MEMINIMUMKAN BIAYA DI PT. PETROKIMIA KAYAKU GRESIK
SKRIPSI
D
DiiaajjuukkaannuunnttuukkmmeemmeennuuhhiisseebbaaggiiaannppeerrssyyaarraattaannddaallaammmmeemmppeerroolleehhGGeellaarr
S
SaarrjjaannaaJJuurruussaannTTeekknniikkIInndduussttrrii
O
Olleehh::
R. DENI KURNIAWAN
R. DENI KURNIAWAN
0
0663322001100003388
J
J
U
U
R
R
U
U
S
S
A
A
N
N
T
T
E
E
K
K
N
N
I
I
K
K
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
F
F
A
A
K
K
U
U
L
L
T
T
A
A
S
S
T
T
E
E
K
K
N
N
O
O
L
L
O
O
G
G
I
I
I
I
N
N
D
D
U
U
S
S
T
T
R
R
I
I
U
U
N
N
I
I
V
V
E
E
R
R
S
S
I
I
T
T
A
A
S
S
P
P
E
E
M
M
B
B
A
A
N
N
G
G
U
U
N
N
A
A
N
N
N
N
A
A
S
S
I
I
O
O
N
N
A
A
L
L
“
“
V
V
E
E
T
T
E
E
R
R
A
A
N
N
”
”
J
J
A
A
W
W
A
A
T
T
I
I
M
M
U
U
R
R
Dengan memanjatkan puji syukur kehadirat Allah SWT yang telah melimpahkan
segala rahmat dan hidayahNya kepada penulis, sehingga penulis dapat menyelesaikan
skripsi ini dengan judul:
”
Pengendalian Persediaan Bahan Baku Produk BASMILANG 480 AS dengan MetodeEOQ Multi Item Guna Meminimumkan Biaya di PT Petrokimia Kayaku Gresik
.”
Penyusunan skripsi ini dimaksudkan untuk memenuhi sebagian persyaratan dalam
memperoleh gelar Sarjana Teknik, Jurusan Teknik Industri pada Universitas Pembangunan
Nasional “Veteran” Jawa Timur.
Penulis menyadari, bahwa penulisan skripsi ini banyak memperoleh bantuan,
bimbingan, saran dan dorongan dari berbagai pihak. Oleh karena itu dalam kesempatan ini
penulis mengucapkan terima ksaih yang sebesar-sebesarnya kepada :
1. Bapak Prof. DR. Ir. Teguh Sudarto, MP ; Selaku Rektor Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
2. Bapak Ir. Sutiyono, MT ; Selaku Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Bapak Ir. Moch Tutuk Safirin, MT : Selaku Ketua Jurusan Teknik Industri
Universitas Pembangunan Nasional “Veteran” Jawa Timur.
4. Bapak Ir. Sunardi, MT : Selaku Dosen Pembimbing I yang dengan penuh
keikhlasan dan kesabaran memberikan bimbingan, arahan dan nasehat kepada
penulis dalam penyelesaian skripsi ini.
penulis dalam penyelesaian skripsi ini.
6. Ibu Enny Ariyani yang telah memberikan waktunya untuk bimbingan walaupun
beliau bukan pembimbing penulis.
7. Seluruh Dosen, Staff dan karyawan Fakultas Teknologi Industri Universitas
Pembangunan Nasional “ Veteran “ Jawa Timur...
8. Kepada Bapak Arief ; selaku Karyawan Produksi PT Petrokimia Kayaku Gresik
yang telah memberikan kesempatan kepada penulis untuk melakukan penelitian.
9. Untuk Bapak dan Ibu di rumah yang telah memberikan dukungan dan doa
restunya, sehingga penulis bisa menyelesaikannya dengan hasil yang cukup
memuaskan. ”Bo’, Pak! Lamareh skripsinah sengkok sateyah Alhamdulillah
olle gelar ST.”
10.Tidak lupa ucapan trimakasih untuk kakak-kakak ku tercinta yang telah
memberikan dukungan baik moril maupun materil : mas Bowo, mas Iwan, mbak
Ili, mbak Feny, mas Dayat, mbak Selly, mbak Dyah, dan mas Lehen.
11.Juga tante dan om ku baik yang di Bandung, Tuban, maupun Pamekasan.
Ponakan mu sudah lulus trimakasih atas semua bantuannya. Untuk Alm. De
Onggi, Alm. De Upi, Alm. Om Anwar, Alm. Om Slamet di Proppo dan Alm.
Le’Ida di Surabaya semoga Amal dan Ibadah kalian di terima di sisi Allah,
SWT. Amin!
13.Spesial pake telor untuk sahabat-sahabat pena ku di kos-kosan : Senda (kulit mu
di gosok mbek gamping jek putih), Haris ”kompor e gak mledos maneh a?”,
Devis & Ical (pasangan homo yang begitu mesra), Reza ”nyileh kamera ne”,
Rully ”sepeda e tak gawe sek yo...hahahaha”, Kintul & Tapir ”wes gak usah
gegeran goro-goro Etrik!”, Khomady ”melek o Mad!!”, Mas Ucun & Mas Adi
(bos e arek kos2an hahahaha), Real & Agus ”PS 2 ne benak no po’o reek”, Epin
”tukang turu sak nggon2”, Dapi & Ricky hiduplah rukun-rukun. Tidak lupa
inisial ”F” semoga mendapat hidayah Allah, SWT. Amin!
”Panganan...Panganan reek!!!!!!!”.
14.Yang ini untuk rekan-rekan sesama Kayaku (Damai & Pandu). ”Suwon Du wes
gole’ no perusahaan”. Damai ”ojok kejar setoran ae rek”!hahahaha.
15.Nek iki khusus prajurit plonceng angkatan 2006 : Eko, Ryo, Tatit, Agus,
Komeng, Irawan, Udin, Pepenk, Samanta, bang Dicki, bang Teguh, Mbah,
Fatkur, Galeh, dan Kristian. Mereka semua berada di bawah asuhan Nawer yang
sampai saat ini masih terus menjalani pemeriksaan bapak Irwan. Bagi yang
sudah lulus, perjuangan kita masih panjang. Dan bagi yang masih menyusun
skripsinya teruslah berjuang dan berdoa.
16.Nah, yang ini khusus para wanita-wanita di kampus : Dewi, April, Sabrina,
Fetry, Jojo, Merry, Yuni ndut, dan Yuni Cepu.
17.Dan kepada rekan-rekan TI Angkatan 2006, We are the champion !!!!
iv
laporan ini, serta pihak yang telah membantu saya dan tidak sempat saya tulis…mohon
maaf sebesar – besarnya dan terima kasih banyak…..
Saya menyadari bahwa tugas akhir ini masih jauh dari sempurna, sehingga saran
dan kritik sangatlah diharapkan, dan semoga Tugas Akhir ini dapat bermanfaat bagi semua
pihak.
Surabaya, 11 Juni 2010
Penulis
KATA PENGANTAR ... i
DAFTAR ISI ... v
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiii
BAB I PENDAHULUAN 1.1. Latar Belakang ………. 1
1.2. Perumusan Masalah ………...………….. 3
1.3. Batasan Masalah ……….……….. 3
1.4. Tujuan Penelitian ……….…...………. 4
1.5. Asumsi – Asumsi ……….…….…… 4
1.6. Manfaat Penelitian ………....……… 4
1.7. Sistematika Penulisan ………...……….……... 5
BAB II TINJAUAN PUSTAKA 2.1 Pengertian Pengendalian ... 7
2.2 Pengertian Persediaan... 7
2.2.1.Jenis Persediaan ... 9
2.3 Pengertian Pengendalian Persediaan ... 12
2.4 Tujuan Pengendalian Persediaan ... 13
2.5 Fungsi Pengendalian Persediaan ... 14
2.6 Faktor-Faktor Yang Mempengaruhi Persediaan ... 15
2.7.2 Biaya Pemesanan (Ordering Cost)... 17
2.7.3 Biaya Penyimpanan (Holding Cost) ... 17
2.7.4 Biaya Kekurangan Persediaan (Shortage Cost) ... 18
2.8 Hubungan Pengendalian Persediaan Dengan perencanaan dan Pengendalian Produksi ... 29
2.9 Hubungan Pengendalian Persediaan Dengan Effisiensi Penggunaan Modal Perusahaan ... 20
2.10Model Pengendalian Persediaan... 20
2.10.1EOQ (Economic Order Quantity) Single Item... 21
2.10.2Reorder Point ( Titik Pemesanan Kembali)... 25
2.10.3EOQ Multi Item ... 26
2.11Peramalan untuk Perencanaan Persediaan Bahan Baku ... 31
2.11.1Pengertian peramalan... 31
2.11.2Kegunaan Peramalan ... 32
2.11.3Tipe Peramalan ... 33
2.11.4Jangka Waktu Peramalan ... 33
2.11.5Langkah-Langkah Peramalan ... 35
2.11.5.1Diagram Pencar... 35
2.11.5.2Analisa Pola Data Deret Berkala ( Time Series )... 36
2.11.5.2.1 Jenis Pola Data untuk Deret Berkala ... 36
2.11.6.2Metode Pemulusan Exponensial ... 39
2.11.6.3Regresi Linier... 42
2.11.7Pengukuran Ketepatan Metode Peramalan ... 43
2.11.8Pemeriksaan dan Pengendalian Peramalan ... 46
2.12Hipotesis ... 50
2.13Peneliti Pendahulu...50
BAB III METODE PENELITIAN 3.1. Lokasi Dan Waktu Penelitian ………. 51
3.2. Identifikasi Variabel ………..……. 51
3.3. Metode Pengumpulan Data ………….………..………. 53
3.4. Metode Pengolahan Data ………...……… 54
3.5. Langkah - Langkah Peramalan ……….………….……. 57
3.6. Langkah – Langkah Pemecahan Masalah ………….….………. 60
BAB IV ANALISA DAN PEMBAHASAN 4.1. Pengumpulan Data ……….……….. 66
4.1.1. Data Harga Bahan Baku ……...……...…….….………. 66
4.1.2. Data Biaya Pemesanan ……….………....……… 67
4.1.3. Data Biaya Penyimpanan ………....…..…… 67
4.1.4. Data Kebutuhan Bahan Baku untuk Proses Produksi ...… 68
4.1.5. Data Kebutuhan Bahan Baku tahun 2009/2010 ….…...… 69
4.1.6. Data Permintaan Produk ... 73
Kebijaksanaan Pengendalian Persediaan Perusahaan ….… 73
4.2.2. Pengolahan Data dengan Menggunakan Metode EOQ
Multi-Item ……...…….……….… 75
4.2.2.1. Minor Ordering Cost …... 75
4.2.2.2. Mayor Ordering Cost (Ci) …………...……....… 75
4.2.2.3. Menghitung Biaya Penyimpanan
Rata-Rata / kg / th …………...…....… 76
4.2.2.4. Menghitung Biaya Pemesanan EOQ Optimal untuk
Ukuran Lot Terpadu dalam Nilai ………..… 77
4.2.2.5. Menghitung Total Biaya Pemesanan (Total Ordering
Cost) ………. 77
4.2.2.6. Menghitung Total Biaya Penyimpanan (Total
Holding Cost) ………..…. 78
4.2.2.7. EOQ Optimal untuk Masing-masing Item dalam
Rupiah ... 78
4.2.2.8. Menentukan Jumlah Pemesanan (EOQ) untuk
Masing-masing Item dalam (kg) ... 78
4.2.2.9. Menentukan Frekuensi Pemesanan dalam bulan Mei
2009 sampai April 2010 ... 79
4.2.2.10.Menentukan Jarak antar Pemesanan Optimal ... 79
2010 ... 80
4.2.2.12.Menghitung Tingkat Efisiensi ... 81
4.3. Peramalan …...……….……...… 82
4.3.1. Menentukan Pola Data Perusahaan …...…. 82
4.3.2. Menentukan Metode Peramalan yang Sesuai ... 82
4.3.3. Memilih MSE (Mean Square Error) Terkecil ……...……. 83
4.3.4. Melakukan Uji Verifikasi ... 84
4.3.5. Hasil Peramalan Permintaan Basmilang 480 AS periode Mei 2010-April 2011 ... 84
4.4. Pengolahan Data Hasil Peramalan dengan Menggunakan Metode EOQ Multi-Item ……….………..……...… 86
4.4.1. Minor Ordering Cost (ci) ……… 88
4.4.2. Mayor Ordering Cost (Ci) ………..…… 88
4.4.3. Menghitung Biaya Penyimpanan Rata-Rata / kg / th ... 89
4.4.4. Menghitung Biaya Pemesanan EOQ Optimal untuk Ukuran Lot Terpadu dalam Nilai (Rp.) ... 89
4.4.5. Menghitung Total Biaya Pemesanan (Total Ordering Cost) ……….………... 90
4.4.6. Menghitung Total Biaya Penyimpanan (Total Holding Cost) 4.4.7. EOQ Optimal untuk Masing-masing Item dalam Unit ... 90
x
4.4.9. Menentukan Frekuensi Pemesanan dalam bulan Mei 2010
sampai April 2011 ... 91
4.4.10.Menentukan Jarak antar Pemesanan Optimal ... 91
4.4.11.Menentukan Total Biaya Setelah dilakukan EOQ Multi-Item
untuk Bulan Mei 2010 sampai April 2011 ... 92
4.5. Pembahasan ... 92
BAB V KESIMPULAN DAN SARAN
5.1. Kesimpulan ………..………...……...…….... 94
5.2. Saran ………... 95
DAFTAR PUSTAKA
Tabel 2.1. Pengadaan………..…...49
Tabel 2.2 Pengendalian Persediaan………...49
Tabel 4.1 Data Harga bahan baku produk Herbisida Basmilang 480 AS untuk bulan Mei 2009 sampai dengan April 2010...66
Tabel 4.2 Data Biaya pemesanan bahan baku produk Herbisida Basmilang 480 AS...67
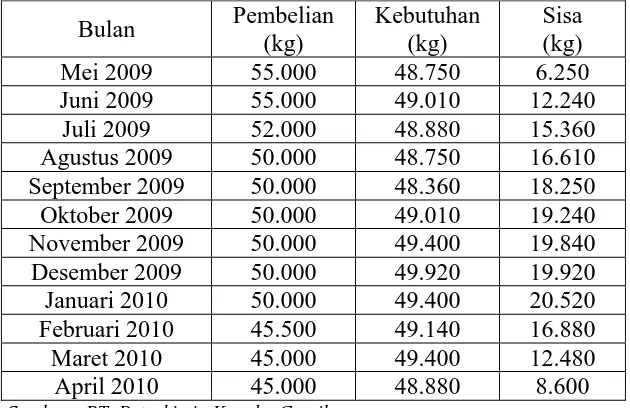
Tabel 4.3 Kebutuhan bahan baku produk Basmilang 480 AS dari perusahaan pada tahun 2009/2010...68
Tabel 4.4 Kebutuhan bahan baku Amonium Sulfat...69
Tabel 4.5 Kebutuhan bahan baku Isopropilamin...70
Tabel 4.6 Kebutuhan bahan baku Agrisol...71
Tabel 4.7 Data Permintaan Produk pada tahun 2009/2010...72
Tabel 4.8 Total Cost bahan baku Agrisol dari perusahaan pada tahun 2009/2010...73
Tabel 4.9 Total Cost bahan baku Amonium Sulfat dari perusahaan pada tahun 2009/2010...74
Tabel 4.10 Total Cost bahan baku Isopropilamin dari perusahaan pada tahun 2009/2010...74
Tabel 4.11 Minor Ordering Cost (ci)...75
Tabel 4.12 Mayor Ordering Cost (Ci)...76
Tabel 4.13 Data Pembelian dari sekelompok item tahun 2009/2010...76
Gambar 2.1 Proses Transformasi Produksi………..13
Gambar 2.2 Model Persediaan EOQ………....22
Gambar 2.3 Total biaya Persediaan…….………...23
Gambar 2.4 Hubungan antara Tingkat Persediaan dengan Waktu Untuk Lot Pembelian Terpadu………...27
Gambar 2.5 Sumbu untuk Diagram Pencar...35
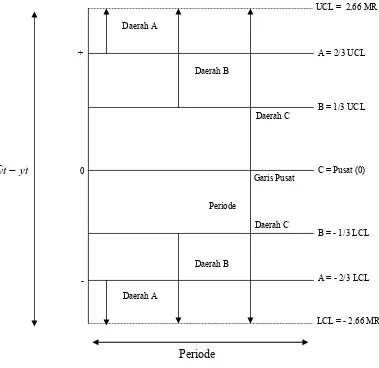
Gambar 2.6 Peta Rentang Bergerak (MRC)...48
Gambar 3.1 Langkah-Langkah Metode Peramalan...57
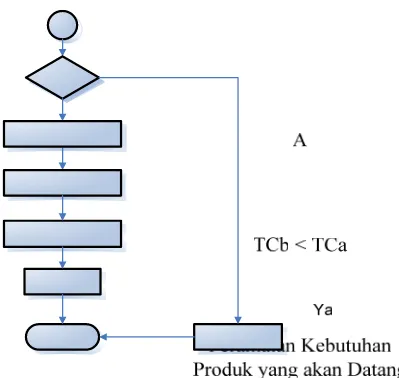
Gambar 3.2 Flowchart Langkah-Langkah Pemecahan Masalah...61
Gambar 4.1 Plot Data Permintaan Produk Basmilang 480 AS...81
Gamabar 4.2 Moving Range Chart...83
xiii
D A F T A R L A M P I R A N
Lampiran 1 : Gambaran Umum Perusahaan
Lampiran 2 : Data Kebutuhan Bahan Baku untuk Proses Produksi
Lampiran 3 : Data Permintaan Produk
Lampiran 4 : Total Cost Bahan Baku Perusahaan pada Tahun 2009/2010
Lampiran 5 : Ouput Peramalan Kebutuhan Bahan Baku Dengan Program Win QSb
PT. Petrokimia Kayaku adalah suatu perusahaan yang bergerak dibidang formulasi pestisida dan distribusi bahan–bahan kimia pertanian. Untuk setiap hasil produksi pestisida dibutuhkan beberapa bahan baku. Bahan baku tersebut terbagi dua golongan yaitu bahan baku pokok dan bahan baku aditif. Dalam hal ini perusahaan melakukan adanya pemenuhan kebutuhan bahan baku yang akan dipakai pada proses produksi nantinya. Adapun yang termasuk dalam golongan bahan baku pokok yang dibutuhkan untuk pembuatan pestisida tersebut antara lain Isopropilamin, Amonium Sulfat, dan Agrisol.
Persediaan adalah suatu hal yang penting dalam suatu perusahaan. Karena
apabila persediaan tersebut tidak dapat memberikan kontribusi dalam kelancaran penyediaan barang maka persediaan tersebut akan menjadi suatu penumpukan barang dan akan mengakibatkan pembengkakan biaya. Oleh sebab itu perencanaan secara khusus untuk pengadaan barang sangat diperlukan dan hal ini ditentukan pula oleh kebutuhan perusahaan. Untuk mengendalikan persediaan bahan baku yang ada di PT. Petrokimia Kayaku Gresik selama ini mengalami pemborosan, yang dikarenakan penumpukan bahan baku yang berlebihan yang dapat mengakibatkan total cost begitu besar. Sehingga dibutuhkan metode perhitungan yang cermat disertai efisiensi dan mampu menekan biaya persediaan bahan baku seminimal mungkin. Dalam penelitian ini menggunakan metode EOQ Multi Item.
EOQ Multi Item adalah teknik pengendalian permintaan/ pemesanan beberapa
jenis item yang optimal dengan biaya inventory serendah mungkin. Tujuan dari model EOQ adalah menentukan jumlah (Q) setiap kali pemesanan sehingga meminimasi total biaya persediaan. Metode EOQ multi-item, dikarenakan mampu menekan biaya persediaan seminimal mungkin dari biaya penyimpanan dan biaya pemesanan. EOQ multi-item merupakan teknik pengendalian permintaan/ pemesanan barang yang optimal dengan biaya inventory serendah mungkin. Jumlah biaya yang ditekan serendah mungkin adalah carrying cost (biaya penyimpanan) dan ordering
cost (biaya pemesanan). Kesimpulan penelitian ini adalah didapatkan biaya
pengadaan bahan baku yang dilakukan oleh perusahaan adalah Rp. 36.343.547.865,- sedangkan dengan menggunakan metode EOQ Muti-Item, total biayanya adalah Rp. 4.020.610.028,- sehingga didapat total penghematan adalah Rp. 32.322.937.837,- (88,9 %).
BAB I
PENDAHULUAN
1.1.Latar Belakang Masalah
Perbaikan performansi bisnis modern harus mencakup keseluruhan sistem
industri dari kedatangan material sampai distribusi kepada konsumen dan desain
ulang produk (barang dan/atau jasa) untuk masa mendatang. Suatu perusahaan pada
dasarnya dituntut untuk bisa tetap mempertahankan kelangsungan proses produksi,
baik yang bergerak di bidang penghasil produk maupun jasa. Ada banyak faktor
pendukung kelangsungan proses produksi salah satunya dengan cara pengendalian
persediaan bahan baku.
Permasalahan persediaan bahan baku merupakan permasalahan yang sangat
penting dalam efisiensi produksi di perusahaan. Bila bahan baku yang dimiliki
perusahaan melebihi kebutuhan yang direncanakan untuk keperluan proses produksi,
maka perusahaan menanggung resiko biaya cukup besar, baik itu resiko akibat biaya
penyimpanan maupun kerusakan bahan.
Bila ini dibiarkan, maka modal perusahaan yang seharusnya diinvestasikan
pada bidang lain akan terserap dalam pengadaan persediaan bahan baku dan tentunya
perusahaan akan banyak mengalami kerugian karena sistem pengendalian persediaan
bahan baku tersebut belum tepat.
PT. Petrokimia Kayaku adalah suatu perusahaan yang bergerak dibidang
formulasi pestisida dan distribusi bahan–bahan kimia pertanian. Sampai saat ini PT.
bentuk yaitu cair, tepung, butiran dan flowable. Adapun pengendalian bahan baku
akan dilakukan pada produk Basmilang 480 AS yang merupakan salah satu dari
produk Herbisida untuk membasmi alang-alang dan gulma baik pada lahan pertanian
maupun pada lahan tanpa tanaman. Dalam produksinya perusahaan menerapkan pola
produksi continue secara mass. Bahan baku tersebut dibutuhkan untuk menjamin
kelancaran proses produksi sehingga salah satu pendukung proses produksi yang baik
yaitu apabila bahan baku yang tersedia sesuai dengan yang dibutuhkan dan
dilaksanakan dalam waktu yang tepat pula.
Masalah yang sering terjadi di PT. Petrokimia Kayaku adalah dalam setiap
kali pemesanan bahan baku baik secara kuantitas pemesanan bahan baku hingga
waktu kedatangan bahan baku antara bahan baku yang satu dengan yang lain selalu
tidak sama, sehingga sering terjadi penumpukan bahan baku yang berlebihan yang
dapat berakibat menambah besarnya modal yang tertanam didalamnya karena
sebagian modal terhenti, selain itu penumpukan bahan baku yang terlalu lama
meyebabkan turunnya kualitas dari bahan baku tersebut yang secara tidak langsung
dapat mempengaruhi kualitas produk pestisida yang dihasilkan.
Apabila perusahaan membiarkan permasalahan ini, maka modal perusahaan
yang seharusnya diinvestasikan pada bidang lain misalnya dalam hal bidang
pemasaran akan terserap dalam pengadaan persediaan bahan baku dan tentunya akan
banyak mengalami kerugian karena sistem pengendalian persediaan bahan baku
tersebut belum tepat.
Oleh karena itu peneliti ingin membantu perusahaan dalam perencanaan
kebutuhan dan kelancaran kegiatan perusahaan dalam kuantitas dan kualitas yang
tepat serta dengan biaya yang optimal.
Dengan demikian, dalam kegiatan pengendalian persediaan bahan baku ada
beberapa metode yang digunakan dalam penelitian ini adalah metode EOQ
(Economic Order Quantity) Multi-Item. Metode EOQ Multi-Item ini merupakan
metode yang tepat untuk digunakan dalam pengendalian persediaan bahan baku di
PT. Petrokimia Kayaku, dimana periode pembelian bahan baku dengan menggunakan
metode ini dapat ditentukan secara teratur serta dapat dihasilkan biaya pengadaan
bahan baku yang minimum.
1.2.Perumusan Masalah
Permasalahan yang akan diselesaikan dalam penelitian ini adalah bagaimana
pengendalian persediaan bahan baku yang harus dilakukan sehingga menghasilkan
biaya total (Total Cost) pengadaan bahan baku minimum bagi perusahaan.
1.3.Batasan Masalah
Batasan masalah yang digunakan dalam penelitian ini antara lain:
1. Persediaan bahan baku yang digunakan adalah persediaan bahan baku utama
dari produk Basmilang 480 AS yaitu Isopropilamin, Agrisol dan Amonium
Sulfat.
2. Data historis yang digunakan berada pada rentang waktu bulan Mei 2009
1.4.Asumsi
Asumsi yang di gunakan antara lain:
1. Ukuran campuran yang dilakukan pada saat proses produksi berlangsung tetap
atau tidak berubah. Sehingga permintaan untuk setiap item bersifat konstan.
2. Lead time untuk setiap item diketahui dengan pasti.
3. Tidak terjadi stock out (kekurangan persediaan).
4. Semua item yang dipesan akan datang pada waktu yang sama untuk setiap
siklus.
5. Holding cost dan ordering cost untuk setiap item diketahui.
6. Harga barang / bahan konstan.
7. Barang yang disimpan lebih dari satu macam.
1.5.Tujuan Penelitian
Tujuan yang ingin dicapai pada penelitian ini adalah:
1. Untuk menentukan jumlah pemesanan bahan baku yang paling efisien dan
memenuhi kebutuhan produksi.
2. Untuk menghasilkan total biaya persediaan bahan baku yang minimal.
1.6.Manfaat Penelitian
Manfaat yang dapat di peroleh dari penelitian Tugas Akhir ini antara lain:
Dapat dijadikan acuan bagi perusahaan dalam mengendalikan kebijakan persediaan bahan baku di masa yang akan datang, guna meminimumkan
Total Cost yang diakibatkan oleh adanya persedian bahan baku tersebut.
Hasil penyusunan tugas akhir ini diharapkan dapat menjadi bahan pertimbangan dalam memecahakan permasalahan yang sejenis dan dapat
menembah wawasan bagi pembaca.
2. Kegunaan Teoritis.
Di dalam penelitian ini kita mengaplikasikan dari beberapa teori pengendalian
persediaan yang ada di lapangan secara langsung.
1.7.Sistematika Penulisan
Laporan penelitian tugas akhir ini nantinya akan disusun dengan sistematika
penulisan sebagai berikut:
BAB I PENDAHULUAN
Pada bab ini membahas tentang latar belakang penelitian, perumusan
masalah, batasan masalah, tujuan penelitian, asumsi – asumsi dan manfaat
penelitian serta sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Pada bab ini membahas tentang teori – teori yang berkaitan dengan
BAB III METODELOGI PENELITIAN
Pada bab ini akan dijabarkan tentang langkah – langkah yang digunakan
untuk mengidentifikasi, menganalisa serta memecahkan masalah yang
diteliti.
BAB IV HASIL DAN PEMBAHASAN
Bab ini berisi tentang pengumpulan data – data yang berkaitan dengan
penelitian, pengolahan data beserta hasil perhitungan sehingga didapatkan
suatu hasil kombinasi dengan jumlah yang tepat.
BAB V KESIMPULAN DAN SARAN
Pada bab ini berisikan beberapa kesimpulan yang dapat ditarik dari hasil
analisa data serta terdapat saran – saran yang dapat mendukung dari
aktivitas perusahaan.
DAFTAR PUSTAKA
BAB II
TINJAUAN PUSTAKA
Berikut ini akan diuraikan beberapa teori yang digunakan sebagai pedoman
dalam penelitian tugas akhir ini meliputi beberapa konsep pengendalian persediaan.
2.1Pengertian Pengendalian
Menurut Arman Hakim (2003 : 20) secara sederhana, pengendalian dapat
didefinisikan sebagai proses yang dibuat untuk menjaga upaya realisasi dari suatu
aktivitas sesuai dengan yang direncanakan.
Menurut Komarudin (dalam Arif) pengendalian adalah suatu usaha untuk
mempertahankan suatu proses pengerjaan pada tingkat efisien yang tinggi. Titik
perhatian pengendalian adalah terhadap bahan dasar, bahan pembantu, perlengkapan
didalam proses produksi yang tampak maupun tidak tampak, serta metode-metode
yang digunakan dalam proses produksi.
Jadi, pengendalian adalah suatu cara yang dilakukan untuk mengatur atau
menata segala sesuatu agar sesuai dengan yang direncanakan.
2.2Pengertian Persediaan
Dilagha (2009 : 8) menjelaskan, bahwa persediaan adalah sumber daya
menganggur (idle resouces) yang menunggu proses lebih lanjut. Yang dimaksud
manufaktur, kegiatan pemasaran pada sistem distribusi ataupun kegiatan konsumsi
pangan pada sistem rumah tangga.
Sedangkan pengertian persediaan menurut Kusuma (2004 : 131) didefinisikan
sebagai barang yang disimpan untuk digunakan atau dijual pada periode mendatang.
Persediaan dapat berbentuk bahan baku yang disimpan untuk diproses, komponen
yang diproses, barang dalam proses pada proses manufaktur, dan barang jadi yang
disimpan untuk dijual. Persediaan memegang peran penting agar perusahaan dapat
berjalan dengan baik.
Dalam setiap organisasi selalu terdapat persediaan tetapi yang
membedakannya adalah jumlah, jenis, bentuk dan alasan perlunya persediaan.
Persediaan dalam pabrik dapat berbentuk persediaan bahan baku yang menunggu
untuk diproses, persediaan masih dalam proses (work-in-process), barang jadi
(finished goods) atau bahan pembantu untuk mendukung proses produksi (Zulian
Yamit, 2003).
Persediaan adalah adalah bahan mentah, barang dalam proses (work in
process), barang jadi, bahan pembantu, bahan pelengkap, komponen yang disimpan
dalam antisipasinya terhadap pemenuhan permintaan (Riggs, 1976 dalam Baroto,
2002).
Sehingga, dapat kita disimpulkan definisi persedian ini setelah melihat dari
beberapa tinjauan yang ada, persediaan adalah suatu atau beberapa jumlah item yang
selalu disediakan oleh sebuah organisasi maupun perusahaan yang dimana material
atau bahan baku maupun barang setengah jadi ataupun barang jadi yang menunggu
proses selanjutnya, itu tergantung dari kebijakan masing-masing organisasi maupun
suatu perusahaan tertentu.
2.2.1 Jenis Persediaan
Menurut Ariyani (2008 : 56) persediaan dapat dibedakan dalam lima jenis,
yaitu :
1. Persediaan bahan baku (raw materials stock) yaitu persediaan dari barang-barang
yang di gunakan dalam proses produksi, dimana barang tersebut diperoleh dari
sumber-sumber alam atau dibeli dari supplier yang menghasilkan bahan baku bagi
perusahaan yang menggunakannya. Bahan baku diperlukan oleh pabrik untuk
diolah, dan setelah melalui beberapa proses diharapkan menjadi barang jadi
(finished goods). Contoh, benang diolah menjadi kain atau kaos, kapas dipintal
menjadi barang, kulit diolah menjadi sepatu dan lain-lainnya. Jadi pengertian dari
bahan baku meliputi semua bahan yang dipergunakan dalam perusahaan untuk
diolah menjadi produk jadi.
2. Persediaan barang setengah jadi atau barang dalam proses (work in process) yaitu
persediaan barang-barang yang keluar dari tiap proses dan kemudian diproses
kembali menjadi barang jadi. Tetapi mungkin saja barang setengah jadi bagi suatu
perusahaan merupakan barang jadi bagi perusahaan lain karena proses
produksinya memang hanya sampai di situ saja. Mungkin pula barang setengah
jadi itu merupakan bahan baku bagi perusahaan lainnya yang akan memprosesnya
menjadi barang jadi. Jadi pengertian dari barang setengah jadi atau barang dalam
tetapi masih merupakan proses lebih lanjut lagi di pabrik itu sehingga menjadi
barang jadi yang sudah siap untuk dijual kepada konsumen.
3. Persediaan barang-barang pembantu atau perlengkapan (suppliers stock) yaitu
persediaan barang-barang yang diperlukan dalam proses produksi untuk
membantu berhasilnya produksi tetapi tidak merupakan bagian komponen dari
barang jadi. Misalnya, minyak solar dan minyak pelumas adalah hanya
merupakan bahan pembantu.
4. Persediaan komponen produk (components stock) yaitu persediaan barang-barang
yang terdiri dari komponen-komponen yang diterima dari perusahaan lain, tanpa
melalui proses produksi sebelumnya. Jadi bentuk barang yang merupakan
komponen ini tidak mengalami perubahan dalam operasi. Misalnya pabrik mobil,
dimana komponen-komponen dari mobil tersebut tidak diproduksi dalam pabrik
mobil tetapi diproduksi oleh perusahaan lain dan kemudian diassembling menjadi
barang jadi yakni mobil.
5. Persediaan barang jadi (finshed god stock) yaitu persediaan barang-barang yang
telah selesai diproses dan siap untuk dijual kepada pelanggan atau perusahaan
lain. Jadi barang jadi ini adalah merupakan produk selesai dan telah selesai untuk
dijual. Biaya-biaya yang meliputi pembutan produk selesai ini terdiri dari biaya
bahan baku, upah tenaga kerja langsung serta biaya over head yang berhubungan
dengan produk tersebut.
Sedangkan menurut Baroto (2002 : 52) persediaan dapat dikelompokkan
1. Bahan mentah (raw materials)
Yaitu barang-barang berwujud seperti baja, kayu, tanah kiat atau
bahan-bahan mentah lainnya yang diperoleh dari sumber-sumber alam, atau
dibeli dari pemasok, atau diolah sendiri oleh perusahaan untuk digunakan
perusahaan dalam proses produksinya sendiri.
2. Komponen
Yaitu barang-barang yang terdiri atas bagian - bagian (parts) yang
diperoleh dari perusahaan lain atau hasil produksi sendiri untuk
digunakan dalam pembuatan barang jadi atau barang setengah jadi.
3. Barang setengah jadi (work in process)
Yaitu barang-barang keluaran dari tiap operasi produksi atau perakitan
yang telah memiliki bentuk lebih kompleks daripada komponen, namun
masih perlu proses lebih lanjut untuk menjadi barang jadi.
4. Barang jadi (finished good)
Adalah barang - barang yang telah selesai diproses dan siap untuk
didistribusikan ke konsumen.
5. Bahan pembantu (supplies material)
Adalah barang - barang yang diperlukan dalam proses pembuatan atau
perakitan barang, namun bukan merupakan komponen barang jadi.
Termasuk bahan penolong adalah bahan baker, pelumas, listrik, dan
2.3Pengertian Pengendalian Persediaan
Dalam manajemen persediaan tersedia sejumlah sistem yang mengatur dan
menghitung bagaimana mengisi kembali persediaan barang. Persediaan barang yang
ada di gudang akan berkurang karena diambil dan dipakai oleh berbagai pihak atau
bagian perusahaan. Jumlah frekuensi, keteraturan, dan turun-naiknya pengambilan
atau pemakaian tergantung dari kebutuhan. Kebutuhan ini kadang-kadang teratur,
kadang-kadang agak tidak teratur, bahkan kadang-kadang tidak teratur sama sekali.
Oeh karena itu, sistem yang dikembangkan untuk pengisian kembali persediaan juga
didasarkan atas berbagai kondisi kebutuhan atau permintaan barang (Indrajit dan
Djokopranoto, 2003).
Menurut Arif (2008 : 15)...pengendalian persediaan adalah suatu kegiatan
untuk menentukan tingkat dan komposisi persediaan, baik itu berupa bahan baku,
bahan pembantu, maupun barang jadi, sehingga perusahaan dapat melindungi
kelancaran proses produksinya maupun memenuhi permintaan konsumen serta
kebutuhan pembelanjaan secara efektif dan efisien. Dengan kata lain suatu tindakan
untuk mempertahankan suatu sistem yang telah dikelola baik itu mengenai kebijakan
bahan dasar, bahan pembantu maupun proses produksi bahkan memberikan koreksi
agar senantiasa dengan apa yang direncanakan oleh perusahaan.
Sehingga dapat kita simpulkan bahwa pengendalian persediaan itu merupakan
suatu tindakan untuk menindak lanjuti beberapa kebijakan dalam hal pengaturan, dan
perhitungan tentang bagaimana caranya untuk mengendalikan stock barang jadi, atau
setengah jadi maupun bahan mentah agar sesuai denganpermintaan konsumen
Menurut Ariyani (2008 : 54) dalam sistem manufaktur, persediaan terdiri dari
3 bentuk yaitu persediaan bahan baku yang merupakan input awal dari proses
transformasi menjadi produk jadi, persediaan barang setengah jadi yang merupakan
bentuk peralihan antara bahan baku dengan produk setengah jadi dan persediaan
barang jadi yang merupakan hasil akhir proses transformasi yang siap dipasarkan ke
konsumen.
PROSES
PRODUKSI Barang
Setengah Jadi Barang Jadi Bahan
Baku
Gambar 2.1. Proses Transformasi Produksi
Sumber : Ariyani (2008 : 55)
2.4Tujuan Pengendalian Persediaan
Pengendalian persediaan pada perusahaan mempunyai tujuan tertentu , adapun
tujuan pengendalian persediaan menurut menurut beberapa ahli adalah sebagai
berikut :
a. Assauri, 1993 dalam Arif, 2008 menyatakan tujuan pengendalian persediaan
secara terinci dapat dinyatakan sebagai usaha untuk :
1. Menjaga jangan sampai perusahaan kehabisan persediaan sehingga dapat
mengakibatkan terhentinya kegiatan produksi.
2. Menjaga agar supaya pembentukan persediaan oleh persediaan tidak
terlalu besar atau berlebih–lebihan, sehingga biaya–biaya yang timbul dari
3. Menjaga agar pembelian secara kecil–kecilan dapat dihindari karena ini
akan berakibat biaya pemesanan menjadi besar.
b. Freddy Rangkuti, 1995 dalam Arif, 2008 menyatakan tujuan tujuan
pengendalian persediaan sebagai berikut :
1. Menjaga jangan sampai kehabisan persediaan.
2. Supaya pembentukan persediaan stabil.
3. Menghindari pembelian barang secara kecil – kecilan.
4. Pemesanan yang ekonomis.
Dari pendapat diatas, maka dapat kita disimpulkan bahwa tujuan dari
pengendalian persediaan adalah untuk memperoleh kualitas ataupun kuantitas dari
bahan-bahan/barang-barang maupun bahan pembantu agar bahan/barang tersebut
tersedia pada waktu dibutuhkan sehingga biaya yang ditimbulkan dapat seminimal
mungkin.
2.5Fungsi Persediaan
Seperti sudah ditunjukan dalam pembahasan sebelumnya bahwa Inventory
merupakan hal yang sangat penting bagi perusahaan. Inventory mempunyai maksud
dasar untuk mengontrol kebutuhan supply dan demand. Sementara itu, inventory juga
berperan sebagai buffer dalam hal supply dan demand, memenuhi customer demand
(permintaan atau kebutuhan pelanggan), menyediakan komponen-komponen yang
dibutuhkan untuk produksi (Yunarto dan Santika, 2005).
1. Fungsi decoupling: dilakukan oleh perusahaan yang mengadakan
pengelompokkan operasional secara terpisah. Memungkinkan operasi internal
dan eksternal mempunyai kebebasan
2. Fungsi economic lot size: penyimpanan persediaan bahan dalam jumlah besar
dengan mempertimbangkan adanya discount pembelian, kapasitas dan kondisi
gudang serta keperluan operasi.
3. Fungsi antisipasi: penyimpanan persediaan berfungsi sebagai penyelamat jika
terjadi kelambatan datangnya pesanan atau jika ada permintaan musiman.
Jadi fungsi utama persediaan yaitu “menjamin kelancaran mekanisme
pemenuhan permintaan barang sesuai dengan kebutuhan konsumen sehingga sistem
yang dikelola dapat mencapai kinerja (performance) yang optimal.” Atau
“menyimpan untuk melayani kebutuhan perusahaan akan bahan/ mentah/ barang jadi
dari waktu ke waktu.”(Ariyani, 2008)
2.6Faktor-Faktor Yang Mempengaruhi Persediaan
Dalam pengadaan persediaan bahan baku terdapat faktor yang memiliki
pengaruh terhadap persediaan bahan baku dan saling terkait antara yang satu dengan
yang lainnya. Faktor-faktor tersebut menurut Yamit (2003) sebagai berikut:
Faktor waktu, menyangkut lamanya proses produksi dan distribusi sebelum
barang jadi sampai kepada konsumen. Persediaan dilakukan untuk memenuhi
kebutuhan selama waktu tunggu (lead time).
Faktor ketidakpastian waktu datang dari suplier menyebabkan perusahaan
keterlambatan pengiriman kepada konsumen. Ketidak pastian waktu datang
mengharuskan perusahaan membuat skedul operasi lebih teliti pada setiap level.
Faktor ketidakpastian penggunaan dari dalam perusahaan disebabkan oleh
kesalahan dalam peramalan permintaan, kerusakan mesin, keterlambatan operasi,
bahan cacat, dan berbagai kondisi lainnya. Persediaan dilakukan untuk
mengantisipasi ketidakpastian peramalan maupun akibat lainnya tersebut.
Faktor ekonomis adalah adanya keinginan perusahaan untuk mendapatkan
alternatif biaya rendah dalam memproduksi atau membeli item dengan menentukan
jumlah yang paling ekonomis. Persediaan diperlukan untuk menjaga stabilitas
produksi dan fluktuasi bisnis.
2.7Komponen Biaya yang Terlibat dalam Persediaan
Tanpa memperhatikan bagaimana sifat kebutuhan, waktu tenggang dan
lain-lain, umumnya terdapat empat katagori biaya persediaan yang sangat menentukan
jawaba optimal dari masalah persediaan. Biaya yang terlibat dalam system persediaan
adalah biaya pembelian, biaya pemesanan, biaya penyimpanan dan biaya kehabisan
stock. Katagori biaya tersebut adalah sebagai berikut.
2.7.1 Biaya Pembelian (Purchasing Cost)
Biaya pembelian adalah harga per unit apabila item dibeli dari pihak luar, atau
biaya produksi per unit apabila di produksi dalam perusahaan (Yamit, 2003).
Menurut Hakim (2003 : 105) biaya pembelian adalah biaya yang dikeluarkan
untuk membeli barang yang besarnya tergantung pada jumlah barang yang dibeli dan
2.7.2 Biaya Pemesanan (Ordering Cost)
Menurut Baroto (2002 : 55) menyatakan bahwa biaya pemesanan adalah biaya
yang harus dikeluarkan untuk melakukan pesanan ke pemasok, yang besarnya
biasanya tidak dipengaruhi oleh biaya jumlah pemesanan. Biaya ini meliputi biaya
pemrosesan pesanan, biaya ekspedisi, upah, biaya telepon/fax, biaya
dokumentasi/transaksi, biaya pengepakan, biaya pemeriksaan, dan biaya lainnya yang
tidak tergantung jumlah pesanan.
Menurut Hakim (2003 : 105) biaya pemesanan adalah semua pengeluaran
yang timbul untuk mendatangkan barang dari luar. Biaya ini meliputi biaya untuk
menentukan pemasok (supplier), pengetikan pesanan, pengiriman pesanan, biaya
pengangkutan, biaya penerimaan dan lain–lain.
2.7.3 Biaya Penyimpanan (Holding Cost/ Carrying Cost)
Ariyani (2008 : 57) mengemukakan bahwa, biaya penyimpanan yaitu semua
pengeluaran yang timbul akibat penyimpanan barang atau biaya yang diperlukan
untuk mengadakan dan memelihara persediaan. Biaya penyimpanan terdiri dari:
Biaya simpan, misalnya biaya sewa gedung, biaya perawatan dan perbaikan
bangunan, listrik, gaji personel keamanan, pajak atas persediaan, pajak, dan
ansuransi peralatan, biaya penyusutan dan perbaikan peralatan.
Biaya resiko, misalnya biaya resiko kehilangan, biaya keusangan, biaya asuransi
persediaan, biaya susut secara fisik.
Biaya administrasi dan pemindahan yaitu biaya untuk mengadministrasi
penyimpanannya, biaya memindahkan barang dalam tempat penyimpanan (upah
buruh dan biaya peralatan handling).
2.7.4 Biaya Kekurangan Persediaan (shortage cost)
Biaya kekurangan dari luar perusahaan dapat berupa backorder, biaya
kehilangan kesempatan penjualan, dan biaya kehilangan kesempatan menerima
keuntungan. Biaya kekurangan dari dalam perusahaan dapat berupa penundaan
pengiriman maupun idle kapasitas (Hamit, 2003). Biaya kekurangan persediaan dapat
diukur dari :
a. Kuantitas yang tidak dapat dipenuhi.
Biasanya diukur dari keuntungan yang hilang karena tidak dapat memenuhi
permintaan atau dari kerugian akibat terhentinya proses produksi. Kondisi ini
diistilahkan sebagai biaya pinelti (p) atau hukuman kerugian bagi perusahaan
dengan satuaan misalnya : Rp/unit.
b. Waktu pemenuhan.
Lamanya gudang kosong berarti lamanya proses produksi terhenti atau
lamanya perusahaan tidak mendapatkan keuntungan, sehingga waktu
menganggur tersebut dapat diartikan sebagai uang yang hilang. Biaya waktu
pemenuhan diukur berdasarkan waktu yang diperlukan untuk memenuhi
gudang.
c. Biaya pengadaan darurat.
Supaya konsumen tidak kecewa dapat dilakukan pengadaan darurat yang
Kelebihan biaya dibandingkan pengadaan normal ini dapat dijadikan ukuran
untuk menenttukan biaya kekurangan persediaan.
Biaya kekurangan persediaan yaitu biaya yang terjadi apabila persediaan
tidak tersedia di gudang ketika dibutuhkan untuk produksi atau ketika langganan
memintanya. Kekurangan persediaan ini akan menimbulkan kerugian karena proses
produksi akan terganggu dan kehilangan kesempatan mendapatkan keuntungan atau
kehilangan konsumen/ pelanggan karena kecewa sehingga beralih ke tempat lain,
misalnya biaya penjualan dan permintaan yang hilang, biaya yang dikaitkan dengan
proses pemesanan kembali : biaya ekspedisi khusus, penaganan khusus, biaya
penjadwalan kembali produksi, biaya permintaan dan biaya bahan pengganti (Ariyani
: 2008).
2.8Hubungan Pengendalian Persediaan dengan Perencanaan dan
Pengendaliaan Produksi
Menurut Arif (2008 : 24) agar supaya perencanaan dan pengendalian produksi
dan pengendalian persediaan dapat berjalan dengan efektif, keduanya harus berjalan
sama–sama. Perencanaan dan pengendalian produksi mengusahakan agar proses
produksi dapat berjalan dengan lancar an efisien serta sesuai dengan schedule yang
ditetapkan. Sedangkan pengendalian persediaan mengatur besarnya persediaan
bahan–bahan yang dapat dijamin lancarnya produksi serta kelangsungan produksi
dengan biaya yang sekecil–kecilnya, seperti apa yang diharapkan dalam perencanaan
Jadi, apabila proses produksi dapat berjalan lancar, maka setiap saat barang
tersebut harus tersedia dan diusahakan sedapat mungkin modal yang tertanam dalam
persediaan bahan baku dan biaya yang dikeluarkan tidak terlalu besar, sehingga
tujuan pengendalian dan perencanaan produksi tepat pada waktunya dan ekonomis
dapat tercapai.
2.9Hubungan Pengendalian Persediaan Dengan Effisiensi Penggunaan Modal
Perusahaan.
Antara pengendalian persediaan dengan efisiensi dalam penggunaan modal
kerja perusahaan mempunyai hubungan yang sangat erat. Bahwa setiap perusahaan
dapat menjamin kelangsungan usahanya perlu mengadakan persediaan, untuk
mengadakan persediaan diperlukan sejumlah uang untuk diinvestasikan dalam
persediaan tersebut. Oleh karena itu setiap perusahaan haruslah dapat
mempertahankan suatu jumlah persediaan yang optimal, baik dalam jumlah mutu
maupun kualitas yang tepat dengan biaya yang serendah-rendahnya (Assauri, 1980,
dalam Arif 2008).
2.10 Model Pengendalian Persediaan
Yunarto dan Santika (2005 : 31) berpendapat bahwa siklus berjalannya
inventory dalam suatu perusahaan tergantung dari bagaimana bisnis perusahaan
tersebut berjalan. Semakin tinggi tingkat transaksi yang dilakukan perusahaan,
dan sistem yang kita miliki sangat hebat tetapi jika kontrol dari pergerakan inventory
tersebut tidak baik, akan tetap merugikan perusahaan.
Sehingga untuk mencari jawaban atas permasalahan umum mengenai
pengendalian persediaan seperti yang telah kita uraikan sebelumnya, diperlukannya
berbagai macam jenis metode yang sesuai dengan kebutuhan perusahaan. Berikut
metode yang dipakai dalam hal pengendalian persediaan:
2.10.1 EOQ (Economic Order Quantity) Single Item
EOQ adalah teknik pengendalian permintaan/ pemesanan barang yang optimal
dengan biaya inventory serendah mungkin. Jumlah biaya yang ditekan serendah
mungkin adalah carrying cost (biaya penyimpanan) dan ordering cost (biaya
pemesanan). Dalam perhitungan dan pengendalian inventory sehubungan dengan
EOQ model, variasinya tergantung dari keadaan supply dan demand-nya. Variasi ini
bisa meliputi saat stock-out, keadaan kebutuhan tetap, kebutuhan kapasitas lebih, ada
masa tenggang (waktu penundaan antara saat pemesanan dengan saat penerimaan),
kebutuhan tidak tetap potongan harga dan juga ketika ada aliran produk yang
berkelanjutan. (Yunarto dan Santika, 2005).
Menurut Ariyani (2008 : 58) EOQ relatif mudah digunakan, tetapi didasarkan
pada beberapa asumsi, yaitu:
1. Tingkat permintaan diketahui dan bersifat konstan.
2. Lead time atau waktu ancang-ancang, yaitu waktu antara pemesanan dan
penerimaan pesanan, diketahui dan bersifat konstan.
3. Barang yang disimpan hanya satu macam.
5. Harga barang konstan, tidak mungkin diberikan diskon.
6. Setiap pesanan diterima dalam sekali pengiriman dan langsung dapat digunakan.
7. Tidak terjadi stock out (kekurangan persediaan).
Tujuan model ini adalah untuk menentukan jumlah (Q) setiap kali
pemesanan (EOQ) sehingga meminimasi biaya total persediaan dimana :
Biaya Total Persediaan = Ordering Cost + Holding Cost + Purchasing Cost
Parameter – parameter yang dipakai dalam model ini adalah :
D = jumlah kebutuhan barang selama satu periode (misalnya : 1 tahun)
k = ordering cost setiap kali pesan
h = holding cost per-satuan nilai persediaan per-satuan waktu
c = purchasing cost per-satuan nilai persediaan
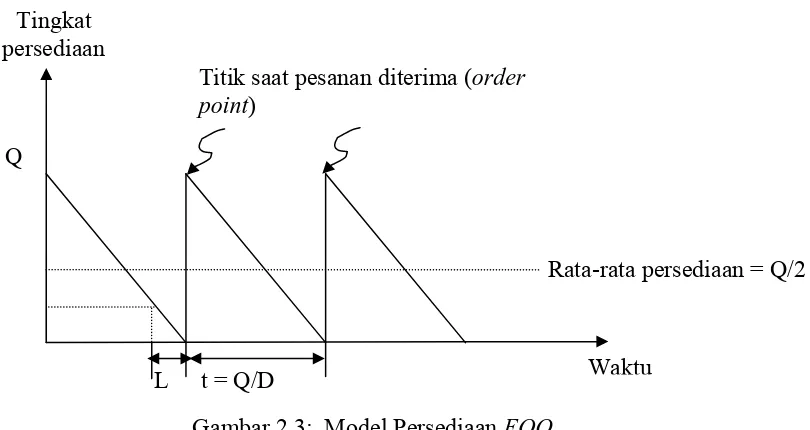
Secara grafis model dasar persediaan ini dapat digambarkan sebagai berikut :
L t = Q/D
Titik saat pesanan diterima (order point)
Rata-rata persediaan = Q/2
Waktu Tingkat
persediaan
[image:37.612.116.521.406.621.2]Q
Gambar 2.3: Model Persediaan EOQ
Setiap siklus persediaan berlangsung selama siklus waktu t, artinya setiap t hari (atau
minggu, bulan, dsb) dilakukan pemesanan kembali. Lamanya t sama dengan proporsi
kebutuhan satu periode (D) yang dapat dipenuhi oleh Q, sehingga dapat ditulis t =
D Q
.
Sedangkan frekuensi pemesanan =
Q D
Ordering cost per-periode = k
Q D
Holding cost per-periode =
2 Q h
Purchasing cost per-periode = D.c
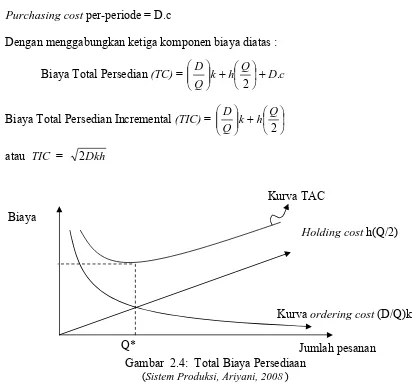
Dengan menggabungkan ketiga komponen biaya diatas :
Biaya Total Persedian (TC) = k h Q Dc Q
D
. 2
Biaya Total Persedian Incremental (TIC) =
2 Q h k Q D
atau TIC = 2Dkh
Holding cost h(Q/2)
[image:38.612.108.522.304.688.2]Jumlah pesanan Gambar 2.4: Total Biaya Persediaan
(Sistem Produksi, Ariyani, 2008 )
Q*
Kurva TAC
Biaya total relevan (TC) merupakan penjumlahan 2 komponen biaya ordering
cost dan holding cost, sehingga tinggi (jarak) kurva TC pada titik Q merupakan hasil
penjumlahan tinggi kedua kurva komponen biaya tersebut.
Ordering cost mempunyai bentuk geometris hiperbola dimana makin kecil Q,
berarti makin sering pemesanan dilakukan dan makin besar biaya pemesanan yang
dikeluarkan demikian juga sebaliknya.
Holding cost mempunyai bentuk garis lurus karena komponen biaya ini
tergantung pada tingkat persediaan rata–rata. Garis ini dimulai dari titik Q=0, dimana
tingkat persediaan rata–rata semakin membesar secara proposional dengan gradient
yang sama.
2.10.2 Reorder Point ( Titik Pemesanan Kembali)
Pada kondisi nyata, asumsi bahwa barang yang dipesan segera dapat tersedia
sulit diterapkan karena diperlukan suatu tenggang waktu untuk mengirimkan barang
yang dipesan karena mungkin produsen barang yang dipesan tidak mempunyai cukup
persediaan pada saat pesanan datang. Tenggang waktu antara saat dilakukan
pemesanan dengan saat barang datang disebut lead time (Ariyani : 2008).
Jika EOQ merupakan pengendalian untuk pemesanan inventory yang optimal,
maka ROP (Reorder Poin) adalah pengendalian inventory untuk memulai pengadaan
pemesanan. ROP model terjadi apabila jumlah inventory yang terdapat di dalam stok
berkurang terus sehingga kita harus menentukan berapa batas minimal tingkat
persediaan yang harus dipertimbangkan sehingga tidak terjadi kekurangan Inventory.
Jumlah yang diharapkan tersebut dihitung selama masa tenggang, dapat juga
kemungkinan terjadinya kekurangan stok selama masa tenggang (Yunarto dan
Santika, 2005.
Kondisi L < T, dimana kondisi lead time < siklus pemesanan, maka:
R = L x DL
dimana:
R =Reorder point (unit)
L =Lead time (hari, minggu, bulan).
DL = Tingkat Kebutuhan selama lead time (unit)
T = Waktu antara satu pemesanan ke pesanan berikutnya.
Kondisi L > T, dimana kondisi Lead Time > siklus pemesanan maka:
R = (L – T) DL
Apabila lead time dinyatakan dalam bulan, maka formulasinya:
R = DLL
12
Apabila lead time dinyatakan dalam minggu, maka formulasinya:
R = DLL
52
Apabila lead time dinyatakan dalam hari, maka formulasinya:
R = DLL
365
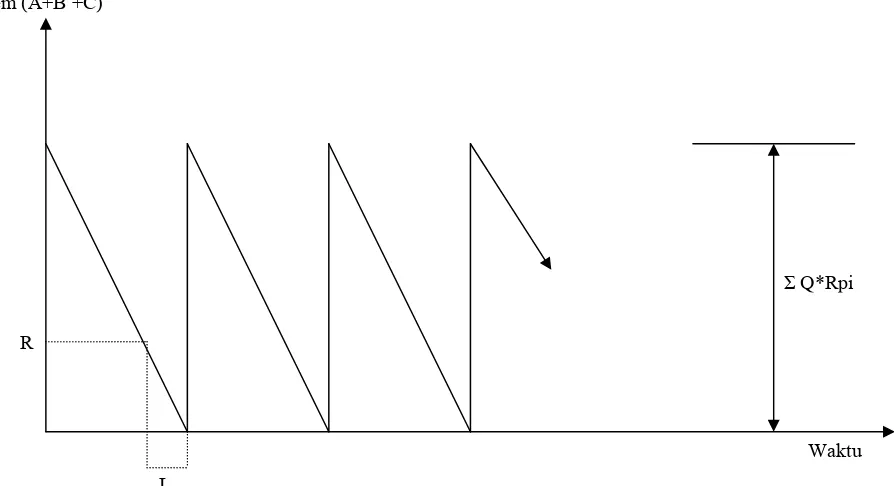
2.10.3 EOQ Multi Item
Model ini merupakan model EOQ untuk pembelian bersama joint purchase
Lead time diketahui dengan pasti, oleh karena itu tidak ada stock out maupun
biaya stock out.
Lead time untuk semua item dimana semua item yang dipesan akan datang
pada satu titik waktu yang sama untuk setiap siklus.
Holding cost harga per unit (unit cost) dan ordering cost untuk setiap item
diketahui. Tidak ada perubahan dalam biaya per unit (seperti quantity diskon),
ordering cost dan holding cost.
Item A
Waktu Q*Rpa R
L
Item B
Waktu Q*Rpb R
L Item C
Waktu Q*Rpc R
Item (A+B +C)
Σ Q*Rpi
R
Waktu
[image:42.612.97.544.96.339.2]L
Gambar 2.4 Hubungan antara tingkat persediaan dengan waktu untuk lot pembelian terpadu
(Sistem Produksi, Ariyani,2008 )
Dimana : L : Lead time
R : Reorder point
Q*Rpi : EOQ (dalam satuan rupiah) untuk item ke-i
Q*Rp : EOQ (dalam satuan rupiah) untuk semua item.
Penentuan rumus EOQ untuk kasus pembelian bersama diperoleh dengan
menderivasi biaya total persediaan yang terdiri dari total ordering cost dan total
holding cost selama periode tertentu, dimana :
Total biaya persediaan = ordering cost + holding cost
C ci
Q hQ D
TC Rpi
Rpi
Dimana :
C : biaya pemesanan yang tidak tergantung jumlah item
(biasanya disebut mayor ordering cost)
ci : Biaya pemesanan tambahan karena adanya penambahan item
ke-1 dalam pesanan (termasuk biaya pencatatan, penerimaan,
pengiriman item ke-i tersebut). Biaya-biaya ini juga disebut
minor ordering cost.
di : biaya selama periode tertentu untuk item ke-1
D
di : Biaya yang diperlukan selama periode tertentu untuk semuaitem.
QRp
QRpi : EOQ untuk ukuran lot terpadu dalam “nilai” RpΣQ*Rpi
Q*Rpi : EOQ optimal untuk ukuran lot terpadu dalam nilai rupiah.Dengan menderivasikan rumus total biaya persediaan maka model matematik dari
EOQ (ΣQ*Rpi), diperoleh :
ordering cost = holding cost
ki K Q D Rpi= QRpi h
2 2 * * )( Q h
Q ki K D Rpi Rpi
ki Q h
K
D( ) ( *Rpi)2 2
D
Kh ki
Q Rpi
h ki K
D Q
Q Rpi
Rpi
* 2 ( )
*
EOQ optimal untuk masing-masing item dalam nilai rupiah diperoleh dengan
membagi di dengan D sebagai berikut :
Rp Rpi Q
D di
Q* *
EOQ optimal untuk masing-masing item dalam unit sebanding dengan Q*Rpi dibagi
dengan unit costnya Ci, sehingga diperoleh :
Ci Q
Q i Rpi
* *
dimana : ci = harga jual per unit untuk item ke-i
Jarak antara pemesanan optimal (siklus pemesanan optimal) (t*) diperoleh dengan
cara membagi lamanya periode dengan frekuensi pemesanan yang terjadi selama
periode tersebut, sehingga :
D Q Q D f t Rpi Rpi * * 1 1 *
Sedangkan frekuensi pemesanan optimalnya adalah :
Rp Q D F * *
Langkah-langkah Model EOQ multi item sebagai berikut :
Mengumpulkan dan mencatat data-data yang diperlukan dalam proses
perhitungan total biaya persediaan sebagai masukan (input), yaitu data-data
frekuensi pemesanan, dan harga bahan baku untuk bulan Mei 2009 – April 2010
Menghitung total biaya persediaan untuk masing-masing bahan baku yang
dikeluarkan oleh perusahaan.
Biaya pembelian di dapat dari hasil kali antara kebutuhan pertahun (R) tiap
bahan baku dengan harga per unit (P) tiap bahan baku dalam rupiah.
Biaya pemesanan didapat dari hasil kali antara frekuensi pemesanan (kali)
dalam 1 tahun tiap bahan baku dengan biaya pemesanan masing-masing bahan
baku.
Kedua biaya tersebut diatas dijumlahkan dengan biaya penyimpanan selama 1
tahun, sehingga didapat total biaya dari masing-masing bahan baku.
Dari masing-masing total biaya bahan baku yang didapat, kemudian dilakukan
penjumlahan dari seluruh total biaya bahan baku tersebut untuk mendapatkan
biaya persediaan bahan baku secara keseluruhan.
TC = TC1 + TC2 + TC3 + ….+ TCn
Model persediaan yang akan digunakan sebagai alat pemecahan masalah
tersebut adalah model persediaan EOQ multi item. Kemudian menghitung total
biaya persediaan untuk masing-masing bahan baku.
Biaya bahan baku secara keseluruhan :
Dimana :
h D ci C Q Rpi
) (
2
*
keterangan :
C = Biaya pemesanan yang tidak tergantung jumlah item
(mayor ordering cost)
Ci = Biaya pemesanan tambahan karena adanya penambahan
item-i kedalam pesanan (minor ordering cost)
ri = Biaya selama periode tertentu untuk item-i
D = Biaya yang diperlukan selama periode tertentu untuk
semua item
h = Biaya penyimpanan
Rpi
Q*
= EOQ optimal untuk ukuran lot terpadu dalam nilai rupiah
2.11 Peramalan Untuk Perencanaan Persediaan Bahan Baku.
2.11.1 Pengertian Peramalan.
Peramalan adalah suatu perkiraan tingkat permintaan yang diharapkan untuk
suatu produk atau beberapa produk dalam periode waktu tertentu dimasa yang akan
datang (Biegel, 1992).
Dalam hubungannya dengan operasi produksi, peramalan harus menjadi
bagian integral dari perencanaan dan pengambilan keputusan. Peramalan diperlukan
sejalan dengan usaha organisasi untuk mengurangi ketergantungannya pada faktor
lingkungan yang tidak pasti. Sehingga peramalan merupakan alat bantu yang sangat
penting bagi suatu perusahaan yang efektif dan effisien. Karena perencanaan dan
jenis peramalan dapat meleyani semua kebutuhan. Kita membutuhkan peramalan dari
rentang waktu yang berbeda untuk berfungsi sebagai dasar rencana operasi yang
dikembangkan untuk cakrawala waktu perencanaan yang berbeda-beda. Untuk
masing-masing jangka waktu perencanaan yang ada, kriteria utama untuk pemilihan
metode yang sesuai adalah kesesuaian antara waktu keputusan, cakrawala waktu
perencanaan, akurasi peramalan, pola data yang diramalkan, biaya dan kemudahan
pengoperasian (Buffa, 1996 dan Makridakis,1993).
2.11.2 Kegunaan Peramalan
Umumnya untuk menentukan atau merencanakan jumlah hasil yang akan
diproduksi sangat ditentukan oleh jumlah atau besarnya permintaan akan produk
tersebut. Oleh karena itu setiap perusahaan selalu memperkirakan atau meramalkan
jumlah permintaan dari produknya. Adapun kegunaan peramalan adalah (Sofyan
Assauri, 1993) :
1. Menentukan kebijaksanaan dalam penyusunan anggaran.
2. Untuk pengawasan dalam persediaaan.
3. Membantu kegiatan perencanaan dan pengawasan produksi.
4. Mengurangi banyaknya biaya produksi secara keseluruhan.
5. Untuk mengurangi atau mengganti produk yang kurang memberikan
keuntungan.
Dalam setiap ramalan harus dipenuhi salah satu dari kegunaan tersebut diatas,
sehingga hal ini akan menimbulkan tambahan waktu yang diperlukan untuk membuat
2.11.3 Tipe Peramalan
Pembahasan pada kegunaan peramalan yang berbeda telah menimbulkan satu
metode pengklasifikasian peramalan, dengan menyesuaikan kepada kegunaan.
Kemungkinan pengklasifikasian yang lain adalah berdasarkan jangka waktu yang
ditempuh. Namun demikian halnya jangkauan waktu dan kegunaan adalah hampir
sama artinya, karena kegunaan ditentukan oleh jangka waktu dan sebaliknya. Tiga
tipe peramalan berdasarkan kegunaan (Biegel, 1992) :
1. Peramalan Fasilitas
Peramalan Fasilitas memerlukan jangkauan perencanaan waktu dan waktu
kontruksi ditambah waktu pengembangan fasilitas, membutuhkan data output
maksimum yang diharapkan.
2. Peramalan Perencanaan Produksi
Peramalan Perencanaan Produksi memerlukan jangkauan waktu beberapa siklus
pembuatan atau paling sedikit satu siklus permintaan dengan penjualan musiman,
dan membutuhkan data volume produk sesuai dengan tipe yang dipilih
3. Peramalan Produk
Peramalan Produk memerlukan tenggang waktu tunggu ditambah data satuan
produk yang dijual.
2.11.4 Jangka Waktu Peramalan
Jangka waktu peramalan dibedakan atas (Sofyan Assauri, 1980) :
1. Peramalan Jangka Panjang
Ramalan ini mencakup tentang perkiraan produk yang akan dipesan oleh suatu
Ramalan jangka panjang sering mempunyai tujuan yang berbeda dengan ramalan
penjualan jangka pendek, dan dimaksudkan untuk memungkinkan membuat
informasi untuk mengambil keputusan pada garis-garis kegiatan yang akan
memakan waktu pelaksanaannya.
2. Peramalan Jangka Pendek
Ramalan ini merupakan jenis ramalan yang paling banyak dipergunakan oleh
perusahaan pabrik. Biasanya ramalan ini mencakup perkiraan tentang pembeliaan
produk yang dibutuhkan dalam jangka waktu satu tahun.
Secara umum metode peramalan dibagi dalam dua katagori yaitu :
1. Metode Kualitatif.
Metode ini digunakan bila tidak tersedia atau sedikit informasi kualitatif masa
lalu untuk meramalkan kondisi mendatang, tetapi terdapat pengertian kualitatif yang
cukup dan mengandalkan opini para pakar. Metode ini berguna untuk peramalan
jangka panjang yang termasuk metode kualitatif adalah metode explorasi dan metode
normatif.
2. Metode Kuantitatif.
Metode ini digunakan bila tersedia cukup informasi kuantitatif untuk
meramalkan kondisi mendatang, dimana informasi masa lalu itu dapat
dikuantitatifkan dalam bentuk numerik dengan menggunakan pendekatan statistika
dan matematika. Asumsi metode ini bahwa pola data masa lalu akan terus berlanjut
dimasa datang. Yang termasuk metode kuantitatif adalah metode eksplorasi deret
2.11.5 Langkah – langkah Peramalan
Dalam melakukan peramalan agar diperoleh hasil yang sesuai dengan
yang diinginkan, maka diperlukan langkah-langkah pembuatan yang baik.
Adapun langkah-langkah tersebut adalah :
2.11.5.1 Diagram Pencar
Pembuatan diagram pencar ini didasarkan pada data permintaan dengan
membuat plot pada diagram yang menunjukkan hubungan antara data permintaan
pada sumbu Y dengan waktu pada sumbu t.
Sumbu Diagram Pencar
0 2 4 6 8 10 12 14
1 2 3 4 5 6 7 8
Waktu (t)
[image:50.612.199.439.328.505.2]Permintaan (y)
2.11.5.2 Analisa Pola Data Deret Berkala ( Time Series).
2.11.5.2.1 Jenis Pola Data Untuk Deret Berkala.
Terdapat empat data deret berkala yaitu horizontal, musiman, siklus dan trend.
Kelayakan metode akan tergantung pada komponen permintaan mana yang bekerja
dalam situasi tertentu (Makridakis, 1993 dan Buffa, 1996).
Y Y
Waktu Waktu
Pola Data Horisontal Pola Data Musiman
Y Y
Waktu Waktu
Pola Data Siklis Pola Data Trend
1. Pola Horizontal (H).
Bilamana nilai data permintaan berfluktuasi disekitar nilai rata-rata konstan
2. Pola Musiman (S).
Bilamana suatu deret dipengaruhi oleh faktor musiman yang berdampak
positif dan negatif terhadap permintaan (misalnya kuartal dalam tahun, bulan,
hari atau minggu tertentu) yang terjadi karena faktor-faktor tertentupada
selang waktu teratur.
3. Pola Siklus (C).
Bilamana datanya diperngaruhi oleh fluktuasi ekonomi jangka panjang seperti
yang berhubungan dengan siklus bisnis. Sifat pola siklis atau siklikal
bervariasi dalam hal waktu dan durasi kejadian.
4. Pola Trend atau Kecenderungan (T).
Bilamana terjadi kenaikan atau penurunan sekuler jangka panjang dalam data
atau dalam satu periode ke periode berikutnya.
2.11.6 Metode Peramalan.
2.11.6.1Metode Rata-rata bergerak.
Metode rata-rata bergerak ini melakukan dengan mengambil sekelompok nilai
pengamatan, mencari nilai rata-ratanya dan lalu menggunakan nilai rata-rata tersebut
sebagai ramalan untuk periode barikutnya. Jumlah pengamatan aktual yang
dimasukkan kedalam rata-rata ini ini ditetapkan oleh manajer dan tetap konstan.
Istilah rata-rata bergerak dipergunakan, karena setiap kali obesvasi baru tersedia,
maka angka rata-rata yang baru dihitung dan dipergunakan sebagai ramalan.
yang dimasukkan dalam perhitungan rata-rata bergerak, efek pelicinan semakin
terlihat dalam ramalan (Makridakis, 1993).
Tujuan utama dari penggunaan teknik rata-rata bergerak ini adalah untuk
mengurangi atau menghilangkan
N A A
A
MA t t1 t(N1) (2.20)
Dimana : MA = Rata-rata bergerak
t
A = Permintaan aktual pada periode t
N = Jumlah data permintaan yang dilibatkan dalam perhitungan rata-rata
bergerak.
Karena data aktual yang dipakai untuk perhitungan rata-rata bergerak berikutnya
selalu dihitung dengan mengeluarkan data yang paling terdahulu, maka :
N A A MA
MAt t t t N
1 (2.21)
Prehitungan tentang berapa nilai N yang tepat adalah hal yang penting dalam
metode ini. Semakin besar nilai N, maka semakin halus perubahan nilai rata-rata
bergerak dari periode ke periode. Kebalikannya, semakin kecil nilai N, maka hasil
perhitungan akan lebih agresip dalam mengantisispasi perubahan data terbaru yang
diperhitungkan. Kelemahan dari teknik rata-rata bergerak ini adalah sebagai berikut :
1. Peramalan selalu berdasarkan pada N data terakhir tanpa
mempertimbangkan data-data sebelumnya.
2. Setiap data dianggap memiliki bobot yang sama, padahal lebih masuk akal
data tersebut merepresentasikan kondisi yang terakhir terjadi. Kelemahan
kedua ini akan diatasi dengan menggunakan teknik rata-rata bergerak
dengan pembobotan.
3. Diperlukan biaya yang besar dalam penyimpanan dan pemrosesan
datanya, karena bila N cukup besar, maka akan membutuhkan memori
yang cukup besar dan proses komputasinya menjadi lama.
2.11.6.2 Metode Pemulusan Exponensial.
Terdapat dua batasan utama yang mendorong para peramal untuk menerapkan
metode pelicinan/pemulusan eksponensial untuk menggantikan rata-rata bergerak.
Pertama, untuk menghitung ramalan rata-rata bergerak, setidaknya nilai pengamatan
sejumlah N harus disimpan. Kedua, metode rata-rata bergerak memberikan bobot
yang setara untuk masing-masing pngamatan untuk N pengamatan terakhir dan tidak
memberikan bobot apapun untuk semua periode sebelumnya (t-N).
Pada prinsipnya, pelicinan eksponensial beroperasi dengan cara yang sejalan
dengan rata-rata bergerak dengan “melicinkan” pengamatan historis untuk
mengurangi kerandoman. Tetapi prosedur matematika untuk melakukan pelicinan ini
agak berbeda dengan yang dipergunakan dalam rata-rata bergerak (Makridakis,
1993). Model matematis exponensial ini dapat dikembangakan dari persamaan
berikut (Arman Hakim, 1999) :
N A A F
Ft t t t N
Dimana bila data permintaan aktual yang lama tidak tersedia, maka
dapat digantikan dengan nilai pendekatan yang berupa nilai ramalan sebelumnya
( ), sehingga persamaan diatas (2.8) dapat dituliskan menjadi :
N t A 1 t F N F A F
Ft t1 t t (2.23)
atau t 1 t 1 1Ft1 N A
N
F (2.24)
Dari persamaan (2.10) terlihat bahwa peramalan dengan teknik pemulusan
eksponensial pada periode t. ( ) akan didasarkan atas pembobotan data permintaan
aktual akhir (A dengan bobot 1/N dan pembobotan ramalan yang paling akhir (Ft1)
dengan bobot (1-1/N). Karena N bilangan positif, maka 1/N akan menjadi konstanta
yang bernilai antara nol (N = ~) sampai dengan 1 (N = 1). Dengan mengganti 1/N
dengan 1 t F t)
, maka persam an (2.24) akan menjadi : a
1
1
t t
t A F
F (2.25)
Bila kita notasikan sebagai peramalan permintaan pada periode t sehingga
maka persamaan (2.25) menjadi :
t f 1 t t F f
tt
t A f
F 1 (2.26)
Dari persamaan (2.12) diatas, terlihat bahwa teknik pemulusan eksponensial banyak
mengurangi kelemahan teknik rata-rata bergerak dalam penyimpanan data karena
hanya data permintaan aktual terakhir, ramalan terakhir dan suatu nilai konstanta
yang harus disimpan. Cara lain untuk menuliskan persamaan (2.25) adalah dengan
1
1
t t t
t F A F
F (2.27)
Dimana merupakan kesalahan ramalan dalam periode t ( ), sehingga
persamaan (2.22) dapat ditulis sebagai berikut :
1
t t F
A et
t t
t F e
F 1 (2.28)
Dari persamaan (2.28) terlihat bahwa bila mempunyai angka mendekati satu, maka
ramalan yang baru akan menyesuaikan kesalahan dengan besar pada ramalan
sebelumnya. Kebalikannya, bila mendekati nol, maka ramalan yang baru akan
menyesuaikan kesalahan dengan kecil.
Penentuan besarnya nilai harus dipertimbangkan dengan baik. Salah satu
metode yang dapat dipaki adalah memilih nilai berdasarkan nilai N yang dilibatkan