BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Wijaya Karya didirikan pada tanggal 11 Maret 1960 berdasarkan keputusan Menteri Pekerjaan Umum dan Tenaga Kerja No. 5 Tahun 1960 dengan nama Perusahaan Bangunan Nagara Widjaja Karya, yang berasal dari Nasionalisasi Perusahaan Pemborong milik Belanda bernama NAAM LOZE
VENNOOTSCHAP TECHNISCHE HANDEL MAATSCHEPPIJ EN
BOUWBEDRIJF VISEN Co atau disingkat NVVISENCo. Sejak diberlakukannya Peraturan Pemerintah No. 64 tanggal 29 Maret 1961 tentang Nasionalisasi Perusahaan-perusahaan Asing, Perusahaan Bangunan Negara Wijaya Karya berubah menjadi Perusahaan Negara Wijaya Karya. Dengan perkembangan perusahaan, maka pemerintah merubah status perusahaan dari Perusahaan Negara Wijaya Karya menjadi Perusahaan Persero Terbatas (PT) Wijaya Karya dalam Akta Notaris No. 110 tanggal 20 Desember 1972.
Pada tanggal 11 Maret 1997 Divisi Produk Beton PT. Wijaya Karya menjadi anak perusahaan dengan nama PT. Wijaya Karya Beton berdasarkan Akta Notaris No. 44. Saat ini PT. Wijaya Karya Beton adalah produsen tiang beton sentrifugal yang terbesar di Indonesia, yang didukung oleh 7 (Tujuh) pabrik yang berlokasi di:
3. Pabrik Produk Beton Bogor, Cileungsi - Jawa Barat. 4. Pabrik produk Beton Majalengka, Jati Wangi - Jabar. 5. Pabrik Produk Beton Boyolali, Mojosongo - Jawa Tengah. 6. Pabrik Produk Beton Pasuruan, Japanan - Jawa Timur. 7. Pabrik Produk Beton Sulawesi Selatan, Ujung Pandang.
PT. Wijaya Karya Beton (PPB Sumut) ini terletak di jalan Medan – Binjai Km 15,5 Desa Sei Semayang Kecamatan Sunggal, Kabupaten Deli Serdang dengan luas area 48.000 M2.
2.2. Ruang Lingkup Bidang Usaha
PT. Wijaya Karya Beton adalah perusahaan anak dari PT. Wijaya Karya yang bergerak di bidang produk beton pracetak yang terbesar di Indonesia. PT. Wijaya Karya Beton (PPB Sumut) didalam menjalankan roda perusahaannya memproduksi jenis beton sebagai berikut:
PC Piles (TI), yaitu produk beton yang berbentuk tiang pancang bulat yang di
gunakan untuk pondasi bangunan dan gedung bertingkat.
PC Piles (TL), yaitu produk beton yang berbentuk tiang listrik yang di
gunakan untuk menyangga kabel/kawat yang di aliri listrik dari pembangkit ke konsumen.
Railway Concrete Products (RY), yaitu produk beton jalan rel yang
merupakan alas besi rel kereta api sehingga besi rel tidak langsung menyentuh tanah.
Retaining Wall Concrete Products (RT), yaitu produk beton untuk dinding
penahan tanah.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
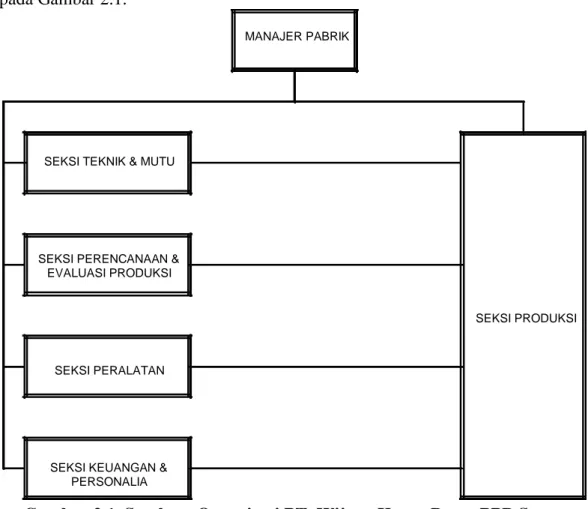
Struktur organisasi yang digunakan PT. Wijaya Karya Beton PPB Sumut adalah struktur organisasi matriks. Pada struktur organisasi ini semua seksi menuju ke unit produksi dimana masing-masing seksi dapat menangani seksi lain. Pabrik Produk Beton Sumatera Utara mempunyai struktur organisasi garis yang dipimpin oleh seorang manajer dan dibantu oleh lima kepala bagian yakni Kepala Teknik dan Mutu, Kepala Seksi Perencanaan dan Evaluasi Produksi, Kepala seksi Peralatan, Kepala Seksi Keuangan dan Personalia serta Kepala Unit Produksi.
Struktur organisasi lini adalah suatu struktur organisasi dimana wewenang dan kebijakan pimpinan atau atasan dilimpahkan pada satuan-satuan organisasi di bawahnya menurut garis vertikal. Sedangkan struktur organisasi fungsional adalah struktur organisasi dimana organisasi diatur berdasarkan pengelompokan aktivitas dan tugas yang sama untuk membentuk unit-unit kerja seperti produksi, operasi, pemasaran, keuangan, personalia, dan sebagainya yang memiliki fungsi yang terspesialisasi. Disebut juga fungsional karena suatu bagian dapat berhubungan dengan anggota maupun kepala bagian secara langsung.
Struktur organisasi bagi suatu perusahaan mempunyai peranan yang penting dalam menentukan dan memperlancar jalannya kinerja perusahaan. Distribusi tugas, wewenang dan tanggung jawab serta keselarasan hubungan satu
bagian dengan bagian yang lain dapat digambarkan dalam suatu struktur organisasi. Struktur organisasi PT. Wijaya Karya Beton PPB Sumut dapat dilihat pada Gambar 2.1.
MANAJER PABRIK
SEKSI TEKNIK & MUTU
SEKSI PERENCANAAN & EVALUASI PRODUKSI
SEKSI PRODUKSI SEKSI PERALATAN
SEKSI KEUANGAN & PERSONALIA
Gambar 2.1. Struktur Organisasi PT. Wijaya Karya Beton PPB Sumut
Sumber: Dokumen PT. Wijaya Karya Beton PPB Sumut
Uraian tugas dan tanggung jawab tiap-tiap jabatan dalam struktur organisasi dapat dilihat pada Lampiran 1.
2.3.2. Jumlah Tenaga Kerja dan Jam Kerja
PT. Wijaya Karya Beton PPB Sumut memiliki tenaga kerja yang terdiri dari tenaga kerja produksi dan penunjang produksi. Tenaga kerja produksi adalah karyawan harian yang ditempatkan pada bagian pengolahan, sedangkan tenaga
kerja penunjang adalah karyawan yang ditempatkan pada bagian kantor. Jumlah tenaga kerja adalah sebanyak 122 orang.
Jam kerja di PT. Wijaya Karya Beton PPB Sumut diatur sebagai berikut: • Jam Kerja Normal
Jam kerja normal diberlakukan untuk para staf dan karyawan kantor PT. Wijaya Karya Beton PPB Sumut yang digunakan delapan jam/hari dengan rincian sebagai berikut:
1. Jam 08.00-12.00 WIB (kerja) 2. Jam 12.00-13.00 WIB (istirahat) 3. Jam 13.00-17.00 WIB (kerja) • Jam Kerja Shift
Jam kerja shif di berlakukan pada bagian produksi, bagian peralatan dan bagian teknik yang terdiri dari dua shift kerja. Adapun pembagian jam kerja tiap shift adalah sebagai berikut :
1. Shift I (pagi) : Jam 08.00 – 12.00
Jam 12.00-13.00 (istirahat)
Jam 13.00-17.00
2. Shift II : Jam 17.00 – 20.00
Jam 20.00-21.00 (istirahat)
Jam 21.00-24.00
• Jam Kerja Lembur
Untuk perhitungan jam kerja lemburnya perusahaan melakukannya sesuai dengan peraturan pemerintah, yaitu:
1. Hari Kerja Biasa
Perhitungan jam kerja lembur perusahaan untuk hari kerja biasa adalah, setiap jam kerja lembur pertama dikali dengan 1,5 jam sedangkan jam kedua dan seterusnya dikali dengan 2.
2. Hari Minggu
Perhitungan jam kerja lembur perusahaan untuk hari minggu setiap jam nya dikali dengan 2 untuk jam pertama dan seterusnya.
3. Hari Besar Keagamaan dan Hari Besar lainnya.
Perhitungan jam kerja lembur pada hari besar keagamaan dan hari besar lainnya, pihak perusahaan mengadakan perhitungan setiap jam pertama dilakukan dengan 3 jam kedua dan seterusnya dikali dengan 4.
2.4. Proses Produksi
Dalam proses produksinya PT. Wijaya Karya Beton PPB Sumut selalu memperhatikan mutu produknya. Pembuatan Tiang Pancang, Tiang Listrik, Bantalan Jalan Rel, Jembatan, dan Penahan Tanah memerlukan pengawasan yang baik, mulai dari pengontrolan mutu bahan baku, bahan tambahan, pengontrolan proses sampai pada pengontrolan setelah menjadi produk jadi. Tujuannya adalah agar produk yang dihasilkan nantinya akan memenuhi standar sesuai dengan yang ditetapkan, sehingga konsumen merasa puas akan hasil produk tiang pancang dan tiang listrik keluaran dari pabrik tersebut.
Proses produksi dimulai dari proses persiapan tulangan (Reinforcement
Preparation), persiapan cetakan beton, pembuatan adukan beton (Concrete Mixing), pembuatan benda uji beton, perakitan tulangan (Reinforcement Assembly), pengecoran adukan beton (Concrete Filling), penutupan cetakan dan
penarikan kawat pratekan (Mould Closing and Prestressing), pemutaran cetakan (Mould Spinning), perawatan uap (Steam Curing), pembukaan cetakan (Mould
Stripping) dan merek WIKA Beton PPB Sumut, perawatan air dan penyelesaian
akhir (Water Curing and Finishing). Selengkapnya mengenai proses produksi dapat dilihat pada blok diagram dan flow process chart.
2.4.1. Standart Mutu Bahan/Produk
Produk bermutu dan memiliki pelayanan yang baik merupakan usaha perusahaan didalam menjual produknya pada konsumen. Keberhasilan perusahaan sangat tergantung dari seberapa jauh perusahaan dapat mengetahui, mengerti dan memahami permintaan pelanggan tersebut. Pengawasan mutu dilakukan terhadap proses produksi yang ditujukan untuk menjaga konsistensi dari mutu produk dengan melakukan pemeriksaan yang selektif terhadap mutu bahan baku yang diterima.
Dalam hal mutu tiang pancang dan tiang listrik telah menentukan spesifikasi teknis. Kriteria yang digunakan untuk memberi batasan pada mutu adalah untuk pasir, koral/split, semen, PC wire, besi beton, besi plat sambung,dan zat additive (Kaomighty, Rheobuild 900 i Degusa, Sicament NN, Glenium,
yang akan dihasilkan. Oleh sebab itu spesifikasi mutu produk sangat menentukan aspek pasar bagi produk itu sendiri.
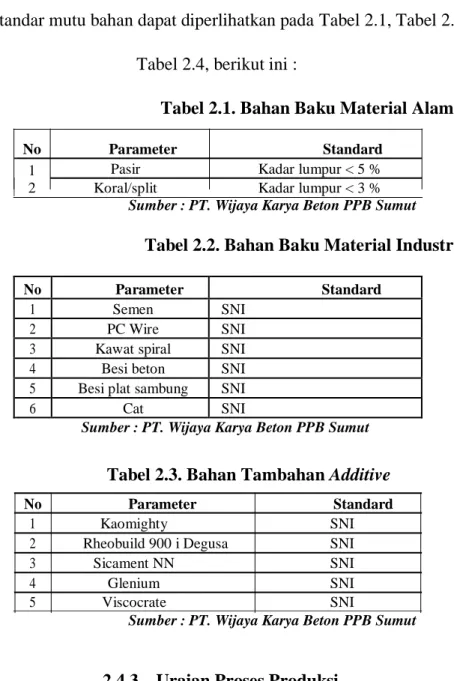
Standar mutu bahan dapat diperlihatkan pada Tabel 2.1, Tabel 2.2, dan Tabel 2.4, berikut ini :
Tabel 2.1. Bahan Baku Material Alam
No Parameter Standard
1 2
Pasir Kadar lumpur < 5 % Koral/split Kadar lumpur < 3 %
Sumber : PT. Wijaya Karya Beton PPB Sumut
Tabel 2.2. Bahan Baku Material Industri
No Parameter Standard
1 Semen SNI
2 PC Wire SNI
3 Kawat spiral SNI
4 Besi beton SNI
5 Besi plat sambung SNI
6 Cat SNI
Sumber : PT. Wijaya Karya Beton PPB Sumut
Tabel 2.3. Bahan Tambahan Additive
No Parameter Standard
1 Kaomighty SNI
2 Rheobuild 900 i Degusa SNI
3 Sicament NN SNI
4 Glenium SNI
5 Viscocrate SNI
Sumber : PT. Wijaya Karya Beton PPB Sumut
2.4.3. Uraian Proses Produksi
Proses produksi adalah metode atau teknik untuk membuat suatu barang atau jasa bertambah nilainya dengan menggunakan sumber tenaga kerja, mesin, bahan baku, bahan penolong dan dana yang ada. Proses produksi pada PT WIKA Beton PPB Sumut dilakukan dalam 5 jalur yaitu:
A. Jalur I dan II melakukan produksi dengan sistem sentrifugal yang menghasilkan produk berupa:
- Tiang pancang - Tiang listrik
B. Jalur III menghasilkan produk berupa bantalan jalan rel
C. Jalur IV dan V melakukan produksi dengan sistem pracetak yang menghasilkan produk berupa:
- Balok jembatan - Sheet file.
Proses pembuatan produk pada PT. Wijaya Karya Beton PPB Sumut terdiri dari beberapa tahap yaitu :
1. Proses persiapan tulang (Reinforcement Preparation),
Adapun material yang akan dirakit dicetakan terlebih dahulu dipersiapkan di
workshop tulangan dengan proses sebagai berikut :
a. Pengujian PC Wire
b. Pemotongan PC Wire (cutting) c. Pengheadingan
Pengheadingan ini adalah merupakan pembentukan ujung PC Wire yang telah dipotong sesuai dengan ukuran yang diinginkan menjadi bulat (berkepala) agar pada saat di stressing tidak lolos atau tersangkut pada plat sambung. PC Wire dimasukkan ke lubang pengarah pada mesin heading lalu mesin di opersikan dengan menekan pedal mesin.
e. Spiral digunakan sebagai tulangan dengan melilitkannya pada tulangan prategangnya. Kawat spiral dipasang pada mesin penggulung.
f. Pembuatan plat sambung
Plat sambung yang telah dipasang keranjang dan secara manual plat sambung dipasang pada kepala PC wire, diameter dari plat sambung itu sendiri disesuaikan dengan diameter produk yang akan dibuat.
2. Persiapan Cetakan Beton
Cetakan di atas trolly dibawa ke bagian tulangan dan diangkut dengan hoist ke trostel tulangan. Terlebih dahulu cetakan dibersihkan dari kotoran/sisa adukan beton yang masih melekat dengan kape dan kuas pembersih, lalu pada permukaan cetakan atau mal dioleskan dengan minyak cetak secara tipis dan merata.
3. Pembuatan Adukan Beton (Concrete Mixing)
Bahan yang digunakan untuk campuran beton ini adalah pasir, koral/split, semen, air dan zat additive (Kaomighty). Bahan baku adonan dimasukkan ke dalam tanki mixer dengan menggunakan bucket material. Pencampuran beton dilakukan dengan menggunakan mesin pengaduk beton (mixer) di batching plant dan mesin pengaduk beton (fan mixer) sehingga diperoleh adukan beton yang merata.
4. Pembuatan Benda Uji Beton
Pengujian mutu beton merupakan aktivitas yang penting dalam pelaksanaan produksi agar produk yang dihasilkan tetap berada dalam standar yang telah ditetapkan. Proses pengujian mutu beton ini dilakukan dengan 2 jenis yaitu :
a. Pengujian kekentalan (Slump Test) b. Pengujian kekuatan
Pengujian kekuatan dimaksudkan untuk memeriksa kuat tekan beton apakah telah sesuai dengan standar, yaitu > 300 kg/cm2.
5. Perakitan Tulang (Reinforcement Assembly)
Pada proses ini dilakukan stressing awal pada PC Wire yang berkisar 50-70 bar, aktivitas ini berfungsi untuk menegangkan PC Wire agar mudah dalam proses pemasangan kawat spiral. Pada proses tulangan ini kemudian dilakukan pemasangan kawat spiral dengan diameter yang bersesuaian dengan type produk. Perakitan tulangan ke dalam cetakan ini dilakukan sesuai dengan tipe produk yang ingin dibuat, kemudian cetakan siap untuk dicor dengan adukan beton. Cetakan yang telah siap untuk dicor dengan adukan beton dipindahkan kebagian pengecoran diatas trolly dengan menggunakan
hoist.
6. Pengecoran Adukan Beton (Concrete Filling)
Setelah dipindah ke atas trolly cor, lalu cetakan dicor dengan adukan beton sesuai dengan standard berat masing-masing tipe yang didistribusikan dengan hopper ke dalam cetakan sambil diratakan keseluruh cetakan sebelum cetakan ditutup.
7. Penutupan cetakan dan Penarikan kawat pratekan (Mould Closing and
Prestressing).
Setelah adonan beton merata, lalu dipasang karet spon dibagian kanan dan kiri cetakan sambil dirapikan. Penutupan cetakan dan bersamaan dengan itu
penutup atas dibawa dengan craine hoist. Setelah penutup atas cetakan tepat menutupi cetakan maka seluruh baut cetakan dikunci dengan menggunakan
Inpect tool. Selanjutnya cetakan dibawa dengan trolly ke bagian pemutaran
(spinning).
8. Pemutaran Cetakan (Mould Spinning)
Pada bagian pemutaran (spinning) telah tersedia roda atau roll pemutar yang akan memutar cetakan. Setelah cetakan dilatakkan diatas roll pemutar maka mesin spinning akan menggerakkan roll. Pemutaran cetakan pada mesin putar (spinning machine) ini bertujuan untuk memadatkan adonan beton di dalam cetakan dengan memanfaatkan gaya sentrifugal yang ditimbulkan oleh mesin putar. Setelah tahapan spinning selesai maka cetakan diangkat dan dibawa kebak perawatan uap dengan menggunakan craine hoist.
9. Perawatan Uap (Steam Curing)
Proses selanjutnya adalah pengeringan dengan menggunakan uap panas yang didistribusikan dari boiler ke bak uap dengan suhu mencapai 600 C - 700 C, pada suhu tersebut dipertahankan kondisinya sekitar 3,5 jam bertujuan mempercepat waktu pengerasan beton. Setelah itu suhu cetakan diturunkan dan selama setengah jam cetakan dibiarkan mengalami proses pendinginan secara alami, selanjutnya cetakan diangkat ke atas trolly dengan menggunakan craine hoist kemudian dibawa kebagian pembukaan cetakan. 10. Pembukaan Cetakan (Mould Stripping).
Setelah cetakan dibawa dengan trolly ke bagian pembukaan cetakan maka seluruh baut pengguna tutup cetakan dilepas dengan menggunakan inpact
tool dan lepaskan klem baut serta baut ruth cetakan dilonggarkan. Cetakan
yang terdiri dari 2 bagian, yaitu bagian atas dan bagian bawah, dibuka bagian atas cetakan dengan craine hoist dan dibawa ke tiang gantungan cetakan untuk dibersihkan dan dioles minyak cetak dan selanjutnya dibawa ke parkir tutup cetakan. Dan saat yang bersamaan pula produk diinspeksi mutunya dan dibuat label pada produk jadi yaitu dengan cat semprot kompresor diberikan merek WIKA tanggal produksi nomor produk dan kode tipe produk. Merek cat yang digunakan yaitu Nippon Paint. Cetakan diangkat dengan craine hoist dengan cara dimiringkan untuk mengeluarkan produk jadi ke atas trolly, kemudian dibawa ke stock yard dengan menggunakan trolly.
11. Perawatan Air dan Penyelesaian Akhir (Water Curing and Finishing).
Dalam penanganan produk jadi yang dilakukan adalah proses penumpukan dan perawatan produk di stock yard. Sebelumnya produk diservice dan diolesi minyak solar pada plat sambung serta pengecekan akhir pada lubang tembus dan permukaan tiang. Produk jadi yang memenuhi standart ditumpuk di stock yard (gudang terbuka). Selanjutnya selama 3 hari dilakukan perawatan air dan hasil cetakan siap untuk didistribusikan