OPTIMISASI WAKTU PENGGANTIAN KOMPONEN PADA
MESIN PRODUKSI BENIH PADI DI PT SANG HYANG SERI
ENDAH PRAHMAWATI
TEKNIK MESIN DAN BIOSISTEM
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa skripsi berjudul Optimisasi Waktu Penggantian Komponen pada Mesin Produksi Benih Padi di PT Sang Hyang Seri adalah benar karya saya dengan arahan dari pembimbing Dr. Ir. Setyo Pertiwi, M.Agr dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir disertasi ini.Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, Agustus 2013
Endah Prahmawati
ABSTRAK
ENDAH PRAHMAWATI. Optimisasi Waktu Penggantian Komponen pada Mesin Produksi Benih Padi di PT Sang Hyang Seri. Dibimbing oleh SETYO PERTIWI.
Hal pokok yang dilakukan dalam pemeliharaan mesin produksi benih adalah analisis umur ekonomis mesin, pemeliharaan rutin mesin, penggantian spare part
mesin, hingga pembelian mesin baru. Kegiatan-kegiatan tersebut perlu dianalisis dengan tujuan untuk menghasilkan biaya produksi yang minimum. Penelitian ini dilakukan untuk mengamati jalannya proses produksi benih, menganalisa tingkat kekritisan mesin produksi benih, dan melakukan analisa kegiatan pemeliharaan dan pergantian komponen pada mesin produksi benih. Metode penelitian mencakup identifikasi mesin-mesin produksi benih, yakni meliputi jenis, kebutuhan daya mesin, kecepatan putar mesin, kapasitas mesin, efisiensi mesin serta riwayat pemeliharaan dan kerusakan mesin. Data penelitian diperoleh dari pengukuran langsung di lapangan dan catatan perusahaan mengenai riwayat kondisi mesin dari tahun 1991 hingga tahun 2013. Data hasil identifikasi dianalisis dengan metode penilaian kekritisan komponen (ECR) dan optimasi penggantian komponen (CoTR). Dari hasil analisis yang dilakukan, konveyor merupakan komponen yang paling kritis dalam sistem pemeliharaan mesin produksi benih. Berdasarkan perhitungan optimisasi waktu penggantian komponen (CoTR), waktu optimum penggantian komponen berkisar antara 0.87 – 3.14 tahun, yang untuk praktisnya dapat diimplementasikan melalui penggantian terjadwal, masing-masing setiap 6 bulan, 1 tahun, 2 tahun, dan 4 tahun. Di samping itu perlu dilakukan perbaikan dalam prosedur pencatatan kegiatan pemeliharaan mesin oleh PT Sang Hyang Seri.
Kata kunci : sistem manajemen, pemeliharaan mesin, produksi benih, kekritisan komponen, pergantian komponen
ABSTRACT
ENDAH PRAHMAWATI. Optimization of time for replacement of components on Seed Production Machine in Sang Hyang Seri. Supervised by SETYO PERTIWI.
optimization of time for component replacement (CoTR). The results showed that conveyors are the most critical components in the system of seed production machine maintenance. CoTR of the components are ranging from 0.87 to 3.14 years, and it can be implemented with scheduled replacement of 6 months, 1 year, 2 years and 4 years, respectively. There is also a need to improve the recording procedures of engine maintenance activities by PT Sang Hyang Seri which include the damage and the treatment carried out.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian
pada
Departemen Teknik Mesin dan Biosistem
OPTIMISASI WAKTU PENGGANTIAN KOMPONEN PADA
MESIN PRODUKSI BENIH PADI DI PT SANG HYANG SERI
ENDAH PRAHMAWATI
TEKNIK MESIN DAN BIOSISTEM
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
Judul Skripsi : Optimisasi Waktu Penggantian Komponen pada Mesin Produksi Benih Padi di PT Sang Hyang Seri
Nama : Endah Prahmawati NIM : F14090024
Disetujui oleh
Diketahui oleh
Dr. Ir. Desrial, M. Eng Ketua Departemen
Tanggal Lulus:
PRAKATA
Puji dan syukur dipanjatkan ke hadapan Allah SWT atas karunia-Nya sehingga skripsi ini berhasil diselesaikan. Penelitian dengan judul Optimisasi Waktu Penggantian Komponen pada Mesin Produksi Benih Padi di PT Sang Hyang Seri yang dilaksanakan sejak bulan Maret hingga Juli 2013.
Dengan diselesaikannya penelitian hingga tersusunnya skripsi ini, penulis ingin menyampaikan penghargaan dan terima kasih yang sebesar-besarnya kepada:
1. Orang tua yang selalu memberikan doa, dorongan, dan semangat hingga skripsi ini dapat terselesaikan.
2. Dr. Ir. Setyo Pertiwi, M.Agr selaku dosen pembimbing skripsi, yang selalu memberikan bimbingan, masukan, dan saran-sarannya dalam menyelesaikan skripsi ini.
3. Prof. Dr. Ir. Bambang Pramudya N., M.Eng dan Dr. Ir. Wawan Hermawan, M.S. selaku dosen penguji.
4. Pihak PT Sang Hyang Seri yang senantiasa bersikap kooperatif serta memberikan bantuan selama penelitian berlangsung.
5. Departemen Teknik Mesin dan Biosistem dan Fakultas Teknologi Pertanian yang telah membantu dan memberikan ijin pelaksanaan penelitian.
6. Amajida selaku teman satu bimbingan serta satu tempat penelitian yang selalu membantu dalam penelitian ini.
7. Teman-teman (Echa, Angel, Adyt, Kala, Gumi, Aynal, Kiki) atas semangat dan perhatiannya.
8. Teman-teman seperjuangan Teknik Mesin dan Biosistem IPB angkatan 46 ORION (2009) atas kebersamaannya selama di bangku kuliah.
Penulis menyadari sepenuhnya bahwa penyusunan skripsi ini masih belum sempurna. Untuk itu penulis mengharapkan kritik dan saran dari semua pihak sebagai upaya perbaikan selanjutnya, serta penulis berharap semoga laporan ini dapat bermanfaat bagi kita semua.
Bogor, Agustus 2013
DAFTAR ISI
DAFTAR TABEL vi
DAFTAR GAMBAR vii
DAFTAR LAMPIRAN vii
PENDAHULUAN 1
Latar Belakang 1
Tujuan Penelitian 2
TINJAUAN PUSTAKA 3
Proses Produksi Benih 3
Pemeliharaan dan Perawatan Mesin Produksi 4 Model Penilaian Kerja Perawatan 5
METODE 9
Alat dan Bahan 9
Waktu dan Tempat 9
Pengumpulan Data 9
Analisis data 10
HASIL DAN PEMBAHASAN 13
Pengamatan Proses 13
Dekomposisi Model Mesin Produksi 18 Gambaran Umum Sistem Perawatan Mesin 20
Pencatatan Kegiatan Perawatan 24
SIMPULAN DAN SARAN 25
Simpulan 25
Saran 25
DAFTAR PUSTAKA 26
DAFTAR TABEL
Tabel 1 Kebutuhan Benih Padi Potensial dan Total Produksi Benih Padi
(Ton) Tahun 2002-2008 ... 1
Tabel 2 Algoritma penilaian keamanan mesin ... 5
Tabel 3 Aturan if-then kriteria aplikasi teknik monitoring kondisi ... 7
Tabel 4 Hasil perhitungan bobot kriteria ... 21
Tabel 5 Hasil Penilaian kekritisan mesin di Pabrik seed I ... 22
Tabel 6 Hasil perhitungan bobot kriteria dari CoTR ... 22
Tabel 7 Analisa kerusakan komponen yang terjadi ... 23
Tabel 8 Hasil perhitungan CoTR ... 23
DAFTAR GAMBAR
Gambar 1 Pabrik seed 1 (pabrik besar) PT Sang Hyang Seri, Sukamandi 2 Gambar 2 Benih yang sudah dikemas dan siap dipasarkan 3 Gambar 3 Penilaian kriteria kekritisan komponen 11 Gambar 4 Hirarki kriteria dan indikator ECR 12 Gambar 5 Perhitungan waktu optimal penggantian komponen (CoTR) 13 Gambar 6 Alur proses produksi benih di IRSPP 14 Gambar 7 Alur pengolahan GKP menjadi Benih siap 15 Gambar 8 Kegiatan pemasukan GKP (a) di Seed I, (b) di IRSPP 16 Gambar 9 Pengeringan menggunakan box dryer 17 Gambar 10 Grafik pengeringan GKP 17 Gambar 11 Dekomposisi mesin produksi di Seed I 18 Gambar 12 Dekomposisi sistem dari mesin produksi di IRSPP 19 Gambar 13 Spare part elevator yang rusak 20
DAFTAR LAMPIRAN
PENDAHULUAN
Latar Belakang
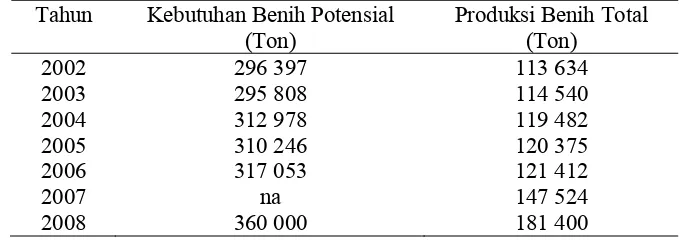
Seiring dengan pertumbuhan penduduk Indonesia yang sangat pesat, kebutuhan pangan penduduk juga semakin meningkat. Sebagian besar penduduk Indonesia menjadikan padi (beras) sebagai makanan pokok. Oleh karena itu produksi padi harus ditingkatkan untuk memenuhi kebutuhan tersebut. Peningkatan produksi dapat dilakukan dengan dua cara, yaitu intensifikasi dan ekstensifikasi pertanian. Yang dimaksud dengan ekstensifikasi yaitu dengan memperluas lahan pertanian baru. Sedangkan intensifikasi pertanian ialah peningkatan produksi antara lain dengan cara melakukan pengolahan lahan, menggunakan bibit unggul (benih), melakukan pemupukan, serta memberantas hama dan penyakit tanaman. Mutu benih menentukan hasil pertanian yang akan dipanen, oleh karena itu menjadi sangat penting. Dapat disimpulkan bahwa industri benih merupakan sektor yang sangat strategis, terutama untuk negara agraris seperti Indonesia. Tabel 1 menyajikan data kebutuhan benih padi di Indonesia.
Tabel 1 Kebutuhan Benih Padi Potensial dan Total Produksi Benih Padi (Ton) Tahun 2002-2008
Tahun Kebutuhan Benih Potensial (Ton)
Produksi Benih Total (Ton)
Sumber : Deptan, 2010
Keterangan : na = data tidak tersedia
Data menunjukkan bahwa kebutuhan benih padi sangat tinggi, yaitu mencapai 360 ribu ton pada tahun 2008, sementara produksi benih yang dihasilkan belum memadai. Berdasarkan data, produksi benih Sang Hyang seri hanya mencapai 105.000 ton pada tahun 2011. Jumlah ini hanya cukup memenuhi 40% dari kebutuhan benih keseluruhan. Oleh karena itu produksi benih perlu ditingkatkan.
2
Gambar 1 Pabrik seed 1 (pabrik besar) PT Sang Hyang Seri, Sukamandi
Saat ini, PT SHS Sukamandi memiliki empat pabrik untuk produksi, yaitu Seed I (pabrik besar), Seed II, pabrik kecil, dan pabrik terpadu (IRSPP). Produksi benih dilakukan dengan menggunakan berbagai mesin yang bekerja secara berkesinambungan. Secara umum proses produksi benih dimulai dari masuknya Gabah kering Panen (GKP), pengayakan (precleaner), pengeringan, penyimpanan, hingga packaging. Mesin-mesin tersebut digunakan secara terus-menerus selama produksi berlangsung. Selain itu, mesin-mesin ini juga berinteraksi langsung dengan bahan. Untuk tetap menjaga kualitas produk, pemeliharaan mesin menjadi hal yang sangat penting. Dengan performa mesin yang optimal maka mutu produk (benih) akan baik. Adanya kerusakan pada mesin dapat mengganggu fungsi dari mesin tersebut. Hal ini dapat menyebabkan mutu benih menurun bahkan merusak benih. Tentu saja hal ini akan menyebabkan kerugian terhadap perusahaan.
Kegiatan pemeliharaan mesin biasanya dilakukan pada saat mesin tidak digunakan yaitu setelah panen raya selesai. Pemeliharaan mesin-mesin tersebut terbilang sangat kompleks, akan tetapi pemeliharaan ini harus dilakukan guna menjaga kualitas produksi. Dalam keadaan yang lebih ekstrim, kerusakan pada mesin yang kurang mendapatkan pemeliharaan menyebabkan terhentinya produksi. Agar produksi berjalan kembali, solusi yang ada ialah melakukan perbaikan atau membeli mesin baru. Penggantian mesin (membeli mesin baru) dilakukan ketika perbaikan mesin rusak membutuhkan biaya yang cukup besar, terutama apabila penggantian mesin harus dilakukan dalam waktu yang bersamaan. Guna mengatasi permasalahan tersebut, dibutuhkan analisis dan penjadwalan berbagai kegiatan pemeliharaan mesin, mulai dari umur ekonomis, pemeliharaan rutin, penggantian spare part mesin, hingga pembelian mesin baru sebagai upaya untuk meminimumkan biaya mesin.
Tujuan Penelitian
Penelitian ini bertujuan untuk :
1. Mengamati jalannya proses produksi benih.
3 3. Melakukan analisa kegiatan pemeliharaan dan pergantian komponen pada
mesin produksi benih.
TINJAUAN PUSTAKA
Proses Produksi Benih
Proses produksi menurut Assauri (2004), terdiri dari dua kata yaitu proses dan produksi. Yang dimaksud dengan proses adalah cara, sedangkan metode dan teknik ialah bagaimana sesungguhnya sumber-sumber (tenaga kerja, mesin, bahan dan dana) yang ada dirubah sehingga tercipta sebuah hasil. Yang dimaksud dengan produksi adalah kegiatan untuk menciptakan atau menambah kegunaan suatu barang atau jasa.
Benih adalah bahan hidup yang mampu bertahan dalam keadaan sedikit banyak terkekang secara metabolik. Benih merupakan bahan yang paling umum untuk membiakkan tanaman menyerbuk sendiri, dan juga digunakan oleh tanaman menyerbuk silang secara meluas (Setyati, 1979). Gambar 2 menunjukkan benih padi hasil produksi yang siap untuk dipasarkan ke seluruh Indonesia.
Gambar 2 Benih yang sudah dikemas dan siap dipasarkan
Teknologi benih mencakup teknik penanaman dan pemanenan, pembersihan dan pemisahan, pengaturan kandungan air, dan sejumlah proses nyata untuk memperbaiki viabilitas dan daya kecambah benih atau penampilan tanaman berikutnya. Tata niaga benih yang menyangkut penyimpanan aktual, pengepakan, labeling, dan cara pengangkutan juga tergolong kegiatan teknologi benih (Setyati, 1979).
4
Pemeliharaan dan Perawatan Mesin Produksi
PT Sang Hyang Seri menerapkan penggunaan alsin mulai dari kegiatan pengolahan lahan, perbaikan petakan, pemanenan, dan pasca panen. Kesulitan penggunaan mesin yang ditemui di lapangan, ialah penjadwalan dan perawatan mesin (Nugroho, 2003).
Pemeliharaan dan perawatan merupakan kegiatan untuk menjamin mesin produksi agar dapat bekerja sebagaimana mestinya. Pemeliharaan dan perawatan yang menyeluruh untuk meningkatkan produktivitas perusahaan dikenal dengan
Total Productive Maintenance (TPM). TPM menggabungkan praktek
pemeliharaan preventive maintenance dan predictive maintenance dengan keterlibatan operator mesin melalui kegiatan autonomous maintenance.
Preventive maintenance menurut Assauri (2004) adalah kegiatan untuk mencegah timbulnya kerusakan-kerusakan yang tidak terduga dan menemukan kondisi yang dapat menyebabkan fasilitas produksi mengalami kerusakan pada saat digunakan dalam proses produksi.
Beberapa penelitian yang telah dilakukan terkait pemeliharaan mesin antara lain penelitian mengenai pemeliharaan mesin di PLN Bandar Lampung oleh Ansyori tahun 1997. Aspek yang analisis ialah keterampilan SDM dalam pemeliharaan mesin. Berdasarkan penelitian tersebut dapat disimpulkan bahwa dengan adanya penerapan TPM maka kondisi mesin lebih terjaga serta terjadi peningkatan produksi. Adapula penelitian mengenai pemeliharaan mesin dengan menggunakan metode TPM di PT Frina Lestari Nusantara oleh S. Widiansyah tahun 2009 untuk menganalisa efektivitas dari penerapan TPM terhadap produktivitas perusahaan dengan parameter yaitu mesin dan operatornya. Pengukuran produktivitas dilakukan dengan penghitungan Overall Equipment
Efficiency (OEE) dengan memperhatikan tiga kriteria, yaitu availability,
performance, dan quality. Selain itu Aminudin Salim yang merancang sistem informasi untuk perawatan mesin produksi di PT Indonesia Steel Tube Works, Ltd, Semarang. Aminudin membangun database dan membuat interface sehingga pencacatan kondisi mesin dapat dilakukan secara komputerisasi sekaligus membuat prosedur pencatatan yang baru untuk mempermudah dalam pencatatan dokumen pemeliharaan dan kerusakan mesin.
5 Model Penilaian Kerja Perawatan
Model Penilaian Kinerja Perawatan mempunyai lima parameter yang menjadi input untuk penilaian indek kinerja perawatan (MPI) pada model (Cahyati, 2012), yaitu :
1. Penilaian Kekritisan Komponen (ECR)
2. Optimasi Waktu Penggantian Komponen (CoTR) 3. Optimasi Waktu Penggantian Peralatan Kapital (CaTR) 4. Optimasi Kebutuhan Inspeksi (IN)
5. Optimasi Kebutuhan Tenaga Perawatan (MRN)
Namun pada penelitian ini MPI yang dipakai hanya parameter ke satu sampai ke tiga saja. Ketiga parameter yang dipakai akan diperoleh nilainya berdasarkan persamaan-persamaan pada penjelasan masing-masing kriteria di bawah ini.
Penilaian Kekritisan Komponen (ECR)
Penilaian kriteria pada ECR berdasarkan enam indikator yaitu, keamanan; faktor produksi; faktor ketidakandalan; faktor ketersediaan cadangan; frekuensi kegagalan; aplikasi monitoring kondisi. Keenam indikator tersebut di atas kemudian dihitung untuk mendapatkan nilai ECR dengan menggunakan aturan pada Tabel 1 dan Tabel 2 serta persamaan 3 sampai 6 (Kadarsyah 2006).
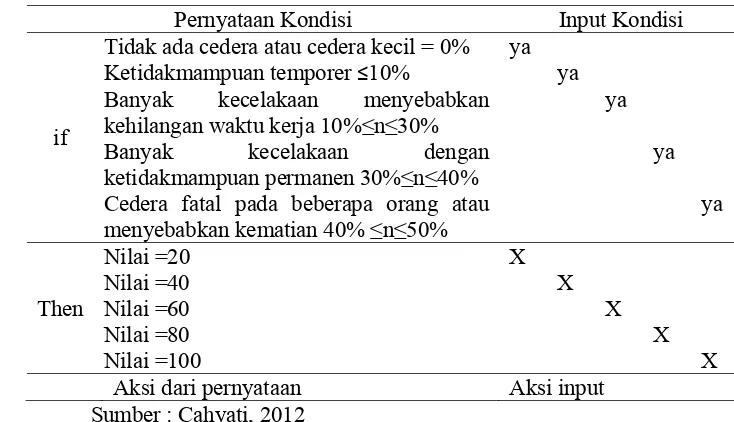
1. Keamanan (S)
Penilaian keamanan berdasarkan dampak yang terjadi akibat mesin gagal kerja pada keamanan pekerja, dengan algoritma seperti pada Tabel 2.
Tabel 2 Algoritma penilaian keamanan mesin
Pernyataan Kondisi Input Kondisi
if
Tidak ada cedera atau cedera kecil = 0% ya Ketidakmampuan temporer ≤10% ya Banyak kecelakaan menyebabkan kehilangan waktu kerja 10%≤n≤30%
ya Banyak kecelakaan dengan
ketidakmampuan permanen 30%≤n≤40%
ya Cedera fatal pada beberapa orang atau
menyebabkan kematian 40% ≤n≤50%
6
2. Faktor Produksi (PF)
Faktor produksi menunjukkan kehilangan kapabilitas produksi dalam penilaian ECR. Ketika kerusakan mesin mempunyai dampak terhadap produksi maka dampak tersebut dapat diukur, dan dihitung dengan menggunakan persamaan (1).
………(1)
PL = kehilangan produksi = (ton) SC = kapasitas berkesinambungan (ton)
3. Faktor Ketidakandalan (URF)
Apabila ketidakandalan suatu mesin meningkat maka peringkat kekritisan mesin meningkat pula. Faktor ketidakandalan dapat dihitung menggunakan persamaan (2).
…………....…..………(2) MDT = jam giling (jam)
USDT = jam henti mesin tidak terjadwal (jam) SDT = jam henti mesin terjadwal (jam) 4. Ketersediaan Cadangan (SAF)
Ketersediaan cadangan dihitung berdasarkan faktor ketersediaan cadangan (SAF) dengan persamaan (3).
……….……….(3) Jika SAF < 0 maka diasumsikan SAF = 0
SUC = unit kapasitas cadangan RUC = unit kapasitas berjalan 5. Frekuensi Kegagalan (FoF)
Frekuensi Kegagalan diperoleh dari data catatan historis mesin yang dihitung dengan persamaan (4).
………..………(4) FoF = frekuensi kegagalan
NoF = jumlah kasus kegagalan
7
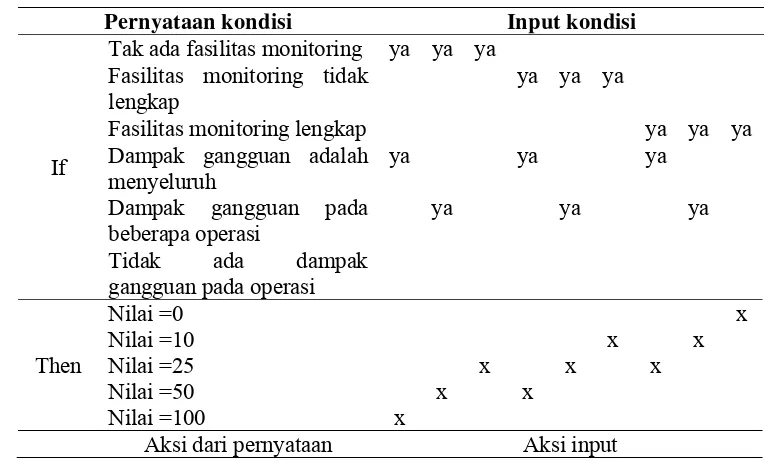
6. Aplikasi Teknik Monitoring Kondisi (ACMT)
ACMT terkait dengan penilaian komdisi monitoring, dilakukan dengan menggunakan aturan If-Then seperti yang ditampilkan pada Tabel 3.
Tabel 3 Aturan if-then kriteria aplikasi teknik monitoring kondisi Pernyataan kondisi Input kondisi
If
Tak ada fasilitas monitoring ya ya ya Fasilitas monitoring tidak
lengkap
ya ya ya
Fasilitas monitoring lengkap ya ya ya Dampak gangguan adalah
menyeluruh
ya ya ya
Dampak gangguan pada beberapa operasi
ya ya ya Tidak ada dampak
gangguan pada operasi
Then
Aksi dari pernyataan Aksi input Optimasi Waktu Penggantian Komponen (CoTR)
Kemudian dilakukan optimisasi terhadap biaya pemeliharaan, waktu penggantian komponen serta penggantian mesin. Berikut persamaan-persamaan yang digunakan untuk melakukan optimisasi :
1. Optimisasi waktu penggantian komponen preventif berbasis interval waktu penggantian tr (Ctr)
C(tr) Cr ……….…………(5)
Dimana
C(tr) = biaya total untuk penggantian komponen pada interval waktu tr (Rp/tahun)
tr = interval waktu penggantian komponen (tahun) FC = biaya tetap (Rp)
VC = biaya tidak tetap (Rp)
k = konstanta nilai penurunan =0.21/tahun
8
2. Penggantian komponen berbasis umur komponen tp (Ctp) C tp
∞
………..………...………(6)
C(tp) = biaya total untuk penggantian komponen pada interval waktu tr (Rp/tahun)
tf = interval waktu penggantian komponen yang direncanakan (tahun) Cp = biaya total untuk penggantian preventif (Rp)
Cf = biaya total penggantian komponen yang rusak (Rp) Rtp = probabilitas dari sebuah siklus preventif tp = 1-Rtp = probabilitas dari sebuah siklus kegagalan
3. Waktu penggantian minimum komponen berbasis interval tr (D1tr)
………..………(7)
D1tr = waktu minimum penggantian komponen berbasis interval tr (jam/tahun)
Tp = lama interval waktu preventif (tahun)
Tp = rata-rata waktu penggantian komponen karena tindakan preventif per tahun (jam)
Tf = rata-rata waktu penggantian karena kerusakan komponen per tahun (jam)
H(tp) = jumlah kegagalan yang diharapkan pada interval waktu (0,tp) 4. Kebutuhan suku cadang EN (T, tp)
i. Berdasarkan interval waktu penggantian konstan :
EN1 (T, tp) = + H(tp) . ………..………....……(8) ii. Penggantian preventif berbasis umur komponen
EN2 (T, tp) =
∞ ………..………(9)
EN(T, tp) = jumlah persediaan komponen yang diperlukan pada batas perencanaan t, saat tp (unit)
9
METODE
Alat dan Bahan
Alat yang digunakan yaitu :
1. Grain moisture tester untuk mengukur kadar air gabah. 2. Stopwatch (timer) untuk pengukuran waktu kerja mesin.
3. Thermocouple untuk mengukur suhu mesin pengering.
4. Seperangkat komputer untuk analisis data Bahan yang digunakan ialah benih padi.
Waktu dan Tempat
Penelitian ini dilaksanakan pada bulan Maret-Juli 2013 dengan rincian kegiatan seperti pada Lampiran 1.
Tempat pelaksanaan penelitian antara lain :
1. Kawasan produksi benih padi PT. Sang Hyang Seri meliputi pabrik besar (Seed I), pabrik kecil (Seed II), dan pabrik terpadu (IRSPP) untuk melakukan identifikasi dan pengukuran kapasitas mesin.
2. Laboratorium Teknik Bioinformatika, Departemen Teknik Mesin dan Biosistem, IPB untuk melakukan analisis data dan optimisasi biaya.
Pengumpulan Data 1. Identifikasi Mesin
Identifikasi mesin meliputi kebutuhan daya, kecepatan putar mesin (blower), kapasitas mesin, efisiensi mesin (claim) dari mesin-mesin yang digunakan untuk produksi benih. Agar identifikasi mesin dapat dilakukan secara rinci maka dilakukan dekomposisi sistem, yaitu membagi mesin-mesin yang digunakan dalam proses produksi ke dalam beberapa unit analisis berdasarkan fungsinya.
2. Pengukuran pada mesin pengayak (precleaner)
Pengukuran diawali dengan menimbang GKP yang masuk untuk diproses menjadi benih. GKP dimasukkan ke dalam mesin pengayak. Pada mesin ini dilakukan pengamatan dan pengukuran parameter selama proses pemisahan benih dengan benda asing seperti gabah kosong, jerami dan batu. Karena proses produksi benih ini berkesinambungan maka agak kesulitan untuk melakukan penimbangan susut. Oleh karena itu susut yang terjadi diperoleh berdasarkan perhitungan. Hasil perhitungan susut tersebut yang digunakan untuk menghitung efisiensi dari mesin pengayak.
3. Mesin pengering
10
suhu pengeringan serta waktu pengeringan.Pengeringan ini dilakukan hingga mencapai kadar air benih 12% bk. Kadar air ini adalah kadar air optimal dari benih. Hal ini bertujuan agar mutu benih tetap terjaga dan tahan lama.
4. Konveyor
Untuk konveyor dilakukan pengukuran kecepatan putar puli penggerak serta kapasitas angkut konveyor tersebut.
5. Mesin pengemasan (packaging)
Pengamatan dilakukan dengan menghitung jumlah kemasan yang rusak atau cacat akibat pengemasan. Selain itu diambil beberapa sampel yang telah dikemas untuk mengukur ketepatan bobot benih per kemasan.
6. Pengumpulan data riwayat mesin
Data riwayat mesin meliputi pemeliharan dan perawatan mesin yang dilakukan, kerusakan yang terjadi serta penanganannya, dan pergantian komponen bahkan pergantian mesin periode tahun 1991 hingga 2013.
Analisis data
Parameter-parameter yang telah diukur dan data tambahan dari perusahaan mengenai record kondisi mesin dianalisis dan dibuat dalam bentuk tabel dan grafik hubungan antara parameter dengan kondisi mesin. Analisis dilakukan berdasarkan dekomposisi sistem yang telah dibuat.
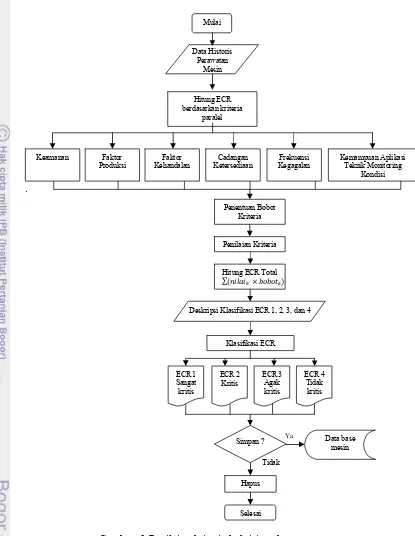
1. Penilaian kekritisan komponen
11
.
Gambar 3 Penilaian kriteria kekritisan komponen
Parameter-parameter indikator dari kriteria ECR yaitu : 1. Parameter indikator keamanan :
TR : racun reaktif (Toxic Reactive) F : mudah terbakar (Flammable) T : temperatur
Data Historis Perawatan
Mesin
Hitung ECR berdasarkan kriteria
paralel
Keamanan Faktor
Produksi
Kemampuan Aplikasi Teknik Monitoring
Kondisi Mulai
Penentuan Bobot Kriteria
Penilaian Kriteria
Hitung ECR Total ∑
Deskripsi Klasifikasi ECR 1, 2, 3, dan 4
12
P : tekanan (Pressure) 2. Parameter indikator produksi :
PL : kehilangan jam produksi (Production Loss)
SC : kapasitas berkesinambungan (Sustainable Capacity) 3. Parameter indikator ketidakandalan :
USDT : jam henti tidak terjadwal SDT : jam henti terjadwal
4. Parameter indikator ketersediaan cadangan
SUC : unit kapasitas tunggu (Standby Unit Capacity) RUC : unit kapasitas berjalan (Running Unit Capacity) 5. Parameter indikator frekuensi kegagalan
FoF : frekuensi kegagalan
6. Parameter indikator aplikasi teknik monitoring kondisi : MF : fasilitas monitoring (Monitoring Facility)
OI : dampak operasi (Operation Impact)
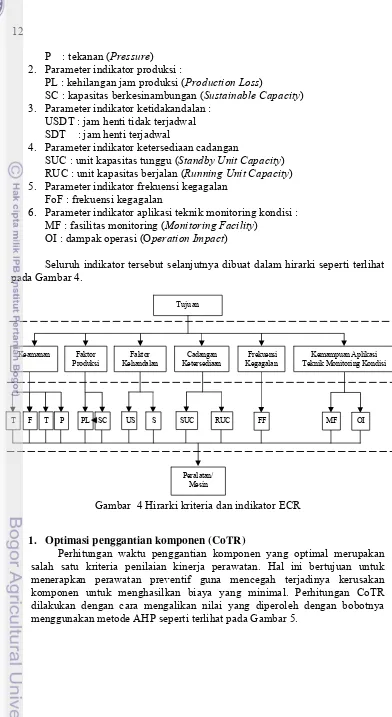
Seluruh indikator tersebut selanjutnya dibuat dalam hirarki seperti terlihat pada Gambar 4.
Gambar 4 Hirarki kriteria dan indikator ECR
1. Optimasi penggantian komponen (CoTR)
Perhitungan waktu penggantian komponen yang optimal merupakan salah satu kriteria penilaian kinerja perawatan. Hal ini bertujuan untuk menerapkan perawatan preventif guna mencegah terjadinya kerusakan komponen untuk menghasilkan biaya yang minimal. Perhitungan CoTR dilakukan dengan cara mengalikan nilai yang diperoleh dengan bobotnya menggunakan metode AHP seperti terlihat pada Gambar 5.
Tujuan
Peralatan/ Mesin
T F T P PL SC US S SUC RUC FF MF OI
Keamanan Faktor
Produksi
Faktor Kehandalan
Cadangan Ketersediaan
Frekuensi Kegagalan
13
Gambar 5 Perhitungan waktu optimal penggantian komponen (CoTR)
HASIL DAN PEMBAHASAN
Pengamatan Proses
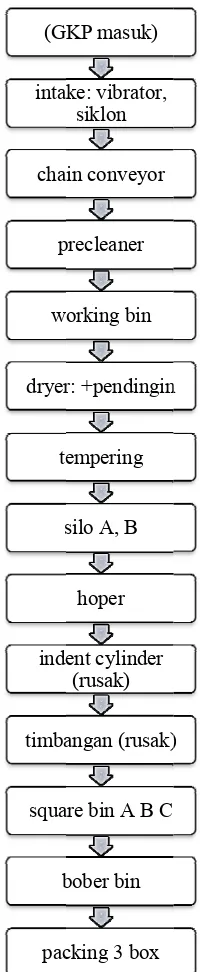
Produksi benih merupakan proses yang kompleks. Yang menjadi fokus dari penelitian ini ialah produksi benih padi. Untuk menghasilkan sejumlah benih tertentu harus melalui tahapan yang panjang, mulai dari pemasukan GKP hingga menghasilkan benih siap dipasarkan. Dari keempat pabrik SHS yang ada, kegiatan produksi terpusat di Seed I, terlihat dari kapasitas produksi pabrik Seed I, yaitu terbesar dibanding kapasitas pabrik-pabrik lain. Alur proses produksi benih padi di Pabrik Seed I PT Sang Hyang Seri ditunjukkan oleh Gambar 6. Setelah pengolahanan tahap berikutnya adalah pengemasan (packaging). Benih dari locker bin dialirkan menggunakan belt konveyor ke gudang pengemasan tepat di sebelah pabrik besar. Pengemasan dilakukan dengan 2 cara, yakni secara manual dan menggunakan mesin kemas otomatis. Proses produksi di pabrik Seed II dan pabrik kecil relatif sama, hanya saja dengan kapasitas produksi yang lebih kecil. Sedangkan pada IRSPP, sistemnya berbeda, yaitu terkait adanya kontrol otomatis terhadap operasi mesin berdasarkan program yang telah dimasukkan, tidak seperti penanganan
Mulai
Hitung nilai tr dari min C(tr)
Hitung nilai tp dari min C(tr)
Hitung nilai tr dari min D1(tr)
Hitung nilai min CL
Hitung nilai tr dari min C(tr)
Nilai tr dari
Hitung Bobot i
Indeks CoTR = ∑
Indeks CoTR
14
manual di Se perasi, akan erjadi pada m
lang agar d RSPP) seper
eed I. Sistem tetapi rentan mesin vaksin apat bekerja rti terlihat pa
Gambar 6
m ini memb n terhadap k n dan indent
a kembali. ada Gambar
Alur proses (G
s produksi be KP masuk)
ake: vibrator, siklon
ent cylinder (rusak)
angan (rusak)
are bin A B C
bober bin
cking 3 box
mudahan dala nstalasi prog Mesin terseb
ksi benih d
enih di IRSP n
)
am pengontr gram seperti
but harus dii i pabrik ter
PP
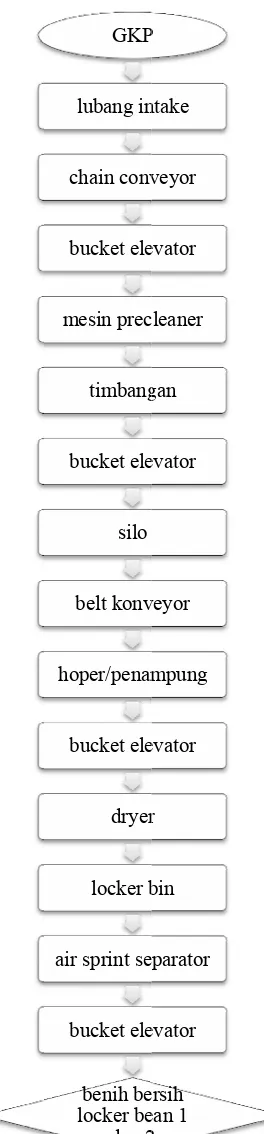
Gambar 77 Alur pengolahan GKP GKP
lubang in
chain conv
bucket ele
mesin prec
timbang
bucket ele
silo
belt konv
hoper/penam
bucket ele
dryer
locker b
air sprint se
bucket ele
benih be locker be dan 2
P menjadi Be P
ntake
veyor
evator
cleaner
gan
evator
veyor
mpung
evator
r
bin
parator
evator
ersih ean 1 2
enih siap
16
Proses pengolahan benih diawali dengan pemasukan GKP ke dalam lubang intake secara manual oleh buruh muat. Biasanya GKP datang dari kebun jam 1-2 siang. Sebelum dimasukkan, GKP ditimbang terlebih dahulu. Hal ini bertujuan untuk mengetahui jumlah tonase yang masuk pada hari tersebut. Kegiatan penerimaan GKP dapat dilihat pada Gambar 8.
Gambar 8 Kegiatan pemasukan GKP (a) di Seed I, (b) di IRSPP
Kegiatan berikutnya ialah proses pengayakan menggunakan mesin
precleaner. Mesin ini berfungsi untuk memisahkan gabah dengan jerami dan batu. Jerami dan gabah kosong akan didorong oleh blower agar keluar. Sedangkan gabah yang berisi akan dibawa oleh elevator hingga masuk kedalam dryer. Pengeringan dilakukan secara kontinyu. Kegiatan pengeringan di Seed I biasanya membutuhkan waktu 8-10 jam tergantung jumlah tonase yang masuk. Selama kegiatan pengeringan ini operator harus selalu mengukur kadar air dari sampel setiap 30 menit, dan memantau suhu
dryer agar tetap stabil. Suhu pengeringan maksimal 43° C agar gabah/benih tidak rusak. Ada 3 jenis pengeringan, yakni menggunakan continous dryer,
box dryer, dan menggunakan lantai jemur. Pengeringan dengan lantai jemur dilakukan pada saat GKP yang masuk melimpah, misalnya pada saat panen raya. Pada hari kerja biasa yang digunakan hanya continous dryer dan box dryer (Gambar 9). Sedangkan untuk di pabrik terpadu, pengeringan dilakukan selama 52 jam untuk 50 ton GKP yang masuk. Jumlah ini dikumpulkan dari beberapa hari GKP yang masuk yang disimpan di working bin setelah melalui pengayakan. Gabah secara terus menerus mengalir dari dryer ke elevator
kemudian ke tempering bin kembali ke elevator dan masuk ke dryer. Hal ini berlangsung hingga kadar air mencapai 12%.
(a)
17
Gambar 9 Pengeringan menggunakan box dryer
Gambar 10 memperlihatkan perubahan kadar air gabah selama proses pengeringan yang diamati pada tanggal 29-31 Maret 2013. Pengeringan dilakukan selama 46 jam untuk tonase yang masuk 49334 kg. Pada grafik terlihat bahwa terjadi garis yang terputus di waktu awal pengeringan, hal ini disebabkan terjadinya hujan sehingga burner harus dimatikan mengingat 8
tersebut berada di luar bangunan pabrik. Pada saat pengeringan dilanjutkan kadar air gabah tidak mengalami kenaikan dari kadar air sebelum burner
dimatikan. Sedangkan untuk pengeringan pada menit ke 1600 hingga 1700,
dryer mengalami kerusakan pada sistem bukaan dryer (slide dryer bagian bawah). Terhentinya pengengingan dalam kurun waktu kurang dari 2 jam tersebut menyebabkan terjadinya peningkatan kadar air dari 16.2 menjadi 16.6, hal ini disebabkan uap air yang sudah terlepas kemudian terserap kembali akibat pengeringan terhenti. Kadar air yang naik tersebut menyebabkan waktu proses pengeringan yang lebih lama. Semakin lama proses pengeringan akan menyebabkan semakin tingginya biaya produksi. Oleh karena itu, perlu dilakukan upaya untuk meminimalisasi kerusakan mesin salah satunya dengan melakukan pemeliharaan terhadap komponen mesin.
Gambar 10 Grafik pengeringan GKP 10,0
15,0 20,0 25,0
0 500 1000 1500 2000 2500 3000
K
a
da
r A
ir
(%
bb
)
lama pengeringan (menit)
18
Bucket elevator
Pre-cleaner
Cyclone Dryer Air
screen separator
Hoper Sealer
Belt conveyor
Seed I
Silo Setelah gabah mencapai kadar air 12% bk, benih ini kemudian didistribusikan ke silo ata locker bin untuk disimpan sementara atau langsung disalurkan ke bagian pengolahan untuk dikemas dalam kemasan plastik 5 kg. Pengemasan dilakukan secara semi manual, maksudnya pengemasan 5kg dengan menggunakan mesin sealer sedangkan untuk kemasan karung (20 kemasan @5kg) dilakukan secara manual oleh buruh kemas.
Dekomposisi Model Mesin Produksi
Berdasarkan pengamatan yang telah dilakukan terlihat bahwa mesin yang terlibat cukup banyak sehingga untuk mempermudah dalam analisa dilakukan dekomposisi model berdasarkan fungsinya. Dekomposisi mesin yang telah dilakukan untuk Seed I dan IRSPP pada Gambar 11 dan 12. Untuk Seed II dekomposisinya sama dengan Seed I hanya saja kapasitas pengeringan dan penyimpanan lebih kecil.
19
Motor listrik Slot buka tutup
belt conveyor
Square bin
Total 24 buah @
Gambar 12 Dekomposisi sistem dari mesin produksi di IRSPP
Klasifikasi mesin dilakukan berdasarkan fungsinya. Yang termasuk konveyor ialah belt conveyor, chain conveyor, dan bucket elevator yang berfungsi untuk menyalurkan gabah dari intake ke precleaner, precleaner ke
dryer, dan seterusnya. Fungsi cyclone ialah untuk menghisap debu dan gabah kosong dari GKP yang masuk. Cyclone ini terdiri dari motor dan blower.
Selanjutnya, precleaner, yaitu mesin pengayak yang memisahkan gabah dari jerami dan gabah kosong, fungsinya hampir sama dengan air screen separator, hanya saja air screen separator menggunakan hembusan udara bertekanan tinggi. Mesin berikutnya yaitu dryer tipe continous dan box dryer
20
Yang membedakan sistem produksi di Seed I dengan sistem produksi di IRSPP ialah adanya continous dryer yang terhubung ke tempering bin. Tempering bin dilengkapi dengan sensor kadar air yang mengatur jalannya sirkulasi gabah pada saat pengeringan hingga mencapai kadar air optimum.
Gambaran Umum Sistem Perawatan Mesin
Pembangunan pabrik cabang Sukamandi dimulai pada tahun1975 dan mulai beroperasi pada tahun 1978. Yang dibangun pertama ialah pabrik besar (seed I), kemudian seed II dan pabrik kecil. Pada tahun 2009, PT SHS membangun pabrik baru berbasis automatic control yaitu IRSPP. Pabrik ini mulai beroperasi pada akhir tahun 2010. Komoditas benih yang diproduksi ialah padi dan tanaman hortikultura. Pabrik Seed I dan IRSPP lebih fokus pada produksi benih varietas Ciherang sedangkan pabrik Seed II dan pabrik kecil lebih bervariasi sesuai kebutuhan pasar.
Pabrik ini memproduksi benih sepanjang tahun. Benih-benih tersebut akan dipasarkan ke seluruh Indonesia guna memenuhi kebutuhan petani. Untuk menjaga mutu produk, perusahaan harus senantiasa menjaga jalannya proses produksi agar tetap berjalan baik meskipus kondisi pabrik yang sudah mencapai 40 tahun. Oleh karena itu, perlu adanya penanganan ekstra untuk menjaga kondisi mesin, salah satunya dengan melakukan perawatan. Sebenarnya, pada tahun 2005 telah diselenggarakan kegiatan pelatihan pemeliharaan mesin dan proses pengolahan. Kegiatan ini bertujuan untuk memaparkan sekaligus menerapkan prosedur pemeliharaan mesin pabrik yang baik dan benar. Perawatan meliputi kegiatan pengecekan rutin, pemeliharaan terjadwal, berikut dengan penanganannya. Hanya saja atas kebijakan perusahaan kegiatan pemeliharaan rutin yang dilakukan ialah pelumasan dan pengecekan saja. Pengecekan operasi dilakukan setiap hari oleh mekanik pabrik, sedangkan untuk pengecekan secara keseluruhan dilakukan setiap panen raya telah selesai. Penggantian spare part hanya dilakukan setelah komponen tersebut rusak. Seperti yang terjadi pada saat pengamatan tanggal 21 Maret 2013, proses pengeringan di IRSPP terhenti akibat adanya kerusakan pada elevator sehingga bearing harus diganti. Akibatnya produksi terhenti selama 2 jam. Komponen elevator yang harus diganti terlihat pada Gambar 13.
21
Analisa Perawatan Mesin Produksi
1. Kekristisan komponen
Untuk menghitung kekritisan komponen, terlebih dahulu dilakukan penghitungan bobot kriteria berdasarkan wawancara dengan salah satu kepala mekanik pabrik (Pak Wawan), yaitu untuk menentukan nilai kepentingan dari masing-masing kriteria ECR. Hasil perhitungan bobot tersebut dengan menggunakan metode rata-rata dapat dilihat pada Tabel 4.
Tabel 4 Hasil perhitungan bobot kriteria
Bobot kriteria Keamanan Faktor
produksi
Cadangan ketersediaan
Frekuensi kegagalan
Ketidak-andalan
Teknik monitoring
Bobot penilaian
Keamanan 1 1.25 1.5 1.75 2 2.25 0.251
Faktor
produksi 0.80 1 1.20 1.40 1.60 1.80 0.201
Cadangan
ketersediaan 0.67 0.83 1 1.17 1.33 1.50 0.167
Frekuensi
kegagalan 0.57 0.71 0.86 1 1.14 1.29 0.143
Ketidakandalan 0.50 0.63 0.75 0.88 1 1.13 0.126
Teknik
monitoring 0.44 0.56 0.67 0.78 0.89 1 0.112
Berdasarkan hasil perhitungan bobot penilaian dari 6 kriteria tersebut yang memiliki bobot paling besar ialah faktor keamanan yaitu 0.251. Nilai kekritisan dihitung dari data rekaman pencatatan kegiatan dari tahun 1991 sampai tahun 2013. Penentuan tingkat kekritisan komponen diklasifikasikan berdasarkan aturan berikut :
1. Sangat kritis jika ECR>40 2. Kritis jika 30< ECR≤ 40 3. Agak kritis jika 20< ECR ≤30 4. Tidak kritis jika ECR≤20
22
Tabel 5 Hasil Penilaian kekritisan mesin di Pabrik seed I
S PF URF SAF FoF ACMT Nilai ECR Tingkat Kekritisan
Air screen separator 20 1 0.2 0.1 50 40 16.0096 tidak kritis
Konveyor 40 2.5 0.3 0.6 80 100 31.8932 kritis
Dryer 40 8 0.3 0.3 50 50 23.6014 agak kritis
Forklift 20 0.1 0.2 0.4 60 50 18.2505 tidak kritis
Silo 20 0 0.01 0 70 0 13.8117 tidak kritis
Blower 20 0.5 0.02 0.1 10 25 9.18741 tidak kritis
Cyclone 20 0.3 0.2 0.1 40 20 12.3815 tidak kritis
Sealer 40 0.8 0.4 0.8 50 40 21.1372 agak kritis
Box Dryer 20 1.3 0.4 0.4 30 20 11.4058 tidak kritis
Dari Tabel 5, terlihat bahwa konveyor memiliki nilai kekritisan paling besar yaitu 31.8932. Nilai ini termasuk dalam kategori kritis dimana kerusakan mesin tersebut dapat menyebabkan kerusakan mutu serta menyebabkan produksi terhenti. Untuk dryer dan sealer termasuk kategori agak kritis. Artinya mesin tersebut apabila mengalami kerusakan tidak berdampak penolakan mutu hasil dan dapat menyebabkan dampak sedang. Sedangkan untuk kategori tidak kritis menunjukkan bahwa seluruh mesin tersebut tidak berpengaruh pada berlangsungnya proses produksi.
2. Optimasi Penggantian Komponen
Berdasarkan data historis pemeliharaan sekaligus penggantian komponen dari berbagai komponen (Lampiran 2) diambil beberapa komponen yang mengalami kerusakan berulang untuk dianalisis. Perhitungan bobot dapat dilihat Tabel 6 sedangkan analisa komponen yang mengalami kerusakan dapat dilihat pada Tabel 7.
Tabel 6 Hasil perhitungan bobot kriteria dari CoTR
C(tp) Ctp CL D1(tr) D2(tp) EN penilaian bobot
23 Tabel 7 Analisa kerusakan komponen yang terjadi
Nama mesin
Komponen yang diganti
Air screen
separator Bearing 6202 61860,15 1 30000 1 0,083 1,20 1,20 2
Box dryer
Plat screen 570000,81 4 16625 4 0,290 1,05 0,60 1
Kabel burner
NYY 790000,81 6 8777,78 7 0,290 1,20 0,46 0
Elevator Gear elevator
Z31 153899,66 2 36666,67 3 0,249 0,73 0,53 1
Cyclone Bearing 2211 51432,18 0,83 19066,67 1 0,124 1,03 1,13 2
V belt B118 132172,65 1 48666,67 1 0,083 1,20 1,20 2
Seed
cleaner Ayakan 29181,03 1,1 241818,2 1,5 0,193 0,87 0,83 1
Dari nilai tersebut kemudian dihitung nilai CoTR dari masing-masing mesin dengan cara mengalikan parameter dengan bobotnya. Hasil perhitungan CoTR dapat dilihat pada Tabel 8.
Tabel 8 Hasil perhitungan CoTR
Nilai CoTR dapat digunakan sebagai waktu yang optimal untuk penggantian komponen. Yang dimaksud dengan nilai CoTR 1.03 ialah komponen tersebut harus diganti setelah penggunaan selama 1.03 tahun. Ini merupakan waktu yang optimal dimana kinerja dari komponen tersebut akan menurun setelah 1.03 tahun akan membutuhkan biaya perawatan yang lebih tinggi sama halnya dengan komponen yang lain. Seiring dengan waktu penggunaan komponen yang semakin lama, biaya perawatan komponen
Nama mesin Komponen yang diganti CoTR Air screen separator Bearing 6202 1,03 Box dryer
24
tersebut semakin tinggi. Disarankan untuk melakukan perawatan preventif
dengan mengganti komponen sesuai dengan CoTR tersebut. Penggantian komponen dilakukan untuk mengurangi resiko kerusakan mesin yang dapat menyebabkan biaya perawatan menjadi lebih besar. Adanya kerusakan komponen akan menyebabkan biaya produksi yang tinggi sehingga perawatan preventif sangat penting untuk dilakukan. Pemeliharaan mesin yang tepat, kondisi mesin akan tetap terjaga dengan baik sehingga perusahaan dapat menjaga mutu produk yang dihasilkan dengan biaya produksi yang minimum. Oleh karena itu, secara tidak langsung dapat disimpulkan bahwa pemeliharaan mesin dapat mengurangi biaya produksi.
Untuk praktisnya, implementasi penggantian komponen mesin ini dapat dilakukan secara berkala, tidak persis hasil perhitungan atas masing-masing komponen. Misalnya, untuk bearing pada cyclone dan air screen
separator dapat dilakukan penggantian pada saat umur pakai komponen
telah mencapai 1 tahun. Hal ini disebabkan komponen tersebut yang masing-masing memiliki CoTR 1.03 dan 0.96. Kemudian komponen yang memiliki CoTR 2.08 yaitu plat screen pada box dryer dilakukan penggantian setiap 2 tahun sekali. Adapula komponen yang memiliki nilai CoTR 1.37 yaitu gear pada konveyor, dapat dilakukan penggantian komponen pada 1.5 tahun. Bearing dan V-belt atau komponen yang sering bergerak disarankan untuk diganti setiap 1 tahun karena biasanya komponen cepat aus akibat gesekan. Sedangkan komponen yang diam seperti plat pada box dryer atau permukaan corong elevator diganti setelah dipakai sekitar 4 tahun. Dapat disimpulkan bahwa kegiatan pemeliharaan harus dilakukan secara terjadwal untuk periode per setengah tahunan, per tahun, per dua tahun, sesuai dengan CoTR yang diperoleh.
Pencatatan Kegiatan Perawatan
Berdasarkan data catatan pemeliharaan mesin yang diperoleh terlihat bahwa format dari laporan kegiatan pemeliharaan setiap tahunnya berbeda-beda. Untuk memudahkan dalam pencatatan serta dalam pengolahan informasi baik untuk arsip pabrik maupun untuk analisa lebih lanjut perlu disamakan format penulisannya. Contoh format pencatatan yang direkomendasikan ditampilkan pada Tabel 9.
Tabel 9 Format penulisan pencatatan kegiatan pemeliharaan mesin
Tanggal Mesin
Kegiatan yang dilakukan
Kode part Keperluan
25
SIMPULAN DAN SARAN
Simpulan
Berdasarkan uraian hasil pengamatan dan pembahasan dapat disimpulkan bahwa :
1. Sistem pemeliharaan mesin produksi benih di PT SHS masih bersifat reaktif
(reactive maintenance). Penggantian komponen hanya dilakukan setelah
komponen tersebut mengalami kerusakan. Hal ini berpotensi menimbulkan terhentinya proses produksi yang tidak terjadwal.
2. Berdasarkan kriteria kekritisan komponen, dari seluruh alat/mesin produksi benih, konveyor merupakan komponen yang paling kritis. Apabila terjadi kerusakan pada mesin ini maka produksi akan terhenti. Oleh karena itu perlu adanya penanganan khusus pada konveyor.
3. Untuk mencegah terhentinya proses produksi secara mendadak akibat rusaknya komponen, prinsip preventive maintenance perlu diterapkan, di antaranya dengan melakukan penggantian komponen secara terjadwal. Waktu penggantian komponen yang optimum berdasarkan perhitungan CoTR berbeda-beda menurut jenis komponen, yaitu antara 0.87 sampai 3.12. Untuk pertimbangan praktis, bearing pada cyclone dan air screen separator perlu diganti pada saat umur pakai komponen telah mencapai 1 tahun, plat screen pada box dryer dilakukan penggantian setiap 2 tahun sekali, gear pada konveyor diganti pada 1.5 tahun. Bearing dan V-belt atau komponen yang sering bergerak disarankan untuk diganti setiap 1 tahun karena biasanya komponen cepat aus akibat gesekan. Sedangkan komponen yang diam seperti plat pada box dryer atau permukaan corong elevator
diganti setelah dipakai sekitar 4 tahun. Perbedaan waktu penggantian sekaligus dapat memberi petunjuk kebutuhan banyaknya persediaan komponen untuk suatu periode tertentu.
Saran
Perlu dilakukan preventive maintenance untuk menjaga mutu benih yang dihasilkan. Hal ini dapat diterapkan dengan cara melakukan perawatan secara rutin untuk setiap part mesin yang terlibat. Tujuannya ialah untuk mengurangi dampak kerusakan mendadak yang dapat menyebabkan terhentinya produksi.
Selain itu, perlu dilakukan perbaikan dalam prosedur pencatatan kegiatan pemeliharaan mesin tersebut. Catatan tersebut meliputi kerusakan yang terjadi serta penanganan yang dilakukan sehingga dapat menjadi informasi untuk pemeliharaan ke depannya.
26
DAFTAR PUSTAKA
Ansyori, A. 1997. Rancangan Total Productive Maintenance pada PT PLN (Persero) Wilayah IV Sektor Bandar Lampung. Tesis pada Program Studi Teknik Mesin, Universitas Indonesia. Depok
Assauri, S. 2004. Management Produksi. Jakarta: Lembaga Penerbit Fakultas Ekonomi Universitas Indonesia
Cahyati, S. 2012. Rekayasa Model Penilaian Kinerja Operasional Pabrik Gula Berbasis Eco Maintanance. Disertasi. Bogor : Sekolah Pascasarjana IPB [Deptan]. Kementerian Pertanian. 2010. Data statistik Pertanian Indonesia. Kadarsyah. S. H. 2006. Equipment Criticality Classification Models Based on
AHP. Didalam Proceedings The International Symposium on the Analytic Hierarchy Process (ISAHP2009). University of Pittsburgh, Pennsylvania, USA. 28 Juli-1 Agustus 2009
Nugroho,A.A. 2003. Proses produksi Benih Padi (Oryza sativa) di PT Sang Hyang Seri cabang khusus Sukamandi Subang, Jawa Barat. Laporan Praktik Lapang. Bogor : FATETA-IPB
Salim, A. 2010. Perancangan Sistem Informasi Perawatan Mesin Produksi Studi Kasus di Divisi Teknik/ Maintenance PT Indonesia Steel Tube. Skripsi. Semarang: Universitas Dipenogoro
Setyati, S. 1979. Pengantar Agronomi. Jakarta: Gramedia
Widiansyah, S. 2009. Evaluasi penerapan Total Maintenance Productive
27 Lampiran 1 Rincian kegiatan penelitian
No. Kegiatan Minggu ke-
1 2 3 4 5 6 7 8 9 10 11 12 1. Tinjauan umum kondisi
mesin
2. Identifikasi Mesin yang digunakan
3. Pengukuran kapasitas dan efisiensi mesin
4.
Pengolahan data record
pemeliharaan dari perusahaan
5.
Analisis catatan pemeliharaan serta kerusakan yang dilakukan
6. Optimasi biaya
7. Evaluasi hasil
28
29
RIWAYAT HIDUP
28
Lampiran 2 Data historis pemeliharaan mesin produksi benih
Tanggal Mesin Kegiatan yang dilakukan Nama barang komponen Jumlah Satuan
14-Jan-91
Air screen
separator Air sprint separator Pabrik besar ball bearing 2215 KM 8 buah
14-Jan-91
Air screen
separator Air sprint separator Pabrik besar bosch 8 buah
14-Jan-91
Air screen
separator Air sprint separator Pabrik besar bearing UC 208-24 10 buah
14-Jan-91
Air screen
separator Air sprint separator Pabrik besar Bearing SC 17/18 B 10 buah
14-Jan-91
Air screen
separator Air sprint separator Pabrik besar Spring Conecting Rod 9x5 20 buah
14-Jan-91 box dryer fan blower box dryer Van Belt B 69 8 buah
pengelasan
perbaikan box dryer dan pengelasan di p. Besar,P.seed II P.kecil
plat setrip uk 4 cmx 12 x 3 mm 2 batang
15-Jan-91
box dryer dan
pengelasan
perbaikan box dryer dan pengelasan di p. Besar,P.seed II P.kecil
besi siku 30x30 10 batang
15-Jan-91
box dryer dan
pengelasan
perbaikan box dryer dan pengelasan di p. Besar,P.seed II P.kecil
plat setrip 3 cm x 12 m x 2 1/2 m 3 batang
15-Jan-91
box dryer dan
pengelasan
perbaikan box dryer dan pengelasan di p. Besar,P.seed II P.kecil
29
15-Jan-91
box dryer dan
pengelasan
perbaikan box dryer dan pengelasan di p. Besar,P.seed II P.kecil
plat esser 2 mm 5 lembar
15-Jan-91
box dryer dan
pengelasan
perbaikan box dryer dan pengelasan di p. Besar,P.seed II P.kecil
kawat las RB 2,6 10 kg
15-Jan-91
box dryer dan
pengelasan
perbaikan box dryer dan pengelasan di p. Besar,P.seed II P.kecil
kawat las RB 3,2 10 kg
22-Jan-91
cyclone, conveyor, air screen separator
cyclone , roll conveyor, dan air screen P. Besar
ball bearing 6200 Fag 15 buah
22-Jan-91
cyclone, conveyor, air screen separator
cyclone , roll conveyor, dan air screen P. Besar
ball bearing 6201 Fag 15 buah
22-Jan-91
cyclone, conveyor, air screen separator
cyclone , roll conveyor, dan air screen P. Besar
ball bearing 6308 ZR Fag 6 buah
22-Jan-91
cyclone, conveyor, air screen separator
cyclone , roll conveyor, dan air screen P. Besar
ball bearing 6208 ZR Fag 6 buah
22-Jan-91
cyclone, conveyor, air screen
cyclone , roll conveyor, dan air screen P. Besar
30
separator
22-Jan-91
cyclone, conveyor, air screen separator
cyclone , roll conveyor, dan air screen P. Besar
v belt B87 20 buah
22-Jan-91
cyclone, conveyor, air screen separator
cyclone , roll conveyor, dan air screen P. Besar
v. Belt B93 24 buah
22-Jan-91
cyclone, conveyor, air screen separator
cyclone , roll conveyor, dan air screen P. Besar
v.belt B100 20 buah
22-Jan-91
cyclone, conveyor, air screen separator
cyclone , roll conveyor, dan air screen P. Besar
v.belt B110 16 buah
22-Jan-91
cyclone, conveyor, air screen separator
cyclone , roll conveyor, dan air screen P. Besar
v.belt tipe A 1 roll
22-Jan-91
cyclone, conveyor, air screen separator
cyclone , roll conveyor, dan air screen P. Besar
klem v.belt type A 30 buah
22-Jan-91
peralatan
31
mekanik Alat kerja mekanik P. Besar/ p. Kecil sarung tangan las 4 pasang
28-Jan-91 burner suku cadang burner p.kecil dan p. Besar
bucket elevator 10" berikut mur
32
28-Jan-91 burner suku cadang burner p.kecil dan p. Besar
kanvas belt elevator uk 280x 5mm
x 56m 2 roll
28-Jan-91 burner suku cadang burner p.kecil dan p. Besar
kanvas belt conveyor uk 130x 3mm
x 52m 2 roll
28-Jan-91 burner suku cadang burner p.kecil dan p. Besar
29-Jan-91 burner suku cadang burner p.kecil dan p. Besar burner type Lt 14 220 volt 4 buah
29-Jan-91 burner suku cadang burner p.kecil dan p. Besar
ignatrion transponser type ZA 20
100 E sec 2x5 kv 4 buah
29-Jan-91 suku cadang suku cadang burner p.kecil dan p. Besar
thermo kontrol icer 2 KK
PM-BIC-M type HS 11 merk Omron 2 buah
29-Jan-91 suku cadang suku cadang burner p.kecil dan p. Besar nozle burner uk 2,25 6 buah
29-Jan-91 suku cadang suku cadang burner p.kecil dan p. Besar nozle 2.00 burner 6 buah
29-Jan-91 suku cadang suku cadang burner p.kecil dan p. Besar nozle burner uk 2.50 4 buah
29-Jan-91 suku cadang suku cadang burner p.kecil dan p. Besar nozle burner uk 1.75 4 buah
29-Jan-91 suku cadang suku cadang burner p.kecil dan p. Besar nozle uk 8.50 4 buah
29-Jan-91 suku cadang suku cadang burner p.kecil dan p. Besar nozle uk burner 4.00 4 buah
29-Jan-91 suku cadang suku cadang burner p.kecil dan p. Besar fuel pump eckerle tipe uni 4 buah
29-Jan-91 suku cadang suku cadang burner p.kecil dan p. Besar selenoid valve 4 buah
29-Jan-91 suku cadang suku cadang burner p.kecil dan p. Besar ignition electroda 10 buah
29-Jan-91 burner burner weishaup type L5Z P. Besar
synchron motor / servo 220v/ 50 Hz
30% ED 500 min 2 buah
29-Jan-91 pabrik besar Pengelasan di P.seed II dan P.besar acetelyn 2 botol
29-Jan-91 pabrik besar Pengelasan di P.seed II dan P.besar oxigen 3 botol
02-Feb-91 conveyor
ganti ball bearing konveyor B12 P.besar dan selang
airasi 20 ton ball bearing NTN 6304 Z 15 buah
33
blower airasi 20 ton
02-Feb-91
airation blower
ganti ball bearing konveyor B12 P.besar dan selang
airasi 20 ton klem selang
13-Feb-91 conveyor
ganti ball bearing konveyor B12 P.besar dan selang
airasi 20 ton kabel NYY-HY 4x 2 1/2 mm 3 roll
13-Feb-91 conveyor
ganti ball bearing konveyor B12 P.besar dan selang
airasi 20 ton kabel NYY-HY 3x 1 1/2 mm 1 roll
22-Jan-91 box panel untuk box panel p.besar
coil contactor klocner moeller oil
08 10 buah
22-Jan-91 box panel untuk box panel p.besar coil contactor klocner moeller oil 10 buah
22-Jan-91 box panel untuk box panel p.besar
coil contactor klocner moeller oil
0.2 m 10 buah
22-Jan-91 box panel untuk box panel p.besar
coil contactor mitsubishi
SK-21.3/32A 10 buah
22-Jan-91 box panel untuk box panel p.besar
coil contactor mitsubishi
SK-25.3/50A 8 buah
22-Jan-91 box panel untuk box panel p.besar coil contactor hitachi K15BN-EP 8 buah
22-Jan-91 box panel untuk box panel p.besar thermal overload 3 phase Z00-2.4 10 buah
22-Jan-91 box panel untuk box panel p.besar thermal overload 3 phase Z00-6 10 buah
22-Jan-91 box panel untuk box panel p.besar thermal overload 3 phase Z00-16 10 buah
22-Jan-91 box panel untuk box panel p.besar thermal overload 3 phase Z1-40 10 buah
22-Jan-91 box panel untuk box panel p.besar thermal overload 3 phase Z1-63 10 buah
22-Jan-91 box panel untuk box panel p.besar
thermal overload 3 phase THK
20-19 A 8 buah
22-Jan-91 box panel untuk box panel p.besar timer tee ER 21/220 V 12 buah
27-Mei-91
conveyor ,
34
27-Mei-91
conveyor ,
cyclone tambal sambungan karet konveyor, cyclone P. Besar mur baud 1/4" x 1 1 gross
27-Mei-91
conveyor ,
cyclone tambal sambungan karet konveyor, cyclone P. Besar mur baud 3/8" x 1 1 gross
06-Sep-91
pabrik besar
investasi p.besar
electric welding 3 kW merk bergin neil olelbeng 220-250v atau merk
turbo 1 buah
11-Sep-91 pabrik besar
membuat pintu jendela di gd VI dan menambal bocoran
corong d P.besar besi siku 30x30 mm 6 lengte
11-Sep-91 pabrik besar
membuat pintu jendela di gd VI dan menambal bocoran
corong d P.besar besi siku 40x40 mm 4 lengte
11-Sep-91 pabrik besar
membuat pintu jendela di gd VI dan menambal bocoran
corong d P.besar besi beton 3/8 5 lengte
11-Sep-91 pabrik besar
membuat pintu jendela di gd VI dan menambal bocoran
corong d P.besar plat eizer 3mm 3 lembar
11-Sep-91 pabrik besar
membuat pintu jendela di gd VI dan menambal bocoran
corong d P.besar plat eizer 2mm 2 lembar
11-Sep-91 pabrik besar
membuat pintu jendela di gd VI dan menambal bocoran
corong d P.besar kawat las RB 26 uk 3.2 mm 15 kg
28-Okt-91 untuk mengganti rantai automatic sample p. Besar roller chain uk 3/8" 50 links 2 doos
28-Okt-91 dryer untuk mengangkat gabah dari lt dasar base p.besar trackel max 2 ton panjang 7 m 1 buah
21-Nop-91
Air screen
separator mengganti ball bearing air screen ball bearing NTN 6202 10 buah
21-Nop-91
Air screen
separator mengganti ball bearing air screen ball bearing NTN 6005 10 buah
21-Nop-91
Air screen
separator mengganti ball bearing air screen ball bearing NTN 6300 10 buah
35
panen MT92
02-Des-91 pabrik besar
pengelasan corong di P.seed II/ p. Besar dan persiapan
panen MT92 zuurstop 6 botol
05-Des-91 pabrik besar
mengganti atap fiber glass karena banyak yang bocor di
atap p. Besar seng gelombang BJLS 30 16 lembar
05-Des-91 pabrik besar
mengganti atap fiber glass karena banyak yang bocor di
atap p. Besar mur baud seng 3/16 2 doos
05-Des-91 pabrik besar
mengganti atap fiber glass karena banyak yang bocor di
atap p. Besar plingkute 10 kaleng
09-Des-91 cyclone mengganti 2 unit bearing cyclone kanan/kiri p.besar ball bearing 222/2211 4 buah
09-Des-91 cyclone mengganti 2 unit bearing cyclone kanan/kiri p.besar bosch 4 buah
09-Des-91 cyclone mengganti 2 unit bearing cyclone kanan/kiri p.besar house bearing SNE 511/Fag 4 buah
09-Des-91 cyclone mengganti 2 unit bearing cyclone kanan/kiri p.besar Vbelt B118 4 buah
24-Des-91 seed cleaner
panjang 150.5 cm lebar 120.5 cm untuk mesin seed
cleaner emceka cloppes p. Besar screen type oblong uk 7.0mm 5 lembar
24-Des-91 seed cleaner
panjang 150.5 cm lebar 120.5 cm untuk mesin seed
cleaner emceka cloppes p. Besar screen type oblong uk 7.5mm 5 lembar
24-Des-91 seed cleaner
panjang 150.5 cm lebar 120.5 cm untuk mesin seed
cleaner emceka cloppes p. Besar screen type oval uk 2.5mm 6 lembar
24-Des-91 seed cleaner
panjang 150.5 cm lebar 120.5 cm untuk mesin seed
cleaner emceka cloppes p. Besar screen type oval uk 2mm 6 lembar
24-Des-91 seed cleaner
panjang 150.5 cm lebar 120.5 cm untuk mesin seed
cleaner emceka cloppes p. Besar screen type oval uk 1.8mm 6 lembar
24-Des-91 seed cleaner
panjang 150.5 cm lebar 120.5 cm untuk mesin seed
cleaner emceka cloppes p. Besar screen type oval uk 1.7mm 6 lembar
24-Des-91 seed cleaner
panjang 150.5 cm lebar 120.5 cm untuk mesin seed
36
07-Jan-92
Air screen
separator mengganti bearing mesin air screen ball bearing 6202 10 buah
07-Jan-92
Air screen
separator mengganti bearing mesin air screen ball bearing 6202 10 buah
07-Jan-92
Air screen
separator mengganti bearing mesin air screen ball bearing 6202 10 buah
07-Jan-92
Air screen
separator mengganti bearing mesin air screen majun 50 kg
08-Jan-91 cyclone mengganti bearing cyclone kanan/kiri bearing 222/2211 4 buah
08-Jan-91 cyclone mengganti bearing cyclone kanan/kiri bosch 4 buah
08-Jan-91 cyclone mengganti bearing cyclone kanan/kiri house bearing SNE 511/Fag 4 buah
08-Jan-91 cyclone mengganti bearing cyclone kanan/kiri V.belt B118 4 buah
08-Jan-92 conveyor ganti conveyor B3, B4, B11 pillow block P211J berikut bearing 6 buah
08-Jan-92 conveyor ganti conveyor B3, B4, B12 pillow block L208 berikut bearing 8 buah
07-Jan-92 seed cleaner untuk memperbaiki seed cleaner screen type oblong uk 7.0mm 5 lembar
07-Jan-92 seed cleaner untuk memperbaiki seed cleaner screen type oblong uk 7.5mm 5 lembar
07-Jan-92 seed cleaner untuk memperbaiki seed cleaner screen type oval uk 2.5mm 6 lembar
07-Jan-92 seed cleaner untuk memperbaiki seed cleaner screen type oval uk 2mm 6 lembar
07-Jan-92 seed cleaner untuk memperbaiki seed cleaner screen type oval uk 1.8mm 6 lembar
07-Jan-92 seed cleaner untuk memperbaiki seed cleaner screen type oval uk 1.7mm 6 lembar
07-Jan-92 seed cleaner untuk memperbaiki seed cleaner screen type oval uk 1.6mm 6 lembar
13-Jan-92
airation
blower untuk airation blower P.besar switch breaker 3 phase 32 A 6 buah
13-Jan-92
airation
blower untuk airation blower P.besar
timer merk tec type ER
37
13-Jan-92
airation
blower untuk airation blower P.besar
magnetic cintactor SK 21/32 A
merk mitsubishi 6 buah
13-Jan-92
airation
blower untuk airation blower P.besar thermal overload THK 20/19 A 6 buah
17-Jan-92 cyclone untuk cyclone E F G H V belt uk B87 16 buah
17-Jan-92 cyclone untuk cyclone E F G H V belt uk B93 30 buah
17-Jan-92 cyclone untuk cyclone E F G H V belt uk B100 16 buah
17-Jan-92 cyclone untuk cyclone E F G H V belt uk C110 16 buah
13-Jan-92 suku cadang suku cadang kerja mekanik besi siku 30x30 6 lente
13-Jan-92 suku cadang suku cadang kerja mekanik besi siku 40x40 6 lente
13-Jan-92 suku cadang suku cadang kerja mekanik besi siku 50x50 6 lente
13-Jan-92 suku cadang suku cadang kerja mekanik plat eizer 2 mm 6 lente
13-Jan-92 suku cadang suku cadang kerja mekanik plat eizer 3 mm 6 lente
13-Jan-92 suku cadang suku cadang kerja mekanik kawat las Cin-1 5 kg
13-Jan-92
peralatan
mekanik untuk kerja pemeliharaan kedok las listrik 2 buah
13-Jan-92
peralatan
mekanik untuk kerja pemeliharaan kaca kedok las 1 lusin
13-Jan-92
peralatan
mekanik untuk kerja pemeliharaan brander gas acetilen 1 set
13-Jan-92
peralatan
mekanik untuk kerja pemeliharaan nozle gas acetylen 1 set
13-Jan-92
peralatan
mekanik untuk kerja pemeliharaan oli can 2 buah
13-Jan-92 elevator
untuk sukucadang elevator type SE 10-L dan plecleaner P besar
bucket elevator 10" komplit berikut
mur baud 1000 buah
38
P besar
13-Jan-92 elevator
untuk sukucadang elevator type SE 10-L dan plecleaner
P besar gear elevator motor uk Z21 2 buah
13-Jan-92 elevator
untuk sukucadang elevator type SE 10-L dan plecleaner
P besar drip plang 5/16 10 buah
13-Jan-92 elevator
untuk sukucadang elevator type SE 10-L dan plecleaner
P besar wire mesh conveyor 12" x 5/8" 2 roll
13-Jan-92 suku cadang
suku cadang burner weishauf P.besar
servo motor air damper julius naunser lug 7246 empfingen 220v
24 A 50 Hz 2 unit
13-Jan-92 suku cadang suku cadang burner weishauf P.besar nozle uk 8.3 4 buah
13-Jan-92 suku cadang suku cadang burner weishauf P.besar nozle uk 3.8 4 buah
13-Jan-92 box panel untuk box panel klocner moeler contactor oil 08m-22 10 buah
13-Jan-92 box panel untuk box panel klocner moeler contactor oil 08m-44 10 buah
13-Jan-92 box panel untuk box panel klocner moeler thermal overload Z00-2.4 10 buah
13-Jan-92 box panel untuk box panel klocner moeler thermal overload Z00-6 10 buah
13-Jan-92 box panel untuk box panel klocner moeler thermal overload ZI-40 10 buah
13-Jan-92 box panel untuk box panel klocner moeler thermal overload ZI-63 10 buah
13-Jan-92 suku cadang untuk suku cadang burner nozle (BU003) uk 5.6" 4 buah
13-Jan-92 suku cadang untuk suku cadang burner transformer 200-10kV model 201 C 2 buah
13-Jan-92 suku cadang untuk suku cadang burner oil pump (Bu 001) model GF-2 2 buah
13-Jan-92 suku cadang untuk suku cadang burner electrode SUS 430 6 buah
13-Jan-92 suku cadang untuk suku cadang burner flame detector model OFE-130 4 buah
13-Jan-92 suku cadang untuk suku cadang burner motor 0.25 type BOLQ-5T 1 buah
13-Jan-92 suku cadang untuk suku cadang burner sol valve PT 1/8 model OV-317 4 buah
39
13-Jan-92 suku cadang untuk suku cadang burner magnetic contactor SRC 3631AC 3 buah
13-Jan-92 suku cadang untuk suku cadang burner togle switch kaki 9" 4 buah
13-Jan-92 suku cadang untuk suku cadang burner togle switch kaki 9" 4 buah
09-Sep-93 elevator elevator tipe SE 10L, SE 6in dan belt conveyor P besar bucket elevator 10" 500 buah
09-Sep-93 elevator elevator tipe SE 10L, SE 6in dan belt conveyor P besar gear as elevator ø2.4 cm z 23 2 buah
09-Sep-93 elevator elevator tipe SE 10L, SE 6in dan belt conveyor P besar gear as induksi motor ø2.1 cm z 20 2 buah
09-Sep-93 conveyor elevator tipe SE 10L, SE 6in dan belt conveyor P besar belt fastener 500x1 (19") 3 doos
09-Sep-93 conveyor elevator tipe SE 10L, SE 6in dan belt conveyor P besar spring conecting rod 9x5 long 10 buah
09-Sep-93 pabrik besar
pengelasan bocoran corong dan kebutuhan cleaner
lamching, kamas. Elevator prodI kawat las RB26 uk 3.2 mm 20 kg
09-Sep-93 pabrik besar
pengelasan bocoran corong dan kebutuhan cleaner
lamching, kamas. Elevator prodI mur baud seng uk 3/16" x 3/4" 2 doos
09-Sep-93 pabrik besar
pengelasan bocoran corong dan kebutuhan cleaner
lamching, kamas. Elevator prodI mur baud seng uk 1/4"x 1¼" 2 doos
06-Okt-93
elevator, dryer
mengganti dan menambal bocoran pada corong elevator, dryer, dan per, mengganti mur baud stang
centrik , air screen p.besar besi siku uk 30x30 mm 2 lengte
06-Okt-93
elevator, dryer
mengganti dan menambal bocoran pada corong elevator, dryer, dan per, mengganti mur baud stang
centrik , air screen p.besar besi siku uk 50x50 mm 2 lengte
06-Okt-93
elevator, dryer
mengganti dan menambal bocoran pada corong elevator, dryer, dan per, mengganti mur baud stang
centrik , air screen p.besar besi kanal uk 15 cm 1 lengte
06-Okt-93
elevator, dryer
mengganti dan menambal bocoran pada corong elevator, dryer, dan per, mengganti mur baud stang
40
06-Okt-93
elevator, dryer
mengganti dan menambal bocoran pada corong elevator, dryer, dan per, mengganti mur baud stang
centrik , air screen p.besar plat eizer uk 3 mm 4 lembar
06-Okt-93
Air screen separator
mengganti dan menambal bocoran pada corong elevator, dryer, dan per, mengganti mur baud stang
centrik , air screen p.besar mur baud uk 17 mm 1 doos
06-Okt-93
Air screen separator
mengganti dan menambal bocoran pada corong elevator, dryer, dan per, mengganti mur baud stang
centrik , air screen p.besar mur baud uk 19 mm 1 doos
06-Okt-93
box panel, konveyor
menggati kabel box panel, belt konveyor, fuse panel,
silo control p.besar kabel NYY HY 3x1.5 mm 1 roll
06-Okt-93
box panel, konveyor
menggati kabel box panel, belt konveyor, fuse panel,
silo control p.besar kabel NYY HY 4x2.5 mm 2 roll
06-Okt-93
box panel, konveyor
menggati kabel box panel, belt konveyor, fuse panel,
silo control p.besar kabel NYA merah 1x2.5 mm 2 roll
06-Okt-93
box panel, konveyor
menggati kabel box panel, belt konveyor, fuse panel,
silo control p.besar kabel NYA hitam 1x2.5 mm 2 roll
06-Okt-93
fuse panel, silo
menggati kabel box panel, belt konveyor, fuse panel,
silo control p.besar fuse 63 amp/ 500 volt 25 buah
06-Okt-93
fuse panel, silo
menggati kabel box panel, belt konveyor, fuse panel,
silo control p.besar fuse 50 amp/ 500 volt 25 buah
06-Okt-93
fuse panel, silo
menggati kabel box panel, belt konveyor, fuse panel,
silo control p.besar fuse fase 20 amp/ 500volt 20 buah
06-Okt-93 pabrik besar
menggati kabel box panel, belt konveyor, fuse panel,
silo control p.besar olie can 1 buah
06-Okt-93 pabrik besar
pengecatan corong bekas pengelasan dan menambal
bocoran atap cyclone p. Besar cat besi warna brown 2 kaleng