LANDASAN TEORI
3.1 Definisi Perencanaan dan Pengendalian Produksi
Menurut Baroto (2002, p13), proses produksi adalah aktivitas bagaimana membuat produk jadi dari bahan baku yang melibatkan mesin, energi, pengetahuan teknis, dan lain-lain. Proses produksi merupakan tindakan nyata dan dapat dilihat. Proses produksi merupakan tindakan nyata dan dapat dilihat, misalkan proses pengolahan bahan baku menjadi komponen, proses perakitan komponen menjadi sub-assembly, dan proses perakitan sub-assembly menjadi produk jadi. Maka dari itu perencanaan dan pengendalian produksi adalah aktivitas bagaimana mengelola proses produksi tersebut.
Aktivitas yang berada dalam ruang lingkup perencanaan dan pengendalian produksi antara lain:
• Mengelola pesanan dari pelanggan • Meramalkan permintaan
• Mengelola persediaan • Menyusun rencana agregat • Membuat jadwal induk produksi • Merencanakan kebutuhan bahan baku
• Melakukan penjadwalan pada mesin atau fasilitas produksi
• Monitoring dan pelaporan pembebanan kerja dibanding kapasitas produksi • Evaluasi skenario pembebanan dan kapasitas
Semua teknik PPC / sistem produksi bertujuan untuk merencanakan dan mengendalikan produksi agar lebih efisien, efektif, produktif, dan optimal. Beberapa jenis sistem produksi yang lazim digunakan dalam perusahaan-perusahaan adalah:
1. sistem produksi proyek 2. Flexible Control System
3. sistem produksi Material Requirement Planning 4. sistem produksi Just in Time
5. Optimized Production Technology 6. Continuous Process Control System
Berdasarkan cara pembuatan (dan masa pengerjaan), produksi dapat diklasifikasikan menjadi tipe-tipe berikut:
• Engineering to order (ETO), penyiapan fasilitas sampai pembuatan dalam memenuhi pesanan dilakukan oleh perusahaan. Produk yang dipesan biasanya berjumlah satu unit dan memiliki spesifikasi yang sangat berbeda antara pesanan yang satu dengan yang lainnya. Aktivitas yang terlibat dalam pembuatannya sangat banyak.
• Made to order (MTO), pesanan yang diterima disesuaikan dengan fasilitas produksi yang dimiliki perusahaan.
• Assembly to order (ATO), untuk memenuhi permintaan, perakitan dilakukan dengan fasilitas yang dimiliki perusahaan.
• Made to stock (MTS) , perusahaan memproduksi dengan cara menyimpan hasil produksinya untuk memenuhi permintaan, dan tidak melayani pesanan.
Berdasarkan cara memproduksi (berhubungan dengan pengaturan fasilitas produksi), produksi dapat dikelompokan menjadi:
1. produksi flow shop
2. produksi fleksibel (Flexible Manufacturing Systems) 3. produksi job shop, biasanya untuk volume produksi batch. 4. produksi kontinu, biasanya untuk volume produksi massal. 3.2 Persediaan
3.2.1 Definisi Persediaan
Menurut Taylor (2004, p692), persediaan adalah sekumpulan barang yang disimpan oleh perusahaan yang digunakan untuk memenuhi kebutuhan pelanggan. Menurut Render dan Heizer (2001, p314), persediaan merupakan salah satu aset yang paling mahal di banyak perusahaan, mencerminkan sebanyak 40% dari total modal yang diinvestasikan.
3.2.2 Penyebab Persediaan
Persediaan merupakan suatu hal yang tidak terhindarkan. Penyebab timbulnya persediaan adalah sebagai berikut (Baroto, 2002, p53).
• Mekanisme pemenuhan atas permintaan. Permintaan terhadap suatu barang tidak dapat dipenuhi seketika bila barang tersebut tidak tersedia sebelumnya. Untuk menyiapkan barang ini diperlukan waktu untuk pembuatan dan pengiriman, maka adanya persediaan merupakan hal yang sulit dihindarkan.
• Keinginan untuk meredam ketidakpastian. Ketidakpastian terjadi akibat permintaan yang bervariasi dan tidak pasti dalam jumlah maupun waktu kedatangan. Ketidakpastian ini dapat diredam dengan adanya persediaan. • Keinginan melakukan spekulasi yang bertujuan mendapatkan keuntungan
besar dari kenaikan harga di masa mendatang. 3.2.3 Jenis-Jenis Persediaan
Persediaan dapat dibedakan atas beberapa tipe yaitu (Baroto, 2002 p52).
• Supplies (persediaan bahan pembantu), yaitu barang persediaan yang diperlukan dalam proses produksi tetapi bukan merupakan bagian dari produk jadi.
• Komponen, yaitu barang-barang yang terdiri atas bagian-bagian (parts) yang diperoleh dari perusahaan lain atau hasil produksi sendiri untuk digunakan dalam pembuatan barang jadi atau barang setengah jadi.
• Raw Materials (persediaan bahan mentah), yaitu barang persediaan yang dibeli atau dipasok dari supplier yang akan dijadikan sebagai masukan dalam proses produksi.
• In-process (persediaan barang dalam proses), yaitu persediaan barang yang merupakan keluaran dari suatu bagian proses produksi, yang masih perlu diolah atau diproses lebih lanjut lagi untuk menjadi produk jadi.
• Finished goods (persediaan barang jadi), yaitu persediaan barang yang sudah diproses dan siap untuk dikirim ke pelanggan.
3.2.4 Fungsi Persediaan
Persediaan memiliki berbagai fungsi penting yang menambah fleksibilitas dari operasi suatu perusahaan. Ada enam fungsi persediaan yaitu (Render dan Haizer, 2001, p314)
• Untuk memberikan suatu stok barang-barang agar dapat memenuhi permintaan yang diantisipasi akan timbul dari konsumen.
• Untuk memasangkan produksi dengan distribusi. Misalnya bila permintaan hanya tinggi pada musim panas, persediaan dapat diadakan selama musim dingin untuk menghindari biaya kehabisan stok.
• Untuk mengambil keuntungan dari potongan harga dari pembelian dalam jumlah besar.
• Untuk melakukan hedging terhadap inflasi dan perubahan harga.
• Untuk menghindari kekurangan stok yang dapat terjadi karena cuaca, kekurangan pasokan, masalah mutu, atau pengiriman yang tidak tepat. • Untuk menjaga agar operasi dapat berlangsung dengan baik dengan
menggunakan barang-barang dalam proses dalam persediaannya. 3.2.5 Biaya-Biaya Persediaan
Biaya persediaan adalah semua pengeluaran dan kerugian yang timbul sebagai akibat persediaan. Biaya-biaya tersebut antara lain (Baroto, 2002, pp55-56).
1. Biaya pemesanan itu semua pengeluaran yang timbul untuk mendatangkan barang dari pemasok.
2. Biaya penyiapan (set up cost) yaitu semua biaya yang timbul dalam mempersiapkan produksi. Biaya ini terjadi bila barang sediaan diproduksi sendiri dan tidak membeli dari pemasok.
3. Biaya penyimpanan yaitu biaya yang dikeluarkan dalam penanganan / penyimpanan material, produk setengah jadi, sub-assembly, ataupun produk jadi. Biaya penyimpanan meliputi biaya-biaya lain seperti:
a. Biaya kesempatan. Penumpukan barang di gudang berarti penumpukan modal, padahal modal ini dapat diinvestasikan di tempat lain. Biaya ini merupakan opportunity cost yang hilang karena menyimpan persediaan. b. Biaya simpan. Termasuk dalam biaya simpan adalah biaya sewa gudang,
asuransi, pajak, administrasi, pemindahan, kerusakan, dan penyusutan.
c. Biaya keusangan. Barang yang disimpan dapat mengalami penurunan nilai karena perubahan teknologi.
d. Biaya-biaya lain yang bersifat variabel tergantung pada jumlah item.
4. Biaya kekurangan persediaan. Bila perusahaan kehabisan barang saat ada permintaan, maka akan terjadi stock out. Stock out menimbulkan kerugian berupa biaya akibat kehilangan kesempatan mendapatkan keuntungan atau kehilangan pelanggan yang kecewa. Biaya stock out dapat dihitung dari:
a. Kuantitas yang tidak dapat dipenuhi, biasanya diukur dari keuntungan yang hilang karena tidak dapat memenuhi permintaan.
b. Waktu pemenuhan, diukur dari lamanya persediaan habis sehingga proses produksi terhenti dan perusahaan tidak mendapatkan keuntungan.
c. Biaya pengadaan darurat. Agar konsumen tidak kecewa, maka dapat dilakukan pengadaan darurat yang biasanya menimbulkan biaya lebih besar ketimbang biaya pengadaan normal.
3.3 Perencanaan Proses
3.3.1 Pengertian Perencanaan Proses
Menurut Handoko (1993, p139), perencanaan Proses adalah suatu perencanaan awal terhadap proses pembuatan produk, hal ini berisi bagaimana produk tersebut akan dibuat (hal ini menentukan apakah suatu komponen akan dibuat atau dibeli dari
supplier), memilih fokus proses, menentukan mesin dan peralatan yang digunakan.
3.3.2 Alat bantu perencanaan proses
Beberapa alat bantu yang digunakan dalam perencanaan proses antara lain: • Struktur Produk
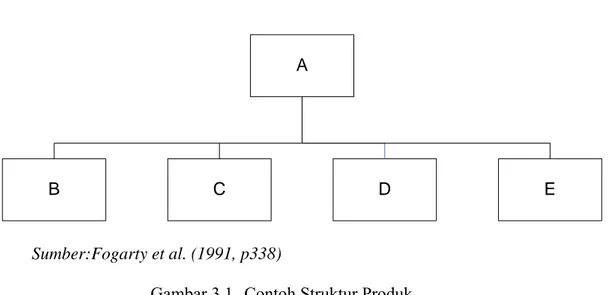
Menurut Fogarty et al. (1991, pp336-337), struktur produk adalah suatu diagram yang menggambarkan susunan hirarki dari komponen-komponen pembentuk suatu produk akhir.
Manfaat Struktur Produk adalah :
1. Mengetahui berapa jumlah item penyusunan suatu produk akhir.
2. Memberikan rincian mengenai komponen apa saja yang dibutuhkan untuk menghasilkan suatu produk.
B C D E A
Sumber:Fogarty et al. (1991, p338)
Gambar 3.1 Contoh Struktur Produk • Bill Of Material (BOM)
Bill of Material (BOM) merupakan rangkaian struktur semua komponen
yang digunakan untuk memproduksi barang jadi sesuai dengan Master
Production Scheduling. Bill of Material (BOM) adalah daftar dari bahan,
material atau komponen yang dibutuhkan untuk dirakit, dicampur atau membuat produk akhir.
Menurut Render dan Heizer (2001, p360), Bill Of Material dibagi menjadi: 1. Bill Of Material yang berupa modul (modular bills)
Bill Of Material dapat diatur di seputar modul produk. Modul bukan
merupakan produk akhir yang akan dijual, tapi merupakan komponen yang dapat diproduksi dan dirakit menjadi satu unit produk. Modul-modul ini mungkin merupakan komponen inti dari suatu produk akhir atau pilihan produk. Bill Of
Material untuk modul-modul tersebut disebut modular bill.
2. Bill untuk perencanaan dan Phantom Bills
Ada lagi jenis Bill Of Material yang lain. Yaitu meliputi bill untuk perencanaan dan Phantom Bills. Bill untuk perencanaan diciptakan agar dapat
menugaskan induk buatan kepada Bill Of Materialnya. Bill untuk perencanaan mungkin juga dikenal sebagai sebutan pseudo bill atau angka peralatan. Phantom
Bill Of Material adalah Bill Of Material untuk komponen, biasanya sub-sub
perakitan yang hanya ada sementara waktu. Bill ini langsung bergerak ke perakitan lainnya. Sehingga bill ini diberi kode agar diperlakukan secara khusus;
lead timenya nol dan ditangani sebagai bahan integral dari bahan induknya. Phantom bill tidak pernah dimasukkan kedalam persediaan.
Ada beberapa format dari Bill of Material (BOM) yaitu: • Single-Level BOM
BOM yang menggambarkan hubungan sebuah induk dengan satu level komponen-komponen pembentuknya.
• Multi-Level BOM
BOM yang menggambarkan struktur produk lengkap dari level 0 sampai
level paling bawah.
• Indented BOM
BOM yang dilengkapi dengan informasi level setiap komponen. • Summarized BOM
BOM yang dilengkapi dengan jumlah total tiap komponen yang dibutuhkan.
• Peta Rakitan
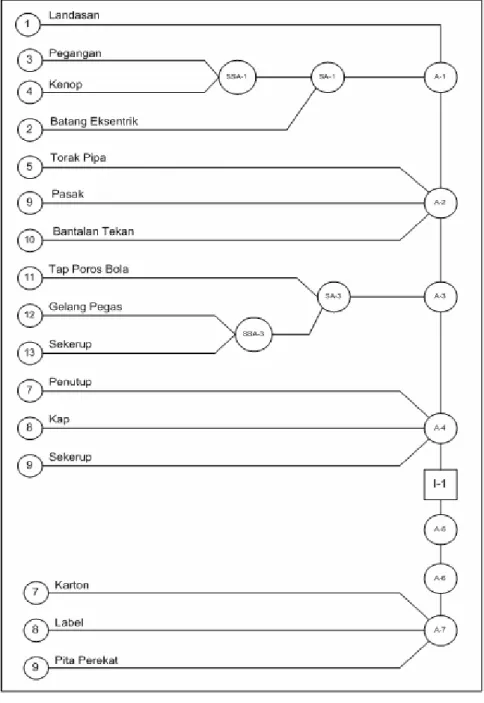
Menurut Apple (1990, p137), peta rakitan atau assembly chart adalah gambaran grafis dari urutan-urutan aliran komponen dan rakitan-bagian ke dalam rakitan suatu produk. Peta rakitan menunjukkan cara yang mudah dipahami
tentang komponen-komponen yang membentuk produk, bagaimana komponen ini bergabung bersama, komponen yang menjadi bagian suatu rakitan-bagian, dan aliran komponen ke dalam sebuah rakitan.
Contoh peta rakitan dapat dilihat pada gambar 3.2.
Sumber: Apple (1990, p138)
Keterangan:
Lingkaran berdiameter 6 mm yang diberi nomor dan ditempatkan di pojok kiri menunjukkan komponen rakitan yang berdiri sendiri. Pada sebelah kanan lingkaran dituliskan nama komponen.
Lingkaran berdiameter 8 mm yang diberi kode A-1 dan menjadi hulu dari garis-garis yang berasal dari lingkaran lain merupakan proses perakitan / assembly dari produk tersebut. Bila komponen assembly membutuhkan komponen rakitan lain, maka komponen tersebut akan disebut sub-assembly dan diberi koda SA-1, SSA-1, dan seterus dengan pemberian angka yang spesifik.
Kotak dengan kode I yang diberi nomor berarti Inspection atau pemeriksaan.
Segitiga terbalik dengan kode S berarti Storage atau penyimpanan. 3.4 Peramalan
3.4.1 Definisi Peramalan
Menurut Render dan Heizer (2001, p46), peramalan adalah seni dan ilmu memprediksi peristiwa-peristiwa masa depan. Secara lebih rinci peramalan menurut Makridakis (1999,p14) adalah suatu kemampuan untuk memperkirakan / menduga keadaan permintaan produk di masa datang yang tidak pasti.
Peramalan memerlukan pengambilan data historis dan memproyeksikannya ke masa depan dengan beberapa bentuk model matematis.
3.4.2 Jangka Waktu
Peramalan dikelompokan menjadi tiga jenis berdasarkan jangka waktu masa depan yang mendasarinya.
1. Peramalan jangka pendek, yaitu peramalan dengan rentang waktu mencapai satu tahun tetapi umumnya kurang dari tiga bulan. Peramalan jangka pendek digunakan untuk merencanakan pembelian, penjadwalan kerja, jumlah tenaga kerja, penugasan, dan tingkat produksi.
2. Peramalan jangka menengah, yaitu peramalan dengan rentang waktu tiga bulan hingga tiga tahun. Peramalan ini sangat bermanfaat dalam perencanaan penjualan, perencanaan dan penganggaran produksi, penganggaran kas, dan menganalisis berbagai rencana operasi.
3. Peramalan jangka panjang, yaitu peramalan dengan rentang waktu tiga tahun atau lebih; digunakan dalam merencanakan produk baru, pengeluaran modal, lokasi fasilitas, atau ekspansi dan penelitian serta pengembangan.
Peramalan jangka menengah dan jangka panjang berhubungan isu yang lebih kompetentif dan mendukung keputusan manajemen berkaitan dengan perencanaan dan produk, pabrik dan proses. Peramalan jangka pendek cenderung lebih akurat daripada peramalan jangka yang lebih panjang.
Faktor-faktor yang mempengaruhi permintaan berubah setiap hari, sehingga ketika horison waktu semakin panjang, keakuratan peramalan akan berkurang. Dengan demikian ramalan penjualan perlu diperbarui secara teratur untuk mempertahankan nilainya. Setelah periode penjualan berlalu, ramalan harus dikaji kembali dan diperbaiki.
3.4.3 Metode Peramalan
Banyak metode peramalan yang tersedia untuk meramalkan permintaan dalam produksi, namun yang lebih penting adalah bagaimana memahami karateristik suatu metode peramalan agar sesuai dengan situasi pengambilan keputusan. Situasi peramalan sangat beragam dalam horison waktu peramalan, faktor yang menentukan hasil yang sebenarnya, tipe pola data dan berbagai aspek lainnya. Untuk menghadapi penggunaan yang luas seperti itu, beberapa teknik telah dikembangkan. Teknik tersebut dibagi dalam dua kategori utama (Makridakis, 1999, pp19-24), yaitu :
• Metode peramalan kuantitatif
Metode kuantitatif sangat beragam dan setiap teknik memiliki sifat, ketepatan dan biaya tertentu yang harus dipertimbangkan dalam memilih metode tertentu. Metode kuantitatif formal didasarkan atas prinsip-prinsip statistik yang memiliki ketepatan tinggi atau dapat meminimumkan kesalahan (error), lebih sistematis, dan lebih populer dalam penggunaannya. Untuk menggunakan metode kuantitatif terdapat tiga kondisi yang harus dipenuhi, yaitu :
1. Tersedia informasi tentang masa lalu.
2. Informasi tersebut dapat dikuantitatifkan dalam bentuk data numerik.
3. Dapat diasumsikan bahwa beberapa aspek pola masa lalu akan terus berlanjut di masa mendatang.
Metode kuantitatif dapat dibagi kedalam dua model, yaitu : o Model deret berkala (time series)
Pada model ini, pendugaan masa depan dilakukan berdasarkan nilai masa lalu dari suatu variabel dan / atau kesalahan masa lalu. Model deret berkala menggunakan riwayat permintaan masa lalu dalam membuat ramalan untuk masa
depan. Tujuan metode peramalan deret berkala ini adalah menemukan pola dalam deret berkala historis dan mengekstrapolasikan pola tersebut ke masa depan.
Langkah penting dalam memilih suatu metode deret berkala yang tepat adalah dengan mempertimbangkan jenis pola data, sehingga metode yang paling tepat dengan metode tersebut dapat diuji. Pola data dapat dibedakan menjadi :
1. Pola Stasioner atau Horizontal (H) terjadi bilamana nilai data berfluktuasi disekitar nilai rata-rata yang konstan (deret seperti itu adalah “stasioner” terhadap nilai rata-ratanya). Suatu produk yang penjualannya tidak meningkat atau menurun selama waktu tertentu termasuk jenis ini. Demikian pula suatu pengendalian kualitas yang menyangkut pengambilan contoh dari suatu proses produksi berkelanjutan yang secara teoritis tidak mengalami perubahan juga termasuk jenis ini.
Waktu
Sumber: Makridakis (1999, p23)
Gambar 3.3 Contoh Pola Data Horisontal
2. Pola musiman (S) terjadi bilamana suatu deret dipengaruhi oleh faktor musiman (misalnya kuartal tahun tertentu, bulanan, atau hari-hari pada minggu tertentu). Penjualan dari produk minuman ringan, es krim, dan bahan bakar pemanas ruangan, menunjukkan jenis pola ini.
Waktu Sumber: Makridakis (1999, p23)
Gambar 3.4 Contoh Pola Data Musiman
3. Pola Siklis (C) terjadi bilamana datanya dipengaruhi oleh fluktuasi ekonomi jangka panjang seperti yang berhubungan dengan siklus bisnis. Penjualan produk seperti mobil, baja dan peralatan utama lainnya menunjukkan jenis pola data ini.
Waktu
Sumber: Makridakis (1999, p23)
Gambar 3.5 Contoh Pola Data Siklis
4. Pola trend (T) terjadi bilamana terdapat kenaikan atau penurunan sekuler jangka panjang dalam data. Penjualan banyak perusahaan, produk bruto nasional (GNP) dan berbagai indikator bisnis atau ekonomi lainnya mengikuti pola trend selama perubahannya sepanjang waktu.
Waktu
Sumber: Makridakis (1999, p23)
Gambar 3.6 Contoh Pola Data Trend o Model kausal
Model kausal mengasumsikan bahwa faktor yang diramalkan menunjukkan suatu hubungan sebab-akibat dengan satu atau lebih variabel bebas. Maksud dari model kausal adalah menemukan bentuk hubungan tersebut dan menggunakannya untuk meramalkan nilai mendatang dari varibel tak bebas. Setelah hubungan ini ditemukan, nilai-nilai masa mendatang dapat diramalkan cukup dengan memasukkan nilai-nilai yang sesuai untuk varibel-variabel independen. Metode peramalan kausal mengasumsikan bahwa permintaan akan suatu produk bergantung pada satu atau beberapa faktor independen (misalnya, harga, iklan, persaingan, dan lain-lain).
• Metode peramalan kualitatif atau teknologis
Metode peramalan ini tidak memerlukan data yang serupa seperti metode peramalan kuantitatif. Input yang dibutuhkan tergantung pada metode tertentu dan biasanya merupakan hasil dari pemikiran intuitif, perkiraan dan pengetahuan yang telah didapat. Pendekatan teknologis seringkali memerlukan input dari sejumlah orang yang terlatih.
Metode kualitatif mengandalkan opini pakar atau manajer dalam membuat prediksi tentang masa depan. Metode ini berguna untuk tugas peramalan jangka
panjang. Penggunaan pertimbangan dalam peramalan, tampaknya tidak ilmiah dan bersifat sementara. Tetapi bila data masa lalu tidak ada atau tidak mencerminkan masa mendatang, tidak banyak alternatif selain menggunakan opini dari orang-orang yang berpengetahuan. Ramalan teknologis terutama digunakan untuk memberikan petunjuk, untuk membantu perencana dan untuk melengkapi ramalan kuantitatif, bukan untuk memberikan suatu ramalan numerik tertentu.
Metode kualitatif dapat dikelompokkan menjadi 2, yaitu : o Metode eksploratoris
Metode eksploratoris (seperti Delphi, kurva-S, analogi, dan penelitian morfologis) dimulai dengan masa lalu dan masa kini sebagai titik awalnya dan bergerak kearah masa depan secara heuristik, seringkali dengan melihat semua kemungkinan yang ada.
o Metode normatif.
Metode normatif (seperti matriks keputusan, pohon relevansi, dan analisis sistem) dimulai dengan menetapkan sasaran dan tujuan yang akan datang, kemudian bekerja mundur untuk melihat apakah hal ini dapat dicapai, berdasarkan kendala, sumber daya, dan teknologi yang tersedia.
3.4.4 Pemilihan Metode Peramalan
Pola atau karakteristik data mempengaruhi teknik peramalan yang dipilih. Seringkali, pola data tersebut merupakan karakteristik inheren dari kegiatan yang sedang diteliti. Hubungan data dengan jangka waktu semakin jelas jika kita mengamati bahwa pola trend adalah merupakan kecenderungan jangka panjang, sedangkan variasi musiman menunjukkan pola data yang berulang. Dalam mengevaluasi teknik-teknik yang dikaitkan dengan pola data bisa saja diterapkan lebih dari satu teknik untuk data
yang sama. Misalnya, teknik-teknik tertentu mungkin lebih akurat dalam memprediksi titik balik, sedangkan lainnya terbukti lebih handal dalam peramalan pola perubahan yang stabil. Bisa juga terjadi beberapa model meramalkan terlalu tinggi (overestimate) atau terlalu rendah (underestimate) dalam situasi tertentu. Selain itu, mungkin juga terjadi bahwa prediksi jangka pendek dari suatu model lebih baik dari model lain yang memiliki prediksi jangka panjang yang lebih akurat.
3.4.4.1 Pemilihan Metode Peramalan untuk Data Stasioner atau Horizontal
Suatu data runtut waktu yang bersifat stasioner merupakan suatu serial data yang nilai rata-ratanya tidak berubah sepanjang waktu. Keadaan tersebut terjadi jika pola permintaan yang mempengaruhi data tersebut relatif stabil. Dalam bentuknya yang paling sederhana, peramalan suatu data runtut waktu yang stasioner memerlukan data historis dari runtut waktu tersebut untuk mengestimasi nilai rata-ratanya, yang kemudian menjadi peramalan untuk nilai-nilai masa datang.
Menurut Hanke (2005, p75 teknik-teknik peramalan yang digunakan untuk peramalan data runtut waktu yang stasioner adalah metode naif, metode rata-rata sederhana, rata-rata bergerak, pemulusan eksponensial sederhana, dan model ARMA (metode Box-Jenkins), sedangkan menurut Makridakis (1999, pp89-101) teknik yang sebaiknya digunakan adalah Single Exponential Smoothing dan Single Moving Average. 3.4.4.2 Pemilihan Metode Peramalan untuk Data Trend
Suatu data runtut waktu yang bersifat trend didefinisikan sebagai suatu series yang mengandung komponen jangka panjang yang menunjukkan pertumbuhan atau penurunan dalam data tersebut sepanjang suatu periode waktu yang panjang. Dengan kata lain, suatu data runtut waktu dikatakan mempunyai trend jika nilai harapannya berubah sepanjang waktu sehingga data tersebut diharapkan menaik atau menurun
selama periode dimana peramalan diinginkan. Biasanya data runtut waktu ekonomi mengandung suatu trend.
Menurut Hanke (2005, pp75-76), teknik-teknik peramalan yang digunakan untuk peramalan data runtut waktu yang mengandung trend adalah rata-rata bergerak, model ARIMA (metode Box-Jenkins), sedangkan menurut Baroto (2002, p33), teknik yang sebaiknya digunakan adalah Double Exponential Smoothing dari Holt dan Linear
Regression.
3.4.4.3 Pemilihan Metode Peramalan untuk Data Musiman
Suatu data runtut waktu yang bersifat musiman didefinisikan sebagai suatu data runtut waktu yang mempunyai pola perubahan yang berulang secara tahunan. Mengembangkan suatu teknik peramalan musiman biasanya memerlukan pemilihan metode perkalian dan pertambahan dan kemudian mengestimasi indeks musiman dari data tersebut. Indeks ini kemudian digunakan untuk memasukkan sifat musiman dalam peramalan atau untuk menghilangkan pengaruh seperti itu dari nilai-nilai yang diobsevasi.
Menurut Hanke (2005, p76), teknik-teknik peramalan yang digunakan untuk peramalan data runtut waktu yang bersifat musiman adalah metode dekomposisi klasik, Census X-12, Triple Exponential Smoothing dari Winter, regresi berganda, dan model ARIMA (metode Box-Jenkins).
3.4.4.4 Pemilihan Metode Peramalan untuk Data Siklis
Pengaruh siklis didefinisikan sebagai fluktuasi seperti gelombang disekitar garis
trend. Pola siklis cenderung untuk berulang setiap dua, tiga tahun, atau lebih. Pola siklis
sulit untuk dibuat modelnya karena polanya tidak stabil. Turun-naiknya fluktuasi di sekitar trend jarang sekali berulang pada interval waktu yang tetap, dan besarnya
fluktuasi juga selalu berubah. Metode dekomposisi bisa diperluas untuk menganalisis data siklis.
Menurut Hanke (2005, p76), teknik-teknik peramalan yang digunakan untuk peramalan data runtut waktu yang bersifat siklis adalah metode dekomposisi klasik, indikator ekonomi, model-model ekonometrik, regresi berganda dan model ARIMA (metode Box-Jenkins).
3.4.5 Metode Peramalan
3.4.5.1 Metode Peramalan Data Stasioner atau Horizonal 3.4.5.1.1 Single Moving Average
Menurut Makridakis (1999, p88), rumus untuk Single Moving Average adalah:
n X X X X F t t t t n t − − − − + + + + = 1 2 3 Κ Dimana
Xt = data aktual permintaan pada periode t
Xt-1 = data aktual permintaan pada periode t-1.
Ft = data peramalan pada periode t
Pada Metode Peramalan Single Moving Average, hasil peramalan dua periode ke depan diasumsikan sama dengan hasil peramalan sebelumnya.
3.4.5.1.2 Single Exponential Smoothing
Menurut Makridakis (1999, p103), rumus untuk Single Eksponensial Smoothing 1 parameter adalah:
(
)
1 1 1 − − + − = Xt Ft Ft α α Dimana Inisialisasi : F1 = X1Xt = data aktual permintaan pada periode t
Xt-1 = data aktual permintaan pada periode t-1.
Ft = data peramalan pada periode t
Ft-1 = data peramalan pada periode t-1
α = konstanta pemulusan yang bernilai antara 0 sampai 1
Pada Metode Peramalan Single Exponential Smoothing, hasil peramalan dua periode ke depan diasumsikan sama dengan hasil peramalan sebelumnya.
3.4.5.2 Metode Peramalan Data Trend 3.4.5.2.1 Double Exponential Smoothing Holt
Menurut Makridakis (1999, p115), rumus untuk Double Exponential Smoothing Holt 2 parameter adalah:
1 1 . − − + =St mbt Ft Dimana
(
1−)(
−1+ −1)
+ = t t t t X S B S α α dan(
− −1) (
+ 1−)
−1 = t t t t S S b b β β Inisialisasi : St = Xt dan Bt = Xt+1Xtα, β = konstanta pemulusan yang bernilai antara 0 sampai 1
m = 1 untuk periode-periode yang telah lalu dan 1 periode mendatang.
Untuk peramalan pada periode mendatang kedua, tetap menggunakan rumus pada peramalan periode sebelumnya, namun nilai m dinaikan sejumlah periode berjalan, dalam hal ini m = 2.
3.4.5.2.2 Linear Regression
Menurut Baroto (2002, p42), rumus untuk Linear Regression adalah:
t b a Ft = + . Dimana
( )
2 2 2 . . . .∑
∑
∑ ∑
∑
∑
− − = t t t X t t X t a t t( )
2 2 . . . .∑
∑
∑ ∑
∑
− − = t t t X t X t t b t t t = periodeXt = data aktual peramalan pada periode t
3.4.6 Kriteria Pemilihan Metode Peramalan Terbaik
Menurut Baroto (2002, p47), kriteria untuk memilih metode peramalan terbaik dilakukan dengan menghitung nilai galat.
Bila f merupakan data aktual untuk periode t, t fˆ merupakan ramalan untuk t
periode yang sama untuk n jumlah peramalan, maka ukuran nilai galat didapat dengan melakukan perhitungan sebagai berikut.
• Nilai Tengah Simpangan Absolut (Mean Absolute Deviation)
m f f MAE m t t t
∑
= − = 1 ˆ• Nilai Tengah Galat Kuadrat (Mean Squared Error)
m
f
f
MSE
m t t t∑
=−
=
1 2ˆ
• Persentase Nilai Tengah Galat Absolut (Mean Absolute Percentage of Error) m f f f MAPE m t t t t
∑
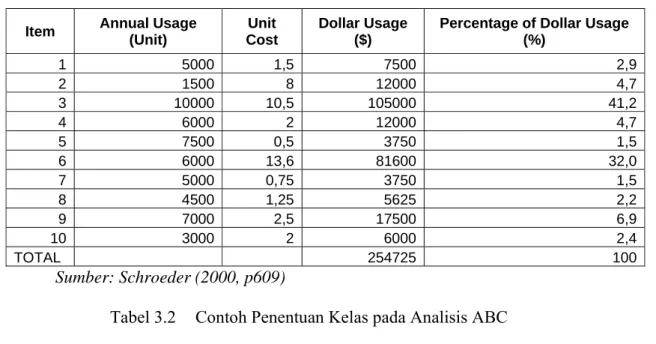
= ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎣ ⎡ × ⎟ ⎟ ⎠ ⎞ ⎜ ⎜ ⎝ ⎛ − = 1 % 100 ˆ 3.5 Analisis ABCPada persediaan, sebagian kecil barang biasanya menunjuk kepada sebagian besar nilai persediaan bila diukur dengan nilai uang. Maka dari itu, sejumlah kecil barang ini dapat dikendalikan secara intensif dan hasilnya dapat mengendalikan nilai dari keseluruhan persediaan.
Barang-barang ini biasanya dibedakan menjadi tiga kategori (Schroeder, 2000, p609-p610).
• Class A, biasanya berjumlah ±20% dan memiliki nilai uang ±80% dari keseluruhan persediaan.
• Class B, biasanya berjumlah ±30% dan memiliki nilai uang ±15% dari keseluruhan persediaan.
• Class C, biasanya berjumlah ±50% dan memiliki nilai uang ±5% dari keseluruhan persediaan.
Tabel 3.1 Contoh Analisis ABC
Item Annual Usage (Unit)
Unit Cost
Dollar Usage ($)
Percentage of Dollar Usage (%) 1 5000 1,5 7500 2,9 2 1500 8 12000 4,7 3 10000 10,5 105000 41,2 4 6000 2 12000 4,7 5 7500 0,5 3750 1,5 6 6000 13,6 81600 32,0 7 5000 0,75 3750 1,5 8 4500 1,25 5625 2,2 9 7000 2,5 17500 6,9 10 3000 2 6000 2,4 TOTAL 254725 100 Sumber: Schroeder (2000, p609)
Tabel 3.2 Contoh Penentuan Kelas pada Analisis ABC
Class Item Number Percentage of Total Items (%) Percentage of Dollar Usage (%) A 3,6 20 73,2 B 2,4,9 30 16,3 C 1,5,7,8,10 50 10,5 Sumber: Schroeder (2000, p610)
Sebagian besar nilai uang dapat dikendalikan dengan mengawasi secara ketat barang kelas A. Untuk barang-barang ini, pengendalian ketat dengan memantau tingkat persediaan, safety stock yang lebih sedikit, dan perhatian yang lebih terhadap keakuratan data.
3.6 Master Production Scheduling (MPS) 3.6.1 Pengertian MPS
Menurut Gaspersz (1998, pp141-144) pada dasarnya jadwal produksi induk (Master Production Schedulling = MPS) merupakan suatu pernyataan tentang produk akhir (termasuk parts pengganti dan suku cadang) dari suatu perusahaan industri manufaktur yang merencanakan memproduksi output berkaitan dengan kuantitas dan
3. Memberikan landasan untuk penentuan kebutuhan sumber daya dan kapasitas.
4. Memberikan basis untuk pembuatan janji tentang penyerahan produk (delivery promises) kepada pelanggan.
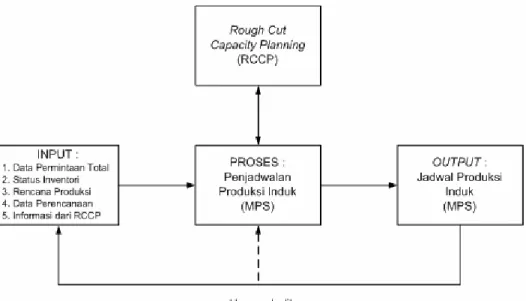
Sumber: Gasperz (2005, p143)
Gambar 3.7 Proses Penjadwalan Produksi
Sebagai suatu aktifitas, proses penjadwalan produksi induk (MPS) yang terlihat pada gambar 3.7, MPS membutuhkan lima input utama yaitu antara lain :
• Data Permintaan Total merupakan salah satu sumber data bagi proses penjadwalan produksi induk. Data permintaan total berkaitan dengan ramalan penjualan (sales forecasts) dan pesanan-pesanan (orders).
• Status Persediaan berkaitan dengan informasi tentang on-hand inventory, stok yang dialokasikan untuk penggunaan tertentu (allocated stock), pesanan-pesanan produksi dan pembelian yang dikeluarkan (released production and purchase
periode waktu. MPS mendisagregasikan dan mengimplementasikan rencana produksi. Apabila rencana produksi yang merupakan hasil dari proses perencanaan produksi dinyatakan dalam bentuk agregat, jadwal produksi induk yang merupakan hasil dari proses penjadwalan produksi induk dinyatakan dalam konfigurasi spesifik dengan nomor-nomor item yang ada dalam Item Master and BOM (Bill of Material).
Aktifitas penjadwalan produksi induk pada dasarnya berkaitan dengan bagaimana menyusun dan memperbaharui jadwal produksi induk, memproses transaksi MPS, memelihara catatan-catatan MPS, mengevaluasi efektifitas dari MPS, dan memberikan laporan evaluasi dalam periode waktu yang teratur untuk keperluan umpan-balik dan tinjauan ulang.
MPS sering didefinisikan sebagai anticipated build schedule untuk item-item yang disusun oleh perencana jadwal produksi induk (master schedule). MPS membentuk jalinan komunikasi antara bagian pemasaran dan bagian manufakturing, sehingga seyogyanya bagian pemasaran juga mengetahui informasi yang ada dalam MPS terutama berkaitan dengan ATP (Available To Promise) agar dapat memberikan janji yang akurat kepada pelanggan.
Penjadwalan produksi induk pada dasarnya berkaitan dengan aktifitas melakukan empat fungsi utama berikut :
1. Menyediakan atau memberikan input utama kepada sistem perencanaan kebutuhan material dan kapasitas (material and capacity requirements
planning = M&CRP).
2. Menjadwalkan pesanan-pesanan produksi dan pembelian (production and
banyak inventori yang tersedia dan menentukan berapa banyak yang harus dipesan.
• Rencana Produksi memberikan sekumpulan batasan kepada MPS. MPS harus menjumlahkannya untuk menentukan tingkat produksi, inventori, dan sumber-sumber daya lain dalam rencana produksi itu.
• Data Perencanaan berkaitan dengan aturan-aturan tentang lot-sizing yang harus digunakan, shrinkage factor, stok pengaman (safety stock), dan waktu tunggu (lead time) dari masing-masing item yang biasanya tersedia dalam file induk dari
item (Item Master File).
• Informasi dari RCCP berupa kebutuhan kapasitas untuk mengimplementasikan MPS menjadi salah satu input bagi MPS. RCCP menentukan kebutuhan kapasitas untuk mengimplementasikan MPS, menguji kelayakan dari MPS, dan memberikan umpan-balik kepada perencana atau penyusun jadwal produksi induk (Master Scheduler) untuk mengambil tindakan perbaikan apabila ditemukan adanya ketidaksesuaian antara penjadwalan produksi induk dan kapasitas tersedia.
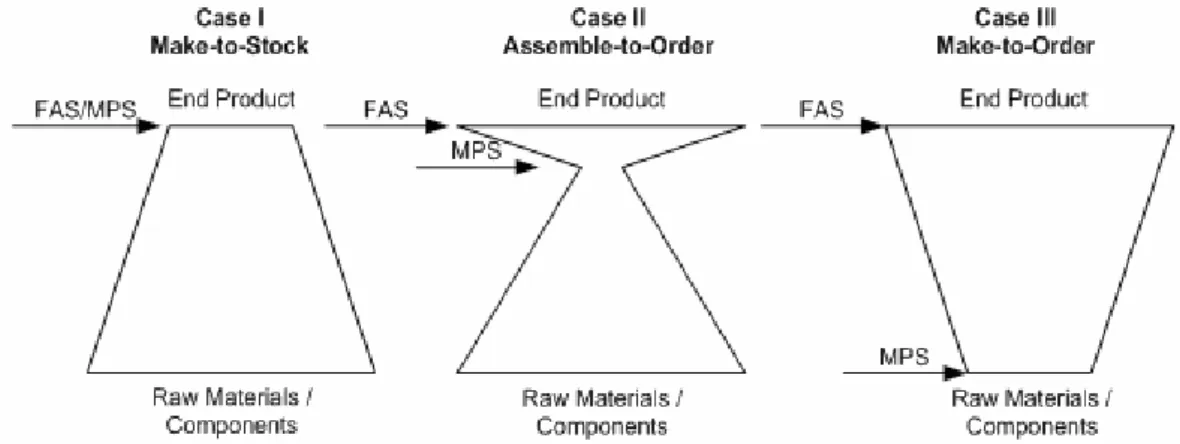
3.6.2 Final Assembly Schedule (FAS)
Final Assembly Schedule adalah pernyataan jadwal produksi dari semua produk
akhir yang akan dirakit dari produk-produk MPS untuk periode waktu yang spesifik (Fogarty et al., 1991, p144). Karena hasil MPS pada umumnya dipengaruhi oleh peramalan (forecast driven) dan FAS dipengaruhi oleh order (order driven), maka pada tabel FAS baris forecast tidak digunakan (Sipper et al., 1997, p323). Pada beberapa perusahaan, MPS komponen dan produk akhir akan identik, dan satu dokumen mewakili
keduanya. Pada kasus yang lain, terutama bila terdapat lebih banyak produk akhir ketimbang komponen, keduanya akan berbeda. Hubungan antara MPS dan FAS dengan lingkungan produksi sebuah perusahaan dapat dilihat pada gambar 3.8.
Sumber: Fogarty et al. (1991, p125)
Gambar 3.8 Hubungan Antara MPS/FAS dengan Lingkungan Produksi 3.6.3 Teknik Penyusunan MPS
Tabel 3.3 Contoh Tabel MPS
Item : Description :
Lead Time : Safety Stock :
On Hand : Demand Time Fences :
Batch Size : Planning Time Fences :
Periode Past Due 1 2 3 4 5 6 7 8
Forecast
Actual Order
Projected Available Balance Available to Promise Master Production Schedule
Sumber: Gasperz (2005, p159)
Penjelasan mengenai komponen-komponen yang terdapat dalam tabel 3.3 MPS adalah sebagai berikut :
• Item No menyatakan kode produk yang akan diproduksi.
• Lead time menyatakan waktu yang dibutuhkan untuk me-release atau memanufaktur suatu produk.
• On hand menyatakan jumlah produk yang ada di gudang sebagai sisa periode sebelumnya.
• Description menyatakan deskripsi produk secara umum.
• Safety stock merupakan stok pengaman yang harus ada di tangan sebagai antisipasi terhadap kebutuhan di masa akan datang.
• Demand Time Fences (DTF) adalah periode mendatang dari MPS di mana dalam periode ini perubahan terhadap MPS tidak diijinkan atau tidak diterima karena akan menimbulkan kerugian biaya yang besar akibat ketidaksesuaian atau kekacauan jadwal.
• Planning Time Fences (PTF) merupakan batas waktu penyesuaian pesanan di mana permintaan masih boleh berubah. Perubahan masih akan dilayani sepanjang material dan kapasitas masih tersedia.
• Forecast merupakan rencana penjualan atau peramalan penjualan untuk item yang dijadwalkan itu.
• Actual Order (AO) merupakan pesanan-pesanan yang diterima dan bersifat pasti. • Projected Available Balance (PAB) merupakan perkiraan jumlah sisa produk
pada akhir periode. PAB dihitung dengan menggunakan rumus: PAB t ≤ DTF = PABt-1 + MSt – AO
PAB DTF ≤ t ≥ PTF = PABt-1 + MSt – AO atau Ft (pilih yang besar) • Available to Promise memberikan informasi tentang berapa banyak item atau
produk tertentu yang dijadwalkan pada periode waktu itu tersedia untuk pesanan pelanggan, sehingga berdasarkan informasi ini bagian pemasaran dapat membuat janji yang tepat bagi pelanggan.
ATPt = ATPt-1 + MSt – AOt
• Master Schedule merupakan jadwal produksi atau manufakturing yang diantisipasi untuk produk atau item tertentu.
3.7 Rough Cut Capacity Planning (RCCP) 3.7.1 Manajemen Kapasitas
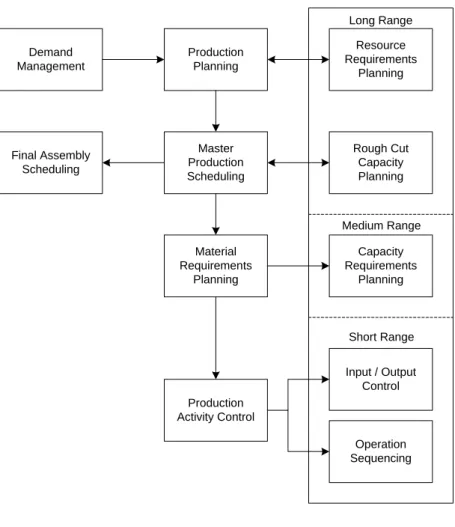
Kapasitas mengukur kemampuan dari suatu fasilitas produksi untuk mencapai jumlah kerja tertentu dalam periode waktu tertentu dan merupakan fungsi dari banyaknya sumber daya yang tersedia seperti peralatan, mesin, pekerja, ruang, dan jadwal kerja. Dalam sebuah sistem MRP, fungsi perencanaan dan pengendalian kapasitas terpisahkan dari fungsi perencanaan dan pengendalian prioritas. Seperti pada gambar 3.9, fungsi perencanaan kapasitas terdiri dari Resource Requirements Planning,
Rough Cut Capacity Planning, dan Capacity Requirements Planning, dan RCCP
Long Range Demand Management Production Planning Final Assembly Scheduling Master Production Scheduling Material Requirements Planning Production Activity Control Resource Requirements Planning Rough Cut Capacity Planning Capacity Requirements Planning Input / Output Control Operation Sequencing Medium Range Short Range Capacity Requirement Techniques
Sumber: Fogarty et al. (1991, p406)
Gambar 3.9 Diagram Capacity Management 3.7.2 Teknik-Teknik RCCP
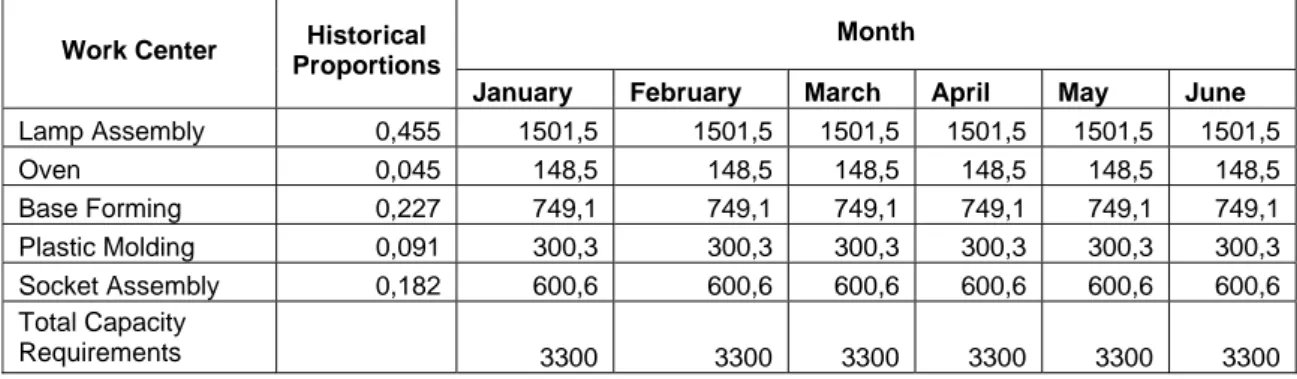
3.7.2.1 Capacity Planning Using Overall Factors (CPOF)
CPOF membutuhkan 3 input data: MPS, waktu yang dibutuhkan pabrik untuk menghasilkan satu produk, dan proporsi historis yang dibutuhkan untuk setiap sumber daya. Bila terdapat lebih dari satu produk, satu waktu bagian dibutuhkan untuk masing-masing produk. CPOF mengalikan waktu ini dengan jumlah MPS. Waktu ini kemudian
ditempatkan pada sumber daya dengan mengalikan waktu proporsi historis pabrik. Contoh perhitungan RCCP dengan teknik CPOF dapat dilihat pada tabel 3.4.
Tabel 3.4 Contoh RCCP dengan Teknik CPOF
Month Work Center Historical
Proportions
January February March April May June
Lamp Assembly 0,455 1501,5 1501,5 1501,5 1501,5 1501,5 1501,5 Oven 0,045 148,5 148,5 148,5 148,5 148,5 148,5 Base Forming 0,227 749,1 749,1 749,1 749,1 749,1 749,1 Plastic Molding 0,091 300,3 300,3 300,3 300,3 300,3 300,3 Socket Assembly 0,182 600,6 600,6 600,6 600,6 600,6 600,6 Total Capacity Requirements 3300 3300 3300 3300 3300 3300
Sumber: Fogarty et al. (1991, 412)
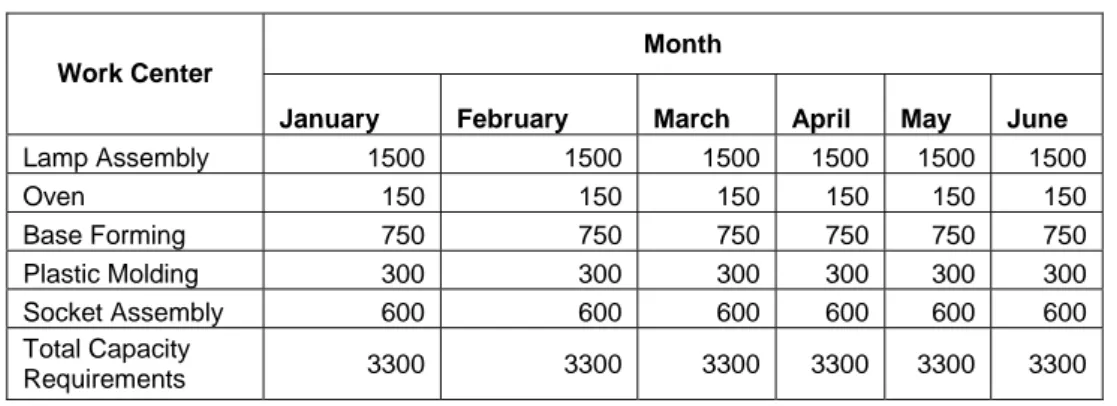
3.7.2.2 Bill of Capacity
Bill of Labor atau Bill of Capacity (BOC) adalah daftar produk-produk atau
komponen berdasarkan jumlah sumber data yang dibutuhkan. BOC tidak digunakan sebagai pengalihan namun hanya sebagai perkiraan kebutuhan kapasitas untuk suatu produk. BOC dapat dibuat untuk setiap produk yang berbeda atau kelompok beberapa produk yang memiliki kesamaan, dan dibatasi dengan kuantitas yang dijadwalkan untuk menentukan kebutuhan kapasitas. Tabel BOC dapat dilihat pada tabel 3.5 berikut.
Tabel 3.5 Contoh Bill of Capacity
Work Center Capacity
Required Lamp Assembly 0,10 hr Oven 0,01 hr Base Forming 0,05 hr Plastic Molding 0,02 hr Socket Assembly 0,04 hr 0,22 hr
Sumber: Fogarty et al.(1991, 412)
Untuk menentukan kapasitas yang dibutuhkan, waktu per bagian yang ditunjukkan pada contoh tabel BOC diatas dikalikan dengan jumlah produk akhir yang dibutuhkan
untuk dirakit setiap bulannya. Untuk menentukan total waktu yang dibutuhkan oleh suatu departemen pada bulan tertentu, waktu per produknya dikalikan dengan jumlah produk yang akan dibuat pada bulan tersebut. Contoh tabel perhitungan RCCP dengan teknik BOC dapat dilihat pada tabel 3.6 berikut.
Tabel 3.6 Contoh RCCP dengan Teknik Bill of Capacity
Month Work Center
January February March April May June
Lamp Assembly 1500 1500 1500 1500 1500 1500 Oven 150 150 150 150 150 150 Base Forming 750 750 750 750 750 750 Plastic Molding 300 300 300 300 300 300 Socket Assembly 600 600 600 600 600 600 Total Capacity Requirements 3300 3300 3300 3300 3300 3300
Sumber: Fogarty et al.(1991, p414)
3.7.2.3 Resource Profile Approach
Teknik resource profile adalah teknik RCCP yang paling detil diantara ketiga teknik yang ada. Resource profile memperhitungkan waktu lead time produksi, sehingga hasil perencanaan kapasitas yang dihasilkan akan lebih detil. Contoh tabel resource
profile dapat dilihat pada tabel 3.7 berikut.
Tabel 3.7 Contoh RCCP dengan teknik Resource Profile
Months before due date Department 2 1 0 Lamp Assembly 0 0 0,1 Oven 0 0,01 0 Base Forming 0,05 0 0 Plastic Molding 0 0,02 0 Socket Assembly 0 0,04 0
Sumber: Fogarty et al.(1991, p416)
Setelah resource profile dibuat, kebutuhan kapasitas didapat dengan mengalikan nilai resource profile tersebut dengan jumlah produksi pada MPS.
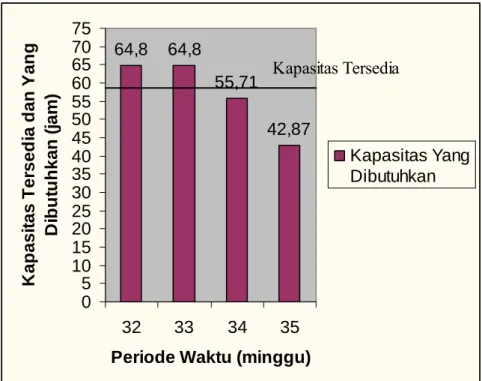
3.7.3 Representasi RCCP
Untuk mempermudah pengambilan keputusan, maka nilai kebutuhan kapasitas yang didapat dipresentasikan dalam bentuk grafik yang dinamakan grafik capacity load
profile. Contoh grafik ini dapat dilihat pada gambar berikut.
64,8 64,8 55,71 42,87 0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 32 33 34 35
Periode Waktu (minggu)
K a p asi ta s T e rs ed ia d a n Y a n g D ib u tu h k an ( jam ) Kapasitas Yang Dibutuhkan Kapasitas Tersedia Sumber: Gasperz (2005, p176)
Gambar 3.10 Contoh Capacity Load Profile 3.8 Material Requirement Planning (MRP)
3.8.1 Pengertian MRP
MRP merupakan suatu prosedur logis berupa aturan keputusan dan teknik transaksi berbasis komputer yang dirancang untuk menerjemahkan jadwal induk produksi menjadi “kebutuhan bersih” untuk semua item. Sistem MRP dikembangkan untuk membantu perusahaan manufaktur mengatasi kebutuhan akan item-item dependent secara lebih baik dan efisien.
Menurut Schoeder (2000, p586) persediaan untuk independent demand didefinisikan sebagai persediaan yang dipengaruhi atau tunduk pada kondisi-kondisi pasar dan bebas dari operasi misalnya persediaan barang jadi dan suku cadang pada suatu perusahaan manufaktur yang digunakan untuk memenuhi permintaan konsumen pada suatu perusahaan persediaan ini harus dikelola dengan metoda titik pemesanan. Sebaliknya untuk dependent demand tidak dipengaruhi oleh kondisi-kondisi pasar dan hanya tergantung pada permintaan suku cadang ditingkat atasnya.
3.8.2 Tujuan dan Manfaat Sistem MRP
Sistem MRP adalah suatu sistem yang bertujuan untuk menghasilkan informasi yang tepat untuk melakukan tindakan yang tepat (pembatalan pesanan, pesan ulang, dan penjadwalan ulang). Tindakan ini juga merupakan dasar untuk membuat keputusan baru mengenai pembelian atau produksi yang merupakan perbaikan atas keputusan yang telah dibuat sebelumnya.
Ada empat tujuan yang menjadi ciri utama sistem MRP yaitu sebagai berikut : 1. Menentukan kebutuhan pada saat yang tepat
Menentukan secara tepat kapan sutu pekerjaan harus selesai (atau meterial harus tersedia) untuk memenuhi permintaan atas produk akhir yang sudah direncanakan dalam jadwal induk produksi (JIP).
2. Menentukan kebutuhan minimal setiap item
Dengan diketahuinya kebutuhan akhir, sistem MRP dapat menentukan secara tepat sistem penjadwalan (prioritas) untuk memenuhi semua kebutuhan minimal setiap item.
Memberikan indikasi kapan pemesanan atau pembatalan pemesanan harus dilakukan. Pemesanan perlu dilakukan lewat pembelian atau dibuat pada pabrik sendiri.
4. Menentukan penjadwalan ulang atau pembatalan atas suatu jadwal yang sudah direncanakan
Apabila kapasitas yang ada tidak mampu memenuhi pesanan yang dijadwalkan pada waktu yang diinginkan, maka sistem MRP dapat memberikan indikasi untuk melakukan rencana penjadwalan ulang (jika mungkin) dengan menentukan prioritas pesanan yang realistik. Jika penjadwalan ulang ini masih tidak memungkinkan untuk memenuhi pesanan, maka pembatalan atas suatu pesanan harus dilakukan.
Beberapa manfaat dari MRP (Render dan Heizer, 1997, p362), adalah: o Peningkatan pelayanan dan kepuasan konsumen
o Peningkatan pemanfaatan fasilitas dan tenaga kerja o Perencanaan dan penjadwalan persediaan yang lebih baik
o Tanggapan yang lebih cepat terhadap perubahan dan pergeseran pasar
o Tingkat persediaan menurun tanpa mengurangi pelayanan kepada konsumen
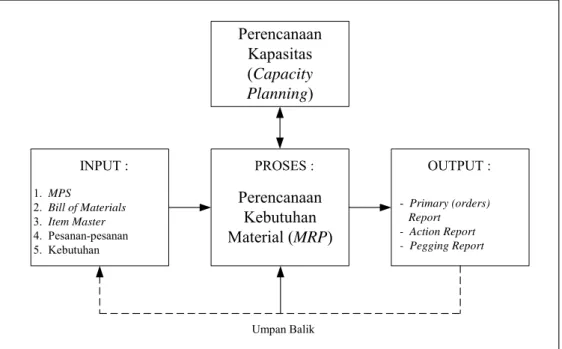
3.8.3 Input MRP
Sebagai suatu sistem, MRP membutuhkan lima input utama seperti pada gambar berikut. Perencanaan Kapasitas (Capacity Planning) 1. MPS 2. Bill of Materials 3. Item Master 4. Pesanan-pesanan 5. Kebutuhan Perencanaan Kebutuhan Material (MRP) - Primary (orders) Report - Action Report - Pegging Report Umpan Balik OUTPUT : PROSES : INPUT : Sumber: Gasperz (2005, p178)
Gambar 3.11 Proses Kerja dari MRP
Kelima sumber input utama pada gambar 3.11 di atas adalah :
• Master Production Schedule (MPS), suatu rencana terperinci tentang tentang produk akhir apa yang direncanakan perusahaan untuk diproduksi, berapa kuantitas yang dibutuhkan, pada waktu kapan dibutuhkan, dan kapan produk itu akan diproduksi.
• Bill of Material (BOM), merupakan daftar jumlah komponen, campuran bahan, dan bahan baku yang diperlukan untuk membuat suatu produk. MRP menggunakan BOM sebagai basis untuk perhitungan banyaknya setiap material
yang dibutuhkan untuk setiap periode waktu. Bagan bahan dalam komputer harus selalu benar dan dapat menggambarkan bagaimana produk itu dibuat.
• Item master, merupakan suatu file yang berisi informasi tentang material, parts
sub-assemblies, dan produk-produk yang menunjukkan kuantitas on-hand,
kuantitas yang dialokasikan (allocated quantity), waktu tunggu yang direncanakan (planned lead times), ukuran lot (lot size), stok pengaman, kriteria
lot sizing, toleransi untuk scrap atau hasil, dan berbagai informasi penting
lainnya yang berkaitan dengan suatu item.
• Pesanan-pesanan (orders) berisi tentang banyaknya dari setiap item yang akan diperoleh sehingga akan meningkatkan stock on-hand di masa mendatang. Pada dasarnya terdapat dua jenis pesanan, yaitu: shop orders or work orders or
manufacturing orders berupa pesanan-pesanan yang akan dibuat atau diproduksi
di dalam pabrik, dan purchase orders yang merupakan pesanan-pesanan pembelian suatu item dan pemasok eksternal.
• Kebutuhan-kebutuhan (requirements) memberitahukan tentang banyaknya masing-masing item itu dibutuhkan sehingga akan mengurangi stock on-hand di masa mendatang. Pada dasarnya terdapat dua jenis kebutuhan, yaitu kebutuhan internal dan eksternal. Kebutuhan internal digunakan dalam Pabrik untuk membuat produk lain, dan kebutuhan eksternal yang akan dikirim ke luar Pabrik berupa: pesanan pelanggan (customer orders), service parts, dan sales forecasts.
3.8.4 Mekanisme Dasar dari Proses MRP
Tabel 3.8 berikut adalah contoh dari sebuah tabel MRP. Tabel 3.8 Contoh Tabel MRP
Item : Description :
Lead Time : 0 BOM UOM :
On Hand : Order Policy : Safety Stock : Lot Size :
Periode Past Due 1 2 3 4 5 6 7 8
Gross Requirements Scheduled Receipts
Projected Available
Balance 1
Net Requirements
Planned Order Receipts
Planned Order Release
Projected Available Balance 2
Sumber: Gasperz (2005, p180)
Penjelasan mengenai tabel sebelumnya adalah sebagai berikut :
1. Part no / item menyatakan kode komponen atau material yang akan dirakit 2. BOM (Bill of Materials) UOM (Unit of Material) menyatakan satuan
komponen atau material yang akan dirakit
3. Lead time menyatakan waktu yang dibutuhkan untuk merilis atau mengirim suatu komponen.
4. Safety stock menyatakan cadangan material yang harus ada sebagai antisipasi kebutuhan dimasa yang akan datang.
5. Description menyatakan deskripsi material secara umum.
6. On Hand menyatakan jumlah material yang ada di tangan sebagai sisa periode sebelumnya.
7. Order Policy menyatakan jenis pendekatan yang digunakan untuk menentukan ukuran lot yang dibutuhkan saat memesan barang.
8. Lot Size menyatakan penentuan ukuran lot saat memesan barang.
9. Gross Requirement menyatakan jumlah yang akan diproduksi atau dipakai pada setiap periode. Untuk end item (produk jadi), kuantitas gross
requirement sama dengan MPS (Master Production Schedule). Untuk
komponen, kuantitas gross requirement diturunkan dari Planned Order
Release induknya.
10. Scheduled Receipts menyatakan material yang dipesan dan akan diterima pada periode tertentu.
11. Projected Available Balance I (PAB1) menyatakan kuantitas material yang ada di tangan sebagai persediaan pada awal periode. PAB 1 dapat dihitung dengan menambahkan material on hand periode sebelumnya dengan
Scheduled Receipts pada periode itu dan menguranginya dengan Gross Requirement pada periode yang sama. Atau jika dimasukkan pada rumus
adalah sebagai berikut :
PAB I = (PAB II)t-1 - (Gross Requirement)t + (Scheduled Receipts)t 12. Net Requirements menyatakan jumlah bersih (netto) dari setiap komponen
yang harus disediakan untuk memenuhi induk komponennya atau untuk memenuhi Master Production Scheduled. Net Requirements sama dengan nol jika Projected Available Balance I lebih besar dari nol dan sama dengan minus jika Projected Available Balance I kurang sama dengan dari nol.
Net Requirement = -(PAB I)t + Safety stock
13. Planned Order Receipts menyatakan kuantitas pemesanan yang dibutuhkan pada suatu periode. Planned Order Receipts muncul pada saat yang sama
dengan Net Requirements, akan tetapi ukuran pemesanannya (lot sizing) bergantung kepada Order Policy-nya. Selain itu juga harus mempertimbangkan safety stock juga.
14. Planned Order Release menyatakan kapan suatu pesanan sudah harus dilakukan atau dimanufaktur sehingga komponen ini tersedia ketika dibutuhkan oleh induk itemnya. Kapan suatu pesanan harus dilakukan ditetapkan dengan periode Lead time sebelum dibutuhkan.
15. Projected Available Balance 2 (PAB 2) menyatakan kuantitas material yang ada di tanagn sebagai persediaan pada akhir periode. PAB 2 dapat dihitung dengan cara mengurangkan Planned Order Receipts pada Net
Requirements.
PAB II = (PAB II) t-1 + (Schedule receipt) t – (Gross Requirement) t + (Planned Order Receipt) t
atau dapat disingkat :
PAB II = (PAB I)t + (Planned Order Receipt)t 3.8.5 Prosedur Sistem MRP
Menurut Baroto (2002, p149), sistem MRP memiliki empat langkah utama yang selanjutnya keempat langkah ini harus diterapkan satu per satu pada periode perencanaan dan pada setiap item. Langkah-langkah tersebut adalah sebagai berikut :
o Netting : Perhitungan kebutuhan bersih. o Lotting : Penentuan ukuran lot.
o Offsetting : Penetapan besarnya lead time.
3.8.5.1 Netting
Menurut Baroto (2002, p149), netting adalah proses perhitungan untuk menetapkan jumlah kebutuhan bersih, yang besarnya merupakan selisih antara kebutuhan kotor dengan keadaaan persediaan ( yang ada dalam persediaan dan yang sedang dipesan). Data yang diperlukan dalam proses perhitungan kebutuhan bersih ini adalah :
o Kebutuhan kotor untuk setiap periode.
o Persediaan yang dipunyai pada awal perencanaan. o Rencana penerimaan untuk setiap periode perencanaan. 3.8.5.2 Lotting
Menurut Baroto (2002, p152), lotting adalah suatu proses untuk menentukan besarnya jumlah pesanan optimal untuk setiap item secara individual didasarkan pada hasil perhitungan kebutuhan bersih yang telah dilakukan. Ukuran lot menentukan besarnya jumlah komponen yang diterima setiap kali pesan. Penentuan ukuran lot ini sangat tergantung pada besarnya biaya-biaya persediaan, seperti biaya pesan, biaya simpan, biaya modal, dan harga barang itu sendiri. Ada banyak alternatif metode untuk menentukan ukuran lot. Beberapa teknik diarahkan untuk meminimalkan total ongkos set-up dan ongkos simpan.
Model untuk pengambilan keputusan jumlah lot size biasa disebut lot sizing
models. Terdapat banyak model lot sizing dan dapat dibagi menjadi dua kategori (Sipper
et al., 1999, p215).
• Static lot sizing, digunakan untuk menentukan lot size dimana permintaan sepanjang horizon perencanaan konstan / uniform
• Dynamic lot sizing, digunakan untuk menentukan lot size dimana permintaan sepanjang horizon perencanaan tidak konstan. Diasumsikan permintaan diketahui dengan pasti, dan biasa disebut lumpy.
Teknik-teknik lot sizing berdasarkan pembagian tersebut dapat dilihat pada gambar 3.12 berikut.
Lot Sizing Models
Static Lot Sizing Dynamic Lot Sizing Economic Order Quantity Economic Production Quantity Optimum Heuristic Simple Resource Constraints Fixed Order Quantity Period Order Quantity
Lot for Lot
Fixed Period Wagner-Whitin
Least Unit Cost
Part Period Balancing Silver-Meal
Sumber: Sipper et al.(1999, p215)
Gambar 3.12 Macam-Macam Teknik Lot Sizing
Dynamic Lot Sizing digunakan untuk menganalisa permintaan yang tidak konstan (lumpy). Salah satu teknik yang dapat digunakan untuk menganalisa pola permintaan ini adalah dengan menggunakan Peterson-Silver rule. Peterson-Silver mengusulkan suatu pengukuran variabilitas permintaan, dan menyebutnya koefisien variabilitas. Rumus dari koefisien variabilitas ini adalah sebagai berikut (Sipper et al., 1999, p256) :
1 D D n 2 n 1 t t n 1 t 2 t − ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ =
∑
∑
= = V DimanaDt adalah permintaan diskrit tiap periode dan n adalah panjang horizon.
Peterson-Silver mengajukan penentuan pola permintaan dengan aturan sebagai berikut:
bila V < 0.25, gunakan Static Lot Sizing. bila V ≥ 0.25, gunakan Dynamic Lot Sizing.
Berikut adalah beberapa teknik lot sizing untuk masing-masing kategori. 3.8.5.2.1 Static Lot Sizing.
1. Fixed Order Quantity (FOQ)
Dalam metode FOQ ukuran lot ditentukan secara subjektif. Berapa besarnya dapat ditentukan berdasarkan pengalaman produksi atau intuisi. Tidak ada teknik yang dapat dikemukakan untuk menentukan berapa ukuran lot ini. Kapasitas produksi selama lead
time produksi dalam hal ini dapat digunakan sebagai dasar untuk menentukan besarnya
lot. Sekali lot ditetapkan, maka lot ini akan digunakan untuk seluruh periode selanjutnya dalam perencanaan. Berapa pun kebutuhan bersihnya, rencana pesan akan tetap sebesar lot yang telah ditentukan tersebut.
Apabila teknik ini diterapkan dalam sistem MRP, maka besarnya jumlah pesanan dapat menjadi sama atau lebih besar dari kebutuhan bersih, yang kadang-kadang diperlukan bila ada lonjakan permintaan. Salah satu ciri dari metode FOQ ini adalah ukuran lot-nya selalu tetap, tetapi periode pemesanannya yang selalu berubah.
2. Economic Order Quantity (EOQ)
Dalam teknik ini besarnya ukuran lot adalah tetap. Penentuan lot berdasarkan biaya pesan dan biaya simpan, dengan formula seperti berikut :
H AD EOQ= 2
Dimana :
EOQ = jumlah pemesanan yang ekonomis D = Demand rata-rata per horison
A = biaya pesan bahan baku
H = biaya simpan bahan baku dalam suatu periode
Metode EOQ ini biasanya dipakai untuk horizon perencanaan selama satu tahun sebesar dua belas bulan. Metode EOQ baik digunakan bila semua data konstan dan perbandingan biaya pesan dan simpan sangat besar.
3.8.5.2.2 Dynamic Lot Sizing 1. Lot-for-Lot (LFL)
Teknik penetapan ukuran lot dilakukan atas dasar pesanan diskrit. Di samping itu, teknik ini merupakan cara paling sederhana dari semua teknik ukuran lot yang ada. Teknik ini selalu melakukan perhitungan kembali (bersifat dinamis) terutama apabila terjadi perubahan pada kebutuhan bersih. Penggunaan teknik ini bertujuan untuk meminimumkan ongkos simpan, sehingga dengan teknik ini ongkos simpan menjadi nol. Oleh karena itu sering digunakan untuk item-item yang mempunyai biaya simpan per unit sangat mahal.
Sebuah metode pemesanan lot dinamis yang mempertimbangkan pemesanan untuk beberapa periode ke depan. Tujuan dari teknik lotting ini yaitu untuk meminimumkan rata-rata biaya per periode selama m periode perencanaan. Biaya yang termasuk di dalam teknik lotting ini yaitu biaya pesan dan biaya simpan. Permintaan untuk beberapa periode n ke depan dilambangkan dengan :
D1, D2, ..., Dn
K(m) adalah biaya variabel rata-rata per periode jika pesanan mencakup m periode. Diasumsikan biaya simpan terjadi pada akhir periode dan kuantitas yang diperlukan di setiap periode digunakan pada awal periode.
Untuk periode 1 : K(1) = A
Jika kita memesan D1+D2 pada periode 1 untuk memenuhi permintaan di periode 1 dan 2 , kita mendapatkan:
K(2) = ( ) 2 1 2 hD A+
Dimana h adalah biaya simpan satu unit untuk 1 periode. Rumus: K(m) = A hD hD m hDm m( 2 ... ( 1) 1 3 2+ + + − +
Hitung K(m), m= 1, 2, ..., m dan berhenti jika: K(m+1) > K(m) Qi = D1 + D2 + ... + Dm
Secara umum, Qi adalah kuantitas yang dipesan pada periode i dan mencakup m
periode ke depan. Jika tidak ada pemesanan pada periode i maka Qi adalah nol.
Metode ini berusaha meminimalkan jumlah biaya variabel untuk semua lot. Untuk mendapatkan biaya simpan barang, dikenalkan nama part period yaitu satu unit barang yang disimpan pada satu periode. Jadi apabila ada 10 unit disimpan untuk 1 periode sama dengan 10 part period, dan sama juga dengan 5 unit disimpan untuk 2 periode.
PPm = part period for m periods Jadi
PP1 = 0
PP2 = D2
PP2 = D2 + 2 D3
PPm = D2 + 2 D3 + … + (m-1)Dm
PPF = part period factor = A / h Stopping Rule = PPm > PPF Keterangan:
Dm = permintaan pada periode ke m A = Biaya Pesan
H = Biaya Simpan 3.8.5.3 Offsetting
Menurut Baroto (2002, p152), proses offsetting bertujuan untuk menentukan saat yang tepat untuk melakukan rencana pemesanan dalam rangka memenuhi tingkat kebutuhan bersih. Rencana pemesanan diperoleh dengan cara mengurangkan saat awal tersedianya ukuran lot yang diinginkan dengan besarnya lead time. Lead time adalah besarnya waktu saat barang mulai dipesan atau diproduksi sampai barang tersebut selesai dan diterima siap untuk dipakai.
3.8.5.4 Explosion
Menurut Baroto (2002, pp152-153), proses explosion adalah proses penghitungan kebutuhan kotor untuk tingkat item/komponen yang lebih bawah. Perhitungan kebutuhan kotor ini didasarkan pada rencana pemesanan item-item produk pada level yang lebih atas. Untuk penghitungan kebutuhan kotor ini, diperlukan struktur produk dan informasi mengenai berapa jumlah kebutuhan tiap item untuk iem yang akan dihitung.
Dalam proses ini, data mengenai struktur produk harus tersedia secara akurat. Ketidakakuratan data struktur produk akan mengakibatkan kesalahan pada perhitungan. Atas dasar struktur produk inilah proses explosion dibuat.Dengan data struktur produk dapat ditentukan kearah komponen mana harus dilakukan explosion. Struktur produk juga harus langsung dimodifikasi bila ada perubahan pada cara produksi atau perakitan. 3.9 Gantt Chart
Menurut Taylor (2004, p304), gantt chart adalah sebuah grafik batang dengan masing-masing batang menandakan sebuah aktivitas proyek yang ditunjukkan dalam satuan waktu. Tujuan dari grafik ini adalah untuk menampilkan status dari tiap sumber daya pada semua waktu.
Sumbu x merepresentasikan waktu dan sumbu y merepresentasikan batang horisontal untuk setiap sumber daya. Ketika sebuah kerja diproses pada sebuah sumber daya, maka sebuah kotak ditempatkan di batang horizontal, dimulai dengan waktu mulainya pekerjaan dan diakhiri dengan waktu penyelesaian. Contoh gantt chart dapat dilihat pada gambar berikut.
Gambar 3.13 Contoh Gantt Chart 3.10 Pengertian Sistem
Menurut McLeod, Jr. et al.(2004, p9), sistem adalah sekelompok elemen-elemen yang terintegrasi dengan maksud untuk mencapai suatu tujuan tertentu. Definisi ini cocok untuk suatu organisasi seperti suatu perusahaan atau bidang fungsional lainnya. 3.11 Pengertian Informasi
Menurut McLeod, Jr. et al. (2004, p12), informasi adalah data yang telah diproses, atau data yang memiliki arti. Sedangkan menurut O’Brien (2004, p13) informasi adalah data yang telah dikonversikan menjadi konteks yang berarti dan berguna bagi pemakai tertentu.
3.12 Pengertian Sistem Informasi
Berdasarkan pendapat Laudon (2004, p8), sistem informasi adalah sekumpulan komponen yang saling berhubungan yang menerima, memproses, menyimpan, dan menyebarkan informasi untuk mendukung pengambilan keputusan, koordinasi, visualisasi dan pengendalian dalam sebuah organisasi. Turban et al. (2001, p17) juga
berpendapat bahwa sistem informasi mengumpulkan, pemproses, menyimpan, menganalisa, dan menyebarkan informasi untuk tujuan tertentu.
Empat elemen dari sistem informasi adalah input, output, process, dan feedback. Skema dasar dari sistem informasi ini dapat dilihat pada gambar berikut.
Sumber : Laudon (2004, p9)
Gambar 3.14 Skema dari Elemen Sistem Informasi. 3.13 Computer Based Information System (CBIS)
Menurut Turban et al. (2001, p17), sistem informasi berbasiskan komputer (CBIS) merupakan sebuah sistem informasi yang menggunakan komputer dan teknologi telekomunikasi untuk melakukan beberapa atau semua tugasnya.
3.14 Object-Oriented Analysis and Design (OOAD) 3.14.1 Objek dan Class
Objek merupakan sebuah entitas yang memiliki identitas, status, dan perilaku (Mathiassen et al., 2000, p4). Contoh dari objek misalnya pelanggan yang merupakan entitas dengan identitas yang spesifik, dan memiliki status dan perilaku tertentu yang berbeda antara satu pelanggan dengan pelanggan yang lain.
Sedangkan class merupakan deskripsi dari kumpulan objek yang memiliki struktur, pola perilaku, dan atribut yang sama (Mathiassen et al., 2000, p4). Untuk dapat lebih memahami objek, biasanya objek-objek tersebut sering digambarkan dalam bentuk
class.
3.14.2 Konsep Oriented Analysis and Design (OOAD)
Terdapat tiga buah konsep atau teknik dasar dalam proses analisa dan perancangan berorientasi objek (Whitten et al., 2004, pp430-440).
• Encapsulation
Encapsulation dalam bahasa pemrograman berorientasi objek secara
sederhana berarti pengelompokkan fungsi. Pengelompokkan ini bertujuan agar developer tidak perlu membuat coding untuk fungsi yang sama, melainkan hanya perlu memanggil fungsi yang telah dibuat sebelumnya.
• Inheritance
Inheritance dalam bahasa pemrograman berorientasi objek secara
sederhana berarti menciptakan sebuah class baru yang memiliki sifat-sifat dan karakteristik-karakteristik sama dengan yang dimiliki class induknya disamping sifat-sifat dan karakteristik-karakteristk individualnya.
• Polymorphism
Polymorphism berarti kemampuan dari tipe objek yang berbeda untuk
menyediakan atribut dan operasi yang sama dalam hal yang berbeda. Polymorphism adalah hasil natural dari fakta bahwa objek dari tipe yang berbeda atau bahkan dari sub-tipe yang berbeda dapat menggunakan atribut dan operasi yang sama.
3.14.3 Keuntungan OOAD
Mathiassen et al. (2000, pp5-6) menyebutkan bahwa terdapat keuntungan menggunakan OOAD diantaranya adalah:
1. OOAD memberikan informasi yang jelas mengenai context sistem.
2. Dapat menangani data yang seragam dalam jumlah yang besar dan mendistribusikannya ke seluruh bagian organisasi.
3. Berhubungan erat dengan analisa berorientasi objek, perancangan berorientasi objek,
user interface berorientasi objek, dan pemrograman berorientasi objek.
3.14.4 Aktivitas Object Oriented Analysis and Design (OOAD)
Mathiassen et al. (2000, pp14-15) menjelaskan empat buah aktivitas utama dalam analisa dan perancangan berorientasi objek yang digambarkan dalam Gambar 3.16 berikut ini.
Sumber: Mathiassen et al. (2000, p15)
Gambar 3.15 Aktivitas Utama dalam OOAD
Berikut ini merupakan penjelasan lebih rinci mengenai keempat aktivitas utama dalam melakukan analisa dan perancangan berorientasi objek menurut Mathiassen et al. (2000, pp14-15).
1. Problem Domain Analysis
Problem domain merupakan bagian dari situasi yang diatur, diawasi, dan
dikendalikan oleh sistem. Tujuan melakukan analisis problem domain adalah mengidentifikasi dan memodelkan problem domain.
Analisis problem domain terbagi menjadi tiga aktivitas yang digambarkan dalam Gambar 3.10, yaitu:
• Memilih objek, class, dan event yang akan menjadi elemen model problem
domain.
• Membangun model dengan memusatkan perhatian pada relasi struktural antara
class dan objek.
• Mendeskripsikan properti dinamis dan atribut untuk setiap class.
Classes
Structure
Behavior System Definition
Model
Sumber: Mathiassen et al. (2000, p46)
Gambar 3.16 Aktivitas Analisis Problem Domain
Pada aktivitas classes, langkah awal yang perlu dilakukan adalah menentukan
class. Langkah berikutnya adalah membuat sebuah event table yang dapat membantu
Pada aktivitas structure, class-class yang telah ditentukan sebelumnya akan dihubungkan berdasarkan tiga jenis hubungan yaitu generalisasi, agregasi, atau asosiasi sehingga menjadi sebuah skema yang disebut class diagram.
Dalam aktivitas behavior, definisi class dalam class diagram akan diperluas dengan menambahkan deskripsi pola perilaku dan atribut dari masing-masing class. Pola perilaku dari class terdiri dari tiga jenis, yaitu:
• Sequence
Merupakan event yang terjadi secara berurutan satu per satu. • Selection
Merupakan pemilihan salah satu dari beberapa event yang terjadi. • Iteration
Merupakan event yang terjadi berulang kali.
Hasil dari aktivitas ini adalah sebuah statechart diagram yang menunjukkan perubahan status dari masing-masing class yang dikarenakan oleh event tertentu mulai dari initial state sampai dengan final state.
2. Application Domain Analysis
Application domain merupakan organisasi yang mengatur, mengawasi, atau
mengendalikan problem domain. Tujuan dilakukannya analisis application domain adalah untuk menentukan kebutuhan penggunaan sistem.
Sama seperti analisis problem domain, analisis application domain juga terdiri dari beberapa aktivitas antara lain:
• Menentukan penggunaan sistem dan bagaimana sistem berinteraksi dengan user. • Menentukan fungsi dan kemampuan sistem dalam mengolah informasi.