5
BAB 2
TINJAUAN PUSTAKA
2.1 Proses Pengolahan Kelapa Sawit
Secara umum pengolahan kelapa sawit dibagi menjadi dua jenis akhir, yaitu pengolahan minyak sawit dan pengolahan inti. Pengolahan minyak sawit adalah untuk memperoleh minyak sawit yang berasal dari daging buah (mesocarp) sedangkan pengolahan inti sawit adalah memperoleh inti yang berasal dari biji (nut). Proses produksi minyak sawit kasar dari tandan buah segar kelapa sawit terdiri dari beberapa tahapan proses seperti perebusan buah, perontokan, pelumatan dan pengepresan buah, purifikasi dan klarifikasi. Tandan buah segar yang masuk ke dalam pabrik ditimbang terlebih dahulu kemudian dibawa menuju lantai penerimaan buah. Tandan buah segar mengalami proses perebusan menggunakan uap basah. Selanjutnya buah mengalami proses perontokan buah pada tandan dengan menggunakan thresher. Buah yang telah rontok mengalami proses pelumatan yang bertujuan untuk memudahkan proses pengepresan, sehingga minyak dengan mudah dapat dipisahkan dari daging buah (Pahan, 2008).
Kemudian buah memasuki tahapan proses pengepresan yang bertujuan untuk mengeluarkan minyak kelapa sawit secara mekanis. Pengepresan pada buah akan membebaskan minyak dari serat dan biji. Minyak hasil pengepresan selanjutnya mengalami proses pemurnian yang berfungsi untuk memisahkan minyak dari sludge dan air. Pemurnian dilakukan dengan metode gravitasi dan mekanik. Pada stasiun ini dihasilkan produk minyak sawit jernih. Keberhasilan proses pengolahan ditentukan oleh 70% keberhasilan proses rebusan. Karena distasiun ini, TBS diberi tekanan steam bertekanan tinggi yang diinjeksi dari Back Pressure Vessel (BPV). Proses ini sangat penting karena akan berpengaruh pada proses-proses selanjutnya (Naibaho, 1996).
6
Sistem perebusan dipilih harus sesuai dengan kemampuan boiler memproduksi uap, dengan sasaran bahwa tujuan perebusan dapat tercapai. Sistem perebusan yang lazim dikenal di PKS adalah single peak, double peak
dan tripple peak. Sistem perebusan tripple peak (STPP) banyak digunakan,
selain berfungsi sebagai tindakan fisika juga dapat terjadi proses mekanik yaitu adanya goncangan yang disebabkan oleh perubahan tekanan cepat. Keberhasilan STPP dipengaruhi oleh tekanan uap yang tersedia, kapasitas rebusan, bahan baku dan lama perebusan. Uap yang masuk ke dalam ketel rebusan pada mulanya memanaskan buah luar dan masuk lagi pada buah yang lebih dalam. Panas yang diterima oleh setiap lapisan buah tidak sama, penurunan suhu uap pada lapisan yang lebih bawah menyebabkan penurunan tekanan uap. Waktu perebusan berlangsung lebih lama apabila lapisan buah yang dilalui uap semakin banyak. Setelah buah melalui proses perebusan di
Sterilizer, kemudian buah dipipil dengan menggunakan alat Thresher (Pahan,
2008). 2.2 Perebusan
Mesin Sterilizer (perebusan) adalah bejana uap bertekanan yang digunakan untuk merebus tandan buah segar dengan uap (steam). Steam yang digunakan adalah saturated steam. Penggunaan uap jenuh memungkinkan terjadinya proses hidrolisa/penguapan terhadap air didalam buah, jika menggunakan uap kering akan dapat menyebabkan kulit buah hangus sehingga menghambat penguapan air dalam daging buah dan dapat mempersulit proses pengempaan. Oleh karena itu, pengontrolan kualitas uap yang dijadikan sebagai sumber panas perebusan menjadi sangat penting agar diperoleh hasil perebusan yang sempurna (Naibaho,1996).
a. Horizontal Sterilizer
Biasanya rebusan horizontal mempunyai kapasitas 25 ton TBS dengan muatan 10 lori, tiap lori memiliki kapasitas 2,5 ton TBS. Prinsip kerja di stasiun perebusan adalah merebus dengan sistem triple peak (tiga puncak). Dengan waktu perebusan berkisar 90 – 95 menit. Target yang harus dicapai di
7 1 2 3 4 5 6 7 8 9 11 10 12
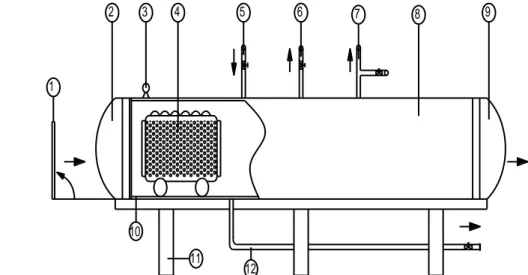
stasiun ini adalah tekanannya 2.8 – 3.0 kg/cm2 dengan suhu 130 – 1350C. Dengan norma losses minyak di air condensate sebesar 0.5%.
Sumber : Naibaho,1996
Gambar 2.1 Desain Horizontal Sterilizer
1. Rail track pintu 7. Safety Valve
2. Pintu pemasukan lori 8. Ketel rebusan
3. Manometer 9. Pintu keluar lori
4. Lori 10. Rail track didalam rebusan
5. Pipa inlet steam 11. Pondasi ( kaki rebusan ) 6. Exhaust steam 12. Pipa pembuangan air kondensat Dengan perebusan 3 puncak, maka panas dapat masuk dengan baik, sehingga perebusan dapat matang secara merata. Cara ini dilakukan untuk mendapatkan hasil rebusan TBS yang sempurna, mengingat kerapatan brondolan dalam tandan buah semakin padat atau solid (Pahan, 2013).
Untuk mencapai kematangan perebusan brondolan bagian dalam diperlukan panas yang cukup. Pembuangan air condensate dan udara pada puncak I dan II harus benar-benar sampai habis, karena air dan udara merupakan
8
penghantar panas yang buruk. Pada puncak 3, perebusan dilaksanakan selama 35 – 45 menit, tergantung pada kondisi buah (buah segar 45 menit, buah menginap 35 menit). Waktu yang digunakan untuk sterilisasi adalah 90 menit, sedangkan waktu untuk satu siklus perebusan 110 – 120 menit. Untuk mendapatkan hasil yang bagus sesuai dengan prosedur perebusan harus dijalankan dengan baik tanpa melanggar satu aturan apapun, harus diperhatikan faktor-faktor dalam proses perebusan :
1. Pembuangan udara (Dearasi)
Pembuangan udara yang terdapat dalam ketel rebusan, karena udara adalah penghantar panas yang buruk. Udara merupakan penghantar panas yang buruk dan berpengaruh negatif terhadap proses perebusan. Udara yang terdapat dalam rebusan akan menurunkan tekanan dan menghambat steam masuk kedalam buah. Oleh sebab itu, dapat dikatakan bahwa udara yang terdapat dalam bejana hendaknya dikeluarkan terlebih dahulu dan cara ini disebut dengan deaerasi.
2. Pembuangan air kondensat
Uap air yang terkondensasi berada di dasar bejana rebusan merupakan penghambat dalam proses perebusan. Air yang terdapat dalam rebusan akan mengabsorbsi panas yang diberikan sehingga jumlah air semakin bertambah. Pertambahan ini yang tidak diimbangi dengan pengeluaran air kondensat akan memperlambat usaha pencapaian tekanan puncak. Material Balance air kondensat 13 % dari TBS yang diolah, sehingga oleh beberapa pabrik dilakukan blow down terus menerus melalui pipa kondensat. Cara ini menunjukkan buah rebus yang kering dan lebih mudah diolah dalam screw
press.
3. Pembuangan uap (Exhaust)
Pembuangan uap dilakukan sesuai dengan system perebusan yang dilakukan. Uap dibuang melalui pipa exhaust dan cerobong atas. Pada umumnya ukuran pipa pembuang uap lebih besar dari pipa uap masuk sehingga pembuangan
9
uap dapat terlaksana dengan cepat sehingga buah lebih mudah lepas dari tangkainya. Pembuangan uap sebelum akhir perebusan pada triple peak dilakukan bersamaan dengan pembuangan air kondensat, dengan maksud agar penurunan tekanan dapat berlangsung dengan cepat. Pada akhir perebusan, sebelum pembuangan uap (blow up), air kondensat dibuang terlebih dahulu sehingga buah yang direbus kering.
4. Waktu perebusan
Apabila waktu perebusan terlalu lama maka akan membuat buah menjadi lembek dan lewat matang, akan banyak minyak keluar dari buah dan terikut oleh kondensat dan akan menyebabkan banyak losses. Waktu perebusan yang efektif adalah 90-95 menit (Pahan, 2008).
b. Vertical Sterilizer
Media pemanas yang dipergunakan adalah uap basah yang berasal dari sisa pembuangan turbin uap yang bertekanan ± 3kg/cm2 dan temperatur 132,88 ºC. Bila temperature yang digunakan diatas 132,88 ºC saat perebusan akan mengakibatkan buah menjadi hangus atau kegosongan sehingga kualitas minyak CPO rusak dan bila menggunakan suhu dibawah 132,88 ºC saat perebusan akan mengakibatkan enzim-enzim pada buat tandan buah segar tidak nonaktif dan masih banyak mengandung kadar air. Pada penelitian ini
sterilizer (rebusan) yang diteliti adalah jenis vertical sterilizer dan Horizontal sterilizer (Pahan, 2008).
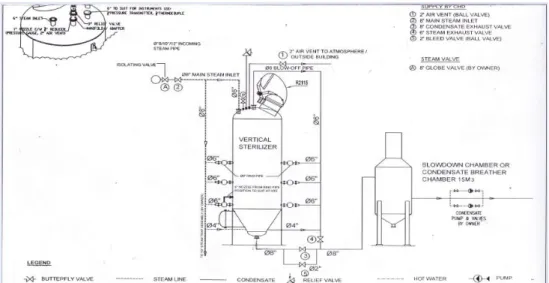
Vertical sterilizer mempunyai bentuk bejana tabung yang tegak, sehingga
jenis sterilizer ini tidak memakai lori yang digunakan sebagai pengantar buah TBS. Untuk sterilizer ini menggunakan scraper sebagai alat untuk menghantarkan buah menuju sterilizer yang tersaji pada gambar 2.2 dibawah ini.
10 Sumber : Naibaho,1996
Gambar 2.2 Desain Vertical Sterilizer 2.2.1 Tujuan Perebusan
Keberhasilan dalam proses perebusan akan mendukung kemudahan-kemudahan dalam proses selajutnya, baik di stasiun Thresing, Press, Digester dan lain-lain. Fungsi dari Sterilizer untuk melakukan proses perebusan buah TBS sebelum diproses menjadi minyak dengan tujuan adalah :
1. Menghentikan Aktifitas Enzim
Buah yang dipanen mengandung enzim lipase dan oksidasi yang tetap bekerja didalam buah sebelum enzim tersebut dihentikan. Enzim Lipase bertindak sebagai katalisator dalam pembentukan asam lemak bebas (ALB) sedangkan enzim oksidasi berperan dalam pembentukan peroksida yang kemudian berubah menjadi gugus aldehide dan kation. Senyawa tersebut bila teroksidasi akan membentuk asam lemak bebas. Jadi asam lemak bebas yang terdapat dalam minyak kelapa sawit merupakan hasil kerja enzim lipase dan oksidasi. Aktifitas enzim semakin tinggi apabila buah TBS mengalami kememaran (luka). Enzim umumnya tidak aktif lagi bila dipanaskan sampai suhu >50 ºC. Maka perebusan dengan suhu >120 ºC sekaligus menghentikan kegiatan enzim.
11 2. Melepaskan Buah dari Tandannya
Minyak dan inti sawit terdapat dalam buah, dan untuk mempermudah proses ekstraksi minyak, buah perlu dipisahkan dari tandannya. Pelepasan buah dari tandannya karena adanya hidrolisa pectin ini terjadi di pangkal buah. Jadi hidrolisa pectin ini telah terjadi secara alam dilapangan yang menyebabkan buah memberondol. Hidrolisa pectin dapat pula terjadi didalam Sterilizer, dengan adanya reaksi yang dipercepat oleh pemanasan. Panas dan uap didalam sterilizer akan meresap kedalam buah dengan adanya tekanan.hidrolisa pectin dalam tangkai tidak seluruhnya menyebabkan pelepasan buah oleh karena itu perlu dilakukan proses perontokan buah didalm mesin Thresing.
3. Menurunkan Kadar Air
Proses sterilisasi buah dapat menyebabkan penurunan kadar air buah dan inti, yaitu dengan cara penguapan baik dari dalam saat direbus maupun saat sebelum dimasukkan ke Thresing. Interaksi penurunan kadar air dan panas dalam buah akan menyebabkan minyak sawit dari antara sel dapat bersatu dan mempunyai viskositas yang rendah sehingga mudah dikeluarkan dalam proses pengempaan (proses ekstraksi minyak).
4. Melunakkan Buah Sawit
Perikarp (kulit buah) yang mendapatkan perlakuan panas dan tekanan akan menunjukkan sifat, dimana serat yang mudah lepas antara serat yang satu dengan yang lain. Hal ini akan memepermudah proses didalam Digester dan
Depericarper Polishing. Karena adanya panas dan tekanan tersebut maka air
yang terkandung dalam inti akan menguap lewat mata biji sehingga proses pemecahan biji lebih mudah dalam Ripple Mill.
5. Melepaskan Serat dan Biji
Perebusan buah yang tidak sempurna dapat menimbulkan kesulitan pelepasan serat dan biji dalam polishing drum, yang menyebabkan pemecahan biji lebih sulit dalam alat pemecah biji. Penetrasi uap yag cukup baik akan membantu
12
proses pemisahan serat perikarp dan biji, yang dipercepat oleh proses
hidrolisis.
6. Membantu Proses Pelepasan Inti dari Cangkang
Perebusan yang sempurna akan menurunkan kadar air biji hingga 15% kadar air biji yang turun hingga 15% akan menyebabkan inti susut sedangkan tempurung biji tetap, maka terjadi inti yang lekang dari cangkang. Hal ini akan membantu proses fermentasi didalam Nut Silo, sehingga pemecahan biji dapat berlangsung dengan baik, demikian juga pemisahan inti dan cangkang dalam proses pemisahan kering atau basah dapat menghasilkan inti yang mengandung kotoran yang lebih kecil (Pahan, 2008).
2.2.2 Sistem Perebusan
Sistem perebusan yang dipilih harus sesuai dengan kemampuan boiler memproduksi uap, dengan sasaran bahwa tujuan perebusan dapat tercapai. Sistem perebusan yang lazim dikenal di Pabrik Kelapa Sawit (PKS) adalah
single peak, double peak, triple peak. Sistem perebusan triple peak banyak
digunakan, selain berfungsi sebagai tindakan fisika juga dapat terjadi proses mekanik yaitu dengan adanya goncangan yang disebabkan oleh perubahan tekanan yang cepat.
a. Sistem Perebusan Single Peak
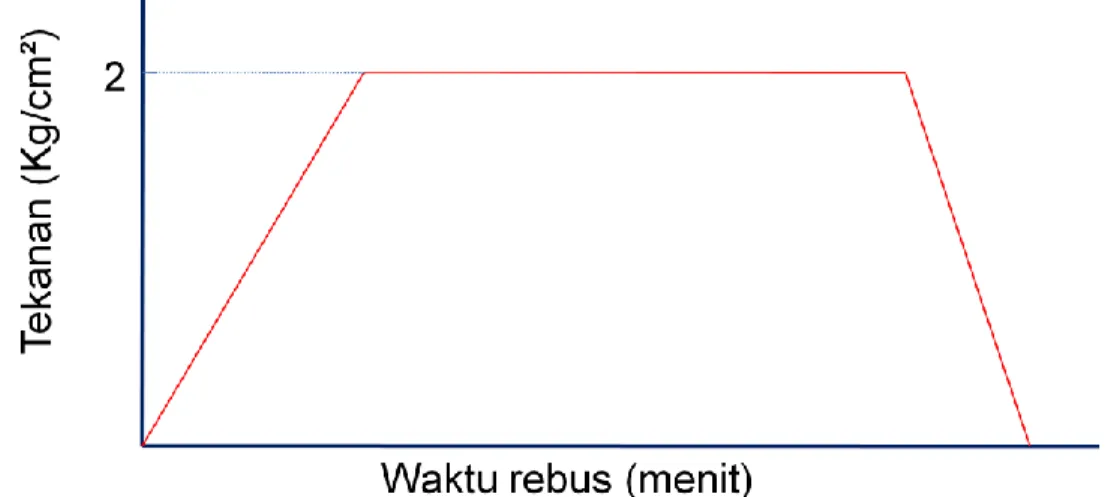
Proses perebusan yang dilakukan hanya satu tahap. Uap masuk sesuai dengan waktu yang ditentukan, sampai tercapai tekanan konstan dan kemudian turun, dan uap dibuang dari ruang perebusan.
13 Sumber: Naibaho,1996
Gambar 2.3 Sistem Perebusan Single Peak (SPSP)
Sistem perebusan Single Peak adalah sebagai berikut :
1. Setelah buah dimasukkan kedalam rebusan, pintu ditutup, kran-kran inlet
steam, exhaust, dan pipa kondensat ditutup.
2. Inlet steam dibuka dank ran kondensat dibuka untuk membuang udara-udara yang ada didalam rebusan selama 3 – 5 menit.
3. Memasukkan tekanan uap Puncak 1 dari 0 – 2 kg/cm2 selama ± 10 menit. 4. Dilakukan penahan waktu perebusan selama ± 45 menit.
5. Dilakukan pembuangan uap dari 2 – 0 kg/cm2, buang air kondensat ± 5 menit.
b. Sistem Perebusan Double Peak
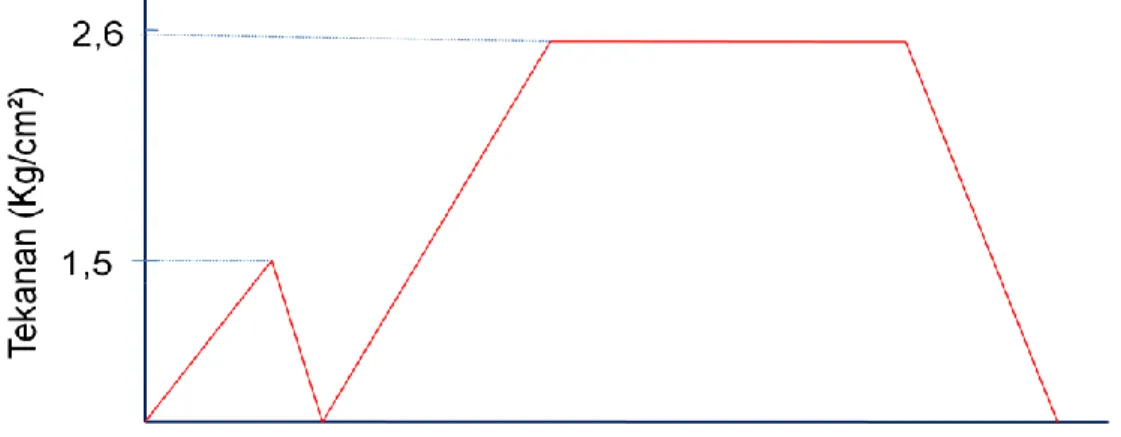
Proses perebusan dilakukan dengan dua tahap pemasukan uap, demikian juga dengan dua tahap pembuangan kondensat (uap air). Proses ini tersaji pada gambar 2.4 dibawah ini.
14 Sumber: Naibaho,1996
Gambar 2.4 Sistem Perebusan Double Peak (SPDP)
Sistem Perebusan Double Peak adalah sebagai berikut :
1. Setelah buah dimasukkan kedalam rebusan, pintu ditutup, kran-kran inlet
steam, exhaust, dan pipa kondensat ditutup.
2. Inlet steam dibuka dank ran kondensat dibuka untuk membuang udara-udara yang ada didalam rebusan selama 3 – 5 menit.
3. Menaikkan tekanan uap Puncak I dari 0 – 2 kg/cm2 selama ± 10 menit. 4. Dilakukan pembuangan uap dari 2 – 0 kg/cm2, buang air kondensat ± 2
menit.
5. Menaikkan tekanan uap puncak II dari 0 – 2,6 kg/cm2 selama ± 12 menit. 6. Dilakukan penahanan waktu perebusan selama ± 45 menit.
7. Dilakukan pembuangan uap dari 2,6 – o kg/cm2, buang air kondensat ± 5 menit.
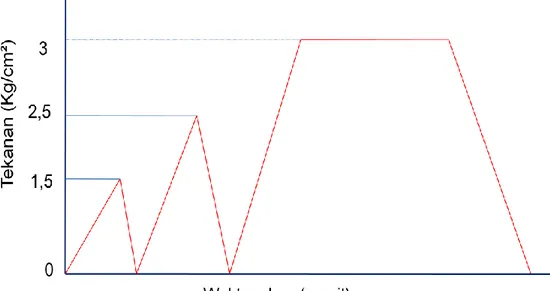
c. Sistem Perebusan Triple Peak
Proses perebusan dilakukan dengan tiga tahap pemasukan uap, demikian juga dengan tiga tahap pemasukan uap, demikian juga dengan tiga tahap
15
pembuangan kondensat (uap air). Proses ini tersaji pada gambar 2.5 dibawah ini.
Sumber: Naibaho,1996
Gambar 2.5 Sistem Perebusan Tripple Peak (SPTP) Sistem perebusan Triple Peak adalah sebagai berikut :
1. Setelah buah dimasukkan kedalam rebusan, pintu ditutup, kran-kran inlet
steam, exhaust, dan pipa kondensat ditutup.
2. Inlet steam dibuka dank ran kondensat dibuka untuk membuang udara-udara yang ada didalam rebusan selama 3 – 5 menit.
3. Menaikkan tekanan uap Puncak I dari 0 – 2 kg/cm2 selama ± 8 menit. 4. Dilakukan pembuangan uap dari 2 – 0 kg/cm2, buang air kondensat ± 4
menit.
5. Menaikkan tekanan uap puncak II dari 0 – 2,6 kg/cm2 selama ± 12 menit. 6. Dilakukan pembuangan uap dari 2,6 – 0 kg/cm2, buang air kondensat ± 7
menit.
7. Menaikkan tekanan uap puncak III dari 0 – 3 kg/cm2 selama ± 14 menit. 8. Dilakukan penahanan waktu perebusan selama ± 45 menit.
16
9. Dilakukan pembuangan uap dari 3 – 0 kg/cm2, buang air kondensat ± 5 menit (Naibaho, 1996).
2.2.3 Lama Perebusan
Perebusan memebutuhkan waktu penetrasi uap hingga kebagian tandan yang paling dalam. Untuk tandan yang beratnya 3 – 6 kg dengan suhu uap 100 ºC membutuhkan waktu 25 – 30 menit untuk mencapai temperatur 100 ºC pada bagian dalam buah. Sedangkan untuk tandan yang beratnya 17 kg membutuhkan waktu penetrasi 50 menit. Hubungan waktu perebusan dengan efisiensi ekstraksi minyak adalah sebagai berikut :
1. Semakin lama perebusan buah maka jumlah buah yang terpipil semakin tinggi, atau persentase tandan yang tidak terpipipl semakin rendah.
2. Semakin lama perebusan buah maka biji semakin masak dan menghasilkan biji yang lebih mudah pecah dan sifat lekang.
3. Semakin lama perebusan buah maka kehilangan minya pada air kondensat semakin tinggi.
4. Semakin lama perebusan buah maka kandungan minyak dalam tandan kosong semakin tinggi yaitu terjadinya penyerapan minyak oleh tandan kosong akibat terdapatnya rongga-rongga kosong pada tandan kelapa sawit.
5. Semakin lama perebusan buah maka mutu minyak sawit akan semakin berkurang (Naibaho, 1996).
2.2.4 Operasional dan Perawatan Rebusan (Sterilizer)
Rebusan merupakan sebuah bejana tekan yang bekerja dengan tingkat resiko tinggi. Oleh karena itu, rebusan dan unit pendukungnya harus diperiksa sebelum dioperasikan. Hal-hal yang perlu diperiksa antara lain packing pintu rebusan, alat penunjuk tekanan (manometer), pelat penyaring kondensat, katup pengaman, cantilever, dan pompa kondensat.
17 1. Packing pintu rebusan
Kerusakan packing pintu rebusan biasanya terjadi di bagian bawah pintu rebusan karena adanya genangan air kondensat. Kebocoran packing harus benar-benar diperiksa. Jika ada yang bocor, harus segera dilakukan penggantian.
2. Alat penunjuk tekanan (manometer)
Manometer terdapat dibagian atas pintu rebusan. Fungsinya untuk menunjukkan apakah tekanan dalam rebusan masih ada atau tidak. Operator harus memperhatikan apakah masih ada atau tidak tekanan dalam rebusan pada saat hendak membuka pintu rebusan. Pastikan bahwa tekanan uap didalam rebusan benar-benar sudah nol sebab uap akan menyembur jika masih ada tekanannya
3. Pelat penyaring kondensat
Penyaring kondensat terdapat pada lantai dalam rebusan. Saringan ini harus sering diperiksa, jangan sampai tersumbat. Jika saringan ini tersumbat, air kondensat akan tergenang dilantai rebusan dan mempercepat rusaknya
packing rebusan.
4. Katup Pengaman
Periksalah mekanisme katup pengaman, apakah masih berfungsi atau tidak katup pengaman berfungsi sebagai pencegah terjadinya tekanan berlebihan didalam rebusan.
5. Cantiliver
Cantiliver berfungsi sebagai rel untuk jalan keluar-masuk lori kedlaam
rebusan. Cantiliver harus dalam keadaan baik dan tidak baling (twisted) agar lori yang keluar masuk rebusan tidak terguling atau jatuh.
18 6. Pompa Kondensat
Lantai disekitar rebusan tidak boleh digenangi oleh air kondensat karena temperatur air kondensat tinggi dan masih mengandung minyak yang menyebabkan lantai menjadi licin. Bagian dalam setiap bagian rebusan harus dibersihkan minimal dua minggu sekali serta dilakukan pemeriksaan, perawatan, dan perbaikan yang diperlukan. Semua peralatan rebusan memerlukan perhatian. Pipa-pipa uap dan kondensat harus segera diperbaiki/diganti jika ada kebocoran karena akan mengganggu proses perebusan (pemborosan uap) dan mengotori sekitar stasiun rebusan. Setiap kebocoran agar segera dilas keesokan harinya pada saat rebusan dingin. Untuk pengelasan, gunakanlah kawan las Philips 36 S atau ekuivalen. Katup pengaman harus diperiksa setiap bulan. Penyetelan-penyetelan terhadap pegas dari katup pengaman tidak boleh dilakukan oleh sembarang orang, tetapi oleh mekanik/teknisi yang telah berpengalaman dan dibawah pengawasan seorang staf. Setelah melakukan perbaikan, katup pengaan harus dipasang segel. Untuk membuka segel tersebut, harus dilakukan seizing manajer pabrik (Naibaho, 1996).
2.3 Perawatan Mesin
2.3.1 Manajemen Perawatan
Manajemen adalah suatu proses perencanaan, pengorganisasian, pengendalian, dan konsep kinerja sebuah organisasi dalam penggunaan sumber daya untuk mencapai tujuan yang ditetapkan. Pemeliharaan adalah suatu kegiatan yang dilakukan secara berulang – ulang dengan tujuan agar peralatan selalu memiliki kondisi yang sama dengan keadaan awalnya. Manajemen pemeliharaan adalah proses perencanaan, pengorganisasian dan pengendalian dari suatu kombinasi setiap tindakan yang dilakukan untuk memelihara dan menjaga suatu fasilitas atau peralatan pabrik sampai dengan kondisi yang dapat diterima (Reksohadiprojo , 1992).
19
Perkembangan manajemen peralatan, Persepsi dasar dari fungsi-fungsi pemeliharaan telah mengalami perkembangan dalam tiga dekade terakhir. Persepsi pemeliharaan secara tradisional adalah memperbaiki komponen perlatan yang rusak. Sehingga dengan demikian kegiatan pemeliharaan terbatas pada tugas-tugas reaktif tindakan perbaikan atau pergantian komponen peralatan. Pendekatan ini dengan demikian lebih dikenal dengan perawatan reaktif, pemeliharaan kerusakan atau pemeliharaan korektif. Pandangan yang lebih baru mengenai pemeliharaan didefenisikan sebagai: “semua kegiatan yang ditujukan untuk menjaga suatu item dalam, atau mengembalikan keadaan fisik yang dianggap perlu untuk memenuhi fungsi produksi”. Lingkup tampilan yang diperbesar ini juga termasuk tugas froaktif seperti inspeksi pelayanan dan periodik rutin, penggantian pencegahan, dan pemantauan kondisi. Dalam rangka mempertahankan dan mengembalikan peralatan, pemeliharaan harus melakukan kegiatan tambahan (Couder, 1998). Kegiatan ini meliputi perencanaan kerja, pengendalian pembelian bahan, manajemen personalia, dan pengendalian kualitas. Tugas dan kegiatan yang sangat beragam ini dapat membuat pemeliharaan menjadi suatu fungsi yang rumit untuk dikelola. Dalam upaya mendukung produksi, fungsi pemeliharaan harus mampu memastikan ketersediaan peralatan untuk menghasilkan produk pada tingkat kuantitas dan kualitas yang dibutuhkan. Dukungan ini juga harus dilakukan secara aman dan dengan biaya yang efektif. Maintenance Engineering Society Of Australia (MESA) menjabarkan perspektif yang lebih luas dari pemeliharaan dan mendefenisikan fungsi pemeliharaan sebagai: “rekayasa keputusan dan tindakan terkait yang diperlukan dan cukup untuk mengoptimalkan kemampuan khusus”. “Kemampuan” dalam defenisi ini adalah kemampuan untuk melakukan tindakan tertentu dalam berbagai tingkat kinerja. Krakteristik kemampuan meliputi fungsi, kapasitas, kecepatan, kualitas dan respon. Ruang lingkup manajemen pemeliharaan mencakup setiap tahap dalam siklus hidup sistem teknis (pabrik, mesin, peralatan dan fasilitas), spesifikasi, akuisisi, perencanaan, operasi, evaluasi kinerja, perbaikan, dan pembuangan. Dalam
20
konteks yang lebih luas, fungsi pemeliharaan juga dikenal sebagai manajemen aset fisik (Couder, 1998).
2.3.2 Sistem Perawatan (Maintenance)
Maintenance adalah semua kegiatan yang berhubungan untuk mempertahankan suatu mesin/peralatan agar tetap dalam kondisi siap untuk beroperasi, dan jika terjadi kerusakan maka diusahakan agar mesin/peralatan tersebut dapat dikembalikan pada kondisi yang baik. Peranan pemeliharaan baru akan sangat terasa apabila sistem mulai mengalami gangguan atau tidak dapat dioperasikan lagi (Kostas, 1981).
Pada industry manufaktur, mesin-mesin dan peralatan telah tersedia dan siap pakai dibutuhkan setiap saat dalam proses produksi akan dimulai. Fungsi mesin/peralatan yang digunakan dalam proses produksi tersebut akan mengalami gangguan dan kerusakan sejalan dengan semkin menurunnya kemampuan mesin/peralatan tersebut, tetapi usia kegunaanya dapat diperpanjang dengan melakukan perbaikan secara berkala melalui suatu aktivitas pemeliharaan yang tepat. Menurunnya kemampuan mesin/peralatan ada 2 jenis yaitu :
1. Natural Deterioration yaitu menurunnya kinerja mesin/peralatan secara alami akibat terjadi pemburukan keausan pada fisik mesin /peralatan selama waktu pemakaian walaupun penggunaanya secara benar.
2. Accelerated Deterioration yaitu menurunnya kinerja mesin/peralatan akibat kesalahan manusia (human error) sehingga mempercepat pemburukan/keausan mesin/peralatn karena tindakan atau perlakuan yang tidak seharusnya terhadap mesin/peralatan.
Kerusakan yang terjadi pada mesin/peralatan dapat terjadi karena banyak sebab dan terjadi pada waktu yang berbeda sepanjang umur mesin/peralatan tersebut digunakan. Oleh karena itulah dalam usaha mencegah dan berusaha untuk menghilangkan kerusakan yang mungkin timbul akibat proses produksi berjalan, dibutuhkan cara dan metode untuk mengantisipasinya dengan
21
melakukan pemeliharaan mesin/peralatan. Pada dasarnya hasil yang diharapkan dari kegiatan pemeliharaan mesin/peralatan (equipment
maintenance) mencakup dua hal sebagai berikut :
1. Condition Maintenance yaitu mempertahankan kondisi mesin/peralatan agar berfungsi dengan baik sehingga komponen-komponen yang terdapat dalam mesin/peralatan juga berfungsi sesuai dengan umur ekonomisnya. 2. Replacement Maintenance yaitu melakukan tindakan perbaikan dan penggantian komponen mesin tepat pada waktunya sesuai dengan jadwal yang telah direncanakan sebelum kerusakan terjadi (Kostas, 1981).
2.3.3 Jenis-jenis Maintenance
a. Planned Maintenance (Pemeliharaan Terencena)
Planned maintenance (pemeliharaan terencana) adalah pemeliharaan yang
diorganisasi dan dilakukan dengan pemikiran ke masa depan,pengendalian dan pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya. Oleh karena itu, program maintenance yang akan dilakukan harus dinamis dan memerlukan pengawasan dan pengendalian secara aktif dari bagian
maintenance melalui informasi dari catatan riwayat mesin/peralatan. Konsep planned maintenance ditujukan untuk dapat mengatasi masalah yang dihadapi
manajer dengan pelaksanaan kegiatan maintenance. Komunikasi dapat diperbaiki dengan informasi yang dapat member data yang lengkap untuk pengambilan keputusan. Adapun data yang penting dalam kegiatan
maintenance antara lain laporan permintaan pemeliharaan, laporan
pemeriksaan, laporan perbaikan, dan lain-lain (Heizer, 2001). Pemeliharaan terencana (planned maintenance) teridri dari 3 bentuk pelaksanaan yaitu : 1. Preventive Maintenance (Pemeliharaan Pencegahan)
Preventive Maintenance (pemeliharaan pencegahan) adalah
tindakan-tindakan maintenance yang dilakukan ketika dan selama mesin/peralatan sedang beroperasi dengan baik, sebelum mesin/peralatan tersebut rusak yang bertujuan untuk menjaga agar mesin/peralatan tidak rusak dan mendeteksi
22
gejala akan terjadinya kerusakan dini, sehingga dapat bertindak untuk mengadakan perbaikan sebelum mesin/peralatan mengalami breakdown. Menurut Heizer dan Render (2001) dalam bukunya “Operation
Management”, preventive maintenance adalah “ A plan that involves routine inpections, servicing, and keeping facilities in good repair to prevent failure”
Artinya: preventive maintenance adalah sebuah perencanaan yang memerlukan inspeksi rutin, pemeliharaan dan menjaga agar fasilitas dalam keadaan baik sehingga tidak terjadi kerusakan dimasa yang akan datang. Menurut Prawirosentono (2001) dalam buku “Manajemen Operasi” analisa dan studi kasus Preventive maintenance adalah “Perawatan yang dilaksanakan dalam periode waktu yang tetap atau dengan criteria tertentu pada berbagai tahap produksi. Tujuannya agar produk yang dihasilkan sesuai dengan rencana, baik mutu, biaya , maupun ketepatan waktunya. Gambaran yang diperoleh dari pengertian diatas adalah bahwa kegiatan pemeliharaan pencegahan yang paling penting adalah pemeriksaan (inspection), yang meliputipemeriksaan terhadap semua mesin/peralatan produksi yang sesuai dengan rencana dan pembuatan laporan-laporan dari hasil pemeriksaan. Dengan demikian semua fasilitas produksi yang dikenai preventive
maintenance akan terjamin kelancaran kerjanya dan selalu diusahakan dalam
kondisi atau keadaan yang siap dipergunakan untuk setiap operasi atau proses produksi pada setiap saat sehingga dapatlah dimungkinkan pembuatan suatu rencanadan jadwal pemeliharaan dan perawatan yang sangat cermat dan rencana produksi yang lebih tepat.
2. Corrective Maintenance (Pemeliharaan Perbaikan)
Menurut Heizer dan Render (2001) Corrective Maintenance adalah “Remedial maintenance that occurs when equipmen fails and must be
repaired an emergency or priority basis”. Artinya: pemeliharaan ulang yang
terjadi akibat perlatan yang rusak dan harus segera diperbaiki karenakeadaan darurat atau karena merupakan sebuah prioritas utama.
23
Menurut Prawirosentono (2001) pemeliharaan korektif (Breakdown
maintenance). “Perawatan yang dilaksanakan karena adanya hasil produk
(setengah jadi maupun barang jadi) tidak sesuai rencana, baik mutu, biaya mapun ketepatan waktunya. Corrective maintenance (pemeliharaan perbaikan) adalah suatu kegiatan maintenance yang dilakukan setelah terjadinya suatu kerusakan atau kelainan pada mesin/peralatan sehingga tidak berfungsi dengan baik. Corrective maintenance menuntut para operator yang mengoperasikan mesin/peralatan untuk melaksanakan dua hal yang mencakup :
a. Mencatat hasil yang diperoleh dari inspeksi harian mencakup semua kerusakan-kerusakan yang timbul secara detail dan terperinci.
b. Secara aktif ikut berperan untuk memberikan ide-ide yang membangun bertujuan pencegahan terjadinya kerusakan mesin dan mengantisipasi kondisi yang memungkinkan akan mengakibatkan kerusakan mesin (Heizer, 2001).
3. Predictive Maintenance(Pemeliharaan prediksi)
Predictive maintenance adalah tingkatan-tingkatan maintenance yang
dilakukan pada tanggal yang telah ditetapkan berdasarkan prediksi hasil analisa dan evaluasi data operasi yang diambil pada interval-interval waktu tertentu. Data rekaman untuk melakukan predictive maintenance dapat berupa data getaran, temperatur, vibrasi, flow rate dan lain-lainnya. Perencanaan
predictive miantenace dapat dilakukan berdasarkan laporan oleh operator
lapangan yang diajukan melalui work order ke dapartemen maintenance untuk dilakukan tindakan yang tepat sehingga tidak akan merugikan perusahaan (Rukmayadi, 2006).
b. Unplanned Maintenance (Pemeliharaan Tidak Terencana)
Unplanned maintenance biasanya berupa breakdown/emergency maintenance. Breakdown/emergency maintenance adalah tindakan
24
beroperasi sampai mesin tersebut rusak dan tidak dapat berfungsi lagi. Melalui bentuk pelaksanaan pemeliharaan tidak terencana ini, diharapkan penerapan pemeliharaan tersebut dapat memperpanjang umur pakai dari mesin, dan dapat memperkecil frekuensi kerusakan (Heizer, 2001).
2.3.4 Tujuan Maintenance
Maintenace dilakukan pada mesin/peralatan dengan maksud agar tujuan
komersil perusahaan dapat tercapai dan juga kegiatan maintenance yang dilakukan adalah untuk mencegah hal-hal yang tidak diinginkan seperti terjadinya kerusakan yang terlalu cepat diaman kerusakan tersebut bisa saja dikarenakan keausan akibat pengoperasian yang salah. Karena maintenance adalah kegiatan pendukung bagi kegiatan komersil, maka seperti kegiatan lainnya, maintenance harus efektif, efisien dan berbiaya rendah. Dengan adanya kegiatan maintenance ini, maka mesin/peralatan produksi dapat digunakan sesuai dengan rencana dan tidak mengalami kerusakan selama jangka waktu tertentu yang telah direncanakan tercapai. Beberapa tujuan
maintenance yang utama antara lain :
1. Untuk memperpanjang umur/masa pakai dari mesin dan perlatan
2. Menjaga agar setiap mesin/peralatan dalam kondisi baik dan dalam keadaan baik.
3. Dapat menjamin ketersediaan optimum perlatan yang dipasang untuk produksi
4. Untuk menjamin kesiapan operasional dari selutruh perlatan yang diperlukan dalam keadaan darurat setiap waktunya.
5. Memaksimumkan ketersediaan semua mesin/peralatan sistem produksi mengurangi (downtime).
6. Dapat menjamin keselamatan orang yang menggunakan sarana tersebut. 7. Dapat mendukung upaya memuaskan pelanggan (Couder, 1998).
25 2.4 Total Productive Maintenance (TPM)
Menurut Siiichi Nakajima (1988) mendefinisikan Total Productive
Maintenace (TPM) sebagai suatu pendekatan yang inovatif dalam maintenance dengan cara mengoptimasi keefektifan peralatan serta
mengurangi/ menghilangkan kerusakan mendadak (breakdown) dengan melakukan identifikasi terlebih dahulu. Dengan kata lain Total Productive
Maintenance sering didefinisikan sebagai productive maintenance yang
dilaksanakan oleh seluruh pegawai, didasarkan pada prinsip bahwa peningkatan kemampuan peralatan harus melibatkan setiap orang di dalam organisasi, dari lapisan bawah sampai manajemen puncak.
2.4.1 Defenisi Total Productive Maintenance (TPM)
TPM sesuai dengan namanya terdiri atas tiga buah suku kata, yaitu :
a. Total
Hal yang mengindikasikan bahwa TPM mempertimbangkan berbagai aspek dan melibatkan seluruh personil yang ada, mulai tingkatan atas hingga jajaran yang bawah.
b. Productive
Menitik beratkan pada segala usaha untuk mencoba melakukan pemeliharaan dengan kondisi produksi tetap berjalan dan meminimalkan masalah – masalah yang terjadi diproduksi saat pemeliharaan dilakukan.
c. Maintenance
Berarti memelihara dan menjaga peralatan secara mandiri yang dilakukan oleh operator produksi agar kondisi peralatan tetap bagus dan terpelihara
dengan jalan membersihkannya, melakukan pelumasan dan
memperhatikannya. TPM merupakan bentuk kerjasama yang baik antara bagian pemeliharaan dan produksi dalam organisasi untuk meningkatkan kualitas produk, mengurangi pemborosan (Waste), Mengurangi biaya
26
manufaktur, meningkatkan ketersediaan (Availability) peralatan, serta meningkatkan kondisi pemeliharaan perusahaan (Nakajima, 1998).
Blancard (1997) mengatakan bahwa TPM adalah sebuah pendekatan daur hidup (life-cycle) yang terintegrasi dengan pemeliharaan pabrik. TPM dapat dimanfaatkan dengan efektif oleh organisasi untuk mengembangkan keterlibatan pekerja pada setiap langkah proses manufaktur dan pemeliharaan fasilitas untuk lebih mengefektifkan aliran produksi (production flow), meningkatkan kualitas produk dan mengurangi biaya operasi. Keterlibatan pekerja secara total, pemeliharaan mandiri (autonomous maintenance) oleh operator, aktivitas-aktivitas kelompok kecil untuk meningkatkan kehandalan (reliability), kemudahan untuk dipelihara (maintainability), produktivitas peralatan serta perbaikan berkesinambungan (kaizen) merupakan prinsip-prinsip yang tercakup dalam TPM.
Kata total dalam total productive maintenance mempunyai tiga pengertian yang dikaitkan pada tiga hal penting dari TPM :
1. Total Effectiveness, menunjukkan bahwa TPM bertujuan untuk efisiensi ekonomi - efektifitas dari peralatan/mesin secara keseluruhan- dan mencapai keuntungan.
2. Total Participation, semua orang ikut terlibat, bertanggung jawab dan menjaga semua fasilitas yang ada dalam pelaksanaan TPM (dari operator sampai top management).
3. Total Maintenance System, pelaksanaan perawatan dan peningkatan efektifitas dari fasiitas dan kesatuan operasi produksi. Meliputi
maintenance prevention, maintainability improvement, dan preventive maintenance (Blancard, 1997).
2.4.2 Tujuan Total Productive Maintenance (TPM)
Tujuan TPM adalah mempertinggi efektivitas peralatan dan memaksimumkan keluaran peralatan produksi, kualitas, biaya, penyerahan, keselamatan dan moral dengan berusaha mempertahankan dan memelihara kondisi optimal
27
dengan maksud untuk menghindari kerusakan mesin, kerugian kecepatan, kerusakan barang dalam proses. Semua efesiensi termasuk efesiensi ekonomis dicapai dengan meminimalisasi biaya pemeliharaan, memelihara kondisi peralatan yang optimal selama umur pakainya atau dengan kata lain, meminimalisasi biaya daur hidup peralatan.
Sasaran TPM adalah Zero ABCD, yaitu antara lain :
1. Accident, yang artinya dengan penerapan TPM yang baik maka diharapkan dapat meminimalisasi adanya kecelakaan kerja.
2. Breakdown, artinya TPM mempunyai sasaran agar tidak terjadi adanya kerusakan (breakdown), sebab dengan adanya breakdown dapat mengganggu aktivitas proses produksi.
3. Crisis, yaitu TPM bertujuan untuk mengurangi semua krisis yang terjadi yang jelas-jelas sangat merugikan perusahaan.
4. Defect, artinya TPM juga mempunyai sasaran untuk mengurangi atau bahkan menghilangkan segala cacat produk yang terjadi sehingga produk yang dinikmati oleh konsumen sangat terjamin kualitasnya (Nakajima, 1988).
2.4.3 Performance Maintenance
Performance maintenance terdiri dari 3 bagian (Kostas, 1981).
1. Reliability adalah kemungkinan (probabilitas) dimana peralatan dapat
beroperasi dibawah keadaan normal dengan baik. Mean Time Between
Failure (MTBF) adalah rata – rata waktu suatu mesin dapat dioperasikan
sebelum terjadinya kerusakan. MTBF ini dirumuskan sebagai hasil bagi dari total waktu pengoperasian (total operation time) mesin dibagi dengan jumlah kegagalan (frekuensi breakdown) pengoperasian mesin karena breakdown. Dalam analisa keandalan waktu kerusakan mesin ditentukan dengan konsep probabilitas yang menggunakan pendekatan beberapa bentuk distribusi statistik yang sesuai. Dengan diketahuinya parameter-parameter distribusi
28
waktu antara kerusakan Mean Time between Failure (MTBF) maka diketahui rata-rata waktu operasi mesin keandalan dan laju kerusakan mesin. Selain itu, dalam pemeliharaan juga harus diperhitungkan aspek biayanya. Data biaya tenaga kerja, biaya penggantian komponen dan pelumasan mesin serta keuntungan yang hilang digunakan untuk menghitung biaya pemeliharaan (MC) Maintenance Cost dan biaya kerusakan (Failure Cost). Dari nilai keandalan mesin serta biaya pemeliharaan dan biaya kerusakan dapat dicari nilai optimalnya untuk menentukan interval perawatan mesin yang meminimalkan total biaya dengan nilai keandalan mesin yang maksimal. (Menurut Djunaidi 2009) dalam penelitian sebelumnya dimana nilai
Reliability adalah berada diantara 0 dan 1 atau Reliability ini tidak pernah
mencapai 100 % (tidak ada /pernah terjadi kegagalan /kerusakan). Dimana tingkat/derajat kerusakan yang terjadi akan berubah-ubah.
Hasil perhitungannya dapat dilihat pada table 1 dibawah ini :
𝑀𝑇𝐵𝐹 =𝐹𝑟𝑒𝑘𝑢𝑒𝑛𝑠𝑖 𝐵𝑟𝑒𝑎𝑘𝑑𝑜𝑤𝑛𝑇𝑜𝑡𝑎𝑙 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑜𝑛 𝑇𝑖𝑚𝑒 ...(1)
2. Maintainability adalah suatu usaha dan biaya untuk melakukan perawatan (pemeliharaan). Dimana MTTR merupakan indikator kemampuan (skill) dari operator maintenance mesin dalam menangani atau mengatasi setiap masalah kerusakan. Tingginya MTTR mengindikasikan rendahnya
maintainability dengan rumus total waktu kerusakan dibagi jumlah
kerusakan. Dimana Breakdown Time adalah termasuk waktu menunggu untuk repair, waktu yang terbuang untuk melakukan repair, waktu yang terbuang untuk melakukan pengetesan dan mendapatkan peralatan yang siap untuk mulai beroperasi.
(Menurut Djunaidi, 2009) Sebuah mesin dikatakan memiliki tingkat
maintainability yang tinggi jika mesin tersebut mudah diperbaiki dan tidak
memakan waktu yang lama. Sebaliknya jika maintainability mesin tersebut rendah maka mesin lebih sulit untuk diperbaiki dan memakan waktu lebih
29
lama. Jadi kemampupeliharaan/ kemudahan perawatan berkaitan dengan waktu non-produktif (down time), dan sangat dipengaruhi oleh ketersdiaan suku cadang dan desain mesinnya dan teknologi yang digunakan.
Adapun pengukuran dari maintainability dengan rumus Mean Time To Repair
(MTTR) waktu lama perbaikan/menunggu (breakdown time) mesin dibagi
dengan jumlah kegagalan (frekuensi breakdown) pengoperasian mesin karena
breakdown.
𝑀𝑇𝑇𝑅 =𝐹𝑟𝑒𝑘𝑢𝑒𝑛𝑠𝑖 𝐵𝑟𝑒𝑎𝑘𝑑𝑜𝑤𝑛𝐵𝑟𝑒𝑎𝑘𝑑𝑜𝑤𝑛 𝑇𝑖𝑚𝑒 ...(2)
3. Availability adalah proporsi dari waktu peralatan/mesin yangsebenarnya
tersedia untuk melakukan suatu pekerjaan dengan waktu yang ditargetkan seharusnya tersedia untuk melakukan suatu pekerjaan. Dengan kata lain
Availability diukur dari total waktu dimana peralatan dioperasikan setelah
dikurangi waktu kerusakan alata dan waktu persiapan dan penyesuain mesin yang juga mengindikasikan rasio aktual antara Operating Time terhadap waktu operasi tersedia (Planned Time Available atau Loading
Time). Waktu pembebanan mesin dipisahkan dari waktu produksi secara
teoritis serta waktu kerusakan dan perbaikan yang direncanakan. Tujuan batasan ini adalah memotivasi untuk mengurangi Planned Dowtime melalui peningkatan efesinsi penyesuaian alat serta waktu untuk aktivitas perawatan yang sudah direncanakan.
(Menurut Djunaidi, 2009) Jika semakin besar nilai availability menunjukkan semakin tinggi kemampuan komponen tersebut, atau dapat dikatakan semakin nilai availability mendekati satu, maka semakin baik keadaan komponen tersebut untuk dapat beroperasi sesuai fungsinya.
Availability adalah ratio untuk melihat line stop ditinjau dari aspek breakdown saja. Satu pengukuran dari availability (A) adalah :
30
2.4.4 Autonomous Maintenance ( Pemeliharaan Mandiri)
Autonomous maintenance merupakan elemen yang terpenting dalam total productive maintenance yang menjelaskan bagaimana sebuah operator tidak
hanya menjalankan kegiatan produksi, tetapi juga dilibatkan dalam kegiatan perawatan sederhana, dengan demikian gejala kerusakan dapat dideteksi sedini mungkin, sehingga kerusakan dapat dicegah secara total. Ide utama dari pemeliharaan mandiri adalah menugaskan operator untuk melakukan bebrapa tugas pemeliharaan rutin (routine maintenance). Tugas tersebut antara lain pembersihan rutin setiap harinya, melakukan pemeriksaan terhadap peralatan, mengencangkan komponen peralatan, dan melumasi sesuai kebutuhan peralatan. Kerena operator merupakan sosok yang paling dekat dengan peralatan yang mereka gunakan, maka mereka akan dapat dengan cepat untuk mendeteksi setiap terjadinya kelainan pada alat tersebut. Penerapan pemeliharaan mandiri sering sekali termasuk didalamnya adalah pengawasan secaravisual. Pengawasan visual merupakan salah satu cara untuk mempermudah operator melakukan pemeliharaan dengan cara memberi tanda ataupun petunjuk pada peralatan, disertai dengan indikator yang membandingkan kondisi alat normal dengan kondisi alat yang tidak normal. Contohnya adalah permukaan gauge diberiakan warna untuk menunjukkan rentang kondisi normalnya, jarum penunjuk pelumasan diberi warna agar pelumas yang diberikan sesuai dengan kapasitas dan jenis yang benar, dan sebagainya. Semua pemerikasaan ini didokementasikan dalam bentuk
checklist yang sederhana termasuk denah kerja dan rute pemeriksaannya. Operator juga diharapkan memberikan informasi harian berupa data
kesehatan peralatan seperti downtime, kualitas produk serta segala jenis pemeliharaan yang dilakukan.
Autonomous maintenance memiliki 7 langkah untuk meningkatkan
produktivitas adalah sebagai berikut:
1. Membersihkan dan memeriksa (clean and ispect) 2. Membuat standar pembersihan dan pelumasan
31
3. Menghilangkan sumber masalah dan area yang tidak terjangkau 4. Melaksanakan pemeliharaan mandiri
5. Melaksanakan pemeliharaan menyeluruh 6. Pemeliharaan mandiri secara penuh
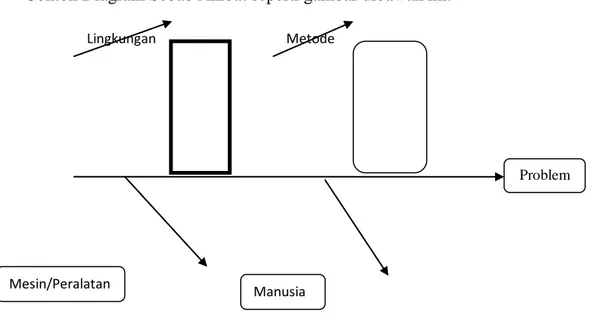
7. Pengorganisasian dan kerapian (Couder, 1998). 2.5 Diagram Sebab Akibat (Ishikawa)
Diagram sebab akibat dikembangkan oleh Dr. Kaoru Ishikawa pada tahun 1943, sehingga sering disebut dengan diagram ishikawa. Diagram sebab akibat menggambarkan garis dan simbol-simbol yang menunjukkan hubungan antara akibat dan penyebab suatu masalah untuk selanjutnya diambil tindakan perbaikan. Dari akibat tersebut kemudian dicari beberapa kemungkinan penyebabnya. Penyebab masalah ini pun berasal dari berbagai sumber misalnya, metode kerja, bahan, pengukuran, karyawan, lingkungan dan seterusnya. Dari sumber-sumber penyebab diatas dapat diturunkan menjadi beberapa sumber yang lebih kecil dan mendetai, misalnya dari metode kerja dapat diturunkan pelatihan, pengetahuan kemampuan, krakteristik fisik dan sebagainya. Untuk mencari berbagai penyebab tersebut dapat digunakan dari seluruh personil yang terlibat dalam proses yang sedang dianalisa.
Contoh Diagram Sebab Akibat seperti gambar dibawah ini:
Gambar 2.6 Diagram Sebab Akibat
Lingkungan Metode
Problem
Manusia Mesin/Peralatan
32
Dari gambar diatas seperti nampak tulang ikan sehingga sering disebut dengan Diagram Tulang Ikan (Fishbone Diagram). Manfaat diagram sebab akibat antara lain:
1. Dapat menggunakan kondisi yang sesunggunya untuk tujuan perbaikan kualitas produk atau jasa, lebih efesien dalam mengunakan sumber daya dapat mengurangi biaya.
2. Dapat mengurangi dan menghilangkan kondisi yang menyebabkan ketidaksesuaian produk atau jasadan keluhan pelanggan.
3. Dapat membuat suatu standarisasi operasi yang ada maupun yang direncanakan.
4. Dapat memberikan pendidikan dan pelatihan bagi karyawan dalam kegiatan pembuatan keputusan dan melakukan tindakan perbaikan.
Selain digunakan untuk mencari penyebab utama suatu masalah. Diagram sebab akibat juga dapat digunakan untuk mencari penyebab minor yang merupakan bagian dari penyebab utamanya. Penerapan diagram sebab akibat lain misalnya dalam menghitung banyaknya penyebab kesalahan yang mengakibatkan terjadinya suatu masalah, menganalisa penyebaran pada masing-masing penyebab masalah, dan menganlisa proses. Untuk menghitung penyebab kesalahan dilakukan dengan mencari akibat terbesar dari suatu masalah (Nakajima, 1998).
2.6 Data Kualitatif dan Kuantitatif 2.6.1 Data Kualitatif
Data yang diyatakan dalam bentuk kata-kata atau bukan dalam bentuk angka. Data ini biasa nya menjelaskan karakteristik atau sifat. Sebagai contoh: kondisi barang (jelek, sedang, bagus), pekerjaan (petani, pengusaha, pedagang), tingkat kepuasan (tidak puas, puas, sangat puas), dll. Data kualitatif terdiri dari data nominal dan ordinal.
33 2.6.2 Data Kuantitatif
Data yang dinyatakan dalam bentuk angka. Merupakan hasil perhitungan dan pengukuran. Data kuantitatif terdiri dari data interval dan rasio.
2.6.3 Perbedaan Metode Kualitatif Dan Kuantitatif a. Berdasarkan jenis data
Metode kualitatif jenis datanya adalah data kualitatif sedangkan metode kuantitatif jenis datanya adalah data kuantitatif. Data (yang bersifat) kualitatif merupakan data yang dihasilkan dari carapandang yang menekankan pada ciri-ciri, sifat dan „mutu‟ objek (subjek) yang bersangkutan. Berbeda dari data kuantitatif yang bersifat numerik, data kualitatif bersifat non-numerik (kata-kata deskriptif).
b. Berdasarkan tujuan
Penelitian kualitatif untuk melakukan penafsiran terhadap fenomena sosial. Tujuan penelitian kuantitatif.
c. Berdasarkan objek penelitian.
Metode kualitatif lebih berfokus pada suatu objek penelitian saja sedangkan metode kauntitatif bisa lebih dari satu objek penelitian.
d. Berdasarkan instrument yang digunakan
Pada metode kuantitatif instrument penelitian yang biasa digunakan adalah angket, kuesioner, atau instrument yang lain. Namun pada metode kulitatif instrument yang digunakan adalah peneliti itu sendiri artinya peneliti sendirilah yang terjun kedalam penelitian agar bisa melihat dan merasakan fakta yang sebenarnya.
e. Berdasarkan orientasi
Penelitian kualitatif lebih berorientasi pada proses penelitian sedangkan penelitian kuantitatif lebih berorientasi pada hasil penelitian.
34 f. Berdasarkan Proses
Metode kuantitatif menggunakan proses dedukatif-indukatif. Sedangkan metode kualitatif adalah indukatif.
g. Berdasarkan sifat realitas
Dalam metode kuantitatif yang berlandaskan pada filsafat positivisme, realitas dipandang sebagai suatu yang kongkrit, dapat diamati dengan panca indera, dapat dikategorikan menurut jenis, bentuk,warna dan perilaku, tidak berubah, dapat diukur dan diverifikasi. Dengan demikian dalam metode ini, peneliti dapat menentukan hanya beberapa variabel saja dari objek yang diteliti, dan kemudian dapat membuat instrument untuk mengukurnya. Dalam penelitian kualitatif yang berlandaskan pada filsafat positivisme atau pradigma interpretive, suatu realitas atau objek tidak dapat dilihat secara parsial dan dipecah kedalam variabel.
h. Berdasarkan hubungan variabel
Pada metode kualitatif hubungan antara variabel adalah timbal balik atau interaksi. Pada metode kuantitatif lebih kepada sebab akibat.
i. Berdasarkan penggunaan
Metode kuantitatif digunakan apabila:
1. Bila masalah yang merupakan titik tolak penelitian sudah jelas.
2. Bila peneliti ingin mendapatkan informasi yang luas dari suatu populasi. 3. Bila ingin diketahui pengaruh perlakuan/treatment tertentu terhadap yang lain.
4. Bila peneliti bermaksud menguji hipotesis penelitian.
5. Bila peneliti ingin mendapatkan data yang akurat, berdasarkan fenomena yang empiris dan dapat diukur.
6. Bila ingin menguji terhadap adanya keragu-raguan validasi pengetahuan, teori dan produk tertentu.
35 Metode kualitatif digunakan apabila: 1. Bila masalah penelitian belum jelas.
2. Untuk memahami makna dibalik data yang tampak. 3. Untuk memahami interaksi sosial.
4. Memahami perasaan orang. 5. Untuk mengembangkan teori. 6. Untuk memastikan kebenaran data. 7. Meneliti sejarah perkembangan.
2.6.4 Persamaan Metode Kualitatif Dan Kuantitatif
a. Merupakan sebuah metode yang digunakan dalam penelitian guna memecahkan sebuah masalah
b. Memiliki objek dan subjek c. Memiliki variabel
d. Menerapkan metode pengumpulan data yang sistematis dan terbuka hingga bisa dinilai pihak lain.
e. Melibatkan inferensi (simpulan) detil-detil pengamatan empiris kesuatu kesimpulan umum.
f. Membandingkan data, mencari kesamaan dan perbedaan untuk menemukan pola tertentu pada data.
g. Menggunakan prosedur untuk menghindari kesalahan analisis dan penarikan inferensi (Sugiono, 2007).