Disusun Oleh :
NURRAHMAN WAHID, S.E
i
HALAMAN PENGESAHAN
Makalah akhir yang berjudul :
OPTIMALISASI
STOCK
DENGAN
MENGGUNAKAN
PENGEBONAN MATERIAL “SISTEM LOT SIZE” PADA
PRODUKSI SWH TIPE 150 LXC DI PT WIKA INDUSTRI ENERGI
PERIODE OKTOBER
–
DESEMBER 2013
ini telah diperiksa dan disahkan pada : Hari/Tanggal :
Mengesahkan,
ii
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT yang telah melimpahkan rahmat dan hidayah-Nya kepada penulis sehingga penulis dapat menyelesaikan makalah
akhir dengan judul "
OPTIMALISASI
STOCK
DENGAN
MENGGUNAKAN PENGEBONAN MATERIAL “SISTEM LOT
SIZE” PADA PRODUKSI SWH TIPE 150 LXC DI PT WIKA
INDUSTRI ENERGI PERIODE OKTOBER
–
DESEMBER 2013
”
" ini dengan baik.
Penulis dalam menyelesaikan tugas ini banyak mendapatkan bantuan dari berbagai pihak, untuk itu penulis mengucapkan banyak terima kasih kepada :
1. Bapak Firmansyah, ST yang telah membimbing penulis dalam masa management trainee dan pengerjaan makalah.
2. Bapak Agus Walujo, S.E yang telah membimbing penulis dalam masa management trainee.
3. Bapak Kotot, S.T yang telah membimbing penulis dalam pengerjakan makalah. 4. Bapak Heru.W, S.T yang telah membimbing penulis dalam pengerjakan
makalah.
5. Segenap rekan-rekan PT WIKA Industri Energi yang telah mendukung dan membantu penulis dalam menjalani masa management trainee dengan baik. Demikian sepatah kata dari penulis, saran yang membangun sangat dinantikan, semoga laporan ini bermanfaat bagi kita semua.
Jakarta, February 2014
iii
DAFTAR ISI
Lembar Pengesahan ... i
Kata Pengantar ... ii
Daftar Isi ... iii
Bab I Pendahuluan ... 1
1.1Latar Belakang ... 1
1.2 Rumusan Makalah... 3
1.3 Tujuan Penelitian dan Sasaran Peneitian ... 4
1.4 Manfaat Penelitian ... 4
1.5 Batasan Makalah ... 4
1.6 Sistematika Penulisan ... 4
Bab II Landasan Teori... 7
2.1 Pengertian Pabrik / Industri ... 7
2.2 Pengertian dan Jenis-Jenis Proses Produksi ... 12
2.2.1 Pengertian Produksi ... 12
Bab III Metodologi Penelitian ... 27
3.1 Variabel Penelitian dan Definisi Operasioanal Variabel ... 27
iv
3.4.5 Analisis Data Realisasi Produksi... 29
3.5 Obyek Penelitian ... 30
Bab IV Analisa Sistem ... 31
4.1 Deskripsi Umum Perusahaan ... 31
4.1.1 Sejarah Perusahaan ... 31
4.1.2 Struktur Organisasi ... 33
4.1.3 Proses Produksi ... 35
4.1.4 Permintaan Produksi ... 39
4.1.5 Kebutuhan Material ... 39
4.1.6 Rencana Produksi ... 40
4.1.7 Bon Stock Material ... 42
4.1.8 Realisasi Produksi ... 43
4.1.9 WIP ... 44
4.1.10 Prosedur Bon ... 45
4.1.11 Analisis gap material Oktober ... 46
4.1.12 Analisis gap material November ... 50
4.1.13 Analisis gap material Desember ... 53
Bab V Perancangan Sistem Lot ... 56
5.1 Pengantar ... 56
5.2 Analisa Penerapan Usulan ... 59
5.2.1 Analisis Oktober ... 59
5.2.2 Analisis November ... 63
5.2.3 Analisis Desember ... 67
Bab VI Kesimpulan Dan Saran ... 76
6.1 Kesimpulan ... 76
6.2 Saran ... 78
v
DAFTAR TABEL
Tabel 3.1 Variabel, Indikator dan skala Pengukuran ... 27
Tabel 4.1 Rencana Penjualan 2013 ... 39
Tabel 4.2 Kebutuhan Material ... 40
Tabel 4.3 Rencana Produksi Oktober ... 40
Tabel 4.4 Rencana Produksi November ... 41
Tabel 4.5 Rencana Produksi Desember ... 41
Tabel 4.6 Bon Stock Material Oktober ... 42
Tabel 4.7 Bon Stock Material November ... 42
Tabel 4.8 Bon Stock Material Desember ... 43
Tabel 4.9 Realisasi Oktober ... 43
Tabel 4.10 Realisasi November ... 43
Tabel 4.11 Realisasi Desember ... 44
Tabel 4.12 WIP Oktober ... 44
Tabel 4.13 WIP November ... 44
Tabel 4.14 WIP Desember ... 45
Tabel 4.15 Material Masuk Ke Produksi ... 47
Tabel 4.16 Kebutuhan Produksi ... 47
Tabel 4.17 WIP ... 48
Tabel 4.18 Realisasi Produksi ... 48
Tabel 4.19 WIP ... 49
Tabel 4.20 Realisasi Produksi ... 49
Tabel 4.21 Material Masuk Ke Produksi ... 50
Tabel 4.22 Komponen Yang dibutuhkan ... 50
Tabel 4.23 WIP ... 51
Tabel 4.24 Realisasi Produksi ... 51
Tabel 4.25 WIP ... 52
vi
Tabel 4.27 Material Masuk ... 53
Tabel 4.28 Komponen Yang Dibutuhkan ... 53
Tabel 4.29 WIP ... 54
Tabel 4.30 Realisasi Produksi ... 54
Tabel 4.31 WIP ... 55
Tabel 4.31 Realisasi Produksi ... 55
Tabel 5.1 Rencana Produksi ... 59
Tabel 5.2 Perencanaan Bon Material Mingguan ... 60
Tabel 5.3 WIP ... 60
Tabel 5.4 WIP ... 61
Tabel 5.5 Perencanaan Bon Material ... 62
Tabel 5.6 Perencanaan WIP ... 62
Tabel 5.7 WIP ... 63
Tabel 5.8 Rencana Produksi ... 63
Tabel 5.9 Perencanaan Bon Material Mingguan ... 64
Tabel 5.10 Perkiraan WIP ... 64
Tabel 5.11 WIP ... 65
Tabel 5.12 Perencanaan Bon Material Mingguan ... 65
Tabel 5.13 Perkiraan WIP ... 66
Tabel 5.14 WIP ... 66
Tabel 5.15 Rencana Produksi ... 67
Tabel 5.16 Perencanaan Bon Material Mingguan ... 67
Tabel 5.17 Perkiraan WIP ... 68
Tabel 5.18 WIP ... 68
Tabel 5.19 Perencanaan Bon Material Mingguan ... 69
Tabel 5.20 Perkiraan WIP ... 69
Tabel 5.21 WIP ... 70
Tabel 5.22 Perbandingan Sistem Lot dengan Sistem Sekarang ... 70
Tabel 5.23 Sistem Lot ... 71
Tabel 5.24 Sistem Sekarang ... 72
vii
Tabel 5.26 Sistem Sekarang ... 72
Tabel 5.27 Sistem Lot ... 73
Tabel 5.28 Sistem Sekarang ... 73
Tabel 5.29 Sistem Lot ... 73
Tabel 5.30 Sistem Sekarang ... 74
Tabel 5.31 Sistem Lot ... 74
Tabel 5.32 Sistem Sekarang ... 74
Tabel 5.33 Sistem Lot ... 75
Tabel 5.34 Sistem Sekarang ... 75
viii
DAFTAR GAMBAR
Gambar 4.1 Struktur Organisasi ... 34
Gambar 4.2 Proses Produksi ... 35
Gambar 4.3 Proses Assembling ... 37
1
BAB I
PENDAHULUAN
1.1LATAR BELAKANG
Semakin berkembangnya dunia industri, berbagai perusahaan manufaktur
berlomba-lomba untuk bersaing dalam memproduksi produk yang bermutu dan
digemari masyarakat. Dalam mengejar target yang telah ditetapkan oleh
masing-masing perusahaan, mereka berkomitmen bahwa konsumen adalah
segala-galanya. Untuk mendapatkan kepuasan dari konsumen, salah satu hal yang bisa
ditingkatkan adalah ketepatan waktu produksi hingga pengiriman ke distributor
hingga konsumen akhir.
Oleh karena itu, setiap perusahaan manufaktur harus mempunyai standar
produk yang optimal untuk memenuhi kepuasan konsumen. Dalam mencapai hal
tersebut, salah satu faktor yang menunjang adalah sistem produksinya. Di sini lah
diperlukan adanya sistem produksi yang se-efisien mungkin. Sistem produksi
yang efisien dapat diterapkan dengan salah satu cara yaitu pengelolaan material
yang baik dalam proses produksi.
Bagi perusahaan manufaktur, sistem perencanaan dan pengendalian
produksi perlu mendapat perhatian tersendiri. Perencanaan meliputi
merencanakan apa, bagaimana, kapan, dan berapa banyak suatu produk akan
diproduksi. Sedang, pengendalian berarti kontrol terhadap proses produksi agar
2
Perencanaan dan pengendalian dilakukan sedemikian rupa agar dapat
memenuhi permintaan dari bagian pemasaran akan kebutuhan barang jadi dengan
waktu dan biaya produksi yang sesuai dengan perencanaan. Tetapi yang selama
ini terjadi, ada perusahaan yang tidak menerapkan efisiensi dalam pengelolaan
material pada proses produksi.
Hal tersebut sering menyebabkan terjadinya kehilangan material,
kerusakan, sehingga tidak terjadinya kesesuaian antara rencana produksi dengan
realisasinya. Apabila hal ini terjadi, dikhawatirkan proses produksi akan berhenti.
Dengan berhentinya proses produksi ini, maka target pemenuhan barang jadi tidak
akan tepat waktu dan akan terjadi pembengkakan biaya produksi.
PT. Wijaya Karya Industri Energi adalah salah satu anak perusahaan yang
dimiliki PT. Wijaya Karya yang bergerak dibidang perdagangan dan industri. PT
WIKA Industri Energi didirikan pada tanggal 18 Juni 2010. PT WIKA Industri
Energi memiliki dua bisnis unit yaitu water heater dan photovoltaik.
Bisnis unit yang bergerak pada water heater memproduksi Solar Water
Heater (SWH), Aircond Water Heater (AWH), Electric Water Heater (EWH),
Heat Pump, Pool Heating. Untuk yang bergerak di Photovoltaik memproduksi
Solar Home System (SHS), Solar Street Light System (SSLS), Solar Pumping
System (SPS) serta proyek PLTS dan PLT Hybrid.
Dari semua produk yang dimiliki oleh PT WIKA Industri Energi, produk
SWH 150 LXC yang menghasilkan pemasukan terbanyak untuk perusahaan.
Produk SWH telah diproduksi sejak tahun 1987. Dengan jangkauan pemasaran
3
Dengan semakin mahalnya harga energi, maka masyarakat
berlomba-lomba untuk mencari energi alternatif untuk mengurangi penggunaan energi
listrik dan energi yang berasal dari bahan bakar fosil. Hal ini membuat permintaan
produk SWH, dan Photovoltaic banyak diminati. Dengan meningkatnya
permintaan dari konsumen maka harus ditunjang dengan proses produksi yang
semakin cepat dan efisien.
Selama bulan Oktober – Desember 2013 terjadi pemesanan sebanyak 689
unit SWH 150 LXC. Untuk mencapai target pemesanan sejumlah tersebut dan
ketepatan waktu, dibutuhkan proses produksi yang efisien. Salah satu yang
mempengaruhi efisiensi produksi adalah pengelolaan material dalam proses
produksi yang baik. Selama ini WINNER menerapkan proses produksi dengan
sistem bon material tanpa menggunakan satuan jumlah dan set. Selain itu waktu
dilakukannya bon dari produksi ke gudang adalah ketika material itu habis.
Sehingga waktu proses produksi terhambat apabila terjadi line stop yang
diakibatkan keterlambatan bon. Selain itu untuk mencari kesesuaian antara
material masuk dan barang jadi sulit untuk dilakukan. Dari makalah ini akan
diusulkan penerapan sistem Lot untuk mengoptimalkan waktu proses produksi,
mempermudah cek material masuk dengan barang jadi. Apabila hal ini telah
tercapai maka diharapkan akan terjadinya peningkatan efisiensi produksi.
1.2RUMUSAN MAKALAH
Berdasarkan uraian latar belakang tersebut, rumusan makalah dalam
4
1. Optimalisasi penggunaan stock material pada proses produksi SWH 150
LXC dengan sistem Lot agar sesuai dengan rencana, untuk mencapai
efisiensi produksi.
1.3.TUJUAN PENELITIAN DAN SASARAN PENELITIAN
1. Tujuan Penelitian
Berdasarkan uraian rumusan makalah di atas, tujuan penelitian ini adalah
sebagai berikut:
a. Tercapaianya efisiensi dalam penggunaan stock material sehingga
efisiensi produksi tercapai.
2. Sasaran Penelitian
a. Mengidentifikasi penggunaan stock material yang sudah berlangsung
b. Mengevaluasi rencana dengan realisasi penggunaan stock material
c. Membuat rencana optimalisasi penggunaan stock material melalui
sistem Lot
1.4.MANFAAT PENELITIAN
1. Diterapkannya sistem yang lebih evisien yaitu sistem Lot
2. Meningkatkan efisiensi produksi
3. Sebagai bahan evaluasi pada proses produksi
4. Meningkatkan ketercapaian target waktu dan jumlah unit penjualan SWH
150 LXC
1.5.BATASAN MAKALAH
5
2. Fokus penelitian ini hanya pada pengebonan material dari Biro Produksi
ke gudang
3. Fokus penelitian ini hanya pada produk SWH 150 LXC
4. Evaluasi hanya sebatas bulan Oktober 2013 – Desember 2013
1.6.SISTEMATIKA PENULISAN
Bab I Pendahulan
Bab ini berisikan latar belakang , rumusan makalah, tujuan penelitian dan
sasaran penelitian, manfaat penelitian, batasan makalah serta sistematika
penulisan.
Bab II Landasan Teori
Bab ini berisikan studi literatur mengenai pokok bahasan atau topik yang
diambil dalam penyelesaian permakalahan pada tugas akhir
Bab III Metodologi Penelitian
Bab ini berisi tentang urutan langkah dan metode – metode yang
digunakan dalam menyelesaikan makalah
Bab IV Analisa Sistem
Bab ini berisikan tinjauan umum dan analisa terhadap sistem yang ada,
data– data yang digunakan dalam analisis makalah dan data penunjang
yang digunakan dalam pemecahan makalah.
Bab V Perancangan Sistem Lot
Bab ini berisi tentang perancangan sistem Lot berdasarkan analisis dan
6
Bab VI Kesimpulan dan Saran
Bab ini berisi kesimpulan dari penelitian yang dilakukan dan analisis
pengolahan data dan saran bagi aplikasi selanjutnya.
DAFTAR PUSTAKA
Berisi tentang referensi yang digunakan dalam pembahasan.
LAMPIRAN
7
BAB II
LANDASAN TEORI
2.1
Pengertian Pabrik / Industri
Industri adalah suatu usaha atau kegiatan pengolahan bahan mentah atau
barang setengah jadi menjadi barang jadi barang jadi yang memiliki nilai tambah
untuk mendapatkan keuntungan. Usaha perakitan atau assembling dan juga
reparasi adalah bagian dari industri. Hasil industri tidak hanya berupa barang,
tetapi juga dalam bentuk jasa.
Menurut UU No. 5 Tahun 1984 tentang Perindustrian industri adalah
kegiatan ekonomi yang mengolah bahan mentah, bahan baku, barang setengah
jadi, dan/atau barang jadi menjadi barang dengan nilai yang lebih tinggi untuk
penggunaannya, termasuk kegiatan rancang bangun dan perekayasaan industri.
Pabrik (plant atau factory) adalah tempat di mana factor-faktor produksi
seperti manusia, mesin, alat, material, energi, uang (modal/capital), informasi dan
sumber daya alam (tanah, air, mineral, dan lain-lain) dikelola bersama-sama
dalam suatu system produksi guna menghasilkan suatu produk atau jasa secara
efektif, efisien dan aman.
Pabrik – yang dalam istilah asingnya dikenal sebagai factory atau plant –
adalah setiap tempat dimana faktor seperti :
Manusia,
Mesin dan peralatan (fasilitas) produksi lainnya,
8
Energi,
Uang (modal/kapital),
Informasi, dan
Sumberdaya alam (tanah, air, mineral, dll)
dikelola bersama-sama dalam produksi guna menghasilkan suatu produk atau jasa
secara efektif, efisien, dan aman. Istilah pabrik ini sering diartikan sama dengan
industri, meskipun industri sebenarnya memiliki pengertian yang lebih luas.
Pabrik pada dasarnya merupakan salah satu jenis industri yang terutama akan
menghasilkan produk jadi (finished good product). Seperti halnya yang dijumpai
dalam industri manufaktur.
Dengan pertimbangan aktivitas-aktivitas yang umum dilaksanakan, maka
industri akan dapat diklarifikasikan sebagai :
a) Industri penghasil bahan baku (The primary raw material industries)
Yaitu industri yang aktivitas produksinya adalah mengolah sumber daya
alam guna mengasilkan bahan maupun bahan tambahan lainnya yang
dibutuhkan oleh industri penghasil produk atau jasa. Industri tipe ini
umum dikenal pula sebagai “extractive/primary industry”.
Contoh : industri perminyakan, industri pengolahan biji besi, dll.
b) Industri Manufaktur (The Manufacturing Industries),
Yaitu indusri yang memproses bahan baku guna dijadikan
bermacam-macam bentuk/model produk, baik yang masih berupa produk setengah
jadi (semi finished good) ataupun yang berupa produk jadi (fisnished good
9
ataupun kimiawi – terhadap input material dan akan memberi nilai tambah
teradap material tersebut.
Contoh : industri permesinan, industri mobil, dll.
c) Industri penyalur (Distribution industries)
Yaitu industri yang berfungsi untuk melaksanakan pelayanan jasa industri
baik unuk bahan baku maupun “finished good product”. Disini bahan baku
ataupun bahan setengah jadi akan didistribusikan dari produsen ke
konsumen. Operasi kegiatan akan meliputi aktivitas pembelian dan
penjualan, penyimpanan, sorting, grading, packaging dan moving goods
(transportasi).
d) Industri pelayanan/ jasa (Service Industries)
Yaitu industri yang bergerak dibidang pelayanan atau jasa, baik untuk
melayani dan menunjang aktivitas industri yang lain maupun langsung
memberikan pelayanan/jasa kepada konsumer.
Jenis / macam-macam industri berdasarkan tempat bahan baku:
1. Industri ekstraktif Industri ekstraktif adalah industri yang bahan baku
diambil langsung dari alam sekitar.
Contoh : pertanian, perkebunan, perhutanan, perikanan, peternakan,
pertambangan, dan lain lain.
2. Industri nonekstaktif Industri nonekstaktif adalah industri yang bahan baku
didapat dari tempat lain selain alam sekitar.
3. Industri fasilitatif Industri fasilitatif adalah industri yang produk utamanya
10
Contoh : Asuransi, perbankan, transportasi, ekspedisi, dan lain sebagainya.
Golongan / macam industri berdasarkan besar kecil modal.
1. Industri padat modal adalah industri yang dibangun dengan modal yang
jumlahnya besar untuk kegiatan operasional maupun pembangunannya
2. Industri padat karya adalah industri yang lebih dititik beratkan pada
sejumlah besar tenaga kerja atau pekerja dalam pembangunan serta
pengoperasiannya.
Jenis-jenis / macam industri berdasarkan klasifikasi atau penjenisannya
berdasarkan SK Menteri Perindustrian No.19/M/I/1986
1. Industri kimia dasar contohnya seperti industri semen, obat-obatan, kertas,
pupuk, dsb
2. Industri mesin dan logam dasar misalnya seperti industri pesawat terbang,
kendaraan bermotor, tekstil, dll
3. Industri kecil
Contoh seperti industri roti, kompor minyak, makanan ringan, es, minyak
goreng curah, dll
4. Aneka industri misal seperti industri pakaian, industri makanan dan
minuman, dan lain-lain.
Jenis-jenis / macam industri berdasarkan jumlah tenaga kerja
1. Industri rumah tangga
Adalah industri yang jumlah karyawan / tenaga kerja berjumlah antara 1-4
11 2. Industri kecil
Adalah industri yang jumlah karyawan / tenaga kerja berjumlah antara
5-19 orang.
3. Industri sedang atau industri menengah
Adalah industri yang jumlah karyawan / tenaga kerja berjumlah antara
20-99 orang.
4. Industri besar
Adalah industri yang jumlah karyawan / tenaga kerja berjumlah antara 100
orang atau lebih.
Pembagian / penggolongan industri berdasakan pemilihan lokasi
1. Industri yang berorientasi atau menitikberatkan pada pasar (market
oriented industry)
Adalah industri yang didirikan sesuai dengan lokasi potensi target
konsumen. Industri jenis ini akan mendekati kantong-kantong di mana
konsumen potensial berada. Semakin dekat ke pasar akan semakin menjadi
lebih baik.
2. Industri yang berorientasi atau menitikberatkan pada tenaga kerja / labor
(man power oriented industry).
Adalah industri yang berada pada lokasi di pusat pemukiman penduduk
karena bisanya jenis industri tersebut membutuhkan banyak pekerja /
pegawai untuk lebih efektif dan efisien.
3. Industri yang berorientasi atau menitikberatkan pada bahan baku (supply
12
Adalah jenis industri yang mendekati lokasi di mana bahan baku berada
untuk memangkas atau memotong biaya transportasi yang besar.
Macam-macam / jenis industri berdasarkan produktifitas perorangan
1. Industri primer adalah industri yang barang-barang produksinya bukan
hasil olahan langsung atau tanpa diolah terlebih dahulu
Contohnya adalah hasil produksi pertanian, peternakan, perkebunan,
perikanan, dan sebagainya.
2. Industri sekunder industri sekunder adalah industri yang bahan mentah
diolah sehingga menghasilkan barang-barang untuk diolah kembali.
Misalnya adalah pemintalan benang sutra, komponen elektronik, dan
sebagainya.
3. Industri tersier Adalah industri yang produk atau barangnya berupa
layanan jasa.
Contoh seperti telekomunikasi, transportasi, perawatan kesehatan, dan
masih banyak lagi yang lainnya.
2.2
Pengertian dan Jenis-Jenis Proses Produksi
2.2.1 Pengertian produksi
Menurut Indriyo Gitosudarmo (2000:2) mengatakan bahwa ”Proses
produksi adalah interaksi antara bahan dasar, bahan-bahan pembantu, tenaga kerja
dan mesin-mesin serta alat-alat perlengkapan yang dipergunakan”.
Menurut Teguh Baroto (2002:13) “proses produksi adalah aktivitas
bagaimana produk jadi dari bahan baku yang melibatkan mesin, energi,
13
Menurut Arman Hakim Nasution (2003:1)”proses produksi, yaitu metode
dan teknik yang digunakan dalam mengolah bahan baku menjadi produk”.
Produksi adalah suatu kegiatan yang menghasilkan output dalam bentuk
barang maupun jasa. Contoh : pabrik batre yang memproduksi batu baterai, pabrik
mutifa yang memproduksi obat-obatan, dan lain sebagainya. Pengertian produksi
dapat diartikan sebagai usaha untuk menciptakan atau menambah faedah ekonomi
suatu benda dengan tujuan untuk memenuhi kebutuhan manusia. Sedangkan
orang, badan usaha, atau organisasi yang menghasilkan barang dan jasa disebut
produsen.
Menurut Pandji Anoraga (2000:197) ”produksi nampaknya berkonotasi
sebagai organisasi produk, yaitu aktivitas yang menghasilkan barang, baik barang
jadi maupun barang setengah jadi, bahan industri dan suku cadang, dan
komponen-komponen”.
Dari beberapa definisi diatas dapat diketahui bahwa untuk menghasilkan
barang atau jasa diperlukan usaha mendayagunakan masukan berupa tenaga kerja,
bahan baku, dan peralatan. Perkembangan dari pada proses produksi
menghasilkan banyak macam jenis-jenis proses produksi dalam perusahaan.
2.2.2 Jenis- Jenis proses produksi
Menurut Sofyan Assauri (1999:75) ada 2 jenis proses produksi :
1) Proses produksi yang terus-menerus (continuous processses)
2) Proses produksi yang terputus-putus (intermittent processses)
Sebenarnya perbedaan pokok antara kedua proses ini terletak pada panjang
14
untuk memproduksi sesuatu produk atau beberapa produk tanpa mengalami
perubahan. Sebagai contoh dapat dilihat apabila kita menggunakan mesin-mesin
untuk dipersiapkan (set up) dalam memproduksi produk dalam jangka waktu yang
pendek, dan kemudian diubah atau dipersiapkan (diset-up) kembali untuk
memproduksi produk lain, maka dalam hal ini prosesnya terputus-putus
tergantung dari produk yang dikerjakan. Proses yang terputus-putus disebut
intermitten processs / manufacturing. Dalam proses seperti ini terdapat waktu
yang pendek (short run) dalam persiapan (set up) peralatan untuk perubahan yang
tepat guna dapat menghadapi variasi produk yang berganti-ganti, misalnya terlihat
dalam pabrik yang menghasilkan produknya untuk atau berdasarkan pesanan
seperti : pabrik kapal, atau bengkel besi / las. Dalam contoh lain dapat dilihat
adanya perusahaan pabrik-pabrik yang menggunakan mesin-mesin untuk
dipersiapkan (set up) dalam memproduksi produk dalam jangka waktu yang
panjang / lama, tanpa mengalami perubahan, maka dalam hal ini prosesnya
terus-menerus selama jenis produk yang sama dikerjakan. Proses yang terus-terus-menerus
ini disebut continuous processs / manufacturing. Dalam proses ini terdapat waktu
yang panjang tanpa adanya perubahan-perubahan dari pengaturan dan penggunaan
mesin serta peralatannya. Proses seperti ini terdapat dalam pabrik yang
menghasilkan produknya untuk pasar (produksi massa) seperti pabrik susu atau
pabrik ban.
Sifat-sifat atau ciri-ciri proses produksi yang terus-menerus (continuous
15
1) Biasanya produk yang dihasilkan dalam jumlah yang besar (produksi
massa) dengan variasi yang sangat kecil dan sudah distandardisir.
2) Proses seperti ini biasanya menggunakan sistem atau cara penyusunan
peralatan berdasarkan urutan pengerjaan dari produk yang dihasilkan.
3) Mesin-mesin yang dipakai dalam proses produksi seperti ini adalah
mesin-mesin yang bersifat khusus untuk menghasilkan produk
tersebut, yang dikenal dengan nama Special Purpose Machines.
4) Oleh karena mesin-mesinnya bersifat khusus dan biasanya agak
otomatis, maka pengaruh individual operator terhadap produk yang
dihasilkan kecil sekali, sehingga operatornya tidak perlu mempunyai
keahlian atau skill yang tinggi untuk pengerjaan produk tersebut.
5) Apabila terjadi salah satu mesin / peralatan terhenti atau rusak, maka
seluruh proses produksi akan terhenti.
6) Oleh karena mesin-mesinnya bersifat khusus dan variasi dari
produknya kecil maka job structurenya sedikit dan jumlah tenaga
kerjanya tidak perlu banyak.
7) Persediaan bahan mentah dan bahan dalam proses adalah lebih rendah
daripada intermitten processs / manufacturing.
8) Oleh karena mesin-mesin yang dipakai bersifat khusus maka proses
seperti ini membutuhkan maintenance specialist yang mempunyai
16
9) Biasanya bahan-bahan dipindahkan dengan peralatan handling yang
fixed (fixed path equipment) yang menggunakan tenaga mesin seperti
ban berjalan (conveyer).
Sifat-sifat atau ciri-ciri dari proses produksi yang terputus-putus
(intermitten processs / manufacturing) ialah :
1) Biasanya produk yang dihasilkan dalam jumlah yang sangat kecil
dengan variasi yang sangat besar (berbeda) dan didasarkan atas
pesanan.
2) Proses seperti ini biasanya menggunakan sistem, atau cara
penyusunan peralatan berdasarkan atas fungsi dalam proses produksi
atau peralatan yang sama dikelompokkan pada tempat yang sama,
yang disebut dengan processs lay out atau departmentation by
equipment.
3) Mesin-mesin yang dipakai dalam proses produksi seperti ini adalah
mesin-mesin yang bersifat umum yang dapat digunakan untuk
menghasilkan bermacam-macam produk dengan variasi yang hampir
sama, mesin mana dikenal dengan nama General Purpose Machines.
4) Oleh karena mesin-mesinnya bersifat umum dan biasanya kurang
otomatis, maka pengaruh individual operator terhadap produk yang
dihasilkan sangat besar, sehingga operatornya perlu mempunyai
keahlian atau skill yang tinggi dalam pengerjaan produk tersebut.
5) Proses produksi tidak mudah / akan terhenti walaupun terjadi
17
6) Oleh karena mesin-mesin bersifat umum dan variasi dari produknya
besar, maka terhadap pekerjaan (job) yang bermacam-macam
menimbulkan pengawasan (control) nya lebih sukar.
7) Persediaan bahan mentah biasanya tinggi, karena tidak dapat
ditentukan pesanan apa yang akan dipesan oleh pembeli dan juga
persediaan bahan dalam proses lebih tinggi daripada continuous
processs / manufacturing, karena prosesnya terputus-putus /
terhenti-henti.
8) Biasanya bahan-bahan dipindahkan dengan peralatan handling yang
dapat flexible (varied path equipment) yang menggunakan tenaga
manusia seperti kereta dorong atau forklift.
9) Dalam proses seperti ini sering dilakukan pemindahan bahan yang
bolak balik sehingga perlu adanya ruangan gerak (aisie) yang besar
dan ruangan tempat bahan-bahan dalam proses (work in processs)
yang besar.
Kekurangan / kerugian proses produksi yang terus menerus (continuous
manufacturing) adalah :
1) Terdapat kesukaran untuk menghadapi perubahan produk yang
diminta oleh konsumen atau pelanggan. Jadi proses produksi seperti
ini khusus untuk menghasilkan produk-produk yang :
a) Permintaan (demand) nya besar dan stabil
18
2) Proses produksi mudah terhenti, karena apabila terjadi kemacetan di
suatu tempat / tingkat proses (di awal, di tengah atau di belakang),
maka kemungkinan seluruh proses produksi akan terhenti yang
disebabkan adanya saling hubungan dan urut-urutan antara
masing-masing tingkat proses.
3) Terdapat kesukaran dalam menghadapi perubahan tingkat permintaan,
karena biasanya tingkat produksi (rate of production) nya telah
tertentu, sehingga sangat kaku (rigid).
Kebaikan / kelebihan proses produksi yang terus menerus (continuous
manufacturing) adalah :
1) Dapat diperoleh tingkat biaya produksi per unit (unit production cost)
yang rendah apabila :
a) Dapat dihasilkannya produk dan volume yang cukup besar.
b) Produk yang dihasilkan distandarsir.
2) Dapat dikuranginya pemborosan-pemborosan dari pemakaian tenaga
manusia, terutama karena sistem pemindahan bahan yang
menggunakan tenaga mesin / listrik.
3) Biaya tenaga kerja (labor cost) nya adalah rendah, karena jumlah
tenaga kerjanya yang sedikit dan tidak memerlukan tenaga yang ahli
(cukup yang setengah ahli) dalam pengerjaan produk yang dihasilkan.
4) Biaya pemindahan bahan di dalam pabrik juga lebih rendah, karena
jarak antara mesin yang satu dengan mesin yang lain lebih pendek dan
19
Kekurangan / kerugian proses produksi yang terputus-putus (intermitten
manufacturing) adalah :
1) Scheduling dan routing untuk pengerjaan produk yang akan dihasilkan
sangat sukar dilakukan karena kombinasi urut-urut pekerjaan yang
banyak sekali di dalam memprodusir satu macam produk, dan
disamping itu dibutuhkan scheduling dan routing yang banyak sekali
karena produknya yang berbeda tergantung dari pemesanannya.
2) Oleh karena pekerjaan routing dan scheduling banyak sekali dan sukar
dilakukan, maka pengawasan produksi (production control) dalam
proses produksi seperti ini sangat sukar dilakukan.
3) Dibutuhkannya investasi yang cukup besar dalam persediaan bahan
mentah dan bahan-bahan dalam proses, karena prosesnya
terputus-putus dan produk yang dihasilkan tergantung dari pesanan.
4) Biaya tenaga kerja dan biaya pemindahan bahan sangat tinggi, karena
banyak dipergunakannya tenaga manusia dan tenaga yang dibutuhkan
adalah tenaga yang ahli dalam pengerjaan produk tersebut.
Kebaikan / kelebihan dari proses produksi yang terputus-putus (intermitten
manufacturing) adalah :
1) Mempunyai fleksibilitas yang tinggi dalam menghadapi perubahan
produk dengan variasi yang cukup besar.
Fleksibilitas ini diperoleh terutama dari :
a) Sistem penyusunan peralatan (lay out) nya yang berbentuk
20
b) Jenis / type mesin yang digunakan dalam proses yang bersifat
umum (general purpose machines)
c) Sistem pemindahan bahan yang tidak menggunakan tenaga kerja
mesin tetapi tenaga manusia.
2) Oleh karena mesin-mesin yang digunakan dalam proses bersifat
umum (general purpose machines), maka biasanya dapat diperoleh
penghematan uang dalam investasi mesin, sebab harga
mesin-mesin ini lebih murah daripada mesin-mesin-mesin-mesin yang khusus (special
purpose machines).
3) Proses produksi tidak mudah terhenti akibat terjadinya kerusakan atau
kemacetan di suatu tempat / tingkat proses.
2.2.3 Faktor-Faktor Produksi
Proses produksi mempuyai hubungan yang erat antara input dari proses
produksi dengan output proses produksi pada pelaksanaan kegiatan proses
produksi terdapat pola atau tahap urutan tertentu. Urutan penyelesaian proses
produksi akan berbeda-beda dan bermacam-macam antara satu produk dengan
produk lainnya.
Untuk kegiatan pelaksanaan proses produksi akan menggunakan
sumber-sumber yang dimiliki oleh suatu perusahaan. Sumber-sumber-sumber tersebut adalah
unsur terpenting dalam proses produksi dengan demikian penyelesaian pekerjaan
dapat dilakukan dengan efektif, efisien, serta memperkecil kemungkinan
21
Suatu perusahaan memerlukan sumber daya yang akan dipergunakan
untuk memproduksi barang-barang. Sumber daya tersebut adalah bahan mentah ,
bahan pembantu, mesin-mesin dan peralatan-peralatan lain, tenaga kerja, modal
serta tanah untuk lokasi perusahaan. Tiap-tiap perusahaan tentu saja akan
mempunyai jumlah dan jenis sumber-sumber produksi yang berbeda-beda satu
dengan yang lain. Pengusaha akan berusaha agar dengan faktor-faktor produksi
tertentu yang ada padanya itu menghasilkan barang-barang yang mendatangkan
keuntungan yang sebesar-besarnya. Jenis dan jumlah faktor-faktor produksi inilah
yang menentukan jenis serta jumlah barang-barang yang dapat dihasilkan oleh
perusahaan yang bersangkutan. Jenis serta jumlah faktor-faktor produksi ini
sangat terbatas adanya. Di sinilah letak pentingnya kebijaksanaan pimpinan
perusahaan untuk mengatur jenis dan jumlah barang-barang yang harus
diproduksinya dengan faktor-faktor yang terbatas adanya itu agar keuntungan
yang diperolehnya maksimal. Kurang tepatnya penentuan luas produksi akan
berakibat semakin kecilnya keuntungan yang diperoleh perusahaan. Kerugian ini
terjadi karena orang berproduksi kurang dari optimal, sehingga biaya tetap hanya
ditanggung oleh satuan-satuan hasil (unit-unit produk) yang sedikit sehingga
biaya tetap per unit menjadi terlalu tinggi. Berproduksi lebih dari optimal berarti
adanya sebagian barang-barang hasil yang tidak akan terjual. Hal ini akan
menimbulkan tanggungan beban biaya pergudangan yang terlalu besar, lagi pula
sebenarnya faktor-faktor produksi yang digunakan untuk menghasilkan
barang-barang yang berkelebihan ini dapat digunakan untuk membuat barang-barang-barang-barang
22
Disamping itu penentuan luas produksi yang tepat akan berarti pula suatu
pengusahaan lebih efektif memanfaatkan faktor-faktor produksi yang tersedia bagi
perusahaan yang bersangkutan. Ketidaktepatan penentuan luas produksi akan
berakibat ketidaktepatan alokasi faktor-faktor produksi. Hal ini membuat semakin
besarnya kerugian finansial yang diderita oleh perusahaan. Disamping
faktor-faktor produksi yang tersedia, jumlah permintaan akan menentukan luas produksi
yang paling menguntungkan. Dari uraian di atas jelas bahwa luas produksi yang
optimal akan dipengaruhi atau dibatasi oleh beberapa faktor yaitu :
1) Tersedianya bahan dasar
2) Tersedianya kapasitas mesin-mesin yang dimiliki
3) Tersedianya tenaga kerja
4) Batasan permintaan
5) Tersedianya faktor-faktor produksi yang lain
Pentingnya luas produksi untuk masing-masing perusahaan berbeda-beda :
1) Bagi perusahaan yang memproduksi barang-barang yang
bermacam-macam jenisnya.
Hal ini disebabkan karena sifat alat-alat produksi / mesin-mesin yang
dimilikinya) harus diselenggarakan perencanaan yang teliti terhadap
penentuan luas produksi. Tiap jenis barang yang dihasilkan akan
mendatangkan keuntungan yang berbeda-beda besarnya. Oleh karena
itu harus dianalisa, diteliti secermat-cermatnya, sampai seberapa besar
jumlah yang harus diproduksi untuk masing-masing jenis barang
23
2) Bagi perusahaan yang karena alat-alat produksinya (mesin-mesin
digunakan)
Mengakibatkan barang-barang yang diproduksi itu tertentu / telah
pasti dan tidak mudah untuk diubah-ubah dalam jangka pendek, maka
bagi perusahaan ini menentukan apa dan berapa yang harus diproduksi
tidak atau kurang penting dibandingkan dengan perusahaan jenis
pertama di atas.
3) Perusahaan yang memproduksikan barang-barang untuk keperluan
pasar
Penentuan luas produksi dalam perusahaan ini sangat penting, sebab
dalam hal ini perusahaan harus mengadakan ramalan-ramalan untuk
masa-masa yang akan datang terhadap jumlah serta jenis barang yang
diminta oleh para pembeli potensial, kemudian menyesuaikan jumlah
dan jenis yang diramalkan tersebut dengan kemampuan yang ada pada
perusahaan untuk memproduksinya. Untuk keperluan ini perusahaan
perlu metode analisa yang baik
4) Perusahaan yang memproduksikan barang-barang untuk keperluan
langganan (pesanan)
Tidakla begitu sulit untuk merencanakan penentuan luas produksinya.
Apa dan berapa yang harus diproduksi tergantung pada apa dan berapa
yang dipesan oleh para langganan. Perusahaan cukup
24
2.3
Persediaan
2.3.1 Pengertian Persediaan
Keberadaan persediaan dalam suatu unit usaha perlu diatur sedemikian
rupa sehingga kelancaran pemenuhan kebutuhan pemakai dapat dijamin dan
timbulnya sumber daya menganggur (idle resources) yang keberadaannya
menunggu proses lebih lanjut tetap membuat ongkos yang ditimbulkan efisien.
Menurut Sofjan Assauri (1993; 219) :
“Persediaan merupakan sejumlah bahan-bahan, parts yang disediakan dan
bahan-bahan dalam proses yang terdapat dalam perusahaan untuk proses
produksi, serta barang-barang jadi/produk yang disediakan untuk
memenuhi permintaan dari komponen atau langganan setiap waktu.”
Menurut Roger G. Schroeder (1994; 4) :
“Sediaan (inventory) adalah stok bahan yang digunakan untuk
memudahkan produksi atau untuk memuaskan permintaan pelanggan.”
Menurut Lalu Sumayang (2003; 197) :
“Inventori atau persediaan merupakan simpanan material yang berupa
25
Berdasarkan definisi di atas disimpulkan bahwa yang dimaksud dengan
persediaan adalah barang jadi, barang setengah jadi, dan bahan baku yang
disimpan dan dirawat dalam tempat persediaan agar selalu siap pakai memenuhi
kebutuhan.
2.3.2 Jenis Persediaan
Menurut Sofjan Assauri (1993; 219), persediaan yang terdapat dalam
perusahaan dapat dibedakan menurut beberapa cara. Dilihat dari fungsinya,
persediaan dapat dibedakan atas :
a) Batch Stock atau Lot Size Inventory yaitu persediaan yang diadakan
karena kita membeli atau membuat bahan-bahan/barang-barang dalam
jumlah yang lebih besar daripada jumlah yang dibutuhkan pada saat itu.
b) Fluctuation Stock adalah persediaan yang diadakan untuk menghadapi
fluktuasi permintaan konsumen yang tidak dapat diramalkan.
c) Anticipation Stock yaitu persediaan yang diadakan untuk menghadapi
fluktuasi permintaan yang dapat diramalkan, berdasarkan pola musiman
yang terdapat dalam satu tahun dan untuk menghadapi penggunaan atau
penjualan permintaan yang meningkat.
Di samping perbedaan menurut fungsi, persediaan itu dapat pula
dibedakan atau dikelompokkan menurut jenis dan posisi barang tersebut di dalam
urutan pengerjaan produk yaitu :
a) Persediaan Bahan Baku (Raw Materials stock) yaitu persediaan dari
barangbarang berwujud yanng digunakan dalam proses produksi, barang
26
supplier atau perusahaan yang menghasilkan bahan baku bagi perusahaan
pabrik yang menggunakannya.
b) Persediaan bagian produk atau parts yang dibeli (purchased
parts/komponent stock) yaitu persediaan barang-barang yang terdiri dari
parts yang diterima dari perusahaan lain, yang dapat secara langsung
diassembling dengan parts lain, tanpa melalui proses produksi sebelumnya.
c) Persediaan bahan-bahan pembantu atau barang-barang perlengkapan
(supplies stock) yaitu persediaan barang-barang atau bahan-bahan yang
diperlukan dalam proses produksi untuk membantu berhasilnya produksi
atau yang dipergunakan dalam bekerjanya suatu perusahaan, tetapi tidak
merupakan bagian atau komponen dari barang jadi.
d) Persediaan barang setengah jadi atau barang dalam proses (work in
processs/progress stock) yaitu persediaan barang-barang yang keluar dari
tiaptiap bagian dalam satu pabrik atau bahan-bahan yang telah diolah
menjadi suatu bentuk, tetapi lebih perlu diproses kembali untuk kemudian
menjadi barang jadi.
e) Persediaan barang jadi (finished good stock) yaitu persediaan
barang-barang yang telah selesai diproses atau diolah dalam pabrik dan siap untuk
27
BAB III
METODOLOGI PENELITIAN
3.1 Variabel Penelitian dan Definisi Operasional Variabel
Variabel penelitian adalah suatu atribut atau sifat atau nilai dari orang,
obyek atau kegiatan yang mempunyai variasi tertentu yang ditetapkan oleh
peneliti untuk dipelajari dan ditarik kesimpulannya. Variabel penelitian dalam hal
ini adalah sistem pengelolaan stock material SWH 150 LXC dalam proses
produksi.
Definisi operasional dari pengelolaan stock material SWH 150 LXC dalam
proses produksi yaitu suatu sistem yang dilakukan oleh manajemen dalam
mengatur stock material pada saat proses produksi berlangsung untuk mencapai
efisiensi produksi.
Tabel 3.1
Variabel, Indikator, dan Skala Pengukuran
Variabel Indikator Skala Pengukuran
28
3.2Jenis dan Sumber Data
Sumber data berasal dari sumber internal perusahaan. Data yang
digunakan dalam penelitian ini adalah data primer. Data-data tersebut meliputi:
Data Primer, berupa :
Aliran Proses Produksi
Data Permintaan Produksi
Data Kebutuhan Material
Data rencana produksi
Data Pengebonan material
Data realisasi produksi
Data Work in processs
Prosedur pengebonan saat ini
3.3Metode Pengumpulan Data
Teknik pengumpulan data yang digunakan untuk memperoleh data adalah:
Wawancara, yaitu dengan melakukan tanya jawab langsung dengan pihak yang berwenang dalam perusahaan.
Dokumentasi perusahaan, mencatat data dari arsip atau dokumen-dokumen dari perusahaan.
3.4 Teknik Analisis
Setelah semua data yang diperlukan sudah diperoleh, maka selanjutnya
29
3.4.1 Analisis aliran proses produksi
Dari bagan arus aliran proses produksi, penulis menganalisis data tersebut
menjadi data deskriptif untuk mempermudah dalam merencanakan stock
sistem.
3.4.2 Analisis data permintaan produksi
Dari data permintaan produksi ini akan di sinkronkan dengan data rencana
produksinya.
3.4.3 Analisis data kebutuhan material
Dari data kebutuhan material ini, akan digunakan dalam membantu
perencanaan stock sistem.
3.4.4 Analisis rencana produksi
Dari data analisis rencana produksi ini, akan digunakan dalam membantu
perencanaan stock sistem, serta mencari gap dengan realisasi produksi.
3.4.5 Analisis data realisasi produksi
Dari data analisis rencana produksi ini, akan digunakan dalam membantu
perencanaan stock sistem kemudian membandingkan dengan hasil
produksi setelah penerapan stok sistem.
3.4.6 Analisis data Work in processs
Dari data ini, akan digunakan untuk membandingkan dengan data WIP
dari hasil sistem yang baru
3.4.7 Analisis gap material masuk dengan unit jadi
di sini akan dicari gap antara material masuk dengan barang jadi yang
30
3.5 Obyek Penelitian
Obyek dalam penelitian ini adalah sistem pengebonan untuk produk SWH
150 LXC yang diproduksi oleh PT. WIKA Industri Energi di Jalan Raya
31
BAB IV
ANALISA SISTEM
4.1 Deskripsi Umum Perusahaan
4.1.1 Sejarah Perusahaan
PT. Wika Intrade Energi (PT WINNER) secara resmi berdiri pada tanggal
18 Juni 2010 sebagaimana tertuang dalam Anggaran Dasar Perseroan No 32
tanggal 18 Juni 2010 yang ditandatangani dan disahkan oleh Notaris Ryan Bayu
Candra, SH, M.kn. dan telah mendapat pengesahan dari Menteri Hukum dan Hak
Asasi Manusia Republik Indonesia Nomor AHU-32045.AH.01.01 tanggal 24 Juni
Tahun 2010.
Saat ini PT. Wika Intrade Energi sudah berubah nama menjadi PT. Wika
Industri Energi sebagaimana ditetapkan pada akta nomor 35 tanggal 20 Mei 2013
yang ditandatangani dan disahkan oleh Notaris M. Nova Faisal, SH, M.Kn. Dan
Anggaran Dasar Perseroan tetap yaitu yang telah mendapat pengesahan dari
Menteri Hukum dan Hak Asasi Manusia Republik Indonesia Nomor
AHU-39922.AH.01.02 tahun 2013 tanggal 23 Juli 2013.
Dibentuknya PT. WINNER sebagai Entitas yang terpisah dari PT Wika
Intrade adalah untuk mempermudah terlaksananya Kerjasama Strategis dengan
pihak luar dalam rangka pengembangan usaha atas bisnis dan produk yang
dikelola. Selain itu peluang pasar atas produk-produk Konversi Energi, khususnya
energi terbarukan yang semakin besar dan terbuka di masa-masa mendatang juga
merupakan pertimbangan dikembangkannya Bisnis Unit Konversi Energi dibawah
32
Hal ini tidak terlepas dari “Road Map Portofolio Energi” Pemerintah yang akan
meningkatkan porsi energi terbarukan sebagai sumber pemenuhan kebutuhan
energi nasional dan “Target Elektrifikasi” PT. PLN (Persero).
Produk-produk yang dihasilkan dan dikelola Perseroan pada saat awal
berdirinya perusahaan yaitu Solar Water Heater (SWH), AirCon Water Heater
(AWH) dan Solar Home System sebagai aplikasi dari Photovoltaik (PV). Dalam
perkembangannya, sampai dengan akhir tahun 2013 perusahaan telah menambah
dan mengembangkan beberapa varian produk dari Water Heater. Produk-produk
water heater yang telah dikembangkan yaitu Electric Water Heater (EWH), Heat
Pump (HP) dan Pool Heating (PH) agar dapat meraih berbagai segmen pasar
Water Heater yang selama ini belum dikuasai.
Selain pengembangan atas produk water heater, perusahaan juga telah
melaksanakan pengembangan atas produk Photovoltaik. Jika sebelum ini
pemasaran Photovoltaik masih berupa Solar Home System (SHS) yang tersebar,
saat ini perusahaan telah berhasil membangun Pembangkit Listrik Tenaga Surya
(PLTS) serta PLT Hybrid Surya dan Angin sebagai 1 (satu) kesatuan aplikasi
Photovoltaik yang terpusat. Melalui kerjasama strategis, perusahaan juga telah
membangun pabrik Laminasi Solar Sel untuk Modul Surya. Kerjasama strategis
tersebut selain mendasarkan pertimbangan pada besarnya potensi pasar atas
kebutuhan Modul Surya di dalam negeri, juga sebagai antisipasi adanya
persyaratan “Tingkat Kandungan Dalam Negeri” (TKDN) dalam proses
33
Dengan mempertimbangkan potensi pasar dari produk Water Heater dan
Photovoltaik yang diyakini cukup besar, pada tahun 2013 perusahaan telah
melaksanakan Restrukturisasi Organisasi dengan mengembangkan dan menambah
organ pemasaran dari yang semula terpisah antara Water Heater dengan
Photovoltaik menjadi satu kesatuan dalam wilayah. Hal ini dengan tujuan agar
pembinaan dan pemberdayaan Distributor Water Heater sekaligus juga sebagai
agen pemasaran produk-produk Photovoltaik bisa lebih fokus dan optimal.
4.1.2 Struktur Organisasi
Organisasi adalah adanya orang-orang yang usahanya harus
dikoordinasikan, tersusun dari sejumlah sub sistem yang saling berhubungan dan
saling tergantung, bekerja sama atas dasar pembagian kerja, peran, dan
wewenang, serta mempunyai tujuan tertentu yang hendak dicapai.
34
35
- Kartu Stock 1/2 jadi
9. Formulir Perbaikan
Menerima WO (Work Order) & SPM (Surat Pengambilan Material / Suku Cadang)
Mengklasifikasi Proses dan penyerahan SPM ke masing-masing regu.
Pengambilan Material di Gudang
Melakukan pemeriksaan, jika alat rusak buat laporan kerusakan alat
Membuat komponen sesuai Instruksi Kerja (IK)
Memeriksa hasil pembuatan komponen
Mengisi label inspeksi kualitas dan menempatkan komponen ke stock 1/2 jadi
Pengambilan Material di Gudang dan di stock 1/2 Jadi
Melakukan pemeriksaan alat, jika alat rusak buat laporan kerusakan alat
Melaksanakan proses pengelasan sesuai IK
36
- Kartu Stock 1/2 Jadi
12.
19. Laporan Harian Produk jadi
20.
21. Laporan Harian Produk jadi
Bagian
Pengambilan Material di Gudang dan Stock 1/2 Jadi
Melakukan Pemeriksaan alat, jika alat rusak buat laporan kerusakan alat
Mengisi form laporan hasil produksi
Membuat laporan hasil produksi
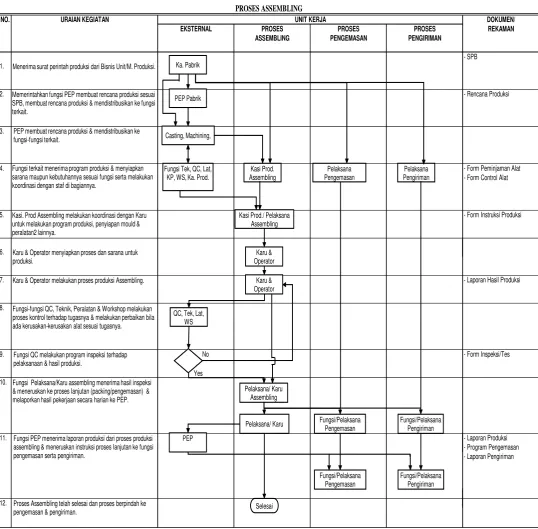
37
Gambar 4.3
NO. URAIAN KEGIATAN DOKUMEN/
EKSTERNAL PROSES PROSES PROSES REKAMAN
ASSEMBLING PENGEMASAN PENGIRIMAN
- SPB 1.
2. - Rencana Produksi
3.
4. - Form Peminjaman Alat
- Form Control Alat
5. - Form Instruksi Produksi
6.
7. - Laporan Hasil Produksi
8.
Menerima surat perintah produksi dari Bisnis Unit/M. Produksi.
Memerintahkan fungsi PEP membuat rencana produksi sesuai SPB, membuat rencana produksi & mendistribusikan ke fungsi terkait.
PEP membuat rencana produksi & mendistribusikan ke fungsi-fungsi terkait.
Fungsi terkait menerima program produksi & menyiapkan sarana maupun kebutuhannya sesuai fungsi serta melakukan koordinasi dengan staf di bagiannya.
Kasi. Prod Assembling melakukan koordinasi dengan Karu untuk melakukan program produksi, penyiapan mould & peralatan2 lainnya.
Karu & Operator menyiapkan proses dan sarana untuk produksi.
Karu & Operator melakukan proses produksi Assembling.
Fungsi-fungsi QC, Teknik, Peralatan & Workshop melakukan proses kontrol terhadap tugasnya & melakukan perbaikan bila ada kerusakan-kerusakan alat sesuai tugasnya.
Fungsi QC melakukan program inspeksi terhadap pelaksanaan & hasil produksi.
Fungsi Pelaksana/Karu assembling menerima hasil inspeksi & meneruskan ke proses lanjutan (packing/pengemasan) & melaporkan hasil pekerjaan secara harian ke PEP.
Fungsi PEP menerima laporan produksi dari proses produksi assembling & meneruskan instruksi proses lanjutan ke fungsi pengemasan serta pengiriman.
Proses Assembling telah selesai dan proses berpindah ke pengemasan & pengiriman.
38
Gambar 4.4
NO. URAIAN KEGIATAN DOKUMEN/
EKSTERNAL PROSES FUNGSI REKAMAN
PENGEMASAN QC
8. - Laporan produk dalam
kemasan
9.
UNIT KERJA
PROSES PENGEMASAN
PEP meminta penanggung jawab produksi/fungsi gudang melakukan pengemasan .
Fungsi Produksi/Gudang menerima instruksi pengemasan & meneruskan ke fungsi QC untuk dilakukan pemeriksaan, kemudian fungsi pengemasan melakukan pengemasan/ pemeriksaan kemasan.
Fungsi QC menginformasikan produk-produk yang telah lulus pemeriksaan/inspeksi ke fungsi Pengemasan.
Fungsi Pengemasan melakukan pengemasan (perbaikan pengemasan) berdasarkan instruksi dari Kasi/Koordinator Produksi/Gudang.
Fungsi Pengemasan meminta Fungsi QC untuk melakukan pemeriksaan hasil pengemasan & memberikan pengesahan.
Produk/barang/material hasil pengemasan disimpan di tempat penyimpanan/dimasukkan ke dalam truk.
Fungsi Gudang/Pengangkutan menerima kiriman produk/ barang/material dalam kemasan untuk ditindak lanjuti dalam penyimpanan atau di proses pengiriman.
Proses selesai.
39
4.1.4 Kebutuhan Material
Berikut ini adalah komponen material utama yang dibutuhkan untuk
membuat satu buah SWH:
Tabel 4.2 Kebutuhan Material
No MATERIAL SPESIFIKASI SAT VOL
1 Cover LXC SUS 430 BA 0.4 x 1860 x 1000 mm Lbr 1
2 Tangki Dalam Enamel 150 Plat Low Carbon 2mm coating Enamel Unit 1
3 Plat Box Panel SWH Zincalume 0.3 x 1190 x 2190 mm Lbr 1
4.1.5 Rencana Produksi Oktober – Desember 2013
Tabel 4.3
Dari data di atas dapat dilihat bahwa Biro Produksi membuat rencana
produksi berdasar Forcast, stock serta standar buffer stock sejumlah 176 unit
40
dengan masing – masing sejumlah 36, 35, 35, 35, 35 unit untuk tangki dan masing
– masing sejumlah 52, 53, 53, 52 untuk panel.
Tabel 4.4
Dari data di atas dapat dilihat bahwa Biro Produksi membuat rencana
produksi berdasar Forcast, stock serta standar buffer stock sejumlah 152 unit
untuk tangki dan 378 untuk panel, yang kemudian di bagi menjadi empat minggu
dengan masing – masing sejumlah 38, 38, 38, 38 unit untuk tangki dan masing –
masing sejumlah 96, 94, 94, 94 untuk panel.
Tabel 4.5
Dari data di atas dapat dilihat bahwa Biro Produksi membuat rencana
produksi berdasar Forcast, stock serta standar buffer stock sejumlah 352 unit
41
untuk tangki dan 653 unit panel, yang kemudian di bagi menjadi empat minggu
dengan masing – masing sejumlah 88, 88, 88, 88 unit untuk tangki dan masing –
masing sejumlah 164, 163, 163, 163 unit untuk panel..
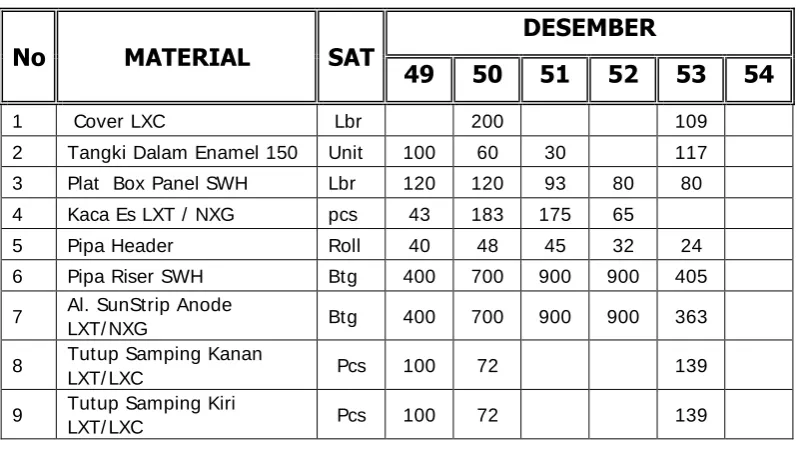
4.1.6 Pengebonan material Oktober – Desember 2013
Tabel 4.6
Pengebonan material Bulan Oktober 2013
No MATERIAL SAT OKTOBER
8 Tutup Samping Kanan
LXT/ LXC Pcs 36 71 41 74 23
9 Tutup Samping Kiri
LXT/ LXC Pcs 36 71 41 74 23
Tabel 4.7
Pengebonan material Bulan November 2013
No MATERIAL SAT
8 Tutup Samping Kanan
LXT/ LXC Pcs 24
9 Tutup Samping Kiri
42
Tabel 4.8
Pengebonan material Bulan Desember 2013
No MATERIAL SAT
8 Tutup Samping Kanan
LXT/ LXC Pcs 100 72 139
9 Tutup Samping Kiri
LXT/ LXC Pcs 100 72 139
4.1.7 Realisasi Produksi Oktober – Desember 2013
Tabel 4.9
Realisasi Produksi Bulan Oktober 2013
Tabel 4.9
Realisasi Produksi Bulan November 2013
43
Tabel 4.10
Realisasi Produksi Bulan Desember 2013
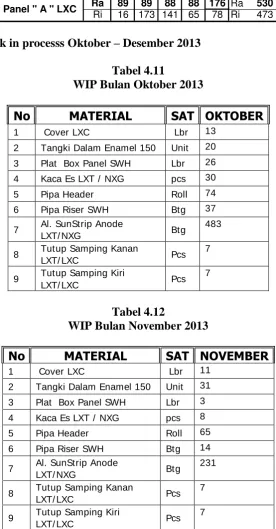
4.1.8 Work in processs Oktober – Desember 2013
Tabel 4.11
WIP Bulan Oktober 2013
No MATERIAL SAT OKTOBER
8 Tutup Samping Kanan
LXT/ LXC Pcs
WIP Bulan November 2013
No MATERIAL SAT NOVEMBER
8 Tutup Samping Kanan
44
Tabel 4.13
WIP Bulan Desember 2013
No MATERIAL SAT DESEMBER
8 Tutup Samping Kanan
LXT/ LXC Pcs
5
9 Tutup Samping Kiri
LXT/ LXC Pcs
5
4.1.9 Prosedur pengebonan dari Produksi ke Gudang Oktober – Desember
2013
Sistem bon yang dimaksud di sini adalah sistem yang digunakan dalam
permintaan barang material dari produksi ke gudang yang akan digunakan
dalam proses produksi. Terdapat dua point yang perlu diperhatikan di sini,
yaitu dari segi waktu dan jumlah material.
a. Waktu
Waktu yang dimaksud di sini adalah kapan biro produksi melakukan
bon ke gudang. Yang ber hak melakukan bon adalah orang dari
Administrasi produksi. Mereka melakukannya ketika material di
proses produksi telah habis. Apabila di ilustrasikan, ketika jam masuk
kerja, yaitu jam 8 pagi material ternyata habis, barulah mereka
melakukan bon ke gudang. Atau selain itu, apabila material habis saat
45
juga. Dapat disimpulkan bahwa waktu bon terjadi saat dibutuhkannya
material itu sendiri.
b. Jumlah
Jumlah yang dimaksud di sini adalah jumlah material yang akan di bon
ke gudang. Prosedur yang berlaku adalah material yang di bon sesuai
dengan material yang dibutuhkan untuk hari itu. Apabila di
ilustrasikan, ketika suatu hari produksi membutuhkan 10 cover LXC
dan 5 tabung enamel, maka mereka akan melakukan bon sejumlah itu
juga.
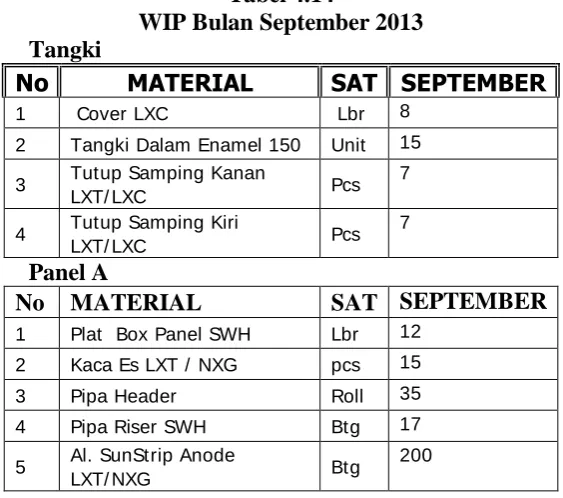
4.1.10 Gap analisis pengebonan material dengan penyerahan barang jadi
oleh produksi Oktober 2013
Tabel 4.14
WIP Bulan September 2013 Tangki
No MATERIAL SAT SEPTEMBER
1 Cover LXC Lbr 8
2 Tangki Dalam Enamel 150 Unit 15
3 Tutup Samping Kanan
46
8 Tutup Samping Kanan
LXT/ LXC Pcs 36 71 41 74 23 245
2 Tangki Dalam Enamel 150 Plat Low Carbon 2mm coating Enamel Unit 1
3 Plat Box Panel SWH Zincalume 0.3 x 1190 x 2190 mm Lbr 1
WIP bulan lalu adalah sebagai berikut:
47
dari data di atas, sisanya akan masuk ke WIP.
Tabel 4.17 WIP
No MATERIAL SAT OKTOBER
1 Cover LXC Lbr 13
2 Tangki Dalam Enamel 150 Unit 20
3 Tutup Samping Kanan
LXT/ LXC Pcs
Oktober seperti pada tabel di atas, maka berikut barang jadi Tangki yang
48
Pipa Header : (116+35) x 4 = untuk 604 unit SWH
Pipa Raiser : (2183+17) : 7= untuk 314 unit SWH
Al. Sunstrip : (2446+200) : 7= untuk 378 unit SWH
Akan mungkin dihasilkan 314 unit Panel A, didapat dari angka terkecil
dari data di atas, sisanya akan masuk ke WIP.
Tabel 4.19 WIP
No MATERIAL SAT OKTOBER
1 Plat Box Panel SWH Lbr 26
2 Kaca Es LXT / NXG pcs 30
3 Pipa Header Roll 74
4 Pipa Riser SWH Btg 37
5 Al. SunStrip Anode
LXT/ NXG Btg
483
Karena terdapat beberapa material yang masuk WIP pada akhir bulan
Oktober seperti pada tabel di atas, maka berikut barang jadi Panel A yang
bisa dihasilkan:.
Tabel 4.20 Realisasi Produksi
40 41 42 43 44
Ra 58 58 58 58 57 Ra 289
Ri 42 60 35 94 14 Ri 245
Ra 75 75 74 74 74 Ra 372
Ri 62 71 60 32 84 Ri 309
Tangki 150 LXC Panel " A " LXC
49
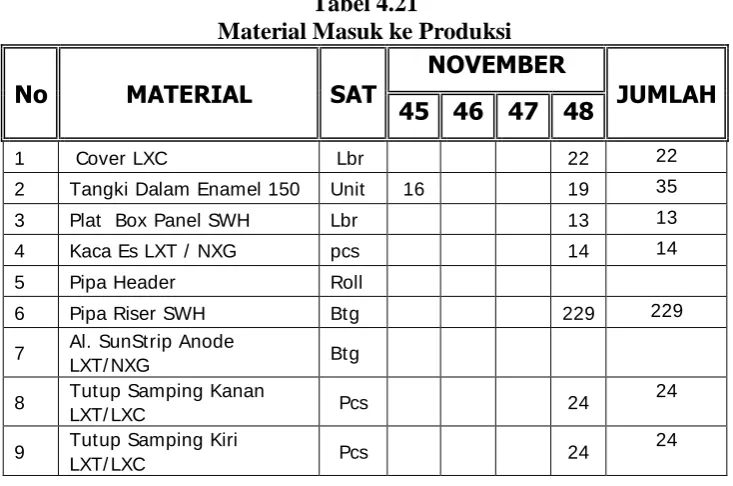
4.1.11 Gap analisis pengebonan material dengan penyerahan barang jadi
oleh produksi November 2013
Tabel 4.21
Material Masuk ke Produksi
No MATERIAL SAT
8 Tutup Samping Kanan
LXT/ LXC Pcs 24
2 Tangki Dalam Enamel 150 Plat Low Carbon 2mm coating Enamel Unit 1
3 Plat Box Panel SWH Zincalume 0.3 x 1190 x 2190 mm Lbr 1
50
Akan mungkin dihasilkan 31 Unit Tangki, didapat dari angka terkecil dari
data di atas, sisanya akan masuk ke WIP.
Tabel 4.23 WIP
No MATERIAL SAT NOVEMBER
1 Cover LXC Lbr 11
2 Tangki Dalam Enamel 150 Unit 31
3 Tutup Samping Kanan
LXT/ LXC Pcs
November seperti pada tabel di atas, maka berikut barang jadi Tangki yang
51
dari data di atas, sisanya akan masuk ke WIP.
52
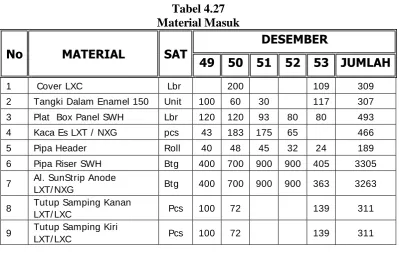
4.1.12 Gap analisis pengebonan material dengan penyerahan barang jadi
oleh produksi Desember 2013
Tabel 4.27
8 Tutup Samping Kanan
LXT/ LXC Pcs 100 72 139 311
2 Tangki Dalam Enamel 150 Plat Low Carbon 2mm coating Enamel Unit 1
3 Plat Box Panel SWH Zincalume 0.3 x 1190 x 2190 mm Lbr 1
53
dari data di atas, sisanya akan masuk ke WIP.
Tabel 4.29 WIP
No MATERIAL SAT DESEMBER
1 Cover LXC Lbr 7
2 Tangki Dalam Enamel 150 Unit 25
3 Tutup Samping Kanan
LXT/ LXC Pcs
Desember seperti pada tabel di atas, maka berikut barang jadi Tangki yang
54
dari data di atas, sisanya akan masuk ke WIP.
55
Kesimpulan Sistem Sekarang
- Waktu
Berpotensi lama, karena terjadi line stop apabila komponen belum di bon
sebelumya
- Kontrol
Sulit untuk mengkontrol material masuk denga unit yang dihasilkan,
karena setiap material akan berbeda jumlahnya dalam proses produksi
- Kemungkinan Kehilangan
Akan berpotensi terjadinya kehilangan material, dikaremakan kontrol yang
susah
- WIP
Jumlah setiap material akan berbeda, ada yang tinggi dan rendah, tidak
sesuai dengan set.
- Produktivitas
Dengan tidak ratanya jumlah material di WIP dan waktu produksi yang
relatif lama, hal ini akan menurunkan produktivitas barang jadi.
56
BAB V
PERANCANGAN SISTEM LOT
5.1.
Pengantar
Sistem lot ini merupakan usulan prosedur baru mengenai sistem bon
material dari produksi ke gudang pada PT Wika Industri Energi. Sistem ini akan
dikembangkan pada jumlah material yang akan di bon, dari sini akan timbul
beberapa point yang perlu diperhitungkan yaitu waktu dan reject material.
a. Jumlah
Jumlah yang dimaksud di sini adalah jumlah material yang akan di
bon ke gudang. Prosedur yang berlaku adalah material yang di bon
sesuai dengan material yang dibutuhkan untuk hari itu juga. Apabila di
ilustrasikan, ketika suatu hari produksi membutuhkan 10 cover LXC
dan 5 tabung enamel, maka mereka akan melakukan bon sejumlah itu
juga.
Untuk sistem bon yang di usulkan, jumlah bon akan diterapkan
dengan sistem lot. Sistem lot ini merupakan lot untuk satu set produk
SWH 150 LXC. Jadi bon di sini dilakukan sekaligus satu lot set
produk, tidak per komponen seperti yang sekarang. Berikut beberapa
tahapan sistem lot ini:
- Pertama, dari gudang telah menyiapkan satu set komponen untuk
satu product Tangki 150 LXC dan Panel A, yang merupakan
57
- Kedua, dari satu set itu kemudian di bentuk satu lot product. Untuk
jumlah lot yang diusulkan adalah 10 unit. Jadi satu lot Tangki 150
LXC adalah 10 Set Tangki, serta satu lot Panel A adalah 10 Set
Panel A. Alasan pemilihan satu lot sama dengan 10 set didapatkan
dari rata-rata produksi SWH LXC dalam sehari yaitu 10 unit.
- Ketiga, setelah dibentuk lot, maka bon yang dilakukan oleh
produksi untuk mengambil material dari gudang adalah beberapa
lot sesuai dengan kebutuhan produksi, tergantung dari rencana
produksi setiap bulannya, dengan syarat masih dalam kelipatan lot.
- Keempat, membuat cadangan material sebesar satu set setiap
harinya yang berfungsi sebagai tempat retur sementara di produksi.
b. Waktu
Waktu yang dimaksud di sini adalah kapan biro produksi
melakukan bon ke gudang. Mereka melakukannya ketika material di
proses produksi telah habis. Apabila di ilustrasikan, salah satu contoh
nya ketika jam masuk kerja, yaitu jam 8 pagi material ternyata habis,
barulah mereka melakukan bon ke gudang. Selain itu, apabila material
habis saat proses produksi berlangsung, mereka akan melakukan bon
saat itu juga. Dapat disimpulkan bahwa waktu bon terjadi saat
dibutuhkannya material itu sendiri.
Untuk sistem yang diusulkan, waktu bon yang dilakukan adalah
setiap sore hari sebesar lot tertentu sesuai dengan rencana produksi,
58
berjalan tanpa menunggu barang datang. Dalam sistem ini akan
diberlakukan dua kali jenis bon. Bon pertama adalah untuk permintaan
material. Yang kedua adalah bon untuk menukarkan barang retur
sementara pada produksi akibat proses produksi. Untuk bon barang
retur, waktu yang dilakukan adalah setiap hari pada sore hari,
sehingga pada hari berikutnya cadangan material sudah bisa digunakan
secara utuh sebagai cadangan material.
c. Reject
Reject yang diterapkan pada sistem saat ini adalah ketika terjadi
barang reject pada proses produksi, barang ini langsung diserahkan ke
gudang yang kemudian akan diolah kelanjutannya oleh gudang. bagian
produksi hanya sebatas menerima, memproduksi, ataupun
mengembalikan ketika ada reject pada proses produksi.
Untuk sistem yang diusulkan, barang reject di sini akan ditukarkan
langsung oleh produksi pada cadangan material sebesar satu set yang
telah dicadangkan oleh produksi. Setiap sore hari, material cadangan
sebesar satu set itu akan ditukarkan ke gudang dengan satu set baru,
sehingga bisa digunakan sebagai cadangan material pada hari
berikutnya.
d. Kelebihan sistem Lot
- Jumlah Produksi untuk per unit lebih terkontrol
- Memudahkan penghitungan gap produk jadi dengan material