.6,
=6.D.h.6,
=3,14
%3554%3
«0,7
x37=86713,75
kg
P,
=1,3xF;
=1,3
x86713,75
=112727,88
kg
Volume yang
hilang
akibat keausandari perkakas pada setiap
kali prosesblanking:
_kSL
of1,3x107*x3x112727,88
v= =0,077
mm571,2
1,3x107*x3%112727,88
r= =0,057
mm 771,61Volume
perkakas
hinses
lapisan
kerasmengalami
keausan:Vo
= A.liapisan
= 1d. A.tigpisan
=3,14%264,3x3x0,041
=102,09
mmPerbandingan kemampuan baja
perkakas
ASSAB XW-42 antara sebelum dan sesudahcyaniding:
102,09
sebelum
cyaniding
= = 1326 bahan 0,077102,09
setelah
cyaniding
= = 1792 bahan 0,0573.9 Pembahasan
Baja perkakas
ASSAB XW-42merupakan
baja
paduan
tinggi,
hal ini terlihat darijumlah
unsur
pemadunya
> 8% dantergolong
kedalam standar AISI D2.Baja perkakas
inidigunakan
untuk
keperluan
cetakan(dies
for molding)
seperti
cetakankeramik,
cetakan untuk membuatbatu bata
(bricks),
rodagerinda, tablets,
cetakan untuk abrasiveplastic
dansebagai
perkakas
JURNAL
TEKNIK,
VolumeIX,
No.1,
April
2010,
7-19Sebelum proses
cyaniding
dilakukan,
dilakukan proses heat treatment(preheating,
hardening, tempering)
terlebih dahulu.Preheating
yang dilakukanpada
temperatur
500 °Cselama 30 menit
bertujuan
untukmengurangi
distorsi retak akibat tidakhomogennya
temperatur
dibagian
dalam dandibagian permukaan
danbiasanya
untukbaja perkakas
dilakukan
pada
rentang
temperatur
500-600 °C karenakonduktivitasnya
rendah akibat daribanyaknya
unsurpaduan
yangterdapat pada baja perkakas
tersebut/karbida yang adamenghalangi
transfer panassehingga
temperatur
yangdigunakan cukup
tinggi”.
Kemudiantemperatur
dinaikkansampai
1020 °C selama 30 menit.Pada proses
hardening
ini,
terjadi peningkatan
kekerasanpada
Gambar 6 untukharga
kekerasan hasil
hardening
didapat
harga
kekerasandengan
rata-rata sebesar745,5
HVsedangkan
sebelum dihardening
rata-ratanya
sebesar225,4
HV. Kenaikan nilai kekerasantersebut diakibatkan oleh
adanya
perubahan
struktur mikro yang berubahmenjadi
martensite.
Juga
diakibatkan olehadanya
unsur-unsurpaduan pembentuk
karbida selainunsur karbon.
Seperti
Molibdenum akan membentuk senyawa karbida(Mo,C),
krom(Cr)
akan membentuk senyawa karbida
(Cr,,C,)
dan Vanadium(V)
akan membentuk senyawakarbida yang
sangat
keras(V,C,).
Pembentukan martensit didasaripada
proses pergeseranatom yang melibatkan
penyusutan
dari struktur kristal. Struktur martensitmerupakan
konsekwensi
langsung
daritegangan
disekitar matriks yang timbul akibat mekanisme geserpada
saat transformasi. Transformasi martensit tersebutbiasanya dihubungkan
sebagai
transformasi non thermal
(athermal
transformation).
Dari proses
quenching dapat dihitung laju
pendinginannya
menggunakan
persamaanlaju
pemanasan dan
pendinginan
Newtonsehingga dinyatakan
bahwa untukmendinginkan
spesimen
dengan
ukuran 38x22x15 mm membutuhkan waktupendinginan
selama0,1
menitatau
6
detik. Hasilperhitungan
tersebut kemudian di flot kedalamdiagram
CCT(Gambar
4),
dari
diagram
CCT inidapat diprediksi perubahan
struktur mikro yangterjadi pada
saat prosespendinginan.
Struktur martensit ini
sifatnya
sangat
keras dangetas
sehingga berkemungkinan
terjadi
adanya
retak danadanya perubahan
akibat distorsi. Prosestempering
ini dilakukandengan
cara memanaskan kembali
spesimen
sampai
temperatur
550 °C kemudian ditahan selama 1jam.
Dengan
pemilihan
temperatur
tempering pada
temperatur
550 °Cdiharapkan
kekerasanyang
didapat
setelah prosestempering
sebesar 55 HRC atau 595 Hv(Gambar 5).
Berdasarkan data hasil
pengujian
kekerasan,
makadapat dinyatakan
bahwa prosescyaniding
yang dilakukan
dapat
dikatakanberhasil,
hal ini terlihat dariharga
kekerasan yangmeningkat
setelah proses
cyaniding.
Diantara variasi waktu3,
9 dan 21jam (Gambar 6)
yangpaling
tinggi harga kekerasannya
adalah dari hasil proses selama 3jam
sebesar771,61
Hv. Pada dataketebalan
lapisan (Gambar 7)
menunjukkan adanya lapisan
yang terbentuk namunlapisan
yang terbentuk ini bukanlah
lapisan
white/ayer,
hal inidapat
disebabkan kerena konsentrasinitrogen
(nitrogen
potensial)
dari larutan garam tidakmencapai
konsentrasi untukterbentuknya
whitelayer/Fe,N
(>11%).
Tidaktercapainya lapisan
Fe,N
ini disebabkan karenabanyak
faktordiantaranya
adalahjenis
larutan yangdigunakan.
Jenis larutan yang
digunakan
berpengaruh
terhadap
ketebalan danjenis lapisan
yangterbentuk ini disebabkan
karena
sumbernitrogen sebagian
besar dihasilkan daripemisahan
cyanites
dalam larutan garam dan dari oksidasicyanates.
Reaksi kimia dan sumbernitrogen
4NCO
———»Co2+C0O+2N+2CN
XFe
+
N
———>FexN
2CN
+
Q2
———>2NCO
(Regeneration
of
CN-)
3CQ2
+
regenerator
——>6NCO
+
xH20
Sebagai
mana diketahuinitrogen
berdifusi secara interstisi kedalam material danbergabung
bersama membentuk nitrida
pada baja,
yangartinya
bahwa difusinitrogen
akan semakinbertambah dan membentuk
nitrida”.
Harga
kekerasan darilapisan
difusi ditentukan oleh unsurkimia
pada baja
tersebut sertakomposisi
larutan danpemilihan
temperatur
proses”.
Komposisi
dari senyawalapisan
akanbergantung
sekalipada
komposisi baja
salahsatunya
dipengaruhi
olehkandungan
karbonpada baja
tersebut.Kandungan
karbon akanberpengaruh
sangat
besarterhadap pembentukan
fasaepsilon
nitrida(lapisan
rapuh keras).
Dibawah fasaini,
daerah senyawa akan berisinitrogen,
yang akan berdifusimencapai
a-Fe.Proses difusi
sangat
dipengaruhi
olehtemperatur
dan waktu dimana semakintinggi
temperatur
danlamanya
waktupemanahan,
maka makin teballapisan cyaniding
terbentukkarena
laju
difusi makin besar iniditunjukkan pada
Gambar 8. Secara teoritisdapat
dibuktikan
pula
oleh hasilperhitungan laju
difusinitrogen dengan menggunakan
hukumdifusi kedua Fick dan hukum
Arrhenius,
dari hasilperhitungan dengan
variasi waktu 3jam
didapat
bahwa %nitrogen
yang berdifusi kedalampermukaan
spesimen
lebih baikdibandingkan
dengan
ke-2 proseslainnya (9
dan 21jam)
karena selainterjadi
difusinitrogen,
juga terjadi
reaksi oksidasi. Bila dilihatpada
Gambar16,
17 dan 18 untukmasing-masing
proses
3,
9 dan 21jam
dari hasilperhitungan
tersebut semakin lama waktu yang diberikanmaka semakin dalam difusi
nitrogen
yang masuk kedalampermukan spesimen
danpada
permukaan spesimen
konsentrasinitrogen
lebihtinggi dibandingkan dengan bagian
dalam.Hasil yang
diperoleh
daripengujian
keausan untukspesimen
setelah prosescyaniding
diperoleh
prosentase
kehilangan
berat sebesar0%,
yang relatif lebih rendahdibandingkan
dengan
spesimen
hasil proseshardening yaitu
sebesar0,019
%. Hal inimenunjukkan
bahwaspesimen
hasilcyaniding
ini lebih keraswalaupun lapisan
whitelayer-nya
tidak terbentuk.Berdasarkan data hasil
pemeriksaan metalografi
Gambar13,
14 dan15,
struktur mikro terdiridari
partikel
karbida yangsangat
banyak
tersebardengan
partikel
karbidaspheroidal
yangsedikit dalam matriks
perlit
dan feritdengan
kekerasan225,43
Hv. Struktur mikrosetelah-proses
hardening
adalah martensit danpartikel
karbidaspheroidal
yang sedikit dalam butirdidalam matriks martensit
dengan
kekerasan sebesar745,5
Hv.Setelah dilakukan proses
tempering,
struktur mikro terdiri daripartikel
karbida dalam matriksmartensit temper
Dengan
kekerasan sebesar571,2 Hv,
karenadengan
memanaskan kembalistruktur hasil proses
hardening
maka martensit akan bertransformasisehingga
keuletan danJURNAL
TEKNIK,
VolumeIX,
No.1, April
2010,
7-19IV
Kesimpulan
dan SaranDari hasil
penelitian
danpembahasan
yang telahdilakukan,
makadapat
ditarikkesimpulan
sebagai
berikut:1. Dari hasil proses
cyaniding
kekerasan yangdidapat
adalah untuk proses 3jam
771,6167 Hv,
proses 9jam
763,
13Hv dan 21jam
760,27
Hv.2. Semakin
tinggi
temperatur
cyaniding
danlamanya
waktupenahanan,
maka makintebal
lapisan
yang terbentuk karenalaju
difusi makin-besar. Ketebalanlapisan
yangterbentuk bervariasi
yaitu
untuk proses 3jam
lapisan
yang terbentuk rata rata40,870
um , untuk proses 9
jam
ketebalanlapisan
yang terbentuk rata-rata 58 um dan proses21
jam lapisan
yang terbentuk rata-rata61,109
pm.Untuk
mendapatkan
hasil yang maksimal daripenelitian
ini,
makadapat
disarankansebagai
berikut:
1. Untuk
mendapatkan
ketebalanlapisan
nitrida yanghomogen
yangperlu
diperhatikan menjaga
temperatur
tetap
konstan dan waktu yangcukup.
Selain itutempat
larutancyaniding,
sebaiknya
untukmenghindari
hal-hal yang tidakdiinginkan
misalnya jebol
tempat
larutannya
sebaiknya
yangcukup
tebal ataumenggunakan
material yang berbahan dasar keramik.2. Untuk
mempercepat
reaksisebaiknya
selama prosesberlangsung
diinjeksikan
udarakedalam
tungku
agarkandungan
sianat bisa dikontroldengan
lebih baik.Karena selama proses
berlangsung terjadi
reaksi iniKFe(CN),
+2/3
0,
—————» KFeCNO+2N+2COmaka reaksi ini dikontrol
dengan
menginjeksikan
oksigen.
Daftar Pustaka
1. K-E
Thelning,
"STEEL AND ITS HEAT TREATMENT” SecondEdition,
Head ofResearch and
Development Smedjebacken-Boxholm
StalAB, Sweden,
19842. Robert F.
Mehl,
“Atlasof
Microstructuresof
Industrialalloys
vol.7,
METALSHANDBOOK
&"
Edition”,
Chairman of all Volume 7committees,
AMERICANSOCIETY FOR
METALS,
MetalsPark,
Ohio 44073.3.
George
M. Enos & William E.Fonraine,
“Elementsof
HeatTreatment”,
LatePropessor
ofMetallurgical
Engineering
& AssociatePropessor
ofMetallurgical
Engineering
PurdueUniversity,
New York-JohnWiley
&Son,
Inc.4.
George
E.Totten,
Ph.D., FASM,
“STEEL HEAT TREATMENT METALLURGY ANDTECHNOLOGIES”,
Portland StateUniversity.
Portland,
Oregon,
USA.5. Rochim
Suratman,
“PANDUAN KULIAH PROSES PERLAKUANPANAS”’,
InstitutTeknologi
Bandung, Bandung
4035,
1994.6.
Metallographic
preparation
of nitrided and nitrocarburisedcomponents.
StruersAplication
Notes7. SURFACE HARDENING OF AISI
304,
316,
304L AND 316L SS USINGCYANIDE FREE SALT BATH NITRIDING
PROCESS,
T.Kumarl,
P.Jambulingam2,
M.Gopal3
andA.
Rajadurai4.
8. “HEAT TREATMENT OF TOOL
STEEL”,
UDDEHOLM/ASSAB,
Edition6,
12.2007,
EU Directive 1999/45/EC9. Dr. Joachim BoBlet/ Michael
Kreutz,
“TUFFTRIDE®-QPO-PROCESS”,
DurferritGmbH Industriestrasse
3,
D-68169Mannheim,
Phone +49(0)
621 /32224-0.10. Robert
Wilson,
“Metallurgy
and Heat Treatmentof
ToolsSteels”,
Book compeny