PRA RANCANGAN PABRIK PEMBUATAN ASETAT
ANHIDRAT DENGAN PROSES KETENA DARI DEKOMPOSISI
ASETON DENGAN KAPASITAS PRODUKSI 8.000 TON/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Teknik Kimia
OLEH :
TEN OTTO NAIBAHO
NIM : 060405022
D E P A R T E M E N T E K N I K K I M I A
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur saya sampaikan kepada Tuhan Yang Maha Esa atas rahmat
dan anugerah-Nya sehingga penulis dapat menyelesaikan Tugas Akhir yang berjudul
Pra-Rancangan Pabrik Pembuatan Asetat Anhidrat Dengan Proses Ketena Dari Dekomposisi Aseton Dengan Kapasitas 8.000 Ton/Tahun. Tugas Akhir ini
dikerjakan sebagai syarat untuk kelulusan dalam sidang sarjana.
Selama mengerjakan Tugas akhir ini penulis begitu banyak mendapatkan
bantuan dari berbagai pihak. Oleh karena itu, dalam kesempatan ini perkenankanlah
penulis mengucapkan terima kasih kepada:
1. Ibu Dr. Maulida, ST, M.Sc sebagai Dosen Pembimbing I yang telah
membimbing dan memberikan masukan selama menyelesaikan tugas akhir
ini.
2. Ibu Dr. Zuhrina Masyithah ST, M.Sc sebagai Dosen Pembimbing II yang
telah memberikan membimbing dan memberikan masukan selama
menyelesaikan tugas akhir ini.
3. Bapak Dr. Ir. Irvan, M.Si Ketua Departemen Teknik Kimia FT USU.
4. Bapak Ir. Renita Manurung, MT sebagai Koordinator Tugas Akhir
Departemen Teknik Kimia FT USU.
5. Ibu Dr. Fatima, ST, M.Si dan Ibu Ir. Renita Manurung, MT selaku Dosen
Penguji yang telah banyak memberi saran demi perbaikan Tugas akhir ini.
6. Dan yang paling istimewa Orang tua saya yaitu Ayahanda S. Naibaho (alm.)
dan Ibunda B. Sitanggang yang tidak pernah lupa memberikan motivasi dan
semangat kepada penulis. Juga segala dukungan moril sehingga aku menjadi
seorang sarjana saat ini.
7. Teman-teman stambuk „06 tanpa terkecuali. Trimakasih buat kebersamaan dan semangatnya.
9. Teman seperjuangan Nimrod Sitorus sebagai partner penulis dalam
penyelesaian Tugas Akhir ini. Semangat kawan.
Penulis menyadari bahwa Tugas Akhir ini masih terdapat banyak kekurangan
dan ketidaksempurnaan. Oleh karena itu penulis sangat mengharapkan saran dan
kritik yang sifatnya membangun demi kesempurnaan pada penulisan berikutnya.
Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, 2011
Penulis
Ten Otto Naiabaho
INTI SARI
Pembuatan asetat anhidrat secara umum dikenal dengan menggunakan proses ketena. Pra rancangan pabrik asetat anhidrat ini direncanakan akan berproduksi dengan kapasitas 8.000 ton/tahun dan beroperasi selama 330 hari dalam setahun.
Lokasi pabrik yang direncanakan adalah di daerah Solo, Jawa Tengah dengan luas tanah yang dibutuhkan sebesar 22.985 m2.
Tenaga kerja yang dibutuhkan untuk mengoperasikan pabrik sebanyak 160 orang. Bentuk badan usaha yang direncanakan adalah Perseroan Terbatas (PT) dan bentuk organisasinya adalah organisasi sistem garis.
Hasil analisa terhadap aspek ekonomi pabrik Asetat anhidrat, adalah :
Modal Investasi : Rp 165.774.094.657,-
Biaya Produksi per tahun : Rp 99.493.415.842,-
Hasil Jual Produk per tahun : Rp. 152.401.974.916,-
Laba Bersih per tahun : Rp 36.868.311.395,-
Profit Margin : 34,543 %
Break Event Point : 63,390 %
Return of Investment : 20,956
Pay Out Time : 4,772 tahun Return on Network : 34,927 %
Internal Rate of Return : 25,81
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa pabrik pembuatan
DAFTAR ISI
Kata Pengantar ... i
Intisari ... iii
Daftar Isi... iv
Daftar Tabel ... ix
Daftar Gambar ... xiii
BAB I PENDAHULUAN ... I-1
1.1 Latar Belakang ... I-1
1.2 Tujuan Perancangan ... I-2
1.3 Rumusan masalah ... I-2
1.4 Manfaat Perancangan… ... I-2 BAB II TINJAUAN PUSTAKA ... II-1
2.1 Asetat Anhidrat ... II-1
2.2 Sifat-sifat Bahan Baku dan Produk ... II-2
2.2.1 Sifat-sifat Produk ... II-2
2.2.2 Sifat-sifat Bahan Baku ... II-3
2.3 Proses Pembuatan Asetat Anhidrat ... II-4
2.4 Pemilahan Proses ... II-5
2.5 Deskripsi Proses ... II-6
BAB III NERACA MASSA ... III-1
3.1 Mix Point 1 (M-101) ... III-1
3.2 Furnace (F-201) ... III-1
3.3 Mix Point 2 (M-201) ... III-1
3.4 Reaktor (R-201) ... III-2
3.5 Knock Out Drum 1 (K-301) ... III-2
3.6 Knock Out Drum 2 (K-302) ... III-2
3.7 Kolom Destilasi Asetat Anhidrat ... III-3
3.8 Neraca Massa Kondensor.... ... III-3
3.9 Neraca Massa Reboiler... ... III-4
BAB IV NERACA ENERGI ... IV-1
4.1 Neraca Energi Pada Vaporizer (E-101)... IV-1
4.2 Neraca Energi pada Furnace (F-201) ... IV-1 4.3 Neraca Energi pada Waste Heat Boiler (E-201) ... IV-1 4.4 Neraca Energi pada Heater (E-202) ... IV-2
4.5 Neraca Energi pada Reaktor(R-201) ... IV-2
4.6 Neraca Energi pada Heater (E-301) ... IV-2 4.7 Neraca Energi pada Reboiler (E-302) ... IV-3
4.8 Neraca Energi pada Cooler Produk (E-303) ... IV-3 4.9 Neraca Energi pada Kondensor (E-304) ... IV-3
4.10 Neraca Energi pada Cooler Hasil Destilat (E-305) ... IV-4
4.11 Neraca Energi pada Cooler Aseton(E-306)... IV-4
BAB V SPESIFIKASI PERALATAN... V-1
BAB VI INSTRUMENTASI PERALATAN ... VI-1
6.1 Instrumentasi ... VI-1
6.1.1 Pengukur Temperatur ... VI-2
6.1.2 Pengukuran Tekanan dan Kevakuman ... VI-2
6.1.3 Pengukuran Laju Aliran ... VI-2
6.1.4 Pengukuran Tinggi Permukaan Cairan ... VI-3
6.1.5 Syarat Perencanaan Pengendalian ... VI-5
6.2 Keselamatan Kerja… ... VI-11 BAB VII UTILITAS ... VII-1
7.1 Kebutuhan Uap... VII-1
7.2 Kebutuhan Air ... VII-2
7.2.1 Screening ... VII-6
7.2.2 Sedimentasi …. ... VII-6 7.2.3 Klarifikasi ... VII-7
7.2.4 Filtrasi ... VII-8
7.2.5 Demineralisasi ... VII-9
7.2.6 Deaerator ... VII-12
7.5 kebutuhan Bahan Bakar… ... VII-14 7.6 Unit Pengolahan Limbah... VII-15
7.6.1 Bak Penampungan ... VII-16
7.6.2 Bak Pengendapan Awal ... VII-17
7.6.3 Bak Netralisasi ... VII-17
7.7 Spesifikasi Peralatan Utilitas... VII-18
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
8.1 Lokasi Pabrik ... VIII-1
8.2 Tata Letak Pabrik ... VIII-3
8.3 Perincian Luas Areal Pabrik... VIII-4
BAB IX ORGANISASI DAN MANAJEMEN PERALIHAN ... IX-1
9.1 Organisasi dan Manajemen ... IX-1
9.2 Bentuk Badan Usaha ... IX-1
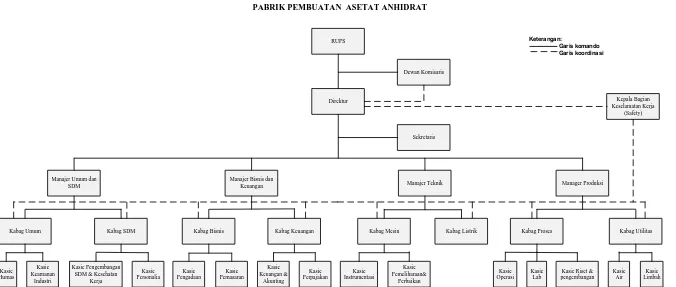
9.3 Struktur Organisasi ... IX-3
9.4 Uraian Tugas, Wewenang Dan Tanggung Jawab ... IX-7
9.4.1 Rapat Umum Pemegang Saham (RUPS) ... IX-7
9.4.2 Dewan Komisi ... IX-7
9.4.3 Direktur ... IX-7
9.4.4 Sekretaris ... IX-8
9.4.5 Manajer ... IX-8
9.4.6 Kepala Bagian ... IX-9
9.5 Sistem Kerja ... IX-10
9.5.1 Tenaga Kerja dan Jam kerja ... IX-10
9.5.2 Jumlah dan Tingkat Pendidikan Tenaga Kerja……. ………...IX-11
9.5.3 Pengaturan Jam kerja ... IX-12
9.6 Sistem Penggajian ... IX-13
9.7 Kesejahteraan Tenaga Kerja ... IX-14
BAB X ANALISA EKONOMI ... X-1
10.1 Modal Investasi ... X-1
10.1.1 Modal Investasi Tetap/ Fixed Capital Investmen (FCI) ... X-1
10.1.2 Modal Kerja/ Working Capital (WC) ... X-3
10.1.4 Biaya Variable (BV)/ Variable Cost (VC) ... X-4
10.2 Total Penjualan (Total sales) ... X-5
10.3 Perkiraan Rugi/ Laba Usaha... X-5
10.4 Analisa Aspek Ekonomi ... X-5
10.4.1 Profit Margin (PM) ... X-5
10.4.2 Break Evan Point (BEP)... X-6
10.4.3 Retrun On Investmen (ROI) ... X-6
10.4.4 Pay Out Time (POT) ... X-7
10.4.5 Return On Network (RON) ... X-7
10.4.6 Internal Rate Of Return (IRR) ... X-7
BAB XI KESIMPULAN ... XI-1
DAFTAR PUSTAKA ... xiv
LAMPIRAN A PERHITUNGAN NERACA MASSA ... LA-1
LAMPIRAN B PERHITUNGAN NERACA PANAS ... LB-1
LAMPIRAN C PERHITUNGAN SPESIFIKASI PERALATAN ... LC-1
LAMPIRAN D PERHITUNGAN SPESIFIKASI PERALATAN UTILITAS LD-1
DAFTAR TABEL
Tabel 1.1 Neraca Massa Mix Point 1 ... II-1
Tabel 3.1 Neraca Massa Mix Point 1 ... III-1
Tabel 3.2 Neraca Massa Furnace...III-1
Tabel 3.3 Neraca Massa Mix Point 2 ... III-1
Tabel 3.4 Neraca Massa Reaktor ... III-2
Tabel 3.5 Neraca Massa Knock Out Drum ... III-2
Tabel 3.6 Neraca Massa Knock Out Drum ... III-2
Tabel 3.7 Neraca Massa Kolom Destilasi Asetat Anhidrat ... III-3
Tabel 3.8 Neraca Massa Kondensor... III-2
Tabel 3.9 Neraca Massa Reboiler ... III-3
Tabel 4.1 Neraca energi pada vaporizer ... IV-1 Tabel 4.2 Neraca energi pada Furnace ... IV-1 Tabel 4.3 Neraca energi pada Waste Heat Boiler ... IV-1 Tabel 4.4 Neraca energi pada heater... IV-2 Tabel 4.5 Neraca energi pada reaktor ... IV-2
Tabel 4.6 Neraca energi pada heater... IV-2 Tabel 4.7 Neraca energi pada reboiler ... IV-3
Tabel 4.8 Neraca energi pada cooler produk …. ... IV-3 Table 4.9 Neraca energi pada kondensor … ... IV-3 Table 4.10 Neraca energi pada coolerhasil destilat….. ... IV-4 Table 4.11 Neraca energi pada cooler aseton… ... IV-4 Tabel 6.1 Daftar Penggunan Instrumentasi Pada Pra-Rancangan
Pabrik Pembuatan Benzen Dengan Proses Hidrodealkilasi ... VI-6
Tabel 7.1 Kebutuhan Uap Pada Alat ... VII-1
Tabel 7.2 Kebutuhan Air Pendingin Pada Alat ... VII-3
Tabel 7.3 Kebutuhan Air Proses Pada Alat ... VII-4
Tabel 7.4 Pemakaian Air Untuk Berbagai Kebutuhan ... VII-4
Tabel 7.5 Kualias Air Sungai bengawan Solo, Jawa Tengah ... VII-5
Tabel 8.1 Perincian Luas Areal Pabrik ... VIII-4
Tabel 9.1 Jumlah Tenaga Kerja Dan Kualifikasinya ... IX-11
Tabel 9.2 Pengaturan Tugas Shift ... IX-13 Tabel 9.3 Gaji Karyawan ... IX-14
Tabel LA.1 Neraca massa pada furnace (F-101) ... LA-2 Tabel LA.2 Neraca massa pada reactor (R-201) ... LA-4 Tabel LA.3 Neraca Massa knock out drum (KO-201) ... LA-5 Tabel LA.4 Neraca Massa Destilasi ... LA-8
Tabel LA.5 Data Bilangan Antoine ... LA-8
Table LA.6 Penentuan Titik Gelembung (bubble point) Umpan ... LA-9 Tabel LA.7 Penentuan Titik Gelembung (bubble point) bottom ... LA-11 Tabel LA.8 Penentuan Titik Gelembung (dwew point) destilat ... LA-12 Tabel LA.9 Neraca Massa Kondensor ... LA-14
Tabel LA. 10 Neraca Massa reboiler ... LA-15
Tabel LA. 11 Neraca massa KOD (KO-202) ... LA-12
Tabel LB.1 Kapasitas Panas Gas ... LB-1
Tabel LB.2 Kapasitas Panas Cairan ... LB-1
Tabel LB.3 Panas Laten ... LB-1
Tabel LB.4 Panas Reaksi Pembentukan... LB-2
Tabel LB.5 Data Tekanan Uap Antoine ... LB-2
Tabel LB.6 Data Air Pemanas dan Air Pendingin yang Digunakan ... LB-2
Tabel LB.7 Neraca panas pada vaporizer ... LB-4
Tabel LB. 8 Panas masuk Heater ... LB-5
Tabel LB. 9 Panas keluar Heater... LB-5
Tabel LB. 10 Neraca panas heater ... LB-6
Tabel LB. 11 Panas pembentukan senyawa ... LB-7
Tabel LB. 12 panas keluar furnace ... LB-7
Table LB.13 neraca panas pada furnace ... LB-8
Tabel LB. 14 panas keluar waste heat boiler ... LB-9
Tabel LB. 15 Panas alur 9 ... LB-10
Tabel LB. 18 Panas masuk Heater (E-201) ... LB-12
Tabel LB. 19 Panas keluar heater ... LB-13
Tabel LB. 20 Neraca panas heater (E-201) ... LB-13
Tabel LB.21 Neraca Panas masuk pada kondensor ... LB-13
Tabel LB. 22 Panas keluar kondensor (Ld) ... LB-14
Tabel LB. 23 Panas keluar kondensor (D) ... LB-14
Tabel LB. 24 Panas masuk Reboiler (B) ... LB-16
Tabel LB.25 Neraca panas keluar reboiler (alur 17) ... LB-16
Tabel LB.26 Neraca panas keluar Bottom (alur 18) ... LB-17
Tabel LB. 27 Panas keluar cooler Produk ... LB-18
Tabel LB. 28 Neraca panas cooler ... LB-18
Tabel LB. 29 Panas keluar cooler II... LB-19
Tabel LB. 30 Neraca panas cooler… ... LB-20 Tabel LB. 31 Panas masuk cooler…. ... LB-20 Tabel LB. 32 Panas keluar cooler (E-202)…. ... LB-20 Tabel LB. 33 Neraca panas cooler…. ... LB-21 Tabel LC.1 Komposisi Gas pada Knock-out Drum 1 (KO-201) ... LC-81 Tabel LC.2 Komposisi Gas pada Knock-out Drum 1 (KO-201) ... LC-81 Tabel LC.3 Komposisi bahan pada alur Vd destilasi 1 (D-301) ... LC-85
Tabel LC.4 Komposisi bahan pada alur Lb destilasi (D-101) ... LC-14
Tabel LC.5 Komposisi Gas pada Knock-out Drum II (KO-101) ... LC-49 Tabel LD.1 Perhitungan Entalpi dalam Penentuan Tinggi Menara PendinginLD-31
Tabel LE.1 Perincian Harga Bangunan, dan Sarana Lainnya ... LE-1
Tabel LE.2 Harga Indeks Marshall dan Swift ... LE-3
Table LE.3 Estimasi Harga Peralatan Proses ... LE-6
Tabel LE.4 Estimilasi Harga Peralatan Utilitas dan Pengolahan Limbah ... LE-7
Tabel LE.5 Biaya sarana Transportasi ... LE-10
Tabel LE.6 Perincian Gaji Pegawai ... LE-14
Tabel LE.7 Perincian Biaya Kas per 3 bulan ... LE-16
Tabel LE.8 Perincian Modal Kerja ... LE-17
Tabel LE.9 Aturan Depresi Sesuai UU Republik Indonesia No. 17
Tabel LE.10. Perhitungan Biaya Depresiasi Sesuai UURI No. 17
Tahun 2000 ... LE-19
Tabel LE.11Data Perhitungan Interval Rate of Return (IRR) ... LE-27
DAFTAR GAMBAR
Tabel 2.1 Struktur asetat anhidrat... ... II-1
Gambar 6.1 Instrumentasi pada pompa ... VI-7
Gambar 6.2 Instrmentasi Tangki Cairan ... VI-7
Gambar 6.3 Instrumentasi tangki gas ... VI-7
Gambar 6.4 Instrmumentasi rektor ... VI-8
Gambar 6.5 instrumentasi vaporizer, Cooler dan condenser ... VI-8 Gambar 6.6 Kompresor ... VI-9
Gambar 6.7 Instrumentasi Kolom Distilasi ... VI-9
Gambar 6.8 Instrumentasi Accumulator ... VI-10 Gambar 6.9 Instrumentasi Furnace ... VI-10
Gambar 6.10 Instrumentasi waste heat boiler... VI-10 Gambar 6. 11 Tingkat kerusakan suatu pabrik ... VI-13
Gambar 8.1 Tata letak pabrik asetat anhidrat... VIII-6
Gambar 9.1 Struktur organisasi pabrik pembuatan Asetat Anhidrat ... IX-16
Gambar LD. 1 Sketsa sebagian bar screen, satuan mm (dilihat ari atas) ... LD-2
Gambar LD. 2 Grafik Entalpi dan temperatur cairan pada
cooling tower (CT)LD-31 ... LD-31 Gambar LD.3 Kurva Hy terhaap 1 (Hy*-Hy) ... LD-32
INTI SARI
Pembuatan asetat anhidrat secara umum dikenal dengan menggunakan proses ketena. Pra rancangan pabrik asetat anhidrat ini direncanakan akan berproduksi dengan kapasitas 8.000 ton/tahun dan beroperasi selama 330 hari dalam setahun.
Lokasi pabrik yang direncanakan adalah di daerah Solo, Jawa Tengah dengan luas tanah yang dibutuhkan sebesar 22.985 m2.
Tenaga kerja yang dibutuhkan untuk mengoperasikan pabrik sebanyak 160 orang. Bentuk badan usaha yang direncanakan adalah Perseroan Terbatas (PT) dan bentuk organisasinya adalah organisasi sistem garis.
Hasil analisa terhadap aspek ekonomi pabrik Asetat anhidrat, adalah :
Modal Investasi : Rp 165.774.094.657,-
Biaya Produksi per tahun : Rp 99.493.415.842,-
Hasil Jual Produk per tahun : Rp. 152.401.974.916,-
Laba Bersih per tahun : Rp 36.868.311.395,-
Profit Margin : 34,543 %
Break Event Point : 63,390 %
Return of Investment : 20,956
Pay Out Time : 4,772 tahun Return on Network : 34,927 %
Internal Rate of Return : 25,81
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa pabrik pembuatan
BAB I
PENDAHULUAN
1.1Latar Belakang
Dalam era globalisasi, industri memegang peranan yang penting dalam
kegiatan ekonomi. Indonesia sebagai suatu negara yang berkembang saat ini juga
telah mengembangkan berbagai macam indutri. Salah satu industri yang berkembang
cukup pesat di Indonesia adalah industri kimia.
Asetat anhidrat ((CH3CO)2O) merupakan larutan aktif, tidak berwarna, serta
memiliki bau yang tajam. Kapasitas produksi Amerika untuk produk asetat anhidrat
ini cukup besar, yaitu lebih dari 900.000 ton per tahun (Kirk Othmer, 1981).
Asetat anhidrat merupakan suatu senyawa yang memiliki kegunaan yang
sangat bervariasi. Asetat anhidrat digunakan dalam pembuatan selulosa asetat, serat
asetat, obat-obatan, aspirin dan berperan sebagai pelarut dalam penyiapan senyawa
organik. Di Indonesia belum terdapat pabrik yang memproduksi asetat anhidrat,
sehingga Indonesia masih mengandalkan impor dari beberapa negara asing untuk
bahan kimia ini.
Kebutuhan asetat anhidrat di Indonesia mengalami peningkatan. Pada tahun
2008, Indonesia membutuhkan 362.155 kg kemudian pada tahun 2009 menjadi
642.283 kg. Dari data ini kedepan kebutuhan akan asam asetat akan semakin
bertambah karena kegunaan produk ini yang semakin berkembang(Biro Pusat
Statistik, (2006-2009)). Tabel 1.1 di bawah ini menyajikan data impor asetat anhidrat untuk tahun 2006-2009
Tabel 1.1 : Data impor asetat anhidrat
Tahun Jumlah impor (kg)
2006 377.868
2007 898.410
2008 362.154
2009 642.283
Dari tabel di atas menunjukkan bahwa asetat anhidrat mulai umum digunakan
di Indonesia. Melihat potensi pasar asetat anhidrat di dalam negeri yang cukup baik
serta tidak adanya pabrik dalam negeri yang memproduksi asetat anhidrat maka
peluang pendirian pabrik asetat anhidrat cukup besar. Selain dapat untuk memenuhi
kebutuhan dalam negeri dengan harga yang lebih murah, peluang untuk menjamah
pasar luar negeripun masih terbuka lebar.
1.2Tujuan Perancangan
Secara umum, tujuan pra rancangan pabrik pembuatan asetat anhidrat ini
adalah untuk menerapkan disiplin ilmu Teknik Kimia khususnya di bidang
perancangan, proses, dan operasi teknik kimia sehingga dapat memberikan gambaran
kelayakan Pra Rancangan Pabrik Pembuatan Asetat Anhidrat.
1.3Rumusan Masalah
Sehubungan dengan meningkatnya kebutuhan akan asetat anhidrat, maka
pembangunan pabrik pembuatan asetat anhidrat merupakan suatu alternatif sehingga
kebutuhan asetat anhidrat dapat terpenuhi. Tugas akhir ini memaparkan bagaimana
pra rancangan pabrik pembuatan asetat anhidrat berdasarkan: perhitungan neraca
massa dan neraca energi, penentuan spesifikasi peralatan yang diperlukan untuk
proses produksi maupun proses pendukung produksi, penentuan instrumentasi dan
keselamatan kerja yang dibutuhkan, penentuan utilitas, penentuan manajemen
organisasi perusahaan yang diperlukan demi kelancaran proses produksi, penentuan
estimasi ekonomi dan pembiayaan.
1.4Manfaat Perancangan
Adapun manfaat Pra Rancangan Pabrik Pembuatan Asetat Anhidrat adalah
memberikan gambaran kelayakan dari segi rancangan dan ekonomi pabrik
BAB II
TINJAUAN PUSTAKA
2.1 Asetat Anhidrat
Asetat anhidrat merupakan anhidrat dari asam asetat yang struktur antar
molekulnya simetris. Asetat anhidrat memiliki berbagai macam kegunaan antara lain
sebagai fungisida dan bakterisida, pelarut senyawa organik, berperan dalam proses
asetilasi, pembuatan aspirin, dan dapat digunakan untuk membuat acetylmorphine. Asam asetat anhidrat paling banyak digunakan dalam industri selulosa asetat untuk
menghasilkan serat asetat, plastik serat kain dan lapisan (Celanase, 2010).
Asetat anhidrat ((CH3CO)2O) merupakan larutan aktif, tidak berwarna, serta
memiliki bau yang tajam. Kapasitas produksi Amerika untuk produk asetat anhidrat
ini cukup besar, yaitu lebih dari 900.000 ton per tahun (Kirk othmer, 1991). Asetat
anhidrat merupakan suatu senyawa yang memiliki kegunaan yang sangat bervariasi.
Asetat anhidrat digunakan dalam pembuatan cellulose asetate, serat asetat, obat-obatan, aspirin, dan berperan sebagai pelarut dalam penyiapan senyawa organik
(Kurniawan, 2004).
Asetat anhidrat memiliki rumus struktur seperti gambar di bawah ini:
Gambar 2.1 struktur asetat anhidrat (Celanase, 2010)
Beberapa reaksi yang dapat terjadi pada asetat anhidrat adalah (Celanase, 2010):
1. Asetilasi
C6H4CH3NH2 + (CH3CO)2O C6H4CH3NHCOCH3 + CH3COOH
2. Hidrolisis menjadi asam asetat
(CH3CO)2O + H2O 2CH3COOH
3. Amonolisis manjadi acetamida
4. Alkoholisis menjadi ester
(CH3CO)2O + CH3OH CH3COOCH3 + CH3COOH
5. Pembentukan ketone melalui Friedel-Crafts acylation
(CH3CO)2O + ArH CH2COAr + CH3COOH
6. Reaksi kondensasi (Perkin)
C6H5CHO + (CH3CO)2O C6H5CH=CHCOOCH3 + CH3COOH
2.2 Sifat-Sifat Bahan Baku Dan Produk
2.2.1 Sifat-Sifat Produk
1. Asetat Anhidrat
Rumus molekul : (CH3CO)2O
Berat molekul : 102,09 gram/mol
Titik didih pada 760 mmHg : 139,060C
Titik beku : -730C
Panas pembakaran : 431,9 kkal/mol
Tekanan kritis : 46,81 atm
Suhu kritis : 296 0C
Densitas pada 20°C : 1,08 gram/ml
Viskositas pada 25°C : 0,8061 cP
2. Metana
Rumus molekul : CH4
Berat molekul : 16,04 gram/mol
Titik didih pada 760 mmHg : -161,4°C
Titik beku : -182,5°C
Tekanan kritis : 46,00 atm
Suhu kritis : -82,6°C
Densitas pada suhu didih : 0,4245 gram/ml
2.2.2 Sifat-sifat bahan baku
1. Aseton
Rumus molekul : C3H6O
Berat molekul : 58,08 gram/mol
Titik didih pada 760 mmHg : 56,05 0C
Titik beku : -94,6 0C
Panas pembakaran : 431,9 kkal/mol
Tekanan uap pada 200C : 24 kPa
Suhu kritis : 235 °C
Densitas pada 192,40 °K : 1,37 g/ml
Viskositas pada 25°C : 0,308 cP
2. Asam Asetat
Rumus molekul : C2H4O2
Berat molekul : 60,05 gram/mol
Titik didih pada 760 mmHg : 118,1 0C
Titik beku : 16,6 °C
Panas pembakaran : 431,9 kkal/mol
Tekanan uap pada 200C : 1,5 kPa
Suhu kritis : 21,67 °C
Viskositas pada 25°C : 1,1316 cP
3. Ketena
Rumus molekul : H2C:C:O
Berat molekul : 42,04 gram/mol
Titik didih pada 760 mmHg : -560C
Titik beku : -151°C
Panas pembentukan : -47,7 kJ/mol
Tekanan uap pada 200C : 2,0 MPa
Suhu kritis : 106,85°C
2.3 Proses Pembuatan Asetat Anhidrat
Asetat anhidrat dapat dibuat menggunakan empat macam proses (Kurniawan,
2004), yaitu :
1. Oksidasi asetaldehid
Asetat anhidrat dapat disiapkan dengan oksidasi langsung dari asetaldehid
dengan menggunakan pelarut asam asetat. Pada proses ini digunakan katalis yang
mengandung tembaga. Asetaldehid teroksidasi membentuk peroxyacetic acid.
Peroxyacetic acid ini akan bereaksi lagi membentuk acetaldehyde monoperoxyasetate. Zat ini kemudian akan membentuk asam asetat, anhidrida, dan
air. Oksidasi mencapai penyelesaian 96% untuk memberikan asetat anhidrat
banding asam asetat dengan rasio 56:44. Reaksi yang terjadi pada proses ini adalah
sebagai berikut:
CH3CHO + O2 CH3COOOH
CH3COOOH + CHCHO CH3COOOCH(OH)CH3
CHCOOOCH(OH)CH3(CH3CO)2O + H2O
CH3COOOCH(OH)CH3 CH3COOH + CH3COOH
2. Proses karbonilasi metil asetat
Asetatanhidrat dapat dibuat dengan karbonilasi metil asetat dengan cara yang
sama dengan karbonilasi metanol menjadi asam asetat. Langkah pertama yang
dilakukan pada proses ini adalah asetilasi metanol untuk mendapatkan metil asetat,
kemudian dilanjutkan dengan karbonilasi metil asetat untuk membentuk acetic
anhydride. Reaksi yang terjadi adalah sebagai berikut:
CH3COOH + CH3OH CH3COOCH3 + H2O
CH3COOCH3 + CO (CH3CO)2O
Katalis yang digunakan dalam proses ini adalah rhodium chloride trihydrate, metil yodida, bubuk logam kromium, dan sebuah alumina pendukung atau sebuah
kompleks nickel carbonyl dengan triphenylphospine, metil yodida, dan chromium hexacarbonyl.
Salah satu proses pembuatan asetat anhidrat adalah dengan proses ketena.
Asam asetat diuapkan dengan tekanan dibawah 150 mm, dicampur dengan katalis
trietil fosfat dan dilewatkan pada pipa pirolisis yang dipanaskan sampai temperatur
550-660°C dimana asam asetat akan terdekomposisi menjadi ketena dan air.
Amonia dimasukkan ke dalam aliran gas untuk menetralisasi katalis, dan campuran
gas didinginkan dalam pendingin yang dijaga pada temperatur -20°C untuk
membekukan air, katalis, dan agar tidak mengubah asam asetat. Gas ketena
dilewatkan pada absorber yang dikombinasikan dengan asam asetat untuk
memperoleh asetat anhidrat. Reaksi yang terjadi adalah sebagai berikut:
CH3COOH CH2=C=O + H2O
CH2=C=O + CH3COOH (CH3CO)2O
4. Proses ketena dari dekomposisi aseton
Selain dari asam asetat, ketena dapat dibuat dengan alternatif lain dari
dekomposisi aseton berdasarkan reaksi berikut:
CH3COCH CH2=C=O + CH4
CH2=C=O + CH3COOH (CH3CO)2O
Pada proses ini dihasilkan produk samping berupa gas metana. Metana termasuk
gas inert dan mempunyai berat molekul yang lebih kecil daripada air. Perancangan
ini memilih proses ini, karena rute ini lebih menguntungkan secara kimia dan
ekonomi. Keuntungan dari proses ini adalah produk samping metana yang bersifat
inert dan mudah dipisahkan. Proses ini juga tidak memerlukan katalis seperti pada
proses pembuatan ketena yang berasal dari asam asetat.
2.4 Pemilihan Proses
Proses yang dipilih dalam proses ini adalah pembuatan asetat anhidra dengan
proses ketena dari dekomposisi aseton. Alasan pemilihan proses ini karena yang
menghasilkan hasilkan asetat anhidrat yang lebih murni, hasil samping yang
dihasilkan dapat dijual secara komersil yaitu metana dan juga proses tidak
2.5 Deskripsi Proses
Deskripsi proses dalam pembuatan asetat anhidrat dimulai dari proses
dekomposisi aseton menjadi ketena dan metana. Aseton cair diuapkan dalam
vaporizer pada suhu 800C sehingga semua menguap,kemudian dikompres sehingga
tekanannya menjadi 8 atm kemudian dialirkan ke dalam tungku pembakaran (F-201)
sehingga terdekompisisi membentuk ketena dan gas inert metana pada suhu 700oC
dan tekanan 8 atm. Reaksi dekomposisi aseton yang terjadi adalah sebagai berikut
(Kurniawan, 2004):
CH3COCH3 CH2:C:O + CH4
Aseton ketena metana
Uap ketena dan metana yang terbentuk dalam tungku pembakaran dialirkan ke
dalam reaktor (R-201). Dalam reaktor, uap ketena dan metana dikontakkan dengan
asam asetat cair. Dalam reaktor ini metana bersifat inert sehingga tidak terjadi reaksi
metana. Ketena bereaksi dengan asam asetat cair membentuk asetat anhidrat. Kondisi
reaksi pada reaktor ini adalah 800C dan tekanan 1 atm. Perbandingan mol ketena dan
asam asetat memasuki reaktor adalah 1:6 sehingga konversi reaksi ketena mencapai
100 %. Reaksi pembentukan asetatanhidrat adalah sebagai berikut:
H2C=C=O + CH3COOH CH3-CO-O-CO-CH3
Ketena asam asetat asetat anhidrat
Campuran cairan dan gas dari reaktor dialirkan ke kolom knock out drum (K-301) asetat anhidrat dan asam asetat yang bersifat cair akan terpisah dari gas aseton
dan metana. Asetat anhidrat dan asam asetat yang tersisa dari reaktor akan memasuki
kolom destilasi (D-301) dan akan diperoleh asetat anhidrat dengan kemurnian 99%.
Asetat anhidrat yang dihasilkan ini akan dipompakan ke dalam tangki penyimpanan
(TK-303). Cairan asam asetat akan dikembalikan memasuki reaktor. Sedangkan gas
metana dan aseton akan didinginkan pada kondensor hingga suhu 300 C sehingga
aseton akan berubah menjadi fasa cair pada suhu 300 dan tekanan 8 atm. Campuran
fasa cair aseton dan fasa gas metana akan dipisahkan pada knock out drum (K-302).
Gas metana akan dikompres memasuki tangki penyimpanan (TK-304), dan aseton
BAB III
NERACA MASSA
Hasil perhitungan neraca massa pembuatan asam asetat anhidrat melalui
proses ketena dari dekomposisi aseton dengan kapasitas 8.000.000 kg/tahun adalah
sebagai berikut:
Basis perhitungan : 1 jam operasi
Waktu kerja/tahun : 330 hari/tahun
Satuan operasi : kg/jam
3.1 Mix Point 1 (M-101)
Tabel 3.1 Neraca Massa Mix Point 1
Komponen Alur Masuk (kg/jam) Alur Keluar (kg/jam)
Alur 1 Alur 28 Alur 2
Aseton 568,9048 306,3334 875,2382
Total 875,2382 875,2382
3.2 Furnace (F-201)
Tabel 3.2 Neraca Massa Furnace
Komponen Alur Masuk (kg/jam) Alur Keluar (kg/jam)
Alur 3 Alur 4
Aseton 875,2382 306,3334
Ketena - 411,7899
Metana - 157,1149
Total 875,2382 875,2382
3.3Mix Point 2 (M-201)
Tabel 3.3 Neraca Massa Mix Point 2
Komponen Alur Masuk (kg/jam) Alur Keluar (kg/jam)
Alur 8 Alur 24 Alur 9
Asam asetat 597,7938 2.931,4143 3.529,2081
Asetat anhidrat - 50,3399 50,3399
3.4Reaktor (R-201)
Tabel 3.4 Neraca Massa Reaktor
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 6 Alur 9 Alur 10
Aseton 306,3334 - 306,3334
Ketena 411,7899 - -
Metana 157,1149 - 157,1149
Asam asetat - 3.529,2081 2.941,0068
Asetat anhidrat - 50,3399 1.050,3311
Sub total 875,2382 3.579,5480 4.454,7862
Total 4.454,7862 4.454,7862
3.5 Knock Out Drum 1 (K-301)
Tabel 3.5 Neraca Massa Knock Out Drum
Komponen Masuk (kg/jam) Keluar (kg) Alur 10 Alur 12 Alur 11
Aseton 306,3334 306,3334 -
Metana 157,1149 157,1149 -
Asam asetat 2.941,0068 - 2.941,0068
Asetat anhidrat 1.050,3311 - 1.050,3311
Subtotal 4.454,7862 463,4483 3.991,3379
Total 4.454,7862 4.454,7862
3.6 Knock Out Drum 2 (K-302)
Tabel 3.6 Neraca Massa Knock Out Drum
Komponen Masuk (kg) Keluar (kg)
Alur 26 Alur 27 Alur 29
Aseton 306,3334 306,3334 -
Metana 157,1149 - 157,1149
Subtotal 463,4483 306,3334 157,1149
3.7Kolom Destilasi Asetat Anhidrat
Tabel 3.7 Neraca Massa Kolom Destilasi Asetat Anhidrat
Komponen
Alur Masuk (kg/jam) Alur Keluar (kg/jam) Alur 14
F
Alur 17 B
Alur 23 D
Asam asetat 2.941,0068 10,1010 2.930,9058
Asetat anhidrat 1.050,3312 1.000,0000 50,3312
Sub- total 3.991,3380 1010,1010 2.981,2370
Total 3.991,3380 3.991,3380
Tabel 3.8 Neraca Massa Kondensor
Komponen Alur Masuk (kg/jam) Alur Keluar (kg/jam)
Alur 20 Alur 22 Alur 23
Asam asetat
Asetat anhidrat
7.767,4873
133,3876
4.836,5814
83,0565
2.930,9058
50,3312
Total 7.900,8749 7.900,8749
Tabel 3.9 Neraca Massa Reboiler
Komponen Alur Masuk (kg/jam) Alur Keluar (kg/jam)
Alur 15 Alur 16 Alur 17
Asam asetat 142,5613 132,4603 10,1010
Asetat anhidrat 14.113,5692 13.113,5692 1.000,0000
Sub-total 14.256,1305 13.246,0295 1.010,1010
Total 14.256,1305 14.256,1305
BAB IV
NERACA ENERGI
Basis perhitungan : 1 jam
Satuan operasi : kJ/jam
Temperatur Basis : 25 0C (298,15 K)
4.1 Neraca Energi pada Vaporizer (E-101)
Table 4.1 Neraca energi pada vaporizer
Panas masuk (kJ/jam) Panas keluar (kJ/jam)
Umpan 9.642,6964 -
Produk - 528.994,1199
Steam 519.351,4235 -
Total 528.994,1199 528.994,1199
4.2 Neraca Energi pada F urnace (F-201)
Table 4.2 Neraca energi pada Furnace
Panas masuk (kJ/jam) Panas keluar (kJ/jam)
Umpan 528.994,1199 -
Reaksi - 997.228,4024
Produk - 1.453.255,5389
Solar 1.921.489,8214 -
Total 2.450.483,9413 2.450.483,9413
4.3 Neraca Energi pada Waste Heat Boiler (E-201)
Table 4.3 Neraca energi pada Waste Heat Boiler
Panas masuk (kJ/jam) Panas keluar (kJ/jam)
Umpan 2.450.483,9413 -
Produk - 86.211,3859
4.4 Neraca Energi pada Heater (E-202)
Table 4.4 Neraca energi pada heater
Panas masuk (kJ/jam) Panas keluar (kJ/jam)
Umpan 37.918,6719 -
Produk - 428.996,5800
Steam 391.077,9081 -
Total 428.996,5800 428.996,5800
4.5 Neraca Energi pada Reaktor(R-201)
Table 4.5 Neraca energi pada reaktor
Panas masuk (kJ/jam) Panas keluar (kJ/jam)
Umpan 515.207,9659 -
Produk - 506.209,1517
Reaksi - 10.530.944,8640
Steam 10.521.946,0498 -
Total
11,037,154.0157 11,037,154.0157
4.6 Neraca Energi pada Heater (E-301)
Table 4.6 Neraca energi pada heater
Panas masuk (kJ/jam) Panas keluar (kJ/jam)
Umpan 462.942,8602 -
Produk - 2.008.355,7754
Steam 1.545.412,9152 -
Total 2.008.355,7754 2.008.355,7754
4.7 Neraca Energi pada Reboiler (E-302)
Table 4.7 Neraca energi pada reboiler
Panas masuk (kJ/jam) Panas keluar (kJ/jam)
Umpan 2.757.607,0905 -
Produk -
3,273,679.5546
Total 3,273,679.5546 3,273,679.5546
4.8 Neraca Energi pada Cooler Produk (E-303)
Table 4.8 Neraca energi pada cooler produk
Panas masuk (kJ/jam) Panas keluar (kJ/jam)
Umpan 231.952,6399 -
Produk - 9.426,0754
Air pendingin - 222.526,5645
Total 231.952,6399 231.952,6399
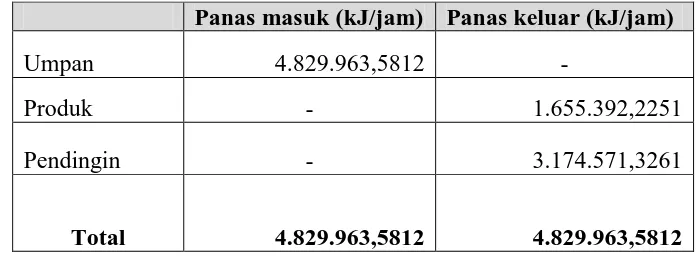
[image:31.595.161.511.336.465.2]4.9 Neraca Energi pada Kondensor (E-304)
Table 4.9 Neraca energi pada kondensor
Panas masuk (kJ/jam) Panas keluar (kJ/jam)
Umpan 4.829.963,5812 -
Produk - 1.655.392,2251
Pendingin - 3.174.571,3261
Total 4.829.963,5812 4.829.963,5812
4.10 Neraca Energi pada Cooler Hasil Destilat (E-305)
Table 4.10 Neraca energi pada cooler hasil destilat
Panas masuk (kJ/jam) Panas keluar (kJ/jam)
Umpan 624.629,1240 -
Produk - 361.576,5612
Air pendingin - 263.052,5628
Total 624.629,1240 624.629,1240
4.11 Neraca Energi pada Cooler Aseton(E-306)
Table 4.11 Neraca energi pada cooler aseton
Panas masuk (kJ/jam) Panas keluar (kJ/jam)
Produk - 5.159,2747
Air pendingin - 38.107,0168
Total 43.266,2915 43.266,2915
BAB V
SPESIFIKASI PERALATAN
1. Tangki Penyimpanan Aseton (TK-101)
Fungsi : Menyimpan aseton untuk kebutuhan selama 10 hari
Bentuk : Silinder vertikal, dasar datar dan tutup ellipsoidal
Bahan konstruksi : Carbon Stell SA-285 Grade C
Jumlah : 3 unit
Tekanan : 1 atm
Suhu : 30oC
Volume : 69,9425 m3
Diameter : 3,7665 m
Tinggi silinder : 5,6497 m
Tinggi tangki : 6,2774 m
Tebal plat : 0,25 in
2. Tangki Penyimpanan Asam Asetat (TK-102)
Fungsi : Menyimpan asam asetat untuk kebutuhan selama 10 hari
Bentuk : Silinder vertikal, dasar datar dan tutup ellipsoidal
Bahan konstruksi : Carbon Stell SA-285 Grade C
Jumlah : 2 unit
Tekanan : 1 atm
Suhu : 30oC
Volume : 83,0212 m3
Diameter : 3,9880 m
Tinggi silinder : 5,9819 m
Tinggi tangki : 6,6466 m
3. Tangki Penyimpanan Produk Metana (TK-304)
Fungsi : Menyimpan gas metana untuk kebutuhan 5 hari
Bentuk : Tangki silinder vertikal dengan alas dan tutup hemisperical
Bahan : Low alloy stell, SA – 387
Jumlah : 4 unit
Tekanan : 25 atm
Suhu : 30oC
Volume : 140,3488 m3
Diameter : 4,7507 m
Tinggi silinder : 7,1260 m
Tinggi tangki : 8,7096 m
Tebal plat : 4,5 in
4. Tangki Penyimpanan Asetat Anhidrat (TK-303)
Fungsi : Menyimpan asetat anhidrat untuk kebutuhan 10 hari
Bentuk : Tangki silinder vertikal dengan alas datar dan tutup
ellipsoidal
Bahan : Carbon steel, SA – 285 Grade C
Jumlah : 4 unit
Tekanan : 1 atm
Suhu : 30oC
Volume : 68,0542 m3
Diameter : 3,7323 m
Tinggi silinder : 5,5984 m
Tinggi tangki : 6,2204 m
Tebal plat : 0,25 in
5. Pompa Aseton (P-101)
Fungsi : Memompa aseton dari tangki bahan baku (TK-101) ke
vaporizer sekaligus menaikkan tekanan aseton
Jenis : Pompa sentrifugal
Bahan konstruksi : Commercial Stell
Kapasitas : 0,0071 ft3/s
Diameter pipa : ¾ in schedule 40
Daya : 0,5 Hp
6. Pompa Asam Asetat (P-102)
Fungsi : Memompa asam asetat dari tangki bahan baku (TK-102) ke
heater (E-202)
Jenis : Pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Stell
Kapasitas : 0,0057 ft3/s
Diameter pipa : ¾ in schedule 40
Daya : 0,25 Hp
7. Pompa Destilasi (P-301)
Fungsi : Memompa campuran asam asetat dan asetat anhidrat ke
tangki destilasi (D-301)
Jenis : Pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Stell
Kapasitas : 0,0396 ft3/s
Diameter pipa : 2 in schedule 40
Daya : 0,5 Hp
8. Pompa Reboiler (P-302)
Fungsi : Memompa campuran asam asetat dan asetat anhidrat dari
tangki destilasi (D-301) ke reboiler (E-302)
Jenis : Pompa sentrifugal
Jumlah : 1 unit
Diameter pipa : 3 in schedule 40
Daya : 1,5 Hp
9. Pompa Produk (P-303)
Fungsi : Memompa campuran asam asetat dan asetat anhidrat dari
reboiler (E-302) ke tangki penyimpanan (TK-303)
Jenis : Pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Stell
Kapasitas : 0,0108 ft3/s
Diameter pipa : 1 in schedule 40
Daya : 0,25 Hp
10. Pompa Refluks Destilat (P-304)
Fungsi : Memompa campuran asam asetat dan asetat anhidrat dari
akumulator ke kolom destilasi (D-301)
Jenis : Pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Stell
Kapasitas : 0,0581 ft3/s
Diameter pipa : 2 in schedule 40
Daya : ½ Hp
11. Pompa Destilasi (P-305)
Fungsi : Memompa campuran asam asetat dan asetat anhidrat dari
akumulator ke mix point (M-201)
Jenis : Pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Stell
Kapasitas : 0,0297 ft3/s
Diameter pipa : 1,5 in schedule 40
12. Pompa Recycle Aseton (P-306)
Fungsi : Memompa campuran aseton dari knock out drum (K-302)
ke mix point (M-101)aseton
Jenis : Pompa sentrifugal
Jumlah : 1 unit
Bahan konstruksi : Commercial Stell
Kapasitas : 0,0041 ft3/s
Diameter pipa : ¾ in schedule 40
Daya : 0,25 Hp
13. Kompresor (C-301)
Fungsi : Mengalirkan metana dari KOD (K-302) ke tangki
penyimpanan metana sekaligus menaikkan tekanan dari 1
atm menjadi 25 atm
Jenis : Centrifugal compressor
Bahan : commercial stell
Kapasitas : 0,1007 ft3/s
Diameter pipa : 1,5 in schedule 40
Daya : 10,4155 Hp
14. Blower (B-301)
Fungsi : Mengalirkan campuran gas (metana dan aseton) dari knock
out drum (K-301)ke cooler (E-306)sebelum dipisahkandi
knock out drum (K-302)
Jenis : Blower Sentrifugal
Bahan Konstruksi : commercial stell
Kapasitas : 4,5106 ft3/s
Daya : 2 Hp
Fungsi : Mengalirkan campuran gas (metana, ketena dan aseton)
dari furnace (F-201) ke waste heat boiler (E-201)
sekaligus menurunkan tekanan dari 8 atm menjadi 1 atm
Jenis : Centrifugal expander
Jumlah : 1 unit
Kapasitas : 2,0994 ft3/s
Diameter pipa : 1 in schedule 40
Daya : 98,87 Hp
16. Vaporizer (E-101)
Fungsi : Menguapkan campuran bahan sebelum dimasukkan ke
furnace
Jenis : Double pipe heat exchanger
Jumlah : 1 unit
Kapasitas : 245,7654 kg/jam
Dipakai : 2 x 1 ¼ in IPS, 15 ft hairpin
Panjang pipa : 164,6015 lin ft
Jumlah hairpin : 6
17. Waste Heat Boiler (E-201)
Fungsi : Menurunkan temperatur bahan sebelum dimasukkan ke
reaktor (R-201)
Jenis : Ketel pipa api
Jumlah : 1 unit
Bahan : Carbon steel
Kapasitas : 497,1969 kg/jam
Daya WHB : 24,5715 Hp
Panjang tube : 12 ft Diameter tube : 2 in
Jumlah tube : 33 buah
Fungsi : Menaikkan suhu bahan sebelum dimasukkan ke reaktor
(R-201)
Jenis : Double pipe heat exchanger
Jumlah : 1 unit
Kapasitas : 185,0643 kg/jam
Dipakai : 2 x 1 ¼ in IPS, 20 ft hairpin
Panjang pipa : 197,8378 lin ft
Jumlah hairpin : 5
19. Heater 2 (E-301 )
Fungsi : Menaikkan temperatur bahan sebelum masuk ke destilasi
(D-301)
Jenis : 1-2 shell and tube exchanger
Jumlah : 1 unit
Kapasitas : 722,9878 kg/jam
Diameter tube : 1 in
Jenis tube : 18 BWG
Panjang tube : 12 ft
Pitch (PT) : 1 1/4 in triangular pitch
Jumlah tube : 52
Diameter shell : 12 in
20. Reboiler (E–302)
Fungsi : Menaikkan temperatur bahan sebelum dimasukkan ke kolom
destilasi (D-301)
Jenis : 1-2 shell and tube exchanger
Jumlah : 1 unit
Kapasitas : 255,1111kg/jam
Diameter tube : 1 in
Jenis tube : 18 BWG
Panjang tube : 8 ft
Diameter shell : 12 in
21. Cooler 1 (E-303)
Fungsi : Menurunkan temperatur produk sebelum dimasukkan ke
tangki penampungan (TK-303)
Jenis : Double pipe heat exchanger
Jumlah : 1 unit
Kapasitas : 1010,1010 kg/jam
Dipakai : 2 x 1 ¼ in IPS, 15 ft hairpin
Panjang pipa : 145,9277 ft
Jumlah hairpin : 5
22. Kondensor (E-304)
Fungsi : Mengubah fasa uap campuran asam asetat dan asetat
anhidrat menjadi fasa cair
Jenis : 2-4 shell and tube exchanger
Jumlah : 1 unit
Kapasitas : 7900,8749kg/jam
Diameter tube : 1 in
Jenis tube : 18 BWG
Panjang tube : 12 ft
Pitch (PT) : 1 1/4 in triangular pitch
Jumlah tube : 80
Diameter shell : 15 ¼ in
23. Cooler 2 (E-305)
Fungsi : Menurunkan temperatur bahan sebelum dimasukkan ke
reaktor (R-201)
Jenis : Double pipe heat exchanger
Jumlah : 1 unit
Kapasitas : 2981,2369 kg/jam
Panjang pipa : 40,0807 ft
Jumlah hairpin : 2
24. Cooler 3 (E-306)
Fungsi : Menurunkan temperatur metana dan aseton sebelum
dimasukkan ke tangki knock out drum (K-302)
Jenis : Double pipe heat exchanger
Jumlah : 1 unit
Kapasitas : 463,4483 kg/jam
Dipakai : 2 x 1 ¼ in IPS, 12 ft hairpin
Panjang pipa : 140,252 ft
Jumlah hairpin : 6
25. Kolom Distilasi (D-301)
Fungsi : Memisahkan campuran asam asetat dengan asetat
anhidrat
Jenis : sieve – tray
Bentuk : silinder vertikal dengan alas dan tutup ellipsoidal
Bahan konstruksi : carbon steel SA-285 grade C
Jumlah : 1 unit
Temperatur : 121 oC
Tekanan : 1 atm
Tinggi : 11 m
Diameter : 0,9457 m
Jumlah tray : 22 Tray
Bahan masuk : ke-10 dari atas
Tebal plat : ¼ in
26. Akumulator (V-301)
Fungsi : Menampung distilat dari kolom destilasi (D-301)
Jumlah : 1 unit
Kapasitas : 9,9544 m3
Temperatur : 118 oC
Tekanan : 1 atm
Diameter : 3,9953 m
Panjang tangki : 5 m
Panjang shell : 3,0024 m
Tebal tutup : ½ in
27. Knock-out Drum 1 (K-301)
Fungsi : Memisahkan campuran fasa gas dengan fasa cair
Bentuk : Silinder vertikal dengan tutup ellipsoidal
Bahan konstruksi : Low alloy steel SA-353
Jumlah : 1 unit
Temperatur : 80 °C
Tekanan : 1 atm
Volume : 2596,8 ft3
Panjang tangki : 2,9883 ft
Diameter tangki : 0,8535 ft
Tebal tangki : 1 ½ in
28. Knock-out Drum 2 (K-302)
Fungsi : Memisahkan campuran fasa gas dengan fasa cair
Bentuk : Silinder vertikal dengan tutup ellipsoidal
Bahan konstruksi : Low alloy steel SA-353
Jumlah : 1 unit
Temperatur : 30 °C
Tekanan : 1 atm
Volume : 1436,64 ft3
Panjang tangki : 1,9794 ft
Diameter tangki : 0,5486 ft
29. Reaktor (R-201)
Fungsi : Tempat terjadi reaksi oksikarbonilasi metanol
Jenis : Plug flow reactor
Bentuk : Silinder vertikal dengan alas dan tutup ellipsoidal
Bahan konstruksi : Carbon steel SA-285 grade A
Kapasitas : 2031,5837 m3
Jumlah : 1 unit
Kondisi operasi:
- Temperatur masuk : 80 °C
- Temperatur keluar : 80 °C
- Tekanan operasi : 1 atm
Kondisi Fisik :
- Silinder
- Diameter : 0,5599 m
- Tinggi : 20 m
- Tebal : ½ in
- Tutup
- Diameter : 0,5599 m
- Tinggi : 0,14 m
- Tebal : ½ in
- Tube:
- Diameter : 17,5 cm
- Panjang : 20 m
- Pitch : 20 cm square pitch
- Jumlah : 65
- Pipa pemanas:
- Ukuran nominal : 30 in
- Schedule : 10
- ID : 29,25 in
- Jumlah : 12 buah
30. F urnace (F-201)
Fungsi : mendekomposisi aseton menjadi metana dan keten
pada suhu 7000C sebelum masuk reaktor (R-201)
Bentuk : Rectangular box type furnace
Bahan konstruksi : Refractory dengan tube terbuat dari bahan
chrome-nickel (25 % Cr, 20 % Ni, 0,35 – 0,45 % C grade HK-40)
Panas yang diperlukan : 1821213,7900 Btu/jam
Temperatur masuk : 80 oC
Temperatur keluar : 700 oC
Efisiensi furnace : 75%
Bahan bakar solar : 41595,7307 kg/jam
Diameter Tube : 7 in
Panjang tube : 35 ft
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Pengoperasian suatu pabrik kimia harus memenuhi beberapa persyaratan
yang ditetapkan dalam perancangannya. Persyaratan tersebut meliputi keselamatan,
spesifikasi produk, peraturan mengenai lingkungan hidup, kendala operasional, dan
faktor ekonomi. Pemenuhan persyaratan tersebut berhadapan dengan keadaan
lingkungan yang berubah-ubah, yang dapat mempengaruhi jalannya proses atau yang
disebut disturbance (gangguan) (Stephanopoulus, 1984). Adanya gangguan tersebut
menuntut penting dilakukannya pemantauan secara terus-menerus maupun
pengendalian terhadap jalannya operasi suatu pabrik kimia untuk menjamin
tercapainya tujuan operasional pabrik. Pengendalian atau pemantauan tersebut
dilaksanakan melalui penggunaan peralatan dan engineer (sebagai operator terhadap
peralatan tersebut) sehingga kedua unsur ini membentuk satu sistem kendali terhadap
pabrik.
Instrumentasi adalah peralatan yang dipakai di dalam suatu proses kontrol
untuk mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang
diharapkan. Fungsi instrumentasi adalah sebagai pengontrol, penunjuk, pencatat, dan
pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga
mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau
otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada
pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat
instrumen juga harus ditentukan apakah alat-alat tersebut dipasang di atas papan
instrumen dekat peralatan proses (kontrol manual) atau disatukan dalam suatu ruang
kontrol yang dihubungkan dengan suatu peralatan (kontrol otomatis) (Timmerhaus,
2004).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen
adalah:
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas, pH,
humiditas, titik embun, komposisi kimia, kandungan kelembaban, dan variabel
lainnya.
Pada dasarnya sistem pengendalian terdiri dari :
1. Elemen Perasa / sensing (Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variabel
yang diukur.
2. Elemen pengukur (measuring element)
Elemen pengukur adalah suatu elemen yang sensitif terhadap adanya perubahan
temperatur, tekanan, laju aliran, maupun tinggi fluida. Perubahan ini merupakan
sinyal dari proses dan disampaikan oleh elemen pengukur ke elemen pengontrol.
3. Elemen pengontrol (controlling element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur
perubahan-perubahan proses tersebut sama dengan nilai set point (nilai yang diinginkan). Dengan demikian elemen ini dapat segera memperkecil ataupun
meniadakan penyimpangan yang terjadi.
4. Elemen pengontrol akhir (final control element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar dari
elemen pengontrol ke dalam proses sehingga variabel yang diukur tetap berada
dalam batas yang diinginkan dan merupakan hasil yang dikehendaki.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan
semi otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan
dengan mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan variabel
yang dikontrol maka instrumen akan bekerja sendiri untuk mengembalikan variabel
pada kondisi semula, instrumen ini bekerja sebagai controller. Pengendalian secara semi otomatis adalah pengendalian yang mencatat perubahan-perubahan yang terjadi
pada variabel yang dikontrol. Untuk mengubah variabel-variabel ke nilai yang
diinginkan dilakukan usaha secara manual, instrumen ini bekerja sebagai pencatat
(recorder).
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah:
2. Level instrumentasi
3. Ketelitian yang dibutuhkan
4. Bahan konstruksinya
5. Pengaruh pemasangan instrumentasi pada kondisi proses
Alat-alat kontrol yang biasa dipakai pada peralatan proses antara lain :
1. Temperature Controller (TC)
Adalah alat/instrumen yang digunakan sebagai alat pengatur suhu atau pengukur
sinyal mekanis atau listrik. Pengaturan temperatur dilakukan dengan mengatur
jumlah material proses yang harus ditambahkan/dikeluarkan dari dalam suatu
proses yang sedang bekerja.
Prinsip kerja:
Rate fluida masuk atau keluar alat dikontrol oleh diafragma valve. Rate fluida ini memberikan sinyal kepada TC untuk mendeteksi dan mengukur suhu sistem pada
set point.
2. Pressure Controller (PC)
Adalah alat/instrumen yang dapat digunakan sebagai alat pengatur tekanan atau
pengukur tekanan atau pengubah sinyal dalam bentuk gas menjadi sinyal
mekanis. Pengatur tekanan dapat dilakukan dengan mengatur jumlah uap/gas
yang keluar dari suatu alat dimana tekanannya ingin dideteksi.
Prinsip kerja:
Pressure control (PC) akibat tekanan uap keluar akan membuka/menutup
diafragma valve. Kemudian valve memberikan sinyal kepada PC untuk mengukur
dan mendeteksi tekanan pada set point. 3. Flow Controller (FC)
Adalah alat/instrumen yang bisa digunakan untuk mengatur kecepatan aliran
fluida dalam pipa line atau unit proses lainnya. Pengukuran kecepatan aliran fluida dalam pipa biasanya diatur dengan mengatur output dari alat, yang mengakibatkan fluida mengalir dalam pipa line.
Kecepatan aliran diatur oleh regulating valve dengan mengubah tekanan
discharge dari pompa. Tekanan discharge pompa melakukan bukaan/tutupan valve dan FC menerima sinyal untuk mendeteksi dan mengukur kecepatan aliran
pada set point.
4. Level Controller (LC)
Adalah alat/instrumen yang dipakai untuk mengatur ketinggian (level) cairan dalam suatu alat dimana cairan tersebut bekerja. Pengukuran tinggi permukaan
cairan dilakukan dengan operasi dari sebuah control valve, yaitu dengan mengatur rate cairan masuk atau keluar proses.
Prinsip kerja :
Jumlah aliran fluida diatur oleh control valve. Kemudian rate fluida melalui
valve ini akan memberikan sinyal kepada LC untuk mendeteksi tinggi permukaan pada set point.
Hal-hal yang diharapkan dari pemakaian alat-alat instrumentasi adalah:
Kualitas produk dapat diperoleh sesuai dengan yang diinginkan
Pengoperasian sistem peralatan lebih mudah
Sistem kerja lebih efisien
Penyimpangan yang mungkin terjadi dapat diketahui dengan cepat
Beberapa syarat penting yang harus diperhatikan dalam perancangan pabrik
antara lain :
1. Tidak boleh terjadi konflik antar unit, di mana terdapat dua pengendali pada satu
aliran.
2. Penggunaan supervisory computer control untuk mengkoordinasikan tiap unit
pengendali.
3. Control valve yang digunakan sebagai elemen pengendali akhir memiliki opening position 70 %.
4. Dilakukan pemasangan check valve pada pompa dengan tujuan untuk
menghindari fluida kembali ke aliran sebelumnya. Check valve yang dipasangkan
pada pipa tidak boleh lebih dari satu dalam one dependent line. Pemasangan
5. Seluruh pompa yang digunakan dalam proses diletakkan di permukaan tanah
dengan pertimbangan syarat safety dari kebocoran.
6. Pada perpipaan yang dekat dengan alat utama dipasang flange dengan tujuan
untuk mempermudah pada saat maintenance.
Daftar Instrumentasi pada Pra Rancangan Pabrik Pembuatan Asetat Anhidrat
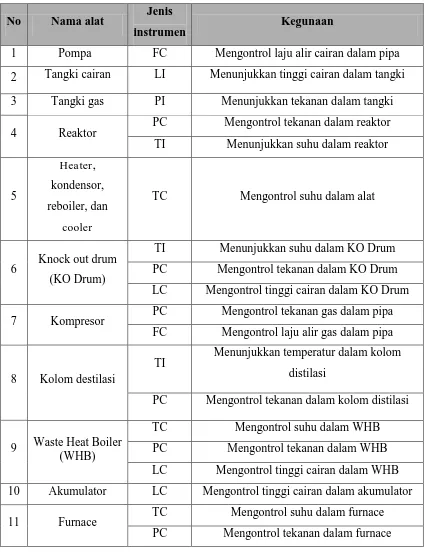
Tabel 6.1 Daftar Instrumentasi pada Pra Rancangan Pabrik Pembuatan Asetat
Anhidrat dengan Proses Ketena dari Dekomposisi Aseton
No Nama alat Jenis
instrumen Kegunaan
1 Pompa FC Mengontrol laju alir cairan dalam pipa
2 Tangki cairan LI Menunjukkan tinggi cairan dalam tangki
3 Tangki gas PI Menunjukkan tekanan dalam tangki
4 Reaktor PC Mengontrol tekanan dalam reaktor
TI Menunjukkan suhu dalam reaktor
5
Heater, kondensor,
reboiler, dan
cooler
TC Mengontrol suhu dalam alat
6 Knock out drum
(KO Drum)
TI Menunjukkan suhu dalam KO Drum
PC Mengontrol tekanan dalam KO Drum
LC Mengontrol tinggi cairan dalam KO Drum
7 Kompresor PC Mengontrol tekanan gas dalam pipa
FC Mengontrol laju alir gas dalam pipa
8 Kolom destilasi
TI Menunjukkan temperatur dalam kolom
distilasi
PC Mengontrol tekanan dalam kolom distilasi
9 Waste Heat Boiler
(WHB)
TC Mengontrol suhu dalam WHB
PC Mengontrol tekanan dalam WHB
LC Mengontrol tinggi cairan dalam WHB
10 Akumulator LC Mengontrol tinggi cairan dalam akumulator
11 Furnace TC Mengontrol suhu dalam furnace
1. Pompa
FC
Variabel yang dikontrol pada pompa adalah laju aliran (flow rate). Untuk mengetahui laju aliran pada pompa dipasang flow control (FC). Jika laju aliran pompa lebih besar dari yang diinginkan maka secara otomatis katup pengendali
(control valve) akan menutup atau memperkecil pembukaan katup.
2. Tangki cairan
[image:50.595.261.376.105.173.2]LI
Gambar 6.2 Instrumentasi Tangki Cairan
Instrumentasi pada tangki cairan mencakup level indicator (LI) yang
berfungsi untuk menunjukkan tinggi cairan di dalam tangki.
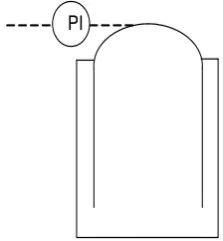
3. Tangki gas
PI
[image:50.595.287.370.346.424.2] [image:50.595.262.374.559.680.2]Instrumentasi pada tangki gas mencakup pressure indicator (PI) yang berfungsi untuk menunjukkan tekanan di dalam tangki.
4. Reaktor
PC
[image:51.595.258.372.181.311.2]TI
Gambar 6.4 Instrumentasi Reaktor
Reaktor sebagai alat tempat berlangsungnya reaksi antara bahan-bahan yang
digunakan. Dalam pabrik ini, reaktor sebagai tempat terjadinya reaksi antara etil
benzena dan hidrogen. Instrumentasi pada reaktor mencakup Pressure Controller
(PC) yang berfungsi untuk mengontrol tekanan dalam reaktor dan Temperature
Indicator (TI) untuk menunjukkan temperatur dalam reaktor.
5. Heater, Kondensor, Reboiler, dan Cooler
TC
Gambar 6.5 Instrumentasi Heater, Cooler dan Kondenser
Instrumentasi pada heater, kondenser, reboiler, dan cooler mencakup
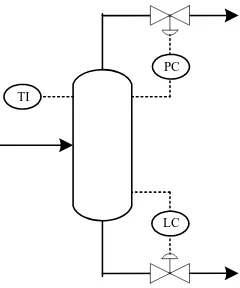
[image:51.595.252.387.516.613.2]6. Knock out drum (KO Drum)
PC
TI
[image:52.595.260.380.209.353.2]LC
Gambar 6.6 Instrumentasi Knock out drum (KO Drum)
Instrumentasi pada KO Drum mencakup temperature controller (TI) yang
berfungsi untuk menunjukkan temperatur dalam KO Drum, pressure controller (PC)
yang berfungsi untuk mengontrol tekanan dalam KO Drum, dan level controller (LC)
yang berfungsi untuk mengatur ketinggian cairan dalam KO Drum.
7. Kompresor
FC PC
Gambar 6.7 Instrumentasi Kompresor
[image:52.595.250.408.534.610.2]berfungsi untuk mengatur tekanan bahan dalam pipa dengan mengatur bukaan katup
aliran bahan.
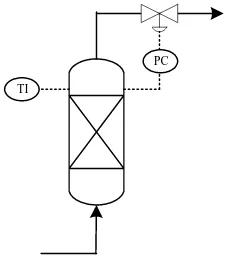
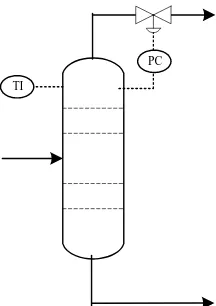
8. Kolom distilasi
PC
[image:53.595.273.381.283.436.2]TI
Gambar 6.8 Instrumentasi Kolom Distilasi
Instrumentasi pada kolom distilasi mencakup temperature indicator (TI) dan
pressure controller (PC). Temperature indicator (TI) berfungsi untuk menunjukkan temperatur dalam kolom distilasi dimana pengontrolan temperaturnya dilakukan
pada reboiler dan kondensor. Pressure controller (PC) berfungsi untuk mengontrol tekanan dalam kolom distilasi dengan mengatur bukaan katup uap keluar dari kolom
distilasi.
TC
[image:54.595.217.423.93.244.2]LC PC
Gambar 6.9 Instrumentasi Waste Heat Boiler
Instrumentasi pada WHB mencakup Pressure controller (PC) yang berfungsi
untuk mengontrol tekanan dalam WHB, temperature controller (TC) yang berfungsi
untuk mengatur temperatur WHB, dan level controller (LC) yang berfungsi untuk mengatur ketinggian cairan.
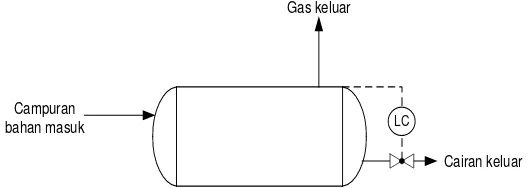
10. Akumulator
Campuran
bahan masuk LC
Gas keluar
Cairan keluar
Gambar 6.10 Instrumentasi Accumulator
Instrumentasi pada akumulator mencakup level controller (LC) yang
berfungsi untuk mengatur ketinggian cairan dalam akumulator dengan mengatur
bukaan katup cairan keluar.
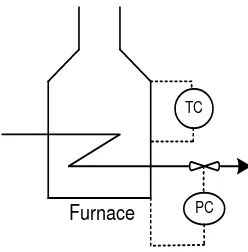
[image:54.595.194.460.414.508.2]TC
[image:55.595.249.373.84.210.2]PC Furnace
Gambar 6.11 Instrumentasi Furnace
Instrumentasi pada furnace mencakup Pressure controller (PC) yang
berfungsi untuk mengontrol tekanan dalam furnace dan temperature controller (TC)
yang berfungsi untuk mengatur temperatur furnace.
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik,
oleh karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud
tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan
pabrik pada saat perancangan dan saat pabrik beroperasi.
Statistik menunjukkan bahwa angka kecelakan rata-rata dalam pabrik kimia
relatif tidak begitu tinggi. Tetapi situasi beresiko memiliki bentuk khusus, misalnya
reaksi kimia yang berlangsung tanpa terlihat dan hanya dapat diamati dan
dikendalikan berdasarkan akibat yang akan ditimbulkannya. Kesalahan-kesalahan
dalam hal ini dapat mengakibatkan kejadian yang fatal.
Sebagai pedoman pokok dalam usaha penanggulangan masalah kerja,
Pemerintah Republik Indonesia telah mengeluarkan Undang-Undang Keselamatan
Kerja pada tanggal No 1 tanggal 12 Januari 1970. Semakin tinggi tingkat
keselamatan kerja dari suatu pabrik maka makin meningkat pula aktivitas kerja para
karyawan. Hal ini disebabkan oleh keselamatan kerja yang sudah terjamin dan
suasana kerja yang menyenangkan.
Untuk mencapai hal tersebut adalah menjadi tanggung jawab dan kewajiban
para perancang untuk merencanakannya. Hal-hal yang perlu dipertimbangkan dalam
perancangan pabrik untuk menjamin adanya keselamatan kerja adalah sebagai
berikut:
- Adanya penerangan yang cukup dan sistem pertukaran udara yang baik.
- Jarak antar mesin dan peralatan lain cukup luas.
- Setiap ruang gerak harus aman dan tidak licin.
- Setiap mesin dan peralatan lainnya harus dilengkapi alat pencegah kebakaran.
- Tanda-tanda pengaman harus dipasang pada setiap tempat yang berbahaya.
- Penyediaan fasilitas pengungsian bila terjadi kebakaran.
Pada Pra Rancangan Pabrik Pembuatan Asetat Anhidrat dengan Proses
Ketena dari Dekomposisi Aseton ini, usaha-usaha pencegahan terhadap
bahaya-bahaya yang mungkin terjadi dilakukan dengan cara :
1. Pencegahan terhadap kebakaran
Memasang sistem alarm pada tempat yang strategis dan penting, seperti
power station, laboratorium dan ruang proses.
Mobil pemadam kebakaran harus selalu dalam keadaan siap siaga di fire station.
Fire hydrant ditempatkan di daerah storage, proses, dan perkantoran.
Fire extinguisher disediakan pada bangunan pabrik untuk memadamkan api yang relatif kecil.
Gas detector dipasang pada daerah proses, storage, dan daerah perpipaan dan
dihubungkan dengan gas alarm di ruang kontrol untuk mendeteksi kebocoran
gas.
Smoke detector ditempatkan pada setiap sub-stasiun listrik untuk mendeteksi kebakaran melalui asapnya.
2. Memakai peralatan perlindungan diri
Di dalam pabrik disediakan peralatan perlindungan diri, seperti :
Pakaian kerja
Pakaian luar dibuat dari bahan-bahan seperti katun, wol, serat, sintetis, dan
asbes. Pada musim panas sekalipun tidak diperkenankan bekerja dengan
keadaan badan atas terbuka.
Sepatu harus kuat dan harus dapat melindungi kaki dari bahan kimia dan
panas. Sepatu pengaman bertutup baja dapat melindungi kaki dari bahaya
terjepit. Sepatu setengah tertutup atau bot dapat dipakai tergantung pada jenis
pekerjaan yang dilakukan.
Topi pengaman
Topi yang lembut baik dari plastik maupun dari kulit memberikan
perlindungan terhadap percikan-percikan bahan kimia, terutama apabila
bekerja dengan pipa-pipa yang letaknya lebih tinggi dari kepala, maupun
tangki-tangki serta peralatan lain yang dapat bocor.
Sarung tangan
Dalam menangani beberapa bahan kimia yang bersifat korosif, maka para
operator diwajibkan menggunakan sarung tangan untuk menghindari hal-hal
yang tidak diinginkan.
Masker
Berguna untuk memberikan perlindungan terhadap debu-debu yang
berbahaya ataupun uap bahan kimia agar tidak terhirup.
3. Pencegahan terhadap bahaya mekanis
Sistem ruang gerak karyawan dibuat cukup luas dan tidak menghambat
kegiatan kerja karyawan.
Alat-alat dipasang dengan penahan yang cukup kuat
Peralatan yang berbahaya seperti ketel uap bertekanan tinggi, reaktor
bertekanan tinggi dan tangki gas bertekanan tinggi, harus diberi pagar
pengaman
4. Pencegahan terhadap bahaya listrik
Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekering atau pemutus hubungan arus listrik secara otomatis lainnya.
Sistem perkabelan listrik harus dipasang secara terpadu dengan tata letak pabrik, sehingga jika ada perbaikan dapat dilakukan dengan mudah
Memasang papan tanda bahaya yang jelas pada daerah sumber tegangan
Kabel-kabel listrik yang letaknya berdekatan dengan alat-alat yang beroperasi pada suhu tinggi harus diisolasi secara khusus
Setiap peralatan atau bangunan yang menjulang tinggi harus dilengkapi
dengan penangkal petir yang dibumikan
5. Menerapkan nilai-nilai disiplin bagi karyawan
Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan
dan mematuhi setiap peraturan dan ketentuan yang diberikan.
Setiap kecelakaan kerja atau kejadian yang merugikan segera dilaporkan ke atasan.
Setiap karyawan harus saling mengingatkan akan perbuatan yang dapat
menimbulkan bahaya.
Setiap ketentuan dan peraturan harus dipatuhi.
6. Penyediaan poliklinik di lokasi pabrik
Poliklinik disediakan untuk tempat pengobatan akibat terjadinya kecelakaan
secara tiba-tiba, misalnya menghirup gas beracun, patah tulang, luka terbakar
pingsan/syok dan lain sebagainya.
Apabila terjadi kecelakaan kerja, seperti terjadinya kebakaran pada pabrik,
maka hal-hal yang harus dilakukan adalah :
Mematikan seluruh kegiatan pabrik, baik mesin maupun listrik.
Mengaktifkan alat pemadam kebakaran, dalam hal ini alat pemadam
kebakaran yang digunakan disesuaikan dengan jenis kebakaran yang terjadi,
yaitu :
- Instalasi pemadam dengan air
Untuk kebakaran yang terjadi pada bahan berpijar seperti kayu, arang,
kertas, dan bahan berserat. Air ini dapat disemprotkan dalam bentuk kabut.
Sebagai sumber air, biasanya digunakan air tanah yang dialirkan melalui
pipa-pipa yang dipasang pada instalasi-instalasi tertentu di sekitar areal
instalasi listrik tersendiri, sehingga tidak terganggu apabila listrik pada
pabrik dimatikan ketika kebakaran terjadi.
- Instalasi pemadam dengan CO2
CO2 yang digunakan berbentuk cair dan mengalir dari beberapa tabung gas
yang bertekanan yang disambung secara seri menuju nozel-nozel. Instalasi ini digunakan untuk kebakaran dalam ruang tertutup, seperti pada tempat
tangki penyimpanan dan juga pemadam pada instalasi listrik.
Keselamatan kerja yang tinggi dapat dicapai dengan penambahan nilai-nilai
disiplin bagi para karyawan, yaitu :
1. Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan.
2. Setiap peraturan dan ketentuan yang ada harus dipatuhi.
3. Perlu keterampilan untuk mengatasi kecelakaan dengan menggunakan peralatan
yang ada.
4. Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan pada
atasan.
5. Setiap karyawan harus saling mengingatkan perbuatan yang dap