ANALISIS PENERAPAN PROGRAM KESELAMATAN DAN KESEHATAN KERJA (K3) DENGAN PENDEKATAN SMK3 DAN RISK
ASSESSMENT DI PT. KREASI KOTAK MEGAH
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh:
ADRIAN AKBAR NST NIM. 110423022
P R O G R A M P E N D I D I K A N S A R J A N A E K S T E N S I
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kepada Tuhan yang Maha Esa karena atas berkat dan karuniaNya sehingga penulis memperoleh pengetahuan, kesehatan dan kesempatan untuk bisa menyelesaikan tugas sarjana ini.
Tugas sarjana merupakan salah satu dari kurikulum dan salah satu syarat khusus untuk menyelesaikan Tugas Akhir di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas sarjana yang berjudul “Analisis Penerapan Program Keselamatan Dan Kesehatan Kerja (K3) Dengan Pendekatan SMK3 dan Risk Assessment Di PT. Kreasi Kotak Megah”.
Walaupun penulis sudah berusaha semaksimal mungkin, namun penulis juga menyadari kemungkinan terdapat kekurangan. Oleh karena itu, penulis sangat mengharapkan saran dan kritik untuk menyempurnakan laporan ini.
Akhir kata penulis mengharapkan laporan ini bermanfaat bagi siapapun yang membacanya.
Medan, Februari 2015 Penulis
UCAPAN TERIMA KASIH
Dalam penulisan laporan ini, penulis telah banyak mendapat bimbingan, dukungan dan bantuan dari berbagai pihak, baik secara langsung maupun tidak langsung. Untuk dukungan dan bantuan yang luar biasa, pada kesempatan kali ini penulis ingin beterima kasih kepada pihak dan nama-nama dibawah ini.
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT. selaku Sekretaris Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
3. Dosen Pembimbing I, Bapak Ir. Mangara M. Tambunan, M.Sc. yang telah menyediakan waktunya untuk membimbing dan mengajarkan banyak ilmu serta banyak memotivasi penulis dalam melakukan penelitian dan pengerjaan laporan tugas akhir ini.
4. Dosen Pembimbing II, Bapak Buchari, ST. M.Kes yang telah membimbing dan mendukung penulis dalam menyelesaikan laporan tugas akhir ini.
5. Ibu Ir. Rosnani Ginting, MT. dan Bapak Ir. Mangara M. Tambunan, M.Sc selaku koordinator Tugas Akhir yang telah memberikan bimbingan dan arahan dalam pengajuan judul Tugas Sarjana.
7. Kedua orangtua penulis Papa (Chaidir Nst) dan Mama (Ratmah), serta adik-adik Yuni Rahmaida Nst, dan Randi Anwar Nst yang tidak henti mendukung penulis baik moril, materil, serta memberi motivasi terbesar bagi penulis hingga akhirnya mampu menyelesaikan laporan tugas akhir ini.
8. Big Thank’s untuk sepupu penulis, Gambol, Rio, Rais, Mita, Tami, Bang Isan (kodok), Dedek (boneng), Dani (gerot) dan barisan para sahabat yang tidak dapat disebutkan namanya satu persatu yang selalu memberi semangat dan motivasi kepada penulis sehingga mampu menyelesaikan penelitian ini. 9. Teman-teman dekat seperjuangan penulis di Teknik Industri Bang Ario,
Parlik (Abdi), Salem (Taufik), Gembong (Reza), Nikot Crots (Niko), Kasino (Syafi’i), Adlan, dan Madteng (Ahmad) yang selalu ada untuk membantu penulis dalam banyak hal, serta banyak memotivasi penulis sehingga mampu menyelesaian penelitian ini.
10. Seluruh mahasiswa Teknik Industri Ekstensi USU 2010 dan 2011.
11. Bang Nurman, Bang Mijo, Kak Dina, Kak Ani, Bang Ridho, Kak Rahma, Bang Kumis dan Kak Mia atas bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian Tugas Sarjana ini.
Terima kasih dan rasa syukur terbesar kepada Tuhan yang telah menghadirkan orang-orang yang luar biasa di hidup penulis.
Medan, Februari 2015 Penulis,
ABSTRAK
PT. Kreasi Kotak Megah merupakan sebuah perusahaan yang bergerak dibidang carton box yang telah menerapkan program Keselamatan dan Kesehatan Kerja. Walaupun perusahaan ini telah menerapkan beberapa standar atau prosedur keselamatan kerja, dalam pelaksanaannya masih terdapat beberapa potensi bahaya yang dapat menimbulkan kasus kecelakaan kerja. Apabila potensi bahaya yang timbul dapat diidentifikasi dan dikendalikan, maka angka kemunculan kecelakaan dapat menurun. Identifikasi dan pengendalian potensi bahaya dapat dilakukan dengan menggunakan daftar cocok (checklist) menurut persepsi karyawan bagian produksi, mengetahui tingkat loss rate akibat terjadinya kecelakaan kerja. dan yang terakhir menggunakan checklist SMK3 berdasarkan PP. No. 50 Tahun 2012. Selain itu juga perlu dilakukan proses perangkingan hazards dengan pendekatan
Risk Assessment untuk mengetahui bahaya apa saja yang ada dan tingkat resiko masing-masing bahaya. Hasil penelitian ini adalah nilai pencapaian tingkat implementasi program K3 di PT. Kreasi Kotak Megah sebesar 57,89% (kategori merah), pencapaian tingkat kehilangan/kerugian (loss rate) berada pada kategori kuning, sementara itu, pencapaian tingkat penerapan program SMK3 berdasarkan PP. No. 50 Tahun 2012 sebesar 86,14% (kategori hijau). Hasil identifikasi
hazards pada stasiun pengeleman mendapat kategori “negligible”, stasiun printing
dan pemotongan, dan unit kerja turbin mendapat kategori “minor”, dan stasiun pencetakan dan unit kerja boiler mendapat kategori :moderate”. Dari hazards
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
ABSTRAK ... iv
DAFTAR ISI ... v
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN... xvi
I PENDAHULUAN ... I-1 1.1. Latar Belakang Masalah ... I-1 1.2. Perumusan Masalah ... I-5 1.3. Tujuan Penelitian ... I-5 1.4. Batasan Masalah dan Asumsi ... I-6 1.5. Manfaat Penelitian ... I-7 1.6. Sistematika Penulisan Tugas Akhir ... I-7
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 2.3. Lokasi Perusahaan ... II-2 2.4. Daerah Pemasaran ... II-2 2.5. Proses Produksi ... II-2 2.5.1. Standar Mutu Bahan/Produk ... II-3 2.5.2. Bahan yang Digunakan ... II-4 2.5.2.1. Bahan Baku... II-4 2.5.2.2. Bahan Penolong ... II-4 2.5.3. Uraian Proses Produksi ... II-5 2.5.4. Mesin dan Peralatan ... II-7 2.5.4.1. Mesin Produksi ... II-7 2.5.5. Utilitas ... II-13 2.5.6. Safety and Fire Protection ... II-15 2.6. Struktur Organisasi ... II-16 2.6.1. Uraian Tugas dan Tanggung Jawab ... II-18 2.6.2. Jumlah Tenaga Kerja dan Jam Kerja ... II-26
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 3.3.1. Klasifikasi Kecelakaan Kerja ... III-5 3.3.2. Faktor-faktor Penyebab Kecelakaan Kerja ... III-9 3.3.3. Pencegahan Kecelakaan Kerja ... III-12 3.4. Program Keselamatan Kerja ... III-13
3.4.1. Sifat Pentingnya Program Keselamatan Kerja Menurut
Hammer ... III-13 3.4.2. Unsur-unsur yang Mendukung Program Keselamatan
Kerja ... III-14 3.5. Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) .... III-16
3.5.1. Audit Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) ... III-18 3.6. Perhitungan Tingkat Implementasi Program Keselamatan dan
Kesehatan Kerja ... III-19 3.7. Perhitungan Tingkat Kehilangan/Kerugian (Loss Rate) Kerja ... III-20 3.8. Penentuan Level Tingkat Penerapan Program Keselamatan dan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 3.12. Uji Validitas dan Uji Reliabilitas ... III-29 3.12.1. Uji Validitas ... III-29 3.12.2. Uji Reliabilitas ... III-30 3.13. Teknik Penentuan Jumlah Sampel ... III-31
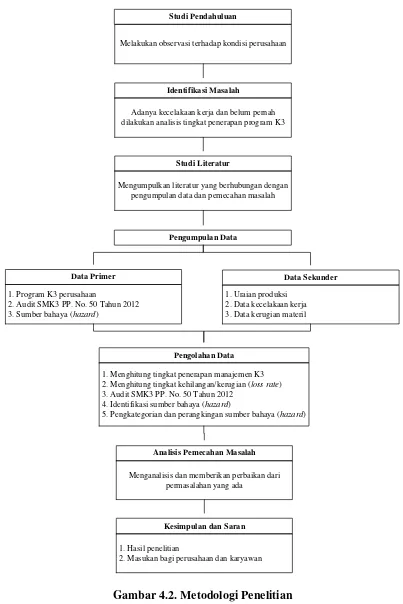
IV METODOLOGI PENELITIAN ...IV-1 4.1. Lokasi dan Waktu Penelitian ... IV-1 4.2. Objek Penelitian ... IV-1 4.3. Jenis Penelitian ... IV-1 4.4. Penentuan Jumlah Sampel ... IV-2 4.5. Kerangka Berpikir Penelitian ... IV-2 4.6. Metodologi Penelitian ... IV-4 4.7. Instrumen Penelitian ... IV-6 4.8. Metode Pengumpulan Data ... IV-6 4.9. Metode Pengolahan Data ... IV-7 4.10.Analisis Pemecahan Masalah ... IV-9 4.11.Kesimpulan dan Saran ... IV-9
DAFTAR ISI (LANJUTAN)
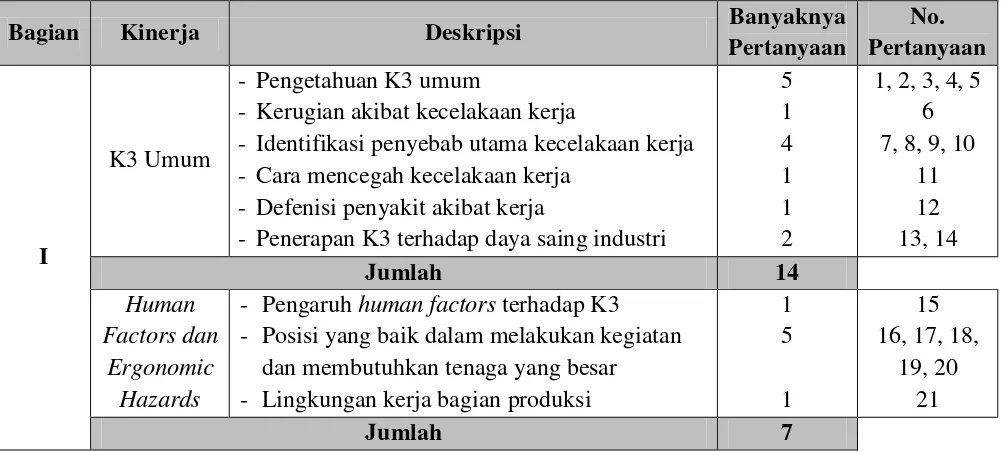
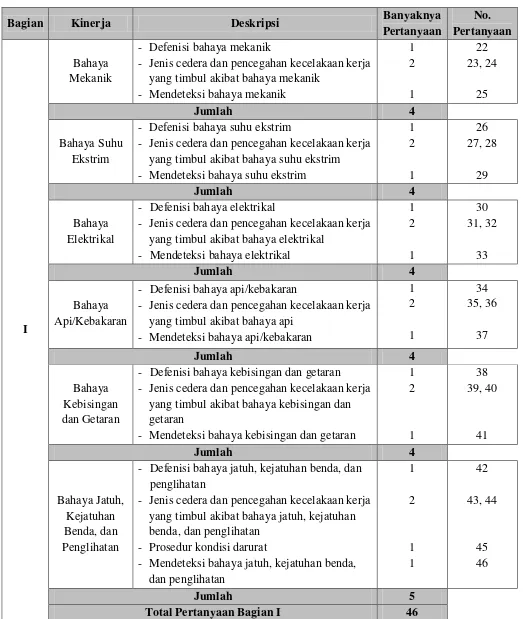
BAB HALAMAN 5.1.1.1. Kisi-kisi Daftar Cocok (Checklist) ... V-1 5.2. Pengolahan Data ... V-8 5.2.1. Uji Validitas ... V-8 5.2.2. Uji Reliabilitas ... V-10 5.2.3. Penilaian Tingkat Penerapan Program Manajemen Keselamatan
Dan Kesehatan Kerja ... V-15 5.2.4. Perhitungan Tingkat Kehilangan/Kerugian (Loss Rate) ... V-26 5.2.5. Audit Sistem Manajemen Keselamatan dan Kesehatan Kerja
(SMK3) ... V-30 5.2.6. Identifikasi Sumber Bahaya (Hazard) ... V-32
5.2.6.1. Pengkategorian dan Perangkingan Sumber Bahaya (Hazard) ... V-34
VI ANALISIS DAN PEMBAHASAN ...VI-1 6.1. Analisis ... VI-1
6.1.1. Analisis Tingkat Penerapan Program Manajemen Keselamatan Dan Kesehatan Kerja (K3) ... VI-1 6.1.2. Analisis Tingkat Kehilangan/Kerugian (Loss Rate) ... VI-4 6.1.3. Analisis Audit Sistem Manajemen Keselamatan dan Kesehatan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 6.1.4. Analisis Level Tingkat Penerapan Program Keselamatan dan
Kesehatan Kerja (K3) ... VI-9 6.1.5. Analisis Pengkategorian dan Perangkingan Sumber Bahaya VI-14 6.1.6. Analisis Hubungan Antara Program K3, SMK3, dan Risk
Assessment ... VI-16 6.2. Pembahasan ... VI-18 6.2.1. Pembahasan Sumber Bahaya (Hazard) ... VI-18
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
1.1. Rekapitulasi Jumlah Kecelakaan Kerja PT. Kreasi Kotak Megah
Dari Tahun 2009-2013 ... I-4 2.1. Jumlah Karyawan PT. Kreasi Kotak Megah ... II-27 3.1. Kategori Keparahan Kecelakaan Kerja... II-20 3.2. Kategori Kerugian Materil ... II-21 3.3. Level Tingkat Penerapan K3 ... II-22 3.4. Risk Assessment Code ... II-25 5.1. Kisi-kisi Daftar Cocok (Checklist) ... V-1 5.2. Hasil Rekapitulasi Daftar Cocok (Checklist) Pertanyaan K3 Umum ... V-5 5.3. Uji Validitas Bagian I Pertanyaan K3 Umum ... V-9 5.4. Uji Reliabilitas Bagian I Pertanyaan K3 Umum ... V-10 5.5. Rekapitulasi Uji Reliabilitas Bagian Pertanyaan K3 Umum, Sikap,
dan Tindakan ... V-14 5.6. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
K3 Umum ... V-17 5.7. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Human Factors ... V-17 5.8. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.9. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Bahaya Suhu Ekstrim ... V-18 5.10. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Bahaya Elektrikal ... V-18 5.11. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Bahaya Api/Kebakaran ... V-19 5.12. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Bahaya Getaran dan Kebisingan ... V-19 5.13. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Bahaya Jatuh, Kejatuhan Benda, dan Penglihatan ... V-19 5.14. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Sikap ... V-20 5.15. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Bahaya Mekanik ... V-21 5.16. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Bahaya Suhu Ekstrim ... V-21 5.17. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Bahaya Elektrikal ... V-22 5.18. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.19. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Bahaya Kebisingan dan Getaran ... V-23 5.20. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Bahaya Jatuh, Kejatuahan Benda, dan Penglihatan ... V-23 5.21. Nilai Tingkat Kinerja Bagian I Penerapan Program K3 Pertanyaan
Tindakan ... V-24 5.22. Tingkat Implementasi Program K3 PT. Kreasi Kotak Megah ... V-25 5.23. Tingkat Kehilangan/Kerugian (Loss Rate) Berdasarkan Data
Kecelakaan Tahun 2009 ... V-27 5.24. Tingkat Kehilangan/Kerugian (Loss Rate) Berdasarkan Data
Kecelakaan Tahun 2010 ... V-27 5.25. Tingkat Kehilangan/Kerugian (Loss Rate) Berdasarkan Data
Kecelakaan Tahun 2011 ... V-28 5.26. Tingkat Kehilangan/Kerugian (Loss Rate) Berdasarkan Data
Kecelakaan Tahun 2012 ... V-28 5.27. Tingkat Kehilangan/Kerugian (Loss Rate) Berdasarkan Data
Kecelakaan Tahun 2013 ... V-29 5.28. Rekapitulasi Audit SMK3 Peraturan Pemerintah Republik Indonesia
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.30. Risk Assessment Codes (RAC) Stasiun Pencetakan ... V-37 5.31. Risk Assessment Codes (RAC) Stasiun Printing dan Pemotongan... V-38 5.32. Risk Assessment Codes (RAC) Unit Kerja Boiler ... V-39 5.33. Risk Assessment Codes (RAC) Unit Kerja Turbin ... V-40 5.34. Rekapitulasi Pengkategorian Sumber Bahaya (Hazard) ... V-40 6.1. Nilai Rata-rata Tingkat Implementasi Program K3 PT. Kreasi
Kotak Megah ... VI-2 6.2. Rekapitulasi Jumlah Kecelakaan Kerja PT. Kreasi Kotak Megah
Dari Tahun 2009-2013 ... VI-3 6.3. Pemetaan Tingkat Implementasi Program K3 – Tingkat Kehilangan/ Kerugian (Loss Rate)... VI-10 6.4. Pemetaan Tingkat Implementasi Program K3 – Tingkat Keberhasilan
Kinerja Penerapan Program SMK3 ... VI-11 6.5. Pemetaan Tingkat Kehilangan/Kerugian (Loss Rate) - Tingkat
Keberhasilan Kinerja Penerapan Program SMK3... VI-13 6.6. Usulan Tindakan Pencegahan Terhadap Resiko yang Mungkin
Terjadi ... VI-19 6.7. Tindakan Pengendalian Terhadap Resiko yang Mungkin dapat
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1.Blok Diagram Proses Produksi Carton Sheet PT. Kreasi Kotak
Megah ... II-6 2.2. Box Type A1 ... II-12 2.3.Struktur Organisasi Perusahaan PT. Kreasi Kotak Megah ... II-17 3.1.Siklus SMK3 ... III-17 4.1.Kerangka Berpikir Penelitian ... IV-2 4.2.Metodologi Penelitian ... IV-5 5.1. Radar Chart Penilaian Tingkat Kinerja Program K3 PT. Kreasi
Kotak Megah ... V-26 6.1. Radar Chart Penilaian Tingkat Kinerja Program K3 PT. Kreasi
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Kuesioner Penelitian ... L-1 2. Hasil Rekapitulasi Uji Daftar Cocok (Checklist), Uji Reliabilitas
dan Validitas ... L-2 3. Tabel r Product Moment Pada Sig. 0,05 (Two Tail) ... L-3 4. Audit Checklist Sistem Manajemen Keselamatan dan Kesehatan
Kerja (SMK3) Peraturan Mentri Tenaga Kerja No. 05/MEN/1996 .. L-4 5. Peraturan Pemerintah Republik Indonesia Nomor 50 Tahun 2012 ... L-5 6. Surat Permohonan Tugas sarjana... L-6 7. Formulir Penetapan Tugas Sarjana. ... L-7 8. Surat Penjajakan Pabrik ... L-8
9. Surat Balasan Pabrik ... L-9
ABSTRAK
PT. Kreasi Kotak Megah merupakan sebuah perusahaan yang bergerak dibidang carton box yang telah menerapkan program Keselamatan dan Kesehatan Kerja. Walaupun perusahaan ini telah menerapkan beberapa standar atau prosedur keselamatan kerja, dalam pelaksanaannya masih terdapat beberapa potensi bahaya yang dapat menimbulkan kasus kecelakaan kerja. Apabila potensi bahaya yang timbul dapat diidentifikasi dan dikendalikan, maka angka kemunculan kecelakaan dapat menurun. Identifikasi dan pengendalian potensi bahaya dapat dilakukan dengan menggunakan daftar cocok (checklist) menurut persepsi karyawan bagian produksi, mengetahui tingkat loss rate akibat terjadinya kecelakaan kerja. dan yang terakhir menggunakan checklist SMK3 berdasarkan PP. No. 50 Tahun 2012. Selain itu juga perlu dilakukan proses perangkingan hazards dengan pendekatan
Risk Assessment untuk mengetahui bahaya apa saja yang ada dan tingkat resiko masing-masing bahaya. Hasil penelitian ini adalah nilai pencapaian tingkat implementasi program K3 di PT. Kreasi Kotak Megah sebesar 57,89% (kategori merah), pencapaian tingkat kehilangan/kerugian (loss rate) berada pada kategori kuning, sementara itu, pencapaian tingkat penerapan program SMK3 berdasarkan PP. No. 50 Tahun 2012 sebesar 86,14% (kategori hijau). Hasil identifikasi
hazards pada stasiun pengeleman mendapat kategori “negligible”, stasiun printing
dan pemotongan, dan unit kerja turbin mendapat kategori “minor”, dan stasiun pencetakan dan unit kerja boiler mendapat kategori :moderate”. Dari hazards
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Dalam era modern seperti sekarang ini, manusia dituntut untuk bekerja sesuai dengan standar prosedur operasional dari satu pekerjaan merupakan salah satu faktor terpenting dari suatu pekerjaan. Dalam pemenuhan kebutuhannya, suatu industri tidak boleh hanya tertuju pada tujuannya dalam mencari profit, namun juga harus memperhatikan faktor manusia yang memiliki peran penting dalam mencapai suatu tujuan.
Perusahaan dalam menjalankan suatu kegiatan sesuai dengan tujuan perusahaan tidak luput dari kecelakaan kerja. Terjadinya kecelakaan kerja tentu saja menjadikan masalah yang besar bagi kelangsungan sebuah perusahaan. Kerugian yang di derita tidak hanya berupa kerugian materi yang cukup besar namun lebih dari itu adalah timbulnya korban jiwa yang tidak sedikit jumlahnya. Kehilangan sumber daya manusia ini merupakan kerugian yang besar karena manusia adalah salah satu sumber daya yang tidak dapat digantikan oleh sumber daya lain.
tersebut. Tujuan akhir dari dibuatnya program K3 tersebut adalah untuk mengurangi biaya perusahaan dari penyakit kerja dan kecelakaan kerja.
Pada penelitian sebelumnya dengan pendekatan yang sama oleh Yohana Bolu Tena dari Universitas Cendana, Program Studi Teknik Sipil yang berjudul “Kajian Implementasi Sistem Manajemen Keselamatan dan Kesehatan Kerja Pada Perusahaan Jasa Konstruksi Di Kota Kupang” Dari penelitian yang dilakukan, maka diperoleh kesimpulan sebagai berikut. Persentase implementasi SMK3 pada perusahaan jasa konstruksi di Kota Kupang adalah sebesar 62,38 %. Dari persentase ini implementasi SMK3 dikategorikan kuning sesuai konsep
Traffic Light System. Dengan tingkat kecelakaan yang berada pada kategori hijau maka dapat diketahui bahwa tingkat implementasi SMK3 Kota Kupang berada pada level 2 yaitu cukup aman. Berdasarkan penggolongan menurut kategori usia perusahaan, perusahaan dengan usia 5-10 tahun memiliki persentase implementasi SMK3 sebesar 47,85 %; perusahaan dengan usia 10–20 tahun memiliki persentase 54,18 %; dan perusahaan dengan usia di atas 20 tahun memiliki persentase 79,74 %. Hal ini dapat membuktikan bahwa semakin tinggi usia perusahaan maka implementasi SMK3 semakin baik.
dilakukan obervasi ditemukan 43 potensi bahaya (hazard) dan kemudian digolongkan menjadi 15 sumber hazard. Berdasarkan penilaian level resiko, terdapat 3 sumber hazard yang tergolong "Ekstrim", 4 sumber hazard yang tergolong "Resiko Tinggi", 6 sumber hazard yang tergolong "Resiko Sedang", dan 2 sumber hazard yang tergolong "Resiko Rendah". Penelitian ini menghasilkan rekomendasi perbaikan berupa pembuatan Standard Operating Procedure (SOP), jadwal pelatihan penggunaan Alat Pelindung Diri (APD), jadwal pelaksanaan safety talk, worksheet penggunaan APD, lembar kontrol penggunaan APD, checklisthandrail, dan checklist lantai plat.
Sedangkan pada penelitian ini dilakukan di PT. Kreasi Kotak Megah merupakan perusahaan yang bergerak dalam bidang produksi carton box dengan bahan baku paper roll. Perusahaan ini telah menerapkan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3), namun kurangnya pengawasan mengakibatkan masih terjadinya kecelakaan kerja. Kecelakaan kerja yang terjadi pada umumnya disebabkan oleh dua faktor yaitu kecelakaan kerja karena diakibatkan oleh keadaan yang berbahaya (unsafe condition) dimana beberapa mesin dan peralatan yang digunakan memiliki potensi bahaya seperti mesin
kurun waktu 5 tahun terakhir. Berikut rekapitulasi jumlah kecelakaan kerja dari tahun 2009 - 2013 dapat dilihat pada Tabel 1.1.
Tabel 1.1. Rekapitulasi Jumlah Kecelakaan Kerja PT. Kreasi Kotak Megah Dari Tahun 2009-2013
Tahun 2009 2010 2011 2012 2013
Kecelakan Kerja (Frekuensi) 3 4 4 2 3
Sumber: PT. Kreasi Kotak Megah
Dari Tabel 1.1. kecelakaan kerja yang terjadi pada tahun 2009 terdapat 3 frekuensi kecelakaan kerja yaitu mata operator boiler terkena tetesan minyak
residu (bahan bakar boiler), jari tangan operator terjepit pada mesin single face
(press roll), dan tangan operator terkena pipa steam. Tahun 2010 terdapat 4 frekuensi kecelakaan kerja yaitu terpeleset karena air yang berceceran dalam pembuatan lem, tangan terkena steam, jari tangan terkena mata pisau pada mesin
NC slitter, dan terjatuh dari tangga. Tahun 2011 terdapat 4 frekuensi kecelakaan kerja yaitu jari tangan terjepit pada mesin slitter unit, jari tangan terjepit pada mesin NC slitter, tangan terkena steam ketika melakukan pengecekan pada mesin
heating plate, dan mata operator terkena lontaran potongan carton sheet pada mesin cut off. Tahun 2012 terdapat 2 frekuensi kecelakaan kerja yaitu jari tangan terkena mata pisau pada mesin NC slitter, dan jari tangan terjepit pada mesin
Kotak Megah maka penulis ingin menganalisis penerapan program K3 dengan pendekatan SMK3 dan risk assessment (penilaian resiko).
1.2. Perumusan Masalah
Berdasarkan uraian latar belakang yang telah dijelaskan sebelumnya, maka permasalahan pada perusahaan adalah jumlah kecelakaan kerja yang terjadi selama kurun waktu 5 tahun terakhir sebanyak 16 kasus kecelakaan kerja yang terdiri dari 5 frekuensi kecelakaan disebabkan oleh manusia/karyawan (unsafe action) dan 11 frekuensi kecelakaan yang diakibatkan oleh peralatan yang digunakan/lingkungan kerja (unsafe condition).
1.3. Tujuan Penelitian
Tujuan umum penelitian yaitu untuk menganalisis penerapan program K3 dengan pendekatan konsep traffic light system berdasarkan PP. No. 50 Tahun 2012 tentang SMK3 dan risk assessment melalui perangkingan bahaya untuk mengidentifikasi dan mengendalikan potensi bahaya.
Tujuan khusus yang ingin dicapai dalam penelitian ini yaitu :
1. Menghitung tingkat penerapan program K3 berdasarkan persepsi karyawan dengan menggunakan kuesioner K3.
2. Menghitung tingkat penerapan program K3 dengan dengan audit Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) berdasarkan PP. No. 50 Tahun 2012.
4. Identifikasi dan menentukan rangking bahaya (hazard) dengan menggunakan pendekatan risk assessment (penilaian resiko).
5. Membuat usulan perbaikan program K3.
1.4. Batasan Masalah dan Asusmsi
Agar penyelesaian masalah tidak menyimpang dari tujuan dan menghindari kemungkinan meluasnya pembahasan dari yang seharusnya diteliti, maka penulis membuat batasan masalah dan asusmsi.
Batasan masalah yang digunakan yaitu:
1. Penelitian dilakukan pada pekerja bagian produksi atau semua peralatan/mesin yang ada pada bagian produksi di PT. Kreasi Kotak Megah.
2. Penelitian yang dilakukan adalah mengenai bahaya-bahaya yang terjadi yang disebabkan oleh manusia atau peralatan yang digunakan dan lingkungan kerja. 3. Data kecelakaan kerja yang digunakan dalam penelitian ini adalah data
kecelakaan kerja dari tahun 2009 - 2013.
Asusmsi yang digunakan dalam penelitian ini adalah:
1. Kondisi perusahaan tidak mengalami perubahan selama penelitian berlangsung. 2. Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) yang diterapkan
oleh PT. Kreasi Kotak Megah tidak mengalami perubahan selama penelitian berlangsung.
3. Seluruh data yang diperoleh dari perusahaan dan sumber lain adalah benar setelah dipertimbangkan kelayakannya.
1.5. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah: a. Bagi Mahasiswa
Meningkatkan kemampuan bagi mahasiswa dalam menerapkan teori dan metode ilmiah yang diperoleh selama mengikuti perkuliahan dengan mengaplikasikannya dilapangan.
b. Bagi Perusahaan
Sebagai masukan atau rekomendasi bagi pihak perusahaan untuk mengetahui seberapa besar tingkat penerapan K3 sebelumnya, langkah perbaikan program K3 serta potensi dan pengendalian bahaya (hazard) yang ada.
c. Bagi Departemen Teknik Industri
Mempererat kerjasama antara perusahaan dengan Departemen Teknik Industri, Fakultas Teknik Universitas Sumatera Utara dan untuk menambah literatur perpustakaan.
1.6. Sistematika Penulisan Tugas Akhir
Untuk memudahkan penelitian, pembahasan dan penelitian tugas akhir ini, maka dalam pembuatannya akan dibagi menjadi beberapa bab dengan sistematika penulisan sebagai berikut.
perusahaan, struktur organisasi, tugas dan wewenang dan produk perusahaan.
BAB III Tinjauan pustaka menguraikan teori-teori yang relevan dengan pemecahan masalah atau pencapaian tujuan dari penelitian.
BAB IV Metodologi penelitian memaparkan tentang pelaksanaan penelitian yang meliputi tempat dan waktu dilakukan penelitian, rancangan penelitian, objek penelitian yang digunakan, variabel penelitian, instrumen penelitian, pelaksanaan penelitian, cara pengolahan data serta analisis.
BAB V Pengumpulan dan pengolahan data memuat data-data hasil penelitian yang diperoleh dari perusahaan sebagai bahan untuk melakukan pengolahan data yang digunakan sebagai dasar pada pemecahan masalah.
BAB VI Analisis pemecahan masalah memuat pembahasan hasil dari pengolahan data dan pemecahan masalah serta usulan perbaikan. BAB VII Kesimpulan dan saran memuat hasil identifikasi permasalahan dan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Kreasi Kotak Megah di bangun diatas lahan seluas 18.159 m2 pada tahun 1991, dan mulai beroperasi tanggal 01 November 1993.
PT. Kreasi Kotak Megah merupakan perusahaan group Asia Pulp & Paper Co. Ltd. (APP) di bawah divisi BU# 17 milik dari perusahaan PT. Sinarmas Group, yang secara spesifik bergerak dalam bidang converting manufacturing. APP adalah satu dari perusahaan pulp & kertas yang merupakan produsen pulp & kertas terintegrasi terbesar di tingkat Asia.
2.2. Ruang Lingkup Bidang Usaha
PT. Kreasi Kotak Megah bergerak dalam bidang pengolahan paper roll
2.3. Daerah Pemasaran
Seluruh hasil produksi PT. Kreasi Kotak Megah produknya dipasarkan didalam negeri. PT. Kreasi Kotak Megah berada dibawah naungan PT. Sinarmas Group yang berpusat di Jalan Soekarno Hatta No. 791 Km 12,5 Gedebage Bandung 40294. Jadi semua hasil produksi dari pabrik ini harus dilaporkan kekantor pusat. Pelanggan yang akan membeli carton box berurusan dengan kantor pusat, dan nantinya bagian marketing yang berada di kantor pusat akan memerintahkan kepada devisi PT. Kreasi Kotak Megah.
PT. Kreasi Kotak Megah mengimplementasikan sistem SAP OTC (Order to Cash) untuk menjamin bahwa order yang diterima dapat dikirim tepat waktu, dan dapat melakukan kontrol disemua proses produksi. Selain itu PT. Kreasi Kotak Megah juga menggunakan sistem berbasis Web Base.
2.4. Proses Produksi
Tujuan dari proses proses pengolahan paper roll di PT. Kreasi Kotak Megah adalah untuk memperoleh produk carton box yang berkualitas. Proses produksi yang terjadi di pabrik ini akan menghasilkan tiga jenis produk carton box, yaitu:
1. A1/Standart
2. A3/Over Flap
3. Die Cut
b. B Flute : 2,7 – 3 mm c. C Flute : 3,7 – 4 mm d. E Flute : 1,2 – 1,5 mm 2. Berdasarkan Face yaitu : a. Single Face
b. Double Face
3. Berdasarkan Wall
a. Single Wall
b. Double Wall
2.4.1. Standar Mutu Bahan/Produk
PT. Kreasi Kotak Megah mempunyai dua standar mutu produk yang berbeda. Untuk jenis carton box yang akan diisi dengan produk snack maka dikompres dengan mesin bertekanan 8 kg selama waktu 3 menit, dan untuk jenis
carton box yang akan diisi dengan produk minyak dan barang elektronik maka harus dikompres dengan tekanan 10 kg selama waktu 10 menit.
2.4.2. Bahan yang Digunakan 2.4.2.1. Bahan Baku
Paper roll adalah bahan baku yang digunakan di PT. Kreasi Kotak Megah.
Supply paper roll sebagai bahan baku utama PT. Kreasi Kotak Megah dilakukan oleh perusahaan PT. Indah Kiat Pulp and Paper Product & PT. Ekamas Fortuna Malang, Stock paper roll berkisar pada 9.500 ton per bulan. Kapasitas gudang
2.4.2.2. Bahan Penolong
Adapun bahan penolong yang digunakan PT. Kreasi Kotak Megah dalam proses produksi carton box, yaitu:
1. Steam (Uap)
Steam (uap) memegang peranan penting dalam proses produksi di PT. Kreasi Kotak Megah. Steam ini digunakan antara lain untuk:
a. Memanaskan pada saat proses penyambungan antara liner dengan fluting
pada mesin Pre Heater.
b. Memanaskan permukaan luar liner agar rekat dengan single face, yang mana
single face membawa lem dari glue roll di double backer di mesin Heating Plate.
2. Glue (lem) berfungsi sebagai perekat antara wall dan face. Adapun bahan-bahan yang digunakan dalam pembuatan glue (lem) adalah sebagai berikut:
a. Air
Penggunaan air pada PT. Kreasi Kotak Megah yaitu sebagai media pelarut dalam proses pembuatan glue (lem).
b. Tepung Tapioka (Tepung Kanji)
Berfungsi sebagai perekat yang memiliki viskositas rekat tinggi, kejernihan tinggi, dan stabilitas pembekuan tinggi.
Merupakan senyawa polimer termoplastik yang memiliki sifat tahan panas, daya regang tinggi, serta larut dalam pelarut organik.
d. Kostik Soda (Natrium Hidroksida)
Bersifat cair dan secara spontan menyerap karbon dioksida dari udara bebas, dan akan melepaskan panas ketika dilarutkan. Sehingga glue (lem) lebih cepat kering.
e. Pressure Sensitif Adhesives (PSA)
PSA adalah salah satu jenis bahan perekat dimana aplikasinya hanya membutuhkan tekanan yang ringan dan cepat tanpa melalui pemanasan.
2.4.3. Mesin dan Peralatan
Proses produksi PT. Kreasi Kotak Megah menggunakan mesin-mesin dan juga peralatan-peralatan yang sangat berperan dalam menghasilkan produknya yaitu carton box.
2.4.3.1. Mesin Produksi
Spesifikasi mesin produksi yang ada di PT. Kreasi Kotak Megah adalah sebagai berikut:
1. Corrugator Machine
Corrugator adalah mesin yang berfungsi untuk membuat kertas bergelombang (Carton Sheet). Bagian-bagian mesin corrugators adalah:
Berfungsi untuk membuat gelombang satu muka atau disebut juga dengan
Single Face. Unit ini terdiri dari beberapa bagian, yaitu: a. Corrugating Roll
Berfungsi untuk membuat Fluting. Corrugating Roll bekerja dengan didukung oleh tekanan hydrolic dan tekanan steam (uap) yang berasal dari boiler.
b. Paper Roll
Berfungsi untuk melapisi fluting dengan liner. Saat proses di single face, press roll bisa rata dan bisa juga cembung, tergantung dari kondisi Corrugating Rollnya.
Hal-hal yang dapat menyebabkan Press Roll cepat aus adalah :
• Tidak disesuaikan lebar kertas dengan tekanan (pressure) di Press Roll.
• Kemiringan Press Roll jarang di kontrol.
• Sering produksi memakai lebar minimal.
• Tekanan hydrolic tidak stabil. c. Glue Roll
Berfungsi sebagai pengantar lem dari fluting ke liner.
d. Pre Heater
Berfungsi untuk memanasi lapisan liner agar pada saat penyambungan antara liner dengan fluting dan lem dapat rekat menjadi Single Face.
(uap). Jika terjadi penurunan temperatur steam, maka cek kondisi
steam trap atau kemiringan Syphone.
e. Pre Conditioner
Berfungsi untuk memanasi kertas bagian Medium agar moisture kertas dapat lebih stabil dan cepat kering pada saat membentuk fluting dan saat menyatu dengan liner.
Pada unit ini penentuan tingkat panas temperatur sama dengan di Pre Heater. Jika ada penurunan temperatur steam maka cek kondisi steam trap dan cek kemiringan syphone setiap saat.
f. Mill Roll Stand
Berfungsi sebagai pembersihan kotoran/debu sebelum masuk pada mesin Pre Heater dengan bantuan media angin.
B. Double Backer
Berfungsi untuk merekatkan lapisan kerta outer liner dengan single face.
Hasil pengeleman akan baik tergantung dari kondisi dan posisi contact roll
atau contact bar, tidak aus dan tidak miring.
C. Heating Plate
Unit ini terdiri dari blok heating plate yang dipanaskan oleh steam (uap). Berfungsi untuk memanaskan permukaan luar liner agar rekat dengan
Putaran antara glue roll dengan canvas belt minimal harus sama atau lebih rendah glue roll. Hal ini dimaksudkan untuk mendapatkan pengeleman yang lebih merata dan dapat tepat ditengah-tengah fluting.
Canvas belt berfungsi bukan hanya sebagai penarik single face dan liner
saja, akan tetapi juga berfungsi untuk menghisap dan mengeluarkan
moisture kertas pada saat berputar dan pada saat berada dibagian atas
heating plate.
D. Rotary Shear
Berfungsi untuk membuang single face yang reject atau memotong pada saat akan change order (ganti ukuran) agar tidak tersangkut pada unit Nc slitter score dan cut off (speed cut).
E. NC Slitter Score
Berfungsi untuk mendesain/membuat ukuran lebar dan tinggi box
(membentuk) slitter dan scoring. Unit ini terdiri dari pisau (slitter) score
(line scoring) pembuat garis tekukan.
F. Cut Off (Speed Cut)
Berfungsi untuk menyusun tumpukan sheet yang akan dikeluarkan dari mesin. Bentuk dan tinggi tumpukan dapat di setting tergantung dari tinggi
flute dan tebal kertasnya (substance). 2. Flexo
Flexo adalah mesin yang berfungsi untuk memproses corrugated carton sheet
dengan cara mencetak, membuat tekukan, dan membuat potongan, sehingga membentuk box. Mesin flexo terdiri dari beberapa bagian, yaitu:
A. Semi auto feeder
Berfungsi untuk mengangkat sheet dari conveyor dan mentransfer sheet
tersebut ke unit feeder.
B. Feeder unit
Feeder unit adalah salah satu bagian dari mesin flexo yang mempunyai fungsi men-supply sheet pada tumpukan terbawah dengan menggunakan
feeder belt atau kicker plate ke unit berikutnya yaitu printing unit. Feeder unit mempunyai beberapa fungsi yaitu:
a. Back stop dan feed gate yang secara bersamaan berfungsi untuk menahan kertas agar tidak miring saat masuk ke dalam mesin.
b. Untuk mencegah lebih dari satu sheet yang masuk ke dalam mesin. c. Side guide berfungsi untuk merapikan posisi kertas yang tidak rata
pada saat supply menjadi rata dan sejajar.
kicker plate untuk membawa sheet pada tumpukan yang terbawah masuk kedalam printing unit, sedangkan WARD menggunakan belt.
e. Feeder roll upper dan lower, berfungsi untuk menarik sheet ke dalam mesin. Renggangan antara upper dan lower roll dapat di setting secara otomatis (melalui layar touchscreen) maupun manual (menggunakan
feed roll adjuster). C. Printing unit
Printing unit menerima supply sheet dari feeder unit. Printing unit
berfungsi untuk mencetak desain ke sheet.
Bagian-bagian terpenting yang harus diperhatikan pada unit printing, yaitu:
a. Anylox cylinder berfungsi untuk mentransfer tinta dari rubber roll ke
printing plate sehingga dapat timbul cetakan pada carton sheet.
b. Rubber roll berfungsi untuk memeberikan tekanan pada anylox roll/anylox cylinder, sehingga dapat diatur tingkat ketebalan tinta yang ditransfer ke printing plate.
c. Doctor blade memiliki fungsi yang sama dengan rubber roll yaitu untuk memberikan tekanan pada anylox roll/anylox cylinder, sehingga dapat diatur tingkat ketebalan tinta yang ditransfer ke printing plate.
D. Slotter unit
Berfungsi sebagai pemotong/membuat sobekan sesuai dengan ukuran
box yang diminta. b. Membuat creasing
Berfungsi untuk membentuk garis/line pada carton sheet yang berguna sebagai tekukan yang akan membentuk box.
c. Membuat trimming
d. Membuat kupingan
Gambar 2.2. Box Type A1
E. Die Cut unit
Berfungsi sebagai pengganti unit slotter dalam membuat tekukan maupun potongan dan sobekan untuk membentuk box sesuai ukuran yang diminta.
Die cut juga digunakan untuk membentuk box-box dengan ukuran dan model khusus (bukan tipe A1).
Secara garis besar die cut unit terdiri dari beberapa bagian, yaitu:
a. Die drum digunakan sebagai tempat mereketnya die cut board. Pada bagian O.S terdapat angka-angka yang berfungsi sebagai register
untuk memudahkan pemasangan die cut board.
c. Anvil blanket berfungsi untuk melindungi anvil dan pisau pada saat kontak. Blanket yang baik akan menghasilkan potongan yang baik pula.
F. Stacker unit
Stacker unit berfungsi untuk menyusun sheet setelah proses printing dan
sloting pada mesin flexo.
2.4.4. Utilitas
Utilitas dalam suatu pabrik merupakan unit pembantu produksi yang tidak terlihat secara langsung sebagai bahan baku, tetapi penunjang proses agar produksi dapat berjalan dengan lancer. Utilitas yang terdapat pada PT. Kreasi Kotak Megah adalah sebagai berikut:
1. Unit Pengolahan Air (Water Treatment)
PT. Kreasi Kotak Megah membutuhkan air bersih sebagai air umpan boiler
yang membutuhkan kemurnian air yang memenuhi persyaratan. Air umpan
boiler memerlukan perlakuan kimia yang aman (foot grade). Air merupakan salah satu bagian yang penting untuk mendukung proses produksi carton box
dan fungsinya tidak dapat tergantikan oleh senyawa lain.
Selain digunakan untuk proses produksi, air juga digunakan untuk keperluan sebagai berikut:
a. Air proses, yaitu air yang digunakan didalam boiler untuk menghasilkan
b. Air domestik, yaitu air yang digunakan diluar kegiatan pabrik (kantor dan kantin)
Sumber air yang digunakan PT. Kreasi Kotak Megah berasal dari Sungai Deli yang terletak ± 4,5 km dari lokasi pabrik.
2. Unit Pembangkit Tenaga.
Merupakan salah satu sumber tenaga yang digunakan untuk dapat mengoperasikan seluruh alat dan mesin. Listrik yang diperoleh dari PLN dan mesin diesel dengan bahan bakar solar, sedangkan tenaga uap diperoleh dengan mengoptimalkan uap sebagai tenaga penggerak. PT. Kreasi Kotak Megah menggunakan uap untuk mesin corrugating roll, pre heater, pre conditioner, dan heating plate.
2.4.5. Safety and Fire Protection
Safety and fire protection di PT. Kreasi Kotak Megah didukung atas sarana dan prasana yang disediakan oleh perusahaan. Adapun sarana dan prasarana tersebut antara lain:
1. Keamanan
Kegiatan keamanan dilaksanakan oleh security yang bekerja secara bergantian yakni petugas keamanan dibagi atas 3 shift dalam waktu 24 jam.
2. Keselamatan
Untuk kegiatan penaggulangan bahaya kebakaran, perusahaan juga melengkapi dengan peralatan kerja pendukung seperti : racun api, mesin pompa, dan hydrant.
3. Kondisi Lingkungan Kerja
Berdasarkan hasil pengamatan diperoleh bahwa potensi bahaya yang ada di lingkungan kerja berhubungan dengan gangguan terhadap pengaman mesin yang berputar, temperatur, sirkulasi udara dan kebisingan (noise) yang terdapat di area kerja. PT. Kreasi Kotak Megah sebenarnya telah memiliki kebijakan dalam hal safety terhadap bahaya. Namun, pelaksanaannya belum maksimal, karena para pekerja belum seluruhnya mematuhi kebijakan yang telah dibuat. Kemungkinan terjadinya potensi kebisingan adalah pada bagian unit pembangkit tenagadan sebagian besar di lantai produksi. Kesadaran para pekerja akan pentingnya kebijakan yang dibuat masih sangat rendah. Sama halnya dengan sistem manajemen yang belum maksimal dalam mensosialisasikan pentingnya kebijakan keselamatan kerja yang telah dibuat.
2.5. Struktur Organisasi Perusahaan
Gambar 2.3. Struktur Organisasi Perusahaan PT. Kreasi Kotak Megah Mill Head
Business Head
Sales
Iner
PPIC
QC
Delivery
Mill Service Head
Finance
Acounting
IT Production Head
Corrugated
Flexo
Ware House
MME / MTC
Mill Office
MBOS
Humas
HRD & GA
Purchasing
2.6.2. Jumlah Tenaga Kerja dan Jam kerja
Tenaga kerja yang bekerja di PT. Kreasi Kotak Megah dibagi menjadi 2 jenis jam kerja, yaitu jam kerja karyawan produksi dan jam kerja karyawan bagian administrasi. Pada masa produksi, jam kerja yang diberlakukan bagi setiap karyawan produksi adalah dengan pembagian jam kerja menjadi 3 shift selama 6 hari kerja, yaitu sebagai berikut:
1. Shift I : Pukul 07.00 WIB – 15.00 WIB 2. Shift II : Pukul 15.00 WIB – 23.00 WIB 3. Shift III : Pukul 23.00 WIB – 07.00 WIB
Sedangkan untuk karyawan dibagian administrasi masa kerja selama 5 hari kerja dalam satu minggu adalah sebagai berikut:
1. Senin – Kamis
Pukul 07.00 WIB – 17.00 WIB : Jam kerja Pukul 12.00 WIB – 13.00 WIB : Jam istirahat
Pukul 13.00 WIB – 17.00 WIB : Jam kerja setelah istirahat 2. Jumat
Pukul 07.00 WIB – 11.30 WIB : Jam kerja Pukul 11.30 WIB – 13.30 WIB : Jam istirahat
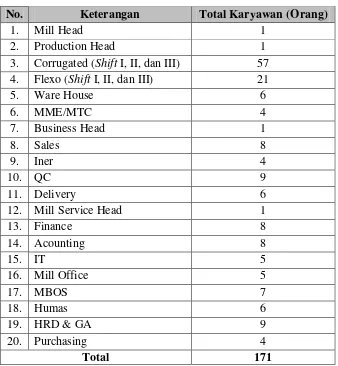
Jumlah keseluruhan tenaga kerja pada perusahaan PT. Kreasi Kotak Megah pada saat ini dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jumlah Karyawan PT. Kreasi Kotak Megah
No. Keterangan Total Karyawan (Orang)
1. Mill Head 1
2. Production Head 1
3. Corrugated (Shift I, II, dan III) 57 4. Flexo (Shift I, II, dan III) 21
5. Ware House 6
6. MME/MTC 4
7. Business Head 1
8. Sales 8
9. Iner 4
10. QC 9
11. Delivery 6
12. Mill Service Head 1
13. Finance 8
14. Acounting 8
15. IT 5
16. Mill Office 5
17. MBOS 7
18. Humas 6
19. HRD & GA 9
20. Purchasing 4
Total 171
BAB III
LANDASAN TEORI
3.1. Keselamatan Kerja
Keselamatan dan Kesehatan Kerja (K3) adalah suatu program yang dibuat pekerja maupun pengusaha sebagai upaya mencegah timbulnya kecelakaan akibat kerja dan penyakit akibat kerja dengan cara mengenali hal yang berpotensi menimbulkan kecelakaan dan penyakit akibat kerja serta tindakan antisipatif apabila terjadi kecelakaan dan penyakit akibat kerja. Tujuannya adalah untuk menciptakan tempat kerja yang aman ,sehat sehingga dapat menekan serendah mungkin resiko kecelakaan dan penyakit.
Keselamatan adalah keselamatan yang bertalian dengan mesin, alat kerja, bahan dan proses pengolahannya, landasan tempat kerja dan lingkungan serta cara-cara melakukan pekerjaan. Keselamatan kerja besasaran segala tempat kerja, baik didarat, didalam tanah, dipermukaan air, maupun diudara. Tempat-tempat kerja demikian tersebar pada segenap kegiatan ekonomi, seperti pertanian, industri, pertambangan, perhubungan, pekerjaan umum, jasa dan lain-lain. Keselamatan kerja menyangkut segenap proses produksi dan distribusi baik barang maupun jasa. Sehingga keselamatan dan kesehatan kerja merupakan sarana untuk mencegah terjadinya kecelakaan, cacat dan kematian sebagai akibat kecelakaan kerja.
dan peralatan-peralatan kerja, terhentinya proses produksi untuk beberapa saat, kerusakan lingkungan kerja dan lain-lain. Perlindungan tenaga kerja meliputi aspek yang cukup luas yaitu perlindungan keselamatan, kesehatan, pemeliharaan moral kerja serta perlakuan yang sesuai dengan martabat manusia dan moral agama. Perlindungan tersebut dimaksudkan agar tenaga kerja secara aman melakukan pekerjaan sehari-hari untuk meningkatkan hasil produksi dan produktivitas secara nasional. Tenaga kerja harus memperoleh perlindungan diri dari masalah sekitarnya dari pada dirinya yang dapat menimpa dan mengganggu pelaksanaan pekerjaannya. Maka jelaslah keselamatan kerja adalah suatu segi penting dari perlindungan tenaga kerja. Dalam hubungan ini bahaya yang timbul dari mesin, pesawat, alat kerja, bahan dan proses pengolahan, keadaan tempat kerja, lingkungan, cara melakukan pekerjaan, karakteristik fisik dan mental dari pekerjaan harus sejauh mungkin diberantas atau dikendalikan.
Tujuan keselamatan kerja adalah sebagai berikut:
1. Melindungi keselamatan tenaga kerja didalam melaksanakan tugasnya untuk kesejahteraan hidup dan meningkatkan produksi serta produktivitas nasional. 2. Melindungi keselamatan setiap orang yang berada ditempat kerja.
3.2. Kesehatan Kerja
Kesehatan kerja adalah spesialisasi kesehatan atau spesialisasi di bidang kedokteran beserta prakteknya yang bertujuan agar tenaga kerja atau masyarakat pekerja memperoleh derajat kesehatan setinggi-tingginya, baik fisik atau mental dengan usaha-usaha preventif dan kuratif, terhadap penyakit-penyakit atau gangguan-gangguan kesehatan yang di akibatkan faktor-faktor pekerjaan dan lingkungan kerja. Ada dua kategori penyakit yang diderita tenaga kerja, yaitu: 1. Penyakit umum
Penyakit yang mungkin diderita oleh setiap orang baik yang bekerja, masih sekolah atau menganggur. Pencegahan penyakit ini merupakan tanggung jawab seluruh anggota masyarakat. Untuk mengurangi biaya mengatasi penyakit umum, setiap calon karyawan diwajibkan mengikuti pemeriksaan atas dirinya oleh dokter perusahaan.
2. Penyakit akibat kerja
Penyakit ini dapat timbul setelah seorang melakukan pekerjaan. Pencegahannya dapat dimulai dengan pengendalian secermat mungkin pengganggu kerja dan kesehatan atau dengan mentaati peraturan-peraturan yang berlaku.
Tujuan kesehatan kerja adalah sebagai berikut:
a. Pencengahan dan pemberantasan penyakit-penyakit dan kecelakaan-kecelakaan akibat kerja.
b. Mempertinggi efisiensi dan daya produktifitas tenaga kerja.
3.3. Pengertian Kecelakaan Kerja dan Macam-macam Kecelakaan Kerja Kecelakaan kerja adalah kejadian yang tak terduga atau tidak diharapkan. Tak terduga maksudnya dibelakang peristiwa itu tidak terdapat unsur kesengajaan atau tanpa suatu perencanaan. Kecelakaan kerja adalah kecelakaan berhubungan dengan hubungan kerja pada perusahaan. Hubungan kerja berarti bahwa kecelakaan terjadi dikarenakan pada waktu melaksanakan pekerjaan.
Macam-macam kecelakaan kerja, yaitu: a. Berdasarkan selang waktu akibat:
1. Kecelakaan berlangsung.
Kecelakaan yang terjadi berakibat langsung/terdeteksi, contohnya korban manusia, mesin yang rusak atau kegagalan produksi.
2. Kecelakaan tidak langsung.
Kecelakaan terdeteksi setelah selang waktu dari kejadian, contohnya mesin cepat rusak, lingkungan tercemar.
b. Berdasarkan korban:
1. Kecelakaan dengan korban manusia. a. Kecelakaan ringan
Kecelakaan ringan biasanya diobati dengan persediaan P3K atau paling jauh dibawa ke poliklinik.
b. Kecelakaan sedang
Korban biasanya dibawa ke poliklinik setelah itu jika perlu diberi waktu untuk istirahat.
Korban dibawa ke rumah sakit yang telah bekerja sama dan paling dekat dengan perusahaan.
2. Kecelakaan tanpa korban manusia.
Kecelakaan tanpa korban manusia diukur dengan berdasarkan besar kecilnya kerugian material, kekacauan organisasi kerja maupun dampak-dampak yang diakibatkannya.
3.3.1. Klasifikasi Kecelakaan Kerja
Klasifikasi kecelakaan kerja menurut Oraganisasi Perburuhan Internasional (1962) adalah sebagai berikut:
1. Klasifikasi menurut jenis kecelakaan. a. Terjatuh
b. Tertimpa benda jatuh
c. Tertumbuk atau terkena benda-benda, terkecuali benda jatuh. d. Terjepit oleh benda
e. Gerakan-gerakan melebihi kemampuan. f. Pengaruh suhu tinggi
g. Terkena arus listrik
h. Kontak dengan bahan-bahan berbahaya atau radiasi
i. Jenis-jenis termasuk kecelakaan yang belum masuk klasifikasi tersebut. 2. Klasifikasi menurut penyebab.
a. Mesin.
3. Mesin-mesin untuk mengerjakan logam. 4. Mesin-mesin pengolah kayu
5. Mesin-mesin pertanian 6. Mesin-mesin pertambangan
7. Mesin-mesin yang tidak termasuk klasifikasi tersebut. b. Alat angkat dan angkut
1. Mesin angkat dan peralatannya 2. Alat angkutan di atas rel
3. Alat angkutan yang beroda kecuali kereta api 4. Alat angkutan udara
5. Alat angkutan air 6. Alat-alat angkutan lain c. Peralatan lain
1. Bejana bertekanan
2. Dapur pembakaran dan pemanas 3. Instalasi pendingin
4. Instalasi listrik, termasuk motor litsrik, tetapi dikecualikan alat-alat listrik (tangan).
5. Alat-alat listrik (tangan)
6. Alat-alat kerja dan perlengkapannya kecuali alat-alat lsitrik. 7. Tangga
8. Perancah
d. Bahan-bahan, zat-zat dan radiasi 1. Bahan peledak
2. Debu, gas, cairan dan zat-zat kimia, terkecuali bahan peledak. 3. Benda-benda melayang
4. Radiasi
5. Bahan-bahan dan zat-zat yang belum termasuk golongan tersebut. e. Lingkungan kerja
1. Diluar bangunan 2. Didalam bangunan 3. Dibawah tanah
f. Penyebab-penyebab lain yang belum termasuk golongan-golongan tersebut. 1. Hewan
2. Penyebab lain
g. Penyebab-penyebab yang belum termasuk golongan tersebut atau data tak memadai.
3. Klasifikasi menurut sifat luka atau kelainan. a. Patah tulang
b. Dislokasi/keseleo c. Regang otot/urat
d. Memar dan luka dalam yang lain e. Amputasi
h. Gegar dan remuk i. Luka bakar
j. Keracunan-keracunan mendadak (akut) k. Akibat cuaca dan lain-lain.
l. Mati lemas
m. Pengaruh arus listrik n. Pengaruh radiasi
o. Luka-luka yang banyak dan berlaianan sifatnya 4. Klasifikasi menurut letak kelainan atau luka ditubuh
a. Kepala b. Leher c. Badan d. Anggota atas e. Anggota bawah f. Banyak tempat g. Kelainan umum
h. Letak lain yang tidak dimasukkan dalam klasifikasi tersebut
Klasifikasi menurut jenis menunjukkan peristiwa yang langsung mengakibatkan kecelakaan dan menyatakan bagaimana suatu benda atau zat sebagai penyebab kecelakaan, sehingga sering dipandang sebagai kunci bagi penyelidikan sebab lebih lanjut.
kecelakaan. Analisa kecelakaan tidak mudah, oleh karena penentuan sebab-sebab kecelakaan secara tepat adalah pekerjaan sulit. Klasifikasi kecelakaan yang bersifat jamak adalah pencerminan kenyataan bahwa kecelakaan akibat kerja jarang sekali disebabkan oleh suatu, melainkan berbagai faktor.
3.3.2. Faktor-faktor Penyebab Kecelakaan Kerja
Salah satu penyebab kecelakaan kerja adalah lingkungan atau tingkah laku pekerja, dimana terdapat kondisi yang tidak aman atau tindakan pekerja yang tidak sesuai standar. Studi yang telah dilakukan untuk mengetahui situasi apa saja yang dapat mengakibatkan kecelakaan, maka hasilnya memperlihatkan bahwa frekuensi kecelakaan bervariasi berdasarkan pada faktor pekerja, jadwal kerja, situasi sosial, faktor pekerjaan lainnya. Sehingga faktor-faktor penyebab kecelakaan kerja dapat digolongkan menjadi empat bagian, yaitu:
a. Faktor manusia
Tenaga kerja manusia merupakan suatu alat produksi yang rumit serta membutuhkan penanganan yang khusus ditinjau dari aspek tenaga, keluwesan, ketahanan, fisik dan mental serta aspek psikologi dan aspek sosial dan moral. Faktor manusia dalam kecelakaan merupakan konsepsi klasik dalam usaha keselamatan kerja. Adapun faktor yang menjadi penyebab kecelakaan kerja dari manusia antara lain:
1. Kurangnya pengetahuan dan keterampilan dalam bekerja.
5. Sikap kerja yang tidak baik sehingga menimbulkan kelelahan, membosankan dan kelainan fisik.
6. Bekerja sambil bermain-main, bertengkar, berbincang-bincang atau mengganggu dan sebagainya.
b. Faktor lingkungan kerja
Lingkungan kerja dapat mempengaruhi tingkat kecelakaan kerja serta lingkungan yang kurang nyamanpun dapat menyebabkan manusia mengalami eksploitasi yang berlebihan, serta dapat menimbulkan akses negatif dan dapat pula menimbulkan penyakit.
Faktor yang menyebabkan terjadinya kecelakaan pada lingkungan kerja antara lain:
1. Kebisingan
2. Lantai licin dan kotor
3. Suhu dan kelembaban yang tidak baik
4. Tata ruang yang tidak terencanya dengan baik 5. Penerangan kurang cukup
c. Faktor mesin dan peralatan
adalah merupakan faktor penting dalam pencegahan kecelakaan. Faktor-faktor yang menjadi penyebab kecelakaan kerja dari mesin dan peralatan antara lain: 1. Tidak tersedianya sarana keselamatan kerja pada mesin.
2. Tidak tersedianya peralatan perlindungan diri
3. Mesin, peralatan adn perlengkapan kerja tidak terawat dengan baik. 4. Letak mesin dan peralatan tidak teratur.
d. Faktor beban
Dalam suatu tempat kerja bahan merupakan benda yang menjadi pusat pengerjaan atau pengolahan. Dalam setiap industri maka bahan yang harus diolah dalam beraneka ragam sifat fisik dan kimia. Untuk jenis bahan yang berbeda memerlukan penanganan yang berbeda pula. Dalam hal ini diperlukan perancangan alat material handling (penanganan material) yang sesuai dengan sifat fisik dan kimianya.
e. Faktor tata cara kerja
Faktor yang meyebabkan terjadinya kecelakaan kerja antara lain: 1. Prosedur kerja yang kurang baik.
2. Sikap kerja yang tidak baik
3. Tidak mengikuti aturan atau prosedur kerja yang aman 4. Prosedur kerja yang sulit dilakukan.
3.3.3. Pencegahan Kecelakaan Kerja
1. Peraturan perundangan, yaitu ketentuan-ketentuan yang diwajibkan mengenai kondisi kerja umumnya, perencanaan, konstruksi, perawatan, dan pemeliharaan, pengawasan dan sebagainya.
2. Standarisasi, yaitu penetapan standar yang memenuhi syarat keselamatan pada berbagai jenis industri atau alat pelindung diri.
3. Pengawasan, yakni tentang dipatuhinya ketentuan perundang-undangan. 4. Riset medis, tentang pengaruh fisiologis dan patologis lingkungan, dan
keadaan fisik lain mengakibatkan kecelakaan.
5. Penelitian psikologis, penyelidikan tentang pola kejiwaan yang menyebabkan terjadinya kecelakaan.
6. Penelitian secara statistik, untuk menetapkan jenis, frekuensi, sebab kecelakaan, mengenai siapa saja dan lain-lain.
7. Pendidikan, khususnya di bidang keselamatan kerja.
8. Penelitian bersifat teknik, meliputi sifat dan ciri bahan berbahaya, pengujian alat pelindung, penelitian tentang peledakan, desain peralatan dan sebagainya. 9. Pelatihan, untuk meningkatkan keterampilan keselamatan dalam bekerja,
antara lain bagi pekerja baru.
10. Penggairahan, yakni penggunaan berbagai cara penyuluhan atau pendekatan lain untuk menumbuhkan sikap selamat.
11. Asuransi, berupa insentif finansial, dalam bentuk pengurangan biaya premi, jika keselamatan kerjanya baik.
kecelakaan-kecelakaan terjadi, sedangkan pola-pola kecelakaan-kecelakaan pada suatu perusahaan sangat tergantung kepada tingkat kesadaran akan keselamatan kerja oleh semua pihak yang bersangkutan.
3.4. Program Keselamatan Kerja
3.4.1. Sifat Pentingnya Program Keselamatan Kerja Menurut Hammer Adapun sifat pentingnya program keselamatan kerja menurut Hammer menyebutkan bahwa “safety program are undertaken for three fundamental reason; moral, legal, and economic’.
a. Moral
Perusahaan dalam melaksanakan pencegahan atas dasar rasa kemanusiaan, sehingga bila terjadi kecelakaan perusahaan mempunyai suatu beban moral, juga perusahaan mengusahakan tindakan pencegahan guna tidak akan terjadi suatu kecelakaan yang sama.
b. Hukum
c. Ekonomi
Perusahaan mengadakan kesehatan dan keselamatan kerja, apabila terjadi kecelakaan maka perusahaan mengeluarkan biaya sebagai ganti rugi dan juga terganggu produkstivitasnya.
3.4.2. Unsur-unsur yang Mendukung Program Keselamatan Kerja
Sementara itu menurut (Flippo, 1994:124) berpendapat bahwa tujuan program keselamatan dan kesehatan kerja karyawan dapat dicapai, jika ada unsur-unsur yang mendukung, yaitu:
1. Dukungan manajemen puncak
Manajemen puncak haruslah memberikan dukungan secara aktif pada program keselamatan dapat tetap hidup dan menjadi efektif. Ditandai antara lain dengan kehadiran secara pribadi pada rapat yang membahas masalah keselamatan kerja, dan pemeriksaan pribadi secara periodik, penekanan pada laporan tetap tentang keselamatan pada agenda rapat dewan direksi perusahaan.
2. Pengangkatan seksi keselamatan
Seksi keselamatan kerja/safety engineer memberikan perhatian kepada aspek manusianya dan bukan hanya aspek tekniknya. Hubungan antara direktur keselamatan kerja berhak memerintah dan memaksakan perintahnya untuk menjalankan peraturan-peraturan dalam bidang keselamatan kerja.
3. Rekayasa suatu pabrik dan operasi yang aman.
berbahaya haruslah dilakukan sejauh mungkin, pekerjaan dengan menggunakan perlindungan diri digunakan sebagaimana mestinya dan semua perlindungan yang direkayasa harus dilaksanakan dengan baik agar kecelakaan kerja tidak terjadi dan proses operasi dapat berjalan secara aman.
4. Pendidikan karyawan agar bertindak secara aman.
Pendidikan karyawan merupakan aspek yang sangat penting dalam upaya pencegahan kecelakaan maka biasanya perusahaan memberikan pendidikan agar bertindak, berpikir dan bekerja secara aman. Dan segala bentuk latihan seharusnya dilengkapi dengan berbagai peringatan yang menyangkut tentang bahaya dari pelaksanaan dari suatu pekerjaan. Tindakan pimpinan merupakan contoh, dan atasan langsung haruslah memberikan contoh tentang perlunya keselamatan kerja, baik dalam kata maupun perbuatan. Demikian juga untuk pendidikan akan membantu untuk menanamkan pengertian agar bekerja dengan hati-hati.
5. Analisis kecelakaan.
6. Pelaksanaan peraturan.
Peraturan-peraturan yang mengatur tentang keselamatan kerja yang ada, harus dilaksanakan apabila ada perusahaan yang tidak menerpakan peraturan tersebut akan dikenakan sanksi.
3.5. Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
Sistem Manajemen Keselamatan dan Kesehatan Kerja yang disingkat SMK3 adalah bagian dari sistem manajemen perusahaan secara keseluruhan dalam rangka pengendalian resiko yang berkaitan dengan kegiatan kerja guna terciptanya tempat kerja yang aman, efisien dan produktif. Keselamatan dan Kesehatan Kerja yang selanjutnya disingkat K3 adalah segala kegiatan untuk menjamin dan melindungi keselamatan dan kesehatan tenaga kerja melalui upaya pencegahan kecelakaan kerja dan penyakit akibat kerja.
Dalam penerapan SMK3, setiap perusahaan wajib melaksanakan: 1. Penetapan kebijakan K3.
2. Perencanaan K3.
3. Pelaksanaan rencana K3.
Gambar 3.1. Siklus SMK3
Adapun penerapan SMK3 bertujuan untuk:
1. Meningkatkan efektifitas perlindungan keselamatan dan kesehatan kerja yang terencana, terukur, terstruktur dan terintegrasi.
2. Mencegah dan mengurangi kecelakaan kerja dan penyakit akibat kerja dengan melibatkan unsur manajemen, pekerja/buruh dan atau serikat pekerja atau serikat buruh.
3. Menciptakan tempat kerja yang aman, nyaman dan efisien untuk mendorong produktivitas.
Adapun tingkat penilaian penerapan SMK3 ditetapkan sebagai berikut: 1. Untuk tingkat pencapaian penerapan 0% - 59% termasuk tingkat penilaian
penerapan kurang (merah).
2. Untuk tingkat pencapaian penerapan 60% - 84% termasuk tingkat penilaian penerapan baik (kuning).
3.5.1. Audit Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) Audit SMK3 adalah pemeriksaan secara sistematis dan independen terhadap pemenuhan kriteria yang telah ditetapkan untuk mengukur suatu hasil kegiatan yang telah direncanakan dan dilaksanakan dalam penerapan SMK3 di perusahaan. Tujuan dilaksanakannya audit terhadap penerapan sistem manajemen keselamatan dan kesehatan kerja (K3), yaitu:
1. Menilai secara kritis dan sistematis semua potensi bahaya potensial dalam sistem kegiatan operasi perusahaan.
2. Memastikan bahwa pengelolaan SMK3 di perusahaan telah dilaksanakan sesuai dengan ketentuan pemerintah, standar teknis yang ditentukan, standar K3 yang berlaku dan kebijakan yang ditentukan oleh manajemen perusahaan. 3. Menentukan langkah untuk mengendalikan bahaya potensial sebelum timbul
gangguan atau kerugian terhadap tenaga kerja, harta, lingkungan maupun gangguan operasi serta rencana respon terhadap keadaan gawat sehingga mutu pelaksanaan K3 dapat meningkat.
Dalam audit SMK3 berdasarkan PP. No. 50 Tahun 2012 terdapat 12 elemen dan kriteria audit, yaitu:
1. Pembangunan dan pemeliharaan komitmen. 2. Strategi pendokumentasian.
3. Peninjauan ulang perancangan (design) dan kontrak. 4. Pengendalian dokumen.
5. Pembelian.
7. Standar pemantauan.
8. Pelaporan dan perbaikan keuangan.
9. Pengelolaan material dan perpindahannya. 10. Pengumpulan dan penggunaan data. 11. Audit SMK3.
12. Pengembangan keterampilan dan kemampuan.
3.6. Perhitungan Tingkat Implementasi Program Keselamatan dan Kesehatan Kerja (K3)
Perhitungan tingkat penerapan program K3 diperoleh dengan membandingkan setiap pertanyaan dalam dengan standar penerapan yang digunakan sebagai acuan oleh pihak manajemen untuk menerapkan program K3. Nilai tertinggi diberikan jika penerapan memenuhi standar yang telah ditentukan dan sebaliknya nilai terendah diberikan jika penerapan sama sekali tidak dapat memenuhi standar.
Perhitungan dilakukan dengan menghitung rata-rata dari nilai yang diberikan oleh responden, kemudian menghitung rata-rata dari nilai masing-masing kategori penelitian. Untuk mengetahui suatu kategori penilaian termasuk dalam kriteria tertentu maka nilai rata-rata tersebut harus di normalisasi dengan rumus normalisasi De Boer sebagai berikut:
maka penerapan program dikategorikan hijau (memuaskan), jika berkisar antara 60% - 84% maka dikategorikan kuning (baik) dan jika nilainya kurang dari 60% maka dikategorikan merah (kurang).
3.7. Perhitungan Tingkat Kehilangan/Kerugian (Loss Rate) Kerja
Dalam perhitungan loss rate kerja, perhitungan dilakukan dengan menggunakan dua parameter. Adapun dua parameter tersebut adalah sebagai berikut:
1. Tingkat keparahan kecelakaan 2. Tingkat kerugian materil
Kategori besarnya tingkat keparahan kecelakaan kerja dapat dilihat dalam Tabel 3.1. sebagai berikut:
Tabel 3.1. Kategori Keparahan Kecelakaan Kerja
Kategori Parameter Penilaian Keterangan
Hijau Terjadi kecelakaan ringan (injuries) Luka ringan (tidak kehilangan hari kerja) Kuning Terjadi kecelakaan sedang (illnesses) Luka parah atau sakit (kehilangan hari kerja)
Merah Terjadi kecelakaan berat (fatalities) Meninggal/cacat seumur hidup
Sedangkan untuk kategori kerugian materil dapat dilihat pada Tabel 3.2. sebagai berikut:
Tabel 3.2. Kategori Kerugian Materil
Kategori Parameter Penilaian Keterangan
Hijau Kerugian kecil Kerugian < Rp. 5.000.000,-
3.8. Penentuan Level Tingkat Penerapan Program Keselamatan dan Kesehatan Kerja (K3)
Penentuaan level tingkat penerapan program K3 dilakukan dengan memetakan hasil perhitungan tingkat penerapan program K3 dan kategori kecelakaan kerja ke dalam Tabel 3.3. berikut. Ada 6 level tingkat penerapan program K3. Level 1 menunjukkan tingkat tertinggi dan level 6 merupakan level terendah.
Tabel 3.3. Level Tingkat Penerapan K3 TINGKAT IMPLEMENTASI PERBAIKI PROGRAM IMPLEMENTASI (PROSES)
3.9. Bahaya (Hazard)
Hazards berupa kondisi pasif yang dapat berasal dari dalam ataupun luar sistem, produk, fasilitas atau proses produksi itu sendiri, dimana ketika terjadi kontak maka akan berubah menjadi hazards yang berkondisi aktif yang dapat menyebabkan kecelakaan kerja.
Hazards primer atau utama adalah hazards yang biasa secara langsung dan segera menyebabkan:
1. Kematian
2. Kerusakan peralatan, kendaraan, struktur atau fasilitas.
3. Degradasi kapabilitas fungsional (terhentinya operasi dalam pabrik). 4. Kerugian material.
Berikut beberapa kategori bahaya (hazards) dalam industri, yaitu: 1. Bahaya fisik
Kebisingan, radiasi, pencahayaan, suhu panas. 2. Bahaya kimia
Bahan-bahan berbahaya dan beracun, debu, uap kimia, larutan kimia. 3. Bahaya biologi
Virus, bakteri, jamur, dan parasit. 4. Bahaya ergonomi
Ruangan sempit dan terbatas, pengangkatan barang, mekanik, cahaya tidak memadai.
5. Bahaya mekanis
6. Bahaya psiko-sosial
Pola gilir kerja (shift kerja), pengorganisasian pekerjaan, jam kerja panjang, dan truma.
7. Bahaya lingkungan sekitar
Gelap, permukaan tidak rata, kemiringan, kondisi permukaan berlumpur dan basah, cuaca.
8. Bahaya tingkah laku
Ketidakpatuhan terhadap standar, kurang keahlian, tugas baru tidak rutin.
3.9.1. Identifikasi Bahaya dan Resiko
Untuk mengidentifikasi bahaya-bahaya khusus yang berhubungan dengan pekerjaan, maka dapat dimulai dengan mencari bahaya-bahaya. Tujuannya adalah mengidentifikasi semua bahaya, baik yang dihasilkan dari lingkungan maupun dari yang berhubungan dengan prosedur kerja.
Kegiatan lainnya yang berkaitan dengan identifikasi bahaya dan resiko adalah melakukan penilaian setiap laporan survei atau inspeksi K3 atau lingkungan yang berhubungan dengan lokasi. Sumber-sumber tambahan yang mungkin dapat digunakan untuk mengidentifikasi resiko antara lain:
1. Analisis prosedur kerja yang dilaksanakan pada atau didekat lokasi kerja. 2. Laporan kecelakaan atau insiden dari area umum dilokasi.