PERANCANGAN PERBAIKAN SISTEM SUPPLY CHAIN
DENGAN LEAN MANUFACTURING PADA
PT. CAKRA COMPACT ALUMINIUM INDUSTRIAL
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Disusun oleh :
BUDI RAHMADAN
050403035D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
DAFTAR ISI
BAB Halaman LEMBAR PENGESAHAN
SERTIFIKAT EVALUASI TUGAS SARJANA
KATA PENGANTAR... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... iv
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xv
ABSTRAK... xiv
I PENDAHULUAN... I-1 1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-3 1.3. Tujuan Penelitian ... I-4 1.4. Manfaat Penelitian ... I-4 1.5. Batasan Masalah dan Asumsi ... I-5 1.6. Sistematika Penulisan Tugas Sarjana ... I-6
DAFTAR ISI (LANJUTAN)
BAB Halaman 2.3. Organisasi dan Manajemen ... II-3
2.3.1. Struktur Organisasi Perusahaan ... II-3 2.3.2. Tenaga Kerja dan Jam Kerja Perusahaan ... II-5 2.3.2. Jam Kerja ... II-6 2.3.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-7 2.4. Proses Produksi ... II-10
2.4.1. Bahan yang Digunakan ... II-10 2.4.1.1. Bahan Baku ... II-10 2.4.1.2. Bahan Tambahan... II-10 2.4.1.3. Bahan Penolong ... II-11 2.4.2. Uraian Proses Produksi ... II-12 2.4.3. Mesin dan Peralatan ... II-17 2.4.3.1. Mesin Produksi ... II-17 2.4.3.2. Peralatan Produksi ... II-21
III LANDASAN TEORI ... III-1 3.1. Kosep Supply Chain ... III-1 3.2. Konsep Lean Manufacturing ... III-3 3.3. Jenis-jenis Pemborosan... III-4
DAFTAR ISI (LANJUTAN)
BAB Halaman 3.4. Metode yang Digunakan dalam Lean Manufacturing ... III-8 3.5. Value Stream Mapping tools ... III-23 3.6. Peta Proses Kelompok Kerja ... III-27 3.7. Sistem Kanban ... III-28 3.7.1. Fungsi Kanban ... III-30 3.7.2. Aturan Kanban... III-32 3.7.3. Penentuan Jumlah Kanban ... III-33 3.7.4. Jenis Kartu Kanban ... III-34 3.8. Seven Tools ... III-35 3.9. Peramalan (Forecasting) ... III-40 3.10. Indentifikasi Akar Masalah “5W” ... III-43 3.11. Studi Waktu ... III-43
DAFTAR ISI (LANJUTAN)
BAB Halaman 4.4.3. Pengumpulan Data ...IV-3 4.4.4. Pengolahan Data ...IV-6 4.4.5. Analisis Pemecahan Masalah ...IV-13 4.4.6. Kesimpulan dan Saran ...IV-15
V PENGUMPULAN DAN PENGOLAHAN DATA... V-1 5.1. Pengumpulan Data ...V-1
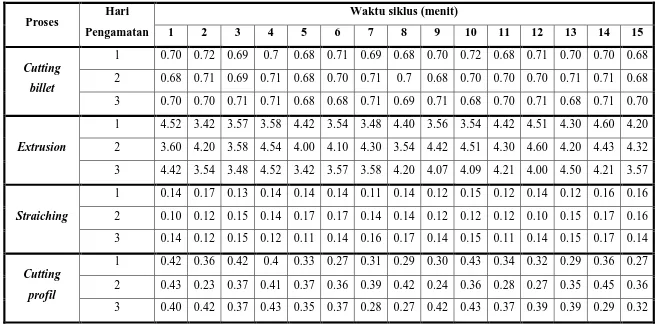
5.1.1. Waktu Siklus ...V-1 5.1.2. Layout Lantai Produksi ...V-1 5.1.3. Data Permintaan Profil MF,AN dan PC ...V-6 5.1.4. Data Produk Cacat ...V-6 5.1.5. Data Sekunder Untuk Melengkapi Current State Map ...V-7 5.1.6. Change Over Time Cetakan Mesin Ekstrusi ...V-8 5.1.7. Rating Factor ...V-9 5.1.8. Allowance ...V-9 5.2. Pengolahan Data...V-13
DAFTAR ISI (LANJUTAN)
BAB Halaman 5.2.3.3.Pengukuran Waktu Standar ………... . V-21
5.2.3.4. Pembuatan Peta untuk Setiap Kategori Proses ...V-26 5.2.3.5. Pembentukan Peta Aliran Keseluruhan Pabrik
Yang Membentuk Current State Map ...V-28 5.2.4. Indentifikasi Pemborosan ...V-32 5.2.4.1. Proces Activity Mapping ...V-33 5.2.4.2. Peta Regu Kerja ...V-40 5.2.4.3. Quality Filter Mapping ...V-43 5.2.4.4. Demand Amplied Mapping ...V-44 5.2.5. Peramalan Jumlah Permintaan dengan Metode time Series ...V-45 5.2.6.Perhitungan Takt Time ...V-53 5.2.3. Analisa Current State Map ...V-55 5.2.3.1. Analisa Cycle Time ...V-55 5.2.3.2. Analisa Proses Activity Mapping ...V-57 5.2.3.3. Analisa Gang Proses Chart ...V-58 5.2.3.4. Analisa Quality Filter Mapping ...V-59 5.2.3.5. Analisa Demand Amplication Mapping ...V-60 5.2.3.6. Perincian Value Added Time dan Non Value
Added Time ...V-61
5.2.3.7. Analisa Pemborosan dalam Proses ...V-65
DAFTAR ISI (LANJUTAN)
BAB Halaman 5.2.4. Pembentukan Future State Map ... V-74 5.2.4.1. Tindakan Perbaikan dengan Lean Manufacturing ... V-74 5.2.4.2. Future Proses Activity Mapping ... V-95
5.2.4.3. Peta Regu Kerja Usulan... V-103 5.2.4.4. Penggambaran Future State Mapping ... V-104
VI ANALISIS PEMECAHAN MASALAH ... VI-1 6.1. Analisis ... VI-1 6.1.1. Analisis Current State Mapping ... VI-1 6.1.2. Analisis Future State Mapping ... VI-2 6.2. Evaluasi ... VI-7
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
DAFTAR TABEL (LANJUTAN)
Tabel Halaman 5.13. Proses Activity Mapping (PAM) untuk Ekstrusi Plan ... V-33 5.14. Jumlah dan Waktu Hasil PAM untuk Ekstrusi Plan ... V-35 5.15. Proses Activity Mapping (PAM) untuk Anodizing Plan ... V-36 5.16. Jumlah dan Waktu Hasil PAM untuk Anodizing Plan ... V-38 5.17. Proses Activity Mapping (PAM) untuk Powder Coating Plan ... V-38 5.18. Jumlah dan Waktu Hasil PAM untuk Powder Coating Plan ... V-40 5.19. Jumlah Permintaan, produksi, dan Pengiriman Produk ... V-44 5.20. Perhitungan Parameter Peramalan Untuk Metode Kuadratis ... V-47 5.21. Perhitungan Parameter Peramalan Untuk Metode Siklis ... V-48 5.22. Perhitungan SEE Untuk Metode Kuadratis ... V-49 5.23. Perhitungan SEE Untuk Metode Kuadratis ... V-50 5.24. Perhitungan Hasil Verivikasi ... V-51 5.25. Perhitungan Takt Time Produksi Untuk Proces Ekstrusi Plan ... V-54 5.26. Perhitungan Takt Time Produksi Untuk Proces Anodizing Plan ... V-55 5.27. Perhitungan Takt Time Produksi Untuk Proces powder Caoting ... V-55 5.28. Perbandingan Antara Takt Time dengan Cycle Time ... V-56 5.29. Pengelompokan Aktivitas Value Added dan Non Value Added Time
Untuk Ekstrusi Plan ... V-61 5.30. Pengelompokan Aktivitas Value Added dan Non Value Added Time
DAFTAR TABEL (LANJUTAN)
Tabel Halaman 5.31. Pengelompokan Aktivitas Value Added dan Non Value Added Time
Untuk Powder Coating Plan ... V-63 5.32. Analisis Akar Masalah Pemborosan yang Terjadi Pada Perusahaan ... V-68 5.33. Perbaikan dengan Prinsip Kerja 5S ... V-74 5.34. Elemen gerakan Pelepasan dan Pemasangan Cetakan ... V-86 5.35. Konversi Internal Setup Menjadi Eksternal Setup ... V-87 5.36. Perubahan Setup Mesin Ekstrusi ... V-90 5.37. Jumlah Kebutuhan Kartu Kanban Tiap Stasiun ... V-92 5.38.Usulan Proses Activity Mapping (PAM) untuk Ekstrusi Plan ... V-95 5.39. Jumlah dan Waktu Hasil PAM untuk Ekstrusi Plan Usulan ... V-98 5.40. Usulan Proses Activity Mapping (PAM) untuk Anodizing Plan ... V-98 5.41. Jumlah dan Waktu Hasil PAM untuk Anodizing Plan Usulan ... V-100 5.42.Usulan Proses Activity Mapping (PAM) untuk Powder Coating Plan... V-101 5.43. Jumlah dan Waktu Hasil PAM untuk Powder Coating Plan Usulan ... V-102 6.1. Perbedaan Value Added Time dan Non value added Time Antara
Current State Map dan Future State Map ... VI-5
DAFTAR GAMBAR
Gambar Halaman
2.1. Struktur Organisasi PT. Cakra Compact Industrial medan ... II-4 2.2. Skema Proses Produksi PT.Cakra Compact Alumanium Industrial ... II-13 3.1. Pull Production Syatem ... III-32 4.1. Kerangka konseptual dari Pemborosan Pada system Supply Chain ... IV-2 4.2. Blok Diagram Metodologi penelitian ... IV-5 4.3. Blok Diagram Pengolahan Data ... IV-12 5.1. Layout Lantai Produksi PT. Cakra Compact Aluminium
DAFTAR GAMBAR (LANJUTAN)
Gambar Halaman
5.11. Scater Demand Aplification Mapping ... V-45 5.12. Scater Diagram Jumlah Permintaan Produk Profil MF ... V-46 5.13. Moving Range Chart Penjualan Profil MF ... V-52 5.14. Digram Batang Perbandingan VA dan NVA ... V-64 5.15. Cause Effect Diagram Untuk Kontaminasi angin... V-71 5.16. Causes Effect Diagram Untuk Profil Lembek ... V-72 5.17. Cause Effect Diagram untuk Profil baling, lis dan kaki
DAFTAR LAMPIRAN
Lampiran
ABSTRAK
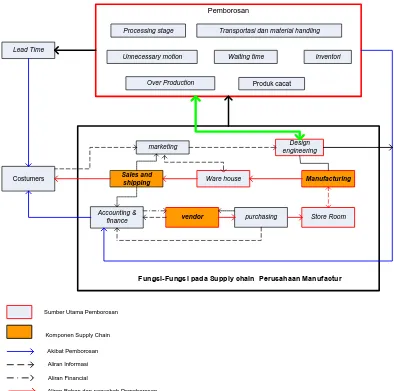
Pemborosan merupakan segala sesuatu yang menambah waktu dan biaya pembuatan sebuah produk namun tidak menambah nilai pada produk yang dilihat dari sudut pandang konsumen oleh karena itu perlu dieliminasi. Lean supply chain bertujuan untuk mengurangi atau menghilangkan pemborosan (waste) sepanjang rantai nilai dari supply chain itu. Pengurangan waste dimaksudkan meningkatkan value added time, sehingga meningkatkan efesiensi penggunaan sumber daya dan lead time.PT. Cakra Comapct Aluminium Industrial Medan bergerak dibidang pengolahan Profil Aluminium. Perusahaan memasarkan produknya keluar negeri. Dalam pemenuhan pesanan konsumen perusahaan sering terkendala dengan lead time produksi. Proses produksi yang berlangsung diperusahaan menunjukan adanya non value added time. Pemborosan yang terdapat pada perusahaan adalah waktu menunggu material, transportasi yang sering berulang, kelebihan jumlah produksi, defect dan inventory. Keadaan ini yang menyebabkan product lead time menjadi panjang.
Pendekatan lean manufacturing perlu diterapkan untuk mengurangi pemborosan dan meningkatkan value added time. Tahapan yang dilakukan adalah memetakan kondisi produksi yang berlangsung (current state map) dengan menggunakan beberapa tools seperti activity process (PAM) mapping, gang process chart, Quality Filter Mapping dan Demand Amplied Mapping (DAM). Current state map betujuan untuk menganalisa pomborosan yang terjadi disepanjang rantai supply chain. Pemborosan yang ada dicari solusi pemecahannya dengan mengunakan 5Why dan cause effect diagram. Solusi pemecahan masalah akan digambarkan ke dalam future state mapping.
Usulan perbaikan berdasarkan akar permasalahan antara lain perbaikan prosedur kerja, 5S, perbaikan layout, mengurangi waktu change over time dengan SMED, dan menerapkan kanban. Usulan perbaikan akan dirumuskan dalam strategi implementasi untuk membantu perusahaan dalam melakukan perbaikan. Pengurangan lead time yang diharapkan dapat dicapai melalui perbaikan yang dilakukan. Pengurangan lead time produksi sebesar 50.08% dengan melakukan perbaikan. Hasil dicapai bisa lebih tinggi bila implementasi telah dilakukan dan bersifat continiuous improvement
ABSTRAK
Pemborosan merupakan segala sesuatu yang menambah waktu dan biaya pembuatan sebuah produk namun tidak menambah nilai pada produk yang dilihat dari sudut pandang konsumen oleh karena itu perlu dieliminasi. Lean supply chain bertujuan untuk mengurangi atau menghilangkan pemborosan (waste) sepanjang rantai nilai dari supply chain itu. Pengurangan waste dimaksudkan meningkatkan value added time, sehingga meningkatkan efesiensi penggunaan sumber daya dan lead time.PT. Cakra Comapct Aluminium Industrial Medan bergerak dibidang pengolahan Profil Aluminium. Perusahaan memasarkan produknya keluar negeri. Dalam pemenuhan pesanan konsumen perusahaan sering terkendala dengan lead time produksi. Proses produksi yang berlangsung diperusahaan menunjukan adanya non value added time. Pemborosan yang terdapat pada perusahaan adalah waktu menunggu material, transportasi yang sering berulang, kelebihan jumlah produksi, defect dan inventory. Keadaan ini yang menyebabkan product lead time menjadi panjang.
Pendekatan lean manufacturing perlu diterapkan untuk mengurangi pemborosan dan meningkatkan value added time. Tahapan yang dilakukan adalah memetakan kondisi produksi yang berlangsung (current state map) dengan menggunakan beberapa tools seperti activity process (PAM) mapping, gang process chart, Quality Filter Mapping dan Demand Amplied Mapping (DAM). Current state map betujuan untuk menganalisa pomborosan yang terjadi disepanjang rantai supply chain. Pemborosan yang ada dicari solusi pemecahannya dengan mengunakan 5Why dan cause effect diagram. Solusi pemecahan masalah akan digambarkan ke dalam future state mapping.
Usulan perbaikan berdasarkan akar permasalahan antara lain perbaikan prosedur kerja, 5S, perbaikan layout, mengurangi waktu change over time dengan SMED, dan menerapkan kanban. Usulan perbaikan akan dirumuskan dalam strategi implementasi untuk membantu perusahaan dalam melakukan perbaikan. Pengurangan lead time yang diharapkan dapat dicapai melalui perbaikan yang dilakukan. Pengurangan lead time produksi sebesar 50.08% dengan melakukan perbaikan. Hasil dicapai bisa lebih tinggi bila implementasi telah dilakukan dan bersifat continiuous improvement
BAB I
PENDAHULUAN
1.1.Latar Belakang Permasalahan
Pemborosan merupakan segala sesuatu yang menambah waktu dan biaya pembuatan sebuah produk namun tidak menambah nilai pada produk yang dilihat dari sudut pandang konsumen oleh karena itu perlu dieliminasi. Didalam lean manufaktur pemborosan harus dieliminasi dengan tujuan lebih sedikit usaha
manusia, lebih sedikit inventori, lebih sedikit waktu untuk mengembangkan produk dan lebih sedikit waktu untuk memenuhi permintaan pelanggan untuk mencapai produk berkualitas dengan cara yang paling hemat dan seefisien mungkin. Lean supply chain bertujuan untuk mengurangi atau menghilangkan pemborosan (waste) atau aktivitas-aktivitas tidak bernilai tambah sepanjang total supply chain flow dan terhadap produk yang bergerak sepanjang rantai nilai dari
supply chain itu.1
PT. Cakra Compact Aluminium Industries adalah perusahaan swasta nasional bergerak di bidang industri pengolahan aluminium. System produksi yang diterapkan oleh perusahaan adalah make to order dimana perusahaan berproduksi sesuai dengan keinginan konsumen. Produk yang dihasilkan adalah Billet dan profil aluminium. Untuk memperlancar produksinya PT. Cakra Compact Aluminium Industries sudah menerapkan system supply chain.
1
Penerapan supply chain selama ini banyak ditemukan pemborosan yang dapat menurunkan performansi perusahaan. Banyaknya Pemborosan yang terjadi di perusahaan maka akan memberikan pengaruh kepada konsumen diantaranya ketertundaan pengiriman pesanan kepada konsumen. Penundaan pengiriman pesanan salah satunya diakibatkan oleh lead time produksi yang terlalu panjang. Kondisi sekarang memperlihatkan bahwa pengiriman yang dilakukan oleh perusahaan rata-rata satu minggu setelah pemesanan yang dilakukan oleh konsumen. Jika keterlmbatan ini terus terjadi maka kemungkinan konsumen akan berpaling ke pesaing. Dengan adanya lead time yang terlalu panjang dan pemborosan yang terjadi maka akan mengakibatkan peningkatan biaya produksi sehingga harga jual semakin tinggi.
Dengan memperpendek lead time dan memusatkan perhatian untuk memperbaiki distribusi bahan baku dari suplaier, proses produksi, dan pengiriman produk kepada konsemen maka akan diperoleh respon terhadap konsumen lebih cepat, produktivitas lebih tinggi, dan pemanfaatan peralatan dan ruangan yang lebih baik. Lean manufacturing merupakan tools yang dapat digunakan untuk melakukan perbaikan terhadap pemborosan yang terjadi pada perusahaan sehingga lead time produksi dapat berkurang.
Untuk menyelesaikan permasalahan yang kompleks ini dibutuhkan alat yang dapat digunakan untuk mengidentifikasi terjadinya pemborosan pada system supply chain berlangsung. Value Stream Mapping adalah alat dari lean
manufacturing untuk memetakan aliran nilai selama produksi untuk setiap
mengidentifikasi pemborosan yang terjadi selama proses produksi sehingga dapat diambil langkah untuk mengeliminasi pemborosan tersebut.
Sebelumnya, telah ada penelitian-penelitian terhadap masalah lean manufacring yaitu “ Value Stream Macro Mapping a case Study Of aluminium
Windows For Contsruction Supply Chain dengan menyimpulkan potensi dari
penggunaan VSM untuk mengidentifikasi waste di dalam aliran persediaan konstruksi, kegunaannya untuk memperbaiki arah, menggunakan peralatan lean, serta menghasilkan pengurangan/pengeliminasian waste. Dengan menggunakan VSM diperoleh hasil lead time pada future state (30,2 hari) dibandingkan dengan current state (101,5 hari).
1.2.Rumusan Permasalahan
Berdasarkan latar belakang di atas, maka rumusan permasalahan yang akan dibahas pada penelitian ini adalah pemborosan sepanjang supply chain yang merugikan pihak perusahaan dan menurunkan performansi perusahaan sehingga perlu dilakukan upaya untuk meminimisasi waste tersebut. Untuk memecahkan masalah tersebut terdapat beberapa hal yang perlu diketahui :
1. Apa sumber waste dominan selama produksi berlangsung ? 2. Apa faktor-faktor yang mempengaruhi dari pemborosan tersebut?
1.3.Tujuan Penelitian
Tujuan umum penelitian adalah membuat suatu rancangan perbaikan supply chain yang efisien dengan pengurangan pemborosan untuk meningkatkan
efesiensi.
Tujuan khusus dalam penelitian adalah sebagai berikut :
1. Pemetaan rantai supply chain saat ini di perusahaan dengan memanfaatkan konsep value stream mapping.
2. Indentifikasi pemborosan (waste) yang terdapat di sepanjang rantai supply chain
3. Membuat perbaikkan untuk mereduksi pemborosan yang terjadi pada perusahaan.
1.4. Manfaat Penelitian
Manfaat hasil penelitian ini adalah sebagai berkut:
1. Memberikan informasi kepada perusahaan tentang pemborosan (waste)yang terdapat sepanjang supply chain.
2. Memberi masukan bagi perusahaan dalam pemberian rancangan perbaikan pada system supply chain yang ada pada saat sekarang ini.
4. Dapat mempererat kerjasama antara Perusahaan yang bersangkutan dengan Departeman Teknik Industri serta memperluas pengenalan akan Jurusan Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
1.5.Pembatasan Masalah dan Asumsi Penelitian
Pembatasan masalah dilakukan agar penelitian lebih terarah untuk mencapai tujuan dan memberikan ruang lingkup penelitian. Batasan masalah yang digunakan dalam penelitian ini adalah sebagai berikut :
1. Pengujian waktu hanya dilakukan untuk data waktu proses produk, sedangkan data waktu lainnya diambil dari data historis perusahaan.
2. Tahapan yang dilakukan hanya sampai pada perancangan strategi perbaikan. 3. System supply chain yang dibahas berhungan langsung dengan perusahaan. 4. Dalam penelitian ini tidak dilakukan perhitungan biaya.
Sedangkan asumsi-asumsi yang digunakan dalam penelitian ini adalah : 1. Data penjualan saat ini mewakili kondisi dimasa mendatang karena
faktor-faktor luar yang mungkin berpengaruh pada penjualan produk tidak dipertimbangkan atau kapasitas produksi normal.
2. Terjadinya pergerakan material dan aliran informasi antara perusahaan dengan supplier dan distributor selama penelitian dilakukan
1.6. Sitematika Penulisan Tugas Akhir
Laporan tugas akhir ini disusun dengan sistematika yang disajikan dalam bentuk bab. Tugas akhir terdiri dari 7 bab. Bab I menguraikan latar belakang masalah, perumusan masalah, tujuan dan manfaat penelitian, pembatasan masalah dan asumsi penelitian, serta sistematika penulisan laporan.
BAB II , Bab ini memuat berbagai atribut dari perusahaan yang menjadi objek studi penelitian seperti sejarah perusahaan, ruang lingkup bidang usaha, organisasi dan manajemen perusahaan dan proses produksi
BAB III, Pada bab ini diuraikan tentang teori-teori yang menjadi acuan dalam pelaksanaan penelitian. Teori ini meliputi teori tentang pengukuran waktu, teori lean manufacturing dan Value Stream Mapping Tools, uji statistik dan metode untuk analisis,
BAB IV, menguraikan tentang metodologi yang digunakan untuk mencapai tujuan penelitian meliputi tahapan penelitian, serta penjelasan dari setiap tahapan tersebut, disertai dengan diagram alirnya.
BAB V, dijelaskan jenis data yang dibutuhkan, darimana dan bagaimana data diperoleh. Juga dijelaskan teknik yang digunakan untuk mengolah data dalam memecahkan permasalahan.
BAB VI , merupakan bab analisis pemecahan masalah yang berisikan tentang analisis hasil pengolahan data dan evaluasi hasil usulan perbaikan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Cakra Compact Aluminium Industries adalah suatu perusahaan swasta nasional yang bergerak di bidang industri pengolahan aluminium profil ekstrusi dan pabrikasi. Perusahaan ini berlokasi di Jl. Raya Medan - Tj. Morawa KM 11,5 No. 21, Kabupaten Deli Serdang, Sumatera Utara dan memiliki luas areal 2,4 ha.
Compact Aluminium Indusries berdasarkan Akte Notaris No. 43 tanggal 4 Februari 1994.
2.2. Ruang Lingkup Bidang Usaha
PT. Cakra Compact Aluminium Industries bergerak di bidang
pengolahan aluminium dan memiliki 3 jenis produk. Produk tersebut
antara lain:
1. Billet
Billet merupakan hasil dari peleburan alumuniun ingot dengan menambahkan unsur-unsur lain seperti Mg, Si, Mn, Cr, Cu, dan Ti. Unsur-unsur tersebut ditambahkan dengan tujuan untuk meningkatkan fungsi khusus aluminium seperti sifat tahan korosi, sifat mekanik, dan kekerasan aluminium. Penambahan unsur tersebut sangat bervariasi karena bergantung pada kandungan yang ada di dalam aluminium ingot yang dicampurkan. PT. Cakra Compact Aluminium Industries Medan membuat billet dalam berbagai tipe campuran dan ukuran. Ukuran yang umumnya diproduksi adalah 3”, 4”, 4,5”, 5”, 6”, dan 8”. Billet yang diproduksi biasanya langsung dipasarkan atau menjadi bahan baku pada pembuatan aluminium ekstrusi di bagian berikutnya. 2. Aluminium Ekstrusi
permintaan dari konsumen. Batangan profil aluminium ekstrusi ini kemudian dipasarkan langsung atau dikirim ke bagian fabrikasi untuk dirakit menjadi produk.
3. Aluminium Fabrikasi
Aluminium fabrikasi merupakan hasil perakitan batangan profil aluminium ekstrusi. Pada bagian fabrikasi, profil aluminium dipotong dan dirakit sesuai dengan jenis produk yang diinginkan konsumen, misalnya kusen jendela, kusen pintu, rak, meja, sarang lampu dan lain- lain.
2.3. Organisasi dan Management Perusahaan 2.3.1. Struktur Oraganisasi
Struktur organisasi PT. Cakra Compact Aluminium Industries adalah berbentuk gabungan lini, staff dan fungsional dengan board of commontoners sebagai pimpinan tertinggi. Hubungan lini karena pembagian kerjtugas dilakukan dalam bidang atau area pekerjaan pada perusahaan. Sedangkan adanya seorang advisor menunjukkan hubungan staff karena advisor tidak memiliki wewenang
2.3.2. Jumlah Tenaga Kerja
Tenaga kerja pada PT. Cakra Compact Aluminium Industries dibagi menjadi dua kelompok, yaitu tenaga kerja langsung dan tidak langsung. Tenaga kerja langsung yaitu tenaga kerja pada bagian produksi, sedangkan tenaga kerja tidak langsung , yaitu tenaga kerja diluar produksi. Tenaga kerja PT. Cakra Compact Aluminium Industries berjumlah 237 orang pekerja dengan perincian seperti pada Tabel 2.1.
Tabel 2.1. Tenaga Kerja PT. Cakra Compact Aluminium Industries
No Departemen Jumlah (orang)
1 Officer 30
2 Billet Plant 17
3 Ekstrusi 660 16
4 Ekstrusi 1375 16
5 Ekstrusi 2000 19
6 Anodizing 24
7 Powder Coating 22
8 Packing 20
9 Corrector 9
10 Die Making 12
11 Pengolahan Limbah 9
12 Security 11
Tabel 2.2. Tenaga Kerja PT. Cakra Compact Aluminium Industries (lanjutan)
No Departemen Jumlah (orang)
14 Fabrication 6
15 QC/QA 8
Jumlah 237
Sumber : Data jumlah karyawan PT. Cakra Compact Aluminium Industries 2010
2.3.3. Jam Kerja
Jam kerja pada PT. Cakra Compact Aluminium Industries dibagi menjadi 2 bagian, yaitu jam kerja pegawai bagian kantor dan jam kerja pegawai bagian produksi. Jam kerja pada PT. Cakra Compact Aluminium Industries diatur sebagai berikut:
1. Pegawai Bagian Kantor
a. Hari Senin - Jumat : Jam 08.00 - 16.30 WIB
Untuk istirahat : Jam 12.00 - 13.00 WIB (Hari Senin - Kamis) Jam 12.00 - 14.00 WIB (Hari Jumat)
b. Hari Sabtu: Jam 08.00 - 12.00 WIB 2. Pegawai Bagian Produksi
a. Shift I
Hari Senin - Sabtu : Jam 07.00 - 15.00 WIB
b. Shift II
Hari Senin - Sabtu : Jam 15.00 - 23.00 WIB Untuk istirahat : Jam 18.30 - 19.00 WIB c. Shift III
Hari Senin - Sabtu : Jam 23.00 - 07.00 WIB Untuk istirahat : Jam 03.00 - 03.30 WIB
Hari libur mencakup Hari Minggu dan hari-hari besar lainnya. Namun, atas kebijakan perusahaan, pabrik juga dapat beroperasi selama hari libur misalnya, pabrik menerima order yang cukup besar dari konsumen. Ini dikategorikan pada jam kerja lembur.
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya
Secara umum dapat diketahui bahwa bagi perusahaan, upah merupakan salah satu elemen penting pabrik, sebaliknya bagi karyawan upah merupakan pendapatan atau penghasilan. Upah juga dapat dikatakan sebagai imbalan dari perusahaan kepada karyawan untuk suatu pekerjaan atau jasa yang telah dilakukan dengan baik dan sesuai dengan ketentuan. Upah dinyatakan atau dinilai dalam bentuk uang, yang ditetapkan menurut peraturan perundang-undangan, dan dibayar atas suatu perjanjian kerja antara perusahaan dan karyawan, termasuk tunjangan, baik untuk buruh maupun keluarganya.
Pemberian upah pada PT. Cakra Compact Aluminium Industries terdiri dari:
1. Susunan Upah a. Upah Pokok
Merupakan dasar upah yang diberikan tidak boleh kurang dari ketentuan Upah Minimum Sektoral Provinsi (UMSP). Bila UMSP meningkat, maka upah pokok akan dinaikkan proporsional sesuai dengan tingkatan upah yang dimiliki berdasarkan prestasi kerja.
b. Tunjangan Tetap
Merupakan tunjangan yang diberikan perusahaan yang sifatnya tetap dan tidak berpengaruh pada kehadiran buruh dalam melakukan pekerjaannya. Tunjangan tetap ini meliputi tunjangan jabatan, yaitu tunjangan yang diberikan mengingat adanya pekerjaan-pekerjaan yang memegang peranan dan tanggung jawab serta tuntutan khusus. Tunjangan ini diberikan selama karyawan tersebut masih memegang jabatan tersebut.
c. Tunjangan Tidak Tetap
Merupakan tunjangan yang diberikan perusahaan yang sifatnya tidak tetap dan dipengaruh pada kehadiran buruh dalam melakukan pekerjaannya. Tunjangan ini terdiri dari tunjangan transport dan tunjangan kerajinan.
2. Upah Kerja Lembur
adalah upah pokok dan tunjangan tetap. Peraturan pembayaran upah lembur sebagai berikut:
a. Pelaksanaan lembur tanggal 1 s/d 15, pembayaran upah lembur selambat lambatnya tanggal 20 pada bulan berjalan.
b. Pelaksanaan lembur tanggal 15 s/d 31, pembayaran upah lembur selambat lambatnya tanggal 5 pada bulan berikutnya.
Untuk kesejahteraan para karyawan, PT. Cakra Compact Aluminium Industries memberikan fasilitas-fasilitas sebagai berikut:
1. Setiap karyawan ikut serta dalam program JAMSOSTEK. 2. Pengobatan diberikan kepada karyawan dalam program ASKES.
3. Kebijaksanaan perusahaan berupa cuti bagi karyawan untuk menghilangkan rasa jenuh dan bosan selama bekerja. Lamanya cuti yang diberikan oleh perusahaan adalah 12 hari kerja setiap tahunnya dengan rincian 6 hari cuti massal dan 6 hari cuti individual.
4. Bagi karyawan yang telah mencapai usia 55 tahun, perusahaan dapat memberhentikan dengan hormat karena telah mencapai usia pensiun. Karyawan juga dapat mempercepat masa pensiun yaitu 5 tahun lebih awal karena alasan kesehatan ataupun alasan lainnya yang dapat diterima oleh perusahaan bila karyawan tersebut sudah mempunyai masa kerja di perusahaan lebih dari 10 tahun.
2.4. Proses Produksi
Proses produksi merupakan proses transformasi input (material, tenaga kerja, mesin, metode kerja, dana dan sumber informasi) menjadi output (produk). 2.4.1. Bahan-Bahan yang Digunakan
2.4.1.1. Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam proses produksi dengan komposisi persentase yang tinggi dan merupakan bahan yang membentuk bagian integral dari suatu produk jadi. Bahan baku yang digunakan adalah billet. Billet yang digunakan oleh PT. Cakra Compact Aluminium Industries berasal dari Dubai. Jumlah pemakaian billet untuk satu profil aluminium (MF, AN dan PC) adalah 8,8 kg.
2.4.1.2. Bahan Tambahan
Bahan tambahan adalah bahan yang dibutuhkan guna menyelesaikan suatu produk, tetapi pemakaiannya sangat sedikit atau cukup kompleks yang dapat mempengaruhi kualitas produk. Bahan tambahan yang digunakan adalah:
1. Serbuk Cat
Berfungsi untuk melapisi permukaan profil aluminium. Jumlah pemakaian serbuk cat untuk profil PC adalah 0,35 kg.
2. FKS Electrocolouring
3. Plastik
Berfungsi untuk membungkus profil aluminium yang telah selesai diproduksi agar terhindar dari gesekan dengan profil aluminium lainnya. Pemakaian plastik untuk tiap profil aluminium adalah 3 m. Dimana panjang sebuah profil aluminium adalah 2,8 m. Sehingga pemakaian untuk satu profil aluminium diperkirakan 3 m. Dan ketersediaan plastik adalah 60% dari kapasitas produksi dalam satu bulan yaitu sekitar 60% x 16560 unit x 3 m = 29808 m 30000 m. ≈
4. Selotip
Berfungsi untuk melapisi bungkusan profil pada proses pengepakan. Pemakaian selotip untuk tiap profil aluminium adalah 2,7 m. Dimana lebar dan tinggi sebuah profil aluminium adalah 10 cm dan 5 cm. Sehingga panjang selotip yang dibutuhkan untuk satu profil aluminium adalah (10 cm x 2 + 5 cm x 2) = 30 cm. Untuk 3 kali pemutaran dan untuk 3 bagian ( kanan, tengah dan kiri) maka panjang selotip yang dibutuhkan adalah 30 cm x 3 x 3 = 270 cm = 2,7 m. Dan ketersediaan selotip untuk satu bulan adalah 77% x 16560 unit x 2,7 m = 34428,24 m 34500 m. ≈
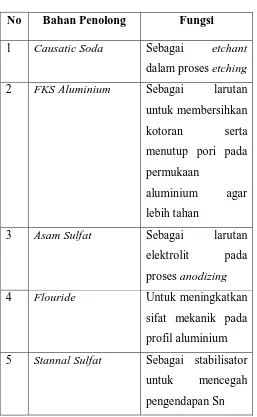
2.4.1.3. Bahan Penolong
pengolahan aluminium di PT. Cakra Compact Aluminium Industries dapat dilihat pada Tabel 2.2.
Tabel 2.2. Jenis Bahan Penolong No Bahan Penolong Fungsi
1 Causatic Soda Sebagai etchant
dalam proses etching
2 FKS Aluminium Sebagai larutan
untuk membersihkan
kotoran serta menutup pori pada permukaan
aluminium agar lebih tahan
3 Asam Sulfat Sebagai larutan
elektrolit pada proses anodizing
4 Flouride Untuk meningkatkan
sifat mekanik pada profil aluminium 5 Stannal Sulfat Sebagai stabilisator
untuk mencegah pengendapan Sn
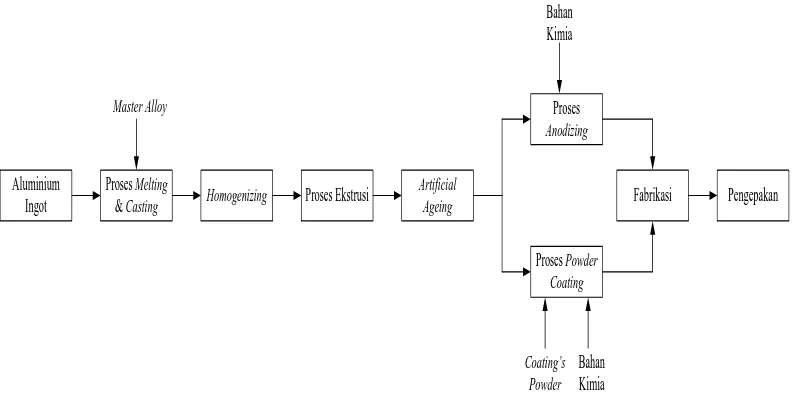
2.4.2. Uraian Proses Produksi
Block Diagram dari proses pembuatan aluminium profil pada PT. Cakra
Aluminium Ingot
Proses Melting
& Casting Homogenizing Proses Ekstrusi
Artificial Ageing
Proses
Anodizing
Proses Powder
Coating
Fabrikasi Pengepakan
Master Alloy
Coating’s Powder
[image:37.595.114.512.119.321.2]Bahan Kimia Bahan Kimia
Gambar 2.2. Skema Proses Produksi PT Cakra Compact Aluminium Industries
Berikut adalah tahapan proses pembuatan ketiga jenis profil aluminium MF, NA, dan PC :
1. Proses Ekstruding
Proses ini diawali dengan pemotongan billet menggunakan mesin potong. Biasanya billet dipotong dengan ukuran panjang 42 atau 52 cm dan lama pemotongan sekitar 1 menit. Setelah itu billet dipanaskan di dalam oven dengan suhu 4600C - 5300C selama kurang lebih 1/2 jam. Setelah mencapai suhu tersebut billet dikeluarkan dari pintu dengan menggunakan pengait billet yang dibawa ke mesin ekstrusi. Setelah itu, dilakukan proses ekstruding yaitu proses dimana billet yang telah dipanaskan ditekan lalu keluar melalui frame dari cetakan menuju run out table sehingga diperoleh bentuk sesuai dengan lubang yang ada pada cetakan.
Kemudian profil distreching untuk meluruskan profil tersebut. Lalu dipotong sesuai dengan ukuran yang diinginkan dengan menggunakan mesin potong.
2. Proses Ageing
Proses ageing merupakan suatu proses heat treatment yang bertujuan untuk mengeraskan dan menghilangkan tegangan sisa akibat gaya dan suhu pada proses ekstrusi. Selain itu proses ageing juga bertujuan agar profil aluminium tidak mudah bengkok. Proses ini berlangsung selama 6-7 jam dengan suhu 1850C - 1900C. Lalu profil akan diuji kekerasan dan kehalusan permukaannya, kemudian didinginkan.
Dari proses ageing akan dilanjutkan ke proses berikutnya sesuai dengan jenis profil aluminium yang akan diproduksi, yaitu:
1. Profil Tipe MF (Mill Finishing)
Setelah melalui proses ekstruding dan aeging, untuk profil tipe jenis ini tidak melewati tahapan proses lebih lanjut. Profil ini sudah merupakan produk akhir yang hanya akan melewati proses penyortiran untuk melihat kesesuaian dan langsung akan dibawa ke tempat packing.
2. Profil Tipe AN (Anodizing)
Setelah melalui proses ekstruding dan aeging, untuk profil tipe jenis ini akan melewati tahapan proses lebih lanjut yaitu:
a. Jigging
degreasing guna menghilangkan minyak yang melekat pada permukaan profil
tersebut. Kemudian dicuci dengan air bersih sebanyak 2 kali kemudian dibawa ke proses selanjutnya.
b. Etching
Pada proses ini, profil aluminium dicelupkan ke dalam bak etching yang berisi bahan caussatic soda (NaOH) dengan komposisi 5%. Tujuan dari proses ini adalah untuk menghaluskan dan mengkilatkan profil aluminium. Proses ini berlangsung selama 2-5 menit dengan suhu 550C - 700C. Setelah itu, profil dicuci kembali dengan air bersih sebanyak 2 kali, lalu dibawa ke proses selanjutnya. c. Desmutting
Pada proses ini, profil aluminium dicelupkan ke dalam bak desmutting yang berisi bahan asam sulfat (H2SO4) dengan komposisi 15%. Tujuan dari proses ini adalah untuk membersihkan sisa NaOH. Proses ini berlangsung selama 5-10 menit. Setelah itu, profil dicuci kembali dengan air bersih sebanyak 2 kali, lalu dibawa ke proses selanjutnya.
3. Profil Tipe PC (Powder Coating)
a. Pre Treatment
Proses pre treatment diawali dengan memasukkan profil aluminium hasil ekstrusi ke dalam basket yang digerakkan dengan electric crane hoist. Tahapan proses pre treatment sebagai berikut:
- Desmutting
Pada proses ini, profil aluminium dicelupkan ke dalam bak desmutting yang berisi bahan asam sulfat (H2SO4) dengan komposisi 15%. Tujuan dari proses ini adalah untuk membersihkan sisa-sisa bahan kimia pada tahap sebelumnya. Proses ini berlangsung selama 5-10 menit. Setelah itu, profil dicuci kembali dengan air bersih sebanyak 2 kali, lalu dibawa ke proses selanjutnya. - Pickling
Tujuan proses ini adalah untuk membersihkan kotoran-kotoran serta membentuk pori-pori pada permukaan aluminium. Profil aluminiumdimasukka n ke dalam bak yang berisi bahan FKS aluminium dan causatic soda pada suhu 600C selama 10-15 menit. Setelah itu, profil dicuci kembali dengan air bersih sebanyak 2 kali, lalu dibawa ke proses selanjutnya.
- Chromating
Tujuan proses ini adalah untuk merekatkan bahan-bahan yang dimasukkan berupa fluoride pada profil agar tahan terhadap retak. Setelah itu, profil dicuci kembali dengan air bersih sebanyak 2 kali, lalu dibawa ke proses selanjutnya. - Pengeringan
b. Pengecatan
Profil aluminium yang telah dikeringkan kemudian diikat pada hanging bar lalu dicat selama kira-kira 20 menit secara komputerisasi dengan bantuan
operator . Secara otomatis, profil akan masuk ke dalam oven bila telah selesai dicat dengan suhu 2400C. Tujuan dimasukkan ke dalam oven adalah untuk mempercepat proses pengeringan dan memperkuat daya lekat cat. Setelah selesai, profil dikeluarkan lalu didinginkan selama 15 menit secara alamiah. Setelah selesai melalui tahapan proses pewarnaan atau pengecatan, semua profil aluminium dibawa ke bagian pengepakan. Sebelum dikemas, dilakukan penyortiran terhadap profil-profil aluminium tersebut, seperti pemeriksaan apakah ada bagian yang rusak atau tidak yang disesuaikan dengan standar mutu. Setiap kerusakan diidentifikasi, apabila kerusakan disebabkan oleh bagian ekstrusi maka profil akan dilebur kembali, sedangkan kerusakan yang disebabkan oleh bagian anodizing maka profil akan dikirim kembali ke bagian anodizing. Setelah itu,
kedua ujungnya diikat dengan selotip, ditempel stiker kode dan terakhir dibungkus plastik dan siap untuk diangkut ke gudang
2.4.3. Mesin-mesin dan Peralatan 2.4.3.1. Mesin Produksi
Tabel 2.3. Nama Mesin Produksi, Fungsi dan Spesifikasi Pengolahan Aluminium Menjadi Profil
No Nama
Mesin
Fungsi Spesifikasi
1. Mesin Ekstrusi
Membentuk profil ekstrusi aluminium
Sumber
Power
Tegangan Phasa Frekuensi
Cos
: Furnace Engineering Pty. Ltd Australia : 380 volt
: 12 kva : 3 : 50 Hz : 0,70 ϕ 2. Mesin
Potong
Memotong profil ekstrusi aluminium
Sumber : Taiwan
3. Mesin Pengecatan
Sumber
Kapasitas hanging bar
Space
Panjang section Daya
Tekanan kompres udara
: Taiwan : 12 section : 16,8 m2
: 7 m : 19 kw
Tabel 2.3. Nama Mesin Produksi, Fungsi dan Spesifikasi Pengolahan Aluminium Menjadi Profil (Lanjutan)
No Nama
Mesin
Fungsi Spesifikasi
4. Mesin Cetakan
Membuat Cetakan Merk Ukuran
Daya
: Wilmonn : 500 cm x 500 cm x 700 cm : 21 kw 5. Mesin Oven
Billet
Memanaskan billet Sehingga terjadi
perubahan struktur billet dalam keadaan padat
Sumber
Kapasitas
: Furnace Engineering
Pty. Ltd : 22.000 kg
6. Mesin Pengeringan
Mendinginkan Billet Sumber
Kapasitas
: Furnace Engineering
Pty. Ltd : 22.000 kg 7. Mesin
Aeging
Kapasitas
Power
Daya Frekuensi Cos
Tabel 2.3. Nama Mesin Produksi, Fungsi dan Spesifikasi Pengolahan Aluminium Menjadi Profil (Lanjutan)
No Nama
Mesin
Fungsi Spesifikasi
8. Mesin Bubut Merk
Puturan motor Ukuran meja
: MD Taiwan : 1500 rpm : 50 cm x 200 cm
9. Mesin Bor Merk
Diameter max mata bor Daya
: Chiang Hsiang : 25 mm
: 750 watt 10. Gergaji
Potong
Merk Daya
Putaran motor Max diameter potong
: Chiang Hsiang : 5,5 kw
: 1400 rpm : 50 cm x 200cm
11. Mesin Milling
Otomatis
Merk Daya
Puturan motor
: Pinnacle : 750 watt : 1440 rpm 12. Mesin
Milling
Merk
Puturan motor Daya
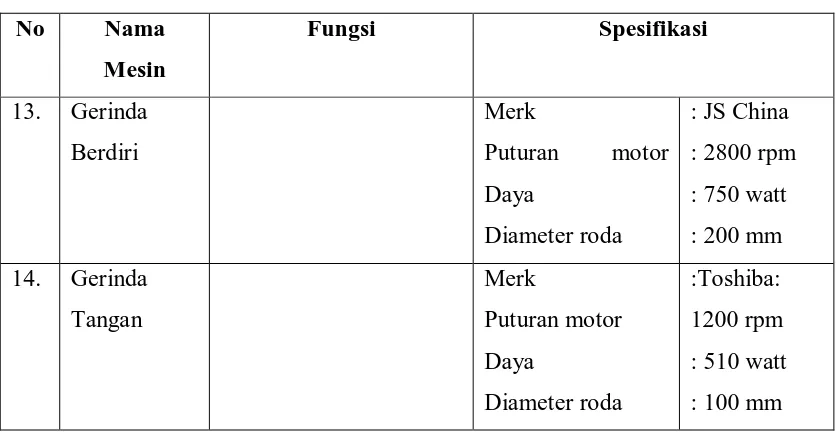
Tabel 2.3. Nama Mesin Produksi, Fungsi dan Spesifikasi Pengolahan Aluminium Menjadi Profil (Lanjutan)
No Nama
Mesin
Fungsi Spesifikasi
13. Gerinda Berdiri
Merk
Puturan motor Daya
Diameter roda
: JS China : 2800 rpm : 750 watt : 200 mm 14. Gerinda
Tangan
Merk
Puturan motor Daya
Diameter roda
:Toshiba: 1200 rpm : 510 watt : 100 mm
2.4.3.2. Peralatan Produksi Proses Produksi
Peralatan produksi dan mesin pendukung yang digunakan dapat dilihat pada Tabel 2.4
Tabel 2.4 Peralatan-Peralatan yang Digunakan dalam Produksi Pengolahan Aluminium Menjadi Profil
No Nama Peralatan Fungsi Spesifikasi
1. Electric Craine Hoist
Memindahkan profil aluminium dari satu bak pencelupan ke bak pencelupan lainnya.
Kapasitas
: 300 kg
2. Electric Discharge
Machine (EDM)
Merk Tekanan
Kapasitas tangki minyak
: Inga
BAB III
LANDASAN TEORI
3.1. Konsep Supply Chain
Supply chain adalah suatu sistem tempat atau organisasi menyalurkan
barang produksi dan jasanya kepada para pelanggannya. Rantai ini juga merupakan jaringan atau jejaring dari berbagai organisasi yang saling menyelenggarakan pengadaan atau penyaluran barang tersebut2
2
Eko Indrajit, Richardus dan Richardus Djokopranoto.2002.”Konsep Manajemen Supply
Chain”.Jakarta : PT. Grasindo. pp 3-7
.
Ada beberapa pemain utama ada beberapa pemain utama yang merupakan perusahaan-perusahaan yang mempunyai kepentingan yang sama yaitu :
Chain 1 : supplier
Jaringan bermula disini, yang merupakan sumber yang menyediakan bahan pertama, dimana mata rantai penyaluran barang akan mulai. Bahan pertama ini bisa dalam bentuk bahan baku, bahan mentah, bahan penolong, bahan dagangan, , subasembliers, suku cadang, dan suku cadang.
Chain 1-2 : Suppliers -> manufacturer
Chain 1-2-3 : Suppliers -> Manufacture -> Distribution
Barang sudah jadi yang dihasilkan oleh manufacturer sudah mulai harus disalurkan kepada pelanggan. Barang dari pabrik melalui gudangnya disalurkan ke gudang distributor atau wholesaler atau pedang besar dan pada waktunya nanti pedagang besar menyalurkan dalam jumlah yang lebih kecil kepada retailers atau pengecer.
Chain 1-2-3-4 : Suppliers -> Manufacture -> Distribution ->Retailer
Pedagang besar biasanya mempunyai fasilitas gudang sendiri atau dapat juga menyewa dari pihak lain. Gudang ini digunakan untuk menimbun barang sebelum disalurkan lagi ke pihak pengecer. Sekali lagi disini ada biaya penghematan dalam bentuk jumlah inventories dan biaya gudang, dengan cara melakukan disain kembali pola-pola pengiriman barang baik dari gudang manufacture maupun ke toko pengecer.
Chain 1-2-3-4-5 : Supplier -> Manufacturer -> Distribution -> Retailer ->
Customers
3.2. Konsep Lean Manufacturing
Ohno (1997) seperti yang dikutip oleh Abdullah (2003) menjelaskan bahwa ide dasar dibalik sistem Lean Manufacturing, yang telah dipraktekkan selama bertahun-tahun di Jepang, mencakup eliminasi pemborosan, pengurangan biaya serta peningkatan kemampuan pekerja. Filosofi Jepang dalam menjalankan bisnis sangatlah berbeda dengan filosofi yang telah lama diterapkan di Amerika. Kepercayaan tradisional Barat beranggapan bahwa satu-satunya cara untuk memperoleh keuntungan adalah dengan menambahkan keuntungan itu kedalam ongkos manufaktur agar dapat menaikkan harga jual seperti yang diinginkan. Sebaliknya pendekatan cara Jepang percaya bahwa konsumen merupakan generator harga jual. Semakin banyak kualitas yang dibangun kedalam suatu produk dan semakin banyak jasa yang ditawarkan, maka semakin besar juga harga yang rela dibayar oleh konsumen. Perbedaan antara biaya produk dan harga inilah yang disebut sebagai profit. Ilmu Lean Manufacturing adalah bekerja dalam setiap tahapan di value stream dengan mengeliminasi pemborosan agar dapat mengurangi biaya, meningkatkan output, dan pengurangan lead time produksi agar dapat terus bersaing dalam pertumbuhan pasar global.
Konsep dasar dalam lean manufacturing 3
Dari seluruh aktivitas untuk menghasilkan produk dari tahap awal hingga akhir dapat dikategorikan atas value added (yang memberikan nilai tambah)
dapat diringkas sebagai berikut: 1. Pendefenisian waste (pemborosan)
3
dan non-value added (tidak memberikan nilai tambah). Setiap proses yang non-value added dari sudut pandang konsumen harus dieliminasi.
2. Standarisasi proses
Lean menuntut adanya implementasi dari panduan produksi yang rinci,
disebut sebagai standarisasi kerja. Ini mengeliminasi variasi pekerja dalam melakukan pekerjaannya.
2. Continuous flow
Lean bertujuan mengimplementasikan aliran produksi kontiniu, bebas dari
bottlenecks, interruption, or waiting. Bila hal ini berhasil diimplementasikan
maka waktu siklus produksi dapat dikurangi hingga 90%. 3. Pull production
Disebut juga Just-in-Time (JIT) yang bertujuan memproduksi produk yang dibutuhkan dan pada waktu dibutuhkan.
4. Quality at the source
Lean bertujuan mengeliminasi sumber kecacatan dan pemeriksaan kualitas
dilakukan pekerja pada lini proses produksi. 5. Continuous Improvement
Lean ditujuka n mencapai kesempurnaan dengan perbaikan bertahap untuk
mengeliminasi pemborosan secara terus menerus.
3.3. Jenis-jenis Pemborosan
Lean berfokus pada peniadaan atau pengurangan pemborosan (atau
pemanfaatan secara total aktivitas yang akan meningkatkan nilai ditinjau dari sudut pandang konsumen4
Pemborosan (Waste) didefinisikan sebagai segala aktivitas pemakaian sumber daya (resources) yang tidak memberikan nilai tambah (value added) pada produk. Pada dasarnya semua waste yang terjadi berhubungan erat dengan dimensi waktu. JIT mendefinisikan ada 8 jenis waste yang tidak memberikan nilai dalam proses bisnis atau manufaktur, antara lain adalah sebagai berikut:
. Dari sudut pandang konsumen, nilai sama artinya dengan segala sesuatu yang ingin dibayar oleh konsumen untuk suatu produk atau jasa. Semua kegiatan tersebut dapat dikategorikan sebagai berikut:
a. Menciptakan nilai bagi produk (Value added activities) adalah aktivitas yang mentransformasi material atau informasi yang diinginkan dari sudut pandang konsumen.
b. Tidak dapat menciptakan nilai, tapi tidak dapat dihindari dengan teknologi dan asset yang sekarang dimiliki dan dibutuhkan untuk mengtransformasi material menjadi produk (Necessary non value added activities)
c. Tidak dapat menciptakan nilai bagi produk (Non value added activities)
5
1. Produksi yang berlebih (overproduction) Kriteria overproduction adalah:
a. Memproduksi sesuatu lebih awal dari yang dibutuhkan
b. Memproduksi dalam jumlah yang lebih besar dari pada yang dibutuhkan oleh pelanggan.
4
Mekong Capital, Introduction to Lean manufacturing, 2004, Vietnam, pp. 6
5
Memproduksi lebih awal atau lebih cepat dari yang dibutuhkan pelanggan menciptakan pemborosan lain seperti biaya kelebihan tenaga kerja, penyimpanan dan transportasi karena persediaan berlebih. Persediaan dapat berupa fisik atau antrian informasi.
2. Waktu menunggu (waiting time) Kriteria waktu menunggu adalah:
a. Pekerja hanya mengamati mesin otomatis yang sedang berjalan
b. Pekerja berdiri menunggu tahap selanjutnya dari proses baik menunggu alat, pasokan, komponen dan lain sebagainya, atau menganggur karena kehabisan material, keterlambatan proses, kerusakan mesin dan bottleneck. c. Waktu menunggi informasi
d. Material yang keluar dari satu proses dan tidak langsung dikerjakan di proses selanjutnya
3. Transportasi (transportation) Kriteria transportasi adalah:
a. Memindahkan barang dalam proses (WIP) dari satu tempat ke tempat yang lain dalam satu proses, bahkan jika hanya dalam jarak dekat.
b. Menciptakan angkutan yang tidak efisien.
c. Pemindahan yang repetitif dan menempuh jarak jauh. 4. Proses yang berlebih (processing)
Kriteria proses berlebih adalah:
b. Melaksanakan pemrosesan yang tidak efisien karena alat dan rancangan produk yang buruk, menyebabkan gerakan yang tidak perlu sehingga memproduksi barang cacat.
5. Persediaan berlebih (inventory)
Salah satu kriteria persediaan berlebih adalah persediaan yang dapat meningkatkan resiko barang kadaluarsa, barang rusak. Menurut Toyota persediaan adalah pemborosan. Bahan baku, barang dalam proses atau barang jadi yang berlebih menyebabkan lead time yang panjang, peningkatan biaya pengangkutan dan penyimpanan, serta keterlambatan. Persediaan berlebih juga menyembunyikan masalah seperti ketidakseimbangan produksi, keterlambatan pengiriman dari pemasok, produk cacat, mesin rusak, dan waktu set up yang panjang.
6. Gerakan yang tidak perlu (motion) Kriteria gerakan yang tidak perlu adalah:
a. Gerakan tersebut tidak memberikan nilai tambah bagi produk seperti mencari, memilih atau menumpuk komponen, alat dan lain sebagainya. b. Berjalan juga merupakan pemborosan.
7. Produk cacat (product defect)
8. Kreativitas karyawan yang tidak dimanfaatkan
Kehilangan waktu, gagasan, keterampilan, peningkatan, dan kesempatan belajar karena tidak melibatkan atau mendengarkan karyawan.
3.4. Metode yang Digunakan dalam Lean Manufacturing
Perusahaan dapat memilih metode sesuai dengan kebutuhan dan tujuan yang ingin dicapai serta kemungkinan penerapannya diperusahaan. Beberapa metode yang dapat digunakan untuk menerapkan lean manufacturing adalah sebagai berikut:6
a. Standardisasi urutan pekerjaan, merupakan aturan bagi pekerja dalam melakukan tugasnya, termasuk gerakan dan urutan proses.
1. Standarisasi Kerja
Pembentukan proses dan prosedur yang terstandarisasi merupakan kunci dalam menciptakan kinerja yang konsisten. Standarisasi digerakkan oleh pekerja, bukan diterapkan pada pekerja. Pekerja yang memahami pekerjaannya dengan cukup detail dapat memberikan kontribusi yang besar terhadap standarisasi.
Standardisasi pekerjaan dapat diartikan bahwa proses dan panduan dalam proses produksi didefinisikan dan dikomunikasi kan secara jelas, dengan tingkat kerincian yang tinggi, untuk mengeliminasi variasi dan asumsi yang salah dalam melakukan pekerjaan. Presiden Toyota, Cho, menyatakan bahwa terdapat 3 elemen dalam standardisasi kerja, yaitu:
6
b. Standardisasi timing, merupakan takt time. Takt dalam bahasa Jerman artinya ritme atau meter. Takt time berarti waktu yang diperlukan untuk menyelesaikan satu pekerjaan sesuai dengan tingkat kecepatan permintaan pelanggan. Takt time dapat digunakan untuk menetapkan kecepatan produksi dan memberi sinyal kepada para pekerja jika mereka terlalu cepat atau terlalu lamban.
c. Standardisasi persediaan antar proses, merupakan jumlah minimum unit persediaan yang diperlukan untuk menyelesaikan pekerjaan yan terstandarisasi tersebut. Hal ini diperlukan untuk menjaga supaya proses produksi dapat berjalan dengan lancar.
2. Diagram SIPOC (Supplier, Input, Process, Output, Costumer)
Diagram SIPOC dapat digunakan untuk memberikan batasan atau ruang lingkup penelitian sepanjang value stream. Diagram SIPOC adalah alat yang digunakan untuk mengidentifikasikan elemen yang berkaitan untuk pengembangan proses sebelum proses pengembangan itu dimulai. Penggambaran ruang lingkup dilakukan sebelum penggambaran lebih rinci untuk setiap proses. Nama SIPOC merupakan akronim dari lima elemen utama dalam sistem kualitas, yaitu:
b. Inputs adalah segala sesuatu yang diberikan oleh pemasok (suppliers) kepada proses.
c. Process adalah sekumpulan langkah yang mentransformasi dan secara ideal menambah nilai kepada inputs (proses transformasi nilai tambah kepada inputs). Suatu proses biasanya terdiri dari beberapa sub-proses.
d. Outputs adalah produk (barang atau jasa) dari suatu proses. Dalam industri manufaktur ouputs dapat berupa barang setengah jadi maupun barang jadi (final product). Termasuk kedalam outputs adalah informasi-informasi kunci
dari proses.
e. Customers adalah orang atau kelompok orang, atau sub proses yang menerima outputs. Jika suatu proses terdiri dari beberapa sub proses, maka sub proses
sesudahnya dapat dianggap sebagai pelanggan internal (internal customers). Langkah-langkah dalam membuat Diagram SIPOC adalah:
1. Membuat suatu wilayah diagram yang memungkinkan untuk diisi dengan elemen-elemen berkaitan. Diagram diberi keterangan Supplier, Input, Process, Output, dan Costumer pada bagian atas.
2. Identifikasikan setiap level proses produksi. 3. Identifikasikan output dari setiap proses.
4. Identifikasikan konsumen yang akan menerima output dari proses.
5. Identifikasikan input yang diperlukan untuk setiap proses agar dapat berfungsi dengan baik.
3. Pengendalian Visual (Visual Control)
Sistem kendali visual adalah alat komunikasi tentang prosedur dan status produksi yang digunakan dalam lingkungan kerja, untuk menunjukkan bagaimana pekerjaan seharusnya dilakukan dan apakah terjadi penyimpangan terhadap standar, sehingga pekerja dapat melakukan pekerjaannya secara efektif. Pengendalian visual lebih dari sekedar mengungkapkan penyimpangan dari target atau tujuan melalui bagan dan grafik dan menempatkannya agar dapat dilihat oleh orang banyak. Beberapa alat yang termasuk ke dalam sistem kendali visual adalah:
a. Visual displays, berupa grafik, tabel, prosedur dan dokumentasi proses sebagai referensi bagi pekerja produksi.
b. Visual controls, merupakan indikator yang berfungsi sebagai pengendali atau sinyal. Termasuk ke dalamnya dalah informasi status produksi, informasi kualitas. Contohnya kartu kanban.
c. Visual process indicators, mengkomunikasikan proses produksi atau aliran bahan baku yang benar. Contohnya area lantai produksi yang dicat untuk menyimpan produk yang tidak cacat.
4. Continuous Improvement dengan 5S
a. Seiri, terkait dengan memindahkan item-item yang sudah tidak terpakai lagi. b. Seiton, terkait dengan peletakkan item yang tepat pada area yang tepat. c. Seiso, terkait dengan membersihkan seluruh tempat kerja.
d. Seiketsu, memperbaiki standar yang tinggi dalam pengaturan housekeeping dan tempat kerja.
e. Shitsuke, kemampuan manajemen dalam melatih pekerja untuk mengikuti aturan housekeeping.
5. SMED (Single-Minute Exchange of Dies)
Salah satu metode Lean yang dapat memperbaiki tempat kerja adalah Single-Minute Exchange of Dies (SMED) yang merupakan sebuah metodologi
yang dikhususkan dalam pengurangan waktu setup. Tujuan akhir dari SMED adalah zero setup. Manfaat dari SMED antara lain dapat mengurangi persediaan, memperbaiki fleksibilitas, meningkatkan kapasitas, dan dapat memberikan pelayanan yang lebih baik kepada pelanggan. SMED terdiri atas beberapa langkah,yaitu :
a. mengidentifikasi langkah-langkah pengerjaan setup internal dan setup eksternal
b. menkonversikan atau merubah langkah-langkah setup internal menjadi langkah-langkah setup eksternal.
6. Value Stream Mapping
Value Stream adalah sekumpulan dari seluruh kegiatan yang didalamya
terdapat kegiatan yang memberikan nilai tambah juga yang tidak memberikan nilai tambah yang dibutuhkan untuk membawa produk maupun satu grup produk dari sumber yang sama untuk melewati aliran-aliran utama, mulai dari raw material hingga sampai ke tangan konsumen. Kegiatan-kegiatan ini merupakan
bagian dari keseluruhan proses supply chain yang mencakup aliran informasi dan aliran operasi, sebagai inti dari setiap proses lean yang berhasil. Value Stream Mapping merupakan suatu alat perbaikan (tool) dalam perusahaan yang digunakan
untuk membantu memvisualisasikan proses produksi secara menyeluruh, yang merepresentasikan baik aliran material juga aliran informasi.
Tujuan pemetaan ini adalah untuk mengidentifikasi seluruh jenis pemborosan di sepanjang value stream dan untuk mengambil langkah dalam upaya mengeliminasi pemborosan tersebut. Mengambil langkah ditinjau dari segi value stream berarti bekerja dalam satu lingkup gambar yang besar (bukan
proses-proses individual), dan memperbaiki keseluruhan aliran dan bukan hanya mengoptimalkan aliran secara sepotong-sepotong. Hal ini memunculkan suatu bahasa yang umum digunakan dalam proses produksi, dengan demikian akan mampu memfasilitasi keputusan yang lebih matang dalam memperbaiki value stream.
Value stream mapping dapat menyajikan suatu titik balik yang optimal
yang dikutip oleh Abdullah (2003), menyimpulkan keuntungan-keuntungan yang diperoleh dengan penerapan konsep value stream mapping adalah sebagai berikut: 1. Untuk membantu perusahaan memvisualisasikan lebih dari sekedar level
proses tunggal (misalnya: proses perakitan dan juga pengelasan) dalam produksi. Dengan demikian akan terlihat jelas seluruh aliran.
2. Pemetaan membantu perusahaan tidak hanya melihat pemborosan yang ada tetapi juga sumber penyebab pemborosan yang terdapat dalam value stream. 3. Value stream menggabungkan antara konsep lean dan teknik yang dapat
membantu perusahaan untuk menghindari pemilihan teknik dan konsep yang asal-asalan.
4. Sebagai dasar dari rencana implementasi. Dengan membantu perusahaan merancang bagaimana keseluruhan aliran yang door-to-door, diharapkan konsep lean ini dapat mengoperasikan bagian yang hilang dalam banyak upaya me-lean-kan suatu value stream map menjadi blueprint dalam mengimplementasikan proses yang lean.
Dua langkah utama dalam pemetaan Value Stream Mapping, yaitu:
a. Pembuatan Current State Map untuk memetakan kondisi di lantai pabrik saat ini, sehingga dapat mengidentifikasi pemborosan apa saja yang terjadi.
b. Pembuatan Future State Map sebagai usulan rancangan perbaikan dari Current State Map yang ada.
Tahap ini merupakan tahap awal dalam menggambar Current State Map. Setelah mengetahui konsep yang benar tentang Lean, maka pada tahap ini perlu ditentukan produk yang akan dijadikan model line sebagai target perbaikannya. Tujuan pemilihan model-line adalah agar penggambaran sistem fokus pada satu produk saja yang bisa dianggap sebagai acuan dan representasi dari sistem produksi yang ada. Mengidentifikasi suatu family product dapat dilakukan baik dengan menggunakan produk dan matriks proses
untuk mengklasifikasikan langkah proses yang sama untuk produk yang berbeda. Untuk menentukan famili produk mana yang akan dipetakan tergantung keputusan perusahaan yang dapat ditentukan dari pandangan bisnis seperti tingkat penjualan, atau menurut fokus perusahaan.
2. Penentuan Value Stream Manager
Untuk meluhat value-stream suatu produk secara keseluruhan tentunya perusahaan perlu dilihat sebagai satu kesatuan yang utuh, sehingga batasan-batasan organisasi dalam perusahaan perlu diterobos. Karena pada dasarnya perusahaan cenderung terorganisir untuk setiap departemen (proses) dan terbatas pada fungsinya masing-masing. Sehingga biasanya orang hanya bertanggungjawab pada apa yang menjadi bagiannya (pada areanya saja) tanpa perlu mengetahui proses secara keseluruhan menurut sudut pandang value-stream. Oleh karena itu dalam memetakan value-stream agar nantinya dapat
suatu produk sehingga dapat membantu dalam memberikan saran bagi perbaikan value-stream produk tersebut.
3. Pembuatan Peta Untuk Setiap Kategori Proses (Door-to-Door Flow) di Sepanjang Value-stream
Keadaan sebenarnya di lapangan diperoleh saat penggambar berjalan di sepanjang proses aktual value stream dari proses produksi yang aktual. Melakukan pengamatan mendetail untuk setiap kategori proses. Untuk setiap proses, maka seluruh informasi kritis termasuk lead time, cycle time, changeover time, uptime, EPE (ukuran batch produksi), jumlah operator dan
waktu kerja (sudah dikurangi dengan waktu istirahat), level inventory, dll perlu didokumentasikan. Yang semuanya akan dimasukkan dalam suatu data box untuk masing-masing proses. Level inventory pada peta seharusnya
disesuaikan dengan level pada waktu pemetaan aktual dan bukan berdasarkan rataan karena penting untuk menggunakan gambar aktual daripada rata-rata historis yang disediakan oleh perusahaan.
Untuk setiap pembuatan data box, maka ukuran-ukuran yang diperlukan antara lain:
a. Cycle Time (C/T)
Cycle time (C/T) merupakan salah satu ukuran penting yang dibutuhkan
Value-creating time (VCT) menyatakan waktu keseluruhan elemen kerja yang biasa mentransformasikan suatu produk dalam cara yang rela dibayar oleh konsumen. Lead time (L/T) menyatakan waktu yang dibutuhkan untuk seluruh proses atau dalam satu value stream, mulai dari awal hingga akhir proses.
Biasanya : VCT < C/T < L/T b. Change-over Time (C/O)
Menyatakan waktu yang dibutuhkan untuk merubah posisi (switch) dari memproduksi satu jenis produk menjadi produk yang lainnya. Dalam hal ini biasanya changeover time menyatakan waktu untuk memindahkan dari posisi kiri menjadi posisi kanan dalam pembuatan satu produk simetris. c. Uptime
Menyatakan kapasitas mesin yang digunakan dalam mengerjakan satu proses. Kapasitas mesin bersifat on-demand machine uptime. Artinya informasi mesin ini tetap.
d. Jumlah Operator
Menyatakan jumlah orang yang dibutuhkan saat untuk satu proses. e. Waktu Kerja
Waktu kerja yang dibutuhkan untuk tiap shift pada suatu proses sesudah dikurangi dengan waktu istirahat (break), waktu rapat (meeting), dan waktu membersihkan area kerja (cleanup times).
Tabel 3.1. Lambang-Lambang yang Digunakan pada Peta Kategori Proses
No. Nama Lambang Fungsi
1 Customer /
Supplier
Merepresentasikan Supplier bila diletakkan di kiri atas, yakni sebagai titik awal yang umum digunakan dalam penggambaran aliran material. Sementara gambar akan merepresentasikan Customer bila ditempatkan di kanan atas, biasanya sebagai titik akhir aliran material.
2 Dedicated
Process
Menyatakan proses, operasi, mesin atau departemen yang melalui aliran material. Secara khusus, untuk menghindari pemetaan setap langkah proses yang tidak diinginkan, maka lambang ini biasanya merepresentasikan satu departemen dengan aliran internal yang kontinu.
3 Shared Process Menyatakan operasi proses, departemen
Tabel 3.1. Lambang-Lambang yang Digunakan pada Peta Kategori Proses(Lanjutan)
No. Nama Lambang Fungsi
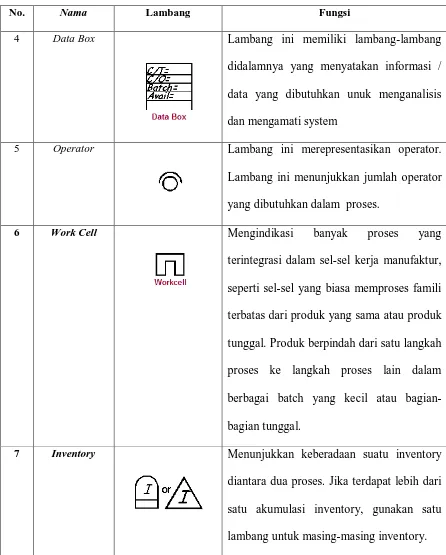
4 Data Box Lambang ini memiliki lambang-lambang
didalamnya yang menyatakan informasi / data yang dibutuhkan unuk menganalisis dan mengamati system
5 Operator Lambang ini merepresentasikan operator.
Lambang ini menunjukkan jumlah operator yang dibutuhkan dalam proses.
6 Work Cell Mengindikasi banyak proses yang
terintegrasi dalam sel-sel kerja manufaktur, seperti sel-sel yang biasa memproses famili terbatas dari produk yang sama atau produk tunggal. Produk berpindah dari satu langkah proses ke langkah proses lain dalam berbagai batch yang kecil atau bagian-bagian tunggal.
7 Inventory Menunjukkan keberadaan suatu inventory
diantara dua proses. Jika terdapat lebih dari satu akumulasi inventory, gunakan satu lambang untuk masing-masing inventory.
2. Pembuatan Peta Aliran Material dan Informasi Keseluruhan Pabrik
Kesatuan peta alur value-stream juga mencakup aliran material yang harus ada dalam peta. Selain aliran material, maka yang tak kalah pentingnya dalam peta value-stream adalah aliran informasi yang juga mencakup aliran yang
ditunjukkan dengan ikon push arrow. Penggambaran shipments dan lead-time bar dari bahan mentah hingga produk jadi (finished good) yang telah berada di
shipping-end untuk dikirim ke konsumen. Dengan demikian peta Current
State Map telah lengkap. Pada tahapan ini, maka gambar yang telah dibuat
[image:65.595.115.558.417.751.2]pada tahap sebelumnya, disempurnakan dengan lambang-lambang yang dapat dilihat pada Tabel 3.2.
Tabel 3.2. Lambang-Lambang yang Melengkapi Peta Keseluruhan
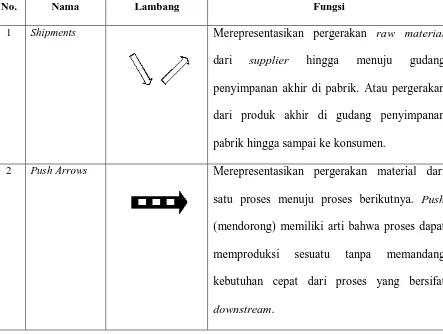
No. Nama Lambang Fungsi
1 Shipments Merepresentasikan pergerakan raw material
dari supplier hingga menuju gudang penyimpanan akhir di pabrik. Atau pergerakan dari produk akhir di gudang penyimpanan pabrik hingga sampai ke konsumen.
2 Push Arrows Merepresentasikan pergerakan material dari
Tabel 3.2. Lambang-Lambang yang Melengkapi Peta Keseluruhan(Lanjutan)
No. Nama Lambang Fungsi
3 External
Shipments
Lambang ini berarti pengiriman yang dilakukan dari supplier ke konsumen atau pabrik ke konsumen dengan menggunakan pengangkutan eksternal (di luar pabrik).
4 Production
Control
Merepresentasikan penjadwalan produksi utama atau departemen pengontrolan, orang atau operasi.
5 Manual Info Gambar anak panah yang lurus dan tipis
menunjukkan aliran informasi umum yang bisa diperoleh melalui catatan, laporan ataupun percakapan. Jumlah dan jenis catatan lain bisa jadi relevan
6 Electronic Info Merepresentasikan aliran elektronik seperti
Tabel 3.2. Lambang-Lambang yang Melengkapi Peta Keseluruhan(Lanjutan)
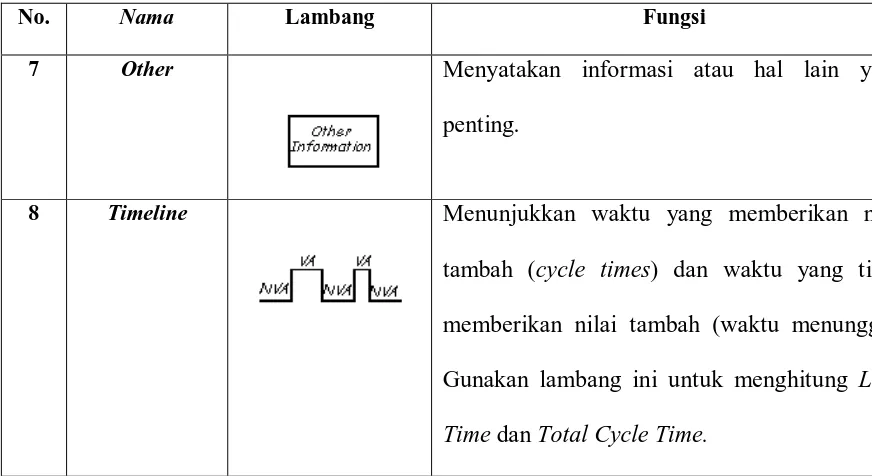
No. Nama Lambang Fungsi
7 Other Menyatakan informasi atau hal lain yang
penting.
8 Timeline Menunjukkan waktu yang memberikan nilai
tambah (cycle times) dan waktu yang tidak memberikan nilai tambah (waktu menunggu). Gunakan lambang ini untuk menghitung Lead Time dan Total Cycle Time.
Sumber: Rother, M & Shook, J, Learning to See, ,2003, The Lean Enterprise Institute, appendix A
Setelah membuat Current State Map, maka langkah terakhir dalam value stream mapping adalah membuat suatu future state map. Tujuan dari value stream
mapping adalah untuk mengetahui dengan jelas sumber-sumber pemborosan dan
membantu membuat area target bagi proses perbaikan yang nyata. Future state map tidaklah lebih dari sekedar pengimplementasian rencana yang menjelaskan
jenis tool yang dibutuhkan dalam proses lean untuk mengeliminasi pemborosan dan dimana (pada proses apa) tool tersebut diperlukan dalam value stream suatu produk. Pembuatan suatu future state map diawali dengan menjawab serangkaian pertanyaan terkait masalah yang menyebabkan perlu dibangunnya suatu future state map, dan juga implementasi teknis terkait penggunaan tools dalam proses
diperoleh berdasarkan analisis dari Current State Map yang telah dibuat sebelumnya dan dengan menerapkan tool yang sesuai untuk digunakan.
3.5. Value Stream Mapping Tools
Shigeo Shingo (1989) merumuskan tujuh jenis waste yang ada di perusahaan yaitu kelebihan produksi (overproduction), waktu tunggu (waiting), transportasi yang berlebihan (excessive transportation), proses yang tidak tepat (inapproriate processing), persediaan yang tidak penting (unnecessary inventory), gerakan yang tidak berguna (unnecessary motion), dan. cacat (defect). Hines dan Rich (1997) merumuskan tujuh alat pemetaan aliran nilai untuk menggambarkan ketujuh waste ini. Ketujuh alat ini dapat diaplikasikan secara efektif, baik individual maupun kombinasi tergantung dari aliran nilai yang yang hendak dipetakan.
1. Process Activity Mapping
Process activity mapping menggolongkan aktivitas menjadi lima jenis
yaitu operasi, transportasi, inspeksi, delay dan penyimpanan. Operasi dan inspeksi adalah aktivitas yang bernilai nilai tambah sedangkan transportasi dan penyimpanan berjenis penting tetapi tidak bernilai tambah dan delay adalah aktivitas yang dihindari yang tidak memberikan nilai tambah.
Terdiri dari beberapa langkah sederhana:
a. menggambarkan aliran proses produksi yang terjadi
c. mengevaluasi untuk tiap tahapan proses apakah dapat dieliminasi, dikombinasi, diputar urutan prosesnya, atau disubstitusi agar urutan proses bisa lebih efisien
d. menyusun pola aliran yang lebih ba