METODOLOGI PEMECAHAN MASALAH
Metodologi penelitian merupakan bagian penting dalam sebuah penelitian. Dengan metodologi penelitian, dapat dijelaskan tahapan-tahapan yang akan dilakukan dalam penelitian yang dilakukan. Dengan adanya suatu metodologi penelitian yang sistematis, peneliti akan menjadi lebih jelas dan terarah dalam melaksanakan penelitiannya, sehingga penelitian yang dilakukan dapat dilakukan dengan lebih efektif. Tahapan-tahapan dalam metodologi penelitian dalam skripsi ini akan dijelaskan lebih lanjut.
4.1 Studi dan Penelitian Pendahuluan
Penelitian pendahuluan merupakan langkah awal dalam melakukan penelitian. Hal ini dilakukan dengan mendatangi perusahaan tempat diadakan penelitian untuk melihat keadaan di perusahaan, produk yang diproduksi, sistem produksinya, hingga mencari masalah-masalah yang timbul dalam perusahaan tersebut. Selain itu juga dilakukan wawancara dengan manajer pabrik, foreman, juga karyawan yang bekerja untuk mendapatkan informasi yang berguna bagi penelitian. Selanjutnya, data-data historis perusahaan dapat diperoleh sehingga dapat menjadi bahan penelitian.
4.2 Studi Pustaka
Studi pustaka dilakukan dengan cara membaca buku-buku referensi, materi kuliah, literatur, artikel-artikel, informasi di internet, dan lain-lain. Pada tahapan ini, diharapkan peneliti dapat memperoleh sumber teori dan prinsip yang akan dipakai dalam penelitian dan mendapat cara menyelesaikan masalah yang dihadapi perusahaan. Pada tahapan ini, peneliti juga mendapatkan landasan teori atas apa yang akan dikerjakan dalam perusahaan tersebut.
4.3 Identifikasi dan Perumusan Masalah
Dari penelitian pendahuluan yang dilakukan pada PT. Bogasari, dapat diketahui bahwa perusahaan mempunyai masalah mengenai tingkat defect yang dihasilkan pada proses produksi tepung merek “Cakra Kembar” pada bulan Mei dan Juni 2007. Tingkat defect yang dihasilkan melewati batas defect sebesar 1.925 persen sehingga menghasilkan kelebihan defect sekitar 20,000 kilogram tepung perbulannya. Hal ini menyebabkan biaya rework akan meningkat. Hal inilah yang akan diteliti agar dapat meningkatkan kapabilitas proses yang ada.
4.4 Penentuan Tujuan Penelitian
Tujuan dari penulisan skripsi ini adalah :
• Menyediakan informasi banyaknya defect bagi Manager di lantai produksi Mill MNO
• Memberikan masukkan pada PT. Bogasari mengenai kapabilitas Proses Produksi tepung terigu “Cakra Kembar”
• Menyediakan informasi mengenai penyebab potensial yang mengakibatkan defect yang tinggi pada proses produksi ”Cakra Kembar” bulan Mei-Juni 2007. • Menyediakan informasi maintenance yang dilakukan pada PT. Bogasari
• Memberi masukan pada PT. Bogasari tentang nilai Overall Equipment Effectiveness dari penggunaan mesin-mesin bulan Mei-Juni 2007.
• Menyediakan informasi mengenai penyebab potensial yang mengakibatkan tingginya tingkat breakdown pada bulan Mei-Juni 2007
4.5 Pengumpulan Data Umum Perusahaan
Pengumpulan data umum perusahaan mencakup berbagai data yang dapat digunakan untuk menunjang penelitian yang dilakukan, antara lain sejarah perusahaan, struktur organisasi, proses produksi, shift kerja, ketenagakerjaan, kekuatan dan kelemahan perusahaan, fasilitas yang dimiliki, visi dan misi perusahaan, dan sebagainya yang dapat membantu peneliti dalam memahami organisasi tersebut lebih jauh dan bagaimana cara kerjanya.
4.6 Penentuan Produk yang akan Diteliti
Pada tahapan ini, peneliti harus dapat menentukan produk apa yang akan dipilih untuk diteliti. Pada PT. Bogasari, produk premium yang dihasilkan untuk pasar domestik adalah produk tepung merek “Cakra Kembar”. Produk ini digunakan hampir dalam setiap industri mulai dari pembuatan roti, cake, sampai pada mie instan. Produk ini harus memiliki standar yang tinggi, karena pada proses pembuatan roti, mie, dan sebagainya dibutuhkan tepung yang liat, yang memiliki
kadar protein yang tinggi dan tepung yang bersih sehingga dapat dihasilkan produk yang prima seperti roti yang mengembang, bergizi dan juga bersih (putih). Produk ini merupakan produk yang sangat dipengaruhi oleh Voice of Customer. Oleh karena itu, peneliti memilih untuk meneliti produk tepung merek “Cakra Kembar” yang diproduksi oleh PT. Bogasari.
4.7 Penentuan Kategori Quality yang Diteliti
Setelah produk yang akan diteliti telah diketahui, selanjutnya ditentukan kategori kualitas yang akan diteliti. Pada proses produksi tepung “Cakra Kembar”, terdapat tiga Quality Guide yang harus dipenuhi agar produk tersebut dapat lolos dari uji kualitas. Tiga Quality Guide tersebut adalah tingkat moisture (kelembaban) tepung, tingkat protein, dan tingkat kebersihan (ash). Dari ketiga kategori tersebut, penulis harus menentukan kategori mana yang akan diteliti. Hal ini dilakukan dengan melihat jumlah defect masing-masing kategori dalam bulan Mei sampai Juni 2007. Setelah jumlah defect masing-masing kategori diketahui, selanjutnya dibuat Diagram Pareto untuk mengetahui kategori mana yang paling besar menyebabkan defect. Setelah diketahui, maka kategori itulah yang akan diteliti dalam skripsi ini.
4.8 Pengumpulan Data Produk dan Kategori
Setelah mengetahui produk dan kategori yang akan diteliti, selanjutnya akan dilakukan pengumpulan data produk dan kategori tersebut. Data yang dikumpulkan adalah data hasil test Laboratorium terhadap produk tepung “Cakra Kembar” selama bulan Mei sampai Juni 2007 untuk kategori tepung. Data yang didapatkan
berupa data variabel dengan subgroup sebesar enam buah. Jumlah data yang didapatkan selama bulan Mei sampai Juni 2007 adalah sebanyak 34 buah data. Selanjutnya data tersebut akan diolah dengan metode SQC dan dibuat peta kendalinya.
4.9 Penentuan Peta Kendali
Karena data yang didapatkan adalah data variabel dengan subgroup sebanyak enam buah, maka selanjutnya harus menentukan peta kendali apa yang akan dibuat. Untuk data variabel dengan subgrup berada diantara 1<n<10 maka peta kendali yang dipakai adalah peta kendali X dan R. bila peta kendali yang akan dipakai sudah diketahui, maka selanjutnya pembuatan peta kendali dapat dilaksanakan.
4.10Pembuatan Peta Kendali
Pembuatan peta kendali dilakukan dengan menghitung X dari setiap subgrup yang ada, kemudian mencari range (R) dari setiap subgrup. Setelah X
dan R diketahui, dilanjutkan dengan mencari nilai R. Lalu, dicari nilai CL, UCL, dan LCL dari tiap peta kendali. Setelah itu data-data yang ada dimasukkan (plot data) ke dalam peta kendali X dan R. bila ada data yang melewati batas kendali, baik batas kendali atas ataupun bawah, maka perlu diadakan revisi terhadap peta kendali tersebut. Revisi dilakukan dengan cara menghilangkan data-data yang out of control dan menghitung kembali nilai X , R, R, CL, UCL, dan LCL yang baru dan plot data lagi. Hal ini dilakukan berulang kali sampai tidak ada data yang out
of control. Hal ini dilakukan agar proses yang diteliti tidak mempunyai variasi penyebab khusus, yang berarti keadaan diluar proses tidak mempengaruhi proses tersebut. Sehingga hanya variasi penyebab umum yang akan diteliti dan diusahakan untuk dihilangkan.
4.11Perhitungan Kapabilitas Produksi
Setelah sebuah proses sudah mencapai tingkat yang stabil, dalam arti tidak ada variasi penyebab khusus yang mempengaruhi proses tersebut, dapat dicari nilai kapabilitas proses tersebut. Nilai kapabilitas proses ini penting agar dapat diketahui seberapa bagus kemampuan proses tersebut. Dalam langkah ini, akan dicari nilai dari s, Cp, CPL, CPU, dan Cpk. Dari nilai-nilai tersebut akan didapatkan apakah suatu proses tersebut adalah baik atau tidak.
4.12Pembuatan FMECA
Setelah proses diketahui nilai kapabilitasnya, proses tersebut dapat dicari penyebab potensial yang mengakibatkan kesalahan terjadi, serta mencari alternatif penyelesaiannya dengan membuat Failure Mode, Effect and Criticality Analysis (FMECA). Langkah pertama adalah dengan membuat Fishbone Diagram untuk mengetahui sebab-sebab potensial, lalu dari masing-masing sebab dicari akibat potensialnya. Setelah itu membuat table SOD (Severity, Probability, Detectability), dan dicari nilai RPN (Risk Priority Number). Setelah ditemukan nilai RPN, maka penyebab potensial terbesar akan didapatkan sehingga penyebab tersebut yang akan diprioritaskan untuk dicari alasannya dan dicari solusinya.
4.13Analisa Perawatan Mesin
4.13.1 Analisa Tingkat Breakdown tahun 2005-2007
Dari data tingkat breakdown yang ada dari tahun 2005-2007, dilihat ada tren yang menyebabkan tingkat breakdown menjadi tinggi pada saat-saat tertentu. Alasan dari tren ini harus dicari dan diteliti agar selanjutnya tidak terjadi.
4.13.2 Penentuan Data yang akan diteliti
Dilihat dari data pada tahun 2007, tingkat breakdown sangat tinggi khususnya pada bulan Mei dan Juni 2007, sehingga penelitian akan dilakukan untuk kedua bulan tersebut. Selanjutnya, akan dicari nilai Overall Equipment Effectiveness (OEE) dari penggunaan mesin pada Mill MNO.
4.14Perhitungan Nilai OEE
Setelah data yang akan diteliti sudah didapatkan, selanjutnya akan dihitung nilai Overall Equipment Effectiveness (OEE). OEE dicari dengan cara mengalikan nilai Availability dengan nilai Performance dan nilai Quality. Selanjutnya, akan dicari masing-masing nilai tersebut.
4.14.1 Perhitungan Nilai Availability
Nilai availability dihitung dengan cara membagi operation time dengan loading time. Operation time adalah waktu beroperasinya suatu mesin, dimana nilainya didapatkan dari loading time dikurangi dengan downtime. Nilai availability yang didapatkan akan menjelaskan tingkat operasi suatu mesin. Makin
tinggi nilai availability, makin sering suatu mesin beroperasi (lebih jarang breakdown).
4.14.2 Perhitungan Nilai Performance
Nilai performance didapatkan dari perbandingan kapasitas mesin ideal dengan kapasitas mesin aktual yang dijalankan pada lantai produksi. Makin besar nilai performance, kemampuan sesungguhnya dari suatu mesin dipakai dengan lebih maksimal.
4.14.3 Perhitungan Nilai Quality
Nilai quality didapatkan dengan cara membandingkan antara jumlah output yang dihasilkan dengan jumlah input yang dipakai untuk membuat output tersebut. Nilai jumlah output yang ada adalah dari hasil jumlah input dikurangi dengan jumlah defect yang ada. Makin tinggi nilai quality, makin sedikit defect yang dihasilkan, sehingga makin tinggi kualitas suatu perusahaan.
4.15Pembuatan FMECA
Dari RPN, diketahui bahwa penyebab potensial terbesar adalah tingginya downtime yang ada pada waktu-waktu tertentu. Dari sini, akan dicari solusi untuk dapat mengatasi masalah tersebut. Selanjutnya akan dibuat suatu usulan penerapan untuk meningkatkan kinerja PT. Bogasari.
4.16Usul Penerapan
Dalam bagian ini, peneliti akan mencoba untuk memberikan suatu usulan penerapan yang mungkin dilakukan pada PT. Bogasari untuk mengatasi masalah yang terjadi dalam perusahaan.
4.17Kesimpulan dan Saran
Dalam bagian ini, akan ditarik kesimpulan dan memberikan saran-saran untuk dapat mengatasi masalah yang dihadapi PT. Bogasari.
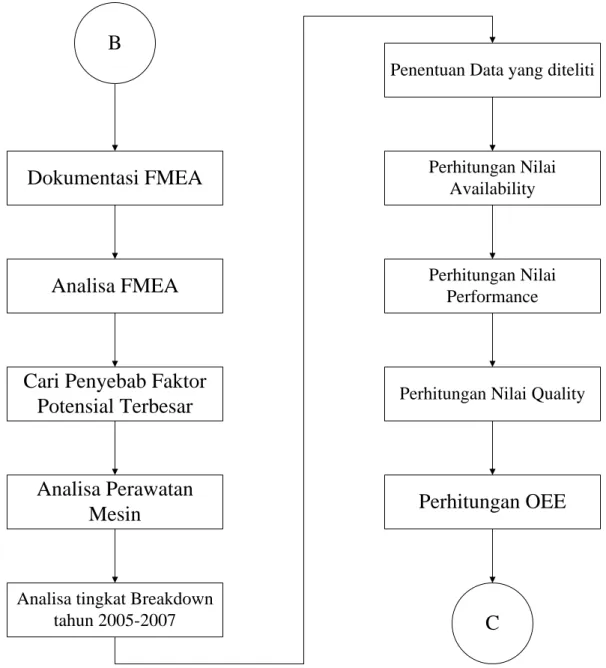
Demikianlah metodologi penelitian yang dipakai dalam penulisan skripsi ini. Selanjutnya akan disajikan gambar skema metodologi penelitian yang akan dipakai.
Sumber : Hasil Pengolahan Data Penulis Gambar 4.1 Gambar Metodologi Penelitian
A
Penentuan Peta Kendali
Perhitungan X Bar, R
dan R Bar
Perhitungan Batas
Kendali (UCL dan LCL)
Pembuatan Peta Kendali
dan Plot Data
Data berada dalam Batas Kendali ? Yes No
Revisi
Perhitungan Kapabilitas
Produksi
Pembuatan FMEA
Identifikasi Failure Mode dengan diagram Fishbone
Identifikasi Efek
Kegagalan
Tentukan Nilai Severity, Occurance, dan Detection
Hitung Nilai RPN
Tentukan penyebab kegagalan yang perlu
diprioritaskan untuk perbaikan
Tentukan
Recommended Action
B
Sumber : Hasil Pengolahan Data PenulisB
Dokumentasi FMEA
Analisa FMEA
Cari Penyebab Faktor
Potensial Terbesar
Analisa Perawatan
Mesin
Analisa tingkat Breakdown tahun 2005-2007
Perhitungan Nilai Availability
Perhitungan Nilai Performance
Perhitungan Nilai Quality
Perhitungan OEE
Penentuan Data yang ditelitiC
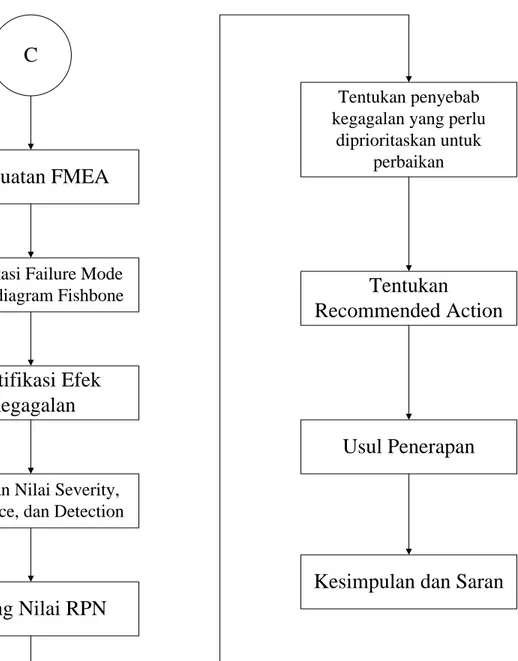
Sumber : Hasil Pengolahan Data Penulis
Tentukan
Recommended Action
Pembuatan FMEA
Usul Penerapan
Kesimpulan dan Saran
C
Identifikasi Failure Mode dengan diagram Fishbone
Identifikasi Efek
Kegagalan
Tentukan Nilai Severity, Occurance, dan Detection
Hitung Nilai RPN
Tentukan penyebab kegagalan yang perlu
diprioritaskan untuk perbaikan
Sumber : Hasil Pengolahan Data Penulis