Laporan Tugas Akhir (MM091381)
Pengaruh Kecepatan Potong Pada
Turning Process
Terhadap Kekerasan dan Kedalaman Pengerasan Baja
AISI 4340
Gita Primasari
27 08 1000 76
Dosen Pembimbing:
Ir. Muctar Karokaro, M.Sc.
Budi Agung K. , ST. , M.Sc
.
JURUSAN TEKNIK MATERIAL FAN METALURGI
FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
2012
Abstrak
Pengerasan permukaan dapat dikatakan sebagai proses laku
panas untuk diperolah kekerasan hanya pada permukaannya saja.
Dengan model pendekatan baru
surface hardening by machining
yaitu
baja dibubut dengan kondisi pemotongan tertentu agar dihasilkan
kekerasan permukaan yang tertentu pula. Peningkatan temperatur pada
permukaan baja dapat diperolah akibat terjadinya gesekan antara mata
pahat dengan benda kerja. Dari gesekan ini diperoleh sumber panas
utama yang memunculkan
white layer
dengan sebagian struktur mikro
metastabil yaitu banit maupun martensit.
Suatu penelitian dilakukan untuk mengetahui bagaimana
pengaruh kecepatan potong pada turning process terhadap kekerasan
dan kedalaman pengerasan baja AISI 4340. Dengan pendinginan udara
(
normalizing
) yang kemudian dilakukan Pengujian mekanik dengan
menggunakan microhardness tester untuk melihat sifat mekanik yaitu
kekerasan dan kedalaman pengerasan. Dilakukan pula uji karakterisasi
menggunakan uji makro, uji mikro, serta uji XRD.
Berdasarkan hasil penelitian, pengerasan permukaan yang optimal dihasilkan dari turning process dengan variasi kecepatan potong 2500 mm/s. Dengan kekerasan pada permukaan 520 HV (50,5 HRC) dengan pengerasan permukaan yang dihasilkan sebesar 33,67% dari daerah
bulknya. Dihasilkan pula gradien kedalaman pengerasan yang paling tinggi pada kecepatan potong ini.
Latar Belakang
Banyak komponen presisi yang terbuat dari baja 4340 yang menghendaki
kekerasan permukaan yang tinggi agar tahan terhadap deformasi plastis
maupun gesekan saat menjalankan fungsinnya. Sehingga dibutuhkan adanya
pengerasan hanya pada permukaannya saja.
Maka sebuah pendekatan baru yaitu
surface hardening by machining
,
pengerasan permukaan pada proses permesinan dengan turning process
atau pada industri sering dikenal dengan sebutan hard turning. Pada
pendekatannya, gesekan yang dilkukan antara mata pahat dan benda kerja
mampu menghasilkan sumber panas utama. Sumber panas utama inilah
menentukan proses laku panas yang dapat terjadi pada benda kerjanya.
Rumusan Masalah
1
• Bagaimana pengaruh kecepatan
potong terhadap kekerasan
permukaan AISI 4340.
2
• Bagaimana distribusi kekerasan
akibat kecepatan potong.
Batasan Masalah
• Baja AISI 4340 yang dianggap homogen tanpa
perlakuan.
1
• Sudut pemotongan dan kedalaman potong
pada mesin bubut dianggap konstan.
2
• Pengaruh kondisi lingkungan diabaikan.
3
• Efek regangan plastik dan laju regangan
diabaikan
Tujuan Penelitian
menganalisa
pengaruh
kecepatan
potong
terhadap struktur mikro yang dihasilkan,
pengaruh terhadap sifat mekanis dengan
melihat kekerasan, distribusi kekerasan, dan
pengaruh
perbedaan
kecepatan
potong
terhadap ketebalan
white layer
dengan struktur
mikro
dan
struktur
makro
pada
hasil
White Layer
Modifikasi permukaan terjadi karena panas lokal dan
kecepatan thermal pada pengerjaan panas yang dihasilkan
dengan transformasi metalurgi dan mungkin interaksi kimia.
Jenis permasalahan menarik upaya substansial yang
disebut “
surface integrity
”. Istilah ini meliputi semua aspek
pada permukaan seperti surface finishing, perubahan
metalurgi dan tegangan sisa. Penyebutan
white layer
dikarekanakan ketahanannya terhadap standard etsa dan
tampak putih dibawah mikroskop optik.
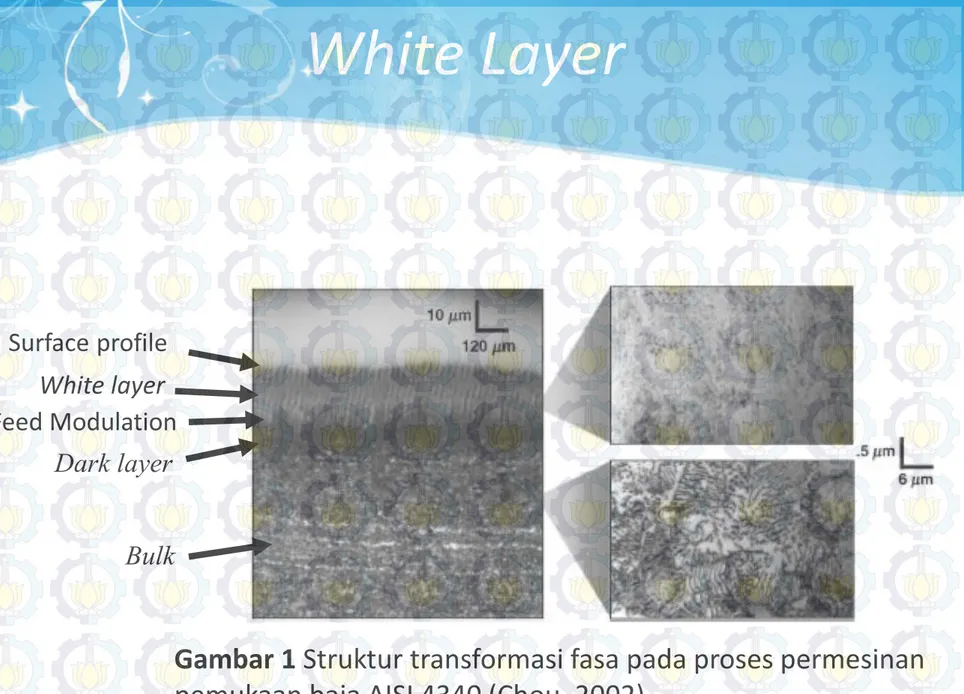
White Layer
Surface profile Feed Modulation White layer Dark layer BulkGambar 1
Struktur transformasi fasa pada proses permesinan
pemukaan baja AISI 4340 (Chou, 2002)
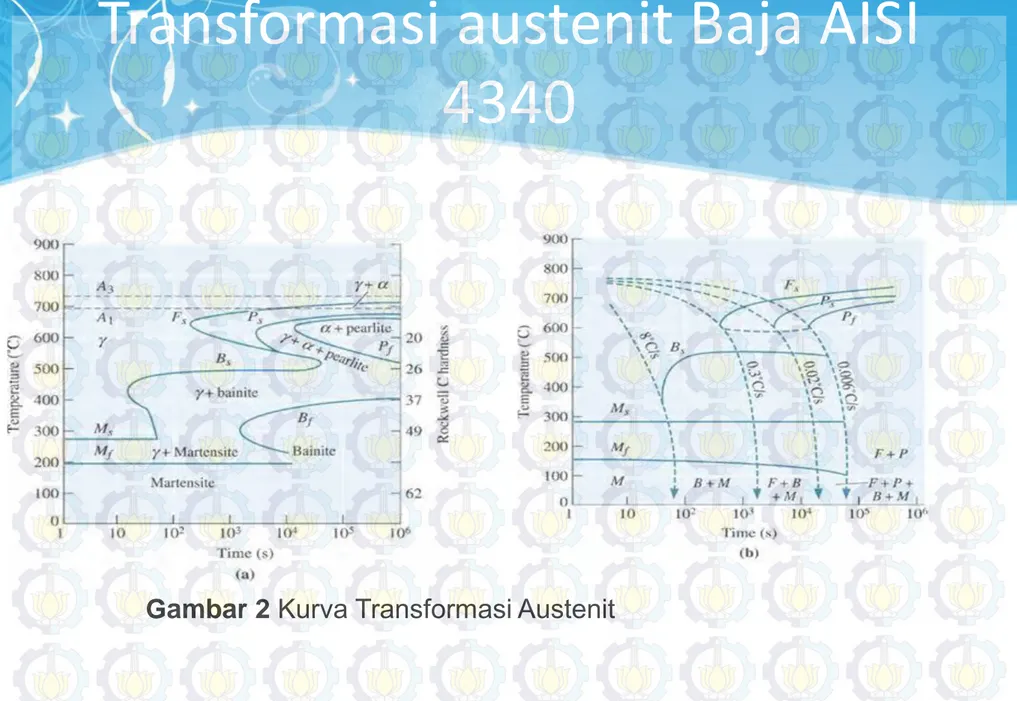
Transformasi austenit Baja AISI
4340
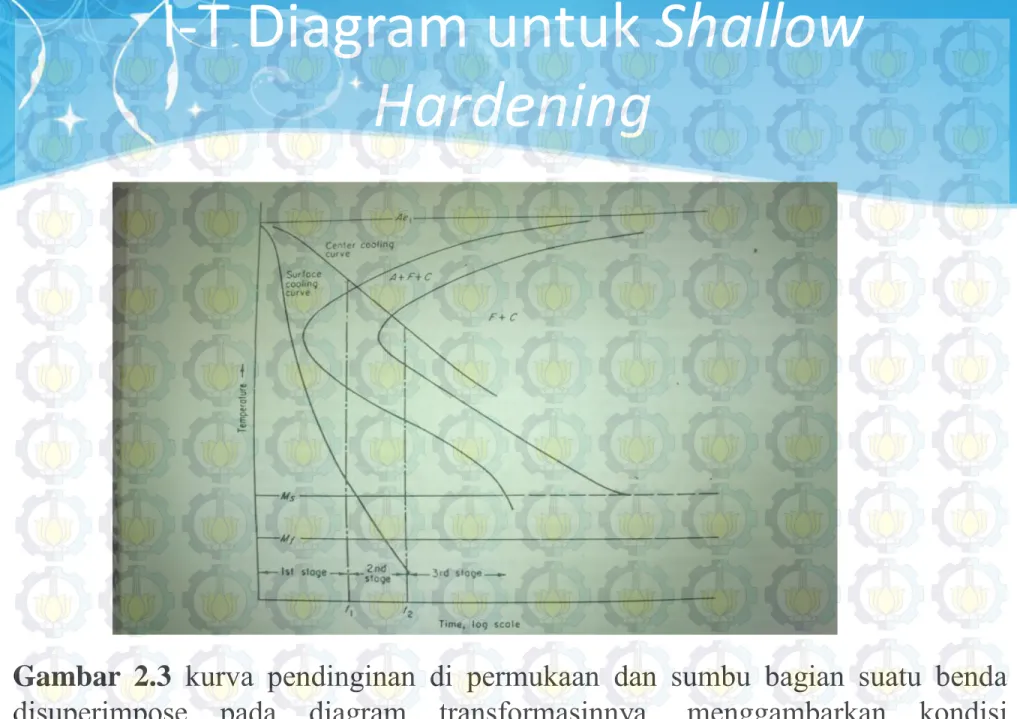
I-T Diagram untuk
Shallow
Hardening
Gambar 2.3
kurva pendinginan di permukaan dan sumbu bagian suatu benda
disuperimpose pada diagram transformasinnya, menggambarkan kondisi
pengerasan
shallow hardening
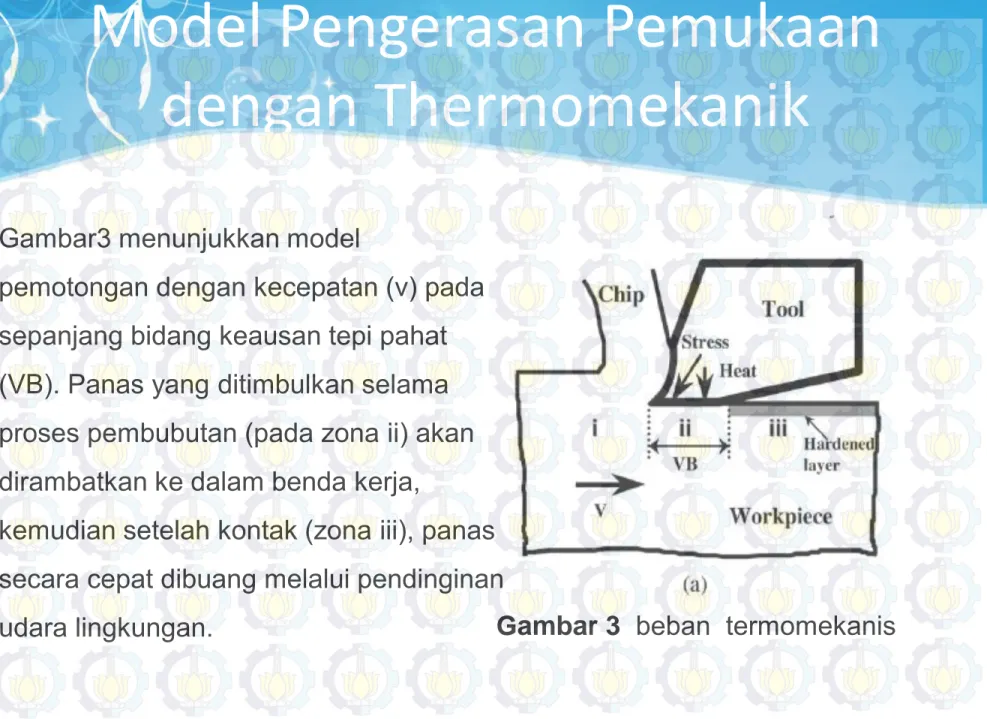
Model Pengerasan Pemukaan
dengan Thermomekanik
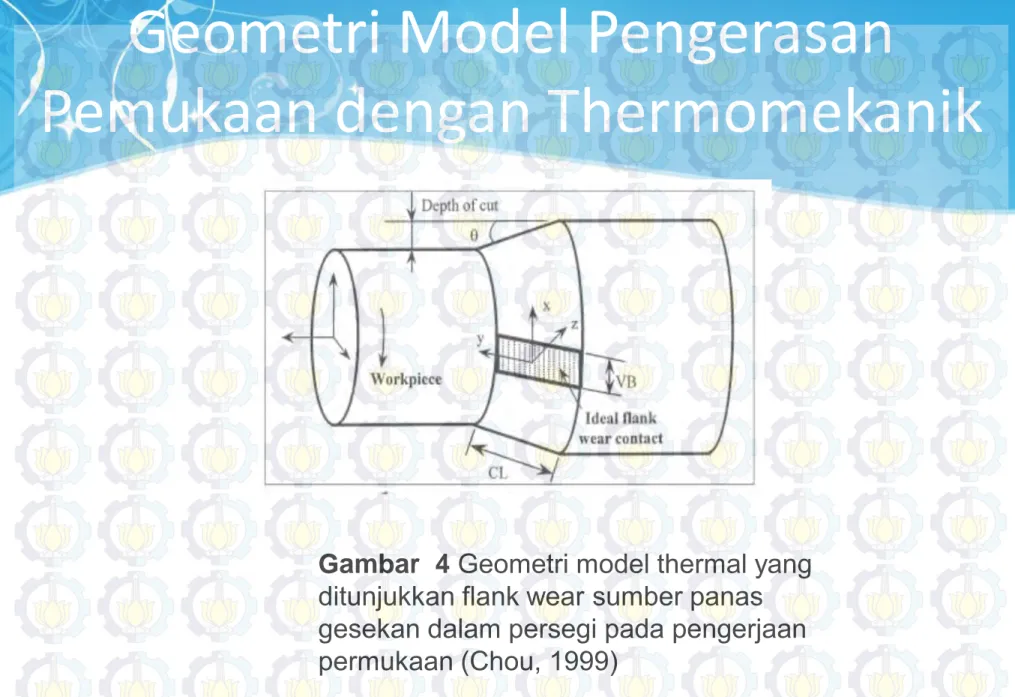
Gambar3 menunjukkan model
pemotongan dengan kecepatan (v) pada sepanjang bidang keausan tepi pahat (VB). Panas yang ditimbulkan selama proses pembubutan (pada zona ii) akan dirambatkan ke dalam benda kerja,
kemudian setelah kontak (zona iii), panas secara cepat dibuang melalui pendinginan udara lingkungan.
Gambar 4 Geometri model thermal yang
ditunjukkan flank wear sumber panas gesekan dalam persegi pada pengerjaan permukaan (Chou, 1999)
Geometri Model Pengerasan
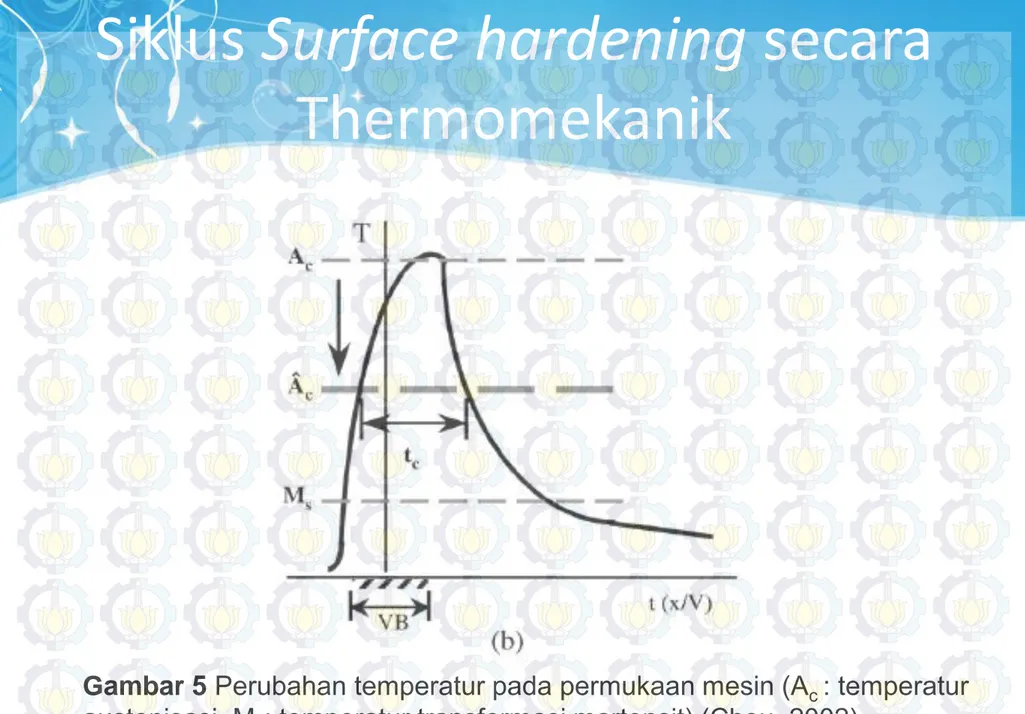
Siklus
Surface hardening
secara
Thermomekanik
Gambar 5 Perubahan temperatur pada permukaan mesin (Ac : temperatur
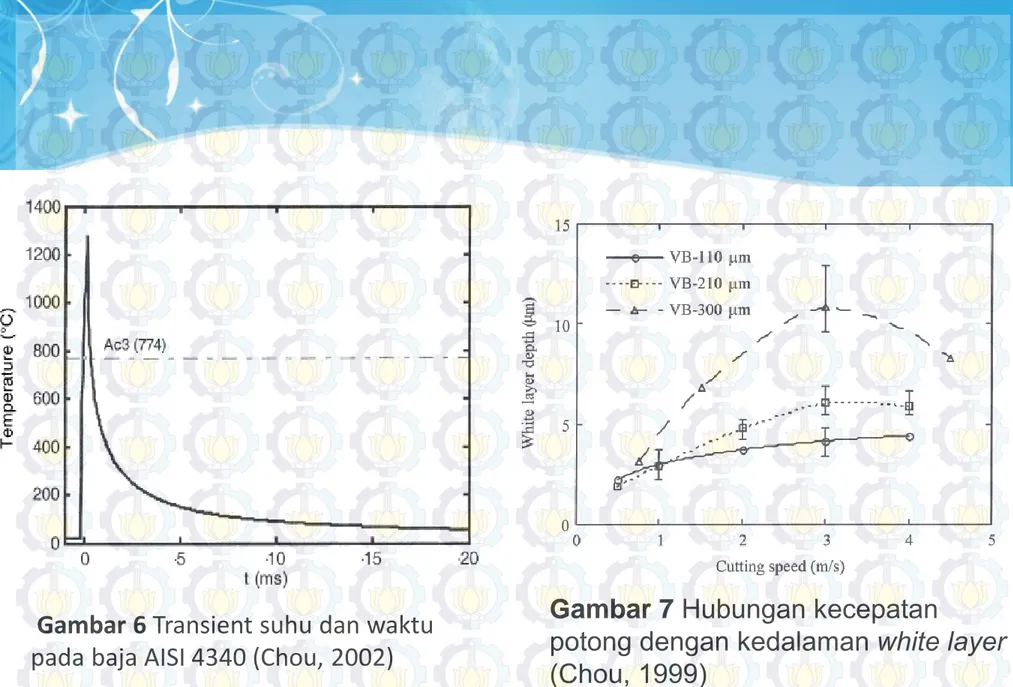
Gambar 6 Transient suhu dan waktu pada baja AISI 4340 (Chou, 2002)
Gambar 7 Hubungan kecepatan
potong dengan kedalaman white layer
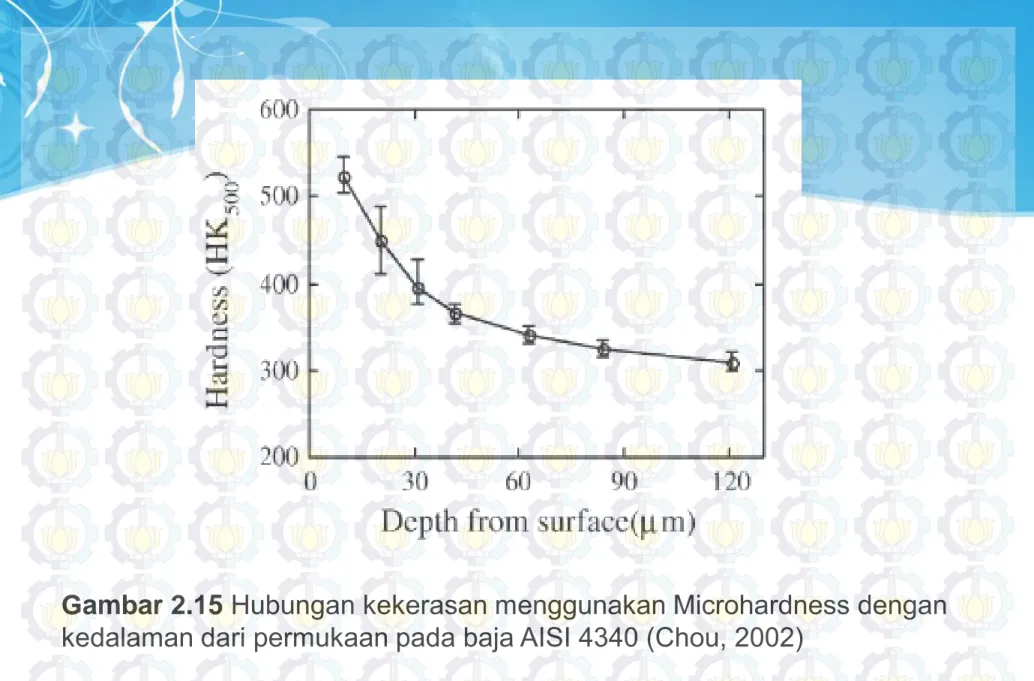
Gambar 2.15 Hubungan kekerasan menggunakan Microhardness dengan
Penelitian Terkait Turning Process
Pada Baja AISI 4340 kekerasan pada white layer meningkat mendekati
525 HK
500(49HRC) dan 300 HK
500(28 HRC) pada daerah
bulk
. Hasil
kekerasan yang didapatkan bukan merupakan
hasil kekerasan
maksimum pada lapisan yang dikeraskan, karena strukturmikronya
tidak seluruhnya martensit.
(Chou 2002)
Pada percobaan
turning process
pada Baja AISI 52100 dengan diameter
19,05 mm dan panjang 67,2 mm. Dapat diketahui bahwa
kekerasan
white layer dapat lebih keras 30% dari daerah bulk
dan daerah dark
layer dapat lebih lunak 60% dari daerah bulk. (Guo, 2004)
Pada baja AISI 4337 yang diberi perlakuan
turning process
dan di
quenching dengan air mengalami peningkatan kekerasan dari kekerasan
awal raw material 37 HRC menjadi 51,7 HRC. dibandingkan dengan
proses konvensional (induksi maupun
case hardening
) terhadap bahan
yang sama kekerasannya bisa mencapai 55 HRC (Bagus, 2007)
Metodologi
Persiapan start spesimen Pemotongan AISI 4340 V = 1800 mm/dtk d =.2 mm V = 2000 mm/dtkd = 0.2 mm V = 2250 mm/dtk d = 0.2 mm V = 2500 m m/dtkd = 0.2 mm Pengujian spesimenMikroHardness XRD Makro Struktur Mikro
Pengumpulan Data
Analisa dan Pembahasan Kesimpulan
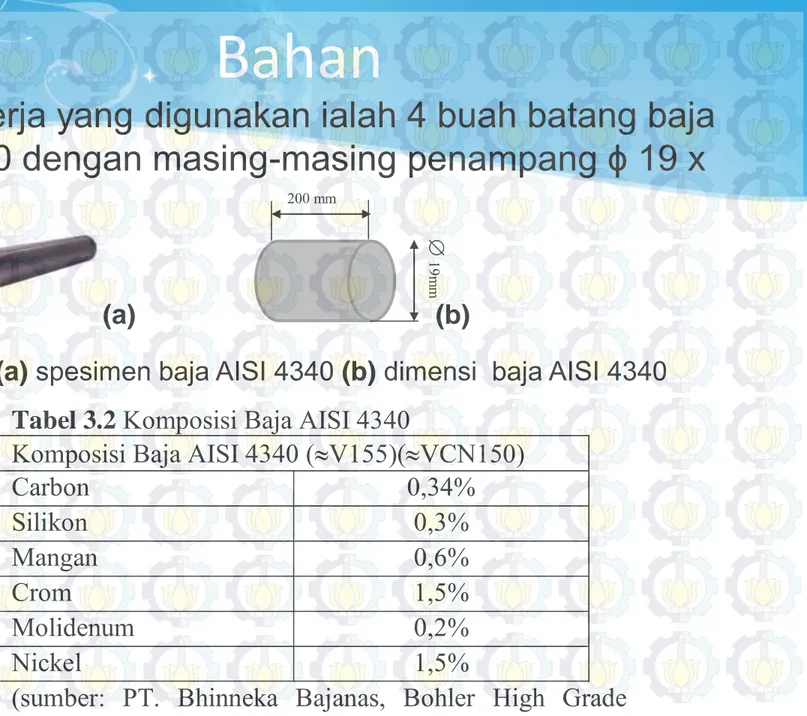
Bahan
Gambar 3.1 (a) spesimen baja AISI 4340 (b) dimensi baja AISI 4340
1. Benda kerja yang digunakan ialah 4 buah batang baja
AISI 4340 dengan masing-masing penampang ϕ 19 x
200 mm.
(b) (a) 200 mm 19m mTabel 3.2 Komposisi Baja AISI 4340
Komposisi Baja AISI 4340 (V155)(VCN150)
Carbon 0,34% Silikon 0,3% Mangan 0,6% Crom 1,5% Molidenum 0,2% Nickel 1,5%
(sumber: PT. Bhinneka Bajanas, Bohler High Grade Steel)
2. Serbuk Alumina
Alumina ini berfungsi untuk menghilangkan
goresan pada spesimen setelah dipoles
3. Larutan Picral
Zat kimia yang digunakan adalah Picral yang
berfungsi untuk memunculkan struktur pada
material yang telah mengalami pengerasan
permukaan dengan mengkorosikannya.
Alat
No Nama Mesin/Alat Kegunaan
1 Mesin Turning Proses Turning/Bubut 2 Hardness Tester Alat uji kekerasan
3 Jangka sorong Pengukuran geometri benda kerja 3 Thermokopel Mengukur temperatur
5 Mesin Gerinda pahat Pembentuk bidang
6 Mesin Gerinda potong Pemotong benda kerja objek mikroskop
7 Mesin Polishing Penghalus permukaan spesimen benda kerja objek mikroskop
8 Kertas gosok (grade 120
sampai 2000) Penghalus permukaan spersimen setelah proses grinding. Dimana grade 120 memiliki tingkat kekasaran yang tinggi, sedangan grade 2000
mempunyai permukaan yang halus. 9 Kain blundru Berfungsi pada saat memoles
spesimen dan digunakan pada saai finishing sebelum spesimen di etsa/ 10 Gelas ukur Mengukur zat kimia atau larutan yang
digunakan untuk proses etching. 11 Mikroskop Optik Untuk mengamati struktur mikro dan
grain size dengan pembesaran tertentu. 12 Kamera digital Untuk uji makro
12 Mesin Uji Difraksi
Sinar-X (Sinar-XRD) Untuk analisis kualitatif (identifikasi unsur tunggal dan senyawa) dan analisis kuanitatif (penentuan
komposisi, ukuran kristal, regangan, tegangan sisa)
Proses
Turning
4 Buah Batang AISI 4340 ( 19 x200 mm) Dikikir Dipotong Penumpulan mata pahat: Membuat Program pada CNC Proses Bubut divariasikan pd V= 1800;2000;2250;2500 (mm/s) Pendinginan UdaraPengujian
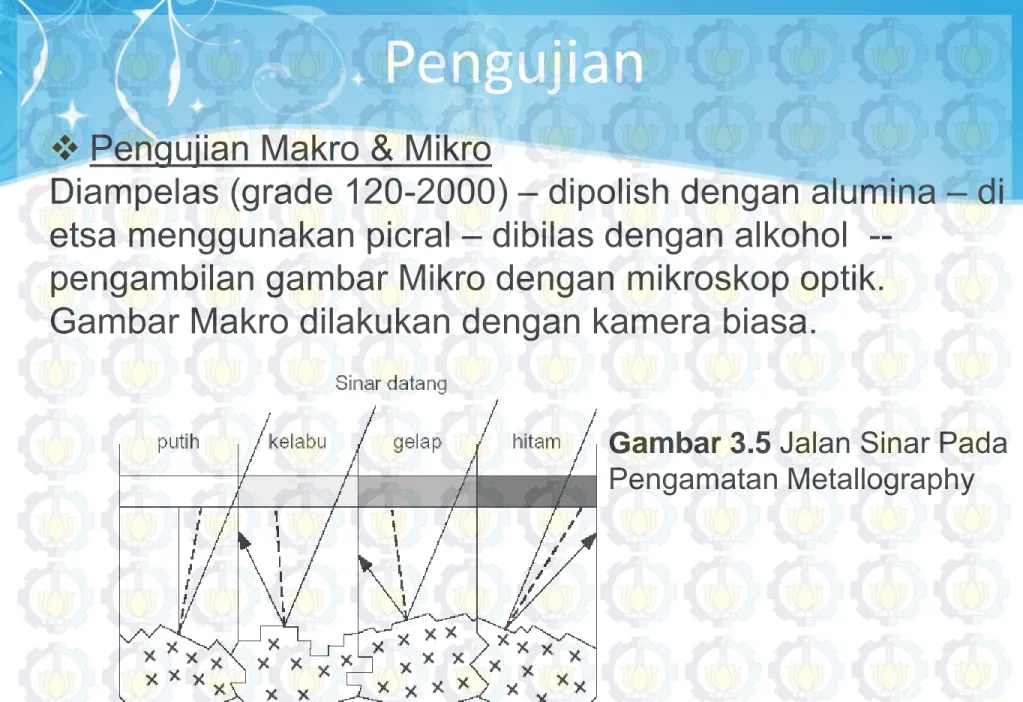
Pengujian Makro & Mikro
Diampelas (grade 120-2000) – dipolish dengan alumina – di
etsa menggunakan picral – dibilas dengan alkohol --
pengambilan gambar Mikro dengan mikroskop optik.
Gambar Makro dilakukan dengan kamera biasa.
Gambar 3.5
Jalan Sinar Pada
Pengamatan Metallography
Pengujian Mikro Indetation Hardness
HV = 1.8544
P/d
2Gambar 3.7 Jarak minimum untuk
indentasi Microhardness Vickers
Sehingga untuk pengujian
kekerasan Baja AISI 4340 dengan
proses
turning
adalah sebagai
berikut:
D = 17 mm = 17000 µm
R = 8, 5 mm = 8500 µm
d = 47,39 µm
jarak minimum indentasi antar titik
= 142,17 µm (dari tepi) atau 189,56
µm (dari perpotongan diagonal).
Gambar Pengujian Hardness
5 4 3 2 1 1 2 3 4 5 Pengujian XRD
Semakin tinggi peak dari hasil pengujian XRD, semakin banyak
pula kemungkinan fasa yang terbentuk.
2d sin θ = nλ ; n = 1,2,3
Untuk mengetahuli ukuran kristal dari Ukuran kristal dari Baja 4340 diketahui dari persamaan Scherer.:
D =
𝐵 cos θ
0,9 λ
………..(4.1)
Dimana
λ
adalah panjang gelombang radiasi (Ǻ),
B
adalah
Full
Width at Half Maximum
(rad4.) dan
ө
adalah sudut Bragg (
o).
Gambar 3.11 Difraksi sinar-X dari
Kristal
Pengujian
Mikro & Makro
Hardness (Microhardness)
XRD
kecepatan
(mm/s )
λ
(
Ǻ
)
B(rad)
Ө
(
o)
Cos
ө
D
1800
1.54056
0.01
22.2725
0.9255
150,01
2000
1.54056
0.0087
22.2473
0.9255
173,06
2250
1.54056
0.0078
22.0498
0.9268
193,03
2500
1.54056
0.00697
22.293
0.92525
215,9
Ukuran kristal baja AISI 4340 setelah
treatment
kekerasan dan ukuran kristal pada titik 5 (6000
µm dari tepi) pada pengujian kekerasan
Hasil dan Analisa Pengujian Makro
White Layer tidak
dapat dilihat secara
makro
Hasil dan Analisa Pengujian Mikro
Struktur Mikro Raw Material Baja AISI 4340
(preharden-temper) pada perbesaran 1000x
Austenit sisa
Struktur Mikro variasi kecepatan potong 1800
mm/s pada
Turning Process
pada perbesaran
1000x
Tepi (Permukaan) Tengah (6000 µm dari tepi)
Austenit sisa
Bainit Atas
Austenit sisa
Bainit Atas
Hardness :385 HV
Hardness :346 HV
“Pada fenomena ini, menunjukkan bahwa temperatur yang
Struktur Mikro variasi kecepatan potong 2000
mm/s pada
Turning Process
pada perbesaran
1000x
Tepi (Permukaan) Tengah (6000 µm dari tepi)
Austenit sisa
Bainit AtasAustenit sisa
Bainit AtasHardness :413 HV
Hardness :342 HV
“peningkatan temperatur dari permukaan hanya mampu sedikit
Struktur Mikro variasi kecepatan potong 2250
mm/s pada
Turning Process
pada perbesaran
1000x
Tepi (Permukaan) Tengah (6000 µm dari tepi)
Austenit sisa
Bainit Bawah
Bainit Atas Austenit sisa
Hardness :445 HV
Hardness :380 HV
“peningkatan temperatur dari permukaan mampu melewati
Struktur Mikro variasi kecepatan potong 2500
mm/s pada
Turning Process
pada perbesaran
1000x
Tepi (Permukaan) Tengah (6000 µm dari tepi)