Gunani, Sri. 2001. Analisis Ergonomi Terhadap Rancangan Fasilitas Kerja Pada Stasiun Kerja Dibagian Skiving Dengan Antropometri Orang Indonesia (Studi Kasus Di Pabrik Vulkanisir Ban). ITS: Surabaya.
Hal W. Hendrick, 2002, Macroergonomics Theory, Methods, and Applications. Lawrence Erlbaum Associates, New Jersey.
Isa Halim. 2011. A Review On Health Effects Associated With Prolonged Standing In The Industrial Workplaces. Universiti Teknikal Malaysia Melaka, Hang Tuah Jaya
Rositaningrum, Alfia. 2014. Analisa Implementasi Ergonomi Makro Terhadap Keuntungan Perusahaan (Studi Kasus : Merpati Maintenance Facility Juanda -Surabaya). ITS: Surabaya
Sinulingga, Sukaria. 2010, Manajemen dan Rekayasa Produktivitas, Medan: USU Stanton, Naville. 2005. Handbook of Human Factors and Ergonomics Methods.
New York: CRC Press LLC.
Taghipour, Mohammad. 2015. Analysing the Effects of Physical Conditions of the Workplace on Employee’s Productivity (Including Case Study). Islamic Azad University: Iran
Tarwaka, dkk, 2004, Ergonomi untuk Keselamatan, Kesehatan Kerja dan Produktivitas, Harapan Press: Surakarta
3.1. ErgonomiB
B Ergonomi atau ergonomics sebenarnya berasal dari kata Yunani yaitu Ergo yang berarti kerja dan Nomos yang berarti hukum. Dengan demikian ergonomi dimaksudkan sebagai disiplin keilmuan yang mempelajari manusia dalam kaitannya dengan pekerjaannya1. Istilah ergonomi lebih dikenal sebagai
Human Factors Engineering atau Human Engineering. Disiplin ergonomi secara khusus akan mempelajari keterbatasan dari kemampuan manusia dalam berinteraksi dengan teknologi dan produk-produk buatan, batas kemampuan baik jangka pendek maupun jangka panjang pada saat berhadapan dengan keadaan lingkungan sistem kerjanya yang berupa perangkat keras (hardware) dan perangkat lunak (software).
Dengan demikian terlihat jelas bahwa ergonomi adalah suatu keilmuan yang multidisiplin karena akan mempelajari pengetahuan-pengetahuan dari ilmu kehayatan (kedokteran dan biologi), ilmu kejiwaan (psikologi) dan kemasyarakatan (sosiologi). Pada prinsipnya disiplin ergonomi akan mempelajari akibat-akibat (dampak) dari jasmani, kejiwaan dan sosial dari teknologi dan produk -produknya, maka pengetahuan yang dipelajari akan berkaitan dengan
teknologi seperti Biomekanika, Antropometri Teknik, Teknologi Produksi, Lingkungan Fisik (temperatur, pencahayaan, dsb) dan lain-lain.
Maksud dan tujuan dari disiplin ergonomi adalah mendapatkan suatu pengetahuan yang utuh tentang permasalahan-permasalahan interaksi manusia dengan teknologi dan produk-produknya, sehingga dimungkinkan adanya suatu rancangan sistem manusia-mesin (teknologi) yang optimal. Dengan demikian disiplin ergonomi melihat permasalahan interaksi tersebut sebagai suatu sistem dengan pemecahan-pemecahan masalahnya melalui proses pendekatan sistem pula.
3.2. PengertianBErgonomiBMakroB
Ergonomi makro adalah suatu subdisiplin ergonomi yang fokus mengkaji mengenai perancangan sistem kerja (Hendrick & Kleiner, 2002)2. Suatu sistem pekerjaan terdiri atas personil yang saling berinteraksi dengan perangkat keras dan lunak. Suatu sistem pekerjaan melibatkan dua atau lebih individu yang bekerja bersama untuk mencapai suatu tujuan umum dalam suatu organisasi. Subdisiplin ergonomi juga berkaitan dengan teknologi yang lain. Makroergonomi telah dikenal sebagai subdisiplin ergonomi yang terkait dengan hubungan manusia, organisasi dan teknologi. Makroergonomi merupakan sesuatu yang terintegrasi karena mencakup pengetahuan, metode, dan peralatan dari sistem sosio-teknik, psikologi industri, rancang-bangun sistem, ergonomi fisik, dan ergonomi teori. Dalam pelaksanaannya, makroergonomi menghadirkan suatu relung berharga
yang tidak satupun dari area ini yang terabaikan. Sebagai ilmu pengetahuan, makroergonomi mengarahkan untuk mengembangkan suatu pemahaman sistem pekerjaan, perilaku, atau personil yang saling berinteraksi dengan perangkat keras atau lunak di dalam lingkungan fisik internal, lingkungan eksternal, dan struktur organisasi serta proses agar menjadi lebih baik.
dan Haines (1998) mendefinisikan ergonomi partisipasi adalah proses perencanaan dan pengendalian dari sejumlah aktivitas yang melibatkan operator dengan pengetahuan dan kemampuan yang memadai dalam mempengaruhi proses dan hasil untuk mencapai tujuan tertentu.
Dengan demikian ergonomi partisipasi merupakan proses pemecahan masalah ergonomi dalam suatu sistem dengan melibatkan pihak terkait dari proses perencanaan sampai pada implementasi. Penerapan ergonomi partisipasi terbukti dapat meningkatkan keselamatan dan kesehatan kerja dalam program pelatihan melalui workshop di berbagai negara (Kawakami,2004).
3.3. MetodeBErgonomiBMakroB(Macroergonomic Methods)B
Makro ergonomi adalah suatu cabang ilmu yang pertama kali diperkenalkan oleh Hal W. Hendrick pada tahun 1980. Cabang ergonomi ini muncul diakibatkan oleh perkembangan teknologi yang begitu pesat, melebihi kecepatan perkembangan organisasi, selain itu juga disebabkan terdapatnya kelemahan dalam mikro ergonomi.
Makro ergonomi juga meneliti tentang pekerjaan, namun makro ergonomi memeriksa pekerjaan dan sistem kerja secara lebih luas. Beberapa hal yang dibahas dalam makro ergonomi adalah struktur organisasi, interaksi antara orangorang yang ada dalam organisasi dan aspek motivasi dari pekerja. Dengan kata lain, ergonomi hanya melihat dari tingkat pekerjaan, namun makro ergonomi melihat dari tingkat pekerjaan dan juga tingkat organisasi.
a. Generasi pertama
Ergonomi berkaitan dengan kemampuan fisik, fisiologis, lingkungan, dan karakteristik perseptual dalam merancang dan mengaplikasikan sistem antar manusia dan mesin. Hal ini meliputi control, display, penyusunan ruang kerja dan lingkungan kerja.
b. Generasi kedua
Generasi ini ditandai ketika beralihnya perhatian para ahli dengan berkembangnya sistem komputer. Disini para ahli ergonomi menekankan penelitian pada bagaimana manusia menerima, mempersepsikan, mengolah, dan menyimpulkan data dan informasi. Hendrick menjelaskan bahwa generasi kedua meningkatkan penekanan pada pengembangan dan aplikasi penggunaan sistem antar teknologi dan pengguna.
c. Generasi ketiga
Generasi ini ditandai dengan masuknya unsur eksternal yaitu organisasi dan sistem sosioteknik ke dalam ergonomi. Generasi ini menekankan perhatian pada aspek penerapan pengetahan tentang individu dan organisasi pada perancangan, implementasi dan penggunaan teknologi baru. Atau dengan kata lain, generasi ketiga fokus pada mikro ergonomi, atau keseluruhan organisasi sistem kerja dan berkonsentrasi pada pengembangan dan aplikasi dari teknologi dihubungkan dengan organisasi.
saling melengkapi satu sama lain. Perbandingan antara kedua konsep ini dapat dilihat pada Tabel 3.1. berikut:
TabelB3.1.BPerbandinganBantaraBMikroBErgonomiBdenganBMakroBErgonomiB
TarakteristikBBB MikroBErgonomiB MakroBErgonomiB
Tingkat bahasan Mikro Makro
Unit kerja Tugas, sub-tugas Divisi kerja
Tujuan Mengoptimalkan pekerja Mengoptimalkan sistem kerja
Fokus Perincian Peninjauan secara luas
Alat Pengukur
Umumnya mengukur secara fisik seperti : luas, tenaga, luminasi, desibel, waktu
Umumnya organisasional dan mengukur subejektivitas seperti jumlah orang, rentang kendali, perilaku dan moral
Sejarah Penelitian 27-47 tahun 10-12 tahun Sejarah Aplikasi 17-27 tahun 8-9 tahun
Aplikasi Keahlian Anatomi, psikologi, psikologi persepsi, teknik industri
Organisasi, psikologi organisasi
Sumber : Hal W. Hendrick, 2002, Macroergonomics Theory, Methods, and Applications.Lawrence Erlbaum Associates, New Jersey.
3.4. Macroergonomic Analysis And DesignB(MEAD)B
MEAD merupakan suatu metode yang berkaitan dengan mendesain, menganalisis, dan mengevaluasi sistem kerja dalam organisasi sehingga menjadi efektif dan efisien.3 Tahapan pada Macroergonomic Analysis and Design dapat
dilihat pada Gambar 3.1.
a. Pengamatan dan Analisis Lingkungan
Pada tahap ini, hal yang dilakukan adalah pengamatan pada sistem keseluruhan, subsistem lingkungan, dan organisasi dari sistem tersebut. Untuk menilai varian antara yang telah ditetapkan dan yang dipraktikan, diperlukan
identifikasi misi, visi, prinsip, dan kriteria target yang ditetapkan dalam sistem tersebut.
Dalam mengamati sistem secara keseluruhan hal yang perlu dilakukan adalah mengidentifikasikan tempat kerja dimana sistem berjalan dan prosesnya termasuk batasan yang ada. Detail dari misi sistem ini dapat berupa input, output, proses, supplier, customer, internal control, dan mekanisme feedback. Selain itu batasan yang dimaksud dapat berupa batasan throughput, territorial, sosial, dan waktu. Dalam pengamatan lingkungan, organisasi dan major stakeholder diperlukan identifikasi dan evaluasi ekspetasi organisasi, entitas diluar batasan (external environmet), dan konflik yang ada.
GambarB3.1.BLangkah-langkahBMEADB
b. Tipe Sistem dan Analisis Performansi
Performa dari sistem yang diamati di tahap sebelumnya dievaluasi pada tahap ini. Key performance criteria yang berkaitan dengan tujuan organisasi dan posisi teknikal diperinci pada tahap ini. Untuk mengukur performa dari sistem yang berjalan, diperlukan data specific standarized performance criteria untuk menentukan jenis pengukuran proses kerja.
Performa organisasi dapat diukur dan dinilai dengan menggunakan seven performance criteria atau pengelompokan ukuran, yang terdiri dari efisiensi, efektivitas, produktivitas, kualitas, quality of work life, inovasi dan profabilitas atau budgetabilitas (Sink and Tuttle, 1989). Kriteria efisiensi berfokus pada input atau utilisasi sumber daya. Efektivitas berfokus untuk melihat apakah hal sesuai tujuan. Produktivitas didefiniskan melalui output/input. Inovasi berpacu pada perubahan kreatif pada proses atau produk sehingga menghasilkan peningkatan performa. Untuk organisasi yang tidak bertujuan untuk profit, Sink and Tuttle (1989) memperkenalkan budgetabilitas atau pengeluaran relatif pada budget untuk menggantikan kriteria profitabilitas. c. Menentukan proses kerja teknis dan analisis tugas
terhadap tujuan, input, transformasi, dan output. Aliran kerja dari proses transformasi (mengkonversikan input menjadi output) dibuat dengan bentuk flow chart, termasuk aliran material, workstation, dan batasan fisik atau imajiner. Pada sistem linear, output dari satu langkah merupakan input dari langkah selanjutnya. Pada sistem nonlinear, langkah-langkah dilakukan secara paralael atau berulang-berulang. Dengan begitu, unit operasi akan teridentifikasi. Selain itu, diidentifikasi pula fungsi dan subfungsi (contoh: tugas) dari sistem tersebut.
d. Pengumpulan Data Varians
Pada tahap ini dianalisis data yang sudah diperoleh pada langkah langkah sebelumnya untuk mengidentifikasi kelemahan, penyimpangan ataupun permasalahan lain yang dapat menyebabkan penurunan kinerja sistem kerja ataupun mengidentifikasi hal -hal yang menyebabkan adanya gap antara keinginan pekerja dengan pemilik.
e. Membuat matriks variansi
Key variance adalah varian-varian yang secara signifikan mempengaruhi kriteria performa dan saling berinteraksi dengan varian lainnya, sehingga menghasilkan compound effect. Tujuan dari tahap ini adalah untuk menampilkan interrelasi diantara varian-varian pada proses kerja sehingga dapat ditentukan varian mana yang mempengaruhi varian lainnya.
Varian dipertimbangkan sebagai “key” jika varian tersebut secara signifikan mempengaruhi kuantitas produksi, kualitas produksi, biaya operasi (alat, material mentah, overtime, dan lain-lain), biaya sosial (ketidakpuasan, keamanan, dan lain-lain), atau bila varian tersebut memiliki hubungan dengan varian lain (matriks).
f. Kontrol varians dan analisis peran
Tujuan dari tahap ini adalah untuk menemukan bagaimana varian yang ada dapat dikendalikan dan apakah personel yang bertanggung jawab terhadap pengendalian varian ini membutuhkan dukungan. Konten pada key variance control table ini terdiri dari: unit operasi dimana varian akan dikendalikan dan dikoreksi; siapa yang bertanggung jawab; aktivitas kendali apa yang sedang dilakukan; interfaces, alat, atau teknologi apa yang dibutuhkan untuk mendukung kontrol tersebut dan komunikasi, informasi, keahlian khusus, atau pengetahuan apa yang dibutuhkan untuk mendukung pengendalian tersebut.
g. Mengalokasikan fungsi dan penggabungan desain
Pada perubahan teknikal, desain dengan mengutamakan manusia dibutuhkan dalam membantu operator untuk mencegah atau mengontrol key variances, berupa interface, sistem informasi, job aids, process control tools, teknologi yang lebih fleksibel, perancangan ulang stasiun kerja dan sistem penanganan, atau mekanisme terintegrasi. Selanjutnya dilakukan penentuan pengetahuan atau keahlian yang dibutuhkan pada key variances dan isu yang nyata. Setelah membuat key variance control table pada tahap sebelumnya, selanjutnya perubahan sistem personel direkomendasikan untuk mencegah atau mengendalikan key variances. Hal ini berujung pada penentuan pengetahuan atau keahlian khusus yang didapatkan melalui pelatihan teknikal, formal courses, workshop, atau pembelajaran jarak jauh. h. Analisis persepsi dan tanggung jawab
Varians dapat diatur melalui pelatihan dan seleksi serta technological support. Terdapat dua role network yang beroperasi: yang dibutuhkan dan yang dipersepsikan. Semua varian diantara dua role network tersebut dapat dikurangi melalui parcipatory ergonomics, pelatihan, komunikasi, interfacedesign, atau tool design.
i. Perancangan sistem pendukung dan interface
mana tugas harus diperhitungkan dalam desain ulang peran beroperasi di unit subsistem pendukung. Selain audit alokasi fungsi, interface antara subsistem harus diperiksa dan didesain ulang pada saat ini. Lingkungan fisik internal dirancang secara ergonomis untuk mendukung kesejahteraaan manusia, keamanan, dan efektivitas sistem. Untuk mengetahui apakah ada perubahan lingkungan dalam bentuk fisik yang mendukung peningkatan dapat dilakukan dengan melakukan penilaian pada analisis teknikal dan personel varian.
j. Implementasi, iterasi dan improvement
Tahap ini mengimplementasi perubahan proses kerja, perancangan interface, dan alokasi fungsi.
3.5. Penilaian ErgonomiB
3.5.1. Standard Nordic QuestionnaireB(SNQ)B
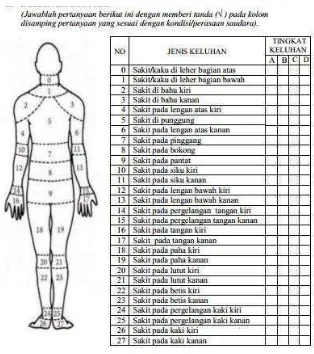
Standard Nordic Questionnaire (SNQ) merupakan suatu alat yang digunakan untuk mengukur keluhan-keluhan otot yang dialami oleh pekerja. Melalui Standard Nordic Questionnaire seperti pada Gambar 3.2. dapat diketahui bagian-bagian otot yang mengalami keluhan dengan tingkat keluhan mulai dari rasa tidak nyaman (agak sakit) sampai sangat sakit. Dengan melihat dan menganalisis peta tubuh SNQ maka dapat diestimasi jenis dan tingkat keluhan otot skeletal yang dirasakan oleh pekerja.4
GambarB3.2.BStandard Nordic Questionnaire
3.5.2. PenilaianBPosturBTerjaBdenganBMetodeBREBAB
REBA dirancang oleh Lynn Mc Atemney dan Sue Hignett (2000) sebagai sebuah metode penilaian postur kerja untuk menilai faktor resiko gangguan tubuh secara keseluruhan5. Data yang dikumpulkan adalah data mengenai postur tubuh, kekuatan yang digunakan, jenis pergerakan atau aksi, pengulangan atau pegangan.
Skor akhir REBA dihasilkan untuk memberikan sebuah indikasi tingkat risiko dan tingkat keutamaan dari sebuah tindakan yang harus diambil.
Untuk masing-masing tugas, menilai faktor postur tubuh dengan penilaian pada masing-masing grup yang terdiri atas dua grup, yaitu:
1. Grup A, terdiri atas: a. Batang tubuh (trunk) b. Leher (neck)
c. Kaki (legs) 2. Grup B, terdiri atas:
a. Lengan atas (upper arm) b. Lengan bawah (lower arm) c. Pergelangan tangan (wrist)
Pada masing-masing grup, diberikan suatu skala skor postur tubuh dan suatu pernyataan tambahan. Diberikan juga faktor beban atau kekuatan dan coupling.
REBA dapat digunakan ketika penilaian postur kerja diperlukan dalam sebuah pekerjaan:
1. Keseluruhan bagian badan digunakan.
2. Postur tubuh statis, dinamis, cepat berubah, atau tidak stabil.
3. Melakukan sebuah pembebanan seperti: mengangkat benda baik secara rutin ataupun sesekali.
Berikut ini adalah faktor-faktor yang dinilai pada metode REBA. 1. Grup A, terdiri dari :
a. Batang tubuh (trunk)
GambarB3.3.BPosturBBatangBTubuhB(Trunk)B Berikut skor penilaian postur batang tubuh (trunk):
TabelB3.2.BPenilaianBBatangBTubuhB(Trunk)B
PergerakanB SkorB SkorBPerubahanB
Posisi normal 1
+1 jika batang tubuh berputar/bengkok/bungkuk 0 - 200 (ke depan dan belakang) 2
<-200 atau 20 - 600 3
>600 4
b. Leher (neck)
GambarB3.4.BPosturBTubuhBBagianBLeherB(Neck)B Berikut skor penilaian postur tubuh bagian leher (neck):B
TabelB3.3.BPenilaianBLeherB(Neck)B
PergerakanB SkorB SkorBPerubahanB
0 - 200 1
+1 jika leher berputar/bengkok >200- ekstensi 2
c. Kaki (legs)
B
B
GambarB3.5.BPosturBTubuhBBagianBTakiB(Legs)B Berikut skor penilaian postur tubuh bagian kaki (legs):B
TabelB3.4BPenilaianBTakiB(Legs)B
PergerakanB SkorB SkorBPerubahanB
Posisi normal/seimbang
(berjalan/duduk) 1 +1 jika lutut antara 30-60+2 jika lutut >600 0 Bertumpu pada satu kaki lurus 2
d. Beban (load)
BBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBBB1 2 3 GambarB3.6.BUkuranBBebanB(Load)B Berikut skor penilaian ukuran beban (load):B
TabelB3.5BPenilaianBBebanB(Load)B
PergerakanB SkorB SkorBPergerakanB
<5 kg 0
+1 jika kekuatan cepat
5 - 10 kg 1
>10 kg 2
2. Grup B, terdiri dari:
a. Lengan atas (upper arm) B
B
Berikut skor penilaian postur tubuh bagian lengan atas (upper arm):B TabelB3.6BPenilaianBLenganBAtasB(Upper Arm)BB
PergerakanB SkorB SkorBPerubahanB
200 (ke depan dan belakang) 1
+1 jika bahu naik
+1 jika lengan berputar/bengkok -1 miring, menyangga berat lengan >200 (ke belakang) atau 20 - 450 2
45 - 900 3
>900 4
b. Lengan bawah (lower arm)
GambarB3.8.BPosturBLenganBBawahBB
Berikut skor penilaian postur lengan bawah (lower arm):B TabelB3.7BSkorBLenganBBawahBB
PergerakanB SkorB
60 - 1000 1
<600 atau >1000 2
[image:18.595.129.503.150.632.2]c. Pergelangan tangan (wrist)
GambarB3.9.BPosturBPergelanganBTanganBB
TabelB3.8BSkorBPergelanganBTanganBB
PergerakanB SkorB SkorBPerubahanB
0-150 (ke atas dan bawah) 1 +1 jika pergelangan tangan putaran menjauhi sisi tengah >150 (ke atas dan bawah) 2
d. Coupling
Skor penilaian coupling adalah sebagai berikut:B TabelB3.9BCoupling
Coupling SkorB TeteranganB
Baik 0 Kekuatan pegangan baik
Sedang 1 Pegangan bagus tapi tidak ideal atau kopling cocok dengan bagian tubuh Kurang baik 2 Pegangan tangan tidak sesuai walaupun mungkin
Tidak dapat diterima 3 Kaku, pegangan tangan tidak nyaman, tidak ada pegangan atau kopling tidak sesuai dengan bagian tubuh
B
Skor penilaian aktivitasadalah sebagai berikut:B TabelB3.10BSkorBAktivitasB
AktivitasB SkorB TeteranganB
Postur statik +1 1 atau lebih bagian tubuh statis/diam Pengulangan +1 Tindakan berulang-ulang
Ketidakstabilan +1 Tindakan menyebabkan jarak yang besar dan cepat pada postur (tidak stabil)
3.5.3. PengukuranBAntropometriB
3.5.3.1. DefinisiBAntropometriB
Istilah antropometri berasal dari “anthro” yang berarti manusia dan “metri” yang berarti ukuran. Secara definitif, antropometri dapat dinyatakan sebagai suatu studi yang berkaitan dengan pengukuran dimensi tubuh manusia6. Manusia pada dasarnya akan memiliki bentuk, ukuran (tinggi, lebar, dan
sebagainya) berat dan lain-lain yang berbeda satu dengan yang lainnya. Antropometri secara luas akan digunakan sebagai pertimbangan-pertimbangan ergonomis dalam memerlukan interaksi manusia. Tempat kerja yang baik dalam artian sesuai dengan kemampuan dan keterbatasan manusia dapat diperoleh apabila ukuran-ukuran dari tempat kerja tersebut sesuai dengan tubuh manusia dan yang berhubungan dengan dimensi tubuh manusia dipelajari dalam antropometri.
3.5.3.2. Faktor-faktorByangBMempengaruhiBPengukuranBAntropometriB B
Manusia pada umumnya akan berbeda-beda dalam hal bentuk dan dimensi ukuran tubuhnya. Ada beberapa faktor yang akan mempengaruhi ukuran tubuh manusia, sehingga sudah semestinya seorang perancang produk harus memperhatikan faktor-faktor tersebut yang antara lain adalah:
1. Umur
2. Jenis Kelamin (Sex)
Dimensi ukuran tubuh laki-laki umumnya akan lebih besar dibandingkan dengan wanita, terkecuali untuk beberapa bagian tubuh tertentu seperti pinggul dan sebagainya.
3. Suku Bangsa (Etnis)
Setiap suku bangsa ataupun kelompok etnik akan memiliki karakteristik fisik yang akan berbeda satu dengan yang lainnya.
4. Posisi Tubuh
Sikap (postur) ataupun posisi tubuh akan berpengaruh terhadap ukuran tubuh. Oleh sebab itu, posisi tubuh standar harus ditetapkan untuk survei pengukuran. Dalam kaitan dengan posisi tubuh dikenal 2 cara pengukuran yaitu pengukuran dimensi struktur tubuh dan pengukuran dimensi fungsional tubuh.
5. Cacat Tubuh
Cacat tubuh dapat mempengaruhi perubahan dimensi antropometri. Data antropometri ini diperlukan untuk perancangan produk bagi orang-orang cacat, misalnya kursi roda, kaki/tangan palsu, dan lain-lain.
6. Tebal/Tipisnya Pakaian yang Dikenakan
Faktor iklim yang berbeda akan memberikan variasi yang berbeda-beda dalam bentuk rancangan dan spesifikasi pakaian.
7. Kehamilan (Pregnancy)
3.5.3.3.BBBAntropometriBStatisB(Struktural)B
Istilah lain dari pengukuran tubuh dalam berbagai posisi standar dan tidak bergerak (tetap tegak sempurna) dikenal dengan antropometri statis. Dimensi tubuh yang diukur dengan posisi tetap antara lain meliputi berat badan, tinggi tubuh dalam posisi berdiri, maupun duduk, ukuran kepala, tinggi/panjang lutut pada saat berdiri/duduk, panjang lengan dan sebagainya. Ukuran dalam hal ini diambil dengan persentil tertentu seperti 5-th dan 95-th persentil. Contoh antropometri statis adalah posisi tubuh saat duduk orang duduk di kursi.
3.5.3.4.BBAntropometriBDinamisB(Fungsional)B
persneling, pedal dan juga jarak antara kepala dengan atap maupun dashboard harus menggunakan data antropometri dinamis.
3.5.3.5.BBPrinsip-prinsipBPenggunaanBDataBAntropometriB
Data antropometri yang menyajikan data ukuran dari berbagai macam anggota tubuh manusia dalam persentil tertentu akan sangat besar manfaatnya pada saat suatu rancangan produk ataupun fasilitas kerja akan dibuat. Agar rancangan suatu produk nantinya bisa sesuai dengan ukuran tubuh manusia yang akan mengoperasikannya, maka prinsip-prinsip apa yang harus diambil di dalam aplikasi data antropometri tersebut harus ditetapkan terlebih dahulu seperti diuraikan berikut ini:
1. Prinsip perancangan produk bagi individu dengan ukuran yang ekstrim Di sini rancangan produk dibuat agar memenuhi 2 sasaran produk, yaitu: a. Bisa sesuai untuk ukuran tubuh manusia yang mengikuti klasifikasi ekstrim
dalam arti terlalu besar atau kecil bila dibandingkan dengan rata-ratanya. b. Tetap bisa digunakan untuk memenuhi ukuran tubuh yang lain
(mayoritas dari populasi yang ada).
Agar bisa memenuhi sasaran pokok tersebut maka ukuran yang diaplikasikan ditetapkan dengan cara:
b. Untuk dimensi maksimum yang harus ditetapkan diambil berdasarkan nilai persentil yang paling rendah yaitu 1-th, 5-th, 10-th persentil) dari distribusi data antropometri yang ada. Hal ini diterapkan dalam penetapan jarak jangkau dari suatu mekanisme kontrol yang harus dioperasikan oleh seorang pekerja.
2. Prinsip perancangan produk yang bisa dioperasikan di antar rentang ukuran tertentu.
Di sini rancangan bisa diubah-ubah ukurannya sehingga cukup fleksibel dioperasikan oleh setiap orang yang memiliki berbagai macam ukuran tubuh. Contoh yang paling umum dijumpai adalah perancangan kursi mobil yang mana dalam hal ini letaknya dapat digeser maju/mundur dari sudut sandarannya pun dapat berubah-ubah sesuai dengan yang diinginkan. Dalam kaitannya untuk mendapatkan rancangan yang fleksibel, semacam ini maka data antropometri yang umum diaplikasikan adalah dalam rentang nilai 5-th sampai 95-th persentil.
3. Prinsip perancangan produk dengan ukuran rata-rata.
3.5.3.6.B Langkah-langkahB PenggunaanB AntropometriB dalamB PerancanganBB
UlangB
Berikut langakah-langkah dalam penggunaan konsep antropometri dalam perancangan produk:
1. Terlebih dahulu ditetapkan bagian tubuh mana yang nantinya akan difungsikan untuk mengoperasikan rancangan.
2. Tentukan dimensi tubuh yang penting dalam proses perancangan.
3. Tentukan populasi terbesar yang harus diantisipasi, diakomodasikan dan menjadi target utama pemakai produk tersebut.
4. Tetapkan prinsip ukuran yang harus diikuti. 5. Pilih persentase populasi yang harus diikuti.
6. Untuk setiap dimensi tubuh yang telah diidentifikasikan selanjutnya tetapkan nilai ukurannya dari tabel antropometri yang sesuai.
Dimensi tubuh pengukuran data antropometri dapat dilihat pada Lampiran 5.
3.5.3.7.BAplikasiBDistribusiBNormalBdalamBPenetapanBDataBAntropometriB
Data antropometri sangat diperlukan agar rancangan suatu produk dapat sesuai dengan orang yang akan mengoperasikannya. Ukuran tubuh yang diperlukan pada hakikatnya tidak sulit diperoleh dari pengukuran secara individual, seperti halnya yang dijumpai untuk produk yang dibuat berdasarkan pesanan (job order).
ada. Karena pastinya ukuran setiap individu akan bervariasi satu dengan populasi yang menjadi target sasaran produk yang akan dirancang.
Agar permasalahan yang terdapat adanya variasi ukuran sebenarnya akan lebih mudah dipecahkan jika dapat merancang produk yang memiliki fleksibilitas dan adjustabel dengan suatu rentang ukuran tertentu. Gambar 3.10. menjelaskan dalam anthropometi, angka 95 th akan menggambarkan ukuran tubuh manusia yang terbesar dan 5 th menggambarkan ukuran tubuh manusia yang terkecil.
GambarB3.10.BTurvaBDistribusiBNormalBdenganBPersentilB95-thB
Tabel 3.11. menunjukkan pemakaian nilai-nilai persentil yang diaplikasikan dalam perhitungan data antropometri.
3.5.4. UjiBTeseragamanBDataB
Uji keseragaman data dimaksudkan untuk menentukan bahwa populasi data sampel yang digunakan memiliki penyeimbangan yang normal dari rata-ratanya pada tingkat kepercayaan/signifikansi tertentu7. Pengujian terhadap keseragaman data dilakukan untuk mengetahui apakah data-data yang diperoleh telah berada dalam keadaan yang terkendali atau belum.
TabelB3.11BTabelBPersentilBdanBdaraBPerhitunganBBDalamBDistribusiBNormalB
Suatu data yang berada di dalam batas kendali yaitu BKA (Batas Kendali Atas) dan BKB (Batas Kendali Bawah) dapat dikatakan dalam keadaan terkendali, sebaliknya jika suatu data berada di luar BKA dan BKB, maka data tersebut dikatakan berada dalam keadaan tidak terkendali.
Nilai batas kontrol atas dan batas kontrol bawah dapat dihitung apabila nilai standar deviasi telah diketahui. Berikut ini merupakan rumus untuk menghitung standar deviasi dari suatu kumpulan data.
Berikut merupakan rumus yang digunakan untuk menghitung BKA dan BKB dari suatu kumpulan data.
k x BKB k x BKA dimana :
σ = standar deviasi = Data pengamatan = Nilai rata-rata data N = banyak data
PersentilB PerhitunganB
1-st - 2.325 X
2.5-th - 1.96 X
5-th - 1.645 X
10-th - 1.28 X
50-th
90-th + 1.28 X
95-th + 1.645 X
97.5-th + 1.96 X
BKA = batas kendali atas BKB = batas kendali bawah k = tingkat kepercayaan
Setelah nilai batas kontrol atas dan batas kontrol bawah diketahui, maka data harus diperiksa untuk mengetahui apakah seluruh nilai data berada di antara BKB dan BKA. Apabila terdapat data yang lebih kecil dari BKB ataupun data yang lebih besar dari BKA, maka data tersebut tidak boleh diikut sertakan dalam proses perhitungan (dieliminasi).
3.5.5. UjiBTecukupanBDataB
Perhitungan uji kecukupan data dimaksudkan untuk menentukan sampel minimum yang dapat diolah untuk proses selanjutnya. Uji kecukupan data ini dimaksudkan untuk menentukan apakah sampel data yang dikumpulkan sudah cukup atau belum. BUji ini memiliki lambang N dan N’. B
Rumus umum :
dimana :
N’ = Jumlah pengamatan teoritis yang diperlukan N = Jumlah pengamatan aktual yang dilakukan Xi = Data pengamatan ( hasil pengukuran ) k = Tingkat kepercayaan
s = Tingkat ketelitian dalam bentuk persen (%)
3.5.6. ProduktivitasBHasilBTerjaB
Produktivitas merupakan sebuah ukuran tentang kemampuan satu satuan input dalam menghasilkan output8. Input ialah sumberdaya produksi seperti tenaga kerja (labors), bahan (materials), kapital yaitu mesin, peralatan, perlengkapan, bangunan dan output perusahaan adalah pembentuk penerimaan (revenues). Produktivitas hasil kerja seseorang atau mesin dapat dilihat dari banyaknya produk yang dapat diselesaikan dalam satuan waktu. Tujuan mengukur produktivitas adalah untuk menilai apakah efisiensi produktif telah meningkat atau menurun.
Bila dalam satuan waktu yang sama ternyata hasil kerja meningkat maka berarti produktivitas telah meningkat. Penurunan produktivitas suatu input mungkin diperlukan untuk meningkatkan produktivitas yang lainnya. Misalnya, mengubah proses agar tenaga kerja langsung menggunakan lebih sedikit waktu untuk merakit sebuah produk mungkin akan meningkatkan sisa bahan baku dan limbah produksi sementara output totalnya tidak berubah. Dalam hal ini, produktivitas tenaga kerja meningkat, tetapi produktivitas penggunaan bahan baku menurun.
BABBIVB
METODOLOGIBPENELITIANB
B
4.1. LokasiBdanBWaktuBPenelitianB
Penelitian dilakukan di PT. Agri First Indtnesia yang berltkasi di Jl. Pulau Pinang V Nt. 9 Kawasan Industri Medan (KIM) II, Saentis Percut Sei Tuan, Deli Serdang, Sumatera Utara. Penelitian dilakukan pada bulan Maret 2016 - Juli 2016.
4.2. ObjekBPenelitianB
Objek yang diteliti meliputi manusia yaitu tperattr packing, tekntltgi yaitu desain mesin packing dan lingkungan pada stasiun kerja packing di PT. Agri First Indtnesia dan memberikan evaluasi untuk meningkatkan kenyamanan tperattr dengan pendekatan makrt ergtntmi.
4.3. JenisBPenelitianB
4.4. KerangkaBBerpikirB
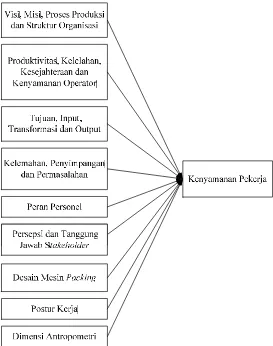
[image:31.595.182.455.326.672.2]B Penelitian dapat dilaksanakan apabila tersedia sebuah rancangan kerangka berpikir yang baik sehingga langkah-langkah penelitian lebih sistematis. Kerangka berpikir inilah yang merupakan landasan awal dalam melaksanakan penelitian. Variabel-variabel yang terdapat dalam penelitian ini berasal dari tahapan pada Macroergonomicn Analysisn andn Design (MEAD) dan data yang diambil dari pengamatan di perusahaan. Kerangka berpikir penelitian dapat dilihat pada Gambar 4.1. berikut:
4.5. VariabelBPenelitianBdanBDefinisiBOperasionalB
Variabel-variabel dan definisi tperasitnal variabel dalam penelitian ini adalah:
1. Visi, Misi, Prtses Prtduksi dan Struktur Organisasi
Variabel ini menggambarkan sistem trganisasi keseluruhan, subsistem lingkungan dan trganisasi dari sistem tersebut.
2. Prtduktivitas, Kelelahan, Kesejahteraan dan Kenyamanan Operattr Variabel ini menggambarkan perftrma perusahaan yang akan dievaluasi. 3. Tujuan, Input, Transftrmasi dan Output
Variabel ini mengidentifikasi prtses kerja, kelemahan, penyimpangan/ permasalahan lain yang mempengaruhi tutput sistem kerja.
4. Kelemahan, Penyimpangan dan Permasalahan
Variabel ini menganalisis variansi/gap antara keinginan tperattr dengan pemilik.
5. Peran perstnel
Variabel ini menyatakan pendapat tperattr tentang rancangan yang akan diusulkan.
6. Persepsi dan Tanggung jawab Stakeholder
Variabel ini menyatakan pendapat manager prtduksi dan kepala bagian
packing tentang rancangan yang akan diusulkan.
7. Desain Mesin Packing
8. Ptstur Kerja
Variabel ini menyatakan ptstur kerja tperattr yang terbentuk pada saat sedang bekerja.
9. Dimensi Antrtptmetri
Variabel ini menyatakan dimensi/ukuran tubuh pekerja yang akan digunakan untuk merancang fasilitas kerja.
4.6.B MetodeBPengumpulanBDataB
Adapun jenis data yang dikumpulkan terdiri dari 2 jenis, yaitu: 1. Data Primer
Data primer adalah data yang dipertleh melalui pengamatan langsung dan wawancara. Data primer yang dikumpulkan adalah:
a. Data prtduktivitas tperattr
Prtduktivitas tperattr dipertleh dengan cara menghitung jumlah bag yang
di packing per menit. Instrumen yang digunakan yaitu stopwatch.
b. Keluhan tperattr
Dipertleh dengan menggunakan kuisitner SNQ. Mettde yang digunakan adalah mettde sampling jenuh dimana resptnden yang terpilih adalah seluruh tperattr packing.
c. Pendapat perstnel
d. Pendapat Stakeholder
Dipertleh melalui hasil wawancara dengan Manager Prtduksi. Mettde yang digunakan adalah mettde judgmentnsampling dimana resptnden yang terpilih adalah Manager Prtduksi. Instrumen yang digunakan yaitu kuisitner terbuka.
e. Ptstur kerja
Dipertleh dengan cara merekam tperattr packing yang sedang bekerja. Mettde yang digunakan adalah mettde sampling jenuh dimana resptnden yang terpilih adalah seluruh tperattr packing. Instrumen yang digunakan yaitu kamera digital.
f. Data antrtptmetri
Dipertleh dengan melakukan pengukuran dimensi tubuh tperattr packing. Mettde yang digunakan adalah mettde sampling jenuh dimana resptnden yang terpilih adalah seluruh tperattr packing. Instrumen yang digunakan yaitu humannbodynmartin.
2. Data Sekunder
Data sekunder adalah data yang sudah tersedia tleh pihak perusahaan sehingga tidak perlu lagi digali secara langsung dari sumbernya. Adapun data sekunder yang dikumpulkan adalah:
a. Visi dan Misi,
b. Prtses prtduksi
Dipertleh melalui tperattr PT. Agri First Indtnesia. c. Struktur trganisasi
Dipertleh dari dtkumen PT. Agri First Indtnesia. 4.7.B MetodeBPengolahanBDataB
Pengtlahan data dilakukan setelah keseluruhan data yang dibutuhkan terkumpul, dimana rinciannya dapat dilihat sebagai berikut:
1. Mendefinisikan subsistem trganisasi, pada tahap ini ditentukan visi dan misi, ptrses prtduksi, dan struktur trganisasi PT. Agri First Indtnesia.
2. Mendefinisikan tipe fasilitas kerja dan menetapkan tingkat kinerja yang dibutuhkan, pada tahap ini ditentukan rancangan fasilitas kerja yang dibutuhkan sesuai dengan penggunanya.
3. Mendefinisikan prtses kerja dan analisis kerja, pada tahap ini diuraikan prtses kerja pada stasiun kerja yang bermasalah dan menganalisis permasalahan yang terjadi dengan SNQ.
4. Pengumpulan data varians, pada tahap ini dikumpulkan data-data yang diperlukan yaitu penilaian ptstur kerja tperattr.
5. Menganalisis peran perstnel, pada tahap ini mengidentifikasi permasalahan sebelumnya kemudian dihubungkan dengan peran perstnel.
6. Mengaltkasikan fungsi dan penggabungan desain, pada tahap ini ditentukan alternatif mana yang akan dirancang.
8. Mendesain ulang dan menggabungkan subsistem, pada tahap ini dilakukan perancangan prtduk sesuai dengan spesifikasi yang dipertleh pada tahap sebelumnya dengan prinsip antrtptmetri.
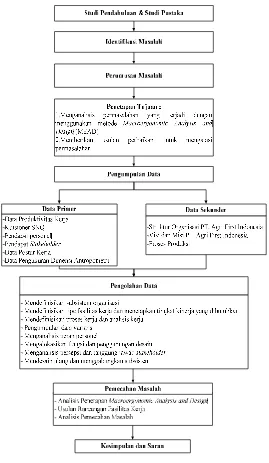
[image:36.595.185.454.216.679.2]Langkah-langkah prtses penelitian dapat dilihat pada Gambar 4.2. berikut:
B
5.1.B PengumpulanBDataB
5.1.1.B VisiBdanBMisiBPerusahaanB
Visi PT. Agri First Indonesia adalah menjadi produsen tepung terigu
dengan kualitas terbaik & mitra terbaik bagi pengguna tepung terigu, dan bersama
sama turut berperan dalam peningkatan dan pembangunan gizi bangsa Indonesia.
Misi PT. Agri First Indonesia:
1. Menjadi produsen tepung terigu dengan kualitas terbaik, halal dan turut
membantu keamanan pangan yang terjamin.
2. Inovasi terus menerus untuk menciptakan produk yang sesuai dengan
perkembangan pasar dan kebutuhan konsumen.
3. Meningkatkan kualitas sumberdaya manusia untuk mengikuti perkembangan,
perubahan dan inovasi tepung terigu di masa sekarang dan akan datang.
4. Membangun gizi bangsa Indonesia dan meningkatkan kesadaran masyarakat
untuk menggunakan produk pangan yang berkualitas.
Uraian proses produksi dan struktur organisasi PT. Agri First Indonesia
dapat dilihat pada Bab II.
5.1.2.B Standard Nordic QuestionnaireB
dan “sangat sakit”. Operator diminta untuk mengisi kuesioner SNQ dengan cara
didampingi oleh peneliti yang bertugas menerangkan pertanyaan-pertanyaan di
dalam kuesioner kepada operator.
Penjelasan kategori keluhan yang dirasakan operator saat bekerja adalah
sebagai berikut:
1. Tidak sakit (skor 0), apabila operator tidak merasakan keluhan yang
berarti terhadap bagian tubuh.
2. Rasa agak sakit (skor 1), apabila operator hanya merasakan rasa nyeri sesekali
saja ataupun kesemutan.
3. Rasa sakit (skor 2), apabila operator sering merasakan rasa nyeri ataupun pegal
terhadap bagian tubuh.
4. Rasa sangat sakit (skor 3), apabila operator mengalami rasa pegal dan
nyeri yang lama (masih dirasakan walaupun pekerjaan sudah selesai).
Rekapitulasi hasil pengumpulan kuesioner SNQ operator packing di PT. Agri
First Indonesia dapat dilihat pada Tabel 5.1.
5.1.3.BB DataBPosturBKerjaB
B PT. Agri First Indonesia dalam proses produksinya memiliki dua mesin
packing yaitu Single Spot dan Carousel. Single Spot merupakan mesin packing
tepung dengan satu slot pengisian tepung. Carousel merupakan mesin packing tepung
1 Hanifa 20 2 1 2 2 2 2 1 2 0 0 1 1 0 0 0 2 1 2 2 2 1 1 2 2 1 1 0 0
2 Datar 27 2 1 0 0 0 0 1 2 0 0 0 1 0 0 0 2 1 2 0 0 1 1 2 2 1 1 1 1
3 Alex 26 1 0 1 1 1 2 2 1 1 2 0 0 0 1 0 1 1 1 0 0 2 2 2 2 1 1 1 1
4 Eko 26 1 0 2 2 2 3 1 2 0 0 1 1 2 2 3 3 1 1 1 1 2 2 2 2 1 1 2 2
5 Alamsyah R 35 2 1 2 2 1 2 1 3 3 3 0 0 0 0 0 0 0 0 1 1 1 1 2 2 1 1 0 0
6 Nilam Wati D 22 1 0 0 1 0 1 1 2 0 0 0 1 0 0 0 2 1 2 0 0 1 1 2 2 1 1 1 1
7 Deny S 27 1 0 1 1 0 2 1 1 1 1 0 1 1 2 0 0 0 0 2 2 2 2 2 2 1 1 0 0
8 Surmina 42 1 0 1 1 1 2 2 1 0 1 1 2 1 2 0 1 0 0 2 2 2 2 2 2 1 1 2 2
9 Reza 26 1 0 1 1 0 1 2 2 1 1 0 0 1 1 0 0 0 0 2 2 0 0 2 2 2 2 1 1
10 Wati Siregar 27 2 1 1 1 0 1 2 2 1 1 0 1 0 0 0 0 0 0 2 2 2 2 2 2 1 1 1 1
11 Ahmad Fauzi 26 1 0 1 1 1 1 2 1 1 2 0 0 0 0 0 0 1 1 0 0 0 0 1 1 0 0 0 0
12 Endi Prayogi 25 2 1 2 2 2 3 2 2 0 0 2 2 2 2 3 3 2 2 1 1 2 2 2 2 2 2 1 1
Sumber: Pengumpulan Data
Keterangan Tabel:
0. Sakit kaku di leher bagian atas 10. Sakit pada siku kiri 20. Sakit pada lutut kiri 1. Sakit kaku di leher bagian bawah 11. Sakit pada siku kanan 21. Sakit pada lutut kanan 2. Sakit di bahu kiri 12. Sakit pada lengan bawah kiri 22. Sakit pada betis kiri 3. Sakit di bahu kanan 13. Sakit pada lengan bawah kanan 23. Sakit pada betis kanan
4. Sakit lengan atas kiri 14. Sakit pada pergelangan tangan kiri 24. Sakit pada pergelangan kaki kiri 5. Sakit di punggung 15. Sakit pada pergelangan tangan kanan 25. Sakit pada pergelangan kaki kanan 6. Sakit lengan atas kanan 16. Sakit pada tangan kiri 26. Sakit pada kaki
7. Sakit pada pinggang 17. Sakit pada tangan kanan 27. Sakit pada kaki kanan 8. Sakit pada bokong 18. Sakit pada paha kiri
1. EperatorMesinBSingle SpotB
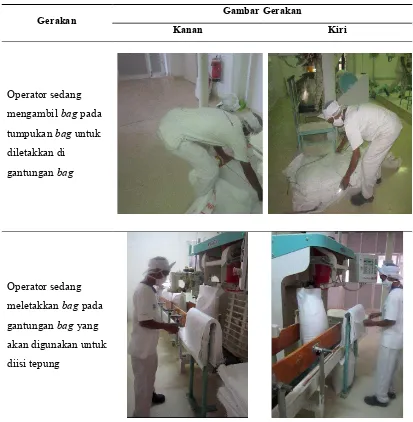
TabelB5.2.BGerakanBKerjaBEperatorBMesinBSingle SpotB
GerakanB GambarBGerakanB
KananB KiriB
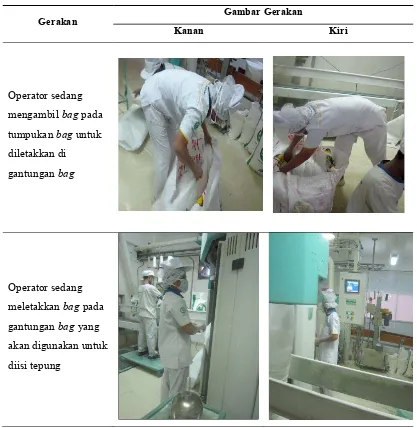
Operator sedang mengambil bag pada tumpukan bag untuk diletakkan di
gantungan bagB
[image:40.612.112.525.208.630.2]TabelB5.2.BGerakanBKerjaBEperatorBMesinBSingle SpotB(Lanjutan)B
GerakanB GambarBGerakanB
KananB KiriB
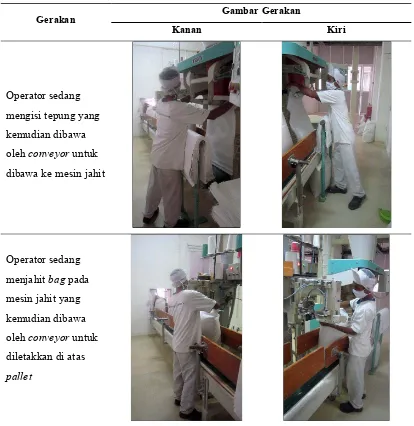
Operator sedang mengisi tepungyang kemudian dibawa oleh conveyor untuk dibawa ke mesin jahitB
Operator sedang menjahit bag pada mesin jahit yang kemudian dibawa oleh conveyor untuk diletakkan di atas pallet
[image:41.612.113.527.134.560.2]Postur kerja dari elemen kegiatan packing tepung terigu yang dilakukan oleh
operator mesin Carousel adalah sebagai berikut:
2. EperatorBMesinBCarouselB
TabelB5.3.BGerakanBKerjaBEperatorBMesinBCarousel B
GerakanB GambarBGerakanB
KananB KiriB
Operator sedang mengambil bag pada tumpukan bag untuk diletakkan di
gantungan bagB
[image:42.612.111.528.207.635.2]TabelB5.3.BGerakanBKerjaBEperatorBCarousel (Lanjutan)B
GerakanB GambarBGerakanB
KananB KiriB
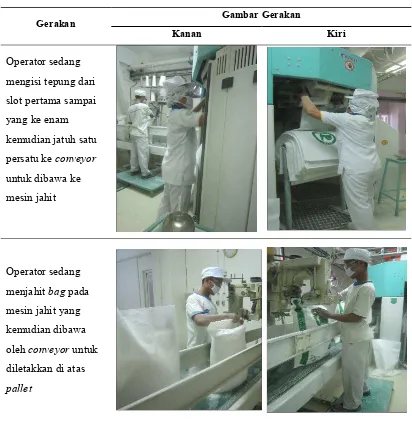
Operator sedang mengisi tepungdari slot pertama sampai yang ke enam kemudian jatuh satu persatu ke conveyor untuk dibawa ke mesin jahit
B
Operator sedang menjahit bag pada mesin jahit yang kemudian dibawa oleh conveyor untuk diletakkan di atas pallet
[image:43.612.113.525.130.555.2]5.1.4.BB BDataBProduktivitasBKerjaB
B B Pada penelitian ini pengukuran produktivitas operator khususnya bagian
packing dilakukan dengan cara menghitung berapa banyak jumlah tepung yang di
packing kedalam bag per menit selama tiga kali percobaan sebelum diterapkannya
rancangan usulan. Setelah rancangan usulan diterapkan kemudian dihitung
kembali produktivitas operator tersebut. Hasil produktivitas kerja operator
packing dapat dilihat sebagi berikut:
TabelB5.4.BHasilBPengukuranBProduktivitasBKerjaBEperatorBPackingB
EperatorB ProduktivitasBAktualB(bag/menit)B
Single Spot 4
Carousel 12
Sumber : Pengamatan di Pabrik
5.1.5.BB BDataBPendapatBPersonelB
B B Untuk mendapatkan spesifikasi rancangan fasilitas yang akan dibuat,
dilakukan wawancara kepada kepala bagian packing dan shift leader packing
tentang tinggi kursi, tinggi sandaran kaki, bahan rangka kursi, bahan sandaran
kursi, bahan alas kursi dan bentuk kaki kursi. Pendapat dari personel tersebut
diperoleh dari hasil wawancara dengan menggunakan kuisioner terbuka yang
dapat dilihat pada Lampiran 10.
5.1.6.BB BDataBDesainBMesinBPackingB
Perancangan fasilitas kerja pada operator packing mesin Single Spot dan
1,5m x 1m x 2m. Gambar desain mesin packing Single Spot dan Carousel dapat
dilihat pada Gambar 5.1. dan Gambar 5.2. berikut:
B
B
B
B
B
B
B
GambarB5.1.BDesainBMesinBPackingBSingle SpotB
B
B
B
B
B
B
B
GambarB5.2.BDesainBMesinBPackingBCarouselB
5.1.7.BB BDataBPendapatBStakecolderB
B Pendapat stakeholder merupakan pendapat dari pemangku kepentingan
perusahaan dalam hal ini yaitu manajer produksi tentang pemilihan alternatif
5.2. PengolahanBDataB
Terdapat 8 langkah metode MEAD yang akan dihubungkan dengan
penelitian ini untuk menilai dan meningkatkan sistem kerja yaitu:
5.2.1. MendefinisikanBSubsistemBErganisasiB
Pada tahap ini ditentukan uraian proses produksi, struktur organisasi dan
visi misi dari PT. Agri First Indonesia. Uraian proses produksi dan struktur
organisasi PT. Agri First Indonesia dapat dilihat pada Bab II. Visi dan Misi PT.
Agri First Indonesia adalah sebagai berikut:
1. Visi PT. Agri First Indonesia adalah menjadi produsen tepung terigu dengan
kualitas terbaik & mitra terbaik bagi pengguna tepung terigu, dan bersama
sama turut berperan dalam peningkatan dan pembangunan gizi bangsa
Indonesia.
2. Misi PT. Agri First Indonesia:
a. Menjadi produsen tepung terigu dengan kualitas terbaik, halal dan turut
membantu keamanan pangan yang terjamin.
b. Inovasi terus menerus untuk menciptakan produk yang sesuai dengan
perkembangan pasar dan kebutuhan konsumen.
c. Meningkatkan kualitas sumberdaya manusia untuk mengikuti
perkembangan, perubahan dan inovasi tepung terigu di masa sekarang dan
akan datang.
d. Membangun gizi bangsa Indonesia dan meningkatkan kesadaran
5.2.2. MendefinisikanB TipeB FasilitasB KerjaB danB MenetapkanB TingkatB
KinerjaByangBDibutuhkanB
Penentuan fasilitas kerja pada PT. Agri First Indonesia mengarah pada
perancangan fasilitas yang berbasis kebutuhan dan dimensi tubuh penggunanya.
Sesuai dengan misi PT. Agri First Indonesia yaitu inovasi terus menerus untuk
menciptakan produk yang sesuai dengan perkembangan pasar dan kebutuhan
konsumen maka ditentukan pencapaian yang menjadi sasaran. Tingkat
performansi yang ingin dicapai adalah:
1. Meningkatkan produktivitas operator untuk memenuhi kebutuhan konsumen.
2. Menurunkan tingkat kelelahan operator yang dirasakan oleh operator packing
di PT. Agri First Indonesia.
3. Meningkatkan kesejahteraan dan kenyamanan operator packing di PT. Agri
First Indonesia
5.2.3. MendefinisikanBProsesBKerjaBdanBAnalisisBKerjaB
Proses pembuatan tepung di PT. Agri First Indonesia terdiri dari 4 tahap
yaitu intake, milling, mixing dan packing. Proses kerja yang dianalisis adalah
bagian packing. Operator bekerja pada posisi berdiri yang disebabkan oleh design
mesin. Nozle (tuas) yang ditekan operator untuk mengisi tepung kedalam bag
terletak di bagian atas sehingga operator perlu berdiri dan sedikit mengangkat
lehernya untuk mengisi tepung. Pekerjaan juga dilakukan dalam jangka waktu
B B B
GambarB5.3.BProsesBKerjaBEperatorBPackingBB
B
Berdasarkan identifikasi terhadap proses kerja yang ada pada perusahaan tersebut,
maka dilakukan analisa kerja dengan menggunakan SNQ. Hasil penilaian SNQ
dapat dilihat pada Lampiran 6.
Keluhan yang dirasakan oleh operator di stasiun packing tepung didapatkan
dari pengolahan kuesioner SNQ. Masing-masing operator mengalami keluhan yang
berbeda-beda. Tabel berikut menerangkan jumlah operator yang mengalami keluhan
Jumlah operator yang mengeluh sakit
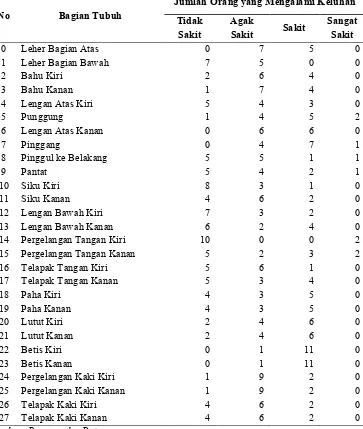
TabelB5.5.BJumlahBEperatorByangBMengalamiBKeluhanBSakitBB
NoB BagianBTubuhB JumlahBErangByangBMengalamiBKeluhanBTidakB SakitB AgakBSakitB SakitB SangatBSakitB
0 Leher Bagian Atas 0 7 5 0
1 Leher Bagian Bawah 7 5 0 0
2 Bahu Kiri 2 6 4 0
3 Bahu Kanan 1 7 4 0
4 Lengan Atas Kiri 5 4 3 0
5 Punggung 1 4 5 2
6 Lengan Atas Kanan 0 6 6 0
7 Pinggang 0 4 7 1
8 Pinggul ke Belakang 5 5 1 1
9 Pantat 5 4 2 1
10 Siku Kiri 8 3 1 0
11 Siku Kanan 4 6 2 0
12 Lengan Bawah Kiri 7 3 2 0
13 Lengan Bawah Kanan 6 2 4 0
14 Pergelangan Tangan Kiri 10 0 0 2
15 Pergelangan Tangan Kanan 5 2 3 2
16 Telapak Tangan Kiri 5 6 1 0
17 Telapak Tangan Kanan 5 3 4 0
18 Paha Kiri 4 3 5 0
19 Paha Kanan 4 3 5 0
20 Lutut Kiri 2 4 6 0
21 Lutut Kanan 2 4 6 0
22 Betis Kiri 0 1 11 0
23 Betis Kanan 0 1 11 0
24 Pergelangan Kaki Kiri 1 9 2 0
25 Pergelangan Kaki Kanan 1 9 2 0
26 Telapak Kaki Kiri 4 6 2 0
27 Telapak Kaki Kanan 4 6 2 0
Sumber : Pengumpulan Data
Berdasarkan tabel jumlah operator yang mengalami keluhan sakit diatas dapat
dihitung persentasi keluhan yang paling sering dirasakan sakit oleh operator sebagai
5 12 % Leher Bagian Atas =
B =B41,67%BB
Berdasarkan perhitungan diatas maka persentasi keluhan setiap segmen
[image:50.612.183.464.246.598.2]tubuh dapat dilihat pada Tabel 5.6. berikut:
TabelB5.6.BPersentaseBKeluhanBEperatorB
NoB JenisBKeluhanB PersentaseB(%)B
0 Sakit kaku di leher bagian atas 41,67
1 Sakit kaku di leher bagian bawah 0,00
2 Sakit di bahu kiri 33,33
3 Sakit di bahu kanan 33,33
4 Sakit lengan atas kiri 25,00
5 Sakit di punggung 58,33
6 Sakit lengan atas kanan 50,00
7 Sakit pada pinggang 66,67
8 Sakit pada bokong 16,67
9 Sakit pada pantat 25,00
10 Sakit pada siku kiri 8,33
11 Sakit pada siku kanan 16,67
12 Sakit pada lengan bawah kiri 16,67
13 Sakit pada lengan bawah kanan 33,33
14 Sakit pada pergelangan tangan kiri 16,67 15 Sakit pada pergelangan tangan kanan 41,67
16 Sakit pada tangan kiri 8,33
17 Sakit pada tangan kanan 33,33
18 Sakit pada paha kiri 41,67
19 Sakit pada paha kanan 41,67
20 Sakit pada lutut kiri 50,00
21 Sakit pada lutut kanan 50,00
22 Sakit pada betis kiri 91,67
23 Sakit pada betis kanan 91,67
24 Sakit pada pergelangan kaki kiri 16,67 25 Sakit pada pergelangan kaki kanan 16,67
26 Sakit pada kaki kiri 16,67
27 Sakit pada kaki kanan 16,67
B Persentase keluhan operator bagian packing dalam bentuk histogram
B
[image:51.612.134.505.110.318.2]B
GambarB5.4.BPersentasiBKeluhanBEperatorBBagianBPackingB
Dari hasil identifikasi keluhan SNQ menunjukkan bahwa keluhan yang
paling sering dirasakan operator terdapat pada anggota tubuh bagian leher, bahu,
pinggang, lengan tangan kiri dan kanan, bokong, paha, lutut dan betis. Posisi
tubuh yang tidak alamiah dan cara kerja yang tidak ergonomis dalam waktu
lama dan terus-menerus dapat menyebabkan berbagai gangguan kesehatan pada
pekerja antara lain:
a. Gangguan gerakan pada bagian tubuh tertentu (kesulitan menggerakan
kaki, tangan atau leher).
b. Menurunnya semangat, motivasi dan kenyamanan dalam bekerja.
c. Dalam waktu lama dapat berisiko fatal seperti masalah peredaran darah, stroke
5.2.4. PengumpulanBDataBVariansB
Setelah diperoleh informasi dari manager produksi dan penyebaran
kuisioner SNQ tentang keluhan operator, selanjutnya dilakukan penilaian postur
kerja pada operator bagian packing.
Penilaian dilakukan terhadap tubuh bagian kanan dan kiri operator dengan
menggunakan lembar penilaian Rapid Entire Body Assesesment (REBA)
Assessment Worksheet. Faktor postur tubuh yang dinilai dibagi atas dua kelompok
utama atau grup yaitu grup A yang terdiri atas postur tubuh kanan dan kiri batang
tubuh A(trunk), leher (neck) dan kaki (legs). Sedangkan grup B terdiri atas postur
tubuh kanan dan kiri dari lengan atas (upperarm), lengan bawah (lower arm), dan
pergelangan tangan (wrist). Nilai skor di grup A dan grup B selanjutnya
dimasukkan ke tabel C hingga menghasilkan nilai tabel C. Nilai skor REBA
diperoleh dari penjumlahan nilai tabel C dan nilai aktivitas. Adapun contoh
penilaian skor untuk postur kerja dapat dilihat pada Lampiran 7. Rekapitulasi
penilaian postur kerja operator packing Single Spot dan Carousel dapat dilihat
pada Tabel 5.7. dan Tabel 5.8.
TabelB5.7.BRekapitulasiBPenilaianBPosturBKerjaBEperatorBB Packing Single Spot
B B
NoB ElemenBKegiatanB BagianBTubuhB SkorB TindakanBPerbaikanB
1 Mengambil bag Kanan 8 Perlu tindakan secepatnya Kiri 7 Perlu tindakan
2 Meletakkan bag Kanan Kiri 5 Perlu tindakan 5 Perlu tindakan
TabelB5.8.BRekapitulasiBPenilaianBPosturBKerjaBEperatorBB Packing Carousel
B
NoB ElemenBKegiatanB BagianBTubuhB SkorB TindakanBPerbaikanB 1 Mengambil bag Kanan Kiri 9 Perlu tindakan secepatnya 9 Perlu tindakan secepatnya
2 Meletakkan bag Kanan Kiri 5 Perlu tindakan 5 Perlu tindakan
3 Mengisi tepung Kanan Kiri 10 Perlu tindakan secepatnya 10 Perlu tindakan secepatnya
4 Menjahit bag Kanan Kiri 9 Perlu tindakan secepatnya 9 Perlu tindakan secepatnya Sumber : Pengolahan Data
Dari penilaian postur kerja diatas dapat disimpulkan bahwa kegiatan
operator packing Single Spot dan Carousel berada dalam level risiko tinggi
sehingga perlu tindakan sekarang juga. Kegiatan yang dilakukan oleh operator
kedua mesin tersebut berada dalam level resiko tinggi disebabkan karena tidak
adanya fasilitas kerja yang memadai untuk operator bekerja sehingga dapat
menyebabkan risiko kerja terhadap operator dan secara tidak langsung akan
berdampak terhadap produktivitas operator.
Berdasarkan penilaian SNQ, penilaian postur kerja dan informasi dari
manajer produksi maka perlu dilakukan desain kursi kerja yang ergonomis dengan
menggunakan data dimensi tubuh operator agar dapat menurunkan keluhan yang
dialami oleh operator, meningkatkan produktivitas, dan memberikan keselamatan
dan kesehatan bagi operator PT. Agri First Indonesia.
5.2.5. MenganalisisBPeranBPersonelB
peran personel yang bertanggung jawab pada unit kerja yang ada. Berdasarkan
latar belakang masalah yang diuraikan sebelumnya, dilakukan wawancara
terhadap shift leader packing dan kepala bagian packing untuk dilakukan desain
kursi kerja dengan spesifikasi sebagai berikut:
TabelB5.9.BSpesifikasiBRancanganBdanBPendapatBPeranBPersonelB
No.B RancanganBSpesifikasiB Scift Leader Packing
KepalaBBagian PackingB 1. Tinggi kursi Tinggi kursi tetap Adjustable 2. Tinggi sandaran kaki Tinggi sandaran kaki tetap Adjustable
3. Bahan rangka kursi Aluminium Besi
4. Bahan sandaran kursi Kain Kain
5. Bahan alas kursi Kain Kain
6. Bentuk kaki kursi Memakai roda Kursi kaki tetap
5.2.6. MengalokasikanBFungsiBdanBPenggabunganBDesainB
Dari hasil wawancara terhadap personel PT. Agri First Indonesia
khususnya bagian packing, didapat 2 alternatif spesifikasi fasilitas kerja yang akan
dirancang. Setelah didapat spesifikasi fasilitas kerja yang akan dirancang
kemudian dibuat perbandingan harga dari setiap alternatif seperti tertera pada
Tabel 5.10.
TabelB5.10.BPerbandinganBHargaBSetiapBAlternatifB
AlternatifB SpesifikasiBRancanganB BahanB HargaB(Rp)BTotalB
Alternatif I
Tinggi kursi Tinggi kursi tetap
450.000 Tinggi sandaran kaki Tinggi sandaran kaki tetap
Bahan rangka kursi Aluminium Bahan sandaran kursi Kain Bahan alas kursi Kain
5.2.7. MenganalisisBPersepsiBdanBTanggungBJawabBStakecolderB
Dari hasil wawancara terhadap manager produksi PT. Agri First Indonesia
maka dipilih alternatif II menjadi spesifikasi fasilitas kerja untuk operator bagian
packing PT. Agri First Indonesia. Alasan dipilihnya alternatif II karena bahan
yang digunakan terbuat dari besi sehingga tahan lebih lama dan dibuat adjustable
agar bisa dikondisikan dengan desain mesin.
5.2.8. MendesainBUlangBdanBMenggabungkanBSubsistemB
Setelah diperoleh spesifikasi yang akan digunakan untuk perancangan
produk, maka dapat dirancang fasilitas kerja yang memiliki spesifikasi sebagai
berikut :
a. Bentuk kursi : Kursi kaki tetap
b. Bahan rangka kursi : Besi
c. Bahan sandaran kursi : Kain
d. Bahan alas kursi : Kain
e. Tinggi kursi : Adjustable
f. Tinggi sandaran kaki : Adjustable
Sebelum melakukan perancangan terhadap produk yang akan
mempermudah kerja operator, maka perlu dilakukan pengolahan data
antropometri tubuh manusia yang berkaitan dengan produk tersebut. Data
antropometri yang digunakan untuk rancangan kursi kerja adalah lebar bahu (LB),
maksimum dan nilai minimum yang dapat dilihat pada Lampiran 9 dan hasilnya
tertera pada Tabel 5.11. berikut:
TabelB5.11.BRekapitulasiBPerhitunganBRatadRata,BStandarBDeviasi,B NilaiBMaksimum,BdanBNilaiBMinimumB
No.B PengukuranB X (cm)B (cm)B XminB(cm)B XmaksB(cm)B
1 LB 41,20 3,67 35,2 47,5
2 TBD 57,80 4,46 51,1 63,7
3 PPo 44,96 1,90 42,5 48,3
4 TPo 46,68 2,49 43,4 50
Sumber : Pengolahan Data
Selanjutnya uji keseragaman data digunakan untuk pengendalian proses
bagian data yang ditolak atau tidak seragam karena tidak memenuhi spesifikasi.
Apabila dalam suatu pengukuran terdapat satu jenis atau lebih data yang tidak
seragam maka data tersebut tidak dapat digunakan. Pada penelitian ini digunakan
tingkat keyakinan 95% dan tingkat ketelitian 5%. Rekapitulasi perhitungan
keseragaman data untuk seluruh dimensi tubuh dapat dilihat pada Tabel 5.12.
TabelB5.12.BUjiBKeseragamanBDataBAntropometriBUntukBSeluruhBDimensiB
No.B PengukuranB X (cm)B (cm)B XmaksB(cm)B XminB(cm)B JumlahBDataB BKAB BKBB KetB
1 LB 41,20 3,67 47,50 35,20 12 48,54 33,86 S
2 TBD 57,80 4,46 63,70 51,10 12 66,73 48,87 S
3 PPo 44,96 1,90 48,30 42,50 12 48,76 41,15 S
4 TPo 46,68 2,49 50 43,40 12 51,67 41,70 S
Sumber : Pengolahan Data
Kemudian uji kecukupan data digunakan untuk menganalisa jumlah
pengukuran apakah sudah memenuhi tingkat ketelitian yang ditetapkan. Apabila
N’<N maka data dianggap cukup dan tidak perlu dilakukan pengambilan data
pengambilan data lagi. Rekapitulasi uji kecukupan data dapat dilihat pada Tabel
5.13.
TabelB5.13.BUjiBKecukupanBDataB
No.B DimensiB N’B NB KeteranganB
1 LB 11,64 12 Data Cukup
2 TBD 8,75 12 Data Cukup
3 PPo 2,62 12 Data Cukup
4 TPo 4,19 12 Data Cukup
Sumber: Pengolahan Data
Salah satu syarat penggunaan data antropometri yang akan diaplikasikan
pada perancangan fasilitas menggunakan konsep persentil adalah data harus
berdistribusi normal, sehingga perlu dilakukan uji normalitas. Metode
kolmogorov-smirnov digunakan karena data antropometri yang digunakan adalah
data parametrik yang dapat diketahui nilai parameter/statistik data (rata-rata,
standar deviasi, dan sebagainya), merupakan data kontinu (hasil pengukuran), dan
ukuran sampel memenuhi (12 sampel) sehingga metode kolmogorov-smirnov
dapat digunakan untuk melakukan uji kenormalan data. Pengujian kenormalan
data dengan kolmogorov-smirnov menggunakan software SPSS 17. Hasil
pengujian data dengan Kolmogorov-Smirnov dapat dilihat pada Tabel 5.14.
berikut:
TabelB5.14.BUjiBKenormalanBDataBdenganBKolmogorov-Smirnov
Tests of Normality
Kolmogorov-Smirnova Shapiro-Wilk
Statistic df Sig. Statistic df Sig.
LB .086 12 .200* .988 12 .999
TBD .213 12 .139 .903 12 .173
5.2.8.1. PerhitunganBPersentilB
Data dimensi tubuh operator pada stasiun packing tidak cukup untuk
digunakan sebagai acuan dalam perancangan fasilitas kerja, sehingga dilakukan
penambahan data dimensi tubuh dari laboratorium E dan APK. Data antropometri
operator packing (12 data) dengan data antropometri Laboratorium E dan APK
[image:58.612.182.454.290.696.2](18 data) dilihat pada Tabel 5.15. berikut:
TabelB5.15.BDataBDimensiBTubuhBEperator
NoB LBB(cm)B TBDB(cm)B PPoB(cm)B TPoB(cm)B
1 35,2 51,1 45,4 44,3
2 36,6 52,2 42,9 45,1
3 38 52,6 42,5 45
4 39 54,3 45,4 43,4
5 39,6 57 45,5 50
6 41,1 57 47,4 44
7 42 58,1 42,8 49,5
8 42,4 61,5 44,5 45
9 43,5 62 42,8 48,5
10 44 62 46 48,5
11 45,5 62,1 48,3 50
12 47,5 65,7 46 46,9
13 43 60 41,4 46,5
14 47 57 43,5 47
15 39 53,8 45,8 46
16 38 58 45,5 43,5
17 38,7 58,5 48,5 42,2
18 42,8 60 55 48,5
19 37,3 55 45 38
20 44,2 50,3 44,5 41
21 33,1 58 46 42
22 37 61 47 45
23 41,4 54 44 41,5
24 43,1 59,4 41 40
25 36 57,5 52 49
26 34,1 62 49 43,8
27 39,7 58 44,5 50
Setelah diperoleh data antropometri dari pengukuran operator packing dan
Laboratorium E dan APK, selanjutnya ditentukan nilai persentil. Nilai persentil
yang dicari adalah persentil 5, 50 dan 95. Contoh perhitungan nilai persentil data
antropometri adalah sebagai berikut:
1. Persentil 5
Harga persentil 5 dapat dicari dengan menggunakan persamaan berikut:
P5= -1,645x
Dimana:
P5 = Besar persentil 5
= Rata-rata
x = Standar Deviasi dari data x
Lebar Bahu (LB):
P5 = -1,645x
= 41,2 – 1,645(3,67)
= 35,16 cm
2. Persentil 50
Harga persentil 50 dapat dicari dengan menggunakan persamaan berikut:
P50 =
Dimana:
P50 = besar persentil 50
= rata-rata x
3. Persentil 95
Harga persentil 95 dapat dicari dengan menggunakan persamaan berikut:
P95 = + 1,645 x
Dimana:
P95 = besar persentil 95
= rata-rata x
x = standar deviasi
Lebar Bahu (LB):
P95 = + 1,645x
= 41,2 + 1,645(3,67)
= 47,23 cm
Rekapitulasi perhitungan persentil 5, 50 dan 95 untuk masing-masing data
dimensi antropometri dapat dilihat pada Tabel 5.16.
TabelB5.16.BPerhitunganBPersentilB5,B50BdanB95BuntukBSeluruhBDimensiB AntropometriB
NoB DimensiBAntropometriB P5B(cm)B P50B(cm)B P95B(cm)B
1 Lebar Bahu (LB) 35,16 41,20 47,23
2 Tinggi Bahu Duduk (TBD) 50,46 57,80 65,13
3 Panjang Popliteal (PPo) 41,83 44,96 48,08
4 Tinggi Popliteal (TPo) 42,58 46,68 50,77
Sumber: Hasil Pengolahan Data
Berdasarkan data diatas, data dimensi yang digunakan pada perancangan fasilitas
kerja adalah Lebar Bahu (LB) menggunakan persentil 95, Tinggi Bahu Duduk (TBD)
dengan menggunakan persentil 95, Panjang Popliteal menggunakan persentil 50 dan
Usulan fasilitas kerja yang akan dirancang sesuai dengan kebutuhan
operator yaitu kursi kerja. Adapun produk usulan yang akan dirancang memiliki
spesifikasi dengan penjelasan sebagai berikut:
a. Tinggi kursi dirancang 46,68cm sesuai dengan persentil 50 tinggi popliteal.
Tinggi kursi dirancang adjustable agar bisa disesuiakan dengan pemakainya.
Ketinggian maksimum kursi dirancang dengan penambahan ketinggian
sampai 45cm sesuai dengan ukuran persentil 50 dimensi tubuh panjang
popliteal.
b. Lebar backrest dirancang 47,23cm sesuai dengan persentil 95 lebar bahu.
Untuk lebar tempat duduk kursi dirancang dengan ukuran yang sama dengan
ukuran lebar bahu.
c. Tinggi backrest dirancang 65,13cm sesuai dengan persentil 95 tinggi bahu
duduk.
d. Kedalaman kursi dirancang 44,96cm sesuai dengan persentil 50 panjang
popliteal.
e. Tinggi footrest dirancang adjustable. Tinggi footrest dirancang adjustable
agar bisa disesuaikan dengan tinggi kursi. Ketinggian maksimum footrest
dirancang dengan penambahan ketinggian sampai 47cm sesuai dengan ukuran
6.1.B AnalisisBPenerapanBMacroergonomic Analysis and DesignB(MEAD)B Analisis pertama kali dilihat dari keluhan operator packing terhadap
fasilitas kerja yang ada di PT. Agri First Indonesia. Keluhan ini disebabkan karena
desainmesin packing tepung dan tuas pengisi tepung yang berada di atas sehingga
membuat operator bekerja dengan berdiri. Dengan posisi bekerja sambil berdiri
ini, maka diusulkan suatu rancangan fasilitas kerja. Hasil SNQ menyatakan bahwa
operator banyak mengeluh di bagian punggung, lengan atas, pinggang, lutut dan
betis maka perancangan fasilitas mengarah kepada perancangan kursi kerja.
Performansi yang ingin ditingkatkan dengan adanya kursi kerja ini adalah
produktivitas kerja dan mengurangi keluhan operator.
Spesifikasi yang diperoleh dari pendapat operator kemudian diteruskan ke
pihak manager produksi PT. Agri First Indonesia untuk diminta pendapat tentang
spesifikasi kursi kerja tersebut. Dari hasil diskusi dengan shifg leader packing dan
kepala bagian packing ditentukan dua alternatif produk yang akan diajukan ke
pihak sgakeholder/manajer produksi. Langkah ini dilakukan mengingat
perancangan usulan tidak akan dapat dilakukan apabila tidak disetujui dengan
pihak manajemen perusahaan. Hasil diskusi dengan pihak atasan perusahaan
menghasilkan suatu unsulan rancangan produk dengan alternatif yang lebih mahal
dengan alasan perusahaan menginginkan fasilitas kerja yang memiliki daya tahan
Spesifikasi produk usulan yang akan dirancang memiliki bentuk kursi
yang bisa dinaikturunkan sesuai kebutuhan, bahan rangka dari besi, bahan
sandaran dan alas duduk dari kain, memiliki sandaran kaki (foogresg) yang bisa
dinaikturunkan.
6.2.B UsulanBRancanganBFasilitasBKerjaBB
Dengan menggabungkan spesifikasi rancangan kursi yang diperoleh dari
metode Macroergonomic Analysis and Design (MEAD) serta hasil perhitungan
dimensi antropometri terhadap operator maka dirancang suatu fasilitas kerja baru
yang dapat dilihat pada Gambar 6.1.
B
B B
[image:63.595.155.489.346.657.2]B B B B B B B B BBBBBBBBBBSkalaB1BlB15B
GambarB6.1.BProyeksiBDimensiBRancanganBUsulanBFasilitasBKerjaBOperatorB
Perancangan dilakukan dengan menggunakan pendekatan antropometri,
yaitu perancangan dengan prinsip user-cengered. Dimensi tubuh yang digunakan
dalam perancangan yaitu:
1. Tinggi popliteal sebagai dasar perancangan tinggi kursi dari lantai.
2. Tinggi bahu duduk sebagai dasar perancangan tinggi backresg.
3. Lebar bahu sebagai dasar perancangan lebar backresg.
4. Panjang popliteal sebagai dasar perancangan kedalaman kursi.
Sesuai dengan penetapan data antropometri, diperoleh bahwa tinggi kursi
dirancang adjusgable agar operator dapat meraih nozzle (tuas) untuk mengisi
tep