12, Karawang Jawa Barat. by:
1)
Nadia Shaliha, 2) Bintang CH Simangunsong
INTRODUCTION: Every company must establish a good inventory control policy. Inventory control ensure goods are received at the right time and right amount. If the inventory is too big it would increase costs incurred by a company, whereas if the inventory is too small there would be a risk such as stock out or consumer demand not be met. The research aims to identify, analyze, and evaluate the inventory control system for materials at PT. Pindo Deli Pulp and Paper, and plan inventory control system for the year 2012.
METHOD: Material Requirements Planning (MRP) with techniques such as Lot for Lot (LFL), Economic Order Quantity (EOQ), Least Unit Cost (LUC), Least Total Cost (LTC) were investigated and then compared with company's methods for determining optimum inventory. To plan inventory control for 2012, the paper production in 2012 was first estimated using the time series techniques such as Moving Average (MA), Weight Moving Average (WMA), Single exponential smoothing, and Linear Regression with or without Seasonal Data and followed by using MRP techniques.
RESULT: LFL technique was found to be the best MRP system since it generates the lowest inventory cost. Applicantion of this technique would save about US$1,45 million in years 2011, a 5,35% saving. Meanwhile, for years 2012, LTC technique would be the best MRP system. It would save about US$1,86 million, a 7,79% saving. LTC was then recommended since it has a least inventory cost and can avoid stock out.
KEYWORDS: Material Requirements Planning (MRP), inventory system, forecasting, pulp and paper.
1) Student at Forest Products Department, Faculty of Forestry, IPB 2) Faculty at Forest Products Department, Faculty of Forestry, IPB
NADIA SHALIHA. E24080063. Analisis Pengendalian Persediaan Bahan Baku Industri Kertas: Studi Kasus di PT. Pindo Deli Pulp and Paper Unit Paper Machine 12, Karawang Jawa Barat. Dibimbing oleh BINTANG C.H. SIMANGUNSONG.
Setiap perusahaan harus menetapkan kebijakan pengendalian persediaan dengan baik. Pengendalian persediaan memastikan barang diterima dalam jumlah dan waktu yang tepat. Apabila persediaan yang disimpan terlampau banyak akan meningkatkan biaya yang dikeluarkan perusahaan, sedangkan bila persediaan yang disimpan sedikit beresiko terjadinya kekurangan persediaan dan kebutuhan konsumen tidak dapat terpenuhi.
Penelitian ini bertujuan untuk mengidentifikasi, mengnalisis, dan mengevaluasi sistem pengendalian persediaan bahan baku kertas di PT. Pindo Deli Pulp and Paper dan merencanakan sistem pengendalian persediaan bahan baku tahun 2012. Metode pengendalian persediaan yang digunakan adalah
Material Requirements Planning (MRP), seperti teknik Lot for Lot (LFL),
Economic Order Quantity (EOQ), Least Unit Cost (LUC) , Least Total Cost
(LTC) yang kemudian hasilnya dibandingkan dengan metode perusahaan untuk menentukan persediaan yang optimum. Untuk merencanakan pengendalian persediaan bahan baku tahun 2012, peramalan produksi kertas tahun 2012 dilakukan terlebih dahulu dengan berbagai metode Time Series, seperti Moving Average (MA), Weight Moving Average (WMA), Single Exponential Smoothing, dan Regression with or without Seasonal data, dan dilanjutkan dengan teknik MRP.
Hasil penelitian menunjukkan teknik LFL menghasilkan biaya terkecil pada tahun 2011 dibandingkan teknik-teknik lainnya. Penghematan biaya pengendalian persediaan yang terjadi diperkirakan sebesar 5,35% atau US$1,45 juta apabila teknik LFL ini diterapkan perusahaan. Untuk tahun 2012, teknik LTC memberikan biaya terkecil. Penghematan biaya diperkirakan sebesar 7,79% atau US$1,86 juta. Teknik LTC direkomendasikan bagi perusahaan karena dengan teknik ini perusahaan dapat meminimumkan biaya persediaan dengan tetap memperhitungkan adanya persediaan yang cukup di gudang untuk menghindari
stock out.
Kata kunci: Material Requirements Planning (MRP), persediaan, peramalan, pulp
BAB I
PENDAHULUAN
1.1 Latar Belakang
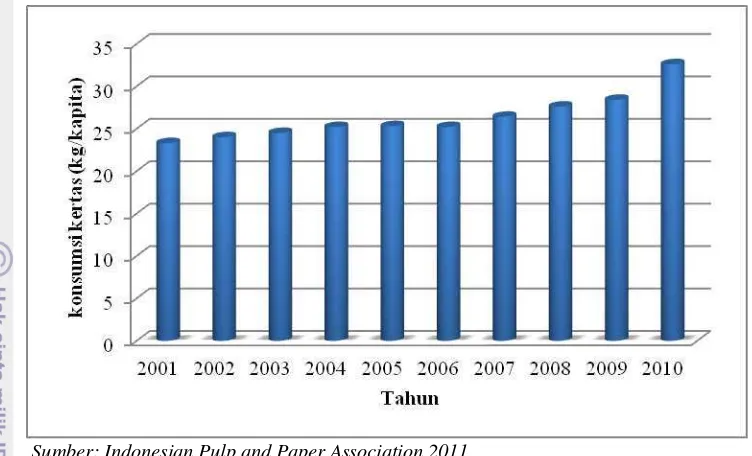
Kertas sudah menjadi kebutuhan penting dalam menunjang kehidupan masyarakat. Kertas menjadi media untuk menulis, mencetak, pengemasan, alat pembersih seperti tisu dan lainnya. Pada tahun 2010 konsumsi kertas di Indonesia mencapai sekitar 7,75 juta ton (Indonesian Pulp and Paper Association 2011). Industri kertas sendiri memiliki prospek yang menjanjikan. Berdasarkan data Kementrian Perindustrian (2010), pada lima tahun terakhir (2005-2009) jumlah perusahaan kertas Indonesia meningkat dari 76 perusahaan menjadi 81 perusahaan pada tahun 2009. Banyaknya industri kertas di Indonesia dengan berbagai macam merk kertas yang dipasarkan, berbagai kualitas yang dijanjikan menjadi tantangan bagi setiap industri. Ketatnya persaingan di pasaran membuat setiap perusahaan harus mampu meningkatkan daya saingnya masing-masing.
Peningkatan daya saing ini dapat dilakukan dengan melakukan manajemen operasi secara efisien. Kegiatan operasi dapat dikatakan efisien apabila perusahaan dapat mengoptimalkan produksinya. Upaya efisiensi dapat dilakukan perusahaan dengan cara melakukan efisiensi terhadap biaya persediaan. Oleh karena itu sangat penting bagi setiap perusahaan untuk melakukan perencanaan dan pengendalian persediaan produknya dimulai dari bahan baku hingga produk jadinya. Fungsi produksi dan operasi memegang peranan yang sangat penting dalam keberlangsungan perusahaan.
Material Requirements Planning (MRP) merupakan metode pengendalian persediaan yang merencanakan ukuran lot, sehingga barang-barang tersebut tersedia pada saat dibutuhkan. Dalam analisis ini digunakan teknik Lot for Lot
(LFL), Economic Order Quantity (EOQ), Least Unit Cost (LUC) , Least Total Cost (LTC) dan metode perusahaan untuk menentukan persediaan yang optimum. LFL merupakan teknik lot dimana suatu pesanan ditempatkan dalam jumlah yang sama dengan kebutuhan bersih perusahaan. Sedangkan EOQ merupakan salah satu teknik lot yang menentukan kuantitas dan frekuensi pemesanan yang optimal agar biaya total persediaan menjadi efisien. Pada teknik LTC lot sizes yang dipilih adalah selisih biaya penyimpanan dan biaya pengadaan yang paling kecil . Lot sizes pada teknik LUC diperoleh dari hasil perhitungan biaya per unit yang paling kecil.
Penelitian ini dilakukan di PT Pindo Deli Pulp and Paper Karawang, Jawa Barat. Perusahaan ini dipilih menjadi lokasi penelitian karena PT Pindo Deli Pulp and Paper merupakan perusahaan kertas besar di Indonesia, menghasilkan berbagai macam jenis kertas dengan target dalam negeri maupun luar negeri. Bahan baku yang digunakan pun beragam, yaitu dari dalam negeri maupun impor negara lain. Penelitian ini difokuskan di bagian Paper machine 12 yang menghasilkan enam jenis kertas yaitu kertas Base Paper Castcoat, Brief Card, Drawing paper, Stiffnerboard, Woodfree dan Pre print.
1.2 Tujuan Penelitian
Penelitian ini berujuan untuk:
1. Mengidentifikasi, menganalisis dan mengevaluasi sistem pengendalian persediaan bahan baku di PT. Pindo Deli Pulp and Paper.
2. Merencanakan sistem pengendalian persediaan bahan baku tahun 2012.
1.3 Manfaat Penelitian
BAB II
TINJAUAN PUSTAKA
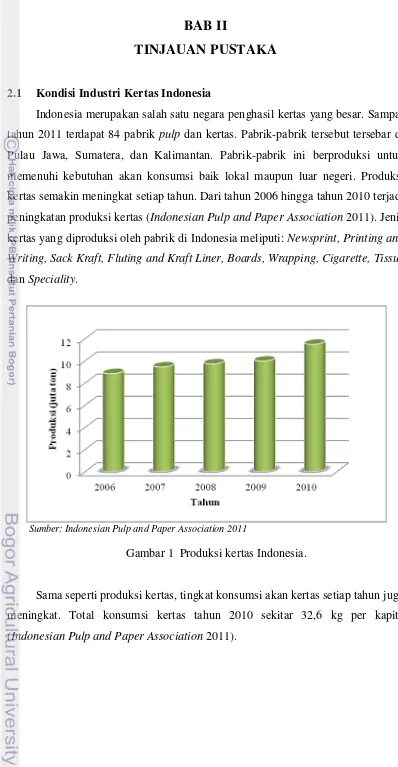
2.1 Kondisi Industri Kertas Indonesia
Indonesia merupakan salah satu negara penghasil kertas yang besar. Sampai tahun 2011 terdapat 84 pabrik pulp dan kertas. Pabrik-pabrik tersebut tersebar di Pulau Jawa, Sumatera, dan Kalimantan. Pabrik-pabrik ini berproduksi untuk memenuhi kebutuhan akan konsumsi baik lokal maupun luar negeri. Produksi kertas semakin meningkat setiap tahun. Dari tahun 2006 hingga tahun 2010 terjadi peningkatan produksi kertas (Indonesian Pulp and Paper Association 2011). Jenis kertas yang diproduksi oleh pabrik di Indonesia meliputi: Newsprint, Printing and Writing, Sack Kraft, Fluting and Kraft Liner, Boards, Wrapping, Cigarette, Tissue
dan Speciality.
Sumber: Indonesian Pulp and Paper Association 2011
Gambar 1 Produksi kertas Indonesia.
Sumber: Indonesian Pulp and Paper Association 2011
Gambar 2 Konsumsi kertas dan paperboard Indonesia.
2.2 Pengendalian Persediaan
Prawirosentono (2007) menyebutkan persediaan (inventory) adalah suatu bagian dari kekayaan atau aset yang terdapat dalam perusahaan yang digunakan dalam rangkaian proses produksi dalam bentuk persediaan bahan mentah (bahan baku/ raw material), barang setengah jadi (work in process), dan barang jadi (finish goods). Sedangkan menurut Render dan Heizer (2006), persediaan merupakan material yang ditempatkan sepanjang jaringan proses produksi dan jalur distribusi. Persediaan merupakan barang yang disimpan atau digunakan maupun dijual pada periode yang akan datang dapat berupa bahan baku yang disimpan untuk diproses, barang dalam proses pada produk manufaktur, dan barang jadi yang disimpan untuk dijual (Kusuma 2004).
Menurut Indrajit dan Djokopranoto (2003), persediaan berdasarkan jenisnya dapat dibedakan atas beberapa jenis atau klasifikasi yaitu:
1. Bahan baku (raw material), yaitu bahan mentah yang belum diolah dan akan menjadi barang jadi
3. Barang jadi (finished products), yaitu barang yang sudah selesai diproduksi atau diolah, dan siap untuk dijual.
4. Barang umum dan suku cadang (general materials and spare parts), yaitu segala jenis barang atau suku cadang yang digunakan untuk operasi menjalankan perusahaan/pabrik dan untuk memelihara peralatan yang digunakan. Sering kali barang ini disebut sebagai barang pemeliharaan, perbaikan dan operasi pada pabrik/perusahaan.
5. Barang proyek (work in process), yaitu barang-barang yang ditumpu untuk menunggu pemasangan suatu proyek baru.
6. Barang dagangan (commodities), yaitu barang yang dibeli, sudah merupakan barang jadi dan disimpan di gudang menunggu penjualan kembali dengan keuntungan tertentu.
2.3 Fungsi Persediaan
Pengendalian persediaan merupakan keputusan yang penting yang dihadapi perusahaan. Pengendalian persediaan adalah serangkaian kebijakan dan pengendalian yang memonitor tingkat persediaan dan menentukan tingkat persediaan yang harus dijaga, kapan persediaan harus disediakan dan berapa besar pesanan yang harus dilakukan. Hal ini menjamin tersedianya sumber daya dalam kuantitas dan waktu yang tepat (Rangkuti 2004). Persediaan menurut Rangkuti (2004) memiliki fungsi diantaranya:
1. Fungsi Decoupling, yaitu fungsi yang memungkinkan perusahaan memenuhi permintaan pelanggan tanpa tergantung kepada pemasok. Persediaan bahan mentah diadakan agar perusahaan tidak akan sepenuhnya tergantung kepada pemasok dalam hal kuantitas dan waktu pengiriman. 2. Fungsi Economic Lot Sizing, yaitu fungsi persediaan yang
mempertimbangkan penghematan dan potongan pembelian, biaya pengangkutan perunit agar lebih efisien.
Pengendalian persediaan yang dilakukan secara efektif akan membantu perusahaan dalam menangani permasalah yang ada. Pengendalian persediaan yang diadakan oleh perusahaan ini bertujuan:
1. Mengurangi risiko keterlambatan datangnya bahan-bahan yang dibutuhkan untuk menunjang proses produksi perusahaan.
2. Mengurangi risiko penerimaan pemesanan bahan baku yang tidak sesuai dengan pesanan.
3. Menyimpan bahan atau barang yang dihasilkan secara musiman sehingga dapat digunakan saat terjadi kelangkaan bahan baku di pasar.
4. Upaya penggunaan mesin yang optimal, karena terhindar dari terhentinya operasi produksi akibat tidak tersedianya persediaan bahan baku.
5. Memberikan pelayanan kepada konsumen secara lebih baik. Barang cukup tersedia di pasaran, agar ada setiap waktu diperlukan. Khusus barang yang dipesan (make to order), barang dapat selesai tepat pada waktunya sesuai dengan yang dijanjikan (delivery date).
Pengendalian persediaan bahan baku yang efisien ini akan berimplikasi terhadap kelancaran operasi produksi yang efisien yang berakibat terhadap:
1. Biaya produksi per unit yang cukup rendah sehingga harga penjualannya pun rendah. Sehingga harga barang menjadi kompetitif di pasaran.
2. Apabila harga jual bersaing maka ada kemungkinan volume penjualan menjadi lebih besar dan keuntungan yang diraih akan semakin besar. Sehingga pengembalian modal cepat dan kemungkinan dilakukannya perluasan usaha (ekspansi).
2.4 Biaya Persediaan
Persediaan yang disimpan oleh perusahaan tentu akan menghasilkan biaya yang harus dikeluarkan perusahaan. Perusahaan mengeluarkan biaya sesuai dengan jumlah dan waktu yang digunakan dalam penyimpanan. Biaya persediaan menurut Winston dan Albright (1997) meliputi biaya penyimpanan, biaya pemesanan, dan biaya pembeliaan.
kuantitas bahan yang dipesan semakin banyak atau rata-rata persediaan semakin tinggi.
2. Biaya pemesanan (ordering cost), biaya ini termasuk kedalam biaya tetap perusahaan. Biaya pemesanan terdiri dari biaya pengiriman ke gudang, biaya pengepakan, biaya administasi, upah supir biaya set up peralatan dan lainnya.
3. Biaya pembelian (purchasing), merupakan biaya yang dikeluarkan sebesar jumlah barang yang dipesan.
2.5 Kebijakan Pengendalian Persediaan
Menurut Machfud (1999) kebijakan pengendalian persediaan meliputi dua aspek, yaitu (1) pada saat kapan atau pada tingkat persediaan berapa harus dilakukan pemesanan dan (2) berapa banyak yang harus dipesan atau diadakan. Konsekuensi dari kedua aspek tersebut akan menentukan tingkat persediaan pada waktu tertentu dan rata-rata tingkat persediaan. Kebijakan pengendalian persediaan bahan baku meliputi lead time atau waktu tunggu, jarak antar waktu,
safety stock (SS),dan reorder point (ROP). Kebijakan pengendalian persediaan ini dapat digunakan untuk independent demand atau barang yang tidak terikat.
2.5.1 Lead Time (Waktu Tunggu) dan Jarak Antar Waktu.
Menurut Winston (1997), waktu tunggu merupakan waktu dari memesan sampai barang tersebut sampai dan diterima di gudang. Sedangkan menurut Heizer dan Render (2006), waktu tunggu merupakan selisih waktu antara penempatan pesanan dan penerimaannya, waktu tunggu ini dapat terhadi hanya beberapa jam atau dapat juga mencapai beberapa bulan. Sedangkan Jarak antar waktu pesan adalah selisih waktu pemesanan yang satu dilakukan dengan pemesanan berikutnya (Rangkuti 2004).
2.5.2 Safety Stock (SS)
2.5.3 Reorder Point (ROP)
ROP merupakan tingkat persediaan dimana ketika persediaan telah mencapai tingkat tertentu, pemesanan harus dilakukan. ROP terjadi apabila jumlah persediaan terdapat di dalam stock berkurang terus. ROP ini menunjukkan banyaknya batas minimal tingkat persediaan yang harus dipertimbangkan sehingga tidak terjadi kekurangan persediaan. ROP ini dapat ditambahkan dengan
safety stock dimana mengacu kepada kemungkinan terjadinya kekurangan stock
selama masa tenggang (Rangkuti 2004).
2.6 Model Pengendalian Persediaan
Semua model pengendalian persediaan memiliki karakteristik umum yaitu mencoba untuk menemukan keseimbangan yang sesuai antara ketersediaan yang cukup sesuai permintaan pelanggan dan agar biaya yang dikeluarkan tidak berlebih. Metode dalam manajemen persediaan terdiri dari dua bagian diantaranya adalah sistem persediaan permintaan bebas (Independent demand inventory system) dan sistem persediaan permintaan tak bebas (dependent demand inventory system). Sistem persediaan permintaan bebas merupakan pendekatan pada model kuantitatif dan peramalan persediaan. Sistem persediaan tak bebas merupakan pendekatan dimana permintaan secara langsung ditentukan oleh perencanaan produksi. Model pengendalian persediaan menurut Winston dan Albright (1997) memiliki beberapa kategori yaitu Deterministicmodels dan Probabilistic models.
2.6.1 Deterministic Models
Deterministic merupakan model yang sederhana. Dalam model ini memasukkan semua input ke dalam masalah, terutama permintaan konsumen diketahui saat keputusan diambil. Untuk mengetahui permintaan konsumen maka dilakukan forecasting atau peramalan dengan menghitung rata-rata permintaan dan standar deviasinya. Untuk deterministic models ini yang digunakan hanya nilai rata-ratanya saja dan mengesampingkan informasi mengenai ketidakpastian seperti standar deviasi (Winston dan Albright ,1997).
1. Pola tingkat penggunaan bahan baku adalah konstan.
2. Tingkat harga bahan baku per unit selama satu periode konstan dan bahan baku cukup banyak di pasaran.
3. Lead time konstan.
4. Biaya perpesanan dan biaya penyimpanan selama satu periode konstan.
2.6.2 Probabilistic Models
Dalam model ini dijelaskan adanya ketidakpastian dimana ada variabel-variabel yang tidak diketahui secara tidak pasti namun mengikuti distribusi kemungkinan (Probabilty distribution). Menurut Winston dan Albright (1997). Pada model ini salah satu atau beberapa parameter ini merupakan nilai yang tidak pasti:
1. Permintaan tahunan 2. Permintaan harian 3. Lead Time
4. Biaya Penyimpanan 5. Biaya Pemesanan
6. Biaya kehabisan persediaan 7. Harga
2.7 Material Requirements Planning (MRP)
Menurut Render dan Heizer (2001), MRP adalah suatu sistem perencanaan dan penjadwalan kebutuhan material untuk produksi. Menurut Tampubolon dalam Rahman (2009) model untuk jenis-jenis barang permintaan terikat lebih sesuai menggunakan Sistem Rencana Kebutuhan Bahan MRP System. Sistem MRP dirancang dan dikembangkan sebagai sistem pengendalian bahan dan komponen yang memiliki sifat permintaan tak bebas (dependent).
Sistem pengendalian dengan menggunakan metode MRP memang lebih kompleks pengolahannya, namun mempunyai banyak kelebihan dibanding dengan sistem ukuran pesanan tetap untuk pengendalian barang-barang produksi. Menurut Heizer dan Render (1993), kelebihan MRP dalam menangani barang-barang diantaranya:
2. Meningkatkan penggunaan fasilitas dan tenaga kerja. Untuk menghasilkan produk sesuai dengan permintaan konsumen, pada sistem MRP dibuat
Master Production Schedule yang berisi jadwal produksi dan komponen-komponen yang diperlukan dalam proses produksinya, sehingga akan meningkatkan penggunaan fasilitas dan tenaga kerja agar proses produksi dapat sesuai dengan jadwal produksinya.
3. Perencanaan dan penjadwalan yang lebih baik. Dalam sistem MRP terdapat penjadwalan produksi yang memuat komponen yang diperlukan dalam proses produksi, sehingga dengan sistem ini bahan-bahan yang diperlukan akan tersedia pada saat proses produksi berjalan.
4. Respon lebih cepat terhadap permintaan pasar. Jadwal produksi pada sistem MRP masih memungkinkan adanya perubahan permintaan pasar, sehingga dengan sistem ini akan lebih cepat merespon permintaan pasar. 5. Mengurangi tingkat persediaan tanpa mengurangi pelayanan kepada
pelanggan
Proses MRP terdiri dari beberapa tahapan yaitu :
1. Tahapan exploding, merupakan kebutuhan kotor (gross requirement) bahan baku dengan bantuan jadwal produksi induk.
2. Tahapan netting, merupakan penentuan kebutuhan bersih (net requirement) dengan cara mengurangi kebutuhan kotor dengan persediaan awal (beginning inventory) dan pesanan terjadwal juga menambahkan persediaan pengamanan.
3. Tahapan lotting, merupakan penempatan pesanan bahan baku yang berasal dari tahapan netting berdasarkan lead time bahan baku.
Sistem MRP merencanakan ukuran lot, sehingga barang-barang tersebut tersedia pada saat dibutuhkan. Ukuran lot adalah kuantitas yang akan dipesan untuk memenuhi kebutuhan bahan baku perusahaan dengan kuantitas yang dapat meminimalkan biaya persediaan, sehingga perusahaan akan memperoleh keuntungan. Teknik penentuan ukuran lot yang biasa digunakan dalam sistem MRP adalah teknik Lot for Lot (LFL) dan teknik Eqonomic Order Quantity
(EOQ) Least Unit Cost (LUC) , Least Total Cost (LTC).
2.7.1 Lot For Lot (LFL)
pengaman dan tanpa antisipasi atas pesanan lebih lanjut. Periode berikutnya setelah persediaan awal dihabiskan tidak terdapat persediaan yang ada di tangan, sehingga kebutuhan kotor adalah sama dengan kebutuhan bersih yang akan dipesan dengan harapan akan diterima tepat pada waktunya, Buffa dalam Elfrida (2006).
2.7.2 Economic Order Quantity (EOQ)
Salah satu model deterministic adalah Economic Order Quantity (EOQ) . Medel Economis Order Quantity (EOQ) merupakan salah satu teknik pengendalian persediaan yang paling dikenal dan sederhana. Namun model ini dapat memberikan hasil yang optimum bagi pengendalian persediaan di perusahaan. Model ini dikembangakan atas fakta adanya biaya variabel dan biaya tetap dari proses produksi atau pemesanan barang. Model ini digunakan untuk menentukan jumah dan waktu yang tepat dengan mengefisiensikan biaya penyimpanan. Penggunaan metode ini harus memenuhi beberapa asumsi seperti:
1. Permintaan diketahui, tetap dan bebas
2. Waktu tunggu yaitu waktu antara pemesanan dan penerimaan pesanan diketahui dan konstant.
3. Penerimaan persediaan bersifat instan dan selesai seluruhnya. Dalam kata lain, persediaan dari sebuah pesanan datang dalam satu kelompok pada satu waktu.
4. Tidak adanya diskon kuantitas.
5. Biaya variabel hanya biaya untuk menyiapkan atau melakukan pemesanan dan biaya menyimpan persediaan dalam waktu tertentu.
6. Kehabisan persediaan dapat sepenuhnya dihindari jika pemesanan dilakukan pada waktu yang tepat.
2.7.3 Least Unit Cost (LUC)
Least Unit Cost (LUC) ini merupakan teknik Lot sizing yang dinamik, dimana penentuan jumlah barang yang dipesan diperoleh dengan terlebih dulu menjumlahkan biaya pengadaan dan biaya penyimpanan untuk setiap percobaan jumlah lot. Kemudian membagi total biaya tersebut dengan jumlah unit ukuran lot
2.7.4 Least Total Cost (LTC)
Least Total Cost (LTC) merupakan teknik Lot Sizing yang dinamik, dimana jumlah barang yang dipesan diperoleh dengan terlebih dahulu membandingkan antara biaya penyimpanan dengan biaya pengadaan untuk berbagai macam Lot sizes yang dicoba. Hasil perbandingan tersebut kemudian dipilih lot yang memiliki selisih biaya terkecil diantara biaya penyimpan dengan biaya pengadaan.
2.8 Peramalan
Menurut Heizer dan Render (2006), peramalan merupakan seni dan ilmu untuk memperkirakan kejadian di masa yang akan datang. Peramalan di klasifikasikan berdasarkan jangka waktu masa depan yang akan diramalkan. Jangka waktu peramalan di kategorikan kepada :
1. Peramalan jangka pendek, peramalan ini mencakup jangka waktu hingga satu tahun, namun umumnya kurang dari tiga bulan. Peramalan ini juga digunakan untuk merencanakan pembelian, penjadwalan kerja, jumlah tenaga kerja, penugasan kerja dan tingkat produksi.
2. Peramalan jangka menengah, peramalan ini umumnya mencakup hitungan bulanan hingga tiga tahun. Peramalan ini berguna untuk merencanakan penjualan, perencanaan dan anggaran produksi, anggaran kas dan menganalisis berbagai rencana operasi.
3. Peramalan jangka panjang, peramalan ini umumnya untuk perencanaan masa tiga tahun atau lebih. Peramalan jangka panjang digunakan untuk merencanakan produk baru, pembelanjaan modal, lokasi atau pengembangan fasilitas serta penelitian dan pengembangan.
Peramalan dalam manajemen permintaan berfungsi untuk mencapai efektifitas dan efisiensi dari manajemen produksi dan persediaan (Gasper 2008). Peramalan berdasarkan sifatnya dibedakan menjadi peramalan kualitatif dan kuantitatif. Peramalan kualitatif merupakan peramalan yang didasarkan atas kualitatif masa lalu yang sangat bergantung terhadap orang yang menyusunnya karena disusun berdasarkan pemikiran yang bersifat intiusi, atau pendapat. Sedangkan peramalan kuantitatif didasarkan pada data kuantitatif masa lalu.
merupakan fungsi dari waktu. Dengan analisis deret waktu dapat menunjukkan permintaan terhadap suatu produk tertentu. Terdapat beberapa teknik yang biasa digunakan untuk peramalan pada metode time series diantaranya: Moving Average, Weight Moving Average, Single Exponential Smoothing, dan Linear Regression.
BAB III
METODOLOGI
3.1 Waktu dan Lokasi Penelitian
Kegiatan penelitian ini dilaksanakan pada Bulan April 2011 sampai Mei 2011 di PT. Pindo Deli Pulp and Paper di bagian Paper machine 12. Lokasi Industri terletak di Jalan Irigasi BTB 6-9 Desa Kutamekar Karawang Jawa Barat.
3.2 Jenis dan Cara pengumpulan Data
Data yang digunakan dalam penelitian ini adalah data sekunder dan data primer. Data primer merupakan data yang langsung dikumpulkan dari perusahaan. Data primer dapat diperoleh dengan cara pengamatan langsung, maupun wawancara kepada pihak yang bersangkutan. Data sekunder merupakan data diperoleh dari dokumen-dokumen perusahaan, literatur, bahan pustaka, data statistik, hasil penelitian terdahulu, internet maupun instansi-instansi terkait. Adapun jenis data, sumber data, dan cara pengumpulan data yang diperlukan dalam penelitian ini secara rinci disajikan pada tabel 1.
Tabel 1 Jenis, Sumber, dan Cara Pengumpulan Data
Jenis data Data Cara pengumpulan Sumber data
Data primer
1.Jenis dan jumlah produk yang dihasilkan
1.Pengamatan langsung di lapangan
1.Pabrik
2.Jenis dan jumlah pembelian barang jadi
2.Pengamatan langsung di lapangan
2.Pabrik
3.Jumlah, frekuensi dan biaya pemesanan
3. Wawancara dan pengukuran langsung di lapangan
3.Pabrik
4. Jumlah persediaan barang dan biaya penyimpanan
4.Wawancara dan
pengukuran langsung di lapangan
4. Gudang
Data sekunder
1.Keadaan umum industri 1.Mencatat dari website perusahaan
1.Website
perusahaan 2.Data lead time persediaan
masa lalu
2.Mencatat dari laporan perusahaan
2.Laporan perusahaan 3.Jumlah produksi dan harga
jual produk
3.Mencatat dari laporan perusahaan
3.Laporan perusahaan
4. Jumlah permintaan produk 4.Mencatat dari laporan perusahaan
3.3 Analisis Data
Analisis data dilakukan dengan menganalisis sistem pengendalian persediaan bahan baku di PM 12 pada tahun 2011. Selanjutnya dilakukan perencanaan sistem pengendalian persediaan bahan baku PM 12 pada tahun 2012.
3.3.1 Analisis Pengendalian Persediaan Bahan Baku
Analisis dimulai dengan menghitung kebutuhan bahan baku pada Tahun 2011 menggunakan metode Material Requirements Planning (MRP). Menurut Heizer (2004), sistem MRP dirancang dan dikembangkan sebagai sistem pengendalian bahan dan komponen yang memiliki sifat permintaan tak bebas (dependent). Perencanaan dilakukan terhadap dependent demand dalam hal ini adalah kebutuhan bahan baku. MRP terdiri dari empat teknik perhitungan yaitu
Lot For Lot (LFL), Economic Order Quantity (EOQ), Least Total Cost (LTC),
Least Unit Cost (LUC).
Pengolahan data dilakukan dengan membandingkan teknik perusahaan dengan teknik lot sizing (MRP). Adapun teknik MRP yang digunakan adalah:
1. Lot For Lot (LFL), Pemesanan pada teknik LFL dilakukan sebesar kebutuhan kotor dikurangi dengan persediaan yang ada ditangan. Besarnya pemesanan sesuai dengan kebutuhan bersih.
2. Economic Order Quantity (EOQ, Pemesanan pada teknik EOQ dilakukan dengan menghitung jumlah persediaan yang optimum berdasarkan permintaan yang ada. EOQ dapat dihitung menggunakan rumus:
√
(1)Dimana : D = Permintaan per tahun (ton)
S = Biaya pemesanan per pesanan (US$)
H = Biaya penyimpanan per unit per tahun (US$) Q = Kuantitas pemesanan optimal (ton)
3. Least Unit Cost (LUC), Kuantitas pemesanan pada teknik LUC diperoleh dengan menjumlahkan biaya pemesanan dan biaya penyimpanan untuk setiap percobaan jumlah lot. Kemudian membagi total biaya tersebut dengan jumlah unit ukuran lot sehingga didapat jumlah biaya per unit. Biaya per unit yang paling kecil yang dipilih untuk menentukan jumlah lot
4. Least Total Cost (LTC), kuantitas pemesanan pada teknik LTC diperoleh dengan membandingkan antara biaya penyimpanan dengan biaya pemesanan untuk berbagai macam jumlah lot. Hasil perbandingan tersebut kemudian dipilih lot yang memiliki selisih biaya terkecil diantara biaya penyimpan dengan biaya pemesanan.
Metode MRP kemudian dibandingkan hasilnya dengan metode perusahaan. Setelah itu dihitung biaya persediaan masing-masing metode. Biaya persediaan terdiri dari biaya pemesanan, biaya pembelian, dan biaya penyimpanan.
Perhitungan loting size MRP dengan teknik LFL, LUC, EOQ, dan LTC dapat dihitung menggunakan format seperti pada Tabel 2.
Tabel 2 Format perhitungan MRP
Month 1 2 3 4 5 6 7 8 9 10 11 12
Gross requirement
Beginning inventory
Net requirements
Planned order receipt
Planned order release
Ending inventory
Costs
Ordering cost
Carrying cost
Purchase cost
Total cost
Keterangan :
1. Beginning inventory merupakan persediaan yang dimiliki perusahaan di awal periode.
3. Net requirements adalah kebutuhan bersih atau kebutuhan bahan baku yang tidak dapat lagi dipenuhi oleh persediaan perusahaan dan merupakan selisih antara kebutuhan kotor dengan persediaan awal, atau biasa disebut kebutuhan bersih.
4. Planned order receipt adalah besarnya pesanan yang direncanakan akan diterima untuk suatu periode tertentu.
5. Planned order release adalah besarnya pesanan diterima oleh perusahaan pada periode tertentu sesuai lead time yang ditentukan.
6. Ending inventory adalah besarnya persediaan akhir yang terdapat di perusahaan.
7. Ordering cost adalah biaya yang dikeluarkan untuk sekali pemesanan. 8. Carrying cost adalah biaya yang dikeluarkan untuk menyimpan persediaan
akhir.
9. Purchase cost adalah biaya yang dikeluarkan untuk membayar pesanan sejumlah barang yang dipesan.
Kebutuhan bersih ( net requirement ) dapat dihitung menggunakan rumus :
– (2)
Dimana : N = Net requirement
G = Gross requirement
B = Beginning inventory
Sedangkan ending inventory dapat dihitung menggunakan rumus :
(3)
Dimana : E = Ending inventory
G = Gross requirement
B = Beginning inventory
Selain itu Planned Order release dapat dihitung menggunakan rumus :
(4)
Dimana : P = Planned Order release
t = Waktu saat net requirement dibutuhkan l = Waktu tunggu (lead time)
3.3.2 Perencanaan Pengendalian Persediaan Bahan Baku
independent demand dalam hal ini perkiraan produksi kertas. Teknik peramalan yang digunakan yaitu Moving Average (MA) , Weight Moving Average (WMA), exponensial smoothing, linear regression dan linear regression with seasonal factor.
1. Moving Average (MA), merupakan peramalan untuk satu periode kedepan dari periode rataan. Penentuan periode dapat harian, mingguan bahkan bulanan. Perhitungan MA dapat dihitung menggunakan rumus pada persamaan 5.
2. Weight Moving Average (WMA), merupakan peramalan periode kedepan dari periode rataan dikalikan dengan bobot masing-masing periode. Jumlah bobot dari masing-masing periode harus berjumlah satu. Perhitungan WMA dapat dihuitung menggunakan rumus persamaan 6. 3. Single Exponential Smoothing, nilai ramalan pada periode t+1 sama
dengan nilai peramalan pada periode t ditambah dengan penyesuaian yang berasal dari kesalahan nilai ramalan yang terjadi pada periode t tersebut. Nilai ramalan dapat dihitung menggunakan rumus persamaan 7.
4. Linear Regression, metode peramalan yang biasa digunakan untuk jangka panjang. Nilai peramalan dapat dihitung dengan rumus persamaan 8. 5. Regression with seasonal data, merupakan multiplicative time series
model yang memperhitunkan trend. Nilai peramlalan dapat dihitung menggunakan rumus persamaan 9.
(5)
Dimana : At = Data pengamatan periode t
n = Jumlah deret waktu yang digunakan Ft = Nilai peramalan periode t
(6)
Dimana: Wn = Bobot pada periode ke n
(7)
Dimana: α = Smoothing constant
(8)
Dimana:Y = dependent variable
a = Y intercept
b = Slope
(9)
Dimana: ŷt = nilai ramalan pada periode t
S2= 1 Jika kuarter t merupakan kuarter pertama pada tahun itu
bo = konstan
b2= koefisien regresi
Setiap peramalan pasti mengandung error atau ketidakpastian, oleh karena itu dihitung error yang terjadi setiap teknik-teknik peramalan. Error atau besarnya kesalahan peramalan dapat dihitung dengan beberapa indikator yaitu: Mean Absolute Deviation (MAD), Mean Squared Error (MSE), dan Tracking Signal
(TS).
1. Mean Absolute Deviation (MAD), merupakan ukuran kesalahan dengan mengambil rata-rata nilai absolute dari kesalahan peramalan. MAD dihitung menggunakan rumus persamaan 10.
2. Mean Squared Error (MSE), merupakan rata-rata selisih kuadrat dari nilai kesalahan. Nilai MSE dapat dihitung menggunakan rumus persamaan 11. 3. Tracking Signal (TS), merupakan rasio dari komulatif error (RSFE) dan
MAD. Nilai TS dapat dihitung menggunakan rumus persamaan 12.
∑ (10)
∑ (11)
(12)
Teknik dengan nilai error terkecil kemudian dipilih sebagai teknik terbaik. Hasil peramalan dari teknik terbaik ini digunakan untuk menghitung perkiraan kebutuhan bahan baku. Perhitungan kebutuhan bahan baku menggunakan Standar Operational Procedur (SOP) dari perusahaan. SOP dapat dilihat secara rinci pada Lampiran 1.
BAB IV
KONDISI UMUM PERUSAHAAN
4.1 Sejarah Perusahaan.
PT. Pindo Deli Pulp and Paper merupakan bagian dari Sinar Mas Grup. Berdiri pada tahun 1967 di Karawang Jawa Barat. PT. Pindo Deli Pulp and Paper
mempunyai dua pabrik dengan 15 divisi yang terdiri dari 13 Paper Machine
(PM), castcoated dan Non Carbonless Required (NCR). Pabrik pertama terletak di Jalan Adiarsa Teluk Jambe Karawang Jawa Barat. Sedangkan Pabrik 2 terletak di Desa Kuta Mekar Karawang Jawa Barat. Perusahaan yang memiliki kurang lebih 10.000 karyawan ini pemegang saham terbesarnya adalah PT. Purinusa Ekapersada. Struktur organisasi perusahaan terlampir pada Lampiran 2. Pada bulan Oktober tahun 1999, Pindo Deli I dan II mendapatkan sertifikat ISO 14001 atas komitmennya terhadap lingkungan, sertifikat ISO 9002 juga diberikan kepada Pindo Deli I dan II karena kemampuannya dalam memenuhi Quality Management System yang bertaraf Internasional. Beberapa merk dagang produksi PT. Pindo Deli Pulp and Paper yaitu Passeo Tissue, Nice Tissue, Bola Dunia, Sinar Dunia, Lucky Boss, Mirage, dan merk terkenal lainnya. Penelitian ini dikhususkan di PM 12.
PM 12 mulai beroperasi pada tahun 2005 menggunakan mesin second-hand
buatan IHI Co. Ltd. Jepang. Mesin dengan tipe fourdriner ini memiliki lebar 3,3 meter dan memiliki kecepatan 1000-1200 m/ menit. Kapasitas produksinya mencapai 7.000 ton per bulan. PM 12 dilengkapi dengan sistem operasi DCS (Distributed Control System). PM 12 memproduksi enam kelompok jenis kertas yaitu:
1. Base paper castcoated, jenis kertas yang merupakan bahan baku untuk kertas castcoated. Biasa digunakan untuk kertas stiker, kertas foto dll. 2. Woodfree, jenis kertas dengan tingkat kecerahan yang tinggi, kisaran
gramatur kertas ini sekitar 60-90 gsm. Biasa digunakan untuk kertas
photocop, office paper (amplop dan buku tulis).
4. Drawing paper, jenis kertas tebal yang biasa digunakan untuk media gambar. Kertas ini biasa diekspor ke China, Malaysia, dan Hongkong. 5. Preprint, jenis kertas yang biasa digunakan untuk mencetak seperti
struk, dengan kisaran gramatur 60-120 gsm.
6. Briefcard, jenis kertas dengan nama dagang kertas manila. Biasa juga digunakan untuk core tissue
4.2 Perencanaan Produksi, Proses Produksi, dan Pemasaran.
Perencanaan produksi PT. Pindo Deli bermula dari pemesanan yang dilakukan oleh konsumen ke bagian marketing. Setelah itu pihak marketing
membuat Purchase Order (PO). PO kemudian diserahkan kebagian Production Planning and Inventory Control (PPIC). PPIC ini bertugas untuk memastikan pemesanan yang diminta sesuai dengan kualitas, kuantitas dan waktu yang tepat. Bagian PPIC membuat rencana produksi. Selain rencana produksi, PPIC juga bertanggung jawab atas kontrol persediaan kertas yang terdapat di gudang. Rencana produksi kemudian diberikan ke bagian Raw Material Departemen
(RMD). RMD mencatat dan menghitung kebutuhan bahan baku yang diperlukan. Rencana produksi juga diberikan ke bagian produksi. Rencana produksi dan semua jenis data disalurkan melalui Sistem Aplikasi Produksi (SAP). Rencana produksi paling lambat dibuat satu minggu sebelum produksi berlangsung.
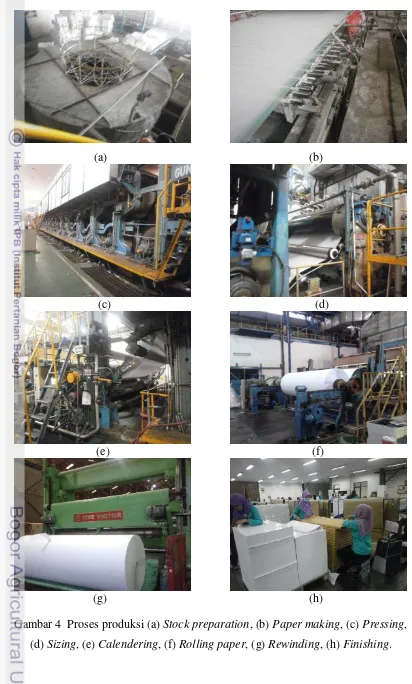
Proses produksi kertas di PM 12 sama seperti produksi kertas pada umumnya. Proses produksi terdiri dari stock preparation, approach flow system, paper machine, rewinder, dan finishing. Pada tahapan stock preparation bahan baku dipersiapkan dan diolah sebelum masuk ke paper machine. Tahapan-tahapan pada stock preparation terdiri dari pembuburan kembali virgin pulp, pembersihan menggunakan High Density Cleaner (HDC), penggilingan di refiner dan pencampuran mixing chest.
Lembaran yang keluar dari wire masih dalam keadaan basah. Untuk mengeluarkan air yang terkandung dalam lembaran dilakukan pengeluaran air menggunakan press. Press yang digunakan yaitu melakukan penekanan lembaran diantara dua roll. Lembaran masuk kebagian press melalui pick up roll dan dibawa oleh felt. Lembaran mengalami pengeluaran air secara mekanis dengan cara dijepit diantara kedua roll.
Lembaran kemudian masuk ke bagian sizing. Pada tahap ini diaplikasikan bahan kimia berupa starch yang berfungsi meningkatkan penetrasi pada tinta dan air maupun daya cetak. Pada bagian ini menggunakan dua roll (pre dryer dan
after dryer) yang dipasang secara diagonal dengan tekanan tertentu.
Proses calendering menggunakan prinsip utama yaitu melakukan penekanan pada lembaran diantara dua roll dengan tekanan tertentu. Tujuan dari calendering
untuk meningkatkan smoothness, kelicinan kertas, mengukur caliper dan ketebalan kertas. Setelah itu kertas di gulung menggunakan spool menjadi jumbo
roll kertas. Setelah menjadi jumbo roll kertas, kemudian dikirim ke divisi
rewinding.
Pada tahapan rewinding ini jumbo roll digulung ulang dari steel core ke
paper core menjadi ukuran yang dipesan oleh konsumen. Sedangkan, apabila
order trermasuk order sheet, maka setelah di rewinding, kertas dikirim ke bagian
cutter untuk dipotong sesuai dengan ukuran target.
Kertas yang telah dipotong kemudian di sortir dibagian finishing. Terdapat lima langkah dalam finishing ini yaitu counting, shorting, wrapping, stacking dan
labeling. Counting merupakan tahapan penghitungan lembaran kertas yang akan di sortir. Shorting yaitu memilih kertas yang reject atau terdapat cacat. Stacking
merupakan kegiatan menumpuk kertas yang lolos shorting. Kemudian kertas di
warping atau di bungkus dan diberi label atau labeling.
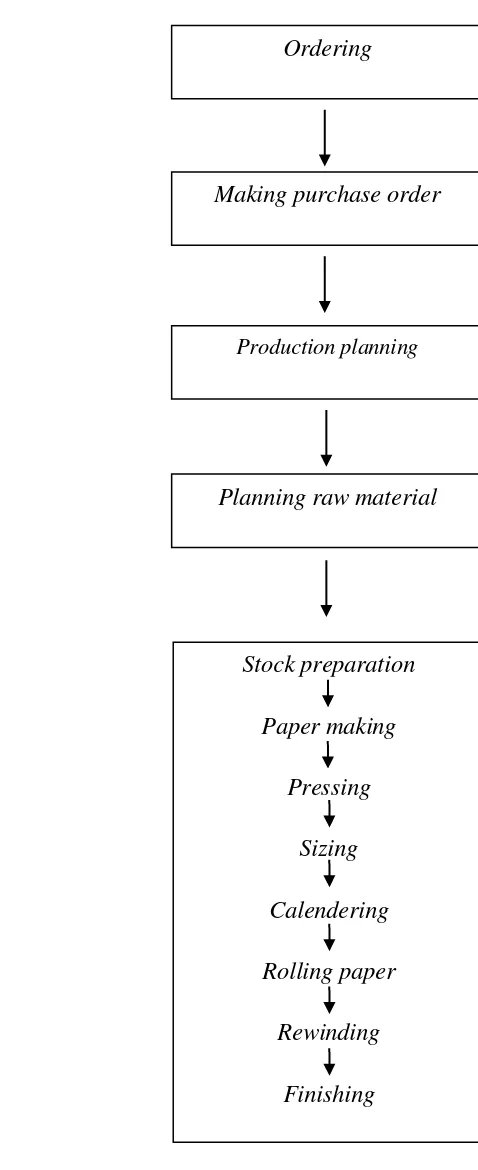
Gambar 3 Proses perencanaan dan produksi kertas di paper machine 12.
Ordering
Making purchase order
Production planning
Planning raw material
Stock preparation
Paper making
Pressing
Sizing
Calendering
Rolling paper
Rewinding
(a) (b)
(c) (d)
(e) (f)
(g) (h)
Terdapat dua jenis perencanaan di PT. Pindo Deli Pulp and Paper yaitu perencanaan produksi dan perencanaan bahan baku. Penelitian ini dikhususkan pada perencanaan bahan baku.
4.3 Metode Perencanaan Bahan Baku Perusahaan
Bahan baku merupakan hal yang terpenting dalam suatu proses produksi. Oleh sebab itu perencanaan bahan baku harus dilakukan sedemikian rupa sehingga dapat memenuhi kebutuhan namun tidak terjadinya kelebihan persediaan. RMD merupakan suatu divisi yang menangani kebutuhan dan perencanaan bahan baku seluruh PT. Pindo Deli Pulp and Paper. Perencanaan kebutuhan dilakukan masing-masing paper machine yang kemudian melakukan pemesanan ke pihak RMD. Perencanaan bahan baku perusahaan dilakukan setiap bulannya. Setiap bulan perusahaan menghitung kebutuhan untuk satu bulan ditambahkan perkiraan pemakaian 21 hari untuk bahan baku kimia, 45 hari untuk NBKP dan 30 hari untuk LBKP.
Adapun bahan baku yang digunakan dalam pembuatan kertas adalah:
1. Pulp yaitu serat kayu sebagai bahan utama pembuatan kertas. Pulp ini terbagi menjadi LBKP (Leave Bleached Kraft Pulp), NBKP (Needle Bleached Kraft Pulp), wet broke, dan dry broke. LBKP adalah pulp serat pendek dan NBKP pulp serat panjang. Wet broke merupakan sisa trimming
kertas yang masih basah. Sedangkan dry broke diperoleh dari kertas reject
yang dibubur kembali.
2. Filler yaitu bahan pengisi yang ditambahkan dalam pembuatan kertas. Penambahan filler ini bertujuan efisiensi biaya. Bahan yang digunakan adalah CaCO3. Penambahan Filler dilakukan dibagian Hydrapulper diaduk
bersama pulp dan air pada tahapan stock preparation.
3. Internal sizing agent yaitu bahan kimia untuk penahan daya serap air.
Sizing agent yang digunakan adalah AKD (Alkyl Keton Dimer). Penambahan dilakukan di bagian silo pada tahapan approach flow system.
4. Retention aids yaitu bahan kimia yang terdiri dari anionic retention aids dan
cationic retention aids yang berfungsi meningkatkan daya ikat antar serat.
Retention aids diinjeksi pada bagian stuffbox pada tahapan approach flow system.
6. Cationic Starch berfungsi meningkatkan kekuatan pada kertas terhadap daya tarik melalui ikatan hidrogen antara serat, starch, dan air. Penambahan dilakukan dibagian after screen pada tahapan paper machine.
Sistem yang digunakan dalam penanganan bahan baku yaitu sistem FEFO (First Expired First Out). Sedangkan untuk LBKP dan NBKP menggunakan sistem FIFO (First In First Out). Proses pembeliaan barang pasti terdapat waktu tunggunya, waktu tunggu ini lebih dikenal dengan sebutan lead time. Lead time
merupakan lamanya waktu dari pemesanan barang sampai barang itu sampai dan siap untuk dipergunakan. Lead time untuk barang yang dibeli dari dalam negeri sekitar satu bulan. Sedangkan untuk barang yang diimpor lamanya lead time
(a) (b)
(c) (d)
(e) (f)
Gambar 5 Bahan baku (a) Pulp, (b) Filler, (c) AKD, (d) Retention aid, (e)
BAB V
HASIL DAN PEMBAHASAN
5.1 Identifikasi, Analisis, dan Evaluasi Sistem Pengendalian Bahan Baku Tahun 2011
Bahan baku merupakan suatu material yang memiliki peranan penting dalam proses produksi. Ketersediaan bahan baku menjamin kelancaran produksi. Namun disisi lain, persediaan bahan baku ini menimbulkan biaya persediaan yang harus dikeluarkan perusahaan.
Sistem pengendalian bahan baku di PT. Pindo Deli Pulp and Paper
merupakan tanggung jawab divisi RMD. RMD bertugas untuk mengontrol dan melaksanakan perencanaan aktifitas logistik bahan baku. Setiap bulannya PM dan unit produksi lain mengirimkan hasil perencanaan kebutuhan bahan baku yang diperlukan untuk satu bulan ke bagian RMD. Setelah menghitung kebutuhan dari semua divisi, RMD akan melakukan pemesanan barang ke pihak supplier.
Perencanaan kebutuhan bahan baku dilakukan untuk kegiatan produksi dalam satu bulan. Untuk mengantisipasi adanya kebutuhan bahan baku yang tidak terduga, perusahaan menambahkan safety stock pada setiap perencanaan kebutuhan bahan baku perbulannya. Safety stock tiap bahan baku berbeda-beda, tergantung jenis dan tempat pembelian bahan baku. Untuk bahan baku kimia,
safety stock yang ditambahkan adalah kebutuhan bahan baku untuk 21 hari, LBKP 30 hari, dan NBKP 45 hari. Besarnya safety stock juga tergantung kebijakan dari perusahaan. Selain itu dalam pemesanan bahan baku terdapat lead time. Lead time
untuk bahan baku lokal sekitar satu bulan, dan untuk bahan baku yang diimpor sekitar 4 bulan.
Bahan baku disimpan di dalam gudang penyimpanan. Khusus untuk pulp, sebagian disimpan diluar gudang dengan menggunakan terpal karena keterbatasan ruang di gudang. Sistem penanganan bahan baku untuk bahan kimia adalah First Expired First Out (FEFO). Ini berarti bahan kimia yang lebih cepat expired
sebagian bahan baku busuk, bahan expired sebelum digunakan, bahkan pesanan bahan baku ada yang datang terlambat sehingga harus meminjam kepada unit produksi lain.
Evaluasi sistem pengendalian bahan baku dilakukan dengan cara terlebih dahulu menghitung kebutuhan bahan baku pada tahun 2011. Adapun bahan baku yang dihitung merupakan bahan baku utama pembuatan kertas yang tidak diproduksi langsung oleh perusahaan melainkan membeli bahan dari perusahaan lain. Bahan baku yang dikaji meliputi LBKP, NBKP, AKD, Surface Size,
Retention Aid, dan Cationic Starch. Bahan baku kimia seperti AKD, Surface Size,
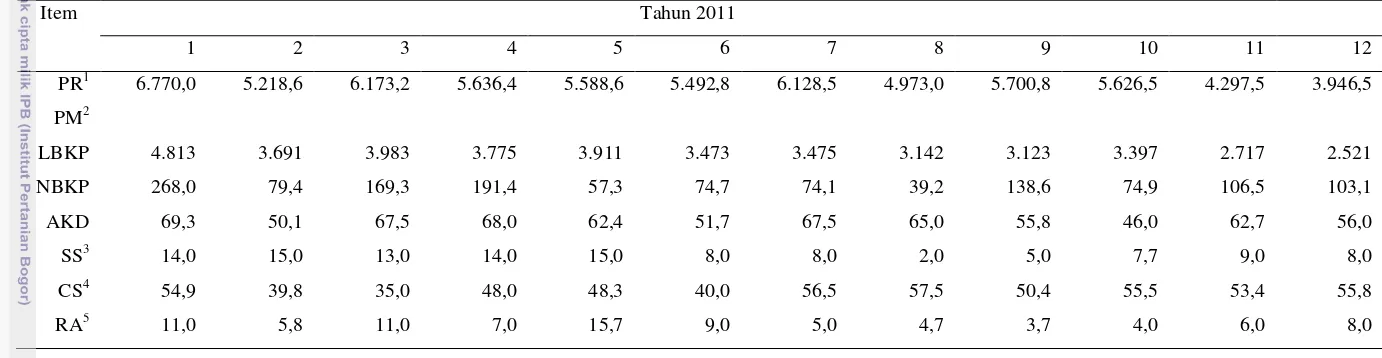
Retention Aid, dan Cationic Starch diperoleh dari dalam negeri yaitu sekitar JABODETABEK (Jakarta Bogor Depok Tanggerang Bekasi). LBKP diperoleh dari Sister Company yaitu Lontar Papyrus dan Indah Kiat. Sedangkan NBKP diperoleh dari negara Kanada dan Amerika. Jumlah produksi kertas dan penggunaan bahan baku pada tahun 2011 dapat dilihat pada Tabel 3.
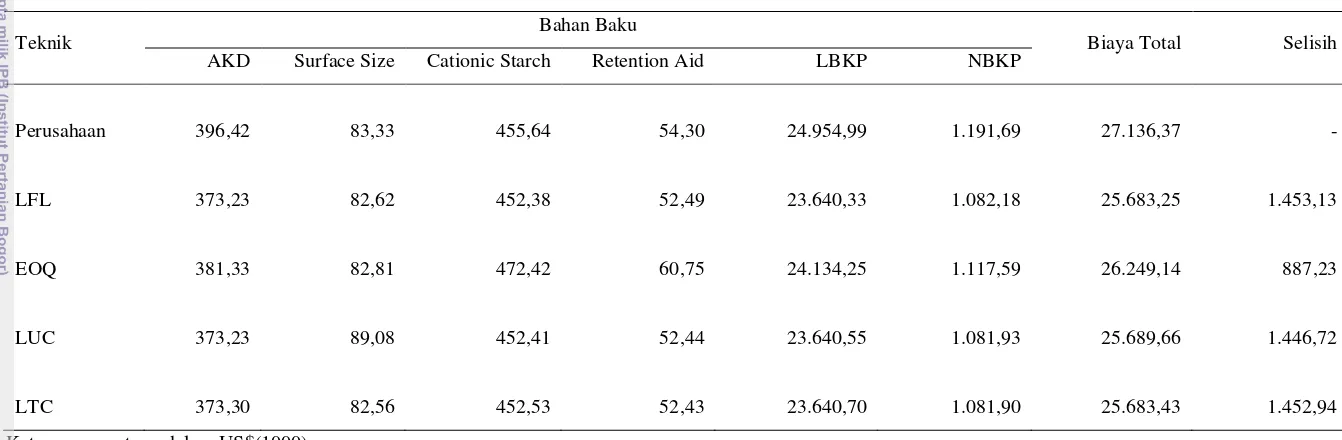
Evaluasi pengendalian persediaan bahan baku tahun 2011 ini dilakukan dengan membandingkan metode perusahaan dan empat teknik metode MRP. MRP merupakan suatu metode perencanaan kebutuhan bahan, dimana bahan baku dihitung jumlah dan waktu pemesanannnya. Setelah perhitungan kebutuhan bahan baku kemudian dihitung biaya persediaan dari masing-masing metode. Komponen biaya persediaan terdiri dari biaya penyimpanan, biaya pemesanan, dan biaya pembelian barang tersebut. Besarnya biaya bergantung kepada jumlah barang dan tempat pemesanan barang. Semakin banyak biaya yang dipesan dan disimpan akan meningkatkan biaya persediaan. Semakin jauh jarak pemesanan barang maka biaya yang dikeluarkan untuk pemesanan juga semakin besar. Biaya persediaan untuk masing-masing metode dihitung, dan hasil perhitungannya secara rinci disajikan pada Tabel 4. Contoh perhitungan kebutuhan bahan baku secara rinci dilampirkan pada Lampiran 3.
Tabel 3 Produksi Kertas dan Pemakaian Bahan Baku Tahun 2011
Item Tahun 2011
1 2 3 4 5 6 7 8 9 10 11 12
PR1 6.770,0 5.218,6 6.173,2 5.636,4 5.588,6 5.492,8 6.128,5 4.973,0 5.700,8 5.626,5 4.297,5 3.946,5
PM2
LBKP 4.813 3.691 3.983 3.775 3.911 3.473 3.475 3.142 3.123 3.397 2.717 2.521
NBKP 268,0 79,4 169,3 191,4 57,3 74,7 74,1 39,2 138,6 74,9 106,5 103,1
AKD 69,3 50,1 67,5 68,0 62,4 51,7 67,5 65,0 55,8 46,0 62,7 56,0
SS3 14,0 15,0 13,0 14,0 15,0 8,0 8,0 2,0 5,0 7,7 9,0 8,0 CS4 54,9 39,8 35,0 48,0 48,3 40,0 56,5 57,5 50,4 55,5 53,4 55,8 RA5 11,0 5,8 11,0 7,0 15,7 9,0 5,0 4,7 3,7 4,0 6,0 8,0
Keterangan Satuan dalam ton
1Produksi kertas
2
Pemakaaian
3
Surface Size 4
Cationic Starch 5
Retention Aid
Tabel 4 Biaya Persediaan Bahan Baku Periode Pada Tahun 2011
Teknik Bahan Baku Biaya Total Selisih
AKD Surface Size Cationic Starch Retention Aid LBKP NBKP
Perusahaan
396,42 83,33
455,64 54,30 24.954,99 1.191,69
27.136,37 -
LFL
373,23 82,62
452,38 52,49 23.640,33 1.082,18 25.683,25 1.453,13 EOQ
381,33 82,81
472,42 60,75 24.134,25 1.117,59 26.249,14 887,23 LUC
373,23 89,08
452,41 52,44 23.640,55 1.081,93 25.689,66 1.446,72 LTC
373,30 82,56
452,53 52,43 23.640,70 1.081,90 25.683,43 1.452,94
Keterangan: satuan dalam US$(1000)
Penggunaan metode MRP akan dapat menghemat biaya persediaan. Biaya persediaan minimum dihasilkan dengan menggunakan metode MRP teknik LFL. Penggunaan teknik ini dapat menghemat biaya persediaan yang dikeluarkan perusahaan hingga US$1,45 juta per tahun dengan penghematan sebesar 5,35%. Penelitian terdahulu mengenai pengendalian persediaan bahan baku untuk
polyester oleh Resmi (2011) menunjukkan biaya persediaan minimum untuk bahan baku MEG menggunakan metode MRP teknik LFL Biaya persediaan yang dapat dihemat sebesar 3,62%. Menurut Heizer dan Render (2010), ketika pesanan bersifat ekonomis dan teknik persediaan just in time diterapkan, maka teknik lot for lot sangat efisien diterapkan.
Metode pengendalian persediaan bahan baku yang digunakan oleh perusahaan menghasilkan biaya persediaan yang tinggi. Hal ini disebabkan oleh jumlah barang yang dipesan terlampau besar, sehingga biaya pembelian dan penyimpanannya menjadi besar. Teknik LFL menghasilkan biaya persediaan minimum karena teknik ini memesan barang sesuai dengan kebutuhan bersih sehingga biaya pembelian dan penyimpanannya kecil. Lebih lanjut bahan baku yang busuk, expired, dan keterlambatan bahan baku dapat diminimalisir.
Penerapan metode MRP, memberikan kesempatan bagi perusahaan untuk mengalokasikan biaya berlebih ke bidang dan keperluan yang lain. Sebagai contoh, biaya dapat dialokasikan kebagian lingkungan sebagai bentuk kepedulian dan pelestarian lingkungan atau corporate social responsibility (CSR). Selain itu, biaya dapat juga dialokasikan untuk perbaikan dan perawatan mesin serta kesejahteraan pegawai.
5.2 Perencanaan Sistem Pengendalian Bahan Baku Tahun 2012
dan interval waktu. Pengujian nilai kesalahan peramalan kemudian dilakukan untuk membandingkan ketepatan dari beberapa teknik peramalan. Nilai kesalahan dihitung menggunakan parameter MAD, MSE, dan TS. Nilai kesalahan yang semakin kecil menunjukkan peramalan yang semakin baik karena mendekati nilai yang sesungguhnya. Perkiraan produksi kertas menggunakan teknik yang memiliki nilai kesalahan paling kecil kemudian digunakan untuk memperkirakan kebutuhan bahan baku. Nilai kesalahan berbagai teknik peramalan dapat dilihat pada Tabel 5.
Tabel 5 Nilai Kesalahan Peramalan
Teknik Peramalan MAD MSE TS
2MA 553,66 530.109,01 0,41
2WMA 584,41 571.773,43 0,69
3MA 588,58 536.341,72 1,50
3WMA 584,38 543.322,69 1,01
6MA 608,38 614.449,42 3,02
6WMA 658,87 662.425,63 0,89
exsmooth (α=0.385) 596,08 595.865,99 6,28
Sumber: data olahan
Berdasarkan hasil perhitungan produksi kertas, setiap bahan baku berfluktuasi pada tahun 2012. Peningkatan permintaan kertas biasanya meningkat menjelang hari besar atau hari raya dan beberapa bulan sebelum akhir tahun. Besarnya produksi kertas yang fluktuatif ini harus didukung dengan pengendalian persediaan yang baik. PT Pindo Deli sendiri memiliki sistem pemesanan make to order, dimana besarnya produksi kertas bergantung kepada permintaan konsumen. Permintaan yang tidak terduga dapat diantisipasi dengan safety stock, sehingga walaupun terjadi permintaan tak terduga perusahaan masih memiliki stock bahan baku untuk berproduksi.
Hasil peramalan kertas kemudian dijadikan acuan untuk menghitung kebutuhan bahan baku. Perhitungan kebutuhan bahan baku disesuaikan dengan SOP (Standar Operation Production) dalam pembuatan kertas di perusahaan. Perhitungan kebutuhan bahan baku dihitung dengan mengalikan perkiraan produksi kertas dengan nilai rata-rata kebutuhan bahan baku sesuai SOP. Nilai rata-rata digunakan karena pada penelitian ini tidak memperhitungkan perbedaan jenis kertas. Hasil peramalan produksi kertas dan kebutuhan bahan baku dapat dilihat pada Tabel 6. Contoh perhitungan kebutuhan bahan baku secara rinci disajikan pada Lampiran 5.
Kebutuhan bahan baku yang telah diketahui kemudian dikendalikan dengan menggunakan teknik lot sizing seperti LFL, EOQ, LTC, LUC. Hasil lot sizing
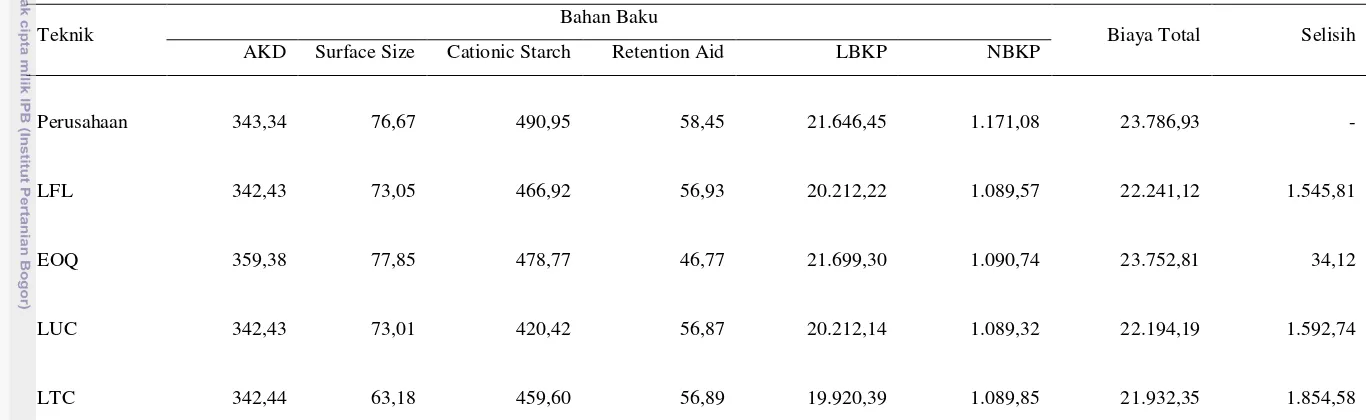
dihitung biaya persediaannya. Biaya persediaan masing-masing metode digunakan untuk membandingkan teknik yang paling efisien dan menghasilkan biaya persediaan yang minimum. Biaya persediaan hasil lot sizing dapat dilihat pada Tabel 7.
Tabel 6 Perkiraan Produksi Kertas dan Pemakaian Bahan Baku Tahun 2012
Item Tahun 2012
1 2 3 4 5 6 7 8 9 10 11 12
PPR6 5.560,27 4.804,71 5.969,39 5.533.72 5.397.69 5.144.23 5.547.41 4.772.37 4.840.67 5.211.98 4.453.91 4.981.65
PPM7
LBKP 2.866,47 2.796,01 2.664,71 2.873,56 2.472,09 2.507,47 2.699,81 2.307,13 2.580,50 2.866,47 2.796,01 2.664,71
NBKP 116,19 113,33 108,01 116,47 100,20 101,63 109,43 93,51 104,59 116,19 113,33 108,01
AKD 56,00 54,62 52,06 56,14 48,30 48,99 52,75 45,07 50,41 56,00 54,62 52,06
SS8 10,02 9,77 9,31 10,04 8,64 8,76 9,43 8,06 9,02 10,02 9,77 9,31 CS9 54,23 52,90 50,41 54,36 46,77 47,44 51,08 43,65 48,82 54,23 52,90 50,41 RA10 8,54 8,33 7,94 8,57 7,37 7,47 8,05 6,88 7,69 8,54 8,33 7,94
Keterangan : Satuan dalam Ton
6
Perkiraan Produksi Kertas
7
Perkiraan Pemakaian
8
Surface Size 9
Cationic Starch 10
Retention Aid
Sumber: data olahan menggunakan data historis perusahaan.
Tabel 7 Perkiraan Biaya Persediaan Bahan Baku Tahun 2012
Teknik Bahan Baku Biaya Total Selisih
AKD Surface Size Cationic Starch Retention Aid LBKP NBKP
Perusahaan
343,34 76,67
490,95 58,45 21.646,45 1.171,08
23.786,93 -
LFL
342,43 73,05
466,92 56,93 20.212,22 1.089,57 22.241,12 1.545,81 EOQ
359,38 77,85
478,77 46,77 21.699,30 1.090,74 23.752,81 34,12 LUC
342,43 73,01
420,42 56,87 20.212,14 1.089,32 22.194,19 1.592,74 LTC
342,44 63,18
459,60 56,89 19.920,39 1.089,85 21.932,35 1.854,58
Keterangan: satuan dalam US$(1000)
Setelah melakukan perencanaan kebutuhan bahan baku dan membandingkan setiap metode dapat dilihat bahwa teknik LFL menunjukkan biaya persediaan minimum pada tahun 2011, sedangkan teknik LTC menunjukkan biaya persediaan paling minimum pada tahun 2012. Namun jika dilihat dari kuantitas pembelian masing-masing teknik MRP relatif tidak jauh berbeda. Total biaya persediaan keempat teknik MRP lebih rendah dibandingkan total biaya persediaan dengan menggunakan teknik perusahaan. Tingginya biaya persediaan yang dilakukan perusahaan akibat besarnya pembelian yang dilakukan perusahaan. Hal ini yang mengakibatkan biaya pembelian dan penyimpanan semakin tinggi.
Keempat teknik MRP dapat menghasilkan biaya persediaan yang minimum karena teknik ini menghitung tingkat persediaan seminimum mungkin namun tidak mengurangi ketersediaan bahan baku yang dibutuhkan. MRP cocok digunakan untuk permintaan terikat seperti contoh pada kasus ini adalah bahan baku. MRP juga menentukan secara tepat kelayakan sebuah jadwal dengan hambatan-hambatan yang ada (Heizer dan Render 2010).
dapat memenuhi kualitas yang diinginkan dan mengantisipasi adanya lonjakan permintaan kertas yang tak terduga.
Teknik EOQ juga menunjukkan biaya persediaan yang minim dibandingkan dengan metode perusahaan. Walaupun penghematan biaya persediaan tidak terlalu besar, hanya sekitar 3,27% pada tahun 2011 dan 0,14% pada tahun 2012. Namun demikian teknik ini juga dapat digunakan. Kelebihan dari metode ini adalah mempermudah manajemen dalam menentukan jumlah pemesanan yang optimal untuk setiap kali pemesanan. Namun kekurangannya cenderung menghasilkan sisa persediaan yang mengakibatkan biaya penyimpanan meningkat.
Seperti dua teknik sebelumnya, teknik LUC juga menunjukkan nilai penghematan untuk biaya persediaan bahan baku. Pada tahun 2011 penghematan sebesar 5,31% dan pada tahun 2012 sebesar 6,69%. Pada teknik LUC kuantitas pemesanan yang dilakukan berubah-ubah. Teknik LUC ini dapat digunakan untuk jarak permintaan yang akan datang dalam MRP dengan melengkapi kuantitas yang ada dan meminimasi biaya pemesanan.
Teknik LTC memiliki keunggulan dan kekurangan yang sama dengan teknik LUC. Perbedaannya terletak pada kuantitas yang dipesan saja. Pada periode tahun 2011 teknik LTC menghemat sebesar 5,35% dibandingkan dengan perusahaan dan 7,79% pada tahun 2012. Teknik LTC memiliki biaya persediaan yang tidak jauh dari teknik LFL. Teknik ini dapat direkomendasikan bagi perusahaan, karena menghasilkan biaya persediaan yang rendah namun masih memperhitungkan adanya persediaan di gudang untuk mengantisipasi kekurangan bahan baku
.Penerapan metode MRP dapat dijadikan alternatif bagi perusahaan. Hal ini dikarenakan metode MRP dapat menghasilkan biaya persediaan yang minimum. Metode MRP didasarkan atas kekauratan persediaan yang dimiliki sehingga keputusan untuk membuat dan memesan barang pada suatu saat dapat dilakukan secara efisien. Oleh karena itu dibutuhkan kecermatan dalam pengamatan persediaan komponen dan material pada pengendalian persediaan.
pencatatan persediaan. Hal ini dapat meminimalisir kesalahan perhitungan sehingga menimbulkan jumlah pemesanan yang besar dan bahan yang tersimpan terlalu lama.
Langkah yang kedua dapat dilakukan dengan pemberian pelatihan akan peramalan dan pengendalian persediaan menggunakan metode MRP bagi karyawan. Pelatihan metode ini tidak hanya untuk pegawai yang bertugas dibagian pencatatan namun pihak marketing, PPIC, RMD dan produksi yang menghitung kebutuhan bahan baku.
Langkah berikutnya adalah perlu adanya perbaikan kerja sama dengan pemasok bahan baku. Hal ini mengantisipasi keterlambatan bahan baku yang terjadi. Kerja sama juga dapat dijalin dengan mencari supplier lain sebagai subtitusi apabila terjadi hal-hal yang tidak terduga. Sehingga perusahaan masih dapat mendapatkan bahan baku dengan membeli kepada supplier lain.
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
1. Pengendalian persediaan kertas di PT. Pindo Deli Pulp and Paper berada dibawah tanggung jawab divisi PPIC yang berintegrasi dengan divisi RMD, produksi, dan marketing. Perencanaan kebutuhan dihitung selama satu bulan ditambahkan dengan safety stock selama 21 hari untuk bahan baku kimia, 30 hari untuk LBKP, dan 45 hari untuk NBKP. Perhitungan kebutuhan bahan baku menggunakan empat teknik MRP yaitu LFL, EOQ, LTC, dan LUC. Keempat teknik MRP menunjukkan bahwa total biaya persediaan yang dihasilkan lebih rendah dibandingkan perhitungan menggunakan metode perusahaan. Pada periode tahun 2011 teknik LFL menghasilkan biaya persediaan yang minimum. Sehingga dapat menghemat sebesar US$1.45 juta pertahun untuk biaya bahan baku.
2. Teknik forecasting yang telah diujikan paling baik menggunakan
regression with seasonal data. Karena nilai kesalahannya paling kecil yaitu 588,5 dan dapat meramalkan sampai jangka satu tahun. Perhitungan kebutuhan bahan baku setelah forecasting menunjukkan teknik LTC menghasilkan biaya persediaan yang minimum. Sehingga dapat menghemat sebesar US$1.86 juta pertahun.
6.2 Saran
1. Perencanan kebutuhan bahan baku kertas di PT. Pindo Deli Pulp and Paper dapat menggunakan teknik LTC untuk meminimumkan biaya persediaan.
STUDI KASUS DI PT. PINDO DELI
PULP AND PAPER
UNIT PAPER MACHINE
12, KARAWANG JAWA BARAT
NADIA SHALIHA
DEPARTEMEN HASIL HUTAN
FAKULTAS KEHUTANAN
INSTITUT PERTANIAN BOGOR
DAFTAR PUSTAKA
Elfrida. 2006. Analisis Pengendalian Persediaan Bahan Baku Karet Pada Industri Ban (Studi Kasus di PT. Bridgestone Tire Indonesia, Bekasi)
[Skripsi]. Fakultas Teknologi Pertanian. Institut Pertanian Bogor.
Gasper,Vincent. 2008. Production Planning and Inventory Control Berdasarkan Pendekatan Sistem terintegrasi MRP II dan JIT. Jakarta. Gramedia Hanke,JE. 1992. Business Forecasting Fourth Edition. New York. Allyn and
Bacon
Heizer.J, Render.B. 2004. Fifth Edition Principles of Operations Management. New Jersey. Pearson Education, Inc.
________________. 2010. Manajemen Operasi edisi 9 (Terjemahan Jilid 2). Jakarta. Salemba Empat
Indonesian Pulp and Paper Association. 2011. Indonesian Pulp and Paper Industry Directory. Jakarta
Indrajit, E. R dan Djokopranoto. 2003. Manajemen Persediaan. Jakarta. PT. Gramedia Widiasarana Indonesia
Kementrian Perindustrian.2010. Perkembangan Industri Hasil Hutan dan Perkebunan Tahun 2005-2009. Departemen Perindustrian Jakarta
Prawirosentono, Suyadi.2007. Manajemen Operasi. Jakarta. Bumi aksara.
Rahman, L Lutfir. 2009. Analisis Teknik Penentuan Ukuran Lot Pemesanan Dalam Pengendalian Persediaan Bahan Baku di PT. Boehringer Ingelheim. [Skripsi]. Fakultas Ekonomi Manajemen. Institut Pertanian Bogor.
Rangkuti. 2004. Manajemen persediaan – Aplikasi di Bidang Bosnis. Jakarta. PT Raja Grafindo Persada.
Resmi, D.C. 2011. Kajian Perencanaan dan Pengendalian Persediaan Bahan Baku Produk Polyester dengan Metode Material Requirement Planning di PT. Indorama Syntethic TBK. [Skripsi]. Fakultas Ekonomi Manajemen. Institut Pertanian Bogor.
Taryana, N. 2008. Analisis Pengendalian Persediaan Bahan Baku pada Produk Sepatu dengan Pendekatan Teknik Lot Sizing dalam Mendukung Sistem MRP (Studi Kasus di PT. Sepatu Mas Idaman,Bogor). [Skripsi]. Fakultas Teknologi Pertanian. Institut Pertanian Bogor.
STUDI KASUS DI PT. PINDO DELI
PULP AND PAPER
UNIT PAPER MACHINE
12, KARAWANG JAWA BARAT
NADIA SHALIHA
DEPARTEMEN HASIL HUTAN
FAKULTAS KEHUTANAN
INSTITUT PERTANIAN BOGOR
12, Karawang Jawa Barat. by:
1)
Nadia Shaliha, 2) Bintang CH Simangunsong
INTRODUCTION: Every company must establish a good inventory control policy. Inventory control ensure goods are received at the right time and right amount. If the inventory is too big it would increase costs incurred by a company, whereas if the inventory is too small there would be a risk such as stock out or consumer demand not be met. The research aims to identify, analyze, and evaluate the inventory control system for materials at PT. Pindo Deli Pulp and Paper, and plan inventory control system for the year 2012.
METHOD: Material Requirements Planning (MRP) with techniques such as Lot for Lot (LFL), Economic Order Quantity (EOQ), Least Unit Cost (LUC), Least Total Cost (LTC) were investigated and then compared with company's methods for determining optimum inventory. To plan inventory control for 2012, the paper production in 2012 was first estimated using the time series techniques such as Moving Average (MA), Weight Moving Average (WMA), Single exponential smoothing, and Linear Regression with or without Seasonal Data and followed by using MRP techniques.
RESULT: LFL technique was found to be the best MRP system since it generates the lowest inventory cost. Applicantion of this technique would save about US$1,45 million in years 2011, a 5,35% saving. Meanwhile, for years 2012, LTC technique would be the best MRP system. It would save about US$1,86 million, a 7,79% saving. LTC was then recommended since it has a least inventory cost and can avoid stock out.
KEYWORDS: Material Requirements Planning (MRP), inventory system, forecasting, pulp and paper.
1) Student at Forest Products Department, Faculty of Forestry, IPB 2) Faculty at Forest Products Department, Faculty of Forestry, IPB
NADIA SHALIHA. E24080063. Analisis Pengendalian Persediaan Bahan Baku Industri Kertas: Studi Kasus di PT. Pindo Deli Pulp and Paper Unit Paper Machine 12, Karawang Jawa Barat. Dibimbing oleh BINTANG C.H. SIMANGUNSONG.
Setiap perusahaan harus menetapkan kebijakan pengendalian persediaan dengan baik. Pengendalian persediaan memastikan barang diterima dalam jumlah dan waktu yang tepat. Apabila persediaan yang disimpan terlampau banyak akan meningkatkan biaya yang dikeluarkan perusahaan, sedangkan bila persediaan yang disimpan sedikit beresiko terjadinya kekurangan persediaan dan kebutuhan konsumen tidak dapat terpenuhi.
Penelitian ini bertujuan untuk mengidentifikasi, mengnalisis, dan mengevaluasi sistem pengendalian persediaan bahan baku kertas di PT. Pindo Deli Pulp and Paper dan merencanakan sistem pengendalian persediaan bahan baku tahun 2012. Metode pengendalian persediaan yang digunakan adalah
Material Requirements Planning (MRP), seperti teknik Lot for Lot (LFL),
Economic Order Quantity (EOQ), Least Unit Cost (LUC) , Least Total Cost
(LTC) yang kemudian hasilnya dibandingkan dengan metode perusahaan untuk menentukan persediaan yang optimum. Untuk merencanakan pengendalian persediaan bahan baku tahun 2012, peramalan produksi kertas t