BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Pancakarsa Bangun Reksa adalah perusahaan swasta yang bergerak di bidang jasa Konsultan, Desain dan Konstruksi, Mekanikal, Sipil dan Elektrikal
pada Pabrik Minyak Kelapa Sawit (PKS). PT. Pancakarsa Bangun Reksa didirikan pada tahun 2009 di atas tanah seluas 25 m 200 m. Awalnya, pemimpin perusahaan ini merupakan bagian dari PT. Atmindo tetapi karena permintaan
pembuatan Pabrik Minyak Kelapa Sawit (PKS) maka pemimpin perusahaan ini melepaskan diri dari PT. Atmindo dan membuka pabrik sendiri dengan nama PT.
Pancakarsa Bangun Reksa yang berlokasi di Jalan Bintang, Medan – Binjai Km 13,8, Bintang Terang, Sumatera Utara.
2.2. Ruang Lingkup Bidang Usaha
PT. Pancakarsa Bangun Reksa bergerak di bidang jasa Konsultan, Desain
dan Konstruksi pada Pabrik Minyak Kelapa Sawit (PKS), selain itu, PT. Pancakarsa Bangun Reksa juga menerima kegiatan perbaikan dan pergantian
part/mesin-mesin, penambahan kapasitas (extension) yang sudah direncanakan,
serta modifikasi Pabrik Minyak Kelapa Sawit (PKS).
Jenis produk yang dihasilkan oleh PT. Pancakarsa Bangun Reksa yaitu bejana bertekanan (vessel), rebusan (sterilizer), boiler, dearator, storage tank,
dan lain sebagainya. Produk-produk yang dihasilkan oleh PT. Pancakarsa Bangun
Reksa berupa mesin-mesin sudah dipasarkan ke berbagai daerah di Indonesia, baik di daerah Sumatera, Jawa, Kalimantan, dan daerah lainnya, bahkan telah
diekspor ke luar negeri, misalnya negara Malaysia, Singapura dan Myanmar.
2.3. Lokasi Perusahaan
PT. Pancakarsa Bangun Reksa yang berlokasi di Jalan Bintang, Medan – Binjai Km 13,8, Bintang Terang, Sumatera Utara yang dapat dilihat pada Gambar 2.1.
Gambar 2.1. Lokasi Perusahaan
2.4. Daerah Pemasaran
PT. Pancakarsa Bangun Reksa menggunakan sistem make to order dimana
permintaan produk bervariasi dari segi jumlah dan spesifikasi sesuai dengan permintaan pelanggan. Yang menjadi pelanggan PT. Pancakarsa Bangun Reksa
Kalimantan, dan wilayah lainnya di dalam Indonesia dan sebagian besar diekspor
ke ke luar negeri, misalnya ke Malaysia, Singapura dan Myanmar. Dalam menjalankan proseproduksinya, teknologi produksi yang digunakan PT.
Pancakarsa Bangun Reksa bersifat semi otomatis, dimana sebagian proses produksi masih menggunakan mekanisme manual dalam bekerja.
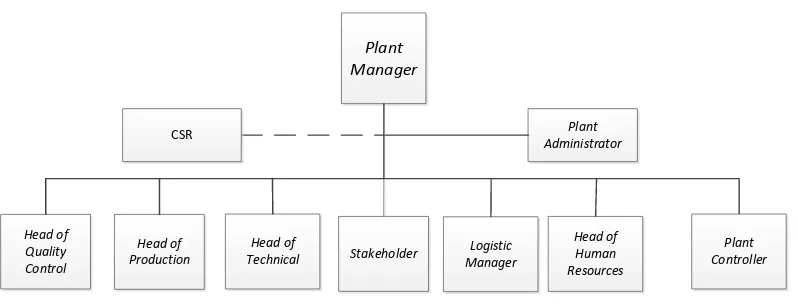
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi Perusahaan
Struktur organisasi yang digunakan oleh PT. Pancakarsa Bangun Reksa
adalah struktur organisasi fungsional. Hubungan fungsional ditunjukkan dengan
adanya pembagian departemen berdasarkan fungsinya yaitu : departemen human
resources, departemen teknik, departemen produksi, departemen logistik dan
departemen quality control. Adapun struktur organisasi PT. Pancakarsa Bangun
Reksa dapat dilihat pada Gambar 2.2.
Plant
Sumber : PT. Pancakarsa Bangun Reksa
2.5.2. Pembagian Tugas dan Tanggung Jawab
Pembagian pekerjaan dalam organisasi sangat penting untuk dilakukan.
Dalam menjalankan aktivitas sehari-hari pada suatu organisasi dibutuhkan personil-personil untuk menduduki jabatan tertentu yang mampu menjalankan tugas, wewenang, dan tanggung jawab yang dibebankan sesuai dengan jabatan
tersebut. Adapun uraian tugas dan tanggung jawab untuk masing-masing jabatan pada PT. Pancakarsa Bangun Reksa dapat dilihat pada Lampiran 1.
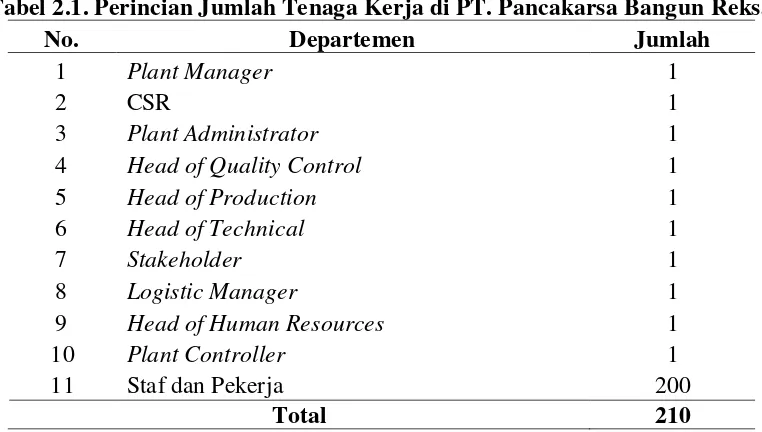
2.6. Jumlah Tenaga Kerja dan Jam Kerja 2.6.1. Tenaga Kerja
Adapun perincian jumlah tenaga kerja di PT. Pancakarsa Bangun Reksa dapat dilihat pada Tabel 2.1.
Tabel 2.1. Perincian Jumlah Tenaga Kerja di PT. Pancakarsa Bangun Reksa
No. Departemen Jumlah
1 Plant Manager 1
2.6.2. Jam Kerja
Klasifikasi jam kerja reguler di PT. Pancakarsa Bangun Reksa dapat dilihat pada Tabel 2.2.
Tabel 2.2. Jam Kerja Reguler di PT. Pancakarsa Bangun Reksa Hari Jam Kerja Aktif Istirahat Senin-Sabtu 08:00 - 17:00 12:00 - 13:00
Minggu 08:00 - 12:00
Sumber : PT. Pancakarsa Bangun Reksa
2.6.3. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan di PT. Pancakarsa Bangun Reksa adalah pembayaran gaji pokok setiap akhir bulan yang besarnya sesuai dengan tingkat jabatan masing-masing karyawan.
Selain memberikan gaji pokok, perusahaan juga membayarkan upah
lembur bagi karyawan yang bekerja melebihi jam kerja yang telah ditetapkan. Upah lembur tersebut dibayarkan pada karyawan di akhir bulan bersamaan dengan pembayaran gaji pokok. Selain gaji pokok dan upah lembur tersebut di
atas, perusahaan juga memberikan tunjangan-tunjangan dan fasilitas lainnya kepada karyawan berupa:
a. Tunjangan kemahalan diberikan atas kompensasi laju inflasi dan atau angka biaya hidup yang relatif tinggi di beberapa wilayah tertentu.
b. Tunjangan jabatan baik tunjangan jabatan struktural maupun tunjangan
e. Tunjangan istri atau tunjangan suami.
f. Tunjangan anak.
g. Tunjangan pemeliharaan atau asuransi kesehatan.
h. Tunjangan hari tua atau dana pensiun. i. Tunjangan cuti
j. Tunjangan Hari Raya.
k. Bonus Tahunan.
2.7. Proses Produksi
Proses produksi merupakan suatu cara, metode, dan teknik untuk
menciptakan atau menambah kegunaan suatu barang atau jasa dengan menggunakan sumber-sumber (tenaga kerja, mesin, bahan baku, dan dana) yang ada dan menghasilkan nilai tambah dari suatu barang. PT. Pancakarsa Bangun
Reksa, menghasilkan berbagai macam produk yang berkaitan dengan pekerjaan Mekanikal pada Pabrik Minyak Kelapa Sawit (PKS), diantaranya yaitu Vessel
(Bejana bertekanan), Rebusan (Sterilizer), Boiler, Dearator, Filter Storage Tank,
BPV (Back Pressure Vessel), Conveyor, Steam Separator, Kernel Silo, dan lain sebagainya.
2.7.1. Standar Mutu Bahan
PT. Pancakarsa Bangun Reksa menggunakan suatu standar mutu untuk
mengendalikan bahan baku, proses produksi, serta produk jadi agar memenuhi
juga memiliki standar sendiri yang ditetapkan oleh perusahaan yang mengacu
pada standar SNI untuk mutu dari bahan-bahan yang digunakan dalam proses produksi.
Untuk spesikasi dari bahan-bahan yang digunakan, misalnya untuk plat besi, besi siku, UNP, dan sebagainya, PT. Pancakarsa menggunakan ukuran-ukuran sesuai standar internasional.
Setiap kegiatan proses produksi, perusahaan melakukan kegiatan inspeksi pada beberapa elemen kegiatan produksi untuk menjaga kualitas produk yang akan dihasilkan. Dan pada produk jadi yang telah dihasilkan, dilakukan inspeksi
dan pengujian akhir sebelum diserahkan pada pelanggan atau sebelum
mesin-mesin tersebut diinstalasi pada lokasi pembangunan pabrik kelapa sawit, sehingga produk tersebut memenuhi spesifikasi yang telah ditetapkan oleh konsumen sebelumnya. Untuk beberapa produk tertentu, terutama bejana bertekanan,
dilakukan pemeriksaan khusus dari instansi luar perusahaan untuk memastikan keamanan dari produk-produk tersebut.
2.7.2. Bahan-bahan yang Digunakan
Bahan-bahan yang digunakan oleh PT. Pancakarsa Bangun Reksa dalam
melaksanakan proses produksinya adalah sebagai berikut: 1. Bahan baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk dan
memiliki persentase yang besar dalam produk dibandingkan bahan-bahan
yang terbuat dari besi logam padat berbentuk persegi panjang dan uraian jenis
produk plat baja tersebut terbagi 2, yaitu carbon steel dan mild steel.
2. Bahan Penolong
Bahan penolong adalah bahan yang secara tidak langsung mempengaruhi kualitas dan fungsi produk, baik itu dijelaskan secara langsung maupun tidak langsung terhadap bahan baku dalam suatu proses produksi. Bahan penolong
yang digunakan yaitu cairan pendingin (dromus) yang digunakan pada saat proses penggerindaan.
3. Bahan Tambahan
Bahan tambahan merupakan bahan yang digunakan untuk mempermudah
proses dan meningkatkan kualitas dari produk yang dihasilkan guna meningkatkan citra produk dan nilai tambah dimata konsumen. Bahan tambahan yang digunakan adalah :
a. Selotip ukuran besar digunakan untuk pengepakan produk b. Kotak/ kardus pembungkus
2.7.3. Uraian Proses Produksi
Tahapan proses pembuatan produk storage tank adalah sebagai berikut:
1. Marking Process
Marking process adalah proses di mana dilakukan penandaan pada material
mild steel yang akan diproduksi menjadi storage tank. Penandaan ini
dilakukan dengan bantuan meteran dan kapur besi yang dilakukan secara
manual oleh operator. 2. Pemotongan
Pemotongan adalah proses memotong material mild steel sesuai dengan tanda-tanda yang telah dibuat pada proses sebelumnya. Proses pemotongan dilakukan dengan menggunakan cutting branch yang memanfaatkan energi
gas O2 dan LPGpada tabung-tabung gas. 3. Pengerollan
Pengerollan adalah proses membuat plat berukuran besar agar berbentuk
seperti tabung. Proses ini dilakukan dengan menggunakan mesin rolling dan
mal. 4. Pengelasan
Pengelasan adalah proses untuk menyatukan dua buah material mild steel
yang telah dipotong sebelumnya dengan menggunakan bantuan mesin las. 5. Perakitan
Proses perakitan dilakukan dengan menyambungkan komponen yang harus digabungkan. Proses perakitan untuk pembuatan komponen dilakukan dengan manual.
6. Penggerindaan
Penggerindaan adalah proses untuk menghaluskan plat-plat sisa pengelasan. 7. Pengecatan
Pengecatan adalah proses untuk memberikan warna pada produk storage tank
melakukan pendempulan, membersihkan benda kerja selanjutnya melakukan
pengecatan.
Adapun Flow Process Chart dapat dilihat pada Lampiran 2.
2.8. Mesin dan Peralatan
Mesin produksi merupakan mesin-mesin yang dipergunakan dalam proses
produksi filter storage tank. Adapun mesin-mesin yang dibutuhkan dalam proses produksi filter storage tank antara lain:
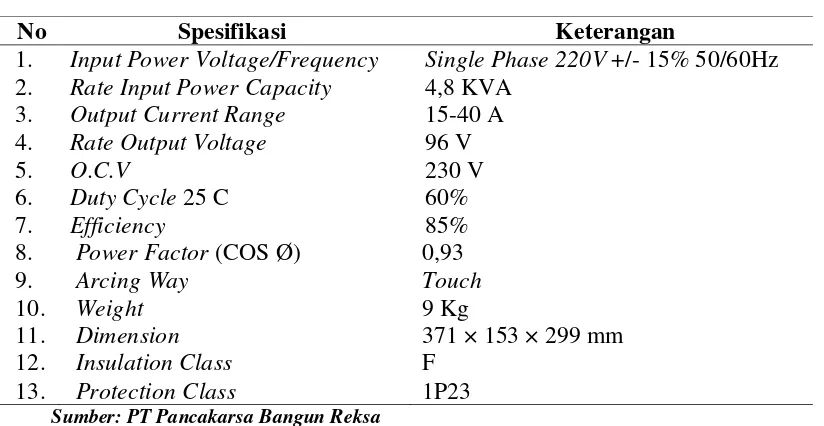
1. Mesin Blender Potong atau Cutting Torch
Mesin Blender Potong adalah mesin yang digunakan untuk memotong plat
baja yang memiliki ketebalan di atas 3 mm sampai 22 mm. Adapun spesifikasi mesin dapat dilihat pada Tabel 2.3.
Tabel 2.3. Spesifikasi Mesin Cutting Torch
No Spesifikasi Keterangan
1. Input Power Voltage/Frequency Single Phase 220V +/- 15% 50/60Hz
2. Rate Input Power Capacity 4,8 KVA
13. Protection Class 1P23
Sumber: PT Pancakarsa Bangun Reksa
Cara kerja mesin ini ialah operator menghidupkan mesin kemudian
dipotong pada plat, kemudian menggerakkan cutting tip tersebut sesuai
dengan pola tanda pada plat. Berikut gambar mesin cutting torch:
Sumber: PT Pancakarsa Bangun Reksa
Gambar 2.3. Mesin Blander Potong atau Cutting Torch
2. Mesin Las Listrik Semi Automatis
Mesin Las Listrik Semi automatis berfungsi sebagai pembawa arus listrik ke tangkai elektroda. Las listrik semiotomatis ini digunakan untuk menyambung
bagian-bagian dari produk filter storage tank, dan juga untuk melakukan las ikat (tack welding). Spesifikasi Mesin dapat dilihat pada Tabel 2.4.
Tabel 2.4. Spesifikasi Mesin Las Listrik Semi Otomatis
No Spesifikasi Keterangan
1. Primary Supply 2 Phase/380 V/50 Hz
2. Rated Input Current 48 A
3. Welding Current L 80 A~275 A; H 100 A~335 A
4. Duty Cycle 50% at 300 A
5. Weight 164 Kg.
Cara kerja mesin yaitu dengan menekan power untuk menghidupkan mesin
las lalu menyambungkan mesin las ke arus listrik kemudian mengarahkan ujung las pada bagian yang akan disambung. Berikut gambar mesin las listrik:
Sumber: PT Pancakarsa Bangun Reksa
Gambar 2.4. Mesin Las Listrik Semiotomatis
3. Mesin Bor Magnet (Drilling)
Mesin Bor Magnet adalah mesin yang digunakan untuk melubangi plat besi ataupun mild steel. Spesifikasi Mesin Bor dapat dilihat pada Tabel 2.5.
Tabel 2.5. Spesifikasi Mesin Drilling
No Spesifikasi Keterangan
1. Power Input 750 Watt
2. Max. Tapping Capacity M16/M12 mm
3. Spindle Travel 50 mm
4. Overall Height 1.220 mm
5. N.W./G.W. 102/120 Kg.
Sumber: PT Pancakarsa Bangun Reksa
Cara kerja mesin bor magnet yaitu dengan menempatkan benda kerja pada
Sumber: PT Pancakarsa Bangun Reksa
Gambar 2.5. Mesin Bor Magnet
Adapun peralatan yang digunakan oleh PT. Pancakarsa Bangun Reksa dalam proses produksi adalah sebagai berikut:
1. Kereta Sorong
Fungsi : alat angkut untuk memindahkan materiak yang digerakkan dengan
cara yang manual.
2. Hoist
Fungsi : alat untuk memindahkan beban yang berat yang dilengkapi katrol 3. Meteran
Fungsi : mengukur ukuran plat yang digunakan 4. Jangka Sorong
Fungsi : mengukur diameter dan ketebalan dari plat besi
5. Kawat Las
2.9. Limbah
Limbah yang dihasilkan dari proses produksi pembuatan komponen-komponen storage tank adalah berupa potongan plat-plat besi yang sudah tidak
terpakai serta serutan baja sisa-sisa penggerindaan. Plat-plat besi yang dianggap limbah perusahaan itu kemudian di jual atau di ambil oleh penyortir yang sudah bekerja sama dengan PT. Pancakarsa Bangun Reksa.
Sumber: PT Pancakarsa Bangun Reksa