KARYA AKHIR
PRINSIPKERJA THERMOSTAT CONTROL VALVE PADA PIPA TANGKI TIMBUN CPO
O L E H
ROBIN HUTAGAOL NIM : 035203020
PROGRAM DIPLOMA-IV TEKNOLOGI INSTRUMENTASI PABRIK FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
2008
OLEH :
Nama : ROBIN HUTAGAOL Nim : 035203020
Disetujui oleh : Pembimbing Karya Akhir
IR. EDDY WARMAN Nip : 130 809 911
Diketahui oleh :
Ketua Program Diploma – IV Teknologi Instrumentasi Pabrik
Fakultas Teknik Universitas Sumatera Utara
Ir. NASRUL ABDI. MT NIP : 131 459 554 PROGRAM DIPLOMA – IV
TEKNOLOGI INSTRUMENTASI PABRIK FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
Suatu perusahaan industri dalam hal mencapai hasil produksi yang
bermutu tinggi harus dapat memelihara dan menerapkan fasilitas secara efisien.
sehubungan dengan itu Pabrik kelapa sawit sebagai salah satu perusahaan industri
yanag mengolah CPO ( Crude Palm Oil ) menjadi minyak goreng yang sudah
dapat dipergunakan oleh masyarakat umum , melakukan beberapa tahap
pengolahan yang bersifat otomatis maupun manual untuk memperlancar jalannya
pengolahan tersebut. adapun tahap awal dari proses pengolahan CPO ini adalah
dari Tangki Timbun CPO untuk mengatur proses ini dipergunakan alat control
temperature yaitu Thermostat Control Valve.
Thermostatic control valve adalah suatu alat instrument yang memerlukan
pemeliharaan secara rutin agar peralatan ini dapat beroperasi dengan baik dan
dapat meningkatkan umur dari peralatan tersebut dalam operasi kerjanya.kegiatan
pemeliharaan dalam industri yang berskala besar maupun kecil
merupakan suatu kegiatan yang sangat penting artinya dalam kelangsungan
produksi.mengingat bahwa Thermostat Control Valve merupakan alat control
yang fungsinya sangat penting , maka pemeliharaan terhadap alat ini harus secara
KATA PENGANTAR
Puji syukur penulis ucapkan kepada Tuhan Yang Maha Esa, atas berkah
dan rahmatnya sehingga penulis dapat menyelesaikan karya akhir ini.
Tidak lupa pula penulis ucapkan ribuan terima kasih kepada Ayahanda dan
Ibunda tercinta yang tak pernah letih mengasuh, membesarkan, memberi
dukungan moral maupun materil dan selalu menyertai Ananda dengan do’a
sampai Ananda menyelesaikan Karya Akhir Ini.
Dalam proses penyusunan karya akhir ini, penulis telah mendapat
bimbingan dan arahan dari berbagai pihak, maka untuk bantuan yang di berikan
baik materil, spiritual, informasi maupun administrasi. Oleh karena itu
sepantasnya penulis mengucapakan terima kasih yang sebesar-besarnya kepada :
1. Orang tua tercinta dan keluarga yang telah memberikan dukungan
moril dan materil serta do’a – do’a nya.
2. Bapak Prof. Dr. Ir. Armansyah Ginting M.Eng. selaku Dekan
fakultas Teknik Universitas Sumatera Utara.
3. Bapak Ir. Nasrul Abdi MT. selaku Ketua Program Studi Teknologi
Instrumentasi Pabrik.
4. Bapak Ir. Eddy Warman selaku dosen pembimbing dalam
penyusunan karya akhir ini.
6. Bapak Soeharwinto.ST.MT selaku Dosen Wali.
.
7. Rekan-rekan mahasiswa jurusan Teknologi Instrumentasi Pabrik yang
tidak dapat penulis sebutkan satu persatu, khususnya angkatan 2003
yang telah banyak membantu penulis.
Akhir kata tak ada gading yang tak retak, karena keterbatasan waktu dan
kemampuan, penyusun menyadari bahwa dalam pembuatan Karya Akhir ini
masih terdapat banyak kekurangan maupun kesalahan. Untuk itu penyususn
membuka diri atas segala kritik dan saran yang bersifat membangun agar dapat di
diskusikan dan di pelajari bersama demi kemajuan wawasan ilmu pengetahuann
teknologi. Semoga karya akhir ini dapat bermanfaat bagi kita semua.
Medan, November 2008
D A F T A R I S I
ABSTRAK ... i
KATA PENGANTAR ... ii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... viii
D A F T A R L A M P I R A N ... viiii
BAB I PENDAHULUAN ... 1
I.1. Latar Belakang ... 1
I.2. Tujuan Penulisan Karya Akhir ... 2
I.3. Batasan Masalah... 2
I.4. Metode Pembahasan... 2
1.5. Sistematika Pembahasan ... 3
BAB II LANDASAN TEORI ... 4
II.1 Pengenalan Alat Ukur ... 4
II.2.1.Prinsip Alat Ukur ... 6
II.3. Karakteristik Alat Ukur ... 8
II.4. Faktor Yang Mempengaruhi Kerja Alat Ukur ... 9
II.5. Jenis-jenis Alat Ukur Temperatur ... 11
II.6. Metode Pengukuran Temperatur ... 15
II.6.1. Sinyal Konverter ... 15
II.7. Jenis-jenis Aksi Kontrol Automatik ... 16
II.7.1. Aksi Kontrol Automatik ... 16
BAB III .THERMOSTAT CONTROL VALVE ... 21
III.1. Pengertian Thermostat Control Valve ... 21
III.1.1.Komponen-komponen Utama Thermostat Control Valve ... 22
III.2. Sistem Pengontrolan dengan Thermostat Control Valve ... 25
III.3. Pelaksanaan Pemeliharaan ... 26
BAB IV . PRINSIP KERJA THERMOSTAT CONTROL VALVE ... 30
IV.1. Prinsip Kerja Thermostat Control Valve Pada Tangki CPO ... 30
... 31
IV.3. Spesifikasi Peralatan ... 31
IV.4. Analisa Data ... 33
BAB V KESIMPULAN DAN SARAN ... 38
V.1. Kesimpulan ... 38
V.2. Saran ... 38
DAFTAR PUSTAKA ... 39
DAFTAR GAMBAR
Gambar 2.1. Metode Dilihat Langsung ... 5
Gambar 2.2. Motede Tidak Langsung ... 6
Gambar 2.3. SistemDasar Alat Ukur ... 7
Gambar 2.4. Thermometer Air Raksa ... 11
Gambar 2.5. Thermometer Bimetal ... 12
Gambar 2.6. Termokopel ... 13
Gambar 2.7. Thermometer Tahanan ... 14
Gambar 2.8. Sinyal Konverter ... 15
Gambar 2.9. Kontroler Aksi Dua Posisi ON – OFF ... 17
Gambar 2.10. Kontroler Proporsional ( P ) ... 18
Gambar 2.11. Kontroler Aksi Integral ... 20
Gambar 2.12. Kontroler Aksi Derivative ... 21
Gambar 3.13. Thermostat Control Valve ... 22
Gambar 3.14. Tabung Sensor Thermal ... 23
Gambar 3.15. elemen –elemen Thermostatik Control Valve ... 24
Gambar 3.17. Blok Diagram Keterpasangan Thermostatic Control Valve ... 26
DAFTAR TABEL
Tabel 4.1. Data Temperature Tangki CPO dengan Menggunakan Thermostatik
Control Valve
DAFTAR LAMPIRAN
Lampiran 1 : THEMPERATURE – EMF FOR TYPE “K”THERMOCOUPLES
THEMPERATURE IN DEGRESS CELCIUS ( IPTS -68 )
Suatu perusahaan industri dalam hal mencapai hasil produksi yang
bermutu tinggi harus dapat memelihara dan menerapkan fasilitas secara efisien.
sehubungan dengan itu Pabrik kelapa sawit sebagai salah satu perusahaan industri
yanag mengolah CPO ( Crude Palm Oil ) menjadi minyak goreng yang sudah
dapat dipergunakan oleh masyarakat umum , melakukan beberapa tahap
pengolahan yang bersifat otomatis maupun manual untuk memperlancar jalannya
pengolahan tersebut. adapun tahap awal dari proses pengolahan CPO ini adalah
dari Tangki Timbun CPO untuk mengatur proses ini dipergunakan alat control
temperature yaitu Thermostat Control Valve.
Thermostatic control valve adalah suatu alat instrument yang memerlukan
pemeliharaan secara rutin agar peralatan ini dapat beroperasi dengan baik dan
dapat meningkatkan umur dari peralatan tersebut dalam operasi kerjanya.kegiatan
pemeliharaan dalam industri yang berskala besar maupun kecil
merupakan suatu kegiatan yang sangat penting artinya dalam kelangsungan
produksi.mengingat bahwa Thermostat Control Valve merupakan alat control
yang fungsinya sangat penting , maka pemeliharaan terhadap alat ini harus secara
BAB I
PENDAHULUAN
I.1. LATAR BELAKANG
Suatu perusahaan industri dalam hal mencapai hasil produksi yang
bermutu tinggi harus dapat memelihara dan menerapkan fasilitas secara efisien.
Sehubungan dengan itu Pabrik kelapa sawit sebagai salah satu perusahaan industri
yanag mengolah CPO ( Crude Palm Oil ) melakukan beberapa tahap pengolahan
yang bersifat otomatis maupun manual untuk memperlancar jalannya pengolahan
tersebut.
Adapun salah satu tahap dari proses pengolahan CPO ini adalah proses
dari Tangki Timbun CPO yaitu pemanasan yang dilakukan terhadap CPO dengan
temperatur yang dijaga konstan 500 C – 600 C. Tujuan dari pemanasan ini adalah untuk menghomogenkan Sterin dan Olein didalam tangki,untuk menjaga
temperatur CPO dalam tangki timbun tetap konstan diperlukan berbagai macam
alat, salah satu diantaranya adalah Thermostat Control valve, yang berfungsi
untuk mengontrol temperatur dalam tangki timbun CPO tetap konstan pada
temperatur 500 – 600 C dimana uap ( Steam ) sebagai media pemanas yang dipompakan dari ketel uap dengan tekanan 1,8 kg/cm2.
Karena pentingnya fungsi dari Thermostat Control Valve ini adalah untuk
meningkatkan mutu produksi, maka penulis menarik suatu rumusan masalah dan
THERMOSTAT CONTROL VALVE PADA PIPA TANGKI TIMBUN CPO"
I.2. TUJUAN PENULISAN KARYA AKHIR
Adapun yang menjadi tujuan penulisan karya akhir ini adalah:
1. Untuk mengetahui prinsip kerja Thermostat Control Valve itu sendiri
pada tangki timbun CPO.
2. Untuk mengetahui gangguan yang terjadi pada Thermostatik Control
Valve.
3. Untuk mengetahui pengukuran temperatur CPO pada tangki timbun
1.3. BATASAN MASALAH
Mengingat masalah yang akan diangkat pada Karya Akhir ini memiliki
ruang lingkup pembahasan yang relative luas, maka penulis membatasi
permasalahan ini sebagai berikut :
1. Hanya menjelaskan prinsip kerja dari Thermostatik Control valve pada
tangki timbun CPO.
2. Hanya menjelaskan bagaimana cara mengukur temperatur CPO pada
tangki timbun dengan menggunakan Thermostatik Control Valve.
3. Tidak membahas perhitungan secara mendetail .
1.4. METODE PEMBAHASAN
Metode pembahasan yang dipergunakan untuk melengkapi data tersebut
1. Dengan mempelajari secara teoritis serta mengumpulkan data – data
spesifikasi yang diperlukan tentang pengukuran level dengan
menggunakan transmitter pneumatik serta mencari buku – buku yang
sesuai dengan topik yang dibahas.
2. Dengan melakukan pengamatan dilapangan.
3. melakukan diskusi dengan dosen pembimbing dan diskusi kepustakaan.
1.5. SISTEMATIKA PEMBAHASAN
Adapun untuk dapat memudahkan pemahaman, penulis membuat
sistematika peulisan sebagai berikut :
BAB I. PENDAHULUAN
Dalam bab ini berisi tentang : Abstrak, latar belakang masalah, tujuan
penulisan, batasan masalah, metode pembahasan, dan sistematika penulisan.
BAB II. LANDASAN TEORI
Bab ini berisi tentang landasan teori mengenai sistem pengukuran.
BAB III. THERMOSTAT CONTROL VALVE
Bab ini berisi tentang Thermostatik Control Valve.
BAB IV. PRINSIP KERJA THERMOSTAT CONTROL VALVE
Bab ini berisi tentang Prinsip kerja Thermostat Control Valve
BAB V. KESIMPULAN DAN SARAN
BAB II
LANDASAN TEORI
II.I. Pengenalan Alat Ukur.
Pengukuran merupakan suatu aktifitas dan atau tindakan membandingkan
suatu besaran yang belum diketahui nilainya atau harganya terhadap besaran lain
yang sudah diketahui nilainya, misalnya dengan besaran standart. Pekerjaan
membandingkan tersebut tiada lain adalah pekerjaan pengukuran atau mengukur.
Sedangkan pembandingnya yang disebut sebagai alat ukur. Pengukuran banyak
sekali dilakukan dalam bidang teknik atau industri. Sedangkan alat ukurnya
sendiri banyak sekali jenisnya, tergantung dari banyak faktor, misalnya objek
yang diukur serta hasil yang di inginkan. Yang perlu diperhatikan dalam
melakukan pengukuran adalah :
1. Standart yang dipakai harus memiliki ketelitian yang sesuai dengan
standart yang telah ditentukan
2. Tata cara pengukuran dan alat yang digunakan harus memenuhi
persyaratan.
Pengetahuan yang harus dimiliki adalah bagaimana menetukan besaran
yang akan diukur, bagaimana mengukurnya dan mengetahui dengan apa besaran
tersebut harus diukur. Ketiga hal tersebut harus mutlak dimiliki oleh orang yang
Pengetahuan akan alat ukur dan objek yang dihadapi adalah suatu syarat
agar pengukuran yang benar dapat dilakukan. Ini juga berarti bahwa cara
melakukan pengukuran yang benar akan diperoleh.
II.2. Metode Pengukuran
Dalam pengukuran dapat dilakukan dengan dua metode, yaitu :
a. Metode Pengukuran Langsung
Pengukuran dikatakan pengukuran langsung bila alat ukurnya atau
pembandingnya standart, yaitu suatu pengukuran yang mempunyai nilai
standart, misalnya ukuran panjang dan berat.
b. Metode Pengukuran Tidak Langsung
Pengukuran dikatakan tidak langsung bila pembandingnya adalah suatu
yang telah dikalibrasikan terhadap besaran standart, misalnya transmitter. Karena
sulitnya untuk mendapatkan alat ukur standar, sedangkan besaran yang akan
diukur banyak sekali macamnya, maka teknologi telah menghasilkan banyak cara
untuk menghasilkan alat ukur tidak langsung. Berdasarkan pada peranan dalam
fungsinya dapat dibedakan :
a. Alat ukur penunjuk : misalnya ammeter, voltmeter, termometer,
dan lain-lain.
b. Alat ukur perekan/rekorder : misalnya rekorder temperatur,
rekorder tekanan dan lain-lain.
c. Alat ukur pengendali : misalnya pengendali temperatur
(thermostat) pada pemanas air, strika listrik dan lain-lain.
II.2.1. PRINSIP ALAT UKUR
Klasifikasi alat ukur dapat dilakukan berdasarkan aplikasinya, berdasarkan
bidangnya dan lain-lain. Untuk alat ukur tidak langsung apapun jenisnya terdapat
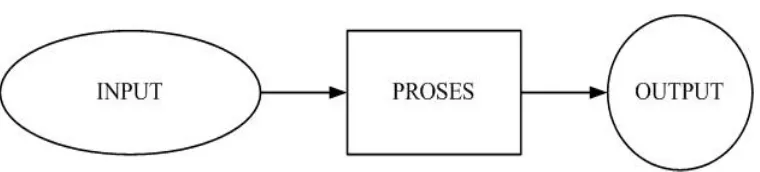
tiga bagian :
a. Bagian Input
b. Bagian Proses, dan
c. Bagian Otput
Ketiga bagian utama tersebut dapat digambarkan dalam blok diagram
gambar II.3 berikut ini :
Gambar 2.3. Sistem Dasar Alat Ukur
Bagian input adalah bagian dari alat ukur yang membaca atau merasakan
serta mencari informasi dari besaran yang dikehendaki dari objek pengukuran.
Bagian ini sering pula dikenal sebagai sensor atau transmitter.
Bagian pemroses adalah bagian dari alat ukur yang berfungsi sebagai
pengolah informasi yang didapat dari sensor, kemudian dijadikan informasi baru
dari alat ukur yang bertugas menyajikan hasil pengukuran yang dikeluarkan oleh
bagian pemroses dalam bentuk informasi yang mudah dimengerti untuk keperluan
selanjutnya, bagian ini misalnya display digital atau dekoder. Mengetahui
bagian-bagian dari alat ukur diatas secara mendasar adalah perlu, agar pengukuran dapat
dilakukan dengan benar dan hasil yang benar pula.
II.3. KARAKTERISTIK ALAT UKUR
Mengetahui karakteristik alat ukur adalah penting agar pekerjaan
pengukuran secara menyeluruh (persiapan, pelaksanaan dan analisis) dapat
diandalkan keberhasilannya. Seseorang tidak akan dapat merancang pengukuran
dengan benar tanpa mengetahui arti karakteristik dari alat ukur. Beberapa
karakteristik penting dari alat ukur adalah:
a. Ketelitian atau Keseksamaan (Accuracy)
Ketelitian atau accuracy didefenisikan sebagai ukuran seberapa jauh hasil
pengukuran mendekati harga sebenarnya. Ukuran ketelitian sering dinyatakan
dengan dua cara, atas dasar perbedaan atau kesalahan (error) terhadap harga yang
sebenarnya, yaitu :
- Kesalahan terhadap harga sebenarnya dalam proses :
b. Kecermatan atau Keterulangan (Precision/Repeatibility)
Adalah yang menyatakan seberapa jauh alat ukur dapat mengulangi
hasilnya untuk harga yang sama. Dengan kata lain, alat ukur belum tentu akan
dapat memberikan hasil yang sama jika diulang, meskipun harga besaran yang
diukur tidak berubah. Hal diatas berarti bahwa jika suatu mikrometer
menghasilkan angka 0,0002 mm, dan hasil yang sama akan diperoleh kembali
meskipun pengukuran diulang-ulang, dikatakan bahwa mikrometer tersebut sangat
cermat.
c. Resolusi
Resolusi adalah nilai perubahan terkecil yang dapat dirasakan oleh alat
ukur. Sebagai contoh : suatu timbangan pada jarum penunjuk yang menunjukkan
perubahan 0,1 gram (terkecil yang dapat dilihat) maka dikatakan bahwa resolusi
dari timbangan tersebut adalah 0,1 gram. Harga resolusi sering dinyatakan pula
dalam persen skala penuh.
d. Sensitivitas (Sebsitifity)
Sensitifitas adalah ratio antara perubahan pada output terhadap perubahan
pada input. Pada alat ukur yang linier, sensitivitas adalah tetap. Dalam beberapa
hal harga sensitivitas yang besar menyatakan pula keunggulan dari alat ukur yang
bersangkutan. Alat ukur yang terlalu sensitif adalah sangat mahal, sementara
II..4. FAKTOR YANG MEMPENGARUHI KERJA ALAT UKUR
Banyak hal yang mempengaruhi kualitas kerja dari alat ukur. Dan tentunya
faktor-faktor ini juga mempengaruhi kualitas hasil pengukuran. Faktor yang
dimaksud tersebut berasal dari lingkungan terhadap alat ukur dan sebaliknya
adalah terdiri dari faktor temperatur, kelembapan, percepatan, media korosif,
radiasi nuklir dan media explosif.
a. Temperatur
Faktor ini dapat menyebabkan berubahnya sifat fisis dari bagian-bagian
alat ukur. Misalnya panjang atau dimensi fisis dari benda dapat berubah dengan
perubahan temperatur.
b. Kelembapan
Kelembapan adalah ukuran dari banyaknya uap air di udara. Kelembapan
sangat mempengaruhi kualitas dari macam-macam alat ukur maupun medianya.
Misalnya kertas sangat peka terhadap perubahan kelembapan. Persoalan ini sering
terjadi pada alat ukur perekam (rekorder). Juga pada alat ukur elektronik dapat
rusak atau berubah karakteristiknya karena kelembapan.
c. Percepatan
Bila daerah dimana alat ukur berada mengalami getaran atau gerakan
maka tidak mungkin pengukuran dengan baik. Apalagi bila alat ukur tersebut
yang diletakkan diatas papan yang bergetar, maka penunjukkannya tidak akan
teliti.
d. Media korosif
Alat ukur tekanan, temperatur, laju aliran yang terbuat dari bahan- bahan
korosif memerlukan rancangan khusus. Misalnya termokopel tidak dapat lagi
digunakan untuk mengukur temperatur larutan FeCl.
e. Radiasi Nuklir
Radiasi dapat mempengaruhi banyak sifat dari material, sehingga alat ukur
untuk bidang ini memerlukan rancangan khusus.
f. Media Explosif
Alat ukur untuk media yang mudah meledak atau terbakar harus dirancang
aman dan dapat menetralisir usaha-usaha yang dapat mempengaruhinya.
II.5. JENIS – JENIS ALAT UKUR TEMPERATUR
II.4.1. Jenis – Jenis Alat Ukur dengan metode pemuaian :
1. Termometer Air Raksa
Prinsip kerja berdasarkan perubahan temperature menyebabkan
perubahan volume, agar perubahan volume tersebut dapat tampak lebih
Gambar 2.4. Termometer Air Raksa
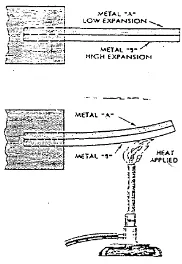
2. Termometer Bimetal
Dua buah logam dengan koefisien muai panjang berbeda, dan
diletakkan berdasarkan bersama-sama. Karena satu logam mempunyai
koefisien muai panjang yang lebih besar, maka kenaikan temperature akan
ditunjukkan oleh penyimpangan (defleksi) dari bimetal. Penurunan
temperature akan disertai dengan gerakan pada arah yang berlawanan.
Bimetal ini selain pengukur temperature sering pula digunakan sebagai
elemen control pada system pengontrol temperature (pada kontroler jenis
on-off).
Konstruksi antara lain :
Spiral
Bentuk U
Washer
Helik ganda
Gambar 2.5. Termometer Bimetal
3. Termokopel
Termokopel terdiri dari sambungan (junction) dari dua logam yang
berbeda. Pada sambungan ini tedapat tegangan listrik yang tergantung
temperature junction. Perubahan temperature akan memberikan harga
tegangan yang berubah pula.
Pada termokopel tedapat 3 efek yang saling berkaitan yaitu :
1. Efek Seebeck
Bila dua logam yang berbeda dan dihubungkan seperti pada gambar
v-3 maka akan timbul tegangan listrik antara kedua terminal yang
besarnya tergantung pada temperature pada junctionnya (temperature
2. Efek Peltier
Bila pada junction tersebut mengalir arus listrik maka tegangan litrik
yang terjadi akan berubah naik atau turun tegantung dari arah arus
listrik yang mengalir pada junction tersebut.
3. Efek Thomson
Bila sepanjang logam tersebut terdapat gradient temperature maka
besarnya tegangan tersebut juga akan berubah.
4. Termometer Tahanan
Termometer tahanan listrik berdasarkan perubahan tahanan listrik
suatu logam terhadap perubahan temperature, umumnya bila suatu logam
dipanaskan maka tahanan listriknya akan naik sesuai dengan
temperaturnya menurut hubungan.
Konstruksinya seperti pada gambar v-11, terdiri dari elemen perasa berupa
filament listrik diselubungi oleh sebuah pelindung. Sebagai filament listrik
yang baik umumnya digunakan platina, tembaga dan karbon. Bahan
tahanan harus mempunyai sifat :
a. penghantar panas
b. induktansi minimum
c. tidak tedapat tegangan listrik fisik
d. homogin
Gambar 2.7. Termometer Tahanan
II.6. Metode Pengukuran Temperatur.
Metode pengukuran temperatur ada dua macam yaitu :
1. Metode pemuaian panas yang diukur menghasilkan pemuaian dan
pemuaian ini dirubah kedalam bentuk gerak–gerak mekanik kemudian
dikalibrasi ke dalam angka–angka yang menunjukkan nilai panas (
temperatur ) yang diukur.
2. Panas yang diukur menghasilkan gaya gerak listrik ( Emf ) dan gaya
gerak listrik ini dikalibrasikan kedalam angka–angka yang
menunjukkan nilai proses ( temperatur ) yang diukur.
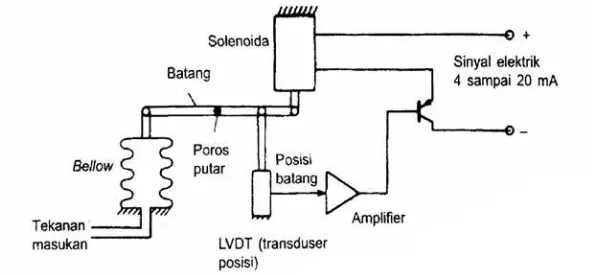
II.6.1. Sinyal Konverter
Pada gambar 3.6 memperlihatkan bentuk umum sebuah konverter P-I
Konverter P-I adalah suatu alat yang berhubungan dengan sensor dimana
untuk mengkonversikan tekanan yang dikirimkan oleh sensor untuk diubah
menjadi arus listrik standard 4-20 mA. Sinyal tekanan masukan diaplikasikan ke
bellow dan menghasilkan simpangan batang. Simpangan ini diukur oleh Linear
Variable Differential Transmitter (transformer diferensial variabel linear). Linear
Variable Differential Transmitter adalah suatu perubahan induksi magnet dari
kumparan primer ke kumparan sekunder, dimana dalam keadaan setimbang
magnet terletak ditengah dan kedua kumparan sekunder menerima fluks yang
sama. Sedangkan dalam keadaan tidak setimbang, fluks pada satu kumparan naik
dan yang lainnya turun. Pada keseimbangan, gaya kumparan (proporsional dengan
arus keluaran) sesuai dengan gaya dari bellow (proporsional dengan tekanan
sinyal masukan). Offset nol (4 mA) dalam sinyal elektrik cukup besar untuk
menggerakkan amplifier sehingga memungkinkan kedua kawat sinyal juga
berfungsi sebagai jaringan pasokan.
II.7. JENIS – JENIS AKSI KONTROL AUTOMATIK
II.7.1. Aksi Kontrol Automatik.
Kontrol automatik membandingkan harga yang sebenarnya dari
keluaran dengan harga yang diinginkan menentukan deviasi sampai
dengan nol atau sampai dengan harga terkecil yang masih diperbolehkan.
cara kontrol automatik ini yang menghasilkan sinyal kontrol disebut
dengan aksi kontrol ( Control Action ). Kontroler ( pengontrol ) automatik
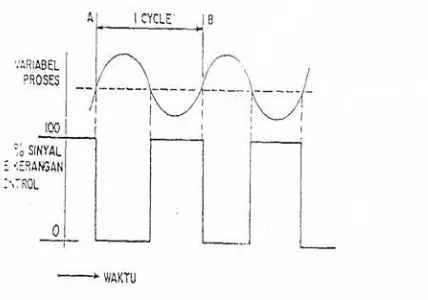
a. Kontroler Aksi Dua Posisi ON – OFF
Ini adalah bentuk yang paling sederhana dari pengendalian loop
tertutup sistimnya akan sepenuhnya berfungsi atau sepenuhnya tidak
berfungsi tergantung pada besar kecilnya sinyal kesalahan yang
dihasilkan contohnya pengendalian Thermostatik dari pemanas
ruangan . pemanasan akan dilakukan apabila temperatur ruangan
dibawah nilai batas tertentu , dan akan dihentikan setelah temperatur
naik hingga batas atas tertentu pengendalian diatas telah cukup
memadai, dimana respon waktu ( time response ) dari sistem tersebut
secara efektif meniadakan perubahan yang mendadak pada
keluarannya . bahkan untuk situasi tertentu pengendalian ON – OFF
adalah yang paling sesuai karena piranti yang dikendalikan juga hanya
mengenal dua kondisi, ON – OFF ( terbuka penuh atau tertutup
penuh). Didalam dunia industri, telah banyak memanfaatkan
pengendalian ON – OFF sebagai pengendalian dalam membuka dan
[image:31.595.191.405.555.705.2]menutup jenis katup tertentu yang mengatur aliran gas atau cairan.
b. Kontroler Proporsional ( P )
Untuk mendapatkan pengendalian suatu proses yang lebih baik
tampak yang harus diperhatikan bukan saja ada tidaknya kesalahan
tetapi juga seberapa besar kesalahan yang terjadi tersebut .
pengendalian proporsional melakukan hal tersebut dengan melakukan
tindakan pengendalian yang sebanding / proporsional dengan besar
kesalahan yang terjadi . dalam prakteknya, ini berarti berapa besar
tindakan koreksi yang dilakukan sebanding dengan besar kesalahan
yang terjadi , dan selanjutnya makin mengecil setelah makin dekatnya
[image:32.595.157.456.436.591.2]target yang diinginkan.
c. Kontroler Aksi Integral
Aksi integral sering juga disebut dengan aksi reset . bila kita
sebagai kontroler kita mengadakan perbaikan dengan mengatur
kembali katup kontrol dengan tujuan menyamakan suhu air keluar
dengan set poin .setelah mengadakan perbaikan dan menunggu sesaat
kita dapat melihat bahwa suhu air memang menurun , akan tetapi
belum sama dengan set poin bila demikian halnya kita akan
mengadakan perbaikan selanjutnya dan menunggu sesaat sampai kita
dapat melihat hasilnya. Akhirnya setelah mengadakan perbaikan
beberapa kali ( TI , T2 , T3 ) suhu air keluar dapat disamakan dengan
set poin . apa yang kita lakukan tersebut adalah mengatur kembali
bukaan katup ketika suhu air keluar menyimpang dari set poin .reset
manual tidak akan memadai untuk suatu proses dengan perubahan
yang terus – menerus .untuk itu harus disediakan suatu mekanisme
yang dapat memberikan aksi reset dan mekanisme itu kemudian
ditambahkan ke kontroler proporsional . tidak dapat dihindari bahwa
penggunaan mekanisme reset pada kontroler membuat out put
kontroler naik atau turun selama terdapat penyimpangan antara set
poin dengan variabel proses . sehingga besaran aksi reset dapat
ditentukan oleh :
1. Berapa jauh variabel proses menyimpang dari set poin
2. Berapa lama variabel proses menyimpang dari set poin
Gambar 2.11. Kontroler Aksi Integral
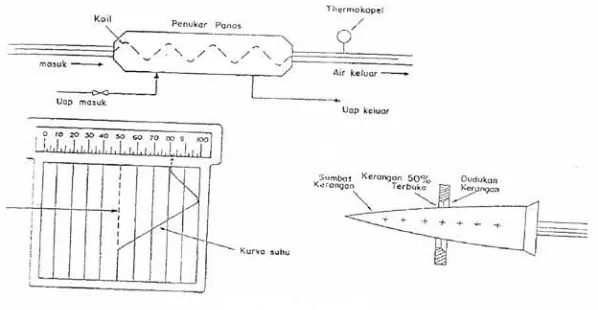
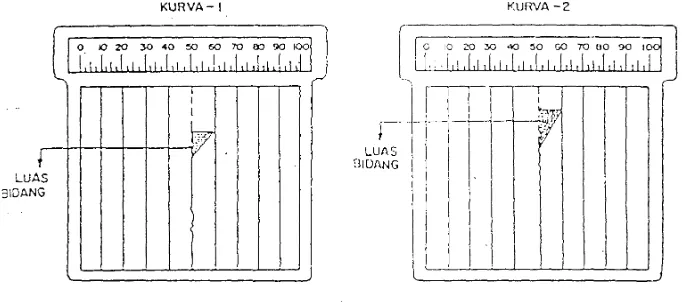
d. Kontroler Aksi Derivative
Aksi ini juga disebut aksi laju ( rate ) karena aksi ini mendahului
perubahan pada masukan ( variabel proses ) kontroler itu sendiri . pada
kurva I dan II dibawah ini terlihat bahwa sama – sama menunjukan
suhu air keluar naik 100 C untuk itu aksi proporsional untuk kedua kurva itu sama .akan tetapi luas bidang pada kurva I sedikit lebih kecil
dari luas bidang kurva II namun didapat kurva I menunjukkan
[image:34.595.139.480.572.723.2]Output kontroler aksi derivative dapat ditentukan dengan rumusdibawah ini :
Md : D de / dt dimana
Md = prosen luaran kontroler derivative
De/dt = laju perubahan error
Bilo aksi derivative ditambahkan pada kontroler aksi proporsional + integral maka
keluaran kontroler akan menjadi :
BAB III
THERMOSTAT CONTROL VALVE
III.1. Pengertian Thermostat Control Valve
Thermostat adalah suatu alat atau suatu komponen yang dapat bekerja
secara otomatis membatasi temperatur pada suatu sistem atau media tertentu agar
sesuai dengan yang diinginkan. Thermostat ini kerjanya sangat sensitive terhadap
temperatur maka harus menggunakan alat sensor thermal yang juga sensitive
terhadap perubahan temperatur sampai saat ini alat ini merupakan alat pengontrol
temperatur yang banyak digunakan karena dapat mempertahankan temperatur
dengan konstan bahkan thermostat ini juga digunakan untuk mengatur refrigan
yang paling banyak dipakai untuk sistem refrigrasi dan air conditioning. Pada
tangki Thermostat kontrol valve ini digunakan sebagai Pengontrol temperatur
CPO pada tangki timbun ( storage tank ) agar tetap konstan yaitu pada temperatur
500 C - 600 C. Pemasangan thermostat ini dapat terpisah dari media yang dikontrol tapi sensor harus langsung berhubungan dengan media yang akan dikontrol
temperaturnya, seperti pada tangki timbun, sensor langsung dicelupkan kedalam
Gambar 3.13. Thermostat Control Valve
III.1.1. Komponen – komponen utama Thermostat Control Valve
Pada Thermostat Control valve terdapat berbagai komponen–komponen
yang mendukung proses pengontrolan yaitu :
a. Valve.
Valve ini berdasarkan jalan masuknya uap kedalam tangki timbun CPO,
menurut temperatur CPO yang diinginkan dimana valve yang digunakan adalah
jenis needle valve ( katup jarum ) yaitu uap yang masuk diatur oleh katup
menurut temperatur CPO yang ada dalam tangki.
Sensor thermal untuk mengukur suhu yang berbentuk tabung diisi dengan
jenis fluida yang mudah memuai. khusus yang terpasang pada tangki , Fluida yang
digunakan adalah jenis merkuri untuk memperluas kegunaan tabung sensor ini,
maka sensor thermal ini diisi dengan cairan yang tertentu, ada tiga macam sistem
pengisian yang banyak digunakan sesuai dengan batas temperatur yang diperlukan
yaitu :
1. Pengisian suhu rendah ( - 500 C - 600 C ) dengan gas.
2. Pengisian suhu tinggi ( 900 C - 1900 C ) dengan cairan.
3. Pengisian cross – ambient ( -200 C - 1000 C ) atau pengisian
khusus.
Karena temperatur yang dikontrol pada tangki timbun CPO adalah
500 C - 600 C maka pengisian sensor thermal dilakukan dengan cara pengisian yang khusus yaitu dengan mengisikan merkuri pemasangan sensor ini langsung
kedalam CPO.
Gambar 3.14. Tabung Sensor Thermal
c. Merkury
Jenis logam cair yang dapat menyusut dan mengembang berdasarkan
temperatur yang diterima sifat dari mercuri ini adalah sangat sensitive terhadap
perubahan temperatur.
d. Piston Penolak
Piston penolak adalah tangkai penolak yang berada di dalam yang
dilengkap oil seal yang mengontrol pada sumbu valve.
. e. Tabung Silinder
Yaitu tabung tempat piston penolak yang bekerja dengan sistem hidrolik
menutup dan membuka valve.
f. Pipa Kapiler
Pipa kapiler adalah pipa yang menghubungkan bulb ( sensor ) dengan
silinder piston ,khusus untuk pipa yang terpasang pada thermostat control valve
Gambar 3.15. elemen –elemen Thermostatik Control Valve
g. Control valve
Control valve merupakan elemen kontrol akhir yang umum. Ia bekerja
sebagai sebuah pembatasan yang berubah-ubah (variable restricton) dalam pipa
proses
[image:40.595.220.403.587.680.2]III.2. Sistem Pengontrolan dengan Thermostat Control Valve
Umumnya, didalam pengukuran dibutuhkan instrument sebagai suatu
cara untuk menentukan suatu besaran atau variabel agar sesuai dengan yang
diinginkan , maka untuk itu dibutuhkan pengontrolan yang bersifat manual
maupun otomatis. Thermostat adalah suatu alat atau suatu komponen yang dapat
bekerja secara otomatis membatasi temperatur pada suatu sistem atau media
tertentu agar sesuai dengan yang diinginkan Thermostat ini kerjanya sangat
sensitive terhadap temperatur maka harus menggunakan alat sensor thermal yang
juga sensitive terhadap perubahan temperatur sampai saat ini alat ini merupakan
alat pengontrol temperatur yang banyak digunakan karena dapat mempertahankan
temperatur dengan konstan bahkan thermostat ini juga digunakan untuk mengatur
refrigan yang paling banyak dipakai untuk sistem refrigrasi dan air conditioning.
Pada tangki timbun CPO Thermostat kontrol valve ini digunakan sebagai
pengontrol temperatur CPO pada agar tetap Konstan yaitu pada temperatur 500 C - 600 C. Pemasangan thermostat Ini dapat terpisah dari media yang dikontrol tapi sensor harus langsung berhubungan dengan media yang akan dikontrol
Gambar 3.17. Blok Diagram Keterpasangan Thermostatic Control Valve
III.3. Pelaksanaan Pemeliharaan
Pemeliharaan merupakan suatu kegiatan yang meliputi kegiatan
pemeriksaan yang pemeliharaan atas kerusakan yang ada serta penggantian suku
cadang ( spare part ) untuk mendapatkan suatu keadaan operasi peralatan yang ada
sesuai dengan yang direncanakan.
Tujuan dari pelaksanaan pemeliharaan ( maintenance ) adalah :
1. Memperoleh mutu produksi yang diinginkan .
2. Memperpanjang umur dari peralatan .
3. Menekan biaya operasi yang serendah – rendahnya.
Pekerjaan pemeliharaan terhadap peralatan instrumentasi sistem kontrol
temperatur dibedakan berdasarkan bentuk kerja pemeliharaannya atas dua bagian
a. Pemeliharaan Pencegahan ( presentive maintenance )
Pemeliharaan pencegahan adalah tindakan kerja yang dilakukan terhadap
suatu peralatan dimana keadaan peralatan masih mampu beroperasi dengan baik.
Pemeliharaan yang dilakukan secara periodik dan dilakukan pada peralatan yang
sedang berlangsung dengan tidak menganggu kerja peralatan yang diberikan pada
pelaksanaannya pemeliharaan pencegahan berlangsung dengan tidak melakukan
perombakan terhadap keterpasangan peralatan yang dipelihara. Pemeliharaan
adakalanya dilaksanakan dengan penyetelan ( adjusting ) komponen. Untuk
mengetahui keberhasilan kerja pemeliharaan maka dilakukan dengan jalan
membandingkan keadaan peralatan sebelum dilakukan pemeliharaan dengan
keadaan peralatan berdasarkan hasil pemeriksaan yang termasuk dalam
pemeriksaan maintenance adalah claning, inspection, dan running maintenance.
Pemeriksaan untuk komponen kebocoran sambungan, gangguan komponen dan
gangguan pada ruang unit pengaturan pengontrolan temperatur mulai dari sensor
sampai dengan kontrol katup sebagai final elemen, pada umumnya dibuat
pemeliharaan yang terjadwal dalam periode tertentu. Hal ini memang tidak cukup
dengan memiliki program pemeliharaan yang terencana tetapi harus juga diadakan
usaha untuk menghindari terjadinya yang tidak diinginkan pada jadwal yang
ditetapkan. Seperti misalnya pembersihan bagian–bagian luar.
b. Pemeliharaan Perbaikan ( Corrective maintenance )
Pemeliharaan perbaikan adalah pekerjaan pemeliharan pada peralatan bila
terjadi kerusakan pada bagian unit peralatan tersebut agar dapat mencapai
standard semula dengan usaha dan biaya yang wajar .beberapa kerusakan pada
juga mengakibatkan terhentinya sebagian / seluruhnya peralatan produksi.
pekerjaan pengkalibrasian terhadap peralatan merupakan bagian dari
pemeliharaan perbaikan ( Corrective Maintenance ). Pekerjaan pengkalibrasian
untuk mengembalikan peralatan agar dapat berfungsi sebagai mana standarnya
atau pada batas yang ditentukan dan diterima oleh pihak pemakai. Corrective
maintenance tidak hanya memperbaiki tetapi juga mempelajari sebab–sebab
terjadinya kerusakan serta cara–cara mengatasinya dengan cepat, tepat dan benar
sehingga tercegah terulangnya Kerusakan yang serupa. Untuk mencegah
terulangya kembali kerusakan yang serupa perlu dikaji dengan mantap. Sebagai
tindakan alternatif yang dapat dipakai diantaranya suatu tindakan :
1. Mempelajari prosedur preventive maintenance, misalnya memperbaiki
jadwal Periode inpeksi .
2. Mempertimbangkan / mengganti prosedur operasi dengan melakukan
training terhadap operator untuk mengoperasikan suatu unit khusus
dengan lancar.
3. Mengganti komponen yang rusak dengan komponen yang sejenis.
4. Mengganti desain konstruksi, material yang mengalami kerusakan .
5. Mengubah / mengurangi beban pada unit .
Dengan corrective maintenance maka jumlah kerusakan dan waktu
terbentuknya peralatan ( down time ) juga berkurang sehingga kapasitas produksi
dapat ditingkatkan .dengan demikian perlu dianalisa laporan terperinci tentang
laporan kerusakan peralatan, untuk mendapat tindakan yang tepat dalam
mengatasinya atau alternatif penyelesaiannya. Pelaksanaan pemeliharaan
dibagian luar maupun yang terpasang dibagian dalam disebut Shut Down
BAB IV
PRINSIP KERJA THERMOSTAT CONTROL VALVE
IV.I. Prinsip Kerja Thermostat Control Valve Pada Tangki CPO
Suatu proses biasanya dikontrol dengan berbagai jenis instrument yang
masing-masing mempunyai tugas tertentu sehingga secara keseluruhan gabungan
instrument ini dapat melakukan tugas utama dari suatu sistem pengontrolan yaitu
mempertahankan suatu besaran proses pada suatu harga yang diinginkan.
Thermostat control valve merupakan suatu alat yang sangat diperlukan untuk
pengontrolan temperatur dalam ruangan ataupun dalam suatu media. Prinsip kerja
dari alat ini adalah berdasarkan metode pemuaian. Sensor yang diisi dengan
mercury dihubungkan langsung ke media yang akan di kontrol temperaturnya,
akibat perubahan temperatur di dalam tangki maka mercury yang ada di dalam
sensor akan cepat memuai karena mercury ini adalah zat yang sangat sensitive
terhadap perubahan temperatur sehingga mudah mengembang dan menyusut
.karena mercury yang mengembang, maka dihasilkan tekanan yang akan
mendorong piston melalui pipa kapiler yang berdiameter kecil. Piston penolak
mendorong needle valve sehingga katup tertutup dan uap sebagai media pemanas
dalam tangki terputus pada saat temperatur dalam tangki turun kembali karena uap
tidak masuk lagi, mercury dalam sensor kembali menyusut yang menyebabkan
menurunnya tekanan sehingga katup juga kembali terbuka dan steam masuk
IV.2. Alat Keterpasangan Thermostat Control Valve Pada Tangki Timbun
[image:47.595.179.497.114.442.2]CPO
Gambar 4.18. Keterpasangan Alat Thermostat Control Valve
IV.3. Spesifikasi Peralatan
1. Thermostat
Merk : CMB SPA pomezia
Tahun : 1999
Buatan : Italia
Tipe Disain : 6232 631
Bahan : Tembaga
Scale : 300 C – 1200 C
Temperatur yang dikontrol : 500 C - 600 C
Media yang dikontrol : CPO
Detektor :
Bahan : kuningan ( 70% Cu dan 30% Zn )
Diameter luar : 3,2 cm
Diameter dalam : 3 cm
Panjang : 55 cm
Pipa kapiler :
Bahan : Tembaga
Panjang : 4 m
Diameter luar : 4 mm
Kontrol Valve
Merk : Gulde
Tipe : Needle Valve
Aksi : Air To Closed
Nominal Pressure : 1,8 kg / cm2
IV.4. Analisa Data
Dari pengukuran temperatur tangki timbun CPO dengan menggunakan
Thermostatic Control Valve ini diperoleh data sebagai berikut :
NO Bukaa n Katup
T e m p e r a t u r ( mV ) E r r o r
% T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 T 0 C %
mV 0 C 1 100 2,076 2,07
7
2,075 2,077 2,076 2,075 2,076 2,075 2,077 2,076 2,076 52.29 1.29 1.43
2 50 2,294 2,29 4
2,293 2,295 2.294 2,293 2,293 2,295 2,294 2.293 2.293 56,54 1,54 1,71
3 0 2,501 2,50 1
Tabel 4.1. Data Temperature Tangki CPO dengan Menggunakan Thermostatik
Control Valve
% Kesalahan = arg tan arg x100%
Pengukuran Skala Pengukuran a H dart S a H −
Dalam hal ini dapat diambil contoh dari hasil analisa data yaitu pada input sinyal
50 % .
% Kesalahan = 100%
90 55 -56,54
x
= 1,71
Dari hasil ini persen error perhitungannya tidak melebihi batas akkurasi
yaitu 2,2 % dengan demikian kondisi ini dapat diterima. Kalau data yang
dihasilkan melebihi batas
Instruksi Buka CV ... > min 500 C... max 600 C
→ 500 – 600 C
→
Thermostat memiliki muai yang panjang dan berbahan tembaga : α tembaga = ....?
dapat diturunkan dengan rumus sebagai berkut :
r = t ( 3 ( 1 + m2) ) + ( 1 + mn) (m2 + mn
1 ) )
6 ( A – B ) ( T – T0 ) ( 1 + m ) 2
T – T0 = t ( 1 + m2) ) + ( 1 + mn) (m2 + mn
1 )
6 ( A – B ). r. ( 1 + m ) 2
Karena termostatnya memiliki muai yang panjang dan berbahan tembaga
maka dapat di rumuskan ke dalam persamaan sebagai berikut
r = t ( 3 ( 1 + m2) ) + ( 1 + mn) (m2 + mn
1 ) )
6 (α A – α B ) ( T – T0 ) ( 1 + m ) 2
... persamaan 1
T – T0 = t(3 ( 1 + m2) ) + ( 1 + mn) (m2 + mn
1 ))
... persamaan 2
Dapat dihitung kedalam perumusan yang dimuat dalam data Thermostat Control
Valve sebagai berikut :
1. Dalam posisi 100 %, maka :
1 mV = mV
C
°
= 18,94 076 , 2 29 , 52 = 0 C
2. 1 mV =
mV C
° (50 %)
3. 1 mV =
mV C
° (0%)
= 24,61 501
, 2
57 , 61
= 0
C
Setelah didapatkan temperaturnya, kemudian akan diperoleh ∆T yaitu sebagai
berikut :
1. ∆T = 18,94 (100%)
Emf = 0,758 – 0,718
= 0,04 : 100
= 0,0004 0C
2. ∆T = 24,66 (50%)
Emf = 0,960 – 0,919
= 0,041 : 100
3. ∆T = 24,61 (0%)
Emf = 0,960 – 0,919
= 0,041 : 0
= 0,0410C
Setelah ∆T didapatkan dengan menggunakan Emf, maka untuk ∆T yang
bernilai 10 C, maka dapat dicari sebagai berikut :
1. ∆T1 = 10 C (100%)
= 0,398 19 758 , 0 = 0 C
2. ∆T2 = 10 C (50%)
= 0,04 24 960 , 0 = 0 C
3. ∆T3 = 10 C (0%)
BAB V
KESIMPULAN DAN SARAN 5.1. KESIMPULAN
Berdasarkan pada hal-hal yang telah diuraikan, maka dapat diambil
beberapa kesimpulan diantaranya :
1. Thermostat Control Valve terdiri dari 3 elelmen yang penting yaitu
Thermostat, sensor thermal dan control valve.
2. Pada proses pengoperasiannya, Thermostat Control Valve dapat
dipengaruhui oleh faktor kotoran yang menempel pada ujung sensor
thermal sehingga menggangu proses pengukuran.
3. Pengontrolan temperature dengan menggunakan Thermostat Control
Valve pada tangki timbun CPO sangat penting untuk kesempurnaan
pemisahan Olein dan Stearin pada CPO.
2.2.Saran
1. Untuk mendapatkan hasil yang lebih optimal dan mempermudah proses
pembacaan alat ukur maka penulis menyarankan untuk
DAFTAR PUSTAKA
1. Dasar – dasar Mesin Pendingin, Oleh : Drs. Sumanto ,MA. Penerbit Andi
Yogyakarta.
2. Buku Diktat “ Teknik Instrumentasi Pabrik I ”, Oleh : Ir.H. mansyur, Msi.
3. Buku Diktat “ Teknik Instrumentasi Pabrik II ”, Oleh : Ir.H. mansyur, Msi.
4. Holman . J.P .Metode Pengukuran , edisi ke empat erlangga , Jakarta ,1983.