BAB VI
ROUGH CUT CAPACITY PLANNING
6.1 Landasan Teori
Landasan teori adalah alur logika atau penalaran yang merupakan seperangkat konsep, definisi, dan proporsi yang disusun secara sistematis.
Landasan teori juga merupakan bagian yang berisikan tentang teori – teori yang sistematis dan menjelaskan hal – hal yang akan dibahas pada suatu penelitian. Landasan teori pada Rough Cut Capacity Planning RCCP diantaranya adalah pengertian, tujuan, metode, kelebihan dan kekurangan, alternatif pemenuhan kapasitas dari Rough Cut Capacity Planning (RCCP).
6.1.1 Pengertian RCCP
Rough Cut Capacity Planning (RCCP) merupakan urutan kedua dari hierarki perencanaan prioritas kapasitas yang berperan dalam mengembangkan MPS.Rought Cut Capacity Planning (RCCP) melakukan validasi terhadap MPS yang juga menempati urutan kedua dalam hierarki perencanaan prioritas produksi (Adnyana, 2021). RCCP didefinisikan sebagai proses konversi dari rencana produksi dan/atau MPS kedalam kebutuhan kapasitas yang berkaitan dengan sumber daya kritis seperti:
tenaga kerja, mesin dan peralatan, kapasitas gudang, kapasitas pemasok material, dan sumber daya keuangan (Gaspersz, 2016). Kapasitas sendiri dapat diartikan sebagai kemampuan suatu sistem untuk memproduksi sejumlah unit dalam jangka waktu tertentu dengan menggunakan sumber daya yang tersedia (Fogarty dkk., 1991) dalam (Rizqi, 2020).
6.1.2 Tujuan RCCP
Tujuan utama dalam RCCP adalah untuk mengidentifikasi overloading atau underloading dari kapasitas produksi yang terjadi dan merevisi MPS yang diperlukan. Jika overloading ini berarti terlalu banyak produksi produk telah direncanakan dalam fasilitas dan kapasitas cukup ada untuk menghasilkan jumlah produk yang direncanakan sesuai yang diperlukan dalam MPS (Intani, 2017). Tujuan RCCP adalah untuk mengkonversikan rencana level atas ke dalam kebutuhan sumber daya yang dibutuhkan untuk melaksanakan rencana tersebut. RCCP berfungsi untuk memvalidasi apakah MPS yang telah diperolah sudah valid atau kapasitas yang tersedia mencukupi sehingga perusahaan dapat memenuhi permintaan konsumen (Hartanto, Wahyuni, dan Siregar 2013) dalam (Lusiani, 2021).
6.1.3 Perhitungan Waktu Baku
Waktu siklus adalah waktu antara penyelesaian dari dua pertemuan berturut-turut, asumsikan konstan untuk semua pertemuan. Dapat dikatakan waktu siklus, merupakan hasil pengamatan secara langsung yang tertera dalam stopwatch. (Wignjoesubroto, Sritomo, 2006:202).
Waktu baku/ Standard time adalah waktu yang sebenarnya digunakan operator untuk memproduksi satu unit dari data jenis produk. Waktu standar untuk setiap part harus dinyatakan termasuk toleransi untuk beristirahat untuk mengatasi kelelahan atau untuk faktor-faktor yang tidak dapat dihindarkan. Namun jangka waktu penggunaannya waktu baku/
Standard time ada batasnya (Wignjoesubroto, Sritomo, 2006:203).
Faktor penyesuaian adalah untuk menjaga dan menormalkan kerja yamg ditunjukan oleh operator. Setelah pengukuran berlangsung, jika tidak wajar dapat terjadi contohnya bekerja tidak ada keseriusan yang ditunjukan oleh operator (sutalaksana, 2006).” Allowance adalah Waktu yang diperuntukkan sebagai kebutuhan diluar pekerjaan misalnya ke toilet, menghilangkan rasa kelelahan, dan melakukan penyesuaian terhadap mesin. Allowance berguna untuk memberikan kesempatan pada operator agar melaksanakan prosedur yang telah ditetapkan, maka waktu baku diperoleh dapat bisa disebut data-data waktu pekerja yang cukup dan memenuhi sistem kerja yang diamat (Sofyan,2018).
6.1.4 Metode RCCP
RCCP mempunyai tiga metode yang mendekati sama dalam tujuannya tetapi mempunyai perbedaan substansi dalam permintaan data dan kompleksitas komputasinya. Ketiga teknik ini merupakan rancangan untuk mengkonversi MPS dari unit setiap item menjadi diproduksi dalam waktu yang diminta dengan sumber daya yang ada. Ketiga metode itu sebagai berikut (Intani, 2017):
1. Capacity Planning Using Overall Factors (CPOF)
CPOF membutuhkan tiga masukan yaitu MPS, waktu total yang diperlukan untuk memproduksi suatu produk dan proporsi waktu penggunaan sumber. CPOF mengalikan waktu total tiap family terhadap jumlah MPS untuk memperoleh total waktu yang diperlukan pabrik untuk mencapai MPS. Total waktu ini kemudian dibagi menjadi waktu penggunaan masing-masing sumber dengan mengalikan total waktu terhadap proporsi penggunaan sumber.
2. Bill of Labor Approach (BOLA)
Bill of Labor Approach atau pendekatan daftar tenaga kerja adalah suatu daftar angka dari sejumlah buruh yang disediakan oleh suatu kategori buruh yang utama untuk menghasilkan item-item atau kelompok dalam sejumlah produk. . Jumlah kebutuhan kapasitas yang diperlukan diperoleh dengan mengkalikan waktu tiap komponen yang tercantum pada daftar tenaga kerja dengan jumlah produk dari MPS. Jika perusahaan mempunyai lebih dari satu produk lead time tiap bagian harus ditentukan jumlah produk perstasiun kerja.
3. Resource Profile Approach (RPA)
Resource Profile Approach merupakan tingkatan kebutuhan tenaga kerja. Masing-masing rencana pengaturan tenaga kerja harus dapat ditingkatkan sehingga dapat menggunakan pendekatan profil sumber.
Resource Profile Approach (RPA) juga merupakan teknik perencanaan kapasitas kasar yang paling rinci tetapi tidak serinci perencanaan kebutuhan kapasitas CRP (Capacity Requirement Planning).
6.1.5 Kelebihan dan Kekurangan RCCP
Terdapat beberapa kelebihan dalam menggunakan metode Rough Cut Capacity Planning (RCCP). Berikut merupakan kelebihan yang terdapat pada Rough Cut Capacity Planning (RCCP) (Kusmindari, Desi, Achmad, dan Septa, 2019).
a. Teknik yang digunakan relatif sederhana.
b. Hanya meliputi batasan atau work center yang utama (Workcenter utama seperti: stasiun kerja pada praktikum).
c. Tidak memerlukan faktor perhitungan yang presisi.
d. Dapat dijalankan sesering mungkin pada saat membutuhkan pelaksanaan rencana produksi dan jadwal master atau jadwal induk produksi.
e. Membutuhkan sedikit waktu perhitungan dan hasilnya cukup akurat.
Sementara itu, terdapat pula kekurangan dalam menggunakan metode Rough Cut Capacity Planning (RCCP). Berikut merupakan kekurangan yang terdapat pada Rough Cut Capacity Planning (RCCP) (Kusmindari, Desi, Achmad, dan Septa, 2019).
a. Hanya memberikan nilai pendekatan untuk sumber data yang diperlukan dalam produksi.
b. Tidak menjamin terpenuhinya kebutuhan kapasitas dalam tahap MRP.
6.1.6 Alternatif Pemenuhan Kapasitas dalam RCCP
Menurut Intani (2017), Ketika kapasitas yang ada tidak memadai, terdapat empat alternatif pemenuhan kapasitas dalam RCCP yang dapat digunakan untuk meningkatkan kapasitas, antara lain:
1. Jam Lembur (Overtime)
Overtime adalah kemungkinan yang paling banyak dijadikan solusi dalam mengatasi kapasitas yang tidak memadai karena hanya beberapa pengaturan dilakukan terlebih dahulu. Tetapi banyak perusahaan meminimalkan adanya jumlah overtime selama periode tertentu, dimana untuk menekan pengeluaran perusahaan setiap tahunnya.
2. Subkontrak (Subcontracting)
Jika kapasitas tidak memadai, perusahaan dapat menjadikan subkontrak menjadi alternatif untuk menambah kapasitas yang direncanakan. Subkontrak merupakan salah satu pilihan yang mungkin lebih murah biayanya daripada harus membangun gedung baru atau menambah jam lembur untuk proses produksi. Di sisi lain ada kerugian jika menggunakan subkontrak, dimana lead time menjadi meningkat, biaya transportasi menjadi lebih tinggi dan kesulitan untuk menjamin kualitas dari produk perusahaan.
3. Alternatif Routing (Alternate Routing)
Jika hanya beberapa work center yang mempunyai kelebihan kerja, sedangkan work center lain memiliki sedikit pekerjaan selama periode tertentu. Alternatif routing dapat dijadikan pertimbangan untuk perubahan sementara dalam routing di part yang spesifik.
4. Menambahkan orang (Adding Personnel)
Menambah orang akan menambah kapasitas dalam penyediaan peralatan dimana hal ini tidak terbatas. Ada tiga cara dalam menambah orang, yaitu menambah shift, melakukan rekrutmen dalam shift yang sudah ada, atau memindahkan orang yang sudah ada ke bagian lain dari work center yang kurang dimanfaatkan. Waktu untuk mempertimbangkan penambahan shift adalah ketika jadwal utama pertama diformulasikan, ketika permintaan dibandingkan dengan tingkat produksi dibandingkan juga dengan pilihan strategi campuran dapat dibuat.
6.2 Hasil dan Pembahsan
Hasil dan Pembahasan pada modul Rough Cut Capacity Planning (RCCP) berisikan tentang validasi apakah jadwal induk produksi yang telah diperoleh sudah benar atau kapasitas yang tersedia tercukupi atau tidak.
Hasil pembahasan pada RCCP berisikan tentang beberapa hal diantaranya data penunjang dan perhitungan rough cut capacity planning–Metode BOLA. Berikut adalah hasil pembahasan modul Rough Cut Capacity Planning (RCCP).
6.2.1 Data Penunjang
Pada perhitungan Rough Cut Capacity Planning (RCCP) dibutuhkan data penunjang seperti data jadwal induk produksi, waktu baku, serta ketentuan hari tahun 2023 dan ketentuan hari kerja tahun 2023. Data penunjang yang pertama yaitu jadwal induk produksi yang didapat berdasarkan permintaan yang diperoleh dari daftar permintaan agregat.
Jadwal induk produksi merupakan rencana rinci tentang jumlah barang yang akan diproduksi pada beberapa satuan waktu dalam horison perencanaan (Kusuma, 2009:173). Sedangkan menurut Heizer dan Render (2016:642) menyatakan jadwal induk produksi menetapkan apa yang harus dihasilkan dan waktu yang telah ditetapkan sesuai dengan keseluruhan rencana. Jadwal induk produksi adalah suatu pernyataan tentang produk akhir atau item apa yang direncanakan untuk diproduksi, berapa banyak produk atau item tersebut akan diproduksi pada setiap periode sepanjang rentang waktu perencanaan. Rencana induk produksi berfungsi sebagai basis dalam penentuan jadwal proses operasi di lantai pabrik, jadwal pengadaan bahan dari luar perusahaan (bought out materials) dan jadwal
alokasi sumber daya untuk mendukung jadwal pengiriman produk kepada pelanggan (Matswaya et al., 2019).
Tabel 6.1 Jadwal Induk Produksi
Berdasarkan tabel 6.1 diatas merupakan tabel JIP sebelum tervalidasi. Angka yang terdapat di dalam tabel ini diperoleh dari hasil perhitungan unit produksi angka terdapat di dalam perhitungan tabel proses diasregasi yang terdapat pada jadwal induk produksi atau JIP.
Berdasarkan tabel di atas terdapat kepala tabel, periode, jadwal produksi, dan total. Periode pertama jadwal induk produksi pada unit dengan warna jumlah unit yang harus diproduksi sebanyak 3886 unit, sedangkan pada unit tanpa warna jumlah unit yang harus diproduksi sebanyak 3743 unit, Periode kedua jadwal produksi pada unit dengan warna diperoleh dengan jumlah 3581 unit, sedangkan pada unit tanpa warna mendapatkan hasil sebanyak 3438 unit. Periode ketiga jadwal produksi dengan warna memiliki hasil 3882 unit, sedangkan produksi tanpa warna menghasilkan sebanyak 3747 unit. Periode keempat dengan warna menghasilkan sebanyak 3349 unit, sedangkan tanpa warna menghasilkan 3244 unit.
Periode kelima dengan warna menghasilkan sebanyak 4404 unit, sedangkan tanpa warna menghasilkan sebanyak 4271 unit. Periode keenam dengan warna menghasilkan sebanyak 4050 unit, sedangkan tanpa warna menghasilkan sebanyak 3932 unit. Periode ketujuh dengan
warna mengahasilkan sebanyak 3891 unit, sedangkan tanpa warna menghasilkan sebanyak 3790 unit. Periode kedelapan dengan warna menghasilkan sebanyak 4054 unit, sedangkan tanpa warna menghasilkan sebanyak 3933 unit. Periode kesembilan dengan warna menghasilkan sebanyak 3895 unit, sedangkan tanpa warna menghasilkan sebanyak 3786 unit. Periode kesepuluh dengan warna menghasilkan sebanyak 4070 unit, sedangkan tanpa warna menghasilkan sebanyak 3971 unit. Periode kesebelas menghasilkan sebanyak
Selanjutnya yaitu waktu baku. Tabel waktu baku berisikan informasi mengenai stasiun kerja yang terdapat pada proses produksi rak pot tanaman beserta waktu yang dibutuhkan pada setiap operasi di stasiun tersebut. Berikut ini merupakan Tabel 6.2 Waktu Proses.
Tabel 6.2 Waktu Proses
Berdasarkan pada ketentuan hari/ bulan tahun 2023 terdapat 12 periode, maka diketahui jumlah hari/ bulan pada setiap periodenya berbeda – beda. Hal tersebut dikarenakan jumlah hari libur atau tanggal merah pada setiap periode berbeda-beda. Berikut merupakan ketentuan hari/ bulan tahun 2023 yang terdapat pada tabel 6.3 Ketentuan Hari/ Bulan Tahun 2023.
Tabel 6.3 Ketentuan Hari/ Bulan Tahun 2023
Periode 1 2 3 4 5 6 7 8 9 10 11 12 Total HK 25 23 25 19 25 23 25 26 25 26 26 24 292
6.2.2 Perhitungan Rough Cut Capacity Planning - Metode BOLA Menurut Sutalaksana dkk (2006:131) waktu baku adalah waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja terbaik.
Waktu baku merupakan waktu yang dibutuhkan oleh seorang pekerja yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan suatu pekerjaan.
Waktu baku dari hasil pengukuran kerja dapat dijadikan sebagai alat untuk membuat rencana penjadwalan kerja yang menyatakan berapa lama suatu kejadian itu harus berlangsung dan berapa output yang dihasilkan serta jumlah tenaga kerja yang dibutuhkan untuk menyelesaikan pekerjaan tersebut. Tabel waktu baku berisikan informasi tentang stasiun kerja yang terdapat pada proses produksi rak pot tanaman beserta waktu yang dibutuhkan pada setiap operasi di stasiun tersebut. Berikut ini merupakan tabel waktu baku dengan warna dan tanpa warna.
Tabel 6.4 Perhitungan Waktu Baku Dengan Warna
No. Operasi Ws Penyesuaian Wn Allowance Wb 1 Mengukur 0,060
9 1,0000 0,060
9
9% 0,0664
2 Memotong 0,057
2 1,0000 0,057
2
9% 0,0624
3 Menghaluskan 0,058
7 1,0000 0,058
7
9% 0,0924
4 Merakit 0,084
7 1,0000 0,084
7
9% 0,064
5 Memernis 0,010
2 1,0000 0,010
2
9% 0,0112
6 Mengemas 0,013
4 1,0000 0,013
4
9% 0,0147
Tabel 6.5 Perhitungan Waktu Baku (Lanjutan) Tanpa Warna
No. Operasi Ws Penyesuaian Wn Allowance Wb 1 Mengukur 0,060
9
1,0000 0,060 9
9% 0,0664
2 Memotong 0,057 2
1,0000 0,057 2
9% 0,0624
3 Menghaluskan 0,058 7
1,0000 0,058 7
9% 0,0924
4 Merakit 0,084 7
1,0000 0,084 7
9% 0,064
5 Memernis 0 1,0000 0 9% 0
6 Mengemas 0,013 4
1,0000 0,013 4
9% 0,0147
Berdasarkan dari Tabel Waktu Baku diatas terdapat contoh perhitungannnya. Berikut ini merupakan contoh perhitungan dari Tabel 6.4 Waktu Baku dengan warna.
Dengan Warna:
Mengukur
Ws (Waktu Siklus) = Waktu proses setiap operasi/jumlah pengamatan
= 0,0609/1
= 0,0609 jam
Wn (Waktu Normal) = Waktu siklus x penyesuaian
= 0,0609 x 1
= 0,0609 jam
Wb (Waktu Baku) = Waktu normal x (1+allowance)
= 0,0609 x (1+9%)
= 0,0664 Memotong
Ws (Waktu Siklus) = Waktu proses setiap operasi/jumlah pengamatan
= 0,0572/1
= 0,0572 jam
Wn (Waktu Normal) = Waktu siklus x penyesuaian
= 0,0572 x 1
= 0,0572 jam
Wb (Waktu Baku) = Waktu normal x (1+allowance)
= 0,0572 x (1+9%)
= 0,0624 Tanpa Warna
Ws (Waktu Siklus) = Waktu proses setiap operasi/jumlah pengamatan
= 0,0609/1
= 0,0609 jam
Wn (Waktu Normal) = Waktu siklus x penyesuaian
= 0,0609 x 1
= 0,0609 jam
Wb (Waktu Baku) = Waktu normal x (1+allowance)
= 0,0609 x (1+9%)
= 0,0664 Memernis
Ws (Waktu Siklus) = Waktu proses setiap operasi/jumlah pengamatan
= 0/1
= 0 jam
Wn (Waktu Normal) = Waktu siklus x penyesuaian
= 0 x 1
= 0,0572 jam
Wb (Waktu Baku) = Waktu normal x (1+allowance)
= 0 x (1+9%)
= 0
Tabel di atas menunjukan tabel waktu baku yang terdiri dari dengan warna dan tanpa warna, yang mempunyai kepala tabel yang berisi nomor, operasi, ws (waktu siklus), penyesuaian, wn (waktu normal), allowance, wb (waktu baku). Pada tabel dengan warna di baris nomor 1 menunjukkan berupa operasi mengukur dengan waktu siklusnya adalah 0,0609, penyesuaian memiliki nilai 1,0000, waktu normal memiliki nilai 0,0609, allowance memiliki nilai 9%, dan waktu baku yang sudah dikonversikan dalam bentuk jam sebesar 0,0664 jam. No 2 berupa operasi memotong dengan waktu siklusnya adalah 0,0572, penyesuaian memiliki nilai 1,0000, waktu normal memiliki nilai 0,0572, allowance memiliki nilai 9%, dan waktu baku yang sudah dikonversikan dalam bentuk jam sebesar 0,0624 jam. No 3 berupa operasi menghaluskan dengan waktu siklusnya adalah 0,0847, penyesuaian memiliki nilai 1,0000, waktu normal memiliki nilai 0,0847, allowance memiliki nilai 9%, dan waktu baku yang sudah dikonversikan dalam bentuk jam sebesar 0,0924 jam. No 4 berupa operasi merakit dengan waktu siklusnya adalah 0,0587, penyesuaian memiliki nilai 1,0000, waktu normal memiliki nilai 0,0587, allowance memiliki nilai 9%, dan waktu baku yang sudah dikonversikan dalam bentuk jam sebesar 0,064 jam. No 5 berupa operasi memernis dengan waktu siklusnya adalah 0,0102, penyesuaian memiliki nilai 1,0000, waktu normal memiliki nilai 0,0102, allowance memiliki nilai 9%, dan waktu baku yang sudah dikonversikan dalam bentuk jam sebesar 0,0112 jam. No 6 berupa operasi mengemas dengan waktu siklusnya adalah 0,0134, penyesuaian memiliki nilai 1,0000, waktu normal memiliki nilai 0,0134, allowance memiliki nilai 9%, dan waktu baku yang sudah dikonversikan dalam bentuk jam sebesar 0,0147 jam.
Pada tabel tanpa warna di baris nomor 1 menunjukkan berupa operasi
mengukur dengan waktu siklusnya adalah 0,0609, penyesuaian memiliki nilai 1,0000, waktu normal memiliki nilai 0,0609, allowance memiliki nilai 9%, dan waktu baku yang sudah dikonversikan dalam bentuk jam sebesar 0,0664 jam. No 2 berupa operasi memotong dengan waktu siklusnya adalah 0,0572, penyesuaian memiliki nilai 1,0000, waktu normal memiliki nilai 0,0572, allowance memiliki nilai 9%, dan waktu baku yang sudah dikonversikan dalam bentuk jam sebesar 0,0624 jam. No 3 berupa operasi menghaluskan dengan waktu siklusnya adalah 0,0847, penyesuaian memiliki nilai 1,0000, waktu normal memiliki nilai 0,0847, allowance memiliki nilai 9%, dan waktu baku yang sudah dikonversikan dalam bentuk jam sebesar 0,0924 jam. No 4 berupa operasi merakit dengan waktu siklusnya adalah 0,0587, penyesuaian memiliki nilai 1,0000, waktu normal memiliki nilai 0,0587, allowance memiliki nilai 9%, dan waktu baku yang sudah dikonversikan dalam bentuk jam sebesar 0,064 jam. No 5 berupa operasi memernis dengan waktu siklusnya adalah 0, penyesuaian memiliki nilai 1,0000, waktu normal memiliki nilai 0, allowance memiliki nilai 9%, dan waktu baku yang sudah dikonversikan dalam bentuk jam sebesar 0 jam.
No 6 berupa operasi mengemas dengan waktu siklusnya adalah 0,0134, penyesuaian memiliki nilai 1,0000, waktu normal memiliki nilai 0,0134, allowance memiliki nilai 9%, dan waktu baku yang sudah dikonversikan dalam bentuk jam sebesar 0,0147 jam.
Metode BOLA merupakan perhitungan jumlah kebutuhan kapasitas yang diperlukan yang diperoleh dengan mengalikan waktu tiap komponen yang tercantum pada daftar tenaga kerja dengan jumlah produk yang harus dibuat setiap bulan. Kapasitas dibutuhkan merupakan tingkat
kemampuan produksi yang diharapkan untuk memenuhi kebutuhan produksi.
Perhitungan RCCP (Rough Cut Capacity Planning) produk “dengan warna” dengan Metode BOLA (Bill of Labor Approach) merupakan metode data rinci yaitu waktu baku atau waktu standar. Waktu baku merupakan waktu yang seharusnya dipakai oleh rata-rata pekerja yang bekerja pada kondisi normal untuk memproduksi satu unit item. Berikut ini merupakan Tabel 6.5 RCCP – BOLA Produk Dengan Warna.
Tabel 6.6 RCCP-BOLA Dengan Warna
Berdasarkan Tabel 6.6 RCCP-BOLA Dengan Warna didapatkan hasil perhitungan operasi periode 1 sampai periode 12, Berikut ini adalah contoh perhitungan Tabel 6.5 RCCP-BOLA Dengan Warna pada periode ke 1.
Periode 1:
Mengukur
= Waktu baku stasiun kerja 1 (jam) x Target Produksi JIP Dengan Warna (Unit)
= 0,0609 x 3886
= 258,0304 jam Memotong
= Waktu Baku Stasiun Kerja 2 (Jam) x Target Produksi JIP Dengan Warna (Unit)
= 0,0572 x 3886
= 242,4864 jam Menghaluskan
= Waktu Baku Stasiun Kerja 3 (Jam) x Target Produksi JIP Dengan Warna (Unit)
= 0,0847 x 3886
= 359,0664 jam Merakit
= Waktu Baku Stasiun Kerja 4 (Jam) x Target Produksi JIP Dengan Warna (Unit)
= 0,0587 x 3886
= 248,704 jam Memernis
= Waktu Baku Stasiun Kerja 5 (Jam) x Target Produksi JIP Dengan Warna (Unit)
= 0,0102 x 3886
= 43,5232 jam Mengemas
= Waktu Baku Stasiun Kerja 6 (Jam) x Target Produksi JIP Dengan Warna (Unit)
= 0,0134 x 3886
= 57,1242 jam Jumlah Kapasitas
= Stasiun kerja 1 + stasiun kerja 2 + stasiun kerja 3 + stasiun kerja 4 + stasiun kerja 5 + stasiun kerja 6
=258,0304 + 242,4864 + 359,0664 + 248,704 + 43,5232 + 57,1242 = 1208,9346 jam
Periode 2:
Mengukur = Waktu baku stasiun kerja 1 (jam) x Target Produksi JIP Dengan Warna (Unit)
= 0,0609 x 3581
= 237,7784 jam
Memotong = Waktu Baku Stasiun Kerja 2 (Jam) x Target Produksi JIP Dengan Warna (Unit)
= 0,0572 x 3581
= 223,7784 jam
Menghaluskan = Waktu Baku Stasiun Kerja 3 (Jam) x Target Produksi JIP Dengan Warna (Unit)
= 0,0847 x 3581
= 330,884 jam
Merakit = Waktu Baku Stasiun Kerja 4 (Jam) x Target Produksi JIP Dengan Warna (Unit)
= 0,0587 x 3581
= 229,184 jam
Memernis = Waktu Baku Stasiun Kerja 5 (Jam) x Target Produksi JIP Dengan Warna (Unit)
= 0,0102 x 3581
= 40,1072 jam
Mengemas = Waktu Baku Stasiun Kerja 6 (Jam) x Target Produksi JIP Dengan Warna (Unit)
= 0,0134 x 3581
= 52,6407 jam
Jumlah Kapasitas = Stasiun kerja 1 + stasiun kerja 2 + stasiun kerja 3 + stasiun kerja 4 + stasiun kerja 5 + stasiun kerja 6
=237,7784 + 223,4544 + 330,8844 + 229,184 + 40,1072 + 52,6407 = 1114,0491 jam
Berdasarkan Tabel 6 RCCP-BOLA Dengan Warna yang dimana terdiri dari periode ke-1 sampai priode ke-12, pada periode ke-1 memiliki nilai 3886 unit, pada periode ke-2 memiliki nilai 3581 unit, pada periode ke-3 memiliki nilai 3882 unit, pada periode ke-4 memiliki nilai 3349 unit, pada periode ke-5 memiliki nilai 4404 unit, pada periode ke-6 memiliki nilai 4050 unit, pada periode ke-7 memiliki nilai 3891 unit, pada periode ke-8 memiliki nilai 4054 unit, pada periode ke-9 memiliki nilai 3895 unit, pada periode ke-10 memiliki nilai 4070 unit, pada periode ke-11 memiliki nilai 4081 unit, pada periode ke-12 memiliki nilai 3756 unit. Tabel 6 RCCP- BOLA Dengan Warna juga memiliki beberapa stasiun kerja yang digunakan untuk mengetahui waktu yang didapat, setasiun kerja tersebut terdiri dari operasi mengukur, memotong, menghaluskan, merakit, memernis, dan mengemas. perhitungan operasi pada stasiun kerja untuk periode ke-1 menggunakan rumus waktu baku stasiun kerja periode ke-1 jam dikalikan dengan target produksi JIP dengan warna satuan unit. Operasi mengukur pada periode ke-1 memiliki nilai sebesar 258,0304 jam yang didapatkan dari waktu baku stasiun kerja 1 jam dikalikan dengan target produksi JIP dengan warna satuan unit yaitu 0.0609 jam dikalikan dengan 3886 unit.
Operasi memotong pada periode ke-1 memiliki nilai sebesar 242,4864 jam yang didapatkan dari waktu baku stasiun kerja 1 jam dikalikan dengan target produksi JIP dengan warna satuan unit yaitu 0.0572 jam dikalikan dengan 3886 unit. Operasi menghaluskan pada periode ke-1 memiliki nilai
sebesar 359,0664 jam yang didapatkan dari waktu baku stasiun kerja 1 jam dikalikan dengan target produksi JIP dengan warna satuan unit yaitu 0.0847 jam dikalikan dengan 3886 unit. Operasi merakit pada periode ke-1 memiliki nilai sebesar 248,704 jam yang didapatkan dari waktu baku stasiun kerja 1 jam dikalikan dengan target produksi JIP dengan warna satuan unit yaitu 0.0587 jam dikalikan dengan 3886 unit. Operasi memernis pada periode ke-1 memiliki nilai sebesar 43,5232 jam yang didapatkan dari waktu baku stasiun kerja 1 jam dikalikan dengan target produksi JIP dengan warna satuan unit yaitu 0.0102 jam dikalikan dengan 3886 unit. Operasi mengemas pada periode ke-1 memiliki nilai sebesar 57,1242 jam yang didapatkan dari waktu baku stasiun kerja 1 jam dikalikan dengan target produksi JIP dengan warna satuan unit yaitu 0.0134 jam dikalikan dengan 3886 unit. Pada urutan selanjutnya terdapat jumlah kapasitas periode ke-1 yang menghasilkan nilai sebesar 1208,9346 yang didapat dari operasi mengukur dengan nilai sebesar 258,0304 jam dijumlah dengan operasi memotong dengan nilai sebesar 242,4864 jam dijumlah dengan operasi menghaluskan dengan nilai sebesar 359,0664 jam dijumlah dengan operasi merakit dengan nilai sebesar 248,704 jam dijumlah dengan operasi memernis dengan nilai sebesar 43,5232 jam dan dijumlah dengan operasi mengemas dengan nilai sebesar 57,12432 jam.
Jumlah kapasitas seluruh periode pada periode ke-1 berjumlah 1208,9346 jam, pada periode ke-2 berjumlah 1114,0491 jam, pada periode ke-3 berjumlah 1207,6902 jam, pada periode ke-4 berjumlah 1041,874 jam, pada periode ke-5 berjumlah 1370,048 jam, pada periode ke-6 berjumlah 1259,955 jam, pada periode ke-7 berjumlah 1210,49 jam, pada periode ke- 8 berjumlah 1261,199 jam, pada periode ke-9 berjumlah 1211,735 jam,
pada periode ke-10 berjumlah 1266,177 jam, pada periode ke-11 berjumlah 1269,599 jam, pada periode ke-12 berjumlah 1168,429 jam.
Perhitungan RCCP (Rough Cut Capacity Planning) produk “tanpa warna” dengan Metode BOLA (Bill of Labor Approach) ymerupakan metode data rinci yaitu waktu baku atau waktu standar. Waktu baku merupakan waktu yang seharusnya dipakai oleh rata-rata pekerja yang bekerja pada kondisi normal untuk memproduksi satu unit item. Berikut ini merupakan Tabel 6.6 RCCP Produk Tanpa Warna.
Tabel 6.7 RCCP-BOLA Tanpa Warna
Berdasarkan Tabel 6.7 RCCP-BOLA Dengan Warna didapatkan hasil perhitungan operasi periode 1 sampai periode 12, Berikut ini adalah contoh perhitungan Tabel 6.7 RCCP-BOLA Dengan Warna pada periode ke 1.
Periode 1:
Mengukur
= Waktu baku stasiun kerja 1 (jam) x Target Produksi JIP Tanpa Warna (Unit)
= 0,0609 x 3743
= 248,5352 jam Memotong
= Waktu Baku Stasiun Kerja 2 (Jam) x Target Produksi JIP Tanpa Warna (Unit)
= 0,0572 x 3743
= 233,5632 jam Menghaluskan
= Waktu Baku Stasiun Kerja 3 (Jam) x Target Produksi JIP Tanpa Warna (Unit)
= 0,0847 x 3743
= 345,8532 jam Merakit
= Waktu Baku Stasiun Kerja 4 (Jam) x Target Produksi JIP Tanpa Warna (Unit)
= 0,0587 x 3743
= 239,552 jam Memernis
= Waktu Baku Stasiun Kerja 5 (Jam) x TargetProduksi JIP Tanpa Warna (Unit)
= 0 x 3743
= 0 jam
Mengemas
= Waktu Baku Stasiun Kerja 6 (Jam) x Target Produksi JIP Tanpa Warna (Unit)
= 0,0134 x 3743
= 55,0221 jam Jumlah Kapasitas
= Stasiun kerja 1 + stasiun kerja 2 + stasiun kerja 3 + stasiun kerja 4 + stasiun kerja 5 + stasiun kerja 6
=248,5352 + 233,5632 + 345,8532 + 239,552 + 0 + 55,0221 = 1122,5257 jam
Periode 2:
Mengukur
= Waktu baku stasiun kerja 1 (jam) x Target Produksi JIP Tanpa Warna (Unit)
= 0,0609 x 3438
= 228,2832 jam Memotong
= Waktu Baku Stasiun Kerja 2 (Jam) x Target Produksi JIP Tanpa Warna (Unit)
= 0,0572 x 3438
= 214,5312 jam Menghaluskan
= Waktu Baku Stasiun Kerja 3 (Jam) x Target Produksi JIP Tanpa Warna (Unit)
= 0,0847 x 3438
= 317,6712 jam Merakit
= Waktu Baku Stasiun Kerja 4 (Jam) x Target Produksi JIP Tanpa Warna (Unit)
= 0,0587 x 3438
= 220,032 jam Memernis
= Waktu Baku Stasiun Kerja 5 (Jam) x Target Produksi JIP Tanpa Warna (Unit)
= 0 x 3438
= 0 jam
Mengemas
= Waktu Baku Stasiun Kerja 6 (Jam) x Target Produksi JIP Tanpa Warna (Unit)
= 0,0134 x 3581
= 52,6407 jam Jumlah Kapasitas
= Stasiun kerja 1 + stasiun kerja 2 + stasiun kerja 3 + stasiun kerja 4 + stasiun kerja 5 + stasiun kerja 6
=228,5352 + 214,5312 + 317,6712 + 220,032 + 0 + 50,5386 = 1031,0562 jam
Berdasarkan Tabel 7 RCCP-BOLA Tanpa Warna yang dimana terdiri dari target JIP tanpa warna pada periode ke-1 sampai periode ke-12.
Periode ke-1 memiliki nilai sebesar 3743 unit, pada periode ke-2 memiliki nilai sebesar 3438 unit, pada periode ke-3 memiliki nilai sebesar 3747 unit, pada periode ke-4 memiliki nilai sebesar 3244 unit, pada periode ke-5 memiliki nilai sebesar 4271 unit, pada periode ke-6 memiliki nilai sebesar 3932 unit, pada periode ke-7 memiliki nilai sebesar 3790 unit, pada periode ke-8 memiliki nilai sebesar 3933 unit, pada periode ke-9 memiliki nilai sebesar 3786 unit, pada periode ke-10 memiliki nilai sebesar 3971 unit, pada periode ke-11 memiliki nilai sebesar 3960 unit, pada periode ke- 12 memiliki nilai sebesar 3667 unit. Tabel 6 RCCP-BOLA Dengan Warna juga memiliki beberapa stasiun kerja yang digunakan untuk mengetahui waktu yang didapat, setasiun kerja tersebut terdiri dari operasi mengukur, memotong, menghaluskan, merakit, memernis, dan mengemas.
Perhitungan operasi pada stasiun kerja untuk periode ke-1 menggunakan rumus waktu baku stasiun kerja periode ke-1 jam dikalikan dengan target
produksi JIP Tanpa warna satuan unit. Operasi mengukur pada periode ke- 1 memiliki nilai sebesar 248,5352 jam yang didapatkan dari waktu baku stasiun kerja 1 jam dikalikan dengan target produksi JIP Tanpa warna satuan unit yaitu 0,0609 jam dikalikan dengan 3743 unit. Operasi memotong pada periode ke-1 memiliki nilai sebesar 233,5632 jam yang didapatkan dari waktu baku stasiun kerja 1 jam dikalikan dengan target produksi JIP Tanpa warna satuan unit yaitu 0.0572 jam dikalikan dengan 3743 unit. Operasi menghaluskan pada periode ke-1 memiliki nilai sebesar 345,8532 jam yang didapatkan dari waktu baku stasiun kerja 1 jam dikalikan dengan target produksi JIP Tanpa warna satuan unit yaitu 0.0847 jam dikalikan dengan 3743 unit. Operasi merakit pada periode ke-1 memiliki nilai sebesar 239,552 jam yang didapatkan dari waktu baku stasiun kerja 1 jam dikalikan dengan target produksi JIP Tanpa warna satuan unit yaitu 0.0587 jam dikalikan dengan 3743 unit. Operasi memernis pada periode ke-1 memiliki nilai sebesar 0 jam yang didapatkan dari waktu baku stasiun kerja 1 jam dikalikan dengan target produksi JIP dengan warna satuan unit yaitu 0 jam dikalikan dengan 3886 unit dikarenakan pada penggunaan tanpa warna tidak menggunakan pernis untuk membuat produk. Operasi mengemas pada periode ke-1 memiliki nilai sebesar 55,0221 jam yang didapatkan dari waktu baku stasiun kerja 1 jam dikalikan dengan target produksi JIP dengan warna satuan unit yaitu 0.0134 jam dikalikan dengan 3743 unit. Pada urutan selanjutnya terdapat jumlah kapasitas periode ke-1 yang menghasilkan nilai sebesar 1122,5257 yang didapat dari operasi mengukur dengan nilai sebesar 248,5352 jam dijumlah dengan operasi memotong dengan nilai sebesar 233,5632 jam dijumlah dengan operasi menghaluskan dengan nilai sebesar 345,8532 jam
dijumlah dengan operasi merakit dengan nilai sebesar 239,552 jam dijumlah dengan operasi memernis dengan nilai sebesar 0 jam dan dijumlah dengan operasi mengemas dengan nilai sebesar 55,0221 jam.
Jumlah kapasitas seluruh periode pada periode ke-1 berjumlah 1122,5257 jam, pada periode ke-2 berjumlah 1031,0567 jam, pada periode ke-3 berjumlah 1223,7253 jam, pada periode ke-4 berjumlah 972,8756 jam, pada periode ke-5 berjumlah 1280,873 jam, pada periode ke-6 berjumlah 1179,207 jam, pada periode ke-7 berjumlah 1136,621 jam, pada periode ke-8 berjumlah 1179,507 jam, pada periode ke-9 berjumlah 1135,421 jam, pada periode ke-10 berjumlah 1190,903 jam, pada periode ke-11 berjumlah 1187,604 jam, pada periode ke-12 berjumlah 1099,733 jam.
Perhitungan kapasitas tersedia merupakan adalah kapasitas yang mampu dipenuhi pabrik dalam melaksanakan produksi dengan memperhatikan sumberdaya dan fasilitas yang dimiliki pabrik tersebut.
Berikut merupakan Tabel 6.8 Kapasitas Tersedia.
Tabel 6.8 Kapasitas Tersedia
Berdasarkan Tabel 6.8 Kapasitas Tersedia diatas terdapat contoh perhitungannya. Berikut ini merupakan contoh perhitungan dari Tabel 6.7 Kapasitas Tersedia.
Contoh Perhitungan Periode 1:
Kapasitas Tersedia = Tenaga Kerja Tersedia x Shift/ hari x Jam kerja/ Shift x Hari kerja/ bulan
= 10 x 1 x 8 x 25 = 2000
Contoh Perhitungan Periode 2 :
Kapasitas Tersedia = Tenaga Kerja Tersedia x Shift/ hari x Jam kerja/ Shift x Hari kerja/ bulan
= 10 x 1 x 8 x 23 = 1840
Contoh perhitungan kapasitas tersedia pada periode 1 yaitu, tenaga kerja tersedia sebanyak 10 orang dikalikan shift / hari yaitu 1 shift dikali jam kerja/ shift yaitu 8 jam dan dikalikan hari kerja/ bulan selama 25 hari maka total yang didapatkan sebesar 2000. Contoh perhitungan kapasitas tersedia pada periode 2 yaitu, tenaga kerja tersedia sebanyak 10 orang dikalikan shift / hari yaitu 1 shift dikali jam kerja/ shift yaitu 8 jam dan dikalikan hari kerja/ bulan selama 23 hari maka total yang didapatkan sebesar 1840.
Berdasarkan tabel 6.7 kapasitas tersedia, memiliki 8 kepala tabel yang berisikan periode, kapasitas tersedia, tenaga kerja tersedia, shift / hari, jam kerja / shift, jam / hari, hari / bulan, hari kerja / bulan, maintenance (pada hari libur) dan kapasitas tersedia. Nilai dari tenaga kerja tersedia didapatkan dari hasil tenaga kerja yang terdapat pada perhitungan perencanaan agregat terpilih (biaya terendah) praktikan (level strategy/chase strategy/mixed strategy). Shift/ hari merupakan jumlah shift sehari dalam waktu kerja perusahaan. Jam kerja/ shift merupakan lama bekerja dalam 1 shift. Jam/ hari merupakan lama waktu dalam sehari. Hari/
bulan merupakan jumlah hari dalam sebulan. Hari kerja/ bulan yaitu jumlah hari waktu bekerja dalam sebulan. Kapasitas tersedia merupakan sebuah jumlah kapasitas yang didapatkan dalam rentan waktu 1 bulan.
Periode 1 memiliki tenaga kerja sebanyak 10 dengan memiliki 1 shift / hari.
Jam kerja pada periode 1 yaitu 8 jam dimana terdapat 24 jam dalam
sehari. Periode 1 memiliki 31 hari dalam sebulan sebanyak 25 hari untuk waktu hari kerja dalam sebulan. Kapasitas tersedia pada periode 1 ialah 2000 yang didapatkan dari jumlah tenaga kerja yang tersedia lalu dikalikan dengan jumlah shift dalam sehari dan dikalikan dengan jam kerja dalam sehari dan dikalikan dengan jumlah hari kerja dalam sebulan.
Periode 2 memiliki tenaga kerja sebanyak 10 dengan memiliki 1 shift / hari. Jam kerja pada periode 2 yaitu 8 jam dimana terdapat 24 jam dalam sehari. Periode 2 memiliki 28 hari dalam sebulan sebanyak 23 hari untuk waktu hari kerja dalam sebulan. Kapasitas tersedia pada periode 2 ialah 1840 yang didapatkan dari jumlah tenaga kerja yang tersedia lalu dikalikan dengan jumlah shift dalam sehari dan dikalikan dengan jam kerja dalam sehari dan dikalikan dengan jumlah hari kerja dalam sebulan.
Periode 3 memiliki tenaga kerja sebanyak 10 dengan memiliki 1 shift / hari. Jam kerja pada periode 3 yaitu 8 jam dimana terdapat 24 jam dalam sehari. Periode 3 memiliki 31 hari dalam sebulan sebanyak 25 hari untuk waktu hari kerja dalam sebulan. Kapasitas tersedia pada periode 3 ialah 2000 yang didapatkan dari jumlah tenaga kerja yang tersedia lalu dikalikan dengan jumlah shift dalam sehari dan dikalikan dengan jam kerja dalam sehari dan dikalikan dengan jumlah hari kerja dalam sebulan.
Periode 4 memiliki tenaga kerja sebanyak 12 dengan memiliki 1 shift / hari. Jam kerja pada periode 4 yaitu 8 jam dimana terdapat 24 jam dalam sehari. Periode 4 memiliki 30 hari dalam sebulan sebanyak 19 hari untuk waktu hari kerja dalam sebulan. Kapasitas tersedia pada periode 4 ialah 1824 yang didapatkan dari jumlah tenaga kerja yang tersedia lalu dikalikan dengan jumlah shift dalam sehari dan dikalikan dengan jam kerja dalam sehari dan dikalikan dengan jumlah hari kerja dalam sebulan.
Periode 5 memiliki tenaga kerja sebanyak 12 dengan memiliki 1 shift / hari. Jam kerja pada periode 5 yaitu 8 jam dimana terdapat 24 jam dalam sehari. Periode 5 memiliki 31 hari dalam sebulan sebanyak 25 hari untuk waktu hari kerja dalam sebulan. Kapasitas tersedia pada periode 5 ialah 2400 yang didapatkan dari jumlah tenaga kerja yang tersedia lalu dikalikan dengan jumlah shift dalam sehari dan dikalikan dengan jam kerja dalam sehari dan dikalikan dengan jumlah hari kerja dalam sebulan.
Periode 6 memiliki tenaga kerja sebanyak 12 dengan memiliki 1 shift / hari. Jam kerja pada periode 6 yaitu 8 jam dimana terdapat 24 jam dalam sehari. Periode 5 memiliki 30 hari dalam sebulan sebanyak 23 hari untuk waktu hari kerja dalam sebulan. Kapasitas tersedia pada periode 6 ialah 2208 yang didapatkan dari jumlah tenaga kerja yang tersedia lalu dikalikan dengan jumlah shift dalam sehari dan dikalikan dengan jam kerja dalam sehari dan dikalikan dengan jumlah hari kerja dalam sebulan.
Periode 7 memiliki tenaga kerja sebanyak 10 dengan memiliki 1 shift / hari. Jam kerja pada periode 7 yaitu 8 jam dimana terdapat 24 jam dalam sehari. Periode 7 memiliki 31 hari dalam sebulan sebanyak 25 hari untuk waktu hari kerja dalam sebulan. Kapasitas tersedia pada periode 7 ialah 2000 yang didapatkan dari jumlah tenaga kerja yang tersedia lalu dikalikan dengan jumlah shift dalam sehari dan dikalikan dengan jam kerja dalam sehari dan dikalikan dengan jumlah hari kerja dalam sebulan.
Periode 8 memiliki tenaga kerja sebanyak 10 dengan memiliki 1 shift / hari. Jam kerja pada periode 8 yaitu 8 jam dimana terdapat 24 jam dalam sehari. Periode 8 memiliki 31 hari dalam sebulan sebanyak 26 hari untuk waktu hari kerja dalam sebulan. Kapasitas tersedia pada periode 8 ialah 2080 yang didapatkan dari jumlah tenaga kerja yang tersedia lalu
dikalikan dengan jumlah shift dalam sehari dan dikalikan dengan jam kerja dalam sehari dan dikalikan dengan jumlah hari kerja dalam sebulan.
Periode 9 memiliki tenaga kerja sebanyak 10 dengan memiliki 1 shift / hari. Jam kerja pada periode 9 yaitu 8 jam dimana terdapat 24 jam dalam sehari. Periode 9 memiliki 30 hari dalam sebulan sebanyak 25 hari untuk waktu hari kerja dalam sebulan. Kapasitas tersedia pada periode 9 ialah 2000 yang didapatkan dari jumlah tenaga kerja yang tersedia lalu dikalikan dengan jumlah shift dalam sehari dan dikalikan dengan jam kerja dalam sehari dan dikalikan dengan jumlah hari kerja dalam sebulan.
Periode 10 memiliki tenaga kerja sebanyak 10 dengan memiliki 1 shift / hari. Jam kerja pada periode 10 yaitu 8 jam dimana terdapat 24 jam dalam sehari. Periode 10 memiliki 31 hari dalam sebulan sebanyak 26 hari untuk waktu hari kerja dalam sebulan. Kapasitas tersedia pada periode 10 ialah 2080 yang didapatkan dari jumlah tenaga kerja yang tersedia lalu dikalikan dengan jumlah shift dalam sehari dan dikalikan dengan jam kerja dalam sehari dan dikalikan dengan jumlah hari kerja dalam sebulan.
Periode 11 memiliki tenaga kerja sebanyak 10 dengan memiliki 1 shift / hari. Jam kerja pada periode 11 yaitu 8 jam dimana terdapat 24 jam dalam sehari. Periode 11 memiliki 30 hari dalam sebulan sebanyak 26 hari untuk waktu hari kerja dalam sebulan. Kapasitas tersedia pada periode 11 ialah 2080 yang didapatkan dari jumlah tenaga kerja yang tersedia lalu dikalikan dengan jumlah shift dalam sehari dan dikalikan dengan jam kerja dalam sehari dan dikalikan dengan jumlah hari kerja dalam sebulan.
Periode 12 memiliki tenaga kerja sebanyak 10 dengan memiliki 1 shift / hari. Jam kerja pada periode 12 yaitu 8 jam dimana terdapat 24 jam dalam sehari. Periode 12 memiliki 31 hari dalam sebulan sebanyak 24 hari
untuk waktu hari kerja dalam sebulan. Kapasitas tersedia pada periode 12 ialah 1920 yang didapatkan dari jumlah tenaga kerja yang tersedia lalu dikalikan dengan jumlah shift dalam sehari dan dikalikan dengan jam kerja dalam sehari dan dikalikan dengan jumlah hari kerja dalam sebulan.
Kapasitas dibutuhkan merupakan perhitungan berdasarkan rencana produksi dan kebutuhan kapasitas per unit. Berikut ini merupakan perbandingan kapasitas dibutuhkan dengan kapasitas tersedia yang terdapat pada Tabel 6.9 Perbandingan Kapasitas Dibutuhkan dengan Kapasitas Tersedia.
Tabel 6.9 Perbandingan Kapasitas Dibutuhkan dengan Kapasitas Tersedia
Berdasarkan Tabel 6.9 Perbandingan Kapasitas Dibutuhkan dengan Kapasitas Tersedia, perbandingan total kapasitas dibutuhkan dan kapasitas tersedia dari perhitungan 12 periode memiliki satuan yang sama yaitu satuan jam. Total kapasitas dibutuhkan pada periode ke-1 memiliki nilai sebesar 2331,4603 jam, total kapasitas dibutuhkan pada periode ke-2 memiliki nilai sebesar 2145,1053 jam, total kapasitas dibutuhkan pada periode ke-3 memiliki nilai sebesar 2331,4155, jam total kapasitas
dibutuhkan pada periode ke-4 memiliki nilai sebesar 2014,7495 jam, total kapasitas dibutuhkan pada periode ke-5 memiliki nilai sebesar 2650,9573 jam, total kapasitas dibutuhkan pada periode ke-6 memiliki nilai sebesar 2439,1618 jam, total kapasitas dibutuhkan pada periode ke-7 memiliki nilai sebesar 2347,1111 jam, total kapasitas dibutuhkan pada periode ke-8 memiliki nilai sebesar 2440,7061 jam, total kapasitas dibutuhkan pada periode ke-9 memiliki nilai sebesar 2347,1559 jam, total kapasitas dibutuhkan pada periode ke-10 memiliki nilai sebesar 2457,0799, total kapasitas dibutuhkan pada periode ke-11 memiliki nilai sebesar 2457,2031 jam, dan total kapasitas dibutuhkan pada periode ke-12 memiliki nilai sebesar 2268,2249 jam. Pada kolom kedua berisikan mengenai kapasitas tersedia pada periode ke-1 sebesar 2000 jam, kapasitas tersedia pada periode ke-2 sebesar 1840 jam, kapasitas tersedia pada periode ke-3 sebesar 2000 jam, kapasitas tersedia pada periode ke-4 sebesar 1824 jam, kapasitas tersedia pada periode ke-5 sebesar 2400 jam, kapasitas tersedia pada periode ke-6 sebesar 2208 jam, kapasitas tersedia pada periode ke-7 sebesar 2000 jam, kapasitas tersedia pada periode ke-8 sebesar 2080 jam kapasitas tersedia pada periode ke-9 sebesar 2000 jam, kapasitas tersedia pada periode ke-10 sebesar 2080 jam, kapasitas tersedia pada periode ke- 11 sebesar 2080 jam, kapasitas tersedia pada periode ke-12 sebesar 1920 jam.
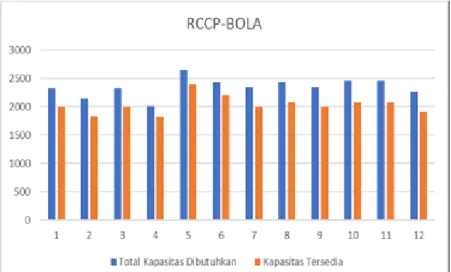
Grafik Perbandingan Kapasitas dibutuhkan Terhadap kapasitas tersedia merupakan suatu grafik yang menunjukkan perbandingan antara total kapasitas dibutuhkan dengan kapasitas tersedia. Berikut ini merupakan grafik perbandingan antara kapasitas dibutuhkan dengan
kapasitas tersedia pada Gambar 6.1 Perbandingan Kapasitas Dibutuhkan Terhadap Kapasitas Tersedia.
Gambar 6.1 Grafik Perbandingan
Berdasarkan pada Grafik perbandingan RCCP BOLA di atas yaitu menunjukan tampilan grafik perbandingan antara kapasitas dibutuhkan dengan kapasitas tersedia. Kapasitas yang tersedia adalah kapasitas dari suatu sistem yang ada untuk memproduksi suatu jumlah keluaran dalam waktu tertentu, sedangkan kapasitas dibutuhkan adalah kapasitas dari suatu sistem yang dibutuhkan untuk memproduksi suatu jumlah keluaran dalam suatu waktu tertentu. Berdasarkan Gambar Perbandingan Kapasitas Dibutuhkan Kapasitas Tersedia merupakan grafik perbandingan antara total kapasitas yang dibutuhkan dengan kapasitas tersedia dilihat dari tabel 8 sumbu X menggambarkan tentang periode yang akan dilewati dan pada sumbu Y menggambarkan nilai. Kapasitas Tersedia didapatkan dari Tenaga Kerja Tersedia x Shift/ hari x Jam kerja/ Shift x Hari kerja/ bulan sedangkan kapasitas dibutuhkan didapatkan dari jumlah kapasitas produk dengan warna periode (jam) + jumlah kapasitas produk tanpa warna.
Periode ke-1 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil dari pada kapasitas tersedia dengan nilai 2331,4603 jam dan
2720 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1208,9346 + 1122,5257 = 2331,4603 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 10,88 x 25 = 2720. Periode ke-2 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil dari pada kapasitas tersedia dengan nilai 2145,1053 jam dan 2560 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1114,0491 + 1031,0562 = 2145,1053 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 101,13043 x 23 = 2720.
Periode ke-3 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil dari pada kapasitas tersedia dengan nilai 2331,4155 jam dan 2720 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1207,6902 + 1123,7253 = 2331,4155 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 10,88 x 25 = 2720. Periode ke-4 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil dari pada kapasitas tersedia dengan nilai 2014,7495 jam dan 2688 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1041,874 + 972,8756 =2014,7495 jam dan kapasitas tersedia didapatkan dari 12 x 1 x 11,78947 x 19 = 2688.
Periode ke-5 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2650,9573 jam dan 2720 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1370,084 + 1280,873 = 2650,9573 jam dan kapasitas tersedia didapatkan dari 12 x 1 x 10.88 x 25 = 2720. Periode ke-6 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2439,1618 jam dan 3072 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1259,955 + 1179,207 = 2439,1618 jam dan kapasitas tersedia didapatkan dari 12 x 1 x 11,13043 x 23 = 3072. Periode ke-7 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil
daripada kapasitas tersedia dengan nilai 2347,1111 jam dan 2720 jam.
Kapasitas dibutuhkan pada periode ini didapatkan dari 1210,4901 + 1136,621 = 2347,1111 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 10,88 x 25 = 2720. Periode ke-8 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2440,7061 jam dan 2800 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1261,1994 + 1179,5067 = 2440,7061 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 10,76923 x 26 = 2800. Periode ke-9 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2347,1559 jam dan 2720 jam.
Kapasitas dibutuhkan pada periode ini didapatkan dari 1211,7345 + 1135,4214 = 2347,1559 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 10,88 x 25 = 2720. Periode ke-10 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2457,0799 jam dan 2800 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1266,177 + 1190,9029 = 2457,0799 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 10,76923 x 26 = 2800. Periode ke-11 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2457,2031 jam dan 2800 jam.
Kapasitas dibutuhkan pada periode ini didapatkan dari 1269,5991 + 1187,604 = 2457,2031 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 10,76923 x 26 = 2800. Periode ke-12 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2268,2249 jam dan 2640 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1168,4916 + 1099,7333 = 2268,2249 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 11 x 24 = 2640.
Perhitungan kapasitas tersedia merupakan adalah kapasitas yang mampu dipenuhi pabrik dalam melaksanakan produksi dengan memperhatikan sumberdaya dan fasilitas yang dimiliki pabrik tersebut.
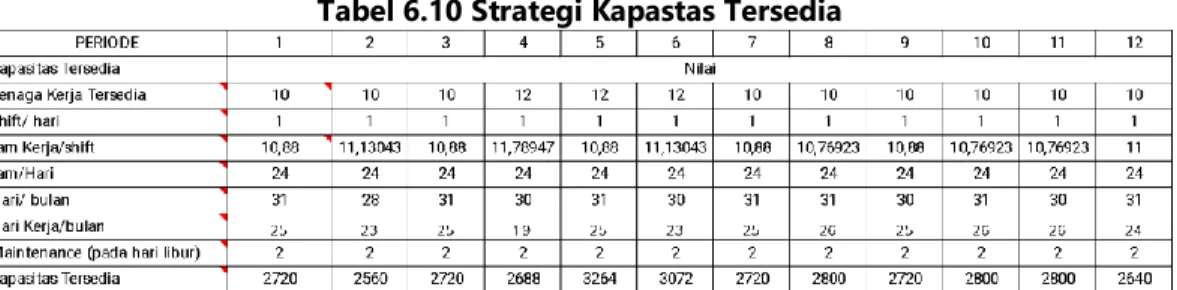
Berikut merupakan Tabel 6.10 Kapasitas Tersedia yang telah memenuhi kapasitas yang dibutuhkan.
Tabel 6.10 Strategi Kapastas Tersedia
Berdasarkan Tabel 6.10 Kapasitas Tersedia diatas terdapat contoh perhitungannya. Berikut ini merupakan contoh perhitungan dari Tabel 6.7 Kapasitas Tersedia.
Periode 1:
Kapasitas Tersedia = Tenaga Kerja Tersedia x Shift/ hari x Jam kerja/Shift x Hari kerja/ bulan
= 10 x 1 x 10,88 x 25
= 2720 Periode 2:
Kapasitas Tersedia = Tenaga Kerja Tersedia x Shift/ hari x Jam kerja/Shift x Hari kerja/ bulan
= 10 x 1 x 11,13043 x 23
= 2560
Berdasarkan pada Tabel 6.9 Kapasitas Tersedia di atas terdapat 12 periode. Kapasitas yang tersedia adalah kapasitas dari suatu sistem yang ada untuk memproduksi suatu jumlah keluaran dalam waktu tertentu. Jam
kerja tersedia period ke-1 yaitu 2640 jam. Berdasarkan Tabel Kapasitas Tersedia pada periode ke-1 terdapat tenaga kerja tersedia yaitu 10 orang yang diperoleh dari tenaga kerja pada perhitungan perencanaan agregat terpilih yaitu chase strategy,terdapat shift per hari yang merupakan jadwal kerja operator yaitu 1 hari karena mengacu pada peraturan jam kerja shift ini telah disampaikan dalam pasal 77 ayat 2 hingga 4 UU NO 13 tahun 2003 tentang aturan jam kerja, 8 jam dalam sehari 40 jam selama seminggu untuk 6 hari kerja dalam seminggu atau 8 jam dalam sehari 40 jam selama seminggu untuk 5 hari kerja dalam seminggu, Shift/hari mengapa 1 karena Pekerjaan produksinya tidak terlalu berat dan tidak memerlukan waktu yang lama, terdapat jam kerja per shift yang merupakan jam kerja operator yaitu selama 8 jam karena sesuai dengan UU Cipta Kerja tahun 2020 Pasal 77 ayat 2 dimana jika 6 hari kerja dalam seminggu maka maksimal jam kerja per hari adalah 8 jam, terdapat jam per hari yaitu 24 jam karena dalam satu hari terdapat 24 jam, terdapat hari per bulan yang mana dalam satu bulan di periode ke-1 ada 31 hari, terdapat hari kerja per bulan di periode ke-1 yaitu 25 hari kerja operator pada bulan tersebut yang diperoleh dari hari kerja pada perhitungan perencaaan agregat terpilih yaitu mixed strategy, terdapat maintenance yang merupakan perawatan mesin yang dilakukan pada saat mesin libur yaitu sebanyak 2 kali dalam 2 hari pada hari libur dalam periode ke-1, dan maintenance yang dilakukan adalah perawat pada beberapa mesin yang digunakan pada proses produksi yaitu circular saw, nail gun, dan spray gun. Terdapat kapasitas tersedia yang diperoleh dari tenaga kerja tersedia yaitu sebesar 10 orang dikalikan dengan shift per hari yaitu sebesar 1 hari dikalikan dengan jam kerja per shift yaitu sebesar 10,88 jam dan dikalikan
dengan hari kerja per bulan sebesar 25 hari, maka kapasitas tersedia pada periode ke-1 sehingga kapasitas tersedia yang dihasilkan yaitu 2720 jam.
Kapasitas tersedia yang diperoleh dari tenaga kerja tersedia pada periode ke-2 yaitu sebesar 10 orang dikalikan dengan shift per hari yaitu sebesar 1 hari dikalikan dengan jam kerja per shift yaitu sebesar 11,13043 jam dan dikalikan dengan hari kerja per bulan sebesar 23 hari, maka kapasitas tersedia pada periode ke-2 sehingga kapasitas tersedia yang dihasilkan yaitu 2560 jam. Kapasitas tersedia yang diperoleh dari tenaga kerja tersedia pada periode ke-3 yaitu sebesar 10 orang dikalikan dengan shift per hari yaitu sebesar 1 hari dikalikan dengan jam kerja per shift yaitu sebesar 10,88 jam dan dikalikan dengan hari kerja per bulan sebesar 25 hari, maka kapasitas tersedia pada periode ke-3 sehingga kapasitas tersedia yang dihasilkan yaitu 2720 jam. Kapasitas tersedia yang diperoleh dari tenaga kerja tersedia pada periode ke-4 yaitu sebesar 12 orang dikalikan dengan shift per hari yaitu sebesar 1 hari dikalikan dengan jam kerja per shift yaitu sebesar 11,78947 jam dan dikalikan dengan hari kerja per bulan sebesar 19 hari, maka kapasitas tersedia pada periode ke-4 sehingga kapasitas tersedia yang dihasilkan yaitu 2688 jam. Kapasitas tersedia yang diperoleh dari tenaga kerja tersedia pada periode ke-5 yaitu sebesar 12 orang dikalikan dengan shift per hari yaitu sebesar 1 hari dikalikan dengan jam kerja per shift yaitu sebesar 10,88 jam dan dikalikan dengan hari kerja per bulan sebesar 25 hari, maka kapasitas tersedia pada periode ke-2 sehingga kapasitas tersedia yang dihasilkan yaitu 3264 jam.
Kapasitas tersedia yang diperoleh dari tenaga kerja tersedia pada periode ke-6 yaitu sebesar 12 orang dikalikan dengan shift per hari yaitu sebesar 1 hari dikalikan dengan jam kerja per shift yaitu sebesar 11,13043 jam dan
dikalikan dengan hari kerja per bulan sebesar 23 hari, maka kapasitas tersedia pada periode ke-6 sehingga kapasitas tersedia yang dihasilkan yaitu 3072 jam.
Kapasitas tersedia yang diperoleh dari tenaga kerja tersedia pada periode ke-7 yaitu sebesar 10 orang dikalikan dengan shift per hari yaitu sebesar 1 hari dikalikan dengan jam kerja per shift yaitu sebesar 10,88 jam dan dikalikan dengan hari kerja per bulan sebesar 25 hari, maka kapasitas tersedia pada periode ke-7 sehingga kapasitas tersedia yang dihasilkan yaitu 2720 jam. Kapasitas tersedia yang diperoleh dari tenaga kerja tersedia pada periode ke-8 yaitu sebesar 10 orang dikalikan dengan shift per hari yaitu sebesar 1 hari dikalikan dengan jam kerja per shift yaitu sebesar 10,76923 jam dan dikalikan dengan hari kerja per bulan sebesar 26 hari, maka kapasitas tersedia pada periode ke-8 sehingga kapasitas tersedia yang dihasilkan yaitu 2800 jam. Kapasitas tersedia yang diperoleh dari tenaga kerja tersedia pada periode ke-9 yaitu sebesar 10 orang dikalikan dengan shift per hari yaitu sebesar 1 hari dikalikan dengan jam kerja per shift yaitu sebesar 10,88 jam dan dikalikan dengan hari kerja per bulan sebesar 25 hari, maka kapasitas tersedia pada periode ke-9 sehingga kapasitas tersedia yang dihasilkan yaitu 2720 jam. Kapasitas tersedia yang diperoleh dari tenaga kerja tersedia pada periode ke-10 yaitu sebesar 10 orang dikalikan dengan shift per hari yaitu sebesar 1 hari dikalikan dengan jam kerja per shift yaitu sebesar 10,76923 jam dan dikalikan dengan hari kerja per bulan sebesar 26 hari, maka kapasitas tersedia pada periode ke- 10 sehingga kapasitas tersedia yang dihasilkan yaitu 2800 jam. Kapasitas tersedia yang diperoleh dari tenaga kerja tersedia pada periode ke-11 yaitu sebesar 10 orang dikalikan dengan shift per hari yaitu sebesar 1 hari
dikalikan dengan jam kerja per shift yaitu sebesar 10,76923 jam dan dikalikan dengan hari kerja per bulan sebesar 26 hari, maka kapasitas tersedia pada periode ke-11 sehingga kapasitas tersedia yang dihasilkan yaitu 2800 jam. Kapasitas tersedia yang diperoleh dari tenaga kerja tersedia pada periode ke-12 yaitu sebesar 10 orang dikalikan dengan shift per hari yaitu sebesar 1 hari dikalikan dengan jam kerja per shift yaitu sebesar 11 jam dan dikalikan dengan hari kerja per bulan sebesar 24 hari, maka kapasitas tersedia pada periode ke-12 sehingga kapasitas tersedia yang dihasilkan yaitu 2640 jam.
Kapasitas dibutuhkan merupakan perhitungan berdasarkan rencana produksi dan kebutuhan kapasitas per unit. Berikut ini merupakan perbandingan kapasitas dibutuhkan dengan kapasitas tersedia yang terdapat pada Tabel 6.11 Perbandingan Kapasitas Dibutuhkan lebih rendah dengan Kapasitas Tersedia.
Tabel 6.11 Perbandingan Kapasitas Dibutuhkan dengan Kapasitas Tersedia
Berdasarkan Tabel 6.11 Perbandingan Kapasitas Dibutuhkan dengan Kapasitas Tersedia, perbandingan total kapasitas dibutuhkan dan kapasitas tersedia dari perhitungan 12 periode memiliki satuan yang sama yaitu satuan jam. Total kapasitas dibutuhkan pada periode ke-1 memiliki nilai sebesar 2331,4603 jam, total kapasitas dibutuhkan pada periode ke-2 memiliki nilai sebesar 2145,1053 jam, total kapasitas dibutuhkan pada periode ke-3 memiliki nilai sebesar 2331,4155, jam total kapasitas
dibutuhkan pada periode ke-4 memiliki nilai sebesar 2014,7495 jam, total kapasitas dibutuhkan pada periode ke-5 memiliki nilai sebesar 2650,9573 jam, total kapasitas dibutuhkan pada periode ke-6 memiliki nilai sebesar 2439,1618 jam, total kapasitas dibutuhkan pada periode ke-7 memiliki nilai sebesar 2347,1111 jam, total kapasitas dibutuhkan pada periode ke-8 memiliki nilai sebesar 2440,7061 jam, total kapasitas dibutuhkan pada periode ke-9 memiliki nilai sebesar 2347,1559 jam, total kapasitas dibutuhkan pada periode ke-10 memiliki nilai sebesar 2457,0799, total kapasitas dibutuhkan pada periode ke-11 memiliki nilai sebesar 2457,2031 jam, dan total kapasitas dibutuhkan pada periode ke-12 memiliki nilai sebesar 2268,2249 jam. Pada kolom kedua berisikan mengenai kapasitas tersedia pada periode ke-1 sebesar 2640 jam, kapasitas tersedia pada periode ke-2 sebesar 2480 jam, kapasitas tersedia pada periode ke-3 sebesar 2640 jam, kapasitas tersedia pada periode ke-4 sebesar 2592 jam, kapasitas tersedia pada periode ke-5 sebesar 3168 jam, kapasitas tersedia pada periode ke-6 sebesar 2976 jam, kapasitas tersedia pada periode ke-7 sebesar 2640 jam, kapasitas tersedia pada periode ke-8 sebesar 2720 jam kapasitas tersedia pada periode ke-9 sebesar 2640 jam, kapasitas tersedia pada periode ke-10 sebesar 2720 jam, kapasitas tersedia pada periode ke- 11 sebesar 2720 jam, kapasitas tersedia pada periode ke-12 sebesar 2560 jam.
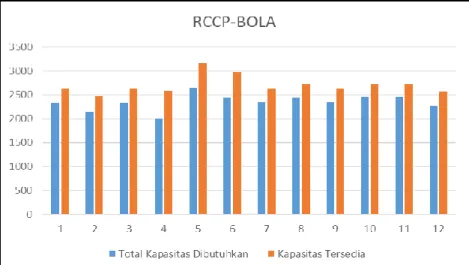
Grafik Perbandingan Kapasitas dibutuhkan Terhadap kapasitas tersedia merupakan suatu grafik yang menunjukkan perbandingan antara total kapasitas dibutuhkan dengan kapasitas tersedia. Berikut ini merupakan grafik perbandingan antara kapasitas dibutuhkan dengan
kapasitas tersedia pada Gambar 6.2 Perbandingan Kapasitas Dibutuhkan Terhadap Kapasitas Tersedia.
Gambar 6.2 Grafik Perbandingan
Berdasarkan pada Grafik perbandingan RCCP BOLA di atas yaitu menunjukan tampilan grafik perbandingan antara kapasitas dibutuhkan dengan kapasitas tersedia. Kapasitas yang tersedia adalah kapasitas dari suatu sistem yang ada untuk memproduksi suatu jumlah keluaran dalam waktu tertentu, sedangkan kapasitas dibutuhkan adalah kapasitas dari suatu sistem yang dibutuhkan untuk memproduksi suatu jumlah keluaran dalam suatu waktu tertentu. Berdasarkan Gambar Perbandingan Kapasitas Dibutuhkan Kapasitas Tersedia merupakan grafik perbandingan antara total kapasitas yang dibutuhkan dengan kapasitas tersedia dilihat dari tabel 8 sumbu X menggambarkan tentang periode yang akan dilewati dan pada sumbu Y menggambarkan nilai. Kapasitas Tersedia didapatkan dari Tenaga Kerja Tersedia x Shift/ hari x Jam kerja/ Shift x Hari kerja/ bulan sedangkan kapasitas dibutuhkan didapatkan dari jumlah kapasitas produk dengan warna periode (jam) + jumlah kapasitas produk tanpa warna.
Periode ke-1 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil dari pada kapasitas tersedia dengan nilai 2331,4603 jam dan
2000 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1208,9346 + 1122,5257 = 2331,4603 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 8 x 25 = 2000. Periode ke-2 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil dari pada kapasitas tersedia dengan nilai 2145,1053 jam dan 1840 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1114,0491 + 1031,0562 = 2145,1053 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 8 x 23 = 1840. Periode ke-3 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil dari pada kapasitas tersedia dengan nilai 2331,4155 jam dan 2000 jam.
Kapasitas dibutuhkan pada periode ini didapatkan dari 1207,6902 + 1123,7253 = 2331,4155 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 8 x 25 = 2000. Periode ke-4 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil dari pada kapasitas tersedia dengan nilai 2014,7495 jam dan 1824 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1041,874 + 972,8756 =2014,7495 jam dan kapasitas tersedia didapatkan dari 12 x 1 x 8 x 19 = 1824. Periode ke-5 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2650,9573 jam dan 2400 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1370,084 + 1280,873 = 2650,9573 jam dan kapasitas tersedia didapatkan dari 12 x 1 x 8 x 25 = 2400. Periode ke-6 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2439,1618 jam dan 2208 jam.
Kapasitas dibutuhkan pada periode ini didapatkan dari 1259,955 + 1179,207 = 2439,1618 jam dan kapasitas tersedia didapatkan dari 12 x 1 x 8 x 23 = 2208. Periode ke-7 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2347,1111
jam dan 2000 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1210,4901 + 1136,621 = 2347,1111 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 8 x 25 = 2000. Periode ke-8 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2440,7061 jam dan 2080 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1261,1994 + 1179,5067 = 2440,7061 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 8 x 26 = 2080. Periode ke-9 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2347,1559 jam dan 2000 jam.
Kapasitas dibutuhkan pada periode ini didapatkan dari 1211,7345 + 1135,4214 = 2347,1559 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 8 x 25 = 2000. Periode ke-10 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2457,0799 jam dan 2080 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1266,177 + 1190,9029 = 2457,0799 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 8 x 26 = 2080. Periode ke-11 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2457,2031 jam dan 2080 jam. Kapasitas dibutuhkan pada periode ini didapatkan dari 1269,5991 + 1187,604 = 2457,2031 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 8 x 26 = 2080. Periode ke-12 mendeskripsikan bahwa total kapasitas yang dibutuhkan lebih kecil daripada kapasitas tersedia dengan nilai 2268,2249 jam dan 1920 jam.
Kapasitas dibutuhkan pada periode ini didapatkan dari 1168,4916 + 1099,7333 = 2268,2249 jam dan kapasitas tersedia didapatkan dari 10 x 1 x 8 x 24 = 1920.
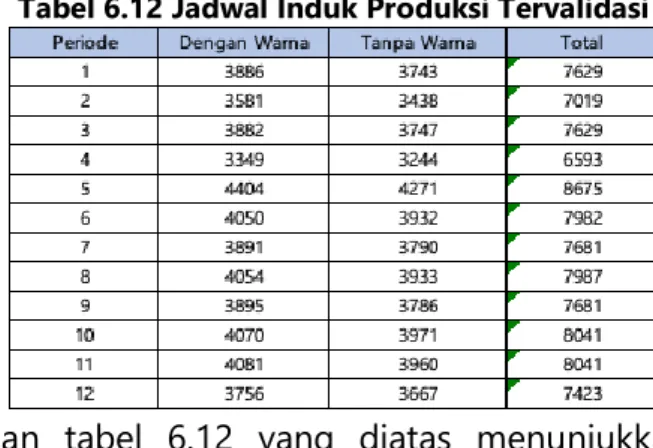
Tabel 6.12 Jadwal Induk Produksi Tervalidasi
Berdasarkan tabel 6.12 yang diatas menunjukkan jadwal induk produksi atau JIP sesudah tervalidasi. Angka yang terdapat di dalam tabel tersebut didapatkan dari hasil perhitungan unit produksi yang terdapat pada tabel proses disagregasi, tabel diatas memiliki kepala tabel yang terdiri dari periode, dimana periode ini berisikan 1-12 jenis produk, yaitu dengan warna dan tanpa warna, dan total (unit). Periode 1 jadwal produksi pada unit dengan warna memiliki jumlah unit yang harus diproduksi sebanyak 3886 unit, sedangkan tanpa warna memiliki jumlah unit yang harus diproduksi sebanyak 3743 unit. Periode 2 jadwal produksi pada unit dengan warna memiliki jumlah unit yang harus diproduksi sebanyak 3581 unit, sedangkan tanpa warna memiliki jumlah unit yang harus diproduksi sebanyak 3438 unit. Periode 3 jadwal produksi pada unit dengan warna memiliki jumlah unit yang harus diproduksi sebanyak 3882 unit, sedangkan tanpa warna memiliki jumlah unit yang harus diproduksi sebanyak 3747 unit. Periode 4 jadwal produksi pada unit dengan warna memiliki jumlah unit yang harus diproduksi sebanyak 3349 unit, sedangkan tanpa warna memiliki jumlah unit yang harus diproduksi sebanyak 3244 unit. Periode 5 jadwal produksi pada unit dengan warna memiliki jumlah unit yang harus diproduksi sebanyak 4404 unit, sedangkan tanpa warna memiliki jumlah unit yang harus diproduksi sebanyak 4271 unit. Periode 6 jadwal produksi
pada unit dengan warna memiliki jumlah unit yang harus diproduksi sebanyak 4050 unit, sedangkan tanpa warna memiliki jumlah unit yang harus diproduksi sebanyak 3932 unit. Periode 7 jadwal produksi pada unit dengan warna memiliki jumlah unit yang harus diproduksi sebanyak 3891 unit, sedangkan tanpa warna memiliki jumlah unit yang harus diproduksi sebanyak 3790 unit. Periode 8 jadwal produksi pada unit dengan warna memiliki jumlah unit yang harus diproduksi sebanyak 4054 unit, sedangkan tanpa warna memiliki jumlah unit yang harus diproduksi sebanyak 3933 unit. Periode 9 jadwal produksi pada unit dengan warna memiliki jumlah unit yang harus diproduksi sebanyak 3895 unit, sedangkan tanpa warna memiliki jumlah unit yang harus diproduksi sebanyak 3786 unit. Periode 10 jadwal produksi pada unit dengan warna memiliki jumlah unit yang harus diproduksi sebanyak 4070 unit, sedangkan tanpa warna memiliki jumlah unit yang harus diproduksi sebanyak 3971 unit. Periode 11 jadwal produksi pada unit dengan warna memiliki jumlah unit yang harus diproduksi sebanyak 4081 unit, sedangkan tanpa warna memiliki jumlah unit yang harus diproduksi sebanyak 3960 unit. Periode 12 jadwal produksi pada unit dengan warna memiliki jumlah unit yang harus diproduksi sebanyak 3756 unit, sedangkan tanpa warna memiliki jumlah unit yang harus diproduksi sebanyak 3667 unit.