DYNAMIC COMPRESSION PLATE (DCP)
No. Soal : TKI 4598T/II/2009/2010/MKH/73/06.04/2010
Disusun Oleh : RIFKI ADHI PRATAMA NIM : 06/197901/TK/32160
PROGRAM STUDI TEKNIK INDUSTRI
JURUSAN TEKNIK MESIN DAN INDUSTRI
FAKULTAS TEKNIK UNIVERSITAS GADJAH MADA
ii
PENGESAHAN
Diajukan untuk memenuhi persyaratan Guna memperoleh gelar SARJANA di Program Studi Teknik Industri
Jurusan Teknik Mesin dan Industri Fakultas Teknik Universitas Gadjah Mada
Yogyakarta
Disusun Oleh :
Nama : Rifki Adhi Pratama NIM. : 06/197901/TK/32160
Disetujui untuk diuji, Dosen Pembimbing
iii tidak terdapat karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di Perguruan Tinggi, dan sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat yang pernah ditulis atau dipublikasikan oleh orang lain, kecuali yang secara tertulis disebutkan sumbernya dalam naskah dan dalam daftar pustaka.
Yogyakarta, Agustus 2010
v
# ! $
%
&' ( ) * + ,
-& ! + " # . / *
-0122 - ,
22 2223% .%45
+ 3 666
7 - 8 9 !
222
22 /
2222
"$
' " "" $2222
vi
INTISARI
Untuk menunjang proses produksi yang optimal dan efisien diperlukan sebuah tata letak fasilitas produksi yang baik. Hal penting yang menjadi perhatian dalam perancangan tata letak fasilitas sebuah pabrik adalah penataan mesin-mesin produksi dan pengaturan departemen-departemen yang terdapat dalam pabrik tersebut. Perancangan tata letak pabrik tidak hanya fokus pada bagian produksi semata, namun juga melingkupi seluruh bagian operasi pabrik seperti inventory, pelayanan kerja, dan material handling. Selain perancangan tata letak fasilitas, perancangan proses produksi dan penentuan kapasitas produksi juga menjadi hal yang tidak boleh dilupakan agar proses produksi dapat berjalan efektif dan efisien sehingga dapat meningkatkan produktifitas pabrik. Penjadwalan produksi yang efektif merupakan salah satu kunci tercapainya peningkatan efsiensi produksi, serta pemanfaatan sumber daya pabrik yang optimal
CV. “Z” merupakan suatu industri yang bergerak di bidang pemrosesan logam dengan produk yang dihasilkannya adalah peralatan medis berbahan stainless steel, yaitu dynamic compression plate (DCP). Saat ini aktivitas produksi masih tersebar di beberapa lokasi dan belum terdapat perencanaan kapasitas dan penjadwalan produksi yang baik. Untuk mengoptimalkan sistem dan proses produksinya, perusahaan berencana melakukan penataan ulang proses produksinya dalam satu lokasi dengan sistem produksi (meliputi perencanaan kapasitas dan penjadwalan produksi) yang lebih baik. Oleh karena itu, dalam penelitian ini dilakukan perancangan tata letak mesin dalam lokasi produksi, perhitungan kapasitas produksi saat ini, perencanaan pengembangan kapasitas, dan penjadwalan produksi.
Perancangan tata letak fasilitas dilakukan dengan metode Systematic Layout Planning (SLP) untuk kondisi produksi perusahaan saat ini dan kondisi pengembangan yang diharapkan, yaitu untuk kapasitas produksi 200 unit produk tiap minggu. Untuk perhitungan kapasitas produksi perusahaan saat ini didapatkan 8 unit produk setiap minggunya dengan 8 jam kerja. Sedangkan untuk 14 jam kerja, kapasitas produksi perusahaan adalah 15 unit produk dan kapasitas produksi untuk 24 jam kerja adalah 24 unit produk. Sedangkan untuk penjadwalan produksi digunakan metode Shortest Processing Time (SPT) yang sesuai dengan proses produksi perusahaan. Didapatkan hasil optimal penjadwalan sistem 5 batch dengan total waktu penyelesaian seluruh produk sebesar 93,61 jam. Solusi yang diusulkan untuk mengurangi rata-rata waktu tunggu produk terutama pada proses grinding, adalah dengan menambah jumlah mesin sehingga pendistribusian produk antar proses menjadi lebih lancar dan juga dapat memperpendek total waktu penyelesaian produk.
Kata kunci: dynamic compression plate, tata letak pabrik, kapasitas,
vii
KATA PENGANTAR
Puji syukur Alhamdulillah kita panjatkan kehadirat Allah SWT atas segala karunia dan rahmat-Nya sehingga Tugas Akhir dengan judul “Perancangan Tata Letak Fasilitas Produksi Dan Penjadwalan Produksi Pada Industri Pembuatan Dynamic Compression Plate (DCP)” dapat terselesaikan dengan lancar. Tugas Akhir ini merupakan salah satu syarat untuk memperoleh gelar kesarjanaan S1 pada Program Studi Teknik Industri di Jurusan Teknik Mesin dan Industri Universitas Gadjah Mada.
Penulis menyadari bahwa penyusunan Tugas Akhir ini tidak terlepas dari bantuan, bimbingan, dan dukungan dari berbagai pihak. Oleh karena itu dengan segenap ketulusan hati, penulis mengucapkan banyak terima kasih kepada:
1. Bapak Dr. Ir. Suhanan, DEA, selaku Ketua Jurusan Teknik Mesin dan Industri UGM.
2. Bapak Ir. Subagyo, Ph.D. selaku Ketua Program Studi Teknik Industri Jurusan Teknik Mesin dan Industri UGM.
3. Bapak Dr. M. K. Herliansyah, ST., MT., selaku dosen pembimbing Tugas Akhir yang selalu membantu dan membimbing penulis dalam pengerjaan. 4. Bapak Ir., Heru Santoso Budi Rochardjo, M.Eng., Ph.D., selaku dosen
pembimbing akademik.
5. Bapak Dr. Suyitno ST., M.Sc., atas waktu dan bantuannya dalam pengerjaan Tugas Akhir ini.
6. Segenap dosen, staff pengajar, dan karyawan JTMI UGM.
7. Kedua orang tua dan keluarga penulis yang telah memberikan bantuan, dukungan, serta doa.
8. Teman-teman senasib seperjuangan (Parardya, Satrio, Zhikry, Valdi, Irma, Wiwik, Gaby, Arlinda, Mey) yang selalu mewarnai hidup penulis sebagai mahasiswa, dan memberikan masukan,saran, serta semangat dalam penyelesaian tugas akhir ini.
viii 10.Semua pihak yang tidak dapat penulis sebutkan satu persatu, atas bantuan yang diberikan sehingga pengerjaan Tugas Akhir ini dapat terselesaikan dengan baik
Penulis menyadari bahwa masih banyak terdapat kekurangan dari Tugas Akhir ini. Oleh karena itu, penulis mengharapkan saran dan kritik dari pembaca sehingga penulis dapat berusaha untuk memperbaiki hasil karya penulis kembali. Semoga Tugas Akhir ini dapat bermanfaat baik bagi banyak pihak.
Yogyakarta, Agustus 2010
ix HALAMAN PENGESAHAN
HALAMAN PERNYATAAN
NASKAH SOAL TUGAS AKHIR/SKRIPSI HALAMAN PERSEMBAHAN
DAFTAR NOTASI DAN SINGKATAN
BAB I PENDAHULUAN
1.1. Latar Belakang Masalah 1.2. Perumusan Masalah
1.3. Asumsi dan Batasan Masalah 1.4. Tujuan Perancangan
1.5. Manfaat Perancangan
BAB II TINJAUAN PUSTAKA
BAB III LANDASAN TEORI
3.1. Pengertian Tata Letak Pabrik 3.2. Tujuan dan Manfaat Tata Letak
3.3. Karakteristik Stainless Steel untuk Metal Implant 3.4. Klasifikasi Stainless Steel
3.5. Prinsip Dasar Perencanaan Tata Letak Pabrik
x 3.6. Tipe dan Sumber Perancangan Tata Letak Pabrik
3.7. Langkah-langkah Perencanaan Tata Letak 3.8. Penentuan Luas Area
3.9. Tipe Tata Letak Fasilitas Produksi 3.10. Pola Aliran Bahan
3.11. Metode Activity Relationship Chart (ARC) 3.12. Kapasitas
3.13.Penjadwalan Produksi 3.13.1. Fungsi penjadwalan 3.13.2. Metode penjadwalan 3.14. Penentuan Jumlah Mesin
BAB IV METODOLOGI PENELITIAN 4.1. Objek Penelitian
4.2. Metodologi Penelitian 4.3. Kebutuhan Data
4.4. Metode Pengumpulan Data 4.5. Diagram Alir Penelitian
4.5.1. Perumusan masalah
4.5.2. Asumsi dan pembatasan masalah 4.5.3. Studi literatur
4.5.4. Identifikasi produk
4.5.5. Pengolahan data secara konvensional 4.5.6. Penentuan kapasitas produksi saat ini
4.5.7. Perancangan tata letak dengan metode kualitatif 4.5.8. Penentuan jumlah mesin untuk target produksi baru 4.5.9. Perancangan tata letak untuk target produksi baru 4.5.10. Penentuan penjadwalan produksi untuk target
produksi baru
4.5.11. Kesimpulan dan saran 4.6. Jadwal Kerja
xi 5.3. Kondisi Perusahaan Saat Ini
5.4. Data Mesin dan Peralatan 5.5. Proses Produksi
5.5.1. Analisis Aliran Produksi 5.5.2. Analisis Proses
5.5.2.1. Route Sheet
5.5.2.2. Operation Process Chart (OPC) 5.5.2.3. Flow Process Chart (FPC) 5.5.3. Analisis Material Handling 5.5.4. Perencanaan Jumlah Produksi 5.5.5. Perencanaan Laju Produksi
5.5.5.1. Perhitungan Kapasitas Produksi 5.5.6. Perencanaan Jumlah Mesin
5.6. Perencanaan Inventory 5.6.1. Inventori bahan baku 5.6.2. Inventori bahan pendukung 5.6.3. Inventori in-process product 5.6.4. Inventori produk reject dan scrap 5.6.5. Inventori produk jadi
5.7. Kebutuhan Space Pabrik
5.7.1. Kebutuhan space produksi 5.7.2. Kebutuhan space keseluruhan 5.8. Tata Letak Peralatan Produksi 5.9. Desain Area Fasilitas Pabrik
5.9.1. Area produksi 5.9.2. Area pergudangan 5.10. Tata Letak Akhir
xii 5.10.1. Tata letak akhir untuk kondisi saat ini
5.10.2. Tata letak akhir untuk kondisi pengembangan 5.11. Perencanaan Produksi
5.11.1. Penjadwalan produksi 5.11.2. Kebutuhan tenaga kerja
BAB VI PENUTUP 6.1. Kesimpulan 6.2. Saran
DAFTAR PUSTAKA
LAMPIRAN
86 88 90 90 94
96 98
99
xiii Gambar 3.3. Layout by Product
Gambar 3.4. Group Layout
Gambar 3.5. Pola Aliran Garis Lurus Gambar 3.6. Pola Aliran Zig-Zag Gambar 3.7. Pola Aliran U-Shaped Gambar 3.8. Pola Aliran Circular Gambar 3.9. Pola Aliran Odd Angle
Gambar 3.10. Skema Commbination Assembly Line Gambar 3.11. Skema Tree Assembly Line
Gambar 3.12. Skema Dendetric Assembly Line Gambar 3.13. Skema Overhead Assembly Line Gambar 3.14. Contoh Peta ARC
Gambar 3.15. Dimensionless Block
Gambar 3.16. Activity Relationship Diagram Gambar 4.1. Diagram Alir Penelitian
Gambar 4.2. Diagram Alir Penjadwalan Produksi Gambar 5.1. Gambar Plat Lubang Lurus
Gambar 5.2. Gambar Plat L
Gambar 5.3. Sketsa Kondisi Perusahaan Saat Ini
Gambar 5.4. Kondisi Lahan Dan Bangunan Saat Ini (Tampak Depan) Gambar 5.5. Kondisi Lahan Dan Bangunan Saat Ini (Tampak Belakang) Gambar 5.6. Bahan Baku Dynamic Compression Plate (DCP)
Gambar 5.7. Activity Relationship Chart Gambar 5.8. Activity Relationship Diagram
Gambar 5.9. Block Plan Layout Untuk Kondisi Produksi Saat Ini Gambar 5.10. Block Plan Layout Untuk Kondisi Produksi Baru
Gambar 5.11. Konsep Penataan Mesin Produksi Dynamic Compression
xiv Plate (DCP)
Gambar 5.12. Gambaran Area Proses Machining dan Cutting Gambar 5.13. Gambaran Area Proses Grinding
Gambar 5.14. Gambaran Area Proses Polishing and Cleaning Gambar 5.15. Gambaran Area QC
Gambar 5.16. Gambaran Area Packing Gambar 5.17. Gambaran Gudang Bahan Baku
Gambar 5.18. Gambaran Gudang Produk Jadi dan Gudang Scrap and Reject
Gambar 5.19. Usulan Tata Letak Pabrik Untuk Kondisi Produksi Saat Ini Gambar 5.20. Usulan Tata Letak Pengembangan Pabrik
Gambar 7.1. Rancangan Layout Perusahaan Untuk Kondisi Saat Ini Gambar 7.2. Rancangan Ruang Produksi dan Gudang Untuk Kondisi Saat
Ini
Gambar 7.3. Rancangan Layout untuk Kondisi Baru
Gambar 7.4. Rancangan Ruang Produksi Untuk Kondisi Baru
Gambar 7.5. Rancangan Area Gudang Produk Jadi Untuk Kondisi Baru
xv Tabel 3.1. Lebar Aisle Berdasarkan Dimensi Maksimum Material
Tabel 3.2. Lebar Aisle Berdasarkan Dimensi Peralatan Material Handling Tabel 3.3. Closeness Rating System Untuk ARC
Tabel 5.1. Produk yang Diproduksi CV. “Z” Tabel 5.2. Tenaga Kerja Tiap Departemen Tabel 5.3. Fasilitas Perusahaan Saat Ini Tabel 5.4. Spesifikasi Mesin dan Peralatan Tabel 5.5. Waktu Standar Permesinan Tabel 5.6. Dimensi Produk
Tabel 5.7. Perhitungan Waktu Produksi Tabel 5.8. Perhitungan Kapasitas Produksi Tabel 5.9. Waktu Produksi
Tabel 5.10. Total Waktu Machining dan Cutting
Tabel 5.11. Jumlah Mesin CNC Milling dan Konfigurasi Produk Tabel 5.12. Jumlah Mesin Grinding
Tabel 5.13. Jumlah dan Konfigurasi Mesin Polishing and Cleaning Tabel 5.14. Alternatif Konfigurasi Mesin Polishing and Cleaning Tabel 5.15. Perkiraan Jumlah Unit Produk Tiap Lembar Bahan Baku Tabel 5.16. Perhitungan Jumlah Bahan Baku
Tabel 5.17. Perhitungan Luas Area Produksi Kondisi Saat Ini Tabel 5.18. Perhitungan Luas Area Produksi Kondisi Baru Tabel 5.19. Activity Relationship Worksheet
Tabel 5.20. Luas Area Fasilitas Gudang Tabel 5.21. Luas Area Fasilitas Tambahan Tabel 5.22. Luas Area Fasilitas Pekerja
Tabel 5.23. Luas Area Setiap Ruangan Untuk Kondisi Saat Ini Tabel 5.24. Luas Setiap Ruangan Untuk Kondisi Pengembangan
xvi Tabel 5.25. Penjadwalan Produksi
Tabel 5.26. Jadwal Shift Kerja Tabel 5.27. Kebutuhan Tenaga Kerja Tabel 7.1. Data Waktu Awal
Tabel 7.2. Penjadwalan Produksi 1 Batch Tabel 7.3. Penjadwalan Produksi 2 Batch Tabel 7.4. Penjadwalan Produksi 4 Batch Tabel 7.5. Penjadwalan Produksi 5 Batch Tabel 7.6. Penjadwalan Produksi 10 Batch Tabel 7.7. Penjadwalan Produksi 20 Batch
xvii Lampiran 2. Flow Process Chart (FPC)
Lampiran 3. Route Sheet
Lampiran 4. Rancangan Tata Letak Kondisi Produksi Saat Ini
Lampiran 5. Rancangan Tata Letak Kondisi Pengembangan Produksi Lampiran 6. Perhitungan Waktu Permesinan
Lampiran 7. Perhitungan Jumlah Mesin
Lampiran 8. Perhitungan Penjadwalan Produksi
xviii
DAFTAR NOTASI DAN SINGKATAN
B = Jumlah set-up (jumlah permintaan dibagi batch size) C = Waktu cadangan mesin (untuk perbaikan)
D = Total perkiraan / rencana permintaan produk
H = Jumlah jam operasi satu unit mesin selama satu periode M = Jumlah mesin yang dibutuhkan
N = Jam operasi mesin selama satu periode R = Total jam mesin yang diperlukan R0 = Rata-rata output
R1 = Rata-rata tingkat penggunaan ta = Standar waktu set-up (jam)
1
1.1Latar Belakang Masalah
Dalam suatu pabrik, tata letak (layout) merupakan elemen dasar yang sangat penting untuk mendukung kelancaran proses produksi. Selain itu, pengaturan layout pabrik merupakan hal yang sangat penting dan sering ditemui masalah pada kondisi sebenarnya di lapangan. Perancangan tata letak juga berfungsi untuk menggambarkan sebuah susunan yang ekonomis dari fasilitas-fasilitas yang berkaitan dalam suatu pabrik dimana produk dapat dihasilkan. Layout yang baik akan mendukung terciptanya efektifitas dan efisiensi kerja yang dapat meningkatkan produktifitas. Perancangan tata letak pabrik tidak hanya fokus terhadap bagian produksi saja, tetapi juga meliputi seluruh bagian pabrik seperti bagian inventory dan pelayanan pekerja.
Pengaturan dan fasilitas merupakan dua istilah penting dalam perancangan tata letak pabrik dan fasilitas. Kedua istilah tersebut dapat diartikan sebagai metode dan sistem pengaturan berbagai fasilitas yang ada di dalam sebuah pabrik untuk mendukung kelancaran proses produksi. Dalam perancangan tata letak pabrik dan fasilitas terdapat 2 hal yang menjadi main objective, yaitu penataan mesin (machine layout) dan pengaturan departemen-departemen yang terdapat di dalam pabrik tersebut.
2
kapasitas produksi tersebut. Faktor-faktor tersebut diantaranya peningkatan jumlah mesin, penambahan tenaga dan jam kerja, pengembangan teknologi produksi, dan penjadwalan proses produksi.
Penjadwalan merupakan pengaturan waktu suatu aktifitas yang meliputi pengalokasian fasilitas, mesin dan peralatan produksi, serta manusia dalam suatu operasi produksi. Selain itu penjadwalan juga merupakan kegiatan untuk menentukan urutan (sequence) pelaksanaan proses produksi. Penjadwalan produksi yang efektif merupakan salah satu kunci tercapainya peningkatan efisiensi produksi, serta pemanfaatan sumber daya pabrik yang optimal. Setiap pabrik atau industri tentu membutuhkan perancangan tata letak fasilitas dan perancangan produksi yang baik untuk mencapai kapasitas produksi yang optimal, termasuk industri pengolahan stainless steel.
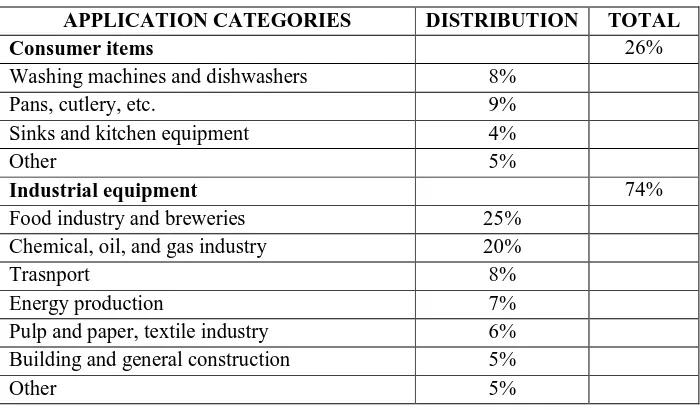
Tabel 1.1 Distribusi Penggunaan Stainless Steel Dunia (Warnoise, 2009) APPLICATION CATEGORIES DISTRIBUTION TOTAL
Consumer items 26%
Washing machines and dishwashers 8%
Pans, cutlery, etc. 9%
Sinks and kitchen equipment 4%
Other 5%
Industrial equipment 74%
Food industry and breweries 25% Chemical, oil, and gas industry 20%
Trasnport 8%
Energy production 7%
Pulp and paper, textile industry 6% Building and general construction 5%
Other 5%
Stainless steel dalam penggunaannya di bidang medis biasanya digunakan dalam alat kedokteran, seperti gunting gajah, bending press statis, retractors, dan lainnya, serta alat ortopedi seperti pen untuk tulang. Jika terjadi patah atau pergeseran tulang, dilakukan pemasangan pen besi untuk menggeser tulang ke posisi semula. Namun, cara itu dapat menimbulkan efek samping karena pasien akan tetap merasakan nyeri akibat reaksi penolakan tubuh terhadap benda asing di kaki. Kemudian muncul alternatif baru berupa teknologi logam implan berbasis paduan titanium (Ti-Al-Ta/Sn) dan kobalt (Co-Cr-Mo). Penggunaan paduan logam itu berdasarkan standar ASTM F75 dan F1537 yang memunyai sifat biokompatibel (Koran Jakarta, 2009, diakses pada 25 Maret 2010).
Namun, teknologi tersebut masih mahal bagi sebagian pasien yang kurang mampu. Begitu juga dengan alat yang diimpor. Salah satu solusi alternatif yang digunakan adalah pembuatan pen tulang dengan bahan stainless steel yang harganya lebih terjangkau namun memiliki sifat dan karakteristik yang tidak jauh beda dengan pen paduan titanium-kobalt. Jenis stainless steel yang digunakan adalah bahan stainless steel 316L. Bahan
4
Usaha Kecil dan Menengah (UKM) merupakan bentuk usaha dengan kekayaan bersih maksimal senilai RP 200.000,00 dengan tidak termasuk tanah dan bangunan tempat usaha (Wikipedia, 2010). Menurut Undang-Undang No. 20 Tahun 2008 tentang usaha mikro, kecil, dan menengah, yang dimaksudkan dengan usaha kecil adalah usaha ekonomi produktif yang berdiri sendiri, yang dilakukan oleh orang perorangan atau badan usaha yang bukan merupakan anak perusahaan atau bukan cabang perusahaan yang dimiliki, dikuasai, atau menjadi bagian baik langsung maupun tidak langsung dari usaha menengah atau usaha besar yang memenuhi kriteria Usaha kecil sebagaimana dimaksud dalam Undang-Undang ini. Sedangkan pengertian usaha menengah adalah usaha ekonomi produktif yang berdiri sendiri, yang dilakukan oleh orang perseorangan atau badan usaha yang bukan merupakan anak perusahaan atau cabang perusahaan yang dimiliki, dikuasai, atau menjadi bagian baik langsung maupun tidak langsung dengan Usaha Kecil atau usaha besar dengan jumlah kekayaan bersih atau hasil penjualan tahunan sebagaimana diatur dalam Undang-Undang ini (Kementrian Koperasi dan Usaha Kecil dan Menengah, 2008). Kriteria mengenai jumlah kekayaan bersih ataupun hasil penjualan ditampilkan pada Tabel 1.2.
Tabel 1.2 Kriteria Jenis Usaha Menurut UU No. 20 Tahun 2008
No Uraian Kriteria
Aset Omzet
1 Usaha Mikro Maksimal 50 Juta Maksimal 300 Juta 2 Usaha Kecil > 50 Juta – 500 Juta > 300 Juta – 2.5 Miliar 3 Usaha Menengah > 500 Juta – 10 Miliar > 2,5 Miliar - 50 Miliar
CV. “Z” merupakan suatu industri yang bergerak di bidang pemrosesan logam. Produk yang dihasilkannya adalah peralatan medis berbahan stainless steel, yaitu dynamic compression plate (DCP). Dynamic compression plate
hanya sekitar 15% dari luas tersebut yang baru digunakan karena sedang dalam proses pembangunan. Kegiatan produksi saat ini belum terpusat pada satu area dikarenakan belum semua mesin yang digunakan untuk produksi terdapat di area milik CV. “Z”. Proses produksi menggunakan sistem job shop. Untuk kedepannya, pemilik CV. “Z” menginginkan industrinya lebih berkembang, dengan permesinan yang lebih lengkap dan tertata dengan baik untuk menunjang proses produksi yang optimal
1.2Perumusan Masalah
Dari latar belakang masalah tersebut, maka perlu dilakukan perancangan tata letak industri pembuatan dynamic compression plate (DCP) serta menentukan penjadwalan atau urutan proses produksi untuk memenuhi target kapasitas produksi yang diinginkan.
1.3Asumsi dan Batasan Masalah
Asumsi dan batasan yang digunakan dalam perancangan ini adalah
a. Produk yang diteliti adalah perlengkapan medis berupa pen penyambung tulang berbahan dasar stainless steel.
b. Inventory bahan baku dihitung berdasarkan kebutuhan bahan produksi selama 1 bulan. Inventory produk jadi juga dihitung untuk persediaan selama 1 bulan.
c. Tata letak pabrik terbatas pada lahan yang telah ditentukan, dengan luas lahan 1.040 m2 (13 m x 78 m). Lokasi penelitian berada di provinsi Daerah Istimewa Yogyakarta.
d. Aliran bahan yang dianalisis merupakan aliran bahan yang terjadi pada gudang bahan baku, departemen produksi, pengemasan, dan gudang produk jadi.
e. Penjadwalan produksi ditujukan untuk memenuhi target kapasitas produksi yang diinginkan.
6
1.4Tujuan Perancangan
Tujuan dari perancangan ini adalah menghasilkan rancangan tata letak fasilitas industri, perhitungan kapasitas produksi saat ini, perencanaan pengembangan kapasitas, dan penjadwalan produksi pembuatan dynamic compression plate (DCP). Sedangkan hasil dari perancangan yang dilakukan mencakup:
1. Perancangan kebutuhan jumlah mesin 2. Perancangan tata letak peralatan produksi 3. Perancangan inventory
4. Perancangan tata letak pabrik
5. Penentuan kapasitas produksi pabrik saat ini 6. Perancangan penjadwalan produksi
1.5Manfaat Perancangan
Perancangan ini diharapkan dapat memberikan manfaat
a. Bagi peneliti, dapat merencanakan tata letak fasilitas pabrik dan urutan proses produksi yang baik seperti teori yang ada.
b. Bagi perusahaan, dapat menjadi masukan atau pertimbangan dalam mengatur penataan fasilitas pabrik yang memaksimumkan kapasitas sumber daya perusahaan, pemanfatan space area lantai pabrik, dan mengoptimalkan penjadwalan produksi.
7 Tata letak pabrik merupakan organisasi fasilitas fisik sebuah perusahaan untuk meningkatkan efisiensi dari penggunaan peralatan, material, tenaga kerja, dan energi. Tata letak pabrik merupakan bagian dari perancangan fasilitas (facilities design). Perancangan fasilitas mencakup lokasi perusahaan dan desain bangunan, juga tata letak pabrik dan material handling (Meyers, 1993).
Hartini (2003) melakukan kajian tata letak fasilitas produksi di PT Aneka Adhilogam Karya menggunakan analisa kuantitatif (teknik from to chart) yang kemudian dioptimalkan dengan algoritma CRAFT menggunakan program QS. 3.0 serta menggunakan analisa kualitatif dengan teknik ARC. Kajian difokuskan pada proses aliran material dan perancangan alternatif tata letak baru ditujukan untuk mengurangi biaya perpindahan material. Dengan metode kuantitatif, dibantu optimasi dengan program QS. 3.0, menghasilkan 4 alternatif tata letak baru. Sedangkan metode kualitatif menghasilkan 1 alternatif rancangan tata letak baru. Dari kelima alternatif tersebut, dipilih hasil alternatif dari metode kualitatif karena tata letak yang dihasilkan lebih teratur dan berurutan aliran material handlingnya walaupun pengurangan biaya material handlingnya paling kecil.
Sedangkan Amelia (2007) melakukan pengaturan tata letak ulang permesinan pada suatu perusahaan mebel logam dengan menggunakan metode Group Technology, yaitu perpaduan antara tata letak produk dengan tata letak proses. Metode yang digunakan adalah metode Rank Order Clustering, Similarity Coefficient, dan p-Median. Dari hasil analisis yang dilakukan, jarak perpindahan material dapat dikurangi hingga 68%.
Perancangan tata letak fasilitas dengan mengimplementasikan algoritma fuzzy logic pada metode Systematic Layout Planning (SLP) dilakukan oleh
8
hospital bed. Penerapan algoritma fuzzy difokuskan pada proses mengkuantitatifkan nilai derajat kepentingan (dari ARC) pada metode Systematic Layout Planning. ARC awal (berdasarkan SLP) dan ARC dalam bentuk kuantitatif (berdasarkan algoritma fuzzy) digunakan sebagai input pada program WinQSB sehingga dihasilkan layout alternative. Output dari pengolahan menggunakan WinQSB tersebut kemudian disimulasikan dengan menggunakan program simulasi Promodel 4.2 untuk mengetahui jalannya sistem produksi dari layout berdasarkan SLP murni dan berdasarkan SLP implementasi algoritma fuzzy.
Hasilnya, perancangan dengan SLP algoritma fuzzy membutuhkan biaya lebih murah dalam pemindahan tiap sub departemen dibandingkan SLP murni.. Selain itudihasilkan average minutes per entry, average contents, dan utilitas pada sub departemen Top yang lebih tinggi dibandingkan dengan dengan SLP murni.
Masih dengan subjek ATMI Surakarta, Prasasto (2006) melakukan perancangan ulang tata letak pada departemen Tool Making yang menggunakan sistem produksi job shop. Perancangan ditujukan untuk mengurangi jarak beban dengan meminimalisasi penanganan bahan pada sistem. Analisis dilakukan dengan metode SLP dan bantuan software WinQSB, yang menghasilkan dua alternatif layout. Kemudian layout awal dan dua layout alternatif tersebut dianalisis pemindahan beban terhadap jarak perpindahan antar stasiun dalam proses produksinya. Hasilnya kemudian dibandingkan dengan software WinQSB dan Microsoft Excel sehingga diketahui layout yang memiliki efektifitas dan efisiensi terbesar. Usulan layout terbaik yang diambil adalah usulan layout yang pertama dengan pengurangan material yang dipindahkan sebesar 12,4%.
terhadap penjadwalan produksi paving pada CV. Eko Joyo, dilakukan dengan menggunakan uji hipotesis paired comparation (t-test). Pengujian t-test membuktikan bahwa menggunakan metode EDD menghasilkan maximum tardiness yang lebih kecil daripada metode konvensional yang dipakai perusahaan
10
BAB III LANDASAN TEORI
3.1 Pengertian Tata Letak Pabrik
Tata letak pabrik adalah suatu metode pengaturan fasilitas-fasilitas yang terdapat dalam pabrik untuk mendukung kelancaran proses produksi. Pengaturannya dilakukan dengan memanfaatkan wilayah yang ada untuk menata mesin dan fasilitas pendukung proses produksi yang akan berdampak pada kelancaran perpindahan bahan. Pemilihan jenis tata letak fasilitas yang akan digunakan juga dipengaruhi oleh jumlah produksi dan macam produk.
Tata letak pabrik dapat diartikan sebagai pengaturan tata letak fasilitas-fasilitas produksi yang sudah ada (the existing arrangement) atau dapat juga perencanaan tata letak pabrik yang baru (Wignjosoebroto, 2000).
Perencanaan layout umumnya digambarkan sebagai rencana lantai, yaitu suatu susunan fasilitas fisik (tanah, bangunan, mesin, perlengkapan, dan sarana lainnya) untuk mengoptimalkan kebutuhan hubungan antara karyawan pelaksana, aliran material, aliran informasi, dan tata cara yang diperlukan untuk mencapai tujuan usaha yang efektif, efisien, dan aman (Apple, 1990).
Tata letak pabrik merupakan organisasi fasilitas fisik sebuah perusahaan untuk meningkatkan efisiensi dari penggunaan peralatan, material, tenaga kerja, dan energi. Tata letak pabrik merupakan bagian dari perancangan fasilitas (facilities design). Perancangan fasilitas mencakup lokasi perusahaan dan desain bangunan, juga tata letak pabrik dan material handling (Meyers, 1993).
3.2 Tujuan dan Manfaat Tata Letak
1. Meminimalkan biaya unit produk
Dalam hal ini, setiap biaya yang dikeluarkan melebihi dari metode paling murah yang digunakan dalam produksi harus disesuaikan. Namun tidak berarti membeli mesin yang paling murah karena mesin yang paling mahal dapat menghasilkan biaya per unit yang paling rendah.
2. Meningkatkan kualitas produk
Biaya dan kualitas merupakan dua sektor kompetitif utama. Hanya fokus pada pengendalian salah satu sektor saja akan mengakibatkan kegagalan. Kedua hal tersebut harus diseimbangkan secara konstan. Dalam tata letak pabrik dan material handling harus mempertimbangkan kualitas di setiap tahapan.
3. Meningkatkan efisiensi dari penggunaan peralatan, material, tenaga kerja, dan energi
Dapat juga dikatakan sebagai penghematan biaya. Peralatan, material, tenaga kerja, dan energi merupakan sumber daya perusahaan yang bernilai tinggi. Perusahaan ingin menggunakan sumber dayanya dengan efektif untuk meningkatkan produktifitas. Dengan menyediakan lokasi layanan dekat dan sesuai akan meningkatkan produktifitas.
4. Memberikan kemudahan, kenyamanan dan keselamatan bagi pekerja Jika merancang pabrik tanpa memperhatikan kedekatan lokasi pelayanan karyawan, seperti kantin, toilet, dan locker room, dapat diartikan bahwa perusahaan tidak perduli akan karyawannya.
5. Memberikan kendali kepada biaya proyek
Perancangan tata letak pabrik dan material handling harus diperhitungkan biayanya sebelum mempresentasikannya kepada manajemen. Jika disetujui, pimpinan proyek akan berwenang untuk menggunakan anggaran biaya yang telah disetujui (Meyers, 1993)
6. Memudahkan proses manufaktur
Tata letak harus dirancang dengan baik sehingga proses manufaktur dapat berjalan dengan efektif dan optimal.
12
Tata letak yang baik harus dirancang untuk menurunkan pemindahan barang sampai batas minimum.
8. Menjaga fleksibilitas
Walaupun sebuah pabrik atau departemen dapat dirancang untuk memproduksi sejumlah barang, terkadang muncul beberapa kondisi yang memerlukan perubahan kemampuan produksinya. Jika telah diantisipasi sejak awal, maka perubahan yang terjadi dapat diatasi.
9. Menurunkan penanaman modal pada peralatan yang digunakan
Susunan mesin dan departemen yang tepat dapat membantu menurunkan jumlah peralatan yang diperlukan. Kecermatan dalam memilih metode pemrosesan terkadang juga dapat menghemat pembelian sebuah mesin. 10.Menghemat pemakaian ruang
Tata letak yang tepat memiliki jarak antar mesin yang minimum setelah allowance bagi pekerja dan mesin ditentukan. Dengan perhitungan yang tepat tentang jarak antar mesin dengan berbagai faktor, banyak luas dari lantai yang dapat dihemat (Apple, 1990)
11.Tujuan lainnya, seperti:
a. Meminimalkan inventory b. Just-in-Time manufacturing c. FIFO inventory
d. dll.
3.3 Karakteristik Stainless Steel untuk Metal Implant
Stainless steel (baja tahan karat) adalah baja dengan paduan krom lebih
materialnya antara lain ketahanan korosi, fabrikasi, mekanik, dan biaya produk (Priyotomo, 2007).
Penambahan unsur-unsur tertentu kedalam baja stainless dilakukan dengan tujuan sebagai bersikut:
1. Penambahan Molibdenum (Mo) bertujuan untuk memperbaiki ketahanan korosi pitting dan korosi celah
2. Unsur karbon rendah dan penambahan unsur penstabil karbida (titanium atau niobium) bertujuan menekan korosi batas butir pada material yang mengalami proses sensitasi.
3. Penambahan kromium (Cr) bertujuan meningkatkan ketahanan korosi dengan membentuk lapisan oksida (Cr2O3) dan ketahanan terhadap oksidasi temperatur tinggi.
4. Penambahan nikel (Ni) bertujuan untuk meningkatkan ketahanan korosi dalam media pengkorosi netral atau lemah. Nikel juga meningkatkan keuletan dan mampu bentuk logam. Penambahan nikel meningkatkan ketahanan korosi tegangan.
5. Penambahan unsur molybdenum (Mo) untuk meningkatkan ketahanan korosi pitting di lingkungan klorida.
6. Unsur aluminium (Al) meningkatkan pembentukan lapisan oksida pada temperatur tinggi.
14
3.4 Klasifikasi Stainless Steel
Berdasarkan paduan unsur kimia, baja tahan karat dapat digolongkan menjadi lima jenis (Priyotomo, 2007), yaitu:
1. Martensitik
Merupakan paduan kromium dan karbon yang memiliki struktur martensit body-centered cubic (bcc). Baja ini merupakan feromagnetik, bersifat dapat dikeraskan dan umumnya tahan korosi di lingkungan kurang korosif. Kandungan kromium umumnya berkisar antara 10,5 – 18%, dan karbon melebihi 1,2%. Umumnya digunakan untuk turbine blade dan untuk pisau.
2. Ferritik
Mempunyai struktur body centered cubic (bcc). Unsur kromium ditambahkan ke paduan sebagai penstabil ferrit. Kandungan kromium umumnya kisaran 10,5 – 30%. Beberapa tipe baja mengandung unsur molybdenum, silikon, aluminium, titanium dan niobium. Paduan ini merupakan ferromagnetik, mempunyai sifat ulet dan mampu bentuk dengan baik walaupun kekuatan di lingkungan suhu tinggi lebih rendah dibandingkan baja stainless austenitic. Banyak digunakan pada aplikasi peralatan rumah tangga, boiler, mesin cuci dan benda-benda arsitektural.
3. Austenitik
4. Dupleks
Campuran struktur ferit (bcc) dan austenit. Paduan utama material adalah kromium dan nikel. Tetapi nitrogen, molybdenum, tembaga, silikon dan tungsten ditambah untuk menstabilkan struktur dan memperbaiki sifat tahan korosi. Kelebihan baja stainless dupleks yaitu nilai tegangan tarik dan luluh tinggi dan ketahanan korosi retak tegang lebih baik dari pada baja stainless austenitik. Penggunaannya adalah untuk industri petrokimia, pulp dan perkapalan.
5. Pengerasan endapan
Jenis baja ini merupakan paduan unsur utama kromium-nikel yang mengandung unsur precipitation-hardening, antara lain tembaga, aluminium, atau titanium. Kondisi baja berfasa austenitik dalam keadaan anil dapat diubah menjadi fasa martensit melalui perlakuan panas. Kekuatan material melalui pengerasan endapan pada struktur martensit.
3.5 Prinsip Dasar Perencanaan Tata Letak Pabrik
Menurut Wignjosoebroto (2000), berdasarkan aspek dasar, tujuan, dan keuntungan yang didapat dari tata letak yang baik, dapat disimpulkan 6 prinsip dasar dalam tata letak, yaitu:
1. Prinsip integrasi total
Pabrik merupakan integrasi total dari seluruh elemen produksi yang menjadi suatu kesatuan unit operasi yang besar.
2. Prinsip jarak perpindahan bahan yang paling minimal
Waktu proses perpindahan material antar operasi bisa dikurangi dengan jalan mengurangi jarak perpindahan tersebut. Semakin dekat jarak perpindahan, maka akan semakin baik.
3. Prinsip aliran dari suatu proses kerja
16
memotong (cross movement), dan kemacetan (congestion), sehingga material bisa terus bergerak dari satu lini operasi ke lini yang lain tanpa perlu ada hambatan.
4. Prinsip pemanfaatan ruangan
Pergerakan manusia, material, mesin, dan peralatan penunjang proses produksi lainnya terjadi dalam suatu ruang produksi yang memiliki 3 dimensi (x, y, z) atau memiliki aspek volume (cubic space) dan tidak hanya aspek luas (floor space). Karena itu faktor dimensi ruangan ini perlu dipertimbangkan dalam desain tata letak pabrik.
5. Prinsip kepuasan dan keselamatan kerja
Desain tata letak pabrik yang baik bisa menciptakan kenyamanan bagi pekerja sehingga menimbulkan kepuasan kerja dan produktivitas pekerja bisa meningkat. Keselamatan kerja semakin terjamin dengan desain tata letak pabrik yang dibuat jauh dari potensi-potensi bahaya yang dapat terjadi sehingga dapat membahayakan keselamatan pekerjanya.
6. Prinsip fleksibilitas
Efektifitas dan efisiensi desain tata letak pabrik bisa tercapai jika tata letak yang ada dibuat fleksibel untuk penyesuaian atau pengaturan kembali (relayout) jika suatu waktu terjadi perubahan kondisi ekonomi maupun perubahan proses sehingga tata letak yang baru bisa dibuat dengan cepat dan murah.
3.6 Tipe dan Sumber Perancangan Tata Letak Pabrik
1. Pabrik baru
Dalam perancangan pabrik baru memiliki tingkat batasan yang paling rendah.
2. Produk baru
3. Perubahan desain
Perubahan pada suatu desain produk dilakuka untuk meningkatkan kualitas produk. Layout dapat diubah dan setiap perubahan harus ditinjau oleh teknisi tata letak pabrik.
4. Pengurangan biaya
Teknis tata letak pabrik dapat menghasilkan rancangan tata letak yang lebih baik yang akan menghasilkan lebih banyak produk dengan tenaga kerja yang lebih sedikit. Banyak area dari pengurangan biaya yang akan mempengaruhi layout (Meyers, 1993)
3.7 Langkah-langkah Perencanaan Tata Letak
Wignjosoebroto (2000) menguraikan langkah-langkah yang dilakukan dalam perancangan dan pengaturan tata letak pabrik sebagai berikut:
a. Analisis Produk
Menganalisis jenis dan jumlah produk yang harus diproduksi, dengan berdasar pada pertimbangan kelayakan teknis dan ekonomis
b. Analisis Proses
Aktivitas untuk menganalisis dan menentukan urutan proses produksi produk yang telah ditentukan untuk diproduksi. Dilakukan juga pemilihan alternatif proses dan mesin yang paling efektif dan efisien untuk digunakan.
c. Analisis Pasar
Dilakukan untuk menentukan jenis dan jumlah produk yang dibutuhkan sehingga dapat menentukan kapasitas produksi. Hal tersebut akan terkait dengan jumlah mesin dan peralatan produksi lainnya yang harus digunakan.
d. Analisis Jenis dan Jumlah Mesin Serta Luas Area yang Dibutuhkan
18
dan dapat ditentukan kemudian sesuai dengan jumlah mesin yang digunakan.
e. Pengembangan Alternatif Tata Letak
Dalam memilih alternatif rancangan tata letak ada beberapa hal yang dapat dijadikan pertimbangan:
1. Analisis ekonomis berdasarkan jenis tata letak yang ada. 2. Perancangan pola aliran material yang sesuai.
3. Analisis aliran material dengan mempertimbangkan volume, frekuensi, dan jarak perpindahan material.
4. Pertimbangan-pertimbangan lain yang terkait seperti luas area yang tersedia, struktur organisasi, dan lainnya.
f. Perancangan Tata Letak Mesin dan Departemen Dalam Pabrik
Hasil yang didapatkan dari analisis alternatif tata letak kemudian digunakan sebagai acuan pengaturan fasilitas fisik pabrik yang terkait, baik secara langsung maupun tidak, dalam proses produksi.
3.8 Penentuan Luas Area
Tata letak pabrik adalah penempatan dan pengaturan bermacam-macam fasilitas produksi yang digunakan untuk mendukung proses produksi. Pengaturan mesin berkaitan erat dengan luas area yang dibutuhkan untuk menempatkan mesin dan alat pendukung proses produksi, material yang diperlukan, keleluasaan operator untuk bergerak, dan lain-lain.
Kebutuhan area mempertimbangkan semua aktivitas yang berlangsung di dalam pabrik, sehingga minimal ada 3 macam area yang harus ada, yaitu:
1. Area untuk operasi mesin dan alat bantu produksi lainnya 2. Area penyimpanan bahan baku dan barang jadi
3. Area untuk fasilitas service (Wignjosoebroto, 2000)
perawatan mesin. Selain itu juga diperlukan area khusus untuk penyimpanan perkakas dan alat tambahan lainnya.
Untuk area penyimpanan barang, luas dan ukuran ditentukan oleh dimensi fisik dari material yang akan disimpan serta sarana material handling yang digunakan. Selain itu diperlukan juga jalur khusus atau lintasan (aisle) untuk jalan alat pemindahan barang dari satu lokasi ke lokasi lainnya. Penentuan luas area untuk aisle harus benar benar diperhatikan, karena jika terlalu sempit akan menghambat atau menimbulkan kekacauan pada aliran barang karena alat untuk material hadling tidak dapat melaluinya dengan baik yang dapat menimbulkan kerusakan pada material yang dibawa dan juga menyebabkan munculnya masalah safety. Sebaliknya, jika aisle terlalu labar atau besar maka akan terjadi pemanfaatan area yang berlebihan.
Terdapat beberapa pedoman dalam menentukan ukuran dan luasan aisle, seperti berdasarkan dimensi maksimum material yang diangkut dan berdasar peralatan material handling yang digunakan (Tompkins dkk, 1984)
Tabel 3.1 Lebar Aisle Berdasarkan Dimensi Maksimum Material Dimensi Maksimum Material Lebar Aisle
< 6 ft2 5 – 10 % 6 – 12 ft2 10 – 20 % 12 – 18 ft2 20 – 30 % > 18 ft2 30 – 40 %
Tabel 3.2 Lebar Aisle Berdasarkan Dimensi Peralatan Material Handling Jenis Alat Material Handling Lebar Aisle (ft)
Traktor 12
Forklift 3T 11
Forklift 2T 10
Forklift 1T 9
Narrow Aisle Truck 6
Manual Platform Truck 5
Personel 3
Personel with door opening into aisle from 1 side 6
20
Sedangkan Apple (1990) dan Yamit (2003) menjelaskan bahwa untuk menentukan kebutuhan total luas area untuk operasi produksi diperlukan data-data yaitu:
a. Luas area untuk mesin yang digunakan
b. Luas area untuk peralatan penunjang proses produksi c. Luas area kerja operator, dan
d. Luas area untuk penyimpanan material
Total keempat luas area tersebut dikalikan dengan 150% sebagai allowance, yang meliputi area tambahan untuk pemindahan bahan (material handling), pemeliharaan mesin (maintenance), dan operator.
3.9 Tipe Tata Letak Fasilitas Produksi
Terdapat 4 tipe tata letak fasilitas produksi yang pada umumnya diterapkan dalam industri (Kanawaty, 1992)
a. Tata letak berdasarkan lokasi material tetap (Layout by fixed position) Tata letak dengan tipe seperti ini digunakan jika material yang akan diproses tidak bergerak mengelilingi pabrik melainkan tetap tinggal di suatu lokasi. Seluruh peralatan dan mesin yang diperlukan untuk memproses material tersebut dibawa ke lokasi yang telah ditetapkan. Umumnya diterapkan pada industri yang menghasilkan produk berukuran besar, seperti pesawat terbang dan kapal, atau jika hanya sedikit produk dibuat pada satu waktu. Konsep dari tipe tata letak ini dapat dilihat pada Gambar 3.1.
b. Tata letak fasilitas berdasarkan proses atau fungsi (Layout by process or function)
Dalam tata letak ini, mesin dan peralatan kerja yang memiliki fungsi atau proses kerja yang sama dikelompokkan bersama. Tipe tata letak ini biasanya dipilih jika perusahaan memproduksi banyak jenis produk yang menggunakan permesinan yang sama dan jika satu produk memiliki volume produksi yang relatif kecil. Contoh dari industri yang menerapkan tipe tata letak ini adalah industri tekstil dan bengkel maintenance. Konsep dari tipe tata letak ini dapat dilihat pada Gambar 3.2.
Gambar 3.2 Layout by Process or Function
c. Tata letak fasilitas berdasarkan aliran produksi (Layout by product or line layout)
22
Gambar 3.3 Layout by Product
d. Tata letak fasilitas berdasarkan kelompok produk (Group layout)
Tata letak ini mengelompokkan produk berdasarkan pada langkah-langkah proses, mesin atau peralatan yang digunakan, dan sebagainya. Mesin dan peralatan produksi lainnya dikelompokkan dalam sebuah “manufacturing cell”. Tipe layout ini akan menghasilkan tingkat efisiensi yang tinggi dalam proses produksinya karena setiap kelompok produk memiliki urutan proses yang sama. Konsep dari tipe tata letak ini dapat dilihat pada Gambar 3.4
Gambar 3.4 Group Layout
3.10 Pola Aliran Bahan
Terdapat 2 jenis pola aliran bahan: a. Jenis Pola Aliran Proses Produksi
1. Garis Lurus (straight line)
Pola aliran yang berdasar pada garis lurus. Biasanya digunakan pada proses produksi yang berlangsung singkat, sederhana, dan hanya terdiri dari beberapa peralatan produksi.
Gambar 3.5 Pola Aliran Garis Lurus
Akibat dari penggunaan pola aliran ini diantaranya:
i. Munculnya jarak terpendek antara 2 titik
ii. Proses produksi berlangsung mengikuti garis lurus dari proses awal hingga proses terakhir
iii. Perpindahan material menempuh jarak yang relatif pendek
2. Zig-zag
Pola ini cocok untuk diaplikasikan jika aliran proses produksi yang ada lebih panjang dari luas area produksi yang tersedia. Pola ini dapat menjadi solusi bagi keterbatasan area, bentuk, dan ukuran bangun.
Gambar 3.6 Pola Aliran Zig-Zag
3. U – Shaped
24
Gambar 3.7 Pola Aliran U-Shaped
4. Melingkar (circular)
Gambar 3.8 Pola Aliran Circular
5. Odd Angle
Gambar 3.9 Pola Aliran Odd Angle
b. Jenis Pola Aliran Proses Perakitan
a. Area luasan yang tersedia b. Dimensi lantai
c. Luas area yang dibutuhkan untuk masing-masing mesin atau fasilitas produksi lainnya.
Selain pengaturan aliran bahan, pengaturan mesin atau fasilitas produksi lainnya di dalam masing-masing stasiun kerja. Pengaturan mesin ini dapat dibedakan menjadi:
a. Pengaturan menurut garis lurus (straight line arrangement)
b. Pengaturan menurut diagonal atau membentuk sudut diagonal (diagonal arrangement)
c. Pengaturan menurut garis tegak lurus (perpendicular arrangement) d. Pengaturan menurut bentuk lingkaran (circular arrangement)
Dalam proses perakitan (assembly), terdapat empat macam pola aliran yang dipakai dalam suatu proses perakitan (Wignjosoebroto, 2000), yaitu:
a. Combination Assembly Line Pattern
Gambar 3.10 Skema Commbination Assembly Line
b. Tree Assembly Line Pattern
26
c. Dendetric Assembly Line Pattern
Gambar 3.12 Skema Dendetric Assembly Line
d. Overhead Assembly Line Pattern
Gambar 3.13 Skema Overhead Assembly Line
3.11 Metode Activity Relationship Chart (ARC)
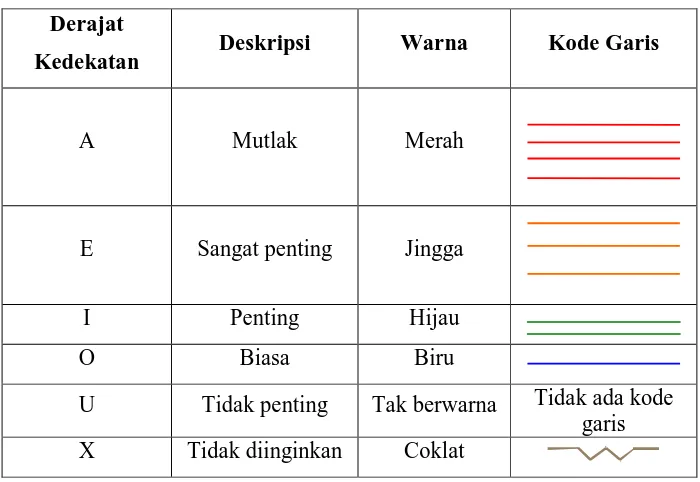
kode huruf (A, E, I, O, U, dan X) menunjukkan bagaimana setiap departemen memiliki hubungan kedekatan antara satu dan lainnya. Tabel 3.3 menunjukkan closeness rating system yang dikembangkan oleh Richard Muther.
Tabel 3.3 Closeness Rating System Untuk ARC
Derajat
Kedekatan Deskripsi Warna Kode Garis
A Mutlak Merah
E Sangat penting Jingga
I Penting Hijau
O Biasa Biru
U Tidak penting Tak berwarna Tidak ada kode garis X Tidak diinginkan Coklat
28
Gambar 3.14 Contoh peta ARC
Gambar 3.15 Dimensionless Block
Gambar 3.16 Activity Relationship Diagram
3.12 Kapasitas
Kapasitas produksi merupakan jumlah maksimum output yang dapat diproduksi dalam satuan waktu tertentu, yang ditentukan oleh kapasitas sumberdaya yang dimiliki, seperti kapasitas mesin, kapasitas tenaga kerja, kapasitas bahan baku dan kapasitas modal (Yamit, 2003). Perencanaan kapasitas dapat dibagi menjadi dua, yaitu:
1. Perencanaan kapasitas jangka pendek
30
Menurut Krajewzki & Ritzman (1989) dalam Yamit (2003), ada beberapa cara untuk meningkatkan kapasitas jangka pendek, yaitu:
a. Meningkatkan jumlah sumber daya
b. Memperbaiki penggunaan sumber daya, seperti pengaturan regu kerja dan penetapan jadwal
c. Modifikasi produk
d. Memperbaiki permintaan, dengan perubahan harga dan perubahan promosi
e. Tidak memenuhi permintaan
2. Perencanaan kapasitas jangka panjang
Perencanaan kapasitas jangka panjang merupakan strategi operasi dalam menghadapi segala kemungkinan yang terjadi, dimana kemungkinan-kemungkinan tersebut sudah diperkirakan sebelumnya, seperti rencana untuk menurunkan biaya produksi per-unit produk. Terdapat dua strategi yang dapat dilakukan oleh perusahaan, yaitu:
a. Strategi wait and see
Disebut pula strategi hati-hati dikarenakan kapasitas produksi akan dinaikkan apabila perusahaan yakin bahwa permintaan konsumen telah meningkat. Pertimbangan yang diambil adalah bahwa setiap kali terjadi kelebihan kapasitas perusahaan harus menanggung risiko karena investasi yang dilakukan hanya ditanggung oleh jumlah unit produk yang sedikit sehingga biaya produksi menjadi tinggi.
b. Strategi ekspansionis
3.13 Penjadwalan Produksi
Penjadwalan merupakan pengaturan waktu dari suatu kegiatan operasi. Penjadwalan mencakup kegiatan mengalokasikan fasilitas, peralatan ataupun tenaga kerja bagi suatu kegiatan operasi dan menentukan urutan pelaksanaan kegiatan operasi. Penjadwalan juga dapat diartikan sebagai proses pengalokasian sumber-sumber guna melaksanakan sekumpulan tugas dalam jangka waktu tertentu (Adiaksa, 2010). Tujuan penjadwalan untuk meminimalkan waktu proses, waktu tunggu langganan, dan tingkat persediaan, serta penggunaan yang efisien dari fasilitas, tenaga kerja, dan peralatan.
Tidak mudah untuk menyusun suatu jadwal produksi secara efektif. Terdapat beberapa hambatan yang biasa dijumpai saat perancangan penjadwalan produksi (Yamit, 2003), yaitu:
a. Kesulitan dalam mengidentifikasi tujuan dari jadwal yang sedang dilaksanakan.
b. Jumlah yang sangat besar dari jadwal yang mungkin.
Beberapa cara untuk mengurangi permasalahan dari penjadwalan adalah sebagai berikut:
a. Mengurangi jumlah variasi produk b. Mengurangi jumlah variasi komponen c. Perluasan kerja
d. Sub kontrak
e. Mengurangi unit organisasi f. Meningkatkan disiplin kerja
g. Lokasi pabrik yang dekat dengan daerah pemasaran.
3.13.1 Fungsi penjadwalan
32
a. Loading (pembebanan), bertujuan untuk memadukan antara kebutuhan yang diminta dengan kapasitas untuk mementukan fasilitas, operator dan peralatan.
b. Sequencing (penentuan urutan), bertujuan untuk membuat prioritas urutan pengerjaan dalam pemrosesan setiap order yang masuk.
c. Dispatching, pemberian perintah-perintah kerja ke setiap mesin atau fasilitas lainnya.
d. Pengendalian kinerja penjadwalan e. Updating schedule
3.13.2 Metode Penjadwalan
Yamit (2003) menjelaskan bahwa terdapat beberapa metode penjadwalan, yaitu:
a. Metode jalur kritis (critical path method)
Metode ini lebih cocok untuk penjadwalan pekerjaan proyek yang memiliki kegiatan awal dan kegiatan akhir. Metode ini tidak cocok diterapkan untuk produksi massa atau batch production.
b. Branch and bound approach
Metode ini banyak digunakan untuk membuat jadwal produksi kelompok dan ditampilkan dalam bentuk pohon dengan cabang – cabangnya.
c. Lini keseimbangan
Metode ini efektif digunakan untuk pembuatan jadwal produksi untuk unit tunggal yang menggunakan sistem perakitan, seperti pembuatan kursi jok. Beberapa syarat untuk menerapkan metode ini, yaitu:
i. Ada tahapan produksi
iv. Tersedianya sumber daya sesuai kebutuhan d. Metode perencanaan kebutuhan bahan (MRP)
Metode ini telah umum digunakan dalam penyelesaian berbagai proyek industri.
e. Metode Just in Time (JIT)
Merupakan sistem produksi yang dikembangkan oleh Jepang dan terbukti berhasil untuk pekerjaan produksi massa dan berulang dengan pengendalian yang lebih ketat. Toyota merupakan contoh perusahaan yang sukses menerapkan metode ini.
f. Metode optimized product technology (OPT)
Metode yang relatif baru dan memiliki kesamaan dengan metode JIT, namun didukung oleh perangkat komputer.
Sedangkan Adiaksa (2010) menyebutkan bahwa metode penjadwalan dapat dibagi menjadi dua, yaitu:
a. Metode CDS
Merupakan sebuah cara heuristik yang memakai aturan Johson dan menghasilkan beberapa jadwal yang dapat dipilih sebagai alternatif.
b. Metode shortest processing time (SPT)
Pemilihan urutan pekerjaan berdasarkan waktu proses yang paling singkat.
3.14 Penentuan Jumlah Mesin
34
1. Menentukan kapasitas jam mesin
R = Dtp + Bta ……… (3.1)
Dimana:
R = Total jam mesin yang diperlukan
D = Total perkiraan/rencana permintaan produk tp = Waktu proses per unit produk (jam)
B = Jumlah st-up (jumlah permintaan dibagi batch size) ta = Standar waktu set-up (jam)
2. Menentukan kapasitas mesin
H
N 100-C100 ……… (3.2)
Dimana:
H = Jumlah jam operasi satu unit mesin selama satu periode N = Jam operasi mesin selama satu periode
C = Waktu cadangan mesin (untuk perbaikan)
3. Menentukan jumlah mesin
M
RH ……… (3.3)
Dimana:
4. Menentukan rata-rata tingkat pemanfaatan mesin
R1
R
K 100% ………. (3.4)
Dimana:
36
BAB IV
METODOLOGI PENELITIAN
4.1 Objek Penelitian
Dalam penyelesaian tugas akhir ini yang dijadikan objek penelitian adalah CV. “Z”, suatu industri kecil-menengah yang bergerak di bidang pemrosesan logam. Pada penelitian ini, akan difokuskan pada perancangan tata letak pabrik dengan produk peralatan medis berbahan stainless steel, yaitu dynamic compression plate (DCP)
4.2 Metodologi Penelitian
Dalam penelitian ini, akan digunakan metode Systematic Layout Planning (SLP) untuk merancang tata letak fasilitas industri. Dalam metode yang dikembangkan oleh Richard Muther ini, tahapan yang digunakan dalam perancangan (Bodi Engineering LLC, 2003) adalah:
a. Mendokumentasikan proses yang terjadi saat ini
Dilakukan dengan membuat flow chart dari operasi yang ada di industri. Termasuk di dalamnya mendokumentasikan aliran material dan informasi. Dapat juga mendokumentasikan metode yang digunakan dan layout yang ada saat ini.
b. Menentukan aktivitas
Aktivitas adalah operasi yang ada saat ini ada maupun yang diharapkan ada di masa akan datang, melingkupi peralatan, area kerja, atau area yang akan menyusun lokasi yang direncanakan. Aktivitas juga termasuk: dock, gudang, ruang istirahat, shipping area, dll.
c. Menentukan kebutuhan setiap ruangan
d. Membuat Activity Relationship Chart (ARC)
Activity Relationship Chart (ARC) menghubungkan aktivitas-aktivitas secara berpasangan sehingga semua aktivitas-aktivitas akan diketahui derajat hubungannya. Derajat keterkaitan kegiatan disimbolkan dengan huruf yaitu:
A = Mutlak perlu kegiatan-kegiatan tersebut berdekatan E = Sangat penting kegiatan-kegiatan tersebut berdekatan I = Penting bahwa kegiatan-kegiatan tersebut berdekatan O = Memiliki kedekatan biasa, dimana saja tidak ada masalah U = Tidak penting kegiatan-kegiatan tersebut berdekatan X = Tidak perlu kedekatan antar kegiatan
e. Menentukan luas area tiap ruangan
Setiap area atau aktivitas yang ada kemudian ditentukan luas yang diperlukan. Luas setiap area yang ditentukan dapat mempertimbangkan pengembangan operasional, otomasi, peralatan baru, dan pertumbuhan industri.
f. Membuat Block Plan Layout
Block Plan Layout adalah penggambaran layout dengan blok-blok untuk menggambarkan ruangan dan tanpa detail. Block plan dikembangkan berdasarkan ARC dan ketentuan luas area yang telah dibuat sebelumnya. Block Plan Layout dapat disebut juga Activity Relationship Diagram.
g. Membuat Equipment Layout
Equipment layout merupakan pengembangan dari Block Plan Layout
38
Sedangkan untuk perencanaan produksi, akan dilakukan perancangan pada:
1. Penentuan kapasitas produksi perusahaan saat ini
2. Penentuan kebutuhan mesin untuk pengembangan produksi 3. Pengaturan jadwal produksi
4. Kebutuhan jumlah tenaga kerja
4.3 Kebutuhan Data
Jenis data yang dibutuhkan dalam perancangan tata letak ini antara lain: a. Data umum perusahaan, yaitu:
1. Profil perusahaan
2. Struktur organisasi dan jumlah karyawan
b. Data yang digunakan untuk melakukan perhitungan dan perancangan dalam penelitian ini, diantaranya:
1. Jenis produk dan proses produksinya 2. Aliran proses pembuatan produk 3. Jenis bahan baku dan kuantitasnya
4. Kebutuhan mesin dan peralatan yang digunakan dalam proses produksi beserta spesifikasinya
5. Data peralatan material handling 6. Waktu proses produksi tiap permesinan 7. Spesifikasi produk
4.4 Metode Pengumpulan Data
Dalam pengumpulan data yang diperlukan untuk penyusunan tugas ini dilakukan dengan metode:
1. Studi literatur
2. Wawancara
Wawancara dilakukan dengan pemilik industri dan karyawan yang bekerja di industri tersebut. Selain itu juga dengan pihak-pihak yang berkompeten. 3. Observasi
40
4.5 Diagram Alir Penelitian
Gambar 4.1 menunjukkan diagram alir penelitian yang akan dilakukan, dari tahap awal hingga tahap akhir. Penjelasan mengenai tiap-tiap tahapan penelitian dijabarkan sebagai berikut:
4.5.1 Perumusan masalah
Dalam tahapan ini, diawali dengan pemilihan tema untuk penelitian. Tema yang terpilih merupakan hasil diskusi antara Peneliti dengan Dosen pembimbing. Setelah menentukan tema, kemudian mencari dan menentukan subjek penelitian dan dicari permasalahan yang akan diteliti. Perumusan masalah untuk penelitian ini seperti yang tertera pada Bab I.
4.5.2 Asumsi dan pembatasan masalah
Asumsi dan pembatasan masalah untuk penelitian ini telah dijelaskan pada Bab I.
4.5.3 Studi literatur
Dalam studi literatur, Peneliti mencari sumber referensi dan teori dari berbagai sumber seperti buku, materi dan handout kuliah, jurnal penelitian, internet, dan berbagai sumber literatur lainnya mengenai perancangan tata letak pabrik dan fasilitas, penentuan kapasitas produksi, serta penjadwalan produksi.
4.5.4 Identifikasi produk
Tahap awal dari penelitian ini adalah identifikasi produk. Pada tahap ini, dilakukan pencarian data mengenai produk dan proses produksinya. Data-data yang diambil antara lain:
1. Jenis produk dan jumlahnya 2. Daftar komponen produk 3. Bahan baku yang digunakan
42
5. Peralatan dan mesin yang digunakan dalam proses produksi (jenis, jumlah, dan spesifikasi)
6. Kebutuhan ruangan dan fasilitas pabrik
4.5.5 Pengolahan data secara konvensional
Pengolahan data secara konvensional dilakukan dengan membuat beberapa diagram atau peta mengenai proses produksi. Selain itu juga digunakan untuk menganalisis aliran material dan bahan dalam suatu proses manufacturing. Metode konvensional yang digunakan dalam penelitian ini adalah:
1. Route sheet
Merupakan urutan langkah atau proses yang dibutuhkan untuk memproduksi suatu part.
2. Operation Process Chart (OPC)
Operation Process Chart menunjukkan urutan proses secara kronologis, termasuk pemeriksaan, waktu, dan bahan baku, dari mulai bahan baku datang hingga proses pengemasan.
3. Flow Process Chart (FPC)
Merupakan suatu diagram dengan simbol-simbol tertentu yang menunjukkan keseluruhan proses yang dilalui untuk menghasilkan suatu produk. Simbol yang digunakan antara lain: О (Operation),
(Transportation), (Inspection), D (Delay), dan (Storage).
4.5.6 Penentuan kapasitas produksi saat ini
4.5.7 Perancangan tata letak dengan metode kualitatif
Perancangan tata letak menggunakan metode kualitatif, yaitu dengan metode Systematic Layout Planning (SLP). Metode tersebut digunakan untuk merancang tata letak awal berdasarkan kondisi saat ini dan tata letak baru pengembangan produksi. Tahapan-tahapan dalam metode SLP sesuai yang telah dijelaskan pada Sub bab 4.2.
4.5.8 Penentuan jumlah mesin untuk target produksi baru
Kapasitas atau target produksi yang baru telah ditetapkan oleh pemilik perusahaan, sehingga perlu dicari kebutuhan jumlah mesinpada setiap proses untuk dapat memenuhi target produksi tersebut. Metode yang digunakan adalah dengan Persamaan 3.3 yang telah dijabarkan pada bab sebelumnya..
4.5.9 Perancangan tata letak untuk target produksi baru
Dilakukan perancangan tata letak untuk kondisi produksi yang baru setelah diketahui kebutuhan jumlah mesin dan luas area produksi.
4.5.10 Penentuan penjadwalan produksi untuk target produksi baru
44
Gambar 4.2 Diagram Alir Penjadwalan Produksi
4.5.11 Kesimpulan dan saran
4.6 Jadwal Kerja
Juni Juli Agustus
4 1 2 3 4 1 2 3 4 Perancangan konsep
Proposal riset Pengambilan data
46
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1 Data Produk
Produk yang dihasilkan oleh CV “Z” adalah Dynamic Compression Plate (DCP) berbahan dasar stainless steel seri 316L. Produk yang dihasilkan berjumlah 23 jenis, dengan rincian ditampilkan pada Tabel 5.1.
Tabel 5.1. Produk yang Diproduksi CV. “Z”
Kode Produk Material
Gambar 5.1 Gambar Plat Lubang Lurus
Gambar 5.2 Gambar Plat L
48
5.2 Ketenagakerjaan
Saat ini, CV. Z memiliki 6 orang tenaga kerja yang terbagi dalam beberapa departemen atau bidang. Rincian mengenai tenaga kerja dapat dilihat pada Tabel 5.2.
Tabel 5.2 Tenaga Kerja Tiap Departemen
5.3 Kondisi Perusahaan Saat Ini
CV. “Z” memiliki lahan kurang lebih seluas 1040 m2, yang berbentuk empat persegi panjang. Di atas lahan tersebut sudah terdapat bangunan berupa satu bangunan untuk proses produksi, satu ruang adminsistrasi, dan ruangan untuk karyawan. Bentuk dan sketsa dari lahan dan bangunan milik CV. “Z” ditunjukkan pada Gambar 5.3.
No Departemen Jumlah Tenaga Kerja
1 Desain 1
2 Machining 2
3 Grinding 1
4 Polishing and cleaning 1
Gambar 5.4 Kon
Gambar 5.5 Kond
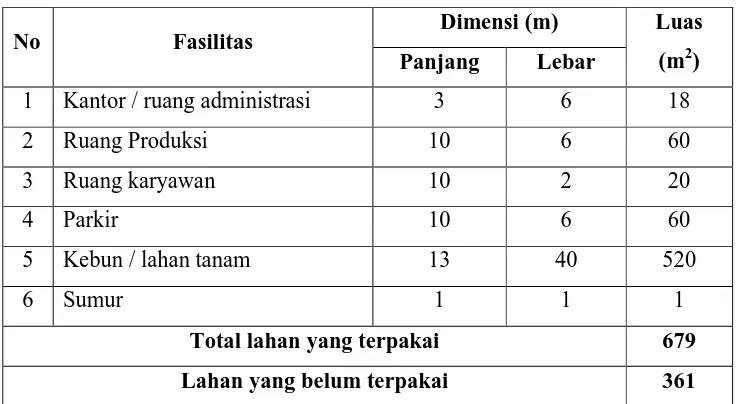
Tabel 5.3 menu ukurannya.
ondisi Lahan Dan Bangunan Saat Ini (Tampak De
ondisi Lahan Dan Bangunan Saat Ini (Tampak Bel
enunjukkan bangunan atau fasilitas yang ada saat
50
Depan)
elakang)
Tabel 5.3 Fasilitas Perusahaan Saat Ini
No Fasilitas Dimensi (m) Luas
(m2)
Panjang Lebar
1 Kantor / ruang administrasi 3 6 18
Total lahan yang terpakai 679
Lahan yang belum terpakai 361
5.4 Data Mesin dan Peralatan
Dalam proses produksi Dynamic Compression Plate (DCP) CV. “Z” menggunakan tiga jenis mesin, yaitu mesin CNC Milling, mesin Grinding,dan mesin Polishing. Keterangan mengenai mesin-mesin tersebut ditampilkan pada Tabel 5.4.
Tabel 5.4 Spesifikasi Mesin dan Peralatan
Jenis Jumlah Tipe Dimensi (cm) Keterangan
p l t
CNC
Milling 1
Comet 3 axis
control 200 230 250
52
5.5 Proses Produksi
5.5.1 Analisis Aliran Produksi
Untuk produk Dynamic Compression Plate (DCP) menggunakan aliran produksi Job Shop, dimana pabrik memproduksi berbagai macam jenis produk seperti yang telah disebutkan sebelumnya pada Sub-bab 5.1.
5.5.2 Analisis Proses
Dalam proses produksi Dynamic Compression Plate (DCP) berbahan dasar stainless steel tidak terdapat proses assembly part menjadi satu kesatuan produk akhir. Urutan proses produksi untuk produk plat besar lubang lurus dan plat besar lubang zigzag adalah: a. Proses Machining
Aktifitas yang terjadi pada proses ini adalah pembuatan lubang pada bahan baku yang berupa plat stainless steel. Plat yang digunakan merupakan plat stainless steel tipe 316L, dengan dimensi 60 cm x 30 cm x 0,4 cm. Proses ini menggunakan mesin CNC Milling.
b. Proses Cutting
Masih dengan mesin CNC Milling, stainless steel yang telah dilubangi kemudian dipotong sesuai jenis produk yang akan dibuat sehingga menjadi bentuk batang.
c. Proses Grinding
Proses selanjutnya setelah proses cutting adalah proses grinding. Pada proses ini, produk hasil proses cutting akan dihaluskan dan dirapikan dengan mesin grinding. Bagian produk yang dihaluskan adalah bagian samping/tepi, bagian ujung, dan pada tiap lubang yang ada. Proses pengerjaan ini menggunakan tenaga manusia (operator) dan mesin grinding.
Pada dasarnya pengerjaan pada proses polishing and cleaning sama dengan proses grinding. Mesin yang digunakan juga sama dengan mesin grinding, namun yang membedakan adalah pisau gerinda pada mesin diganti dengan bahan kain yang kemudian diberi lapisan lansol pada permukaannya. Lansol merupakan sejenis bahan penggores yang digunakan untuk memperhalus permukaan suatu benda.
e. Proses Quality Control (QC)
Setelah melewati proses polishing and cleaning kemudian produk melalui proses quality control untuk memastikan apakah produk sesuai dengan kriteria yang ditentukan serta untuk menjaga kualitas produk. Saat ini proses QC masih dilakukan sendiri oleh pemilik industri. Setelah melalui proses QC, produk akan langsung disimpan di gudang produk jadi
f. Proses Packing
Proses yang terakhir adalah packing. Produk jadi yang disimpan di gudang produk jadi akan dikemas menggunakan plastik sebelum dikirim atau dijual kepada konsumen.
54
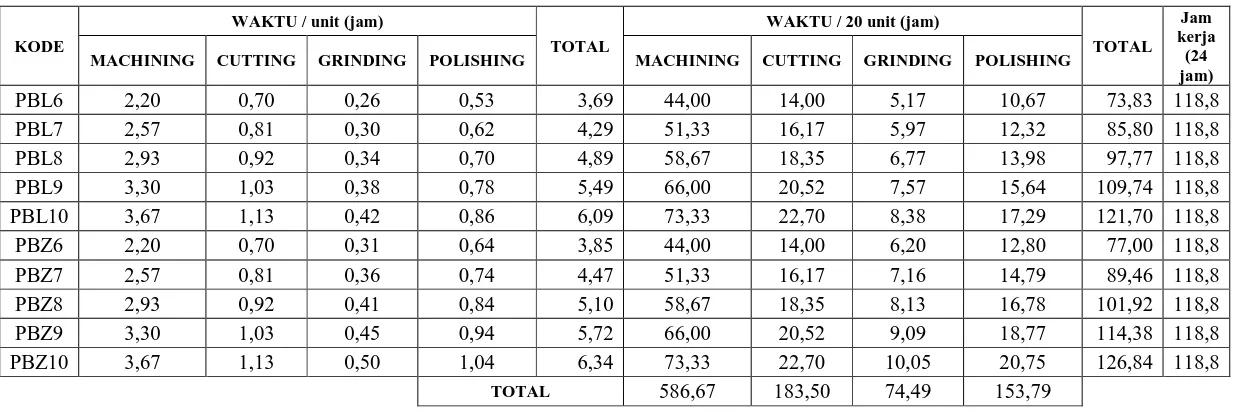
Tabel 5.5 Waktu Standar Permesinan
No PRODUK KODE WAKTU (menit) Waktu
(jam)
Waktu 20 pcs (jam) Machining Cutting Grinding Polishing Total