TRAINER PLC
(Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002)
TUGAS AKHIR PEMBUATAN ALAT
Diajukan Kepada Akademi Teknologi Warga Surakarta Guna Memenuhi Sebagian Persyaratan
Untuk Memperoleh Gelar Diploma III
Oleh :
Daniel Christian Adi Utomo 162052
Program Studi Teknik Elektronika Akademi Teknologi Warga Surakarta
September, 2019
TRAINER PLC
(Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002)
Mengesahkan
Direktur AT. Warga Surakarta
Telah disetujui Dosen Pembimbing
Maju Binoto,S.T.,MT NIDN: 0625116801
HALAMAN PERSETUJUAN TRAINER PLC
(Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002)
Dipertahankan di Depan Tim penguji Tugas Akhir
Akademi Teknologi Warga Surakarta Program Studi Teknik Elektronika Untuk Memenuhi Sebagian Persyaratan
Guna Memperoleh Diploma III Pada Hari, Tanggal : 4 Oktober 2019
Ketua Sekretaris
Penguji
karya yang pernah diajukan untuk memperoleh gelar diploma di suatu perguruan tinggi, dan sepanjang pengetahuan saya juga tidak mengandung karya atau
pendapat yang pernah di tulis atau diterbitkan oleh orang lain, kecuali yang secara tertulis diacu dalam naskah ini dan disebutkan dalam daftar pustaka.
Sukoharjo September 2019 Penulis
(Daniel Christian A U)
HALAMAN PERSEMBAHAN
Tugas Akhir ini penulis persembahkan kepada orang – orang yang saya sayangi dan cintai yang telah memberikan dukungan dan bantuan yang tidak ternilai dan hanya bisa berucap banyak terima kasih teruntuk kepada :
Kedua orang tua yang selalu mendukung saya secara moral dan materi.
Kakak-kakak saya yang selalu mendukung saya, yang selalu memberi semangat.
Bapak Maju Binoto, ST,.MT yang penuh sabar dan bijaksana membimbing saya dan selalu ada saat saya membutuhkan.
Dosen dan karyawan yang selalu memberikan semangat, bimbingan dan nasehat sehingga saya menjadi manusia yang lebih baik.
Teman – teman kelas Elektronika A dan B angkatan tahun 2016.
Almamater kebanggaan Akademi Teknologi Warga Surakarta.
vi
PRAKATA
Dengan segenap puji dan rasa syukur kepada hadirat ALLAH SWT atas segala rahmat yang selalu di anugerahkan kepada penulis, atas segala rahmat dan bimbinganNya sehingga penulis dapat menyelesaikan tugas akhir dengan judul
’’(TRAINER PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002))’’
Tugas akhir ini dimaksudkan untuk memenuhi syarat-syarat agar dapat menyelesaikan studi guna memperoleh gelas diploma di Akademi Teknologi Warga Surakarta. Dalam penyusunan tugas akhir ini, penulis mendapatkan bimbingan, pengarahan dan bantuan dari pihak. Untuk ini dengan segala kerendahan hari, penulis mengucapkan terima kasih yang sedalamnya kepada:
1. Bapak Y. Yulianto Kristiawan, ST,.MT selaku Direktur Akademi Teknologi Warga Surakarta.
2. Bapak Ir. Pius Sri Winarno,MT selaku Ketua Program Studi Elektronika Akademi Teknologi Warga Surakarta.
3. Bapak Maju Binoto, ST,.MT selaku pembimbing penulis dan pembuatan alat tugas akhir ini yang telah memberikan bantuan dan bimbingan dalam menyelesaikan tugas akhir ini dengan penuh kesabaran dan penuh
tanggung jawab.
4. Dosen, karyawan, dan tool-man yang selalu memberi bantuan, semangat, dan nasehat selama proses perkuliahan.
5. Kedua orang tua, keluarga, sahabat yang telah mendukung dalam pembuatan tugas akhir ini.
Akhir penulis berharap semoga tugas akhir ini dapat bermanfaat bagi diri penulis pribadi juga para pembaca, serta meningkatkan perkembangan ilmu pengetahuan khususnya dalam bidang elektronika.
Sukoharjo, September 2019 Penulis
vii
DAFTAR ISI
Halaman Judul ... i
Halaman Pengesahan ... ii
Halaman Persetujuan ... iii
Halaman Pernyataan Keaslian ... iv
Halaman Persembahan ... v
Prakata ... vi
Daftar Isi ... vii
Daftar Tabel ... ix
Daftar Gambar ... x
Daftar Lampiran ... xii
Abstrak ... xiii
BAB I PENDAHULUAN ... 1
A. Latar belakang ... 1
B. Batasan Masalah ... 2
C. Rumusan Masalah ... 2
D. Tujuan dan Manfaat ... 3
BAB II LANDASAN TEORI ... 4
A. Tinjauan Pustaka ... 4
B. Dasar Teori ... 4
BAB III METODA PEMBUATAN ALAT ... 30
A. Alat dan Bahan ... 30
B. Diagram Blok ... 31
C. Tempat dan Waktu ... 32
D. Tahapan Pembuatan Alat ... 32
BAB IV HASIL DAN PEMBAHASAN ... 36
A. Hasil Unjuk Kerja ... 36
B. Pengujian Trainer ... 43
BAB V PENUTUP ... 46
A. Simpulan ... 46
B. Saran ... 47
viii
DAFTAR PUSTAKA ... 48 LAMPIRAN ... 49
ix
DAFTAR TABEL
Tabel 4.1 Bagian Output ... 40 Tabel 4.2 Bagian Input ... 40 Tabel 4.3 Hasil Pengujian Alat ... 43
x
DAFTAR GAMBAR
Gambar 2.1 Bentuk PLC OMRON CP1H ... 11
Gambar 2.2 Bentuk PLC OMRON CP1H ... 11
Gambar 2.3 Modul Expansion CP1W TS002 ... 13
Gambar 2.4 Thermocouple ... 14
Gambar 2.5 Grafik Thermocouple ... 15
Gambar 2.6 Motor 3 Phase ... 16
Gambar 2.7 Bagian Motor 3 phase ... 17
Gambar 2.8 Gelombang Arus ... 18
Gambar 2.9 Push Button ... 19
Gambar 2.10 Prinsip Kerja Push Button ... 20
Gambar 2.11 Bentuk MAD11 ... 21
Gambar 2.12 Data Inisialisasi MAD11 ... 23
Gambar 2.13 Bagian MAD11 ... 23
Gambar 2.14 Koneksi Antara PLC dan MAD11 ... 24
Gambar 2.15 Bentuk Fisik Inverter ... 24
Gambar 2.16 Inverter ... 25
Gambar 2.17 Macam-macam Inverter ... 26
Gambar 2.18 Insatalasi Motor ... 27
Gambar 2.19 Bentuk Power Supply ... 28
Gambar 2.10 MCB ... 29
Gambar 3.1 Diagram Blok Trainer PLC ... 29
Gambar 3.2 Desain Kerangka Ukuran ... 30
Gambar 3.3 Bentuk Awal Panel PLC ... 31
Gambar 3.4 Bentuk Awal Panel PLC ... 32
Gambar 3.5 Bentuk Trainer ... 33
Gambar 3.6 Bentuk Trainer Keseluruhan ... 34
Gambar 4.1 Bentuk Fisik Trainer ... 35
Gambar 4.2 Wiring Trainer ... 36
Gambar 4.3 Alamat Input PLC ... 37
Gambar 4.4 Alamat Output 101.00 ... 38
xi
Gambar 4.5 Input Ekspansi TS002 ... 39
Gambar 4.6 Output Ekspansi MAD 11 ... 39
Gambar 4.7 Wiring Inverter ... 40
Gambar 4.8 Memasukkan Kode Rentang ... 41
Gambar 4.9 Baca Input ... 41
Gambar 4.10 Start Stop Coil ... 42
Gambar 4.11 Pembacaan Suhu ... 42
Gambar 4.12 Bentuk Trainer PLC ... 44
Gambar 4.13 Keadaan Work Online ... 44
Gambar 4.14 Pembacaan Suhu ... 45
xii
DAFTAR LAMPIRAN
Lampiran 1 ……….. 50
Lampiran 2 ……….. 51
Lampiran 3 ……….. 52
Lampiran 4 ……….. 53
xiii
ABSTRAK
Salah satu model pengaturan yang banyak digunakan dalam dunia industri adalah dengan menggunakan Programmable Logic Control atau lebih sering dikenal dengan sebutan PLC. PLC adalah sebuah rangkaian input – output yang terintegrasi dalam sebuah modul yang bekerja berdasarkan program yang dibuat.
Alasan yang mendasari penggunaan PLC sebagai alat kendali diantaranya adalah PLC mempunyai fleksibilitas yang tinggi sebagai alat kendali. Program bisa dibuat dan diubah-ubah sesuai dengan selera programmer tanpa memerlukan waktu yang relatif lama dan tanpa harus mematikan mesin yang dikendalikan, instalasinya mudah dan cepat karena sistem pengkabelan yang ringkas dibandingkan jika menggunakan relay, troubleshooting yang mudah dengan fasilitas monitoring dan online editor saat sistem yang dikendalikan sedang berjalan, dan mampu berintegrasi dengan sarana lain dalam pengoperasiannya, misalnya personal komputer, modem, dan alat kendali lainnya. Dalam rangka memberikan gambaran yang nyata dan untuk mendukung proses pembelajaran lebih lanjut mengenai sistem kendali PLC maka perlu dikembangkan sebuah modul penelitian berbasis PLC. Modul yang dibuat harus dirancang sehingga mampu dioperasikan sebagai alat simulasi dari suatu sistem kendali yang berbasis PLC. Berdasarkan tujuan tersebut, modul PLC yang dirancang terdiri dari satu unit PLC sebagai central Processing Unit (CPU), terminal input - output (I/O) sebagai antar-muka (interface) antara PLC dengan sistem yang akan dikendalikan, motor 3 phase. Dengan demikian, modul PLC tersebut juga mampu digunakan untuk mengendalikan semua sistem atau mesin yang berlainan sesuai dengan program PLC yang dibuat. Dengan menggunakan sensor thermocouple sebagai input, MAD11 dan inverter sebagai output yang dapat mengatur kecepatan motor 3 phase sesuai suhu yang dideteksi oleh sensor thermocouple.
Kata kunci: Programmable Logic Controller, Sensor Thermocouple, Ekspansi MAD11, Ekspansi TS002, Inverter.
xiv
ABSTRACT
One of the regulatory models that are widely used in the industrial world is to use Programmable Logic Control or more commonly known as PLC. PLC is a series of input - output integrated in a module that works based on the program created. The reasons underlying the use of PLCs as control devices include that PLCs have high flexibility as control devices. The program can be made and changed according to the programmer's taste without requiring a relatively long time and without having to turn off the machine that is controlled, installation is easy and fast because the cabling system is concise compared to using a relay, easy troubleshooting with monitoring facilities and online editor when the system controlled is running, and able to integrate with other means of operation, such as personal computers, modems, and other control devices. In order to provide a real picture and to support the further learning process about PLC control systems it is necessary to develop a PLC-based research module. Modules must be designed so that they can be operated as a simulation tool from a PLC-based control system. Based on these objectives, the PLC module that is designed consists of one PLC unit as the central Processing Unit (CPU), input - output (I / O) terminal as the interface between the PLC and the system to be controlled, a 3- phase motor. Thus, the PLC module is also able to be used to control all different systems or machines in accordance with the PLC program created. By using a thermocouple sensor as an input, MAD11 and an inverter as an output that can adjust the speed of the 3 phase motor according to the temperature detected by the thermocouple sensor.
Key word: Programmable Logic Controller, Sensor Thermocouple, Ekspansi MAD11, Ekspansi TS002, Inverter.
1 A. Latar Belakang Masalah
Kemajuan teknologi pada saat ini berkembang sangat pesat. Untuk memenuhu segala jenis pekerjaan, berbagai macam teknoligi dikembangkan untuk mempermudah pengguna untuk menggunakan mesin dengan efektif dan efisien waktu untuk menghasilkan produk yang banyak dan cepat.
Khususnya pada bidang kontrol, teknologi-teknologi yang diterapkan berkembang dengan pesat pula, dimana pada saat ini proses dalam sistem kontrol tidak hanya berupa suatu rangkaian kontrol dengan menggunakan peralatan kontrol yang dirangkai srcara listrik.
Hal ini ditujukan dengan adnya perlatan yang semakin canggih baik dilihat dari cara kerja maupun dari fungsi alat tersebut. Apalagi dengan adnya sistem mekatronika dengan perpaduan sistem mekanik dan elektronik.
Untuk penggunaan relay sekarang ini semakin berkureang dan mulai digantikan dengan teknologi yang lebih modern yang disebut dengan Programmable Logic Controller (PLC).
Pembuatan Trainer PLC ini nantinya akan digunakan sebagai media pengaplikasian Kendali Suhu dan Motor 3 Phase. Penggunaan motor 3 phase bisa diaplikasikan dengan pengaturan kecepatan motor adapun kendali suhu bisa menggunakan thermocouple. Sehingga putaran dan arah putaran motor bisa dikendalikan dan dikintrol menyesuaikan suhu yang dideteksi oleh thermocouple. Dilihat dari masalah-masalah yang ada dan keadaan dunia industri mauoun di lingkungan pendidikan sekarang, maka penulis akan mengembangkan dan mengimplementasikan salah satu dari ribuan aplikasi PLC dalam sistem kontrol kedalam Tugas Akhir dengan judul “Trainer PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002)”.
2
B. Batasan Masalah
Pembuatan alat Trainer PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002) perlu diberikan pembatasan masalahnya sehingga dapat efisien mencapai sasarannya. Disamping itu ada keterbatasan sumber daya untuk pembuatan alat ini. Pembatasan masalah yang dimaksudkan adalah sebagai berikut :
1. Kontrol keadaan sistem yang digunakan pada simulator proses kontrol adalah PLC Omron tipe CP1E.
2. Kontrol sistem menggunakan tombol-tombol(saklar).
3. Simulator proses kontrol yang akan dibuat adalah simulasi Kendali Suhu dengan Thermocouple dan Kecepatan motor 3 phase.
4. Saya tidak membahas tentang HMI.
C. Rumusan Masalah
Untuk dapat memberikan kemudahan dan kejelasan permasalahan dalam pembuatan tugas akhir ini maka dirumuskan permasalahan sebagai berikut : 1. Bagaimana alur interfacing antar hardware Trainer PLC (Aplikasi Sistem
Kendali Suhu Dengan Ekspansi MAD11 dan TS002
)?
2. Bagaimana membuat Ladder Diagram Sistem Trainer PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002
)
menggunakan software CX-PROGRAMMER?3. Bagaimana cara kerja dan sistem dari Trainer PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002
) ?
D. Tujuan
Tujuan dirumuskan untuk memberikan arah kegiatan pembuatan alat sehingga dapat dijadikan ukuran tingkat keberhasilannya. Tujuan dirumuskan meliputi tujuan umum pembuatan TA dan tujuan yang spesifik dari pembuatan . Tujuan yang dimaksudkan adalah sebagai berikut:
1. Dapat mengetahui alur interfacing antar hardware sistem kontrol PLC Omron.
2. Dapat membuat Ladder Diagram Sistem Trainer Otomasi PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002
)
menggunakan software CX-PROGRAMMER3. Dapat memahami cara kerja Trainer Otomasi PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002
)
E. Manfaat
Manfaat dari pembuatan alat tugas akhir ini adalah:
1. Sebagai sarana dalam proses belajar mengajar di Akademi Teknologi Warga Surakarta, Khususnya Teknik elektronika karena alat tersebut dapat digunakan sebagai sarana berlatih dan praktikum.
2. Untuk menunjang pustaka dan perkembangan ilmu di dalam pengetahuan dan teknologi PLC (Program Logic Controller).
3. Sebagai sarana berlatih bagi penulis khususnya dalam bidang PLC (Program Logic Controller).
4
BAB II
LANDASAN TEORI
A. Tinjauan Pustaka
Tinjauan pustaka berisi informasi tentang teori dan uraian teori yang menjadi dasar referensi TA (Tugas Akhir), berupa pembahasan hasil-hasil penelitian sebelumnya yang sesuai dengan tujuan yang telah ditetapkan.
1. Reynaldo, Fiky, dan Porman(2015) melakukan penelitian pembuatan simulasi pemanas air dengan metode PLC, yang berjudul “Rancang Bangun Sistem Kontrol Level dan Temperatur Boiler dengan PLC CPIE”. Peneliti mengatakan bahwa akurasi kontrol suhu dengan sensor thermocouple type K mempunyai akurasi 98%.
2. (Huda, 2011) menggunakan PLC dengan tipe OMRON CP1E.
Berdasarkan hal tersebut, maka penulis akan meneliti peranan sensor termokopel sebagai kendali suhu pada system pengisian botol otomatis menggunakan PLC. Dimana pada percobaan ini penulis akan membuat setpoint suhu yang tidak boleh dicapai oleh air dengan cara mengontrol heater yang digunakan untuk memanaskan air.
3. Wendri, Supardi, Suarbawa, & Yuliantini, 2012.Sama halnya dengan sensor pada umumnya yang dapat digunakan sebagai input pada sebuah system kendali, sensor termokopel selain dapat membaca perubahan suhu juga dapat berperan sebagai input analog pada sebuah system kendali. Di dalam dunia industri, penggunaan sensor termokopel sering dijumpai pada sistem yang mengharuskan suhu tertentu mengaktifkan output atau dengan kata lain pada saat parameter suhu dijadikan sebagai input analog.
B. Dasar Teori
Secara historis, sejarah PLC ( programable logic controller) pertama kali dirancang oleh perusahaan General Motor (GM) sekitar tahun 1968 untuk
menggantikan control relay pada proses sekuensial yang dirasakan tidak fleksibel dan berbiaya tinggi. Pada saat itu , hasil rancangan telah benar-benar berbasis komponen solid state dan memiliki fleksibilitas tinggi, hanya secara fungsional masih terbatas pada fungsi-fungsi kontrol relai saja. Seiring perkembangan teknologi solid state ,saat ini PLC telah mengalami perkembangan luar biasa, balk dari ukuran. kepadatan komponen serta dari segi fungsionalnya. Beberapa peningkatan perangkat keras dan perangkat lunak ini di antaranya adalah:
1. Ukuran semakin kecil dan kompak.
2. Jumlah input output yang semakin banyak dan padat.
3. Waktu eksekusi program yang semakin cepat.
4. Pemrograman relatif semakin mudah. Hal ini terkait dengan perangkat lunak pemrograman yang semakin user friendly.
5. Memiliki kemampuan komunikasi dan sistem dokumentasi yang semakin baik.
6. Jenis instruksi/fungsi semakin banyak dan lengkap.
Berdasarkan jumlah input maupun output yang dimiliki, secara umum PLC ( programable logic controller) dapat dibagi menjadi tiga kelompok yaitu:
1. PLC mikro. PLC dapat dikatagorikan mikro jika jumlah input/
output pada PLC ini kurang dari 32 terminal .
2. PLC mini. Katagori ukuran mini ini adalah jika PLC tersebut memiliki jumlah input/output antara 32 sampai 128 terminal.
3. PLC large. PLC ukuran ini dikenal juga dengan PLC tipe rack PLC dapat dikatagorikan sebagai PLC besar jika jumlah input/ output-nya lebih dari 128 terminal.
6
1. Dasar PLC
Pengertian PLC ( programable logic controller) pada dasarnya adalah sebuahPLC (Programmable Logic Controller) ialah rangkaian elektronik berbasis mikroprosesor yang beroperasi secara digital, menggunakan programmable memory untuk menyimpan instruksi yang berorientasi kepada pengguna, untuk melakukan fungsi khusus seperti logika, sequencing, timing, arithmetic, melalui input baik analog maupun discrete / digital, untuk berbagai proses permesinan.PLC memiliki perangkat masukan dan keluaran yang digunakan untuk berhubungan dengan perangkat luar seperti sensor, relai, contactor dll. Bahasa pemrograman yang digunakan untuk mengoperasikan PLC berbeda dengan bahasa pemrograman biasa. Bahasa yang digunakan adalah Ladder, yang hanya berisi input-proses-output. Disebut Ladder, karena bentuk tampilan bahasa pemrogramannya memang seperti tampilan tangga.Berdasarkan namanya konsep PLC adalah sebagai berikut:
1. Programmable, menunjukkan kemampuan dalam hal memori untuk menyimpan program yang telah dibuat yang dengan mudah diubah- ubah fungsi atau kegunaannya.
2. Logic, menunjukkan kemampuan dalam memproses input secara aritmatik dan logic (ALU), yakni melakukan operasi membandingkan, menjumlahkan, mengalikan, membagi, mengurangi, negasi, AND, OR, dan lain sebagainya.
3. Controller, menunjukkan kemampuan dalam mengontrol dan mengatur proses sehingga menghasilkan output yang diinginkan.
PLC ini dirancang untuk menggantikan suatu rangkaian relay sequensial dalam suatu sistem kontrol. Selain dapat diprogram, alat ini juga dapat dikendalikan, dan dioperasikan oleh orang yang tidak memiliki pengetahuan di bidang pengoperasian komputer secara khusus. PLC ini memiliki bahasa pemrograman yang mudah dipahami dan dapat dioperasikan bila program yang telah dibuat dengan menggunakan software
yang sesuai dengan jenis PLC yang digunakan sudah dimasukkan.Alat ini bekerja berdasarkan input-input yang ada dan tergantung dari keadaan pada suatu waktu tertentu yang kemudian akan meng-ON atau meng-OFF kan output-output. 1 menunjukkan bahwa keadaan yang diharapkan terpenuhi sedangkan 0 berarti keadaan yang diharapkan tidak terpenuhi. PLC juga dapat diterapkan untuk pengendalian sistem yang memiliki output banyak.
a. Fungsi dan Kegunaan PLC
Fungsi dan kegunaan PLC ( programable logic controller) adalah sebagai berikut:
1. Sekuensial Control. PLC memproses input sinyal biner menjadi output yang digunakan untuk keperluan pemrosesan teknik secara berurutan (sekuensial), disini PLC menjaga agar semua step atau langkah dalam proses sekuensial berlangsung dalam urutan yang tepat.
2. Monitoring Plant. PLC secara terus menerus memonitor status suatu sistem (misalnya temperatur, tekanan, tingkat ketinggian) dan mengambil tindakan yang diperlukan sehubungan dengan proses yang dikontrol (misalnya nilai sudah melebihi batas) atau menampilkan pesan tersebut pada operator.
Prinsip kerja sebuah PLC adalah menerima sinyal masukan proses yang dikendalikan lalu melakukan serangkaian instruksi logika terhadap sinyal masukan tersebut sesuai dengan program yang tersimpan dalam memori lalu menghasilkan sinyal keluaran untuk mengendalikan actuator atau peralatan lainnya. Karena PLC merupakan peralatan elektronik yang dibangun dari mikroprosesor yang digunkan untuk memonitor keadaan dariperalatan input untuk kemudian di analisa sesuai dengan kebutuhan perencanan ( programmer) untuk mengontrol keadaan output. Maka terdapat sinyal input diberikan kedalam input card.
Ada 2 jenis input card, yaitu : 1. Analog input card.
2. Digital input card.
8
Setiap input mempunyai alamat tertentu sehingga untuk mendeteksinya mikroprosesor memanggil berdasarkan alamatnya.
Banyaknya input yang dapat diproses tergantung jenis PLC- nya. Sinyal output dikluarkan PLC sesuai dengan program yang dibuat oleh pemakai berdasarkan analisa keadan input.
Ada 2 jenis output card, yaitu : 1. analog output card.
2. digital output card.
setiap ouput card mempunyai alamat tertentu dan diproses oleh mikroprosesor menurut alamatnya. Banyaknya output tergantung jenis PLC- nya. Pada PLC juga dipersiapkan internal input dan output untuk proses dalam PLC sesuai dengan kebutuhan program. Dimana internal input dan output ini hanya sebagai flag dalam proses. Di dalam PLC juga dipersiapkan timer yang dapat dibuat dalam konfigurasi on delai , off delai, on timer, off timer dan lain- lain sesuai dengan programnya. Untuk memproses timer tersebut, PLC memanggil berdasarkan alamatnya.
Untuk melaksanakan sebagai kontrol system, PLC ini didukung oleh perangkat lunak yang merupakan bagian peting dari PLC. Program PLC biasanyaterdiri dari 2 jenis yaitu ladder diagram dan instruksi dasar diagram, setiap PLC mempunyai perbedaan dalam penulisan program.
b. Keuntungan dan Kerugian menggunakan PLC
Dengan menggunakan PLC akan memperoleh keuntungan dan kerugian diantaranya adalah sebagai berikut:
1. Keuntungan
a) Fleksibel Pada masa lalu, tiap perangkat elektronik yang berbeda dikendalikan dengan pengendalinya masing-masing. Misal sepuluh mesin membutuhkan sepuluh pengendali, tetapi kini hanya dengan satu PLC kesepuluh mesin tersebut dapat dijalankan dengan programnya masing-masing.
b) Perubahan dan pengkoreksian kesalahan sistem lebih mudah . Bila salah satu sistem akan diubah atau dikoreksi maka pengubahannya hanya dilakukan pada program yang terdapat di komputer, dalam waktu yang relatif singkat, setelah itu didownload ke PLC-nya.
Apabila tidak menggunakan PLC, misalnya relay maka perubahannya dilakukan dengan cara mengubah pengkabelannya. Cara ini tentunya memakan waktu yang lama.
c) Jumlah kontak yang banyak. Jumlah kontak yang dimiliki oleh PLC pada masing-masing coil lebih banyak daripada kontak yang dimiliki oleh sebuah relay.
d) Harganya lebih murah. PLC mampu menyederhanakan banyak pengkabelan dibandingkan dengan sebuah relay. Maka harga dari sebuah PLC lebih murah dibandingkan dengan harga beberapa buah relay yang mampu melakukan pengkabelan dengan jumlah yang sama dengan sebuah PLC. PLC mencakup relay, timers, counters, sequencers, dan berbagai fungsi lainnya.
e) Kecepatan operasi. Kecepatan operasi PLC lebih cepat dibandingkan dengan relay. Kecepatan PLC ditentukan dengan waktu scannya dalam satuan millisecond.
f) Sifatnya tahan uji. Solid state device lebih tahan uji dibandingkan dengan relay dan timers mekanik atau elektrik. PLC merupakan solid state device sehingga bersifat lebih tahan uji.
2. Kerugian:
a) Teknologi yang masih baru. Pengubahan sistem kontrol lama yang menggunakan ladder atau relay ke konsep komputer PLC merupakan hal yang sulit bagi sebagian orang
b) Buruk untuk aplikasi program yang tetap. Beberapa aplikasi merupakan aplikasi dengan satu fungsi. Sedangkan PLC dapat mencakup beberapa fungsi sekaligus. Pada aplikasi dengan satu fungsi jarang sekali dilakukan perubahan bahkan tidak sama sekali, sehingga
10
penggunaan PLC pada aplikasi dengan satu fungsi akan memboroskan (biaya).
c) Pertimbangan lingkungan. Dalam suatu pemrosesan, lingkungan mungkin mengalami pemanasan yang tinggi, vibrasi yang kontak langsung dengan alat-alat elektronik di dalam PLC dan hal ini bila terjadi terus menerus, mengganggu kinerja PLC sehingga tidak berfungsi optimal..
c. Konfigurasi System PLC
Dalam system PLC ( programable logic controller), terdapat4 (Empat) komponen utama yang menyusun suatu PLC. Semua komponen tersebut harus ada untuk dapat menjalankan suatu PLC secara normal.
Komponen utama tersebut adalah:
1. Power Supply Unit. Unit ini berfungsi untuk memberikan sumber daya pada PLC modul ini sudah berupa Switching Power Supply.
2. CPU ( Central Processing Unit ). PLCUnit ini merupakan otak dari PLC disinalah program akan diolah sehingga system control yang telah kita design bekerja seperti yang kita inginkan.CPU PLC omron sangat bervariasi macamnya tergantung pada masing masing tipe PLC – Nya.
3. Input/Output modul untuk merubah sinyal listrik yang datang dari peralatan luar menjadi besaran tegangan dengan level rendah dan kemudian diproses oleh CPU yang menjadi bentuk sinyal dengan level- level tertentu untuk mengontrol peralatan-peralatan output.
4. Programmer/monitor digunakan untuk memasukkan program ke dalam PLC dan dapat memonitori program hingga proses kerja yang dilakukan PLC.
Unit PLC dibuat dalam banyak model dan type. Pemilihan suatu type PLC harus dipertimbangkan, dan hal yang dibedakan sebagai berikut:
1. Jenis catu daya.
2. Jumlah Terminal input/output.
3. Tipe rangkaian Output.
Berikut ini adalah spesifikasi dan bentuk fisik dari PLC OMRON:
Gambar 2.1 Bentuk fisik PLC OMRON CP1H-X40DT-D.
Sumber: https://www.factoryautmation.com/uploadpic/CP1H.jpg 1. Jenis catu daya: Tegangan 1 fasa 220 VAC
2. Jumlah Terminal input/output: -Input : 24 Terminal -Output : 16 Terminal
Dibawah ini adalah bagian-bagian yang ada pada PLC CP1H :
Gambar 2.2 Bentuk fisik PLC OMRON CP1H-X40DT-D.
Sumber: https://www.factoryautmation.com/uploadpic/CP1H.jpg d. Dasar Pemrograman PLC.
Pada dasarnya PLC tidak dapat melakukan apa-apa tanpa adanya program di dalam memori proses. Program PLC dimasukkan ke dalam
12
memori dengan menggunakan peralatan pemrograman PLC yang sesuai, Peralatan pemrograman PLC itu diantaranya:
1. Hand-held unit.
2. Terminal Video.
3. Personal Computer (PC).
e. Bahasa Pemrograman.
PLC memiliki banyak bahasa pemrograman. Sedangkan bahasa yang sering digunakan adalah dengan menggunakan ladder.
Diagram Ladder. Terdiri dari garis vertikal yang disebut garis bar.
Instruksi yang dinyatakan dengan simbol digambarkan dan disusun sepanjang garis horizontal yang dimulai dari kiri ke kanan dan dari atas ke bawah. Diagram Ladderdigunakan untuk menggambarkan rangkaian listrik dan dimaksud untuk menunjukkan urutan kejadian, bukan hubungan kabel antar komponen. Pada Diagram Ladder memungkinkan elemen-elemen elektrik dihubungkan sedemikian rupa sehingga keluaran (output) tidak hanya terbatas pada ketergantungan terhadap masukkan (input) tetapi juga terhadap logika. Diagram Laddermemuat beberapa block yang dapat mempresentasikan aliran program dan fungsi seperti:
1.Contact
Contact dapat berupa kontak input (saklar, push button), kontak internal variabel (relay otomatis) , ada 4 macam tipe-tipe kontak yaitu:
a) Kontak NO (Normaly Open) adalah kontak yang terdapat pada Diagram Ladder dimana pada saat keadaan sistem belum bekerja dan kondisi kontak dalam keadaan terbuka.
b) Kontak NC (Normaly Close) adalah kontak yang terdapat pada Diagram Ladder dimana pada saat keadaan sistem belum bekerja dan kondisi kontak akan dalam keadaan tertutup.
c) Kontak rising edge adalah kontak yang terdapat pada Diagram Ladder dimana pada saat keadaan sistem mulai bekerja, kondisi kontak berubah dari logika “0” menjadi logika “1”.
d) Kontak falling edge adalah kontak yang terdapat pada Diagram Ladder dimana pada saat keadaan sistem mulai bekerja, kondisi kontak berubah dari logika “1” mejadi logika “0”.
2. Coil
Coil secara umum menyatakan untuk sebuah output. Ada 4 macam tipe coil yaitu:
a) Coil.
b) Negatif Coil.
c) SET Coil.
d) Reset Coil.
2. Expansion CP-1W TS002
Expansion CP1W TS002 berfungsi sebagai module voltage input dan outputan sensor thermocouple yang dihubungkan langsung dengan PLC CP1H. Jadi keluaran dari sensor modul thermocouple tersebut yang berupa tegangan analog akan terlebih dahulu diolah atau masuk kedalam modul expasion sehingga modul membaca tegangan yang masuk sebagai data dari sensor therocouple.
Gambar 2.3 Bentuk Fisik Modul Expansion CP1W TS002.
3. Sensor Thermocouple.
14
Thermokopel (Thermocouple) adalah jenis sensor suhu yang digunakan untuk mendeteksi atau mengukur suhu melalui dua jenis logam konduktor berbeda yang digabung pada ujungnya sehingga menimbulkan efek “Thermo-electric”. Efek Thermo-electric.Thermokopel merupakan salah satu jenis sensor suhu yang paling popular dan sering digunakan dalam berbagai rangkaian ataupun peralatan listrik dan Elektronika yang berkaitan dengan Suhu (Temperature). Beberapa kelebihan Thermokopel yang membuatnya menjadi popular adalah responnya yang cepat terhadap perubahaan suhu dan juga rentang suhu operasionalnya yang luas yaitu berkisar diantara -200˚C hingga 2000˚C. Selain respon yang cepat dan rentang suhu yang luas, Termokopel juga tahan terhadap goncangan/getaran dan mudah digunakan.
Gambar 2.4 Thermocouple
Sumber: http://www.kalkaheater.com/wp- content/uploads/2015/04/Kalka- heater.jpg Prinsip Kerja Thermocouple
Thermocouple suatu rangkaian yang tersusun dari dua buah logam yang masing-masing mempunyai koefisien muai panjang berbeda yang dihubungkan satu dengan yang lain pada ujung-ujungnya.
Jika pada kedua titik hubung kedua logam tersebut mempunyai perbedaan temperature, maka timbulah beda potensial yang memungkinkan adanya arus listrik di dalamnya.
Thermocouple secara sederhana merupakan perpaduan antara dua logam yang berbeda jenis, yang persambungan (kopel) kedua logam diberikan pengkondisian suhu yang berbeda (panas dan dingin).
Setting alat untuk melakukan kalibrasi termokopel yaitu, misal kita sebut saja logam A dan logam B merupakan bahan logam pada termokopel. Ujung logam A dan B disambung dan ujung-ujung yang lain dihubungkan ke alat ukur listrik dan dimasukkan ke dalam kondisi suhu dingin, dan untuk ujung yang dikopel ditempatkan pada kondisi suhu panas. Jadi, nilai tegangan itu setara dengan suhu yang terukur oleh termometer, sehingga didapatkan nilai tegangan sekian = suhu sekian.
Gambar 2.5 Grafik Thermocouple
Berdasarkan Gambar diatas, ketika kedua persimpangan atau Junction memiliki suhu yang sama, maka beda potensial atau tegangan listrik yang melalui dua persimpangan tersebut adalah “NOL” atau V1
= V2. Akan tetapi, ketika persimpangan yang terhubung dalam rangkaian diberikan suhu panas atau dihubungkan ke obyek pengukuran, maka akan terjadi perbedaan suhu diantara dua persimpangan tersebut yang kemudian menghasilkan tegangan listrik yang nilainya sebanding dengan suhu panas yang diterimanya atau V1 – V2. Tegangan Listrik yang ditimbulkan ini pada umumnya sekitar 1 µV – 70µV pada tiap derajat Celcius.
16
Untuk memahami bagaimana sebuah sambungan logam pada termokopel dapat menimbulkan tegangan listrik kita bisa meninjaunya dari sisi pergerakan atom-atom logam yang digunakan pada termokopel. Suatu logam apabila dipanaskan maka akan mengalami pemuaian, baik memuai panjang maupun memuai lebar (volum). Pemuaian ini diakibatkan oleh pergerakan atom-atom atau elektron dari suhu tinggi menuju ke suhu yang lebih rendah. Pergerakan ini banyak sedikitnya atau cepat lambatnya tergantung pada bahan logam itu sendiri, artinya logam satu dengan logam lainnya memiliki kecepatan muai yang berbeda - beda. Hal ini dapat kita amati pada bimetal (dua keping logam yang dipadu), ketika bimetal ini dipanaskan maka yang tadinya lurus akan membengkok kearah logam yang pemuaiannya lebih lambat. Jadi, pada logam termokopel yang berbeda jenis akan memiliki kecepatan alir elektron yang berbeda pula, hal inilah yang kemudian menyebabkan beda potensial di ujung-ujung logam tersebut, yang mana telah dihubungkan ke alat ukur listrik sehingga timbul tegangan listrik di ujung-ujung logam tersebut.
4. Motor 3 phase
Gambar 2.6 Bentuk Fisik Motor 3 phase
Motor listrik 3 fasa adalah motor yang bekerja dengan memanfaatkan perbedaan fasa pada sumber untuk menimbulkan gaya putar pada bagian rotornya. Perbedaan fasa pada motor 3 phase didapat langsung dari sumber. Hal tersebut yang menjadi pembeda antara motor 1 fasa dengan motor 3 fasa.
Secara umum, motor 3 fasa memiliki dua bagian pokok, yakni stator dan rotor. Bagian tersebut dipisahkan oleh celah udara yang sempit atau yang biasa disebut dengan air gap. Jarak antara stator dan rotor yang terpisah oleh air gap sekitar 0,4 milimeter sampai 4 milimeter.
Terdapat dua tipe motor 3 fasa jika dilihat dari lilitan pada rotornya, yakni rotor belitan (wound rotor) dan rotor sangkar tupai (squirrel-cage rotor).
Motor 3 fasa rotor belitan (wound rotor) adalah tipe motor induksi yang lilitan rotor dan statornya terbuat dari bahan yang sama.
Gambar 2.7 Bagian-Bagian Motor 3 Phase
Sedangkan motor 3 fasa rotor sangkar tupai (squirrel-cage rotor) adalah tipe motor induksi yang konstruksi rotornya tersusun dari beberapa batangan logam yang dimasukkan melewati slot-slot yang ada pada rotor motor, kemudian pada setiap bagiannya disatukan oleh cincin. Akibat dari penyatuan tersebut, terjadi hubungan singkat antara batangan logam dengan batangan logam yang lainnya.
18
Prinsip kerja dari motor listrik 3 fasa ini sebenarnya sangat sederhana.
Bila sumber tegangan 3 fase dialirkan pada kumparan stator, maka akan timbul medan putar dengan kecepatan tertentu. Besarnya kecepatan tersebut dapat diukur menggunakan sebuah rumus Ns = 120 f/P. Dimana Ns adalah kecepatan putar, f adalah frekwensi sumber, dan P adalah kutub motor.
Perlu diketahui bahwa medan putar stator akan memotong batang konduktor yang ada pada rotor, sehingga pada batang konduktor dari rotor akan muncul GGL induksi. GGL akan menghasilkan arus (I) serta gaya (F) pada rotor. Agar GGL induksi timbul, diperlukan perbedaan antara kecepatan medan putar yang ada pada stator (ns) dengan kecepatan berputar yang ada pada rotor (nr).
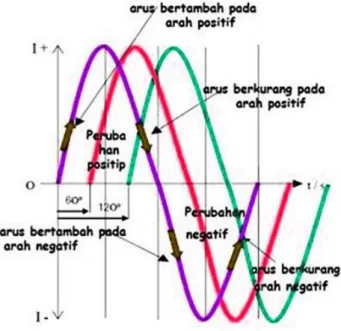
Gambar 2.8 Bentuk Gelombang Arus
Perbedaan kecepatan antara stator dan rotor disebut slip (s) yang dapat dinyatakan dengan rumus s= (ns – nr) / ns. Apabila nr = ns, maka GGL induksi tidak akan timbul, dan arus tidak akan mengalir pada batang konduktor (rotor), dengan demikian tidak dihasilkan kopel. Berdasarkan cara kerja tersebut, motor 3 fasa juga dapat disebut sebagai motor tak serempak atau motor asinkron.
Berikut adalah kelebihan dan kekurangan dari motor listrik 3 fasa:
Kelebihan
Konstruksi motor terbilang sangat kuat dan sederhana
Harga motor relatif murah dengan ketahanan tinggi
Effesiensi relatif tinggi pada saat keadaan normal
Biaya pemeliharaan relatif rendah
Kekurangan
Kecepatan sulit dikontrol
Arus start besar, yakni 5 sampai 7 kali dari arus nominal
Power faktor yang rendah pada beban ringan
5. Push button switch (saklar tombol tekan)
Push button switch (saklar tombol tekan) adalah perangkat / saklar sederhana yang berfungsi untuk menghubungkan atau memutuskan aliran arus listrik dengan sistem kerja tekan unlock (tidak mengunci). Sistem kerja unlock disini berarti saklar akan bekerja sebagai device penghubung atau pemutus aliran arus listrik saat tombol ditekan, dan saat tombol tidak ditekan (dilepas), maka saklar akan kembali pada kondisi normal.
Gambar 2.9 Push button switch.
Sebagai device penghubung atau pemutus, push button switch hanya memiliki 2 kondisi, yaitu On dan Off (1 dan 0). Istilah On dan Off ini menjadi sangat penting karena semua perangkat listrik yang memerlukan sumber energi listrik pasti membutuhkan kondisi On dan Off.Karena sistem kerjanya yang unlock dan langsung berhubungan dengan operator, push
20
button switch menjadi device paling utama yang biasa digunakan untuk memulai dan mengakhiri kerja mesin di industri. Secanggih apapun sebuah mesin bisa dipastikan sistem kerjanya tidak terlepas dari keberadaan sebuah saklar seperti push button switch atau perangkat lain yang sejenis yang bekerja mengatur pengkondisian On dan Off.
Gambar 2.10 Prinsip Kerja Push button switch.
Berdasarkan fungsi kerjanya yang menghubungkan dan memutuskan, push button switch mempunyai 2 tipe kontak yaitu NC (Normally Close) dan NO (Normally Open).
NO (Normally Open), merupakan kontak terminal dimana kondisi normalnya terbuka (aliran arus listrik tidak mengalir). Dan ketika tombol saklar ditekan, kontak yang NO ini akan menjadi menutup (Close) dan mengalirkan atau menghubungkan arus listrik. Kontak NO digunakan sebagai penghubung atau menyalakan sistem circuit (Push Button ON).
NC (Normally Close), merupakan kontak terminal dimana kondisi normalnya tertutup (mengalirkan arus litrik). Dan ketika tombol saklar push button ditekan, kontak NC ini akan menjadi membuka (Open), sehingga memutus aliran arus listrik. Kontak NC digunakan sebagai pemutus atau mematikan sistem circuit (Push Button Off)
6. Expansi MAD 11
Gambar 2.11 Bentuk Fisik MAD11
Tabel 2. 1 Spesifikasi masukan MAD 11
Tabel 2. 2 Spesifikasi keluaran MAD11
22
Setelah diketahui spesifikasi masukan atau keluaran juga hal-hal yang berkaitan dengan instalasi, perlu juga mengetahui alokasi bit Internal Relay (IR). Tabel 2.3. memperlihatkan alokasi Internal Relay (IR) pada MAD11.
15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
s/b x X X x x x x d D d d d d d d
Tabel 2.3 Alokasi IR pada MAD11
Bit 0 s/d 7 : bit data
Bit 8 s/d 14 : bit tidak digunakan
Bit 15 s : sign bit jika 0 tegangan keluaran positif, kalau 1 keluaran negatif.
B : broken wire bit jika 0 tidak ada kerusakan, kalau 1 ada kerusakan.
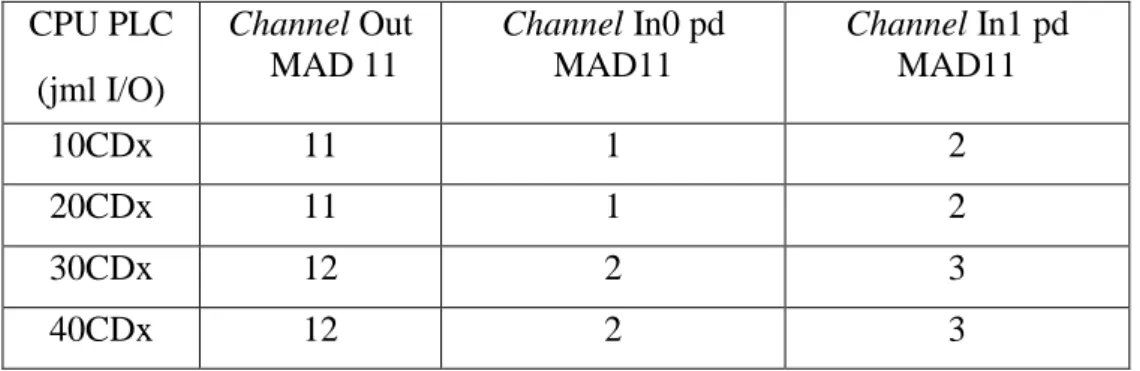
Untuk dapat membaca tegangan masukan, maka pada MAD11 perlu diketahui alokasi channel yang akan digunakan. Set Analog Destination atau Alokasi channel MAD11 yang diberikan tergantung dengan jumlah I/O pada PLC yang digunakan, seperti yang ditunjukkan pada Tabel 2.4.
CPU PLC (jml I/O)
Channel Out MAD 11
Channel In0 pd MAD11
Channel In1 pd MAD11
10CDx 11 1 2
20CDx 11 1 2
30CDx 12 2 3
40CDx 12 2 3
Tabel 2. 4 Alokasi channel MAD 11
Langkah selanjutnya menempatkan MAD 11 tersebut pada range yang dikehendaki. Setting range diberikan saat inisialisasi MAD 11.
Setting range MAD 11 ditunjukkan pada Tabel 2.5.
Tabel 2.5 Setting range MAD11
Gambar 2.12 Format data untuk inisialisasi MAD11 a) Penyambungan MAD11 (modul analog to digital)
Data masukan atau keluaran MAD11 adalah 16 bit yang dihubungkan dengan PLC dan dapat diatur sebagai masukan atau keluaran, tergantung apakah MAD11 difungsikan sebagai pengubah analog ke digital atau sebaliknya. Gambar 2.24. memperlihatkan bagian- bagian MAD11.
Gambar 2.13 Bagian MAD11
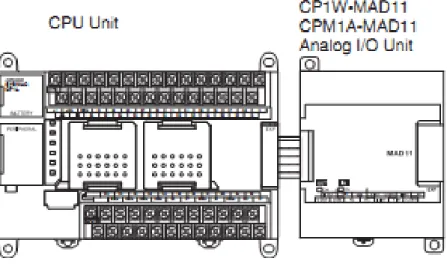
Pada modul MAD 11 seperti gambar 2.22. terdapat expansion I/O connecting cabel yang akan disambungkan ke expansion conector yang ada pada PLC. Seperti gambar 2.23. Expansion I/O conecting cabel
24
berfungsi sebagai sarana untuk mengirim data dari modul MAD ke PLC CP1E untuk diolah.
Gambar 2.14 Koneksi antara PLC dan MAD11
Setiap unit analog I/O CP1W-MAD11 menyediakan 2 input analog dan 1 output analog. Kisaran input analog dapat diatur dari 0-20mA, atau 4sampai 20mA. Masukannya memiliki resolusi 1/6000. Fungsi deteksi sirkuit terbuka dapat digunakan dengan pengaturan 1-5VDC dan 4 sampai 20Ma. Kisaran keluaran analog dapat diatur 1-5VDC, 0 sampai 10 VDC, -10 sampai 10VDC, 0 sampai 20mA, atau 4-20mA. Keluarannya memiliki resolusi 1/6000.
7. Inverter
Gambar 2.15 Bentuk fisik inverter
https://www.gator.co.za/products/senlan-sb150-series/
Inverter / variable frequency drive / variable speed drive merupakan sebuah alat pengatur kecepatan motor dengan mengubah nilai frekuensi dan tegangan yang masuk ke motor. pengaturan nilai frekuensi dan tegangan ini dimaksudkan untuk mendapatkan kecepatan putaran dan torsi motor yang di inginkan atau sesuai dengan kebutuhan. Secara sederhana prinsip dasar inverter untuk dapat mengubah frekuensi menjadi lebih kecil atau lebih besar yaitu dengan mengubah tegangan AC menjadi tegangan DC kemudian dijadikan tegangan AC lagi dengan frekuensi yang berbeda atau dapat diatur.
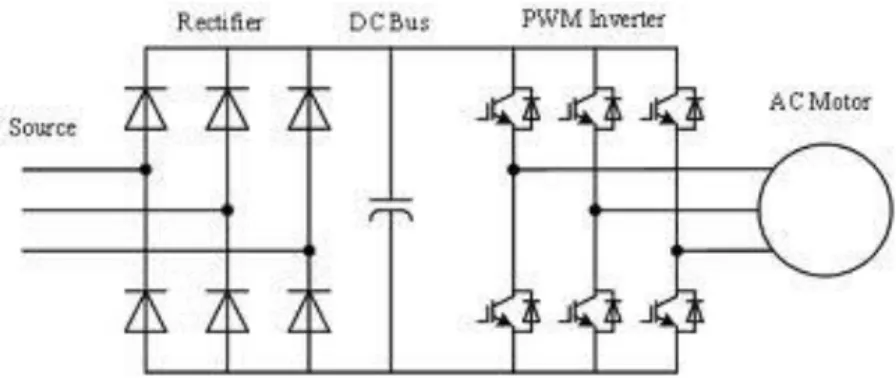
Gambar 2.16 Inverter
http://trikueni-desain-sistem.blogspot.com/2013/09/Prinsip-Dasar-Inverter.html
Untuk mengubah tegangan AC menjadi DC dibutuhkan penyearah (converter AC-DC) dan biasanya menggunakan penyearah tidak terkendali (rectifier dioda) namun juga ada yang menggunakan penyearah terkendali (thyristor rectifier). Setelah tegangan sudah diubah menjadi DC maka diperlukan perbaikan kualitas tegangan DC dengan menggunakan tandon kapasitor sebagai perata tegangan. Kemudian tegangan DC diubah menjadi tegangan AC kembali oleh inverter dengan teknik PWM (Pulse Width Modulation). Dengan teknik PWM ini bisa didapatkan amplitudo dan frekuensi keluaran yang diinginkan. Selain itu teknik PWM juga menghasilkan harmonisa yang jauh lebih kecil dari pada teknik yang lain serta menghasilkan gelombang sinusoidal, dimana kita tahu kalau harmonisa ini akan menimbulkan rugi-rugi pada motor yaitu cepat panas. Maka dari itu teknik PWM inilah yang biasanya dipakai dalam mengubah tegangan DC menjadi AC(Inverter).
26
Memang ada banyak cara untuk mengatur/mengurangi kecepatan motor seperti dengan gear box / reducer. Namun mengatur kecepatan motor dengan inverter akan memperoleh banyak keuntungan yang lebih bila dibandingkan dengan cara-cara yang lain. Seperti : jangkauan yang luas untuk pengaturan kecepatan dan torsi motor, mempunyai akselerasi dan deselerasi yang dapat diatur, mempermudah proses monitoring/pengecekan, sistem proteksi motor yang baik, mengurangi arus starting motor dan menghemat pemakaian energi listrik, memperhalus start awal motor dll.
Terdapat banyak produk inverter (Variable speed drive) di pasaran dengan berbagai vendor, seperti : Mitsubishi, Altivar, Siemen, LG, Omron, Hitachi, Yaskawa, Fuji, dll.
Gambar 2.17 Macam-macam Inverter
http://trikueni-desain-sistem.blogspot.com/2013/09/Prinsip-Dasar-Inverter.html
Pemilihan inverter yang benar tentunya dengan memperhatikan spesifikasi dari motor serta keperluan dalam pemakaian inverter itu sendiri.
seperti dengan memperhatikan daya motor, tegangan motor, frekuensi motor.
contohnya anda memiliki motor 3 phase 3KW, maka anda perlu menggunakan inverter dengan spesifikasi daya diatas 3 kw seperti 3,2 kw atau 3,3 kw dan tentunya tegangan keluaran dari inverter harus sama dengan tegangan motor. sebenarnya anda juga bisa menggunakan inverter dengan daya 3 kw untuk motor 3 kw tapi dengan syarat anda menggunakan motor
tersebut dengan beban yang kecil atau dengan kata lain motor tidak digunakan dengan daya maksimal. Jadi penting untuk mengetahui arus pada motor saat dijalankan dengan beban, untuk settingan ampere pada inverter sebagai proteksi motor, serta untuk menghitung daya beban yang berguna dalam pemilihan inverter. Pemilihan inverter dengan mendekati daya motor akan lebih efisien daripada memilih inverter jauh diatas dari daya motor.
Berikut ini akan saya gambarkan rangkaian kontrol forward reverse motor dengan inverter secara sederhana dengan menggunakan inverter vendor mitsubishi.
Rangkaian motor induksi putar kanan kiri (forward reverse)
Gambar 2.18 Pemasangan inverter pada instalasi motor
Dari gambar diatas bisa dilihat bahwa pengaturan frekuensi inverter dilakukan dengan mode eksternal menggunakan potensiometer. pengaturan frekuensi juga bisa dilakukan tanpa potensio dengan mengganti settingan inverter dengan mode internal. Dari gambar diatas juga bisa dilihat jika sinyal
28
kontrol output SD dihubungkan dengan STF maka motor akan berjalan maju/forward sedangkan jika dihubungkan ke STR maka motor akan berjalan mundur/reverse. Pengaturan kontrol forward reverse ini diatur oleh relay CR1 dan CR2.
8. Power Supply
Gambar 2.19 Bentuk Fisik Power Supply
https://mt.rsdelivers.com/product/schneider-electric/abl2rem24015/schneider- electric-plc-power-supply-24v-35w/7428824
Power Supply adalah perangkat keras yang berfungsi untuk menyuplai tegangan langsung kekomponen dalam casing yang membutuhkan tegangan. Input power supply berupa arus bolak-balik (AC) sehingga power supply harus mengubah tegangan AC menjadi DC (arus searah).
9. MCB
Gambar 2.20 MCB
https://panduanteknisi.com/mengenal-mcb-dan-arti-kodenya.html
MCB adalah kependekan dari miniature circuit breaker atau miniatur pemutus sirkuit. MCB adalah sebuah perangkat elektromekanikal yang dapat melindungi rangkaian listrik dari arus yang berlebihan dengan cara memutuskan arus tersebut secara otomatis saat melewati batas tertentu.
MCB memiliki fungsi memutus arus listrik secara otomatis, untuk melindungi rangkaian listrik ketika arus yang melewati MCB melebihi nilai yang ditentukan. Akan tetapi pada saat kondisi normal, MCB memiliki fungsi sebagai saklar yang dapat menghubungkan dan memutuskan aliran arus listrik secara manual. Pada dasarnya MCB memiliki fungsi yang sama seperti sekering (FUSE), yakni memutus aliran arus listrik rangkaian saat terjadi kelebihan arus akibat hubung singkat (short circuit), atau akibat kelebihan beban (overload). Saat setelah arus listrik sudah normal, MCB dapat dinyalakan kembali, sedangkan sekering (FUSE) tidak.
30
BAB III
METODA PEMBUATAN ALAT
Metode yang digunakan untuk jalur pembuatan alat, tahapanya dimulai dengan menyiapkan bahan dan alat, membuat diagram block/design, tempat dan waktu penelitian, tahap pembuatan, pengujian untuk kerja .
A. Bahan dan Alat
Alat adalah sesuatu yang digunakan untuk membuat sesuatu, berupa benda. Bahan adalah sesuatu yang diperlukan dan merupakan bagian dari suatu yang akan dibuat.
1. Bahan
a) PLC CP1H b) Inverter c) Power supply d) MCB
e) Unit Ekspansi CP1W-MAD11 f) Unit Ekspansi CP1W-TS002 g) Kabel Jumper
h) Push Button
i) Tombol Emergency stop j) Sensor Thermocouple k) Motor 3 phase
l) Lampu indikator m) Kerangka Trainer PLC
2. Alat
a) Obeng + & - b) Tang Potong c) Tang Kupas
d) AVO Meter e) Bor
f) Gerinda g) Solder B. Diagram Blok
Suatu penyataan gambar yang ringkas, dari gabungan sebab dan akibat antara masukkan dan keluaran dari sistem.
Gambar 3.1 Blok Diagram Trainer Otomasi PLC PUSH BUTTON
INPUT SENSOR THERMOCOUPLE
EKSPANSI MAD 11 PLC CP1H
40 I/0
OUTPUT MOTOR 3 PHASE EKSPANSI TS002
INVERTER
32
C. Tempat dan Waktu 1. Pembuatan Alat
Untuk pembuatan alat dikerjakan di Laboratorium Workshop Teknik Elektronika Akademi Teknologi Warga Surakarta.
2. Pengujian Alat
Alat di uji di Laboratorium Workshop Teknik Elektronika Akademi Teknologi Warga Surakarta.
3. Waktu Pembuatan Alat
Alat dibuat mulai tanggal 1 juli 2019 sampai 16 september 2019
D. Tahapan Pembuatan Alat
Pembuatan alat untuk menyelesaikan Tugas Akhir ini diperlukan langkah- langkah yang runtut dan urut agar dapat selesai sesuai dengan tujuannya. Secara umum langkah-langkah pembuatannya dapat dikelompokkan menjadi empat bagian, yaitu: pengumpulan data, survei bahan, pembuatan alat, pengujian.
Pengumpulan Data.
Data yang diperlukan untuk pembuatan Trainer Otomasi PLC ini meliputi : ukuran panel, ukuran plc, push button.
Gambar 3.2 Desain Kerangka Ukuran
*Keterangan:
Panjang 100cm
Lebar 15cm
Tinggi 50cm Survei Bahan.
Dalam pembuatan Tugas Akhir maka dilakukan survei bahan antara lain:
a) Panel Otomasi PLC b) Inverter
c) Catu daya d) Thermocouple e) Motor 3 phasa f) PLC Omron CP1H
g) Unit ekspansi CP1W-MAD11 h) Unit ekspansi CP1W-TS002
Gambar 3.3 Bentuk Awal Panel Otomasi PLC
34
Pembuatan Alat.
Untuk dapat mewujudkan Trainer PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002) yang memenuhi standar kualitas yang diharapkan maka diperlukan serangkaian pembuatan alat.
Gambar 3.4 Bentuk Trainer PLC
Gambar 3.5 Bentuk Trainer PLC Keseluruhan
Gambar 3.6 Bentuk Trainer PLC Keseluruhan
36
BAB IV
HASIL DAN PEMBAHASAN
A. Hasil Unjuk Kerja 1. Cara kerja
Cara kerja Trainer Otomasi PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002) yaitu awal mula suhu yang terbaca oleh sensor thermocouple akan masuk ke unit ekspansi TS002 kemudian diolah oleh PLC dengan output alamat 101.00 untuk menjalankan motor (forward). Kemudian setelah suhu terbaca oleh TS002 yang menjadi acuan output (volt) dari MAD11 menjadi inputan inverter dialamat AI2. Kemudian output U,V,W (inverter) menjalankan motor 3 phasa. Jadi kesimpulannya motor 3 phasa akan berputar sesuai suhu yang terbaca oleh sensor thermocouple, apabila suhu dingin maka kecepatan putaran motor akan pelan dan apabila suhu semakin panas maka motor akan berputar semakin cepat. Dan jika suhu turun maka kecepatan motor juga akan melambat.
Gambar 4.1 Bentuk fisik Trainer otomasi PLC
2. Wiring Trainer PLC
Gambar 4.2 Wiring Trainer
38
Gambar 4.3 Alamat input PLC
Alamat yang digunakan yaitu 0.00 = Start, 0.01=Stop
Gambar 4.4 Alamat output 101.00
Gambar 4.5 Input ekspansi TS002
Gambar 4.6 Output ekspansi MAD11
40
Gambar 4.7 Wiring Inverter
Inputan yang digunakan yaitu 101.00 ke FWD, IOUT MAD11 ke AI2, U V W ke R S T motor 3 phase.
3. Input dan output
a) Bagian input antara lain:
Komponen Alamat Keterangan
PLC 00 Start
PLC 01 Stop
TS002 LOOP + + Thermocouple
TS002 LOOP - - Thermocouple
Tabel 4.1 Bagian Input b) Bagian Output antara lain:
Komponen Alamat Keterangan
PLC 101.00 Fwd Inverter
MAD11 IOUT1 AI2 Inverter
MAD11 COM1 COM Inverter
Tabel 4.2 Bagian Output
4. Ladder diagram
Gambar 4.8 Memasukkan kode rentang
Ketika PLC dinyalakan maka instruksi MOV akan memindahkan/memasukkan kode rentang #8040 ke 102.
Gambar 4.9 Baca Input Ketika T0 aktif maka akan memindahkan D200 ke 102
42
Gambar 4.10 Start Stop dan Coil untuk Inverter
Ketika 0.00 (start) ditekan maka akan mengaktifkan w0.00 dan menjalankan 101.00 (inverter), apabila 0.01 (stop) ditekan maka w0.00 dan 101.00 menjadi off
Gambar 4.11 Pembacaan Suhu
Inisialisasi suhu pada thermocouple dialamatt 2 kemudian disimpan pada D100, kemudian dari D100 dikalikan dengan &30 dan hasilnya disimpan pada D200
B. Pengujian Trainer PLC
Hasil pengujian data suhu=volt
Suhu Output MAD11 Kecepatan Motor
28 ºC 1.8 V 5.3 Rpm
33 ºC 2 V 8.6 Rpm
42 ºC 2.4 V 15.4 Rpm
55 ºC 3 V 22.8 Rpm
60 ºC 3.4 V 27 Rpm
72 ºC 4 V 34 Rpm
82 ºC 4.4 V 41 Rpm
90 ºC 5 V 46 Rpm
100 ºC 5.4 V 50 Rpm
Tabel 4.3 Hasil pengujian alat
Pengujian.
Tahap terakhir pada langkah-langkah pembuatan alat adalah pengujian, dimana tujuannya untuk mengetahui tingkat keberhasilan tujuan pembuatan alat. Jika semua hasil uji sudah sesuai dengan tujuannya maka pembuatan Trainer Otomasi PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002) sukses. Tetapi jika masih ada hal-hal yang belum sesuai dengan tujuannya maka perlu diteliti untuk penyempurnaan.
44
Gambar 4.12 Bentuk Trainer Otomasi Keseluruhan
Gambar 4.13 Keadaan saat work online
Gambar 4.14 Pembacaan suhu normal
46
BAB V PENUTUP
A. Simpulan
Adapun kesimpulan yang telah didapat dalam pembuatan “Trainer PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002)” yaitu :
1. Alur interfacing antar hardware Trainer PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002) yaitu sensor Thermocouple sebagai inputan untuk TS002, kemudian diolah oleh PLC dan output dari MAD11 masuk ke Inverter untuk menjalankan motor 3 phase.
2. Ladder diagram program Trainer PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002) yaitu memasukkan kode rentang #8040 sebagai set output MAD11 kemudian disimpan pada 102. Dan T0 on untuk memindahkan D200 ke 102. Kemudian inisialisasi dialamat 2 (TS002) dan disimpan pada D100 kemudian dikalikan dengan &30 dan disimpan ke D200. Ketika tombol start ditekan maka akan menjalankan w0.00 dan 101.00 untuk fwd motor 3 phase.
3. Cara kerja dari Trainer PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002) yaitu ketika tombol start ditekan maka secara otomatis motor 3 phase akan berputar sesuai dengan suhu yang dideteksi oleh thermocouple, ketika suhu yang dideteksi oleh thermocouple meningkat maka secara otomatis putaran motor 3 phase menjadi lebih cepat, jika suhu turun maka putaran motor 3 phase juga menjadi pelan sesuai suhu yang dideteksi oleh sensor thermocouple
B. Saran
Setelah penulis melakukan pembuatan “Trainer PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002)”, maka penulis dapat mengerti dan memahami ilmu pengetahuan tentang PLC terutama PLC Omron CP1H. Untuk itu penulis memberi saran yang mungkin berguna dan bermanfaat dalam penggunaan alat ini. Penulis juga menyarankan untuk menambahkan tampilan HMI yang dapat digunakan sebagai tampilan suhu.
48
DAFTAR PUSTAKA
Aziz,Muchlis Abdullah. (Trainer PLC (Aplikasi Sistem Kendali Suhu Dengan Ekspansi MAD11 dan TS002). Akademi Teknologi Warga Surakarta, Surakarta, 2015.
Budiyanto; M dan Wijaya; A. Dasar-dasar PLC (Programmable Logic Controller). Yogyakarta : Gava Media, 1997.
https://docplayer.info/44873566-Pengendalian-temperature-pada-plant-sederhana- electric-furnace-berbasis-sensor-thermocouple-dengan-metode-kontrol- pid.html
http://trikueni-desain-sistem.blogspot.com/2013/09/Prinsip-Dasar-Inverter.html https://www.tecnical.cat/PDF/OMRON/PLCs/CPM/CP1W_MAD11.pdf https://www.jirizar.com/images/pdf/Expansion-Unit-CP1W-AD041.pdf Rahmat,Drs. Buku Pegangan Praktek PLC 1 dan PLC 2. Akademi Teknologi
Warga Surakarta. Surakarta, 2014.
Reynaldo, Fiky, dan Porman. Rancang Bangun Sistem Kontrol Level dan Temperatur Boiler dengan PLC CPIE. Jakarta, 2015.
LAMPIRAN
50
Lampiran 1 Desain Trainer
Lampiran 2 Pengerjaan Trainer
52
Lampiran 3 Pengerjaan dan Pengujian Alat
Lampiran 4 Ladder Diagram CX-Programmer