8. Postur Kerja
Variabel ini menyatakan postur kerja operator yang terbentuk pada saat sedang bekerja.
9. Dimensi Antropometri
Variabel ini menyatakan dimensi/ukuran tubuh pekerja yang akan digunakan untuk merancang fasilitas kerja.
10.Lingkungan Kerja
Variabel ini menyatakan bagaimana lingkungan kerja yang ada pada saat sedang bekerja.
4.6. Metode Pengumpulan Data
Adapun jenis data yang dikumpulan terdiri dari 2 jenis data, yaitu: 1. Data primer
Data primer adalah data yang diperoleh melalui pengamatan langsung dan wawancara. Data yang dikumpulkan adalah:
a. Data produktivitas operator
Produktivitas operator diperoleh dengan cara menghitung jumlah profile
yang di packing per jam. Instrumen yang digunakan yaitu stopwatch.
c. Pendapat Personel
Diperoleh melalui hasil wawancara dengan operator Cutting and Packing.
Metode yang digunakan adalah metode judgment sampling dimana responden yang terpilih adalah operator pria dan wanita Cutting and Packing. Instrumen yang digunakan yaitu kuisioner terbuka.
d. Pendapat Stakeholder
Diperoleh melalui hasil wawancara dengan manager produksi. Metode yang digunakan adalah metode judgment sampling dimana responden yang terpilih adalah manager produksi. Instrumen yang digunakan yaitu kuisioner terbuka.
e. Postur Kerja
Diperoleh dengan cara merekam operator Cutting and Packing yang sedang bekerja. Metode yang digunakan adalah metode sampling jenuh dimana responden yang terpilih adalah seluruh operator Cutting and Packing. Instrumen yang digunakan yaitu kamera digital.
f. Data antropometri
Diperoleh dengan melakukan pengukuran dimensi tubuh operator Cutting and Packing. Metode yang digunakan adalah metode sampling jenuh dimana responden yang terpilih adalah seluruh opeator Cutting and Packing. Instrumen yang digunakan yaitu Human body martin.
g. Lingkungan Kerja
h. Proses Produksi
Diperoleh melalui observasi dan diskusi dengan operator CV. Topaz
Profile and Frame.
2. Data Sekunder
Data sekunder adalah data yang sudah tersedia oleh pihak perusahaan sehingga tidak perlu lagi digali secara langsung dari sumbernya. Adapun data sekunder yang dikumpulkan adalah:
a. Visi dan Misi,
Diperoleh melalui informasi dari pihak CV. Topaz Profile and Frame. b. Struktur Organisasi
Diperoleh dari dokumen CV. Topaz Proile and Frame
4.7. Metode Pengolahan Data
Pengolahan data dilakukan setelah keseluruhan data yang dibutuhkan terkumpul, dimana rinciannya dapat dilihat sebagai berikut:
1. Mendefinisikan subsitem organisasi, pada tahap ini visi dan misi, proses produksi, dan struktur organisasi telah diperoleh dari pihak CV. Topaz Profile and Frame.
3. Mendefinisikan proses kerja dan analisis kerja, pada tahap ini diuraikan proses kerja pada stasiun kerja yang bermasalah dan menganalisis permasalahan yang terjadi dengan SNQ.
4. penentuan data varians, pada tahap ini ditentukan data-data yang diperlukan yaitu penilaian postur kerja operator.
5. Menganalisis peran personel, pada tahap ini mengidentifikasi permasalahan sebelumnya kemudian dihubungkan dengan peran personel.
6. Mengalokasikan fungsi dan penggabungan desain, pada tahap ini ditentukan alternatif mana yang akan dirancang.
7. Menganalisis persepsi dan tanggung jawab stakeholder, pada tahap ini akan dianalisis pendapat dari manager produksi.
8. Mendesain ulang dan menggabungkan subsistem, pada tahap ini dilakukan perancangan produk sesuai dengan spesifikasi yang diperoleh pada tahap sebelumnya dengan prinsip antropometri.
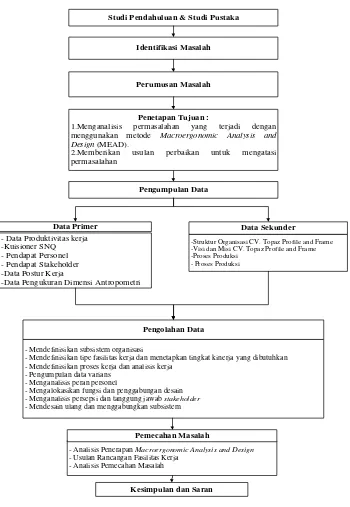
Studi Pendahuluan & Studi Pustaka
-Struktur Organisasi CV. Topaz Profile and Frame -Visi dan Misi CV. Topaz Profile and Frame -Proses Produksi
- Proses Produksi
Data Primer Data Sekunder
- Mendefinisikan subsistem organisasi
- Mendefinisikan tipe fasilitas kerja dan menetapkan tingkat kinerja yang dibutuhkan - Mendefinisikan proses kerja dan analisis kerja
- Pengumpulan data varians - Menganalisis peran personel
- Mengalokasikan fungsi dan penggabungan desain - Menganalisis persepsi dan tanggung jawab stakeholder - Mendesain ulang dan menggabungkan subsistem
Pengolahan Data
- Analisis Penerapan Macroergonomic Analysis and Design - Usulan Rancangan Fasilitas Kerja
- Analisis Pemecahan Masalah
Pemecahan Masalah
Kesimpulan dan Saran Penetapan Tujuan :
1.Menganalisis permasalahan yang terjadi dengan menggunakan metode Macroergonomic Analysis and Design (MEAD).
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data 5.1.1. Visi dan Misi Perusahaan
Visi CV. Topaz Profile and Frame adalah menjadi produsen profile dan frame dengan kualitas terbaik, terkenal dan disukai oleh Konsumen.
Misi CV. Topaz Profile and Frame:
5. Memberikan kepuasan pada konsumen akan produk CV. Topaz profile and frame.
6. Mengutamakan kualitas, desain dan kreatifitas agar konsumen tidak beralih ke pesaing sejenis lainnya.
7. Meningkatkan kualitas sumberdaya manusia untuk mengikuti perkembangan, perubahan dan inovasi di masa sekarang dan akan datang.
8. Memberikan variasi harga sesuai dengan kebutuhan konsumen.
Uraian proses produksi dan struktur organisasi CV. Topaz Profile and Frame dapat dilihat pada Bab II.
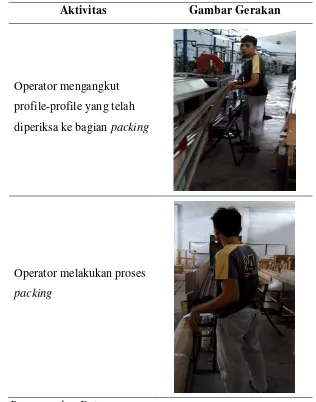
5.1.2. Aktivitas Kerja Keseluruhan Pembuatan Profile and Frame
Tabel 5.1. Aktivitas Kerja Pembuatan Profile and Frame
Aktivitas Gambar Gerakan
Operator Membawa dan memasukkan biji plastik ke mesin pengeringan
Operator memasukkan biji plastik yang telah di keringkan ke dalam goni kemudian ditimbang
Tabel 5.1. Aktivitas Kerja Pembuatan Profile and Frame (Lanjutan)
Aktivitas Gambar Gerakan
Operator memasukkan bahan yang sudah dicampur ke mesin pencetak
Operator mengambil Profile
yang sudah dipotong oleh mesin cutting
Tabel 5.1. Aktivitas Kerja Pembuatan Profile and Frame (Lanjutan)
Aktivitas Gambar Gerakan
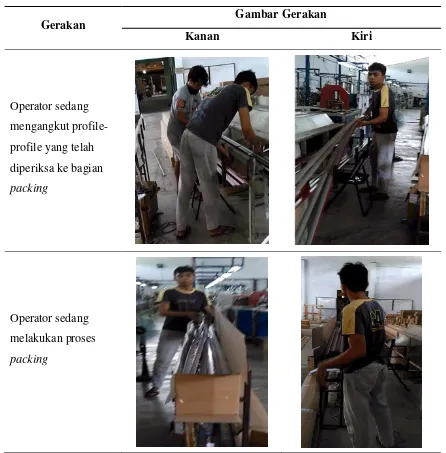
Operator mengangkut profile-profile yang telah diperiksa ke bagian packing
Operator melakukan proses
packing
Sumber : Pengumpulan Data
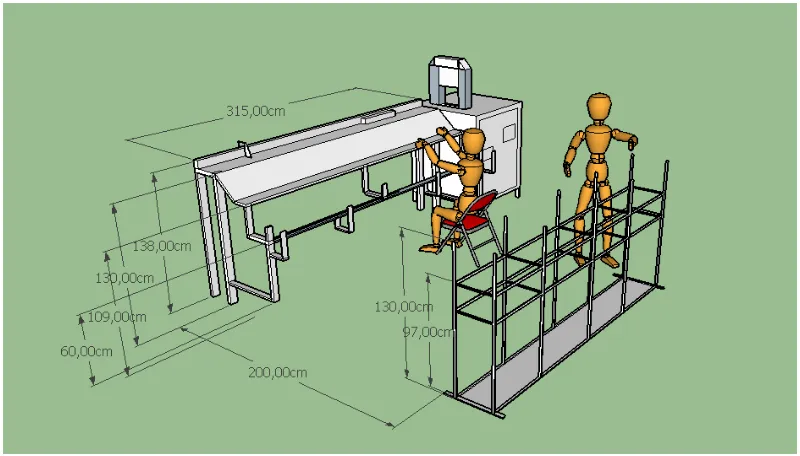
5.1.4. Data Lingkungan Kerja dan Desain mesin cutting and Packing
Dari hasil Pengamatan pada Stasiun kerja Cutting and Packing Letak mesin Cutting dan rak Packing memiliki jarak yang cukup dekat dan tertutupnya stasiun kerja tersebut sehingga menimbulkan banyak debu dan menimbulkan suhu berkisar 300 – 400. Ukuran dimensi mesin cutting yaitu 3,15m x 1,12m x 1,38m sedangkan rak packing berukuran 3,15m x 0,37m x 1,30m. Gambar lingkungan kerja dan desain mesin cutting and packing dapat dilihat pada Gambar 5.1.
Gambar 5.1. Sketsa Desain Fasilitas Cutting and Packing
5.1.5. Postur Kerja dari Elemen Kegiatan Cutting and Packing Profile yang Dilakukan oleh Operator
CV. Topaz Profile And Frame dalam proses produksinya memiliki mesin
Postur kerja dari elemen kegiatan packing profile yang dilakukan oleh operator mesin Cutting and Packing adalah sebagai berikut:
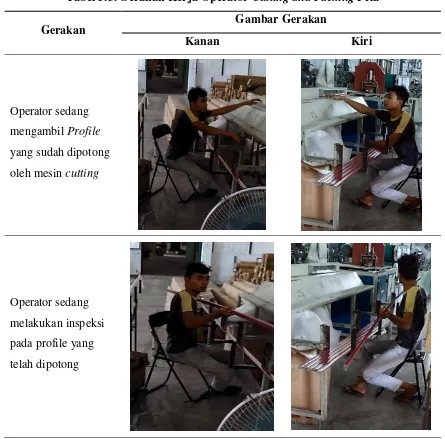
1. Operator Cutting and Packing (Pria)
Tabel 5.3. Gerakan Kerja Operator Cutting and Packing Pria
Gerakan
Gambar Gerakan
Kanan Kiri
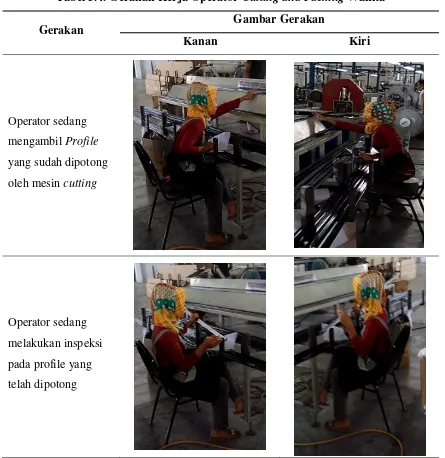
Operator sedang mengambil Profile
yang sudah dipotong oleh mesin cutting
Tabel 5.3. Gerakan Kerja Operator Cutting and Packing Pria (Lanjutan)
Gerakan Gambar Gerakan
Kanan Kiri
Operator sedang mengangkut profile-profile yang telah diperiksa ke bagian
packing
Operator sedang melakukan proses
packing
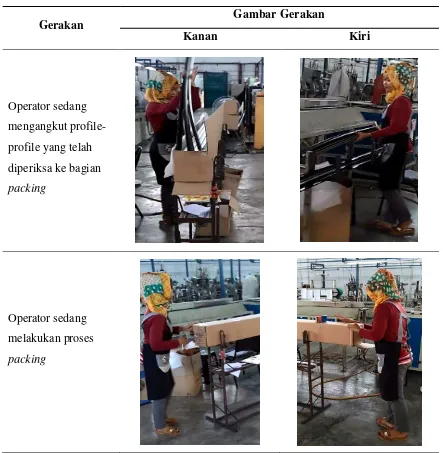
2. Operator Cutting and Packing (Wanita)
Tabel 5.4. Gerakan Kerja Operator Cutting and Packing Wanita
Gerakan Gambar Gerakan
Kanan Kiri
Operator sedang mengambil Profile
yang sudah dipotong oleh mesin cutting
Tabel 5.4. Gerakan Kerja Operator Cutting and Packing Wanita (Lanjutan)
Gerakan Gambar Gerakan
Kanan Kiri
Operator sedang mengangkut profile-profile yang telah diperiksa ke bagian
packing
Operator sedang melakukan proses
packing
5.1.6. Data Standard Nordic Questionnaire (SNQ) Operator Cutting and Packing
Kuesioner SNQ diberikan kepada seluruh 4 operator yang bekerja di bagian packing di CV. Topaz Profile adn Frame. Operator yang bekerja di bagian
Cutting and packing berjenis kelamin laki-laki dan perempuan dengan umur operator berkisar dari 20 tahun sampai 30 tahun. Kuesioner ini membagi keluhan
rasa sakit pada 28 bagian tubuh manusia menjadi 4 skala yaitu “tidak sakit”, “agak
sakit”, “sakit”, dan “sangat sakit”. Operator diminta untuk mengisi kuesioner
SNQ dengan cara didampingi oleh peneliti yang bertugas menerangkan pertanyaan-pertanyaan di dalam kuesioner kepada operator.
Penjelasan kategori keluhan yang dirasakan operator saat bekerja adalah sebagai berikut:
1. Tidak sakit (skor 0), apabila operator tidak merasakan keluhan yang berarti terhadap bagian tubuh.
2. Rasa agak sakit (skor 1), apabila operator hanya merasakan rasa nyeri sesekali saja ataupun kesemutan.
3. Rasa sakit (skor 2), apabila operator sering merasakan rasa nyeri ataupun pegal terhadap bagian tubuh.
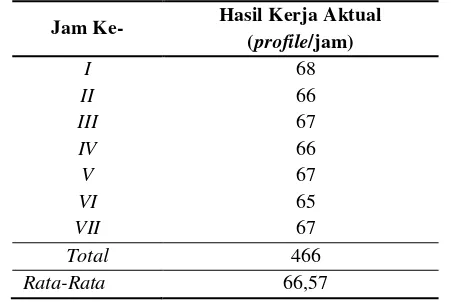
5.1.7. Data Produktivitas Kerja
Pada penelitian ini pengukuran produktivitas operator khususnya bagian pemotongan dan pengemasan dilakukan dengan cara menghitung berapa banyak jumlah profile yang di potong dan di periksa per jam selama 7 jam kerja. Hasil kerja operator Cutting andPacking dapat dilihat sebagi berikut:
Tabel 5.6. Hasil Kerja Operator Cutting dan Packing
Jam Ke- Hasil Kerja Aktual
(profile/jam)
5.1.8. Data Pendapat Personel
hasil wawancara dengan menggunakan kuisioner terbuka yang dapat dilihat pada lampiran 10.
5.2. Pengolahan Data
Terdapat 10 langkah metode MEAD yang akan dihubungkan dengan penelitian ini untuk menilai dan meningkatkan sistem kerja yaitu:
5.2.1. Mendefinisikan Subsistem Organisasi
Pada tahap ini ditentukan uraian proses produksi, struktur organisasi dan visi misi dari CV. Topaz Profile and Frame. Uraian proses produksi, struktur organisasi dan visi misi perusahaan CV. Topaz Profile and Frame dapat dilihat pada Bab II.
5.2.2. Mendefinisikan Tipe Fasilitas Kerja dan Menetapkan Tingkat Kinerja yang Dibutuhkan
1. Meningkatkan produktivitas operator untuk memenuhi kebutuhan konsumen. 2. Menurunkan tingkat kelelahan operator yang dirasakan oleh operator cutting
and packing di CV. Topaz Profile and Frame.
3. Meningkatkan kesejahteraan dan kenyamanan operator cutting and packing di CV. Topaz Profile and Frame.
5.2.3. Mendefinisikan Proses Kerja dan Analisis Kerja
Proses pembuatan profile dan bingkai di CV. Topaz Profile and Frame terdiri dari 4 tahap yaitu Pengeringan, mixing, Pencetakan dan Cutting and packing. Proses kerja yang dianalisis adalah bagian cutting and packing. Terdapat 4 mesin cutting dan rak packing yang terdiri dari 1 operator per mesin. Operator bekerja pada posisi duduk ketika melakukan proses cutting. Kotak kemasan yang digunakan operator untuk packing berada di belakang operator sehingga operator perlu berdiri dan memutar tubuh untuk meletakkan profile kedalam kotak kemasan. Pekerjaan juga dilakukan dalam jangka waktu yang lama yaitu lebih dari 7 jam per hari. Secara jelasnya, proses kerja operator cutting and packing
Gambar 5.2. Proses Kerja Operator Cutting and Packing
Berdasarkan identifikasi terhadap proses kerja yang ada pada perusahaan tersebut, maka dilakukan analisa kerja dengan menggunakan SNQ. Hasil penilaian SNQ dapat dilihat pada Lampiran 5.
Keluhan yang dirasakan oleh operator di stasiun Cutting and packing
Berdasarkan tabel jumlah operator yang mengalami keluhan sakit diatas dapat dihitung persentasi keluhan yang paling sering dirasakan sakit oleh operator sebagai berikut:
% Keluhan =
% Leher Bagian Atas = = 50,00%
Persentase keluhan operator bagian cutting and packing dalam bentuk histogram dapat dilihat sebagai berikut:
Gambar 5.3. Persentasi Keluhan Operator Bagian Cutting and Packing 0
ergonomis dalam waktu lama dan terus-menerus dapat menyebabkan berbagai gangguan kesehatan pada pekerja antara lain:
a. Gangguan gerakan pada bagian tubuh tertentu (kesulitan menggerakan kaki, tangan atau leher).
b. Menurunnya semangat, motivasi dan kenyamanan dalam bekerja.
c. Dalam waktu lama dapat berisiko fatal seperti masalah peredaran darah, stroke dan kerusakan pada sendi tulang belakang seperti pinggul, lutut dan kaki. 5.2.4. Penentuan Data Varians
Setelah diperoleh informasi dari manager produksi dan penyebaran kuisioner SNQ tentang keluhan operator, selanjutnya dilakukan penilaian postur kerja pada operator bagian Cutting and packing.
Penilaian dilakukan terhadap tubuh bagian kanan dan kiri operator dengan menggunakan lembar penilaian Rapid Entire Body Assesesment (REBA)
Tabel 5.8. Rekapitulasi Penilaian Postur Kerja Operator Cutting and Packing
Pria
No Elemen Kegiatan Bagian Tubuh Skor Tindakan Perbaikan
1 Mengambil profile Kanan 10 Perlu tindakan secepatnya
Kiri 10 Perlu tindakan secepatnya
2 Memeriksa profile Kanan 9 Perlu tindakan secepatnya
Kiri 10 Perlu tindakan secepatnya
3 Mengangkut Profile Kanan 9 Perlu tindakan secepatnya
Kiri 8 Perlu tindakan secepatnya
4 Pengemasan profile Kanan 9 Perlu tindakan secepatnya
Kiri 9 Perlu tindakan secepatnya
Tabel 5.9. Rekapitulasi Penilaian Postur Kerja Operator Cutting and Packing
Wanita
No Elemen Kegiatan Bagian Tubuh Skor Tindakan Perbaikan
1 Mengambil profile Kanan 11 Perlu tindakan sekarang juga
Kiri 8 Perlu tindakan secepatnya
2 Memeriksa profile Kanan 7 Perlu tindakan
Kiri 10 Perlu tindakan secepatnya
3 Mengangkut Profile Kanan 11 Perlu tindakan sekarang juga
Kiri 9 Perlu tindakan secepatnya
4 Pengemasan profile Kanan 9 Perlu tindakan secepatnya
Kiri 4 Perlu tindakan
Sumber : Pengolahan Data
menggunakan data dimensi tubuh operator agar dapat menurunkan keluhan yang dialami oleh operator, meningkatkan produktivitas, dan memberikan keselamatan dan kesehatan bagi operator CV. Topaz profile and frame.
5.2.5. Membuat Matriks Variansi
Tahap ini bertujuan membuat matriks variansi, untuk mengidentifikasi apakah penyimpangan yang terjadi saling mempengaruhi dengan penyimpangan yang lain. Tahap ini tidak perlu dilakukan dalam penelitian ini, karena tahap ini dibahas dalam langkah ke 3 MEAD.
5.2.6. Menganalisis Peran Personel
Pada tahap kelima dalam MEAD bertujuan untuk mengidentifikasi bagaimana variansi yang didapat dari langkah sebelumnya dihubungkan dengan peran personel yang bertanggung jawab pada unit kerja yang ada. Pada tahap ini peran personel yang dimaksud yaitu operator cutting and packing. Pada tahap ini dilakukan diskusi terhadap 2 orang perwakilan Operator Cutting and Packing
untuk dilakukan desain kursi kerja dengan spesifikasi sebagai berikut: Tabel 5.10. Spesifikasi Rancangan dan Pendapat Peran Personel
No. Spesifikasi Rancangan Operator
Cutting and Packing (Pria) Cutting and Packing (Wanita)
1. Tinggi kursi Adjustable Tinggi kursi tetap
2. Tinggi sandaran kaki Adjustable Tinggi sandaran kaki tetap
3. Bahan rangka kursi Besi Aluminium
4. Bahan sandaran kursi Busa Kain
5. Bahan alas kursi Busa Kain
6. Bentuk kaki kursi Memakai roda Memakai roda
5.2.7. Mengalokasikan Fungsi dan Penggabungan Desain
Dari hasil diskusi terhadap personel CV. Topaz profile and frame khususnya bagian cutting and packing, didapat 2 alternatif spesifikasi fasilitas kerja yang akan dirancang. Setelah didapat spesifikasi fasilitas kerja yang akan dirancang seperti tertera pada Tabel 5.11.
Tabel 5.11. Perbandingan Harga Setiap Alternatif
Alternatif Spesifikasi Rancangan Bahan Total
Harga (Rp)
Alternatif I
Tinggi kursi Adjustable
650.000 Tinggi sandaran kaki Adjustable
Bahan rangka kursi Besi Bahan sandaran kursi Busa Bahan alas kursi Busa
Bentuk kaki kursi Memakai roda
Alternatif II
Tinggi kursi Tinggi kursi tetap
550.000 Tinggi sandaran kaki Tinggi sandaran kaki tetap
Bahan rangka kursi Aluminium Bahan sandaran kursi Kain Bahan alas kursi Kain
Bentuk kaki kursi Memakai roda Sumber : Pengolahan Data
5.2.8. Menganalisis Persepsi dan Tanggung Jawab Stakeholder
Dari hasil diskusi dengan manager produksi CV. Topaz Profile and frame maka dipilih alternatif I menjadi spesifikasi fasilitas kerja untuk operator bagian
5.2.9. Mendesain Ulang dan Menggabungkan Subsistem
Setelah diperoleh spesifikasi yang akan digunakan untuk perancangan produk, maka dapat dirancang fasilitas kerja yang memiliki spesifikasi sebagai berikut :
a. Bentuk kaki kursi : menggunakan roda b. Bahan rangka kursi : Besi
c. Bahan sandaran kursi : Busa d. Bahan alas kursi : Busa e. Tinggi kursi : Adjustable
f. Tinggi sandaran kaki : Adjustable
Sebelum melakukan perancangan terhadap produk yang akan mempermudah kerja operator, maka perlu dilakukan pengolahan data antropometri tubuh manusia yang berkaitan dengan produk tersebut. Data antropometri yang digunakan untuk rancangan kursi kerja adalah lebar bahu (LB), tinggi bahu duduk (TBD), panjang popliteal (PPo), tinggi popliteal (TPo) dapat dilihat pada Lampiran 8. Setelah mendapatkan data dari suatu populasi maka selanjutnya dapat dilakukan perhitungan nilai rata-rata, standar deviasi, nilai maksimum dan nilai minimum yang dapat dilihat pada Lampiran 8 dan hasilnya tertera pada Tabel 5.12. berikut:
Tabel 5.12. Rekapitulasi Perhitungan Rata-Rata, Standar Deviasi, Nilai Maksimum, dan Nilai Minimum
Selanjutnya uji keseragaman data digunakan untuk pengendalian proses bagian data yang ditolak atau tidak seragam karena tidak memenuhi spesifikasi. Apabila dalam suatu pengukuran terdapat satu jenis atau lebih data yang tidak seragam maka data tersebut tidak dapat digunakan. Pada penelitian ini digunakan tingkat keyakinan 95% dan tingkat ketelitian 5%. Rekapitulasi perhitungan keseragaman data untuk seluruh dimensi tubuh dapat dilihat pada Tabel 5.13.
Tabel 5.13. Uji Keseragaman Data Antropometri Untuk Seluruh Dimensi No. Pengukuran X(cm) (cm) Xmaks (cm) Xmin (cm) Jumlah
Kemudian uji kecukupan data digunakan untuk menganalisa jumlah pengukuran apakah sudah memenuhi tingkat ketelitian yang ditetapkan. Apabila
N’<N maka data dianggap cukup dan tidak perlu dilakukan pengambilan data
kembali, tetapi apabila N’>N maka data belum mencukupi dan perlu dilakukan
pengambilan data lagi. Rekapitulasi uji kecukupan data dapat dilihat pada Tabel 5.14. dan Tabel 5.15.
Tabel 5.14. Uji Kecukupan Data Sebelum Penambahan Data
No. Dimensi N’ N Keterangan
1 LB 5,30 4 Tidak Cukup
2 TBD 10,72 4 Tidak Cukup
Sumber: Pengolahan Data
Salah satu syarat penggunaan data antropometri yang akan diaplikasikan pada perancangan fasilitas menggunakan konsep persentil adalah data harus berdistribusi normal, sehingga perlu dilakukan uji normalitas. Metode
kolmogorov-smirnov digunakan karena data antropometri yang digunakan adalah data parametrik yang dapat diketahui nilai parameter/statistik data (rata-rata, standar deviasi, dan sebagainya), merupakan data kontinu (hasil pengukuran), dan ukuran sampel memenuhi (8 sampel) sehingga metode kolmogorov-smirnov dapat digunakan untuk melakukan uji kenormalan data. Pengujian kenormalan data dengan kolmogorov-smirnov menggunakan software SPSS 24. Hasil pengujian data dengan Kolmogorov-Smirnov dapat dilihat pada Tabel 5.16. berikut:
Tabel 5.16. Uji Kenormalan Data dengan Kolmogorov-Smirnov
LB TBD Ppo TPo
N 8 8 8 8
Normal Parametersa,b Mean 38,8125 56,8875 44,4625 45,5750
Std. Deviation 2,82309 3,90327 1,43222 1,77261
Most Extreme Differences Absolute ,180 ,162 ,260 ,139
Positive ,148 ,124 ,175 ,139
Negative -,180 -,162 -,260 -,121
Kolmogorov-Smirnov Z ,180 ,162 ,260 ,139
Asymp. Sig. (2-tailed) ,200c,d ,200c,d ,118c ,200c,d
a. Test distribution is Normal.
b. Calculated from data.
c. Lilliefors Significance Correction.
d. This is a lower bound of the true significance.
5.2.9.1.Perhitungan Persentil
Perancangan fasilitas kerja pada operator cutting and packing
3,15m x 1,12m x 1,38m sedangkan tempat packing yaitu 3,15m x 0,37m x 1,30m. Gambar sketsa mesin cutting dan packing dapat dilihat pada Gambar 5.1.
Data dimensi tubuh operator pada stasiun packing tidak cukup untuk digunakan sebagai acuan dalam perancangan fasilitas kerja, sehingga dilakukan penambahan data dimensi tubuh dari laboratorium E dan APK. Data antropometri operator packing (4 data) dengan data antropometri Laboratorium E dan APK (26 data) dilihat pada Tabel 5.16.
Setelah diperoleh data antropometri dari pengukuran operator packing
dan Laboratorium E dan APK, selanjutnya ditentukan nilai persentil. Nilai persentil yang dicari adalah persentil 5, 50 dan 95.
Contoh perhitungan nilai persentil data antropometri adalah sebagai berikut:
1. Persentil 5
2. Persentil 50
Harga persentil 50 dapat dicari dengan menggunakan persamaan berikut: P50 = ̅
Harga persentil 95 dapat dicari dengan menggunakan persamaan berikut: P95 = ̅ + 1,645 x
Tabel 5.18. Perhitungan Persentil 5, 50 dan 95 untuk Seluruh Dimensi
Berdasarkan data diatas, data dimensi yang digunakan pada perancangan fasilitas kerja adalah Lebar Bahu (LB) menggunakan persentil 95, Tinggi Bahu Duduk (TBD) dengan menggunakan persentil 95, Panjang Popliteal menggunakan persentil 50 dan Tinggi Popliteal menggunakan persentil 50.
Usulan fasilitas kerja yang akan dirancang sesuai dengan kebutuhan operator yaitu kursi kerja. Adapun produk usulan yang akan dirancang memiliki spesifikasi dengan penjelasan sebagai berikut:
a. Tinggi kursi dirancang 45,4 cm sesuai dengan persentil 50 tinggi popliteal. Tinggi kursi dirancang adjustable agar bisa disesuiakan dengan pemakainya. Ketinggian maksimum kursi dirancang dengan penambahan ketinggian sampai 45cm sesuai dengan ukuran persentil 50 dimensi tubuh panjang popliteal.
e. Tinggi footrest dirancang adjustable. Tinggi footrest dirancang adjustable
agar bisa disesuaikan dengan tinggi kursi. Ketinggian maksimum footrest
dirancang dengan penambahan ketinggian sampai 46cm sesuai dengan ukuran persentil 50 dimensi tubuh tinggi popliteal.
5.2.10.Menerapkan, Mengatasi, dan Meningkatkan Kinerja
BAB VI
PEMECAHAN MASALAH
6.1. Analisis Penerapan Macroergonomic Analysis and Design (MEAD) Analisis pertama kali dilihat dari keluhan operator cutting and packing
terhadap fasilitas kerja yang ada di CV. Topaz Profile And Frame. Keluhan ini disebabkan karena desain mesin Cutting yang tinggi sehingga operator harus menggapai profile yang telah terpotong sambil membungkuk dan tempat Packing
profile yang tinggi sehingga membuat operator bekerja dengan berdiri. Dengan posisi bekerja membungkuk pada saat menggapai profile dan berdiri saat melakukan packing, maka diusulkan suatu rancangan fasilitas kerja. Hasil SNQ menyatakan bahwa operator banyak mengeluh di bagian punggung, lengan atas, pinggang, lutut dan betis maka perancangan fasilitas mengarah kepada perancangan kursi kerja. Performansi yang ingin ditingkatkan dengan adanya kursi kerja ini adalah produktivitas kerja dan mengurangi keluhan operator.
dengan alasan perusahaan menginginkan fasilitas kerja yang memiliki daya tahan lebih lama dan dibuat adjustable agar bisa dikondisikan dengan desain mesin.
Spesifikasi produk usulan yang akan dirancang memiliki bentuk kursi yang bisa dinaikturunkan sesuai kebutuhan, bahan rangka dari besi, bahan sandaran dan alas duduk dari busa, memiliki sandaran kaki (footrest) yang bisa dinaikturunkan.
6.2. Usulan Rancangan Fasilitas Kerja
Gambar 6.1. Proyeksi Dimensi Rancangan Usulan Fasilitas Kerja Operator Cutting and Packing CV. Topaz Profile And Frame
Perancangan dilakukan dengan menggunakan pendekatan antropometri, yaitu perancangan dengan prinsip user-centered. Dimensi tubuh yang digunakan dalam perancangan yaitu:
Sesuai dengan penetapan data antropometri, diperoleh bahwa tinggi kursi dirancang adjustable agar operator dapat meraih potongan profile dan dapat melakukan packing profile dengan nyaman serta dapat mengurangi intensitas lengan bawah operator. Dengan demikian, maka dihasilkanlah desain kursi kerja seperti yang ditunjukkan dalam Gambar 6.2.
Gambar 6.3. Proyeksi Dimensi Rancangan Usulan Fasilitas Kerja Tampak Aksonometri
Analisis untuk kursi kerja:
1. Tinggi kursi dirancang adjustable. Hal ini bertujuan supaya operator dapat menggapai profile dan melakukan packing dengan nyaman. Dengan tinggi yang adjustable, maka operator dapat mengatur ketinggian kursi dan memposisikan tubuhnya agar tidak terlalu membungkuk. Dengan kata lain, kursi yang adjustable dapat mengurangi risiko nyeri punggung dan kaki.
4. Tinggi backrest dirancang 65,36cm sesuai dengan persentil 95 tinggi bahu duduk. Semakin tinggi backrest, akan semakin baik karena dapat menyangga bagian lumbar spinal dengan aman. Tinggi backrest yang rendah hanya menyangga pinggang sedangkan backrest medium hanya menyangga sampai ke bahu.
5. Kedalaman kursi dirancang 44,88cm sesuai dengan persentil 50 panjang polipteal. Kedalaman kursi tidak boleh melebihi ukuran rata-rata pengguna dari suatu populasi. Di sisi lain, jika kursi terlalu dalam, akan mengakibatkan tekanan pada daerah belakang lutut (popliteal) dan akan mengurangi kebebasan gerak pada kaki operator.
6. Tinggi footrest dirancang adjustable agar kaki operator tidak kelelahan. Untuk jenis kursi tinggi, footrest adalah bagian yang paling penting. Jika tidak ada
footrest, maka peredaran darah tidak lancar pada kaki. Diameter footrest
dirancang memiliki ukuran yang sama dengan kedalaman kursi yaitu 44,88cm. Jika dirancang memiliki diameter yang lebih kecil dari kedalaman kursi, maka kemungkinan besar kaki akan menekuk dan berisiko dan jika dirancang melebihi kedalaman kursi, maka akan semakin membuat operator semakin jauh dari areal kerjanya.
Gambar 6.4. Aplikasi Usulan Fasilitas Kerja Operator Cutting
cutting and packing CV. Topaz Profile And Frame dan diukur kembali produktivitasnya dengan cara yang sama sebelum rancangan produk diaplikasikan. Hasil pengukuran kerja operator sebelum dan sesudah perbaikan dapat dilihat pada Tabel 6.1
Tabel 6.1. Hasil Pengukuran Kerja Operator Cutting and Packing
Sebelum dan Sesudah Perbaikan
Jam Ke- Hasil Kerja Aktual
(profile/jam)
Sumber : Pengamatan di Pabrik
Grafik perbandingan produktivitas aktual dan usulan operator cutting and packing CV. Topaz Profile And Frame dapat dilihat pada Gambar 6.6.
Gambar 6.6. Produktivitas Operator Cutting and Packing 65
Aktivitas Operator Cutting and Packing
produktivitas aktual
Dari kedua gambar di atas, maka dapat dilihat terjadinya peningkatan produktivitas kerja dari operator dengan menggunakan fasilitas kerja yang baru.
Dengan pendekatan macroergonomic analysis and design pada CV. Topaz Profile And Frame didapat penyelesaian masalah sebagai berikut:
a. Hubungan perusahaan dengan pekerja
CV. Topaz Profile And Frame membutuhkan pekerja untuk membantu segala operasional yang berjalan di perusahaan, maka dari itu perusahaan menggunakan pendekatan Macroergonomic Analysis and Design (MEAD) dalam melakukan perbaikan fasilitas kerja untuk meningkatkan kenyamanan bagi karyawan saat bekerja. Dengan meningkatnya kenyamanan karyawan maka karyawan dapat bekerja dengan maksimal dan produktivitas karyawan akan meningkat.
b. Lingkungan Fisik
Suhu pada stasiun kerja packing berkisar 300C - 400C dan berdebu, karena letak mesin cutting dan tempat packing yang berdekatan dan tertutupnya stasiun kerja Cutting and Packing. Oleh karena itu, diusulkan kepada pihak manajemen perusahaan untuk menambah alat exhaust fan, kipas angin dan masker di stasiun kerja Cutting and Packing.
diusulkan suatu fasilitas kerja yang baru yaitu kursi kerja agar dapat diterapkan oleh pihak manajemen perusahaan.
Dengan pendekatan makro ergonomi pada sebuah perusahaan diharapkan kegiatan yang ada diperusahaan bisa berjalan dengan lebih harmonis, terintegrasi, dan mencapai sebuah sistem kerja yang optimal.
BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Kesimpulan yang dapat diambil dari penelitian ini adalah:
1. Penerapan metode macroergonomic analysis and design pada CV. Topaz Profile and Frame merekomendasikan peningkatan kenyamanan kerja pada operator. Pihak manajemen perusahaan dan operator memandang perlu adanya penambahan fasilitas kerja dan rancangannya dibuat dengan prinsip adjustable
agar terdapat kesesuaian dengan desain mesin cutting dan rak packing.
2. Fasilitas kerja yang diusulkan pada stasiun kerja cutting and packing di CV. Topaz Profile and Frame adalah kursi kerja. Dengan adanya rancangan kursi kerja yang baru maka dapat dilihat peningkatan hasil kerja operator dalam 1 hari kerja dari 466 batang profile menjadi 488 batang profile.
7.2. Saran
1. Pada penelitian selanjutnya diharapkan agar jenis perusahaan yang diteliti dengan metode MEAD jangan hanya perusahaan industri bisa berupa perusahaan jasa/pelayanan.