BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Singkat Perusahaan
Perusahaan perkalengan ini telah lama berdiri sejak tahun 60-an. Bermula dari yang merupakan gabungan dari perusahaan perkalengan di Indonesia untuk mengembangkan usaha perkalengan di tanah air yang di beri nama PERKALIN.
Kemudian pada tahun 70-an, terdapat 3 perusahaan asing yang ikut bergabung untuk menanamkan modal ke perusahaan tersebut dan membentuk sebuah badan usaha dengan status PMA yang diberi nama PT. XYZ agar menjadi lebih besar dan mampu bersaing di kawasan Asia, Eropa dan Amerika.
2.2 Bidang Usaha
Perusahaan ini mampu memproduksi berbagai kaleng yang digunakan untuk mengemas produk, seperti makanan, minuman, kosmetika, kimia, dan lain–lain. Macam-macam kaleng tersebut antara lain sebagai berikut :
1. Kaleng Three Piece
Produk yang dihasilkan untuk jenis kaleng three piece antara lain adalah: Open Top Can, Easy Open Top Can, Open top Can, Liver Lid Can, Aerosol Can.
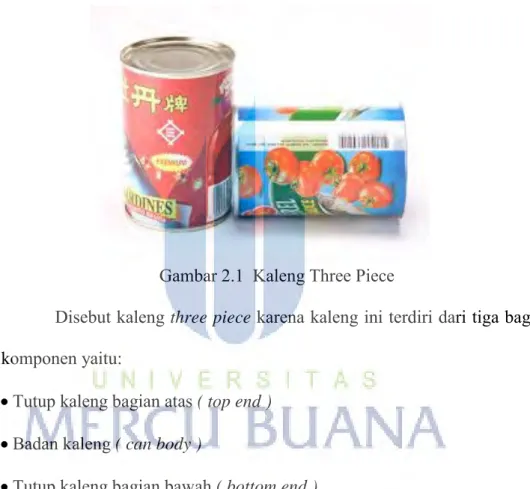
Gambar 2.1 Kaleng Three Piece
Disebut kaleng three piece karena kaleng ini terdiri dari tiga bagian komponen yaitu:
Tutup kaleng bagian atas ( top end ) Badan kaleng ( can body )
Tutup kaleng bagian bawah ( bottom end )
Apabila ketiga bagian kaleng tersebut disatukan maka akan terbentuklah kaleng three piece.
Drawn Can
Drawn Can
2. Kaleng Two PieceGambar 2.2 Kaleng Two Piece
Sesuai dengan namanya, kaleng two piece ini hanya terdiri dari dua komponen utama yaitu: Can body dan Top End. Material utama untuk kaleng two piece ini adalah aluminium plate, jenis kaleng ini banyak digunakan untuk mengemas minuman.
3. Drawn can
Drawn can banyak digunakan untuk mengemas hasil laut terutama untuk ikan jenis tuna yang dikemas menjadi sardine.
Gambar 2.3 Drawn Can
Drawn can adalah kaleng yang terdiri dari dua komponen utama seperti halnya kaleng two piece. Namun mempunyai perbedaan dimana pada kaleng drawn can terbuat dari tin free steel (TFS), selain itu Drawn can
4. Aluminium Easy Open End
Gambar 2.4 Easy Open End
Perusahaan ini juga memproduksi tutup kaleng dari bahan aluminium yang mudah dibuka. End jenis ini sering digunakan untuk produk susu bubuk, kaleng tuna, kaleng two piece dan lain-lain.
5. Pilfer Proof Cap
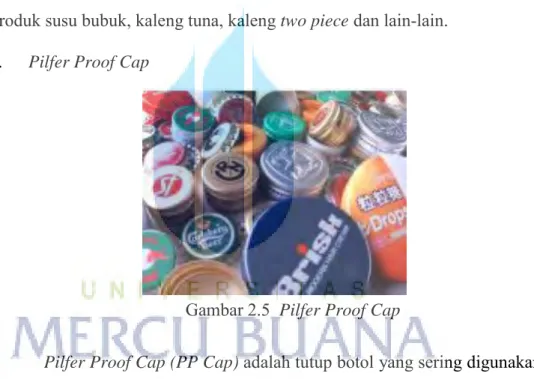
Gambar 2.5 Pilfer Proof Cap
Pilfer Proof Cap (PP Cap) adalah tutup botol yang sering digunakan untuk botol minuman, obat dan kosmetik, yang dapat juga berfungsi sebagai segel sehingga obat atau minuman yang dikemas dapat dapat terhindar dari pemalsuan produk.
2.3 Proses Pembuatan Kaleng Three Piece
Dalam bab ini penulis akan menjelaskan mengenai proses produksi kaleng aerosol. Dan juga akan dijelaskan mengenai bahan-bahan yang digunakan, sarana
produksi, proses produksi, dan gambaran singkat mengenai tata letak fasilitas pabrik.
Spesifikasi kaleng yang akan diteliti diuraikan sebagai berikut : Subject : Aerosol Can Ø 65 x 124
Can Type : Three Piece Superwima Welded Can Component : Cone dan Dome
ISS : Laquer OSS : Laquer
Side Seam : Welding Side Seam 2.4 Bahan Produksi
Bahan produksi yang digunakan untuk pembuatan kaleng ada 2 jenis bahan baku, yaitu material utama yang digunakan untuk pembuatan kaleng, dan bahan pendukung, yaitu material-material yang berfungsi untuk menunjang proses produksi hingga terbentuknya kaleng. Proses produksi kaleng 3 piece pada setiap departemen membutuhkan bahan baku dan bahan pendukung.
2.4.1 Bahan Baku Utama
Bahan baku yang digunakan adalah gulungan Tin Plate, yang nantinya akan dipotong menjadi sheet. Untuk pembuatan kaleng ini terdapat 3 komponent utama tutup, badan dan alas.
o Body Sheet
dimensi kaleng yang dinginkan. Proses pemotongannya menggunakan mesin Slitter.
o Cone
Cone adalah tutup bagian atas pada kaleng jenis aerosol yang terdapat lubang di tengahnya untuk proses pengisian produk. o Dome
Dome adalah tutup bagian bawah untuk kaleng jenis aerosol. Dome berbentuk cekung ke dalam berfungsi untuk menahan tekanan.
o Laquer/Varnish ( OSS / ISS )
Laquer adalah bahan yang berfungsi untuk melapisi hasil pengelasan agar tidak mengkontaminasi produk dalam kaleng. 2.4.2 Bahan Pendukung
Berikut ini adalah bahan pendukungnya : o Pallet Kayu
Pallet kayu berfungsi sebagai tatakan kaleng saat proses packing, atau sebagai sarana untuk mempermudah transportasi dari kaleng atau bahan-bahan lain untuk dipindahkan dengan Forklift atau Troly.
o Plastic Wrapper
Plastic wrapper yaitu plastik tipis yang digunakan untuk membungkus tumpukan kaleng pada palletnya, sehingga posisi kaleng tetap rapi dan terhindar dari debu ataupun kotoran.
o Carton Layer
Carton layer merupakan lapisan karton yang digunakan sebagai alas kaleng yang berada di atas pallet dan juga sebagai penyekat tingkatan kaleng agar memudahkan dalam pengambilannya.
o Plastic Stripper
Plastic stipper adalah tali plastik yang dipergunakan untuk mengikat kaleng-kaleng pada pallet setelah proses wrapping agar lebih kokoh sehingga mudah dalam distribusinya.
o Top Frame
Top frame merupakan lapisan penutup bagian atas yang terbuat dari kayu dan berfungsi untuk mencegah adanya kerusakan pada kaleng, baik pada saat proses stripping maupun pada saat proses transportasi pallet.
2.5 Proses Assembling Kaleng
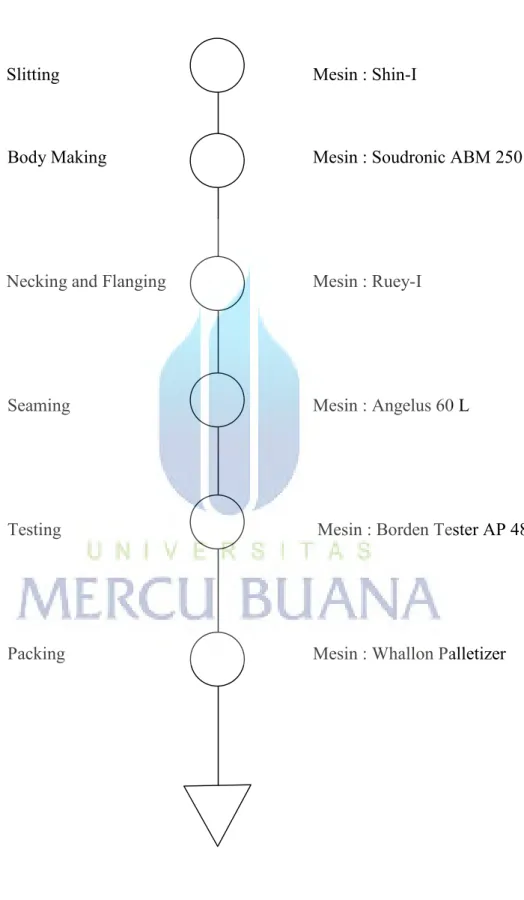
Berikut ini adalah Proses perakitan kaleng Aerosol di line ABM 3. Perakitan kaleng mengalami beberapa proses, yaitu diantaranya slitting (pemotongan), body making (pembuatan badan), necking (pembuatan leher), flangging (pembuatan bibir), seaming (penggabungan antara badan dengan alas dan tutup), testing (pengetesan kebocoran kaleng) dan packing (pengepakan).
FLOW CHART PROSES PRODUKSI
Slitting Mesin : Shin-I
Body Making Mesin : Soudronic ABM 250
Necking and Flanging Mesin : Ruey-I
Seaming Mesin : Angelus 60 L
Testing Mesin : Borden Tester AP 48
Packing Mesin : Whallon Palletizer
2.5.1 Slitting
Proses slitting menggunakan Mesin Slitter. Mesin Slitter adalah mesin yang digunakan untuk memotong body sheet menjadi body blank dengan dimensi dan ketegaklurusan yang tepat. Pada Mesin Slitter terdapat dua pemotongan yaitu 1st dan 2nd operasi. Untuk pemotongan yang pertama menentukan ukuran dari blank length, dan untuk pemotongan yang kedua untuk menentukan blank height.
2.5.2 Body Making
Merupakan proses di mana bahan baku yang berupa body blank yang dihasilkan di mesin slitter dibentuk menjadi silinder melalui proses rounding dan kemudian kedua sisi body blank ini disambung menggunakan metode pengelasan (welding), yaitu dengan menggunakan 2 buah rol yang dialiri listrik dan mengunakan kawat tembaga sebagai elektrodanya, kemudian ketika body melewatinya akan terjadi hambatan sehingga terjadilah proses pengelasan.
2.5.3 Necking, Flanging dan Seaming
Setelah body barel selesai dibuat maka body barrel mengalami proses selanjutnya yaitu Necking dan Flanging. Proses pembentukan leher body barrel (necking) merupakan proses memperkecil diameter dari body pada bagian atas dan bawah kaleng yang bertujuan untuk memperkuat kaleng dalam menahan tekanan. Flanging merupakan proses pembentukan bibir body barel. Fungsi dari bibir ini adalah untuk mempermudah saat proses penggabungan dengan tutup dan alas. Seaming merupakan proses assembly kaleng terakhir yaitu proses penyambungan antara Cone (tutup) dan Dome (alas) dengan Body (atau badan kaleng).
2.5.4 Testing
Merupakan proses di mana kaleng Aerosol yang sudah selesai proses assembly dilakukan pengecekan dengan diberikan tekanan angin untuk mengetahui apakah kaleng yang sudah dibuat bocor atau tidak. Apabila kaleng tersebut mengalami kebocoran maka kaleng tersebut akan otomatis terbuang oleh mesin yang digunakan.
2.5.5 Packing
Packing adalah proses terakhir, yaitu proses pengepakan kaleng untuk di simpan di gudang atau dikirim ke pelanggan. Pengepakan ini bertujuan untuk melindungi kaleng pada saat transportasi.