BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Kualitas telah menjadi bagian yang sangat penting dalam proses produksi.
Strategi yang dapat menjamin kualitas adalah strategi yang mampu menjaga
kestabilan proses, sehingga proses dapat dikendalikan dengan tujuan untuk
dapat meminimisasi produk cacat. Pengendalian kualitas adalah aktivititas
keteknikan dan manajemen yang dengan aktivitas tersebut dapat diukur ciri-ciri
kualitas dari produk yang ada, membandingkannya dengan spesifikasi atau
persyaratan, dan mengambil tindakan yang sesuai apabila ada perbedaan antara
penampilan yang sebenarnya dan yang standar. Sehingga perusahaan dituntut
untuk dapat menghasilkan kualitas produk yang konsisten agar dapat
memenuhi kebutuhan pelanggan.
PT. Growth Sumatra Industry merupakan perusahaan manufaktur yang
bergerak dibidang peleburan bijih besi yang menghasilkan produk yaitu billet,
WF, besi beton polos, besi as, besi siku, wire mesh, dll. Sistem produksi
perusahaan secara pesanan (make to order system). Untuk membuat produk ada
tiga unit utama yang harus dilalui yaitu peleburan, pencetakan dan
penggilingan. Sumber daya kunci pada proses produksi terdapat pada unit
penggilingan karena pada unit inilah dilakukan pembagian jenis produk
menurut ukuran dan jenis yang dipesan oleh konsumen.
berusaha untuk memberikan yang terbaik bagi pelanggannya baik dari segi
mutu maupun harga.
PT. Growth Sumatera Industry juga dihadapkan pada tantangan yang
cukup berat dimana permintaa pasar yang semakin meningkat dan menuntut
mutu terbaik dari produk yang dihasilkan oleh perusahaan, sementara
kecenderungan tersebut juga diperkuat oleh tekanan persaingan dari perusahaan
sejenis. Data permintaan produk pada tahun 2015 dapat dilihat pada Tabel 1.1
di bawah ini:
Tabel 1.1. Permintaan Produk Tahun 2015 Permintaan Produk (kg) Januari 4.402.991 512.550 685.459 574.303 536.983 6.712.286 Februari 4.673.944 544.092 727.641 609.645 570.028 7.125.350 Maret 4.877.159 567.748 759.277 636.151 760.037 7.600.372 April 5.419.066 630.831 843.641 706.835 660.902 8.261.275 Mei 5.622.281 654.487 875.278 733.341 593.524 8.478.911 Juni 5.757.757 670.258 896.365 751.000 1425.070 9.500.450 Juli 5.960.972 693.914 928.006 777.518 1140.056 9.500.466 Agustus 6.773.832 788.539 1.054.552 883.543 715.089 10.215.555 September 6.486.804 638.716 854.187 715.670 761.081 9.456.458 Oktober 6.757.757 670.258 896.369 751.012 998.083 10.073.479 Nopember 6.706.094 780.653 1.044.006 874.708 1.282.563 10.688.024 Desember 6.989.664 733.341 980.733 821.695 1.320.237 10.845.670
Sumber: PT. Growth Sumatera Industry
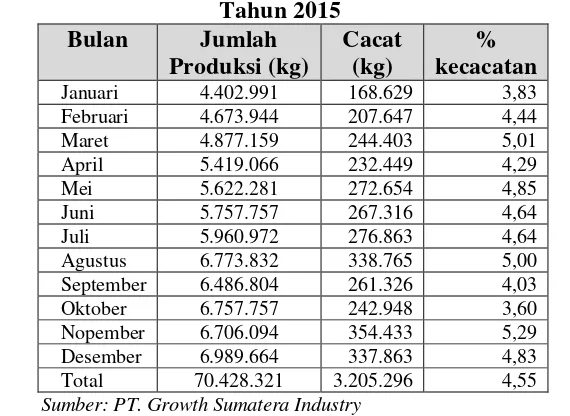
Pada kenyataannya, masih terdapat masalah-masalah yang ditemukan di
bagian produksi dalam mencapai tingkat kualitas tersebut. Hal ini terlihat dari
adanya produk - produk dengan spesifikasi diluar standar kualitas yang di
tetapkan oleh PT. Growth Sumatera Industry yang sesuai dengan standar SNI
dan dikategorikan sebagai produk defect cacat yaitu cacat kuping (telinga),
dengan permukaan rata tapi tidak bersirip. Jumlah produk yang mengalami
kecacatan pada proses produksi PT. Growth Sumatera Industry mencapai
4,55% yang dapat dilihat pada tabel 1.2 di bawah ini.
Tabel 1.2. Data Produksi dan Kecacatan Produk Baja Beton Polos Tahun 2015 Februari 4.673.944 207.647 4,44 Maret 4.877.159 244.403 5,01 September 6.486.804 261.326 4,03 Oktober 6.757.757 242.948 3,60 Nopember 6.706.094 354.433 5,29 Desember 6.989.664 337.863 4,83 Total 70.428.321 3.205.296 4,55 Sumber: PT. Growth Sumatera Industry
Pihak PT. Growth Sumatera Industry sendiri masih mengalami
kesulitan dalam mencapat target maksimal produk cacat yaitu sebesar 2 %
karena masih banyaknya masalah pada proses produksi sehingga spesifikasi
produk yang dihasilkan memiliki variabilitas (keragaman) yang mengakibatkan
tidak tercapainya target produksi, pemakaian bahan baku tidak optimal
sehingga terjadi pemborosan biaya produksi, turunnya produktivitas
perusahaan dan kemampuan memenuhi kepuasaan konsumen semakin rendah.
Melihat kondisi serta pentingnya jaminan terhadap kualitas terhadap suatu
produk, maka perlu dilakukan strategi yang dapat memberikan jaminan kualitas
terhadap mutu suatu produk. Yaitu strategi yang mampu mengendalikan serta
meningkatkan kualitas mutu produk. Berdasarkan data pada tabel 1.1, besi beton
yang lain dan jumlah permintaan setiap bulannya meningkat. Oleh karena itu
dilakukan penelitian untuk mengukur, menganalisis dan melakukan perbaikan
kualitas baja beton polos di PT. Growth Sumatera Industry agar dapat mengurangi
tingkat cacat (defect), dengan menggunakan metode DMAIC (Define, Measure,
Analyze, Improve, Control ) dan FMEA (Failure Mode and Effect Analysis).
1.2. Perumusan Permasalahan
Berdasarkan uraian latar belakang permasalahan, maka yang menjadi inti
permasalahan pada PT. Growth Sumatera Industry yaitu tingginya produk cacat
(defect) yang melebihi batas maksimal yang ditetapkan perusahaan, yang
terjadi karena ketidakmampuan proses dalam memenuhi spesifikasi standar
kualitas produk. Jika permasalahan ini tidak segera diatasi, maka akan
mengakibatkan tidak tercapainya target produksi, turunnya produktivitas
perusahaan, biaya produksi menjadi tinggi, serta tidak terpenuhinya kepuasaan
konsumen yang sesuai dengan Standar SNI.
Untuk memecahkan masalah tersebut, terdapat beberapa hal yang perlu
dirumuskan dalam penelitian ini yaitu:
1. Apa parameter kecacatan produk yang paling dominan muncul?
2. Faktor-faktor apa yang menyebabkan terjadinya cacat (defect) pada
produk?
3. Apa tindakan perbaikan yang tepat untuk mengurangi produk cacat
1.3. Tujuan Penelitian
Tujuan umum yang ingin dicapai dari penelitian Perencanaan
Pengendalian Kualitas Baja Beton Polos dengan Metode DMAIC dan FMEA di PT. Growth Sumatera Industry ini adalah mengembangkan
suatu metode pengendalian kualitas dalam mengidentifikasi resiko
kegagalan pada proses produksi.
Tujuan khusus dari penelitian ini yaitu:
1. Menghitung nilai Defect Per Million Opportunity (DPMO) dan sigma (σ)
level perusahaan.
2. Mengidentifikasi tipe produk dengan persentase cacat terbesar, dan jenis
kecacatan produk yang paling dominan yang dibentuk dalam diagram Pareto
3. Menganalisis kecacatan yang paling dominan dan mencari kemungkinan
faktor penyebab timbulnya kecacatan pada produk dalam Cause and Effect
Diagram.
4. Mendapatkan resiko kegagalan proses produksi terbesar dalam nilai RPN
(Risk Priority Number).
5. Memberikan rekomendasi/usulan tindakan perbaikan kualitas yang tepat
dengan menggunakan metode DMAIC dan FMEA.
1.4. Batasan Masalah dan Asumsi Penelitian
Pembatasan masalah dilakukan agar penelitian lebih terarah untuk
mencapai tujuan dan memberikan ruang lingkup penelitian. Batasan masalah yang
digunakan dalam penelitian ini adalah sebagai berikut :
memiliki permintaan yang sangat tinggi dan terus meningkat.
2. Data yang digunakan yaitu data produksi dan data produk cacat periode
Januari s/d Desember 2015.
3. Pengolahan data menggunakan tools yang terdapat pada metode DMAIC dan
Failure Mode and Effect Analysis (FMEA).
4. Pada penelitian ini tidak dibahas aspek biaya.
5. Tidak dilakukan kegiatan eksperimen proses produksi selama penelitian di
perusahaan.
6. Tindakan perbaikan yang dilakukan hanya sebatas rekomendasi, tidak
diimplementasikan langsung.
Sedangkan asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Tidak dilakukan penambahan atau pengurangan terhadap mesin-mesin
ataupun peralatan produksi
2. Sistem produksi dan spesifikasi produk yang diamati juga tidak mengalami
perubahan
3. Tidak memperhatikan faktor perawatan mesin karena seluruh mesin
mampu bekerja secara normal setiap harinya.
1.5. Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat bagi pihak-pihak
terkait, yaitu :
1. Bagi Perusahaan
Memperoleh masukan mengenai faktor-faktor yang mempengaruhi
menimbulkan cacat (defect) pada produk, serta masukan untuk melakukan
tindakan perbaikan kualitas dari hasil penelitian yang diperoleh.
2. Bagi Mahasiswa
Mempertajam kemampuan analisis dan berfikir yang lebih sistematis,
memberikan dan menambah pemahaman tentang cara melakukan suatu
penelitian dalam menghasilkan karya ilmiah yang bermanfaat.
3. Bagi Departemen Teknik Industri
Menambah cakrawala ilmu pengetahuan yang dapat menjadi literatur dan
bahan referensi penelitian di Departemen Teknik Industri.
1.6. Sistematika Penulisan Tugas Akhir
Dalam pengerjaan sistematika penulisan tugas akhir dibagi dalam
beberapa bab dengan tujuan untuk memudahkan penelitian, pembahasan
dan penilaian tugas akhir. Sistematika penulisan tugas akhir adalah sebagai
berikut : Sistematika yang digunakan dalam penulisan tugas akhir ini
adalah:
BAB I PENDAHULUAN
Dalam bab ini akan diuraikan mengenai latar belakang permasalahan
dilakukannya penelitian, perumusan permasalahan yang ada, tujuan
dilakukannya penelitian, manfaat penelitian bagi pihak PT. Growth
Sumatera Industry, mahasiswa dan Departemen Teknik Industri,
batasan dan asumsi yang digunakan selama penelitian, serta sistematika
BAB II GAMBARAN UMUM PERUSAHAAN
Dalam bab ini diuraikan tentang sejarah dan gambaran umum serta
organisasi dan sistem manajemen yang ada di PT. Growth Sumatera
Industry.
BAB III LANDASAN TEORI
Dalam bab ini diuraikan mengenai tinjauan-tinjauan kepustakaan yang
berisi teori-teori pendukung yang digunakan dalam menganalisis
pemecahan masalah yang ada di PT. Growth Sumatera Industry.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tahapan-tahapan penelitian mulai dari lokasi dan tempat
penelitian, jenis penelitian, objek penelitian, definisi variabel
operasional, kerangka konseptual penelitian, prosedur penelitian,
pengolahan data, analisis pemecahan masalah serta kesimpulan dan
saran.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini memuat data-data hasil penelitian yang diperoleh dari hasil
pengamatan selama periode September s/d Desember 2015 dan
pengukuran yang dilakukan di lapangan sebagai bahan untuk
melakukan pengolahan data yang digunakan sebagai dasar pada
pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Dalam bab ini dianalisis hasil-hasil dari pengolahan data dan
BAB VII KESIMPULAN DAN SARAN
Bab ini berisikan kesimpulan yang dapat diambil oleh penulis dari hasil
penelitian ini serta rekomendasi saran-saran yang perlu bagi