BAB II
TINJAUAN PUSTAKA
2.1 KARET ALAM DAN VULKANISASI
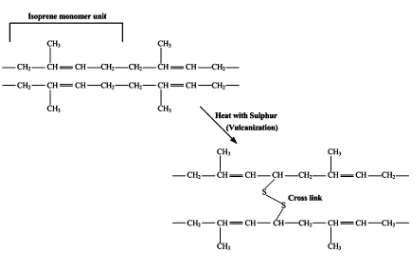
Karet Alam adalah polimer hidrokarbon yang berasal dari emulsi kesusuan (dikenal sebagai lateks) pohon karet, Hevea brasiliensis (Euphorbiaceae). Ini dilakukan dengan cara melukai kulit pohon karet sehingga menghasilkan lateks karet alam. Melalui serangkaian proses lateks karet alam diubah menjadi karet kering (dry rubber) yang kenyal. Bahan baku karet kering ini kurang memiliki manfaat mekanis karena sifatnya yang lembut (plastis), lemah, dan lain sebagainya.
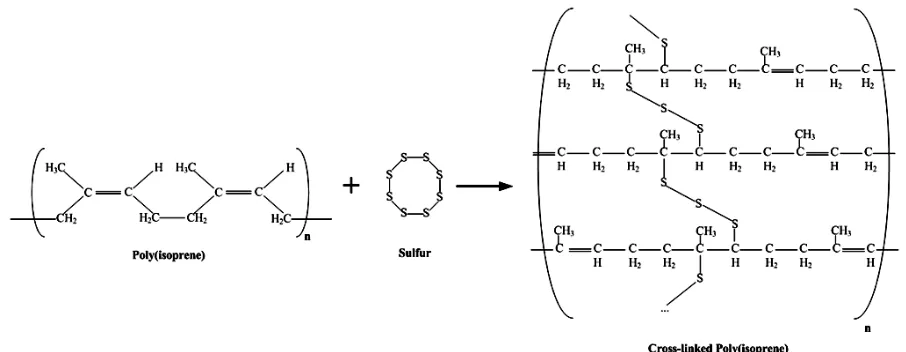
Vulkanisasi adalah suatu proses dimana molekul karet yang linier mengalami reaksi sambung silang sulfur (sulfur-crosslinking) sehingga menjadi molekul polimer yang membentuk rangkaian tiga dimensi. Reaksi ini merubah karet yang bersifat plastis (lembut) dan lemah menjadi karet yang elastis, keras dan kuat. Vulkanisasi juga dikenal dengan proses pematangan (curing/cure), dan molekul karet yang sudah tersambung silang (crosslinked rubber) dirujuk sebagai vulkanisat karet (rubber vulcanizate) [11]. Vulkanisat karet tidak lagi bersifat lengket (tacky), tidak melarut tetapi hanya mengembang di dalam pelarut organik tertentu.
Tidak seperti awal ditemukannya oleh Charles Goodyear di tahun 1939, dimana reaksi sambung silang oleh sulfur ini memerlukan waktu yang relatif sangat lama. Dewasa ini dengan ditambahkannya bahan pencepat (accelerator agent) ke dalam ramuan karet maka proses vulkanisasi hanya memerlukan waktu dalam hitungan menit saja. Sistem vulkanisasi yang terakhir ini dikenal sebagai sistem vulkanisasi sulfur terakselerasi. Secara umum sistem ini diklassifikasikan menjadi 3 (tiga) yaitu pemvulkanisasian konvensional, semi-efisien, dan efisien.
Sistem vulanisasi efisien adalah sistem vulkanisasi dimana jumlah sulfur yang rendah dan jumlah bahan pemercepat yang tinggi atau pematangan tanpa sulfur digunakan pada vulkanisat yang mana dibutuhkan tahanan panas dan tahanan kembali yang sangat tinggi. Pada sistem pematangan konvensional, jumlah sulfur tinggi dan bahan pemercepat sedikit. Sistem vulkanisasi konvensional memberikan kelenturan dan sifat-sifat dinamis yang lebih baik tetapi tahanan panas dan tahanan kembali yang buruk. Untuk tingkat yang optimum dari sifat-sifat mekanik dan dinamis vulkanisat dengan panas, pengembalian, kelenturan, dan sifat-sifat dinamis tingkat menengah, disebut vulkanisasi semi efisien dengan tingkat menengah bahan pemercepat dan sulfur digunakan.
Untuk tujuan pembedaan, ketiga sistem ini dibedakan berdasarkan perbandingan antara jumlah sulfur dan jumlah bahan pencepat yang ditambahkan ke ramuan karet. Sebagai contoh sistem konvensional mengandung lebih banyak sulfur dibandingkan bahan pencepat. Sistem efisien mengandung bahan pencepat lebih banyak, sedangkan sistem semi-efisien jumlah sulfur dan bahan pencepat adalah sama banyak atau hampir sama banyak. Formulasi bagi ketiga sistem tersebut ditunjukkan oleh tabel 2.1. berikut ini :
Pada sistem vulkanisasi konvensional akan menghasilkan ikatan silang jenis polisulfida yang fleksibel, sehingga ketahanan letih (fatique) dan ketahanan retak lenturnya baik serta kekuatan tarik (tensile strength) yang tinggi. Tetapi ketahanan usang pada suhu tinggi (heat ageing) sangat rendah karena ikatan polisulfida tidak mantap pada suhu tinggi.
Pada sistem vulkanisasi efisien karena jumlah belerangnya lebih kecil daripada jumlah bahan pencepat maka setiap ikatan silang mengandung sedikit mungkin jumlah atom belerang. Hampir 80 persen ikatan silang yang terbentuk yaitu jenis monosulfida yang mempunyai sifat tahan suhu tinggi namun ketahanan letih dan retak lenturnya rendah. Ikatan monosulfida tahan panas tetapi tidak fleksibel dan sekali ikatan tersebut putus tidak ada yang menggantikannya.
Sistem vulkanisasi semi efisien disusun untuk memperbaiki kelemahan kedua sistem vulkanisasi di atas. Sistem vulkanisasi semi efisien menghasilkan ketahanan retak lentur dan letih serta ketahanan usang yang baik. Selain itu, sistem ini memiliki ketahanan reversi yang tinggi pada karet alam dan memberikan pampatan tetap yang rendah, sehingga cocok untuk pembuatan barang karet berukuran besar dan tebal yang menghendaki sifat kelenturan yang baik [5].
Untuk tujuan pembedaan antara sistem efisien dengan yang tidak efisien (sistem konvensional), digunakan faktor efisiensi sambung silang (E). Faktor ini diartikan sebagai jumlah bilangan atom sulfur per satu sambung silang yang terbentuk. Nilai E yang lebih rendah berarti penggunaan sulfur sebagai bahan penyambung silang adalah lebih efisien [7]. Perbandingan ketiga jenis sistem vulkanisasi tersebut, dari segi struktur vulkanisat karet dan beberapa sifat akhir ditunjukkan pada tabel 2.2. Disebabkan sistem efisien menggunakan sulfur paling sedikit, maka sistem ini cenderung membentuk mayoritas struktur ikatan monosulfida serta menghasilkan tingkat reaksi kimia rantai utama yang rendah. Sistem ini juga meminimisasi ataupun meniadakan reversi (penurunan sifat-sifat elastisitas dan kekuatan sebagai akibat oksidasi karena panas dan penuaan (aging)
Tabel 2.2. Struktur dan Sifat-Sifat Vulkanisat Karet (Ismail & Hashim, 1998). Sistem Pemvulkanisasian
Struktur dan Sifat vulkanisat
Konvensional Semi-efisien Efisien
Sambung silang di-, polisulfida, % Sambung silang monosulfida, % Konsentrasi siklis sulfida
Tahanan koyak
Ketahanan degradasi karena panas Ketahanan reversi
Karet alam (Natural Rubber) dapat divulkanisasi dengan memakai salah satu dari sistem sulfur terakselerasi diatas, tetapi ramuan sistem semi-efisien ataupun sistem efisien lebih disarankan [4] karena menghasilkan vulkanisat karet alam dengan sifat ketahanan penuaan yang lebih baik.
NATURAL RUBBER
2.2 KOMPON KARET (RUBBER COMPOUNDING)
Sebelum mengalami proses vulkanisasi, karet dan sejumlah bahan ramuan terlebih dahulu mengalami proses pencampuran (mixing), sehingga membentuk suatu persenyawaan/kompon karet (a rubber compound). Pencampuran dilakukan dengan menggunakan alat pencampur penggulung-dua (two-roll mill), dimana pada alat tersebut karet terlebih dahulu diubah menjadi bahan yang plastis (lembut), sehingga bahan-bahan ramuan dapat tersebar secara merata dalam phasa karet. Pelembutan karet ini dirujuk sebagai proses mastikasi. Selain karet yang merupakan bahan dasar, bahan ramuan yang terlibat pencampuran adalah :
• bahan penyambung silang, seperti sulfur.
• pengaktif pencepat (accelerator activator), seperti ZnO dan asam stearat. • pencepat reaksi sambung silang (accelerator), seperti
merkapto-benzotiazolil disuldida (MBTS), N-Sikloheksil-2-benzol tiazolsulfenamida (CBS).
• penahan degradasi sifat-sifat karet (antidegradant), seperti N-isopropil-N´-fenil-p-fenilin diamina (IPPD).
Setelah proses pencampuran selesai maka diperoleh kompon karet yang siap untuk divulkanisasi pada suhu 140 – 180 oC, selama waktu vulkanisasi optimum. Penentuan waktu vulkanisasi yang optimum dilakukan dengan menggunakan alat
Rheometer atau Curemeter. Sejumlah tertentu dari sampel kompon karet (lebih kurang lima gram) dimasukkan kedalam cakram (disc) dari rheometer lalu dimatangkan/divulkanisasi pada suhu setting 150 oC dan waktu setting 30 menit. Keluaran (output) dari alat rheometer ini adalah berupa rheograf yang memuat informasi-informasi karaktersitik pematangan (cure characteristics) yang diperlukan untuk pemrosesan kompon karet seperti, Torque (tork) maksimum dan minimum, waktu skorj (scorch time), dan t90. T90 adalah waktu yang diperlukan
untuk mencapai 0.90 (Tork maksimum – Tork minimum), dan t90 dirujuk sebagai
2.3 PENGUATAN KARET (RUBBER REINFORCEMENT)
Setelah informasi mengenai waktu pematangan optimum diketahui, maka untuk tahap selanjutnya kompon karet divulkanisasi pada suhu setting 150 oC selama t90 (menit). Melalui reaksi vulkanisasi akan diperoleh suatu vulkanisat
karet yang kaku (stiff), kuat dan elastis. Kekakuan, kekuatan dan keelastisan dari vulkanisat karet, yang diindikasikan oleh sifat-sifat uji tarik (tensile properties)
nya, masih dapat ditingkatkan lagi dengan menambahkan pengisi penguat
(reinforcing filler) ke dalam kompon karet. Sebagai contoh vulkanisat karet sintetik SBR tak berpengisi (gum vulcanizate) memiliki kekuatan tarik (tensile strength) yang tidak akan melebihi 22 kgf/cm2, tetapi dengan menambahkan
carbon black (salah satu pengisi penguat) sebesar 50,0 bagian per-seratus bagian karet SBR tersebut maka kekuatan tariknya akan menjadi 250 kgf/cm2 [2].
Penambahan pengisi-pengisi penguat untuk tujuan penguatan karet (rubber reinforcement) dilakukan pada saat komponding/pencampuran. Penguatan
(reinforcement) disebabkan oleh daya interaksi antara karet dengan pengisi penguat. Daya ini berupa daya Van der Waals yang lemah sampai kepada ikatan-ikatan kimia yang kuat. Semakin kuat daya interaksi antara karet dengan pengisi penguat maka semakin tinggi pula derajad penguatan (degree of reinforcement)
yang dihasilkan oleh pengisi penguat tersebut. Peningkatan daya interaksi antara karet dengan pengisi penguat dipengaruhi oleh faktor-faktor tertentu seperti jenis dan ukuran partikel pengisi penguat, sifat-sifat kimia dan fisika dari karet dan pengisi penguat, dan sifat geometri (porositas dan struktur) dari pengisi penguat.
adalah pembentukan aggregat Kaolin yang besar (agglomerate), penyebaran (dispersi) partikel Kaolin didalam phasa karet yang tidak merata, dan ini berakibat kepada effek penguatan (reinforcing effect) dari Kaolin menjadi rendah.
2.4 PENGISI-PENGISI SELAIN KARBON BLACK
Dalam sains dan teknologi karet, pengisi dapat dikelompokkan sebagai pengisi hitam dan pengisi putih. Pengisi hitam adalah carbon black, sedangkan pengisi putih adalah kalsium karbonat, Kaolin, silika, talc, wollastonite, mika, dan diatomit. Dari kesemuanya, pengisi putih yang paling luas digunakan secara jumlah dan kegunaan adalah kalsium karbonat, Kaolin dan silika.
Kaolin merupakan persenyawaan aluminosilikat. Kristal-kristal Kaolin diikat melalui ikatan hidrogen dari lapisan oktahedral yang menghadap gugus oksigen dari lapisan yang berdekatan. Kaolin diklasifikasikan sebagai salah satu “keras” atau “lembut” sehubungan kepada ukuran-ukuran partikel mereka dan pengerasan pada karet. Kaolin yang keras akan mempunyai ukuran partikel rata-rata sekitar 250 – 500 nm, dan akan memberikan modulus yang tinggi, kekuatan tarik yang tinggi, kekakuan, dan tahan abrasi yang baik terhadap kompon-kompon karet. Kaolin yang lembut mempunyai ukuran partikel rata-rata sekitar 1000-2000 nm dan digunakan dimana pengisi yang tinggi (untuk ekonomi) dan kecepatan ekstrusi lebih cepat lebih penting dibanding kekuatan.
2.5 KAOLIN SEBAGAI PENGISI PENGUAT
Kaolin merupakan pengisi putih yang paling banyak digunakan, karena memiliki beberapa kelebihan, terutama karena harganya yang murah. Kaolin, yang mempunyai rumus molekul Al2O3.SiO2.2H2O, merupakan bahan mineral
yang disediakan dengan empat cara berbeda (Dubois, 1987; Barlow, 1988), yaitu pengapungan udara (air-floated), pembasuhan air (water-washed), kalsinasi
(calcined), dan modifikasi kimia. Kaolin jenis pengapungan udara yang paling banyak digunakan bagi pengomponan karet.
sering digunakan untuk operasi ekstrusi. Kaolin hasil kalsinasi jarang digunakan dalam industri karet, kecuali dalam pembuatan kabel, sedangkan Kaolin hasil modifikasi kimia menghasilkan viskositas Mooney, dan set mampatan yang rendah [6].
Sama seperti pengisi-pengisi putih lainnya, mineral Kaolin bersifat polar, sehingga kurang serasi dengan karet yang berifat non polar. Effek kepolaran ini akan membuat interaksi antara pengisi Kaolin menjadi kurang kuat, dan pendispersian yang kurang merata bagi Kaolin di dalam molekul karet.
2.6 ALKANOLAMIDA SEBAGAI BAHAN PENYERASI
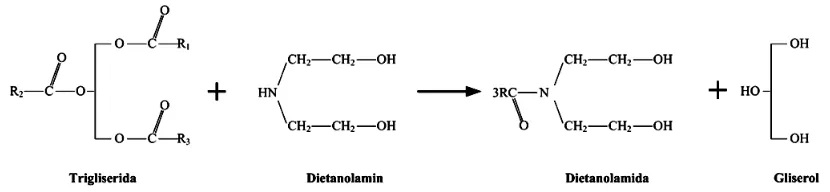
Agar efisiensi penguatan dari Kaolin menjadi lebih baik, maka perlu penambahan bahan yang dapat mengurangi kepolaran dari Kaolin. Untuk itu Alkanolamida akan ditambahkan ke dalam kompon karet alam berpengisi Kaolin pada saat komponding dengan memakai two-roll mill. Alkanolamida adalah senyawa-senyawa amida tersier yang dapat diperoleh melalui proses sintesa yang disebut dengan amidasi, yaitu mereaksikan senyawa-senyawa turunan minyak sawit dengan dietanolamida menggunakan katalis CH3ONa. Amida minyak sawit
hasil sintesa tersebut memiliki sifat gabungan antara rantai hidrokarbon yang panjang (CnHm) yang bersifat non polar dan gugus amida {(-CON(C2H4OH)2} yang polar, seperti diilustrasikan pada gambar 2.3. berikut :
Gambar 2.3. Struktur Alkanolamida
Gambar 2.4. Reaksi Pembentukan Alkanolamida
Diharapkan dengan ditambahkannya alkanolamida ke dalam kompon karet berpengisi Kaolin, maka interaksi antara Kaolin dengan karet alam menjadi lebih kuat, dengan asumsi rantai karbon panjang yang non polar
akan berinteraksi dengan molekul karet alam yang non polar, sedangkan gugus amida yang polar akan berinteraksi dengan Kaolin yang juga polar, sehingga akan terbentuk ikatan/interaksi karet alam— (alkanolamida)—Kaolin, seperti pada gambar 2.5. berikut :
Gambar 2.5. Struktur Karet Alam - Alkanolamida – Kaolin 2.7 ANALISA BIAYA
Tabel 2.3 Perhitungan Ekonomi
No Nama Bahan Harga Keterangan
1 Diethanolamin P.A Rp 1.725.000 botol/larutan 1 L 2 Natrium Metoksida Rp 1.250.000 botol/padatan 250 gr 3 Natrium klorida P.A Rp 250.000 botol/padatan 1 Kg 4 Natrium Sulfat Anhidrous Rp 350.000 botol/padatan 1 Kg 5 Dietil eter Rp 1.650.000 botol/larutan 5 L 6 Metanol teknis Rp 20.000 botol/larutan 1 L
7 RBDPS RP 5.000 padatan 1 Kg
Diketahui :
BM Diethanolamin = 105 gr/mol BM Alkanolamida = 352,973 gr/mol Massa RBDPS yang digunakan = 91,6 gr Massa Diethanolamin = 42,16 gr
Mol RBDPS = 91,6 / 835,922 = 0,109 mol Mol Diethanolamin = 42,16 / 105 = 0,401 mol
RBDPS + 3 Diethanolamin → 3 Alkanolamida + Gliserol Awal 0,109 0,401 - -
Reaksi 0,109 0,327 0,327 0,109
Sisa 0 0,074 0,327 0,109
Massa Alkanolamida yang dihasilkan = 0,327 mol x 352,973 gr/mol = 116 gr Basis : Produksi 116 gram alkanolamida
Biaya produksi antara lain : I. Biaya Bahan Baku
II. Biaya Maintenance Peralatan III. Biaya Tenaga Kerja
I. Biaya Bahan Baku - RBDPS
RBDPS yang digunakan adalah sebanyak 91,6 gr. Maka biaya produksinya adalah :
91,6 gr x Rp 5000/1000 gr = Rp 458 - Diethanolamin
Diethanolamin yang digunakan adalah sebanyak 42,16 gr. Maka biaya produksinya adalah :
42,16 gr x 1
1,097𝑔𝑟/𝑚𝑙 x Rp 1.725.000/1000 ml = Rp 66.295 - Natrium Metoksida
Natrium Metoksida yang digunkan adalah sebanyak 10 gr. Maka biaya produksinya adalah :
Methanol yang digunakan adalah sebanyak 40 ml. Maka biaya produksinya adalah :
40 ml x Rp 20.000/1000 ml = Rp 800 - Dietil eter
Dietil eter yang digunakan adalah sebanyak 200 ml. Maka biaya produksinya adalah:
200 ml x Rp 1.650.000/5000 ml = Rp 66.000 - Natrium Sulfat Anhidrous
Natrium Sulfat Anhidrous yang digunakan adalah sebanyak 20 gr. Maka biaya produksinya adalah :
20 gr x Rp 350.000/1000 gr = Rp 7000 - NaCl
NaCl yang digunakan adalah sebanyak 50 ml. Maka biaya produksinya adalah : 50 ml x 2,16 gr/ml x Rp 250.000/1000 gr = Rp 27.000
Maka, total biaya bahan baku adalah = Rp 458 + Rp 66.295 + Rp 50.000 + Rp 800 + Rp 66.000 + Rp 7000 + Rp 27.000 = Rp 217.553
II.Biaya Maintenance Peralatan
Asumsi biaya maintenance peralatan sebesar 10% dari total biaya bahan baku, maka:
Biaya maintenance peralatan = 0,1 x Rp 217.553 = Rp 21.755
III. Biaya Tenaga Kerja
Asumsi biaya tenaga kerja sebesar 100% dari total biaya bahan baku, maka : Biaya tenaga kerja = 100% x Rp 217.553 = Rp 217.553
Maka, total biaya produksi ; Rp 217.553 + Rp 21.755 + Rp 217.553 = Rp 456.861
Biaya produksi per alkanolamida yang dihasilkan = Rp 456.861 / 116 gr
= Rp 3.938/gr
![Tabel 2.1. Pengklasifikasian Sistem Vulkanisasi Sulfur Terakselerasi [4].](https://thumb-ap.123doks.com/thumbv2/123dok/3899554.1856644/2.595.113.519.633.742/tabel-pengklasifikasian-sistem-vulkanisasi-sulfur-terakselerasi.webp)