PERANCANGAN ULANG TATALETAK FASILITAS
PRODUKSI UNTUK MEMINIMISASI MATERIAL
HANDLING DI PT. SINAR MAKMUR
DRAFT TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana TeknikOleh :
SUWANDI
NIM. 060403015
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa, karena atas rahmat dan karunia-Nya penulis dapat menyelesaikan tugas sarjana ini dengan baik.
Penulis melakukan penelitian pada PT. Sinar Makmur yang merupakan salah satu syarat akademis yang harus dipenuhi oleh mahasiswa untuk menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Adapun tugas sarjana ini berjudul “Perancangan Ulang Tataletak Fasilitas Produksi untuk Meminimisasi Material Handling di PT. Sinar Makmur.” Tugas sarjana ini disusun berdasarkan literatur yang berhubungan dengan tataletak lantai produksi, perolehan data perusahaan dan pengamatan langsung pada lantai produksi PT. Sinar Makmur.
Penulis menyadari bahwa tugas sarjana ini belum sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan tugas sarjana ini. Akhir kata, penulis berharap semoga tugas sarjana ini bermanfaat bagi pembaca.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS.
UCAPAN TERIMA KASIH
Dalam penulisan tugas sarjana ini, penulis telah banyak mendapatkan bimbingan dan dukungan dari berbagai pihak. Oleh karena itu, pada kesempatan ini penulis ingin mengucapkan terima kasih kepada :
1. Ibu Ir. Rosnani Ginting, MT., selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT., selaku Sekretaris Jurusan Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
3. Bapak Ir. Danci Sukatendel, selaku Dosen Pembimbing I dan Kepala Laboratorium Tataletak Pabrik dan Pemindahan Bahan yang telah memberikan bimbingan, arahan, dan masukan dalam penyelesaian tugas sarjana ini.
4. Ibu Ir. Dini Wahyuni, MT., selaku Dosen Pembimbing II yang telah menyediakan banyak waktu dan perhatian untuk membimbing penulis dalam menyelesaikan tugas sarjana ini.
5. Bapak Yapardi dan Ibu Liani Lawira selaku Pimpinan Pabrik PT. Sinar Makmur yang memberi banyak bantuan berupa informasi dan data selama penulis melakukan penelitian di perusahaan.
7. Andi Veriko Sitanggang selaku mahasiswa teknik industri Universitas Sumatera Utara angkatan 2006 yang membantu penulis dalam melakukan pengumpulan data.
DAFTAR ISI
BAB HALAMAN
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiv
ABSTRAK ... xv
I PENDAHULUAN
1.1. Latar Belakang Masalah ... I-1 1.2. Rumusan Permasalahan ... I-3 1.3. Tujuan Penelitian ... I-3 1.4. Manfaat Penelitian ... I-4 1.5. Pembatasan Masalah dan Asumsi ... I-5 1.6. Sistematika Penulisan Tugas Sarjana ... I-6
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2.2. Uraian Tugas dan Tanggung Jawab ... II-4 2.2.3. Tenaga Kerja dan Jam Kerja ... II-4 2.2.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-5 2.3. Proses Produksi ... II-6 2.3.1. Bahan Baku ... II-6 2.3.2. Bahan Tambahan ... II-6 2.3.3. Bahan Penolong ... II-7 2.3.4. Standar Mutu Bahan Baku dan Produk ... II-8 2.3.5. Uraian Proses Produksi ... II-12 2.3.6. Mesin dan Peralatan ... II-19 2.3.7. Utilitas... ... II-22
III LANDASAN TEORI
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
IV METODOLOGI PENELITIAN
4.1. Jenis Penelitian... IV-1 4.2. Objek Penelitian ... IV-3 4.3. Kerangka Konseptual ... IV-3 4.4. Studi Pendahuluan ... IV-3 4.5. Pengumpulan Data ... IV-4 4.5.1. Sumber Data ... IV-4 4.5.2. Instrumen Penelitian ... IV-5 4.5.3. Metode Pengumpulan Data ... IV-5 4.6. Pengolahan Data dan Pemecahan Masalah ... IV-6 4.7. Analisis Pemecahan Masalah ... IV-7 4.8. Kesimpulan dan Saran ... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
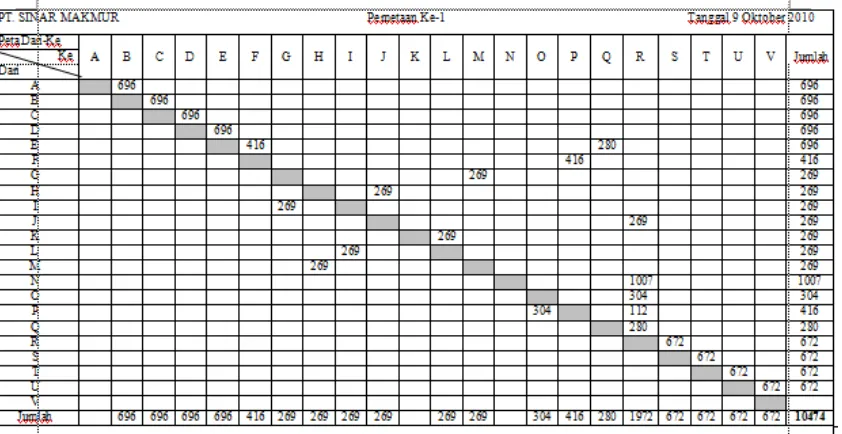
5.2.3. Perhitungan Frekuensi Perpindahan Material antar Departemen ... V-11 5.2.4. Perhitungan Total Momen Perpindahan pada
Tataletak Awal ... V-13 5.2.5. Perancangan Tataletak Lantai Produksi dengan
Metode SLP (Systematic Layout Planning) ... V-16 5.2.6. Perancangan Alternatif Tataletak ... V-23
VI PEMBAHASAN
6.1. Pembahasan Tataletak Awal ... VI-1 6.2. Pembahasan Rancangan Alternatif Tataletak ... VI-3 6.2.1. Pembahasan Rancangan Alternatif I ... VI-3 6.2.2. Pembahasan Rancangan Alternatif II ... VI-5 6.2.3. Pembahasan Rancangan Alternatif III ... VI-6 6.2.4. Pembahasan Rancangan Alternatif IV ... VI-7 6.3. Pemilihan Layout Terbaik ... VI-8 6.4. Kebaikan Aliran Material Layout Usulan... VI-10
VII KESIMPULAN DAN SARAN
DAFTAR TABEL
TABEL HALAMAN
2.1. Pembagian Jam Kerja Karyawan Kantor dan Karyawan Produksi ... II-4 2.2. Pembagian Jam Kerja Satpam (Security) ... II-5 2.3. Mesin-mesin Produksi ... II-19 2.4. Peralatan Produksi ... II-22 5.1. Data Departemen Produksi dan Ukurannya ... V-1 5.2. Bill of Material Daun Pintu Rumah Colonial 8P... V-3 5.3. Urutan Proses Komponen Produk ... V-3 5.4. Jumlah Produksi Daun Pintu Rumah Colonial 8P selama 1 Tahun .... V-4 5.5. Nilai Koordinat Tiap Departemen ... V-7 5.6. Jarak Antar Departemen Produksi ... V-10 5.7. Volume Produksi Komponen Daun Pintu Rumah Colonial 8P ... V-11 5.8. Perpindahan Jumlah Unit / Perpindahan Komponen Daun Pintu
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.17. Titik Koordinat Tiap Departemen pada Rancangan Alternatif IV ... V-34 5.18. Jarak Antar Departemen pada Rancangan Alternatif IV ... V-35 6.1. Perhitungan Momen Perpindahan pada Tataletak Awal ... VI-2 6.2. Perhitungan Momen Perpindahan pada Rancangan Alternatif I ... VI-4 6.3. Perhitungan Momen Perpindahan pada Rancangan Alternatif II ... VI-5 6.4. Perhitungan Momen Perpindahan pada Rancangan Alternatif III... VI-6 6.5. Perhitungan Momen Perpindahan pada Rancangan Alternatif IV ... VI-7 6.6. Perbedaan Tataletak Awal Lantai Produksi terhadap Rancangan
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
Uraian Tugas dan Tanggung Jawab PT. Sinar Makmur ... L-1
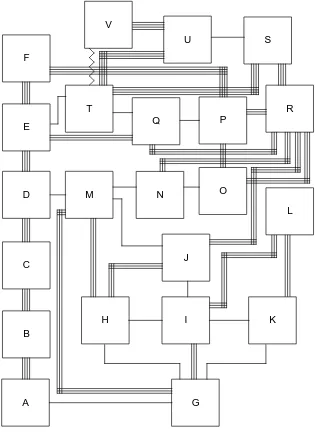
Layout Awal Pabrik PT. Sinar Makmur... L-2
Layout Usulan Pabrik PT. Sinar Makmur ... L-3
ABSTRAK
PT. Sinar Makmur merupakan salah satu perusahaan manufaktur yang bergerak di bidang pengolahan kayu yaitu memproduksi pintu. Pada saat ini, PT. Sinar Makmur memiliki permasalahan pada tataletak lantai produksinya. Kondisi tersebut dapat dilihat dari jauhnya jarak pemindahan bahan dan aliran material yang tidak beraturan. Jarak perpindahan yang semakin jauh tentunya akan memperbesar total momen perpindahan bahan. Kelemahan tataletak perusahaan saat ini dapat dilihat juga dari jauhnya jarak perpindahan antar departemen yang memiliki hubungan keterkaitan yang tinggi.
Untuk meningkatkan efisiensi dan efektivitas dari tataletak lantai produksi, maka dilakukan perancangan ulang terhadap tataletak yang telah ada dengan mempertimbangkan besarnya total momen perpindahan material dari satu departemen ke departemen lainnya pada proses pembuatan pintu Colonial 8P.
Metode yang digunakan dalam perancangan tataletak yang baru adalah metode Systematic Layout Planning (SLP). Metode SLP dilakukan dengan menggambarkan aliran material pada proses produksi, menggunakan Multi
Product Process Chart dan Travel Chart. Selanjutnya dibuat Activity Relationship Chart yang menggambarkan hubungan aktivitas antar departemen. Tahap
selanjutnya adalah menggambarkan Activity Relationship Diagram dan diagram hubungan ruangan.
Perancangan ulang tataletak menghasilkan empat alternatif tataletak yang lebih baik dari tataletak awal. Rancangan alternatif tataletak yang dipilih sebagai tataletak usulan adalah rancangan yang memiliki total momen perpindahan terkecil yaitu rancangan alternatif III dengan total momen perpindahan bahan sebesar 89.470,5 meter perpindahan per tahun. Rancangan alternatif tataletak ini meningkatkan efisiensi kegiatan pemindahan bahan sebesar 25,486%.
ABSTRAK
PT. Sinar Makmur merupakan salah satu perusahaan manufaktur yang bergerak di bidang pengolahan kayu yaitu memproduksi pintu. Pada saat ini, PT. Sinar Makmur memiliki permasalahan pada tataletak lantai produksinya. Kondisi tersebut dapat dilihat dari jauhnya jarak pemindahan bahan dan aliran material yang tidak beraturan. Jarak perpindahan yang semakin jauh tentunya akan memperbesar total momen perpindahan bahan. Kelemahan tataletak perusahaan saat ini dapat dilihat juga dari jauhnya jarak perpindahan antar departemen yang memiliki hubungan keterkaitan yang tinggi.
Untuk meningkatkan efisiensi dan efektivitas dari tataletak lantai produksi, maka dilakukan perancangan ulang terhadap tataletak yang telah ada dengan mempertimbangkan besarnya total momen perpindahan material dari satu departemen ke departemen lainnya pada proses pembuatan pintu Colonial 8P.
Metode yang digunakan dalam perancangan tataletak yang baru adalah metode Systematic Layout Planning (SLP). Metode SLP dilakukan dengan menggambarkan aliran material pada proses produksi, menggunakan Multi
Product Process Chart dan Travel Chart. Selanjutnya dibuat Activity Relationship Chart yang menggambarkan hubungan aktivitas antar departemen. Tahap
selanjutnya adalah menggambarkan Activity Relationship Diagram dan diagram hubungan ruangan.
Perancangan ulang tataletak menghasilkan empat alternatif tataletak yang lebih baik dari tataletak awal. Rancangan alternatif tataletak yang dipilih sebagai tataletak usulan adalah rancangan yang memiliki total momen perpindahan terkecil yaitu rancangan alternatif III dengan total momen perpindahan bahan sebesar 89.470,5 meter perpindahan per tahun. Rancangan alternatif tataletak ini meningkatkan efisiensi kegiatan pemindahan bahan sebesar 25,486%.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Lantai produksi suatu perusahaan manufaktur perlu dirancang dengan baik, supaya aliran produksi dapat berjalan dengan lancar, efektif, dan efisien. Hal ini tentunya dapat dilakukan dengan cara mengatur layout pabrik sedemikian rupa berdasarkan metode yang benar.
Selain itu, perancangan fasilitas adalah dasar dari keseluruhan proses produksi, penataan plant layout dalam pabrik memiliki peran yang sangat penting sebelum pabrik tersebut mulai berproduksi, karena dalam menata sebuah layout dibutuhkan biaya sekitar 30-75% dari ongkos produksi atau sekitar 20-50% dari anggaran operasi manufaktur (Tompkins, 1994)1
Pada saat ini, PT. Sinar Makmur memiliki permasalahan pada tataletak lantai produksinya. Kondisi tersebut dapat dilihat dari jauhnya jarak pemindahan bahan dan aliran material yang tidak beraturan. Jarak perpindahan yang semakin
.
PT. Sinar Makmur merupakan salah satu perusahaan manufaktur yang bergerak di bidang pengolahan kayu yaitu memproduksi pintu. Proses produksi pintu tersebut dikerjakan oleh berbagai mesin dan peralatan pada lantai produksi. Adapun mesin-mesin yang digunakan dalam proses produksi seperti mesin
blanking planner, under cut, shaper, mesin bor (one head bor atau double head
jauh tentunya akan memperbesar total momen perpindahan bahan. Di samping itu, mesin-mesin dan peralatan harus disusun dengan baik, sesuai dengan kebutuhan proses produksi.
Contoh kelemahan tataletak perusahaan saat ini dapat dilihat dari jauhnya jarak perpindahan antar departemen yang memiliki hubungan keterkaitan yang tinggi, seperti antara departemen dowel dan perakitan manual memiliki jarak perpindahan sebesar 15,5 meter, antara departemen door press dan departemen
sanding memiliki jarak perpindahan sebesar 19 meter. Apabila masalah tataletak
ini tetap dibiarkan, tentunya menghambat kelancaran proses produksi secara keseluruhan dan akibatnya biaya produksi perusahaan akan lebih tinggi.
Dari permasalahan di atas, maka perlu dilakukan analisa terhadap tataletak fasilitas produksi. Selama ini, pihak perusahaan juga belum pernah melakukan evaluasi terhadap tataletak yang ada sekarang ini. Adapun metode yang digunakan untuk penyelesaian masalah tataletak ini adalah metode Systematic Layout
Planning (SLP) dimana metode ini memungkinkan untuk memunculkan solusi
yang lebih dari satu alternatif sehingga dapat dipilih metode yang terbaik untuk menyelesaikan masalah tataletak pada perusahaan. Selain itu, metode SLP juga mempunyai prosedur yang terperinci dalam mengatur layout berdasarkan urutan prosesnya.
Planning (Studi Kasus Relokasi dan Relayout Pabrik PT. BI – Surabaya)2
1.2. Rumusan Permasalahan
”. Studi ini adalah sebuah penelitian tentang perancangan tata letak fasilitas produksi dengan menggunakan metode Systematic Layout Planning dimana alternatif layout baru dirancang dengan menggambarkan hubungan kedekatan antar departemen berdasarkan Relationship Diagram dan Relationship Chart.
Berdasarkan latar belakang permasalahan di atas, maka rumusan permasalahannya adalah sebagai berikut :
1. Jauhnya jarak perpindahan bahan antar departemen yang memiliki hubungan keterkaitan yang tinggi.
2. Total momen perpindahan bahan tataletak lantai produksi yang cukup besar pada perusahaan sekarang ini.
3. Ketidakteraturan layout awal lantai produksi.
1.3. Tujuan Penelitian
Adapun tujuan umum dari penelitian yang dilakukan adalah untuk memperoleh rancangan layout lantai produksi yang baru, yang memiliki total momen perpindahan bahan yang minimum.
2
Tujuan khusus dari penelitian ini adalah :
1. Menghitung total momen perpindahan dari tataletak awal lantai produksi perusahaan.
2. Menghasilkan layout usulan yang dapat memberikan jarak pemindahan material dan total momen perpindahan yang minimum dengan menggunakan metode Systematic Layout Planning.
1.4. Manfaat Penelitian
Adapun manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah sebagai berikut :
1. Manfaat bagi Mahasiswa
Manfaat bagi mahasiswa yaitu memberikan pengalaman kepada mahasiswa melakukan penelitian dan mengaplikasikan ilmu yang diperoleh selama kuliah khususnya di bidang perancangan tataletak fasilitas pada perusahaan/pabrik. 2. Manfaat bagi Perusahaan
Manfaat yang dapat diperoleh perusahaan yaitu sebagai masukan atau bandingan alternatif tataletak fasilitas perusahaan dan melihat perusahaan dari sudut pandang mahasiswa.
3. Manfaat bagi Universitas
1.5. Pembatasan Masalah dan Asumsi
Adapun batasan-batasan masalah yang dilakukan dalam penelitian ini adalah :
1. Perancangan ulang hanya dilakukan pada lantai produksi PT. Sinar Makmur 2. Penelitian tidak membahas mengenai perhitungan biaya perancangan ulang
tataletak.
3. Momen perpindahan adalah acuan dalam merancang ulang layout lantai produksi yang baru.
4. Frekuensi perpindahan bahan dan alat pemindahan bahan yang digunakan serta luas departemen-departemen yang ada pada rancangan alternatif tataletak sama seperti tataletak awal.
5. Metode yang digunakan untuk menghasilkan layout usulan adalah metode
Systematic Layout Planning.
6. Bentuk dan sifat komponen yang diangkut tidak mempengaruhi kapasitas pemindahan.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Tidak terjadi penambahan jenis produk baru selama penelitian berlangsung. 2. Tidak ada penambahan mesin atau peralatan baru.
3. Tidak terjadi perubahan urutan operasi.
1.6. Sistematika Penulisan Tugas Sarjana
Adapun sistematika yang digunakan dalam penulisan tugas sarjana ini dijelaskan sebagai berikut :
Bab I : Pendahuluan, pada bagian ini diuraikan latar belakang masalah, rumusan permasalahan, tujuan penelitian, dan manfaat penelitian, pembatasan masalah dan asumsi serta sistematika penulisan tugas sarjana.
Bab II : Gambaran Umum Perusahaan, pada bagian ini diuraikan sejarah perusahaan, organisasi dan manajemen serta proses produksi.
Bab III : Landasan Teori, pada bagian ini diuraikan defenisi tataletak pabrik, tujuan tataletak pabrik, jenis tataletak, jenis-jenis pola aliran bahan, pemindahan bahan, analisa teknik perencanaan dan pengukuran aliran bahan serta
Systematic Layout Planning.
Bab IV : Metodologi Penelitian, pada bagian ini diuraikan jenis penelitian, objek penelitian, studi pendahuluan, pengumpulan data, pengolahan data dan pemecahan masalah, analisis pemecahan masalah serta kesimpulan dan saran.
Bab V : Pengumpulan dan Pengolahan Data, pada bagian ini diuraikan pengumpulan data dan pengolahan data.
Bab VI : Analisis Pemecahan Masalah, pada bagian ini diuraikan analisis, pemilihan layout terbaik dan analisis kebaikan aliran material layout usulan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sinar Makmur merupakan salah satu perusahaan manufaktur yang bergerak di bidang pengolahan kayu yaitu memproduksi daun pintu rumah. PT. Sinar Makmur berdiri pada September 1998 dan berlokasi di Jalan Irian Barat No. 367, Desa Sampali Percut-Sei Tuan, Kabupaten Deli Serdang, Sumatera Utara. Kantor pusat PT. Sinar Makmur ini juga berada di lokasi pabrik, dimana diharapkan dengan samanya lokasi pabrik dan kantor pusat akan dapat memudahkan aktivitas komunikasi di dalam menunjang kelancaran produksi dan distribusi.
Hasil produksi perusahaan ini diekspor ke Korea, Malaysia dan Brunei Darussalam, Singapura serta beberapa negara di benua Afrika. Dalam pemasarannya PT. Sinar Makmur dikoordinir oleh suatu badan resmi yang bernama ISA (Indonesian Sawmill Association) yang bertujuan untuk menjaga persaingan ekspor sesama perusahaan yang memproduksi daun pintu rumah di Indonesia.
2.2. Organisasi dan Manajemen
yang digunakan secara efisien dan efektif untuk mencapai tujuan organisasi.
Organisasi dapat pula didefenisikan sebagai struktur pembagian kerja dan struktur tata hubungan kerja antara sekelompok orang pemegang posisi yang bekerjasama secara tertentu untuk bersama-sama mencapai tujuan tertentu.
Berikut ini akan diuraikan tentang struktur organisasi perusahaan PT. Sinar Makmur, uraian tugas dan tanggung jawab, tenaga kerja dan jam kerja, dan sistem pengupahan, fasilitas dan jaminan sosial.
2.2.1. Struktur Organisasi Perusahaan
Struktur organisasi yang digunakan PT. Sinar Makmur adalah struktur organisasi fungsional. Hal ini terlihat dari pembagian tugas, wewenang dan tanggung jawab berdasarkan fungsi-fungsi tertentu.
Direktur
Akuntansi Kasir Kiln DryerSeksi
Seksi
2.2.2 Uraian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab pada PT. Sinar Makmur dibagi menurut fungsi yang telah ditetapkan. Adapun tugas dan tanggung jawab setiap bagian dalam perusahaan dapat dilihat pada Lampiran 1.
2.2.3. Tenaga Kerja dan Jam Kerja
PT. Sinar Makmur memiliki dua jenis tenaga kerja yaitu tenaga kerja tetap dan tenaga kerja harian. Tenaga kerja tetap terdiri dari staff dan kepala seksi, sedangkan tenaga kerja harian pada umumnya adalah karyawan yang bekerja pada bagian produksi. Jumlah hari kerja bagi tenaga kerja harian tidak tetap karena tergantung kepada banyaknya pekerjaan yang akan dikerjakan.
Adapun penentuan jam kerja di PT. Sinar Makmur sesuai dengan ketentuan peraturan Departemen Tenaga Kerja bahwa jam kerja seorang karyawan adalah 40 jam/minggu, selebihnya diperkirakan sebagai lembur. Pembagian jam kerja karyawan adalah sebagai berikut :
1. Karyawan Kantor dan Karyawan Bagian Produksi
Pembagian jam kerja karyawan kantor dan karyawan produksi mulai hari Senin hingga Sabtu dapat dilihat pada Tabel 2.1.
Tabel 2.1. Pembagian Jam Kerja Karyawan Kantor dan Karyawan Produksi
Hari Jam Kerja Keterangan
Senin - Kamis
08.00 – 12.00 WIB Bekerja 12.00 – 13.00 WIB Istirahat 13.00 – 16.00 WIB Bekerja Jumat
08.00 – 12.00 WIB Bekerja 12.00 – 13.30 WIB Istirahat 13.30 – 16.00 WIB Bekerja
2. Satpam (Security)
Pembagian jam kerja satpam dapat dilihat pada Tabel 2.2. Tabel 2.2. Pembagian Jam Kerja Satpam (Security)
Shift Jam Kerja
I 08.00 - 16.00 WIB
II 16.00 - 22.00 WIB
III 22.00 - 08.00 WIB Sumber : Bagian Personalia PT. Sinar Makmur
2.2.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Sinar Makmur diatur berdasarkan status karyawan, dimana pemberian upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian, kecakapan, prestasi kerja, dan sebagainya dari karyawan yang bersangkutan. Pajak atas upah menjadi tanggung jawab masing-masing karyawan. Pengupahan pada perusahaan ini terdiri atas :
a. Upah pokok b. Insentif
c. Tunjangan makan
Bagi karyawan yang melakukan kerja lembur akan mendapatkan tambahan yang dihitung berdasarkan tarif upah lembur. Selain upah pokok yang diterima oleh karyawan, perusahaan memberikan suatu jaminan sosial dan tunjangan kepada karyawan. Adapun tunjangan yang diberikan antara lain :
a. Tunjangan Hari Raya dan Tahun Baru b. Biaya pengobatan/kesehatan
Usaha-usaha lain yang dilakukan untuk meningkatkan kesejahteraan karyawan yaitu sebagai berikut :
a. Memberikan Jaminan Sosial Tenaga Kerja (JAMSOSTEK) b. Memberikan cuti kepada karyawan.
2.3. Proses Produksi 2.3.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses pembuatan produk yang memiliki persentase yang paling besar dibandingkan bahan-bahan lainnya dan akan mengalami perubahan-bahan fisik maupun kimia yang langsung ikut dalam proses produksi sampai dihasilkannya produk jadi.
PT. Sinar Makmur menggunakan bahan baku berupa kayu setengah jadi atau kayu belahan. Jenis kayu yang digunakan adalah kayu durian dan kayu kemiri. Sumber bahan baku diperoleh dari daerah Langkat, Dolok Sanggul, Dairi, Sibolga dan Padang Sidempuan.
2.3.2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah proses dan meningkatkan kualitas dari produk yang dihasilkan.
Adapun bahan tambahan yang digunakan adalah : a. Tepung Dempul
untuk meratakan permukaan produk yang bercelah. Untuk pemakaian tepung dempul biasanya dicampur dengan air sebelum digunakan.
b. Lem Syntheco
Lem ini digunakan sebagai bahan perekat antara komponen-komponen profil untuk penyambung rail, mullion dan style dengan menggunakan dowel.
c. Label
Label digunakan untuk menunjukkan spesifikasi produk yang akan dikirim. d. Plastik
Plastik ini digunakan untuk membungkus daun pintu rumah yang telah selesai dan siap untuk dipasarkan.
e. Karton Pengaman Siku
Karton ini digunakan untuk melindungi produk dari goresan dan benturan pada sisi daun pintu rumah saat pengiriman.
f. Plat baja/plat plastik
Digunakan untuk mengikat bundelan produk yang telah dibungkus plastik.
2.3.3. Bahan Penolong
2.3.4. Standar Mutu Bahan Baku dan Produk
Standar mutu bahan/produk yang diterapkan PT. Sinar Makmur adalah suatu sistem yang mana dapat mengendalikan bahan baku dan produk tidak menjauhi spesifikasi standar yang telah ditetapkan oleh perusahaan. Standar mutu sangat perlu untuk ditingkatkan dan dipertahankan guna menjaga standar kualitas produk akhir. Standar yang diterapkan ini sangat mempengaruhi kualitas produk yang ingin dipasarkan dan berani bersaing dengan perusahaan yang memproduksi produk pengolahan kayu.
Dalam pembagian tingkatan mutu ini dilihat berdasarkan cacat kayu atau produk dari lubang, keretakan, warna, perenggangan dan ukuran komponen-komponen yang akan digunakan. Warna kayu dapat terlihat tidak baik karena adanya noda-noda akibat jamur, hal ini dapat dicegah dengan melakukan pengeringan secara cepat sehingga persentase air pada balok kayu menjadi 11-12%. Pengeringan seperti ini sulit dilakukan secara alami karena proses pengeringan lambat. Jadi diperlukan pengeringan dilakukan dengan alat pengering (kiln dryer) agar lebih cepat. Lubang kayu adalah cacat kayu yang diakibatkan oleh serangga-serangga kayu. Lubang paling banyak terjadi adalah lubang jarum yang ukurannya sangat kecil tetapi sangat berpengaruh sekali pada mutu kayu.
Kondisi kayu yang terdapat pecah-pecah dan celah-celah juga mengurangi mutu kayu. Pecah dan celah ada 3 jenis yaitu :
1. Pecah pada permukaan kayu
menyusut sedangkan bagian dalam tetap berada pada keadaan normal. Serat-serat kayu dipaksa meregang oleh renggangan yang tidak merata dipermukaan.
2. Celah-celah
Celah-celah terjadi karena pengeringan kurang baik ataupun gergajian akan mengering tetapi terjadi perubahan lebar pada permukaan kayu tersebut.
3. Pecah di bagian ujung
Pecahan di bagian ujung ini terjadi pada permukaan kayu yang dikeringkan secara alami.
Cacat lain yang juga mempengaruhi mutu kayu adalah mata kayu. Mata kayu timbul pada dahan-dahan bersambung pada batang pohon.
Ada beberapa jenis mutu produk daun pintu rumah, antara lain : 1. Grade A dengan ciri-ciri sebagai berikut :
a. Pin hole (lubang jarum)
Pada grade A tidak diizinkan adanya pin hole. Artinya kondisi kayu harus benar-benar baik.
b. Tidak diperbolehkan adanya shot hole (lubang korek). c. Colour matching
Colour matching maksudnya memiliki warna yang sama pada 1 daun pintu.
d. Konstruksi daun pintu rumah tidak diperbolehkan renggang. e. Tidak diperbolehkan terdapatnya sap wood (gubal).
f. Tidak diperbolehkan any unsound defect (setiap cacat unsound) seperti pecah dalam, retak memanjang, mata kayu mati dan lain-lain.
h. Moisture Content (MC) harus sesuai dengan kontrak. i. Compression failure (patah tebu) tidak diizinkan. j. Tidak diperbolehkan decay (busuk).
2. Grade B
a. Pin hole (lubang jarum)
Lubang jarum untuk 1 daun pintu rumah maksimum 3 buah dan tidak diperbolehkan menumpuk pada satu tempat saja. Pin hole ini harus didempul dengan baik sehingga warna dempulan sama dengan warna kayu. b. Shot hole (lubang korek)
Banyaknya maksimum 3 buah untuk 1 daun pintu rumah dan kemudian harus disisip dengan kayu sehingga warna sama dengan warna kayu.
c. Colour matching
Colour matching harus bagus diusahakan satu warna dengan daun pintu
rumah.
d. Konstruksi daun pintu rumah tidak diperbolehkan renggang.
e. Sap wood (gubal) yang terang (tidak mati warna) maksimum 20% dari
lebar komponen.
f. Jenis kayu harus sesuai dengan kontrak. g. Moisture content harus sesuai dengan kontak.
h. Compression failure (patah tebu) tidak diizinkan.
i. Tidak diperbolehkan any unsound defect (setiap cacat unsound), seperti: pecah dalam, retak memanjang, mata kayu mati dan lain-lain.
3. Grade C
a. Pin hole (lubang jarum)
Pin hole yang terdapat pada satu daun pintu rumah maksimum 50 buah dan
tidak boleh menumpuk pada satu tempat. Pin hole ini harus didempul dengan baik sehingga warna dempulan sama dengan warna kayu.
b. Shot hole (lubang korek)
Maksimum 30 buah untuk 1 daun pintu rumah dan harus disisip dengan kayu sehingga warna sama dengan warna kayu.
c. Colour matching
Colour matching boleh mendekati (little match), diupayakan sewarna pada
1 daun pintu rumah.
d. Konstruksi daun pintu rumah tidak diperbolehkan renggang.
e. Sap wood yang terang (tidak mati warna) maksimum 50% dari lebar komponen, biru, dan hitam diperbolehkan.
f. Jenis kayu harus sesuai dengan kontrak. g. Moisture content harus sesuai dengan kontak. h. Compression failure (patah tebu) tidak diizinkan.
i. Tidak diperbolehkan any unsound defect (setiap cacat unsound), seperti: pecah dalam (honey combing), retak memanjang, mata kayu mati dan lain-lain.
j. Tidak diperbolehkan decay (busuk).
2.3.5. Uraian Proses Produksi
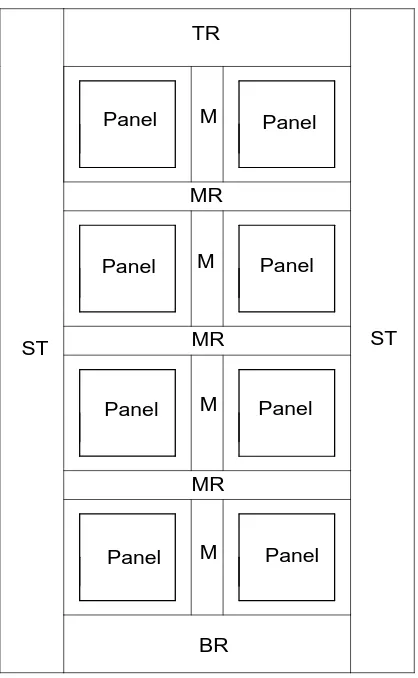
Uraian proses produksi dapat dilihat berdasarkan contoh tipe daun pintu rumah Colonial 8P, karena proses produksinya memberikan gambaran terhadap proses produksi tipe daun pintu rumah lainnya dan keseluruhan dari proses produksi yang terjadi di lantai produksi pabrik. Gambar daun pintu rumah Colonial 8P dapat dilihat pada Gambar 2.2.
TR
BR
ST ST
Panel
Panel
Panel Panel
Panel
Panel
Panel Panel M
M
M
M MR
MR
MR
Gambar 2.2. Daun Pintu Rumah Tipe Colonial 8P
1. Style (ST) merupakan bingkai paling luar dari sebuah daun pintu rumah
sebelah kiri dan kanan. Pada sebuah daun pintu rumah terdapat 2 buah style yang masing-masing beralur yang sudah dibor pada kedua ujungnya sebagai tempat pasak yang disebut dowel.
2. Top Rail (TR) merupakan komponen yang dipasang di bagian atas daun pintu
rumah dan digabungkan dengan komponen ST, Panel, dan M.
3. Medium Rail (MR) merupakan komponen yang berada di bagian tengah daun
pintu rumah. MR digabungkan dengan komponen ST, Panel, dan M dan terdapat 3 unit MR pada daun pintu rumah jenis ini.
4. Bottom Rail (BR) merupakan komponen yang dipasang pada bagian bawah
daun pintu rumah dan digabungkan dengan komponen ST, Panel dan M. 5. Mullion (M) merupakan balok pada bagian tengah daun pintu rumah yang
akan digabungkan pada komponen-komponen panel di sisi kiri dan kanannya, sedangkan di kedua ujungnya dibor dan digabungkan dengan komponen TR-MR. MR-MR dan MR-BR, terdapat 4 unit M pada daun pintu rumah jenis ini. 6. Panel adalah lembaran kayu berbentuk segi empat yang telah diberi profil
bentuk sudut, dimana terdapat 8 unit panel pada daun pintu rumah jenis ini. 7. Dowel adalah potongan kayu kecil yang berbentuk silinder yang digunakan
untuk menyambung komponen-komponen daun pintu rumah.
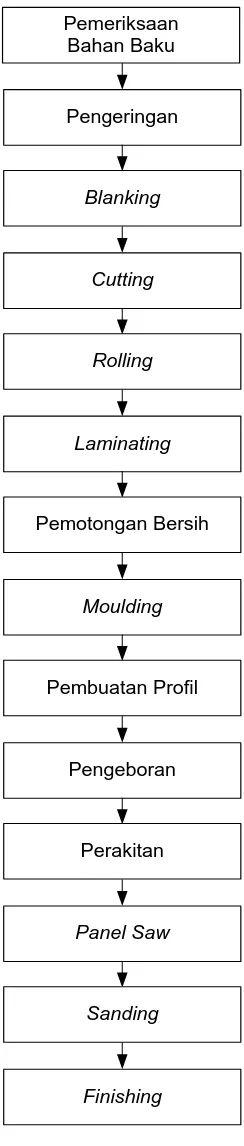
Proses produksi daun pintu rumah untuk tipe Colonial 8P dapat dilihat dari
Pemeriksaan Bahan Baku
Pengeringan
Blanking
Cutting
Rolling
Laminating
Pemotongan Bersih
Moulding
Pembuatan Profil
Pengeboran
Perakitan
Panel Saw
Sanding
Finishing
1. Pemeriksaan
Pemeriksaan merupakan tahap awal yang dilakukan pada proses produksi daun pintu rumah. Tujuan proses ini adalah untuk memeriksa dan memilih batangan kayu berdasarkan spesifikasi yang telah ditetapkan. Proses pemeriksaan ini dilakukan di gudang bahan kering.
2. Pengeringan
Tujuan proses pengeringan dalam pengolahan kayu adalah sebagai berikut : a. Mengurangi kadar air pada balok kayu menjadi 11-12%
b. Mencegah serangan jamur dan serangga perusak balok kayu
c. Meningkatkan kekuatan kayu agar mudah dikerjakan untuk proses berikutnya.
kadar air digunakan alat ukur yang bentuknya seperti jarum suntik yang dimasukkan ka dalam kayu sehingga kadar air dapat diketahui. Balok kayu hasil pengeringan di KD kemudian diangkut ke lantai produksi yaitu ke bagian
Blanking untuk proses selanjutnya.
3. Blanking (Pengetaman Dua Sisi)
Blanking merupakan proses pengetaman awal, dimana bagian yang diketam
adalah sisi atas dan sisi bawah dari balok kayu. Mesin yang digunakan pada proses ini adalah Blanking Planner. Balok kayu hasil pengetaman awal ini kemudian dibawa ke bagian pemotongan (cutting).
4. Cutting (Pemotongan)
Balok kayu yang telah mengalami proses pengetaman awal kemudian dipotong dengan menggunakan mesin under cut sesuai dengan ukuran yang ditentukan dan dilebihkan sebanyak 2-3 cm per komponen.
5. Rolling (Pelurusan)
Balok kayu yang telah dipotong kasar, kemudian dibawa ke bagian rolling yang bertujuan untuk meluruskan kayu-kayu yang bengkok dengan mesin
Rolling.
6. Laminating (Penyambungan)
adalah Hot Press. Pada proses ini kayu yang digabungkan adalah kayu yang
grade dan warnanya sama sehingga tidak mengurangi mutu kayu tersebut.
7. Pemotongan bersih
Pada bagian ini, kayu dipotong sesuai dengan ukurannya yang disesuaikan dengan spesifikasi produk yang telah ditetapkan untuk diproduksi. Setelah dilakukan pemotongan bersih, kayu dibawa ke bagian moulding untuk proses selanjutnya.
8. Moulding (Pengetaman Empat Sisi)
Pada proses ini, balok kayu diketam pada keempat permukaan sisinya. Proses ini bertujuan untuk mencegah adanya permukaan yang tidak rata akibat pemotongan pada kayu. Moulding berbeda dengan blanking, selain menggunakan mesin yang berbeda, blanking hanya bertujuan untuk menghaluskan dua sisi permukaan saja yaitu sisi atas dan sisi bawah sedangkan proses moulding bertujuan untuk menghaluskan keempat sisinya. 9. Pembuatan Profil
Proses ini bertujuan untuk membuat profil/pola. Pembuatan profil ada dua yaitu pembuatan profil panjang dengan menggunakan mesin shaper dan profil pendek dengan menggunakan mesin Double End.
10.Pengeboran
11.Perakitan
Komponen-komponen MR, M, BR, Panel, dan dowel dirakit secara manual. Setelah itu dilakukan penyatuan/perakitan komponen-komponen tersebut dengan ST dan TR dengan menggunakan mesin Door Press.
12.Panel Saw
Setelah komponen-komponen daun pintu rumah tersebut dirakit, produk tersebut dibawa ke mesin Panel Saw. Adapun proses ini merupakan proses perataan akhir, bagian atas dan bawah daun pintu rumah setelah produk tersebut dirakit.
13.Sanding (Penghalusan)
Setelah dilakukan perakitan, produk tersebut dibawa ke bagian sanding, proses ini bertujuan untuk menghaluskan permukaan daun pintu rumah, mesin yang digunakan adalah mesin Sanding, dan selain itu juga dilakukan pembersihan abu dengan menggunakan air gun.
14.Finishing (Pendempulan)
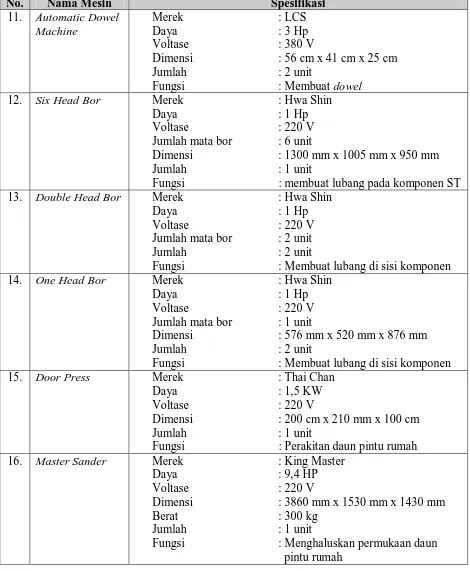
2.3.6. Mesin dan Peralatan
Dalam melaksanakan proses produksinya, PT. Sinar Makmur menggunakan beberapa mesin dan peralatan. Mesin-mesin yang digunakan PT. Sinar Makmur dapat dilihat pada Tabel 2.3.
Tabel 2.3. Mesin-mesin Produksi
No. Nama Mesin Spesifikasi
1. Blanking Planner Merek : Goodtek
Dimensi : 1450 mm x 820 mm x 1250 mm Lebar maksimum ketam : 750 mm
Tebal maksimum ketam : 200 mm Tebal minimum ketam : 8 mm Panjang minimum ketam : 220 mm Jumlah pisau : 8
Diameter pisau maximum : 200 mm
Berat : 77 kg
Jumlah : 4 unit
Fungsi : Memotong kayu menjadi komponen
3. Rolling Machine Merek : ABE-CN
Dimensi : 730 mm x 560 mm x 560 mm
Daya : 9,4 HP
Voltase : 220 V
Jumlah : 2 unit
Fungsi : Untuk meluruskan kayu
Tabel 2.3. Mesin-mesin Produksi (Lanjutan)
No. Nama Mesin Spesifikasi
5. Radial Arm Saw Merek : Champ Fond
Dimensi : 980 mm x 1050 mm x 1680 mm Kecepatan putar pisau : 2800 rpm
Jangkauan maksimum : 620 mm
Berat : 220 kg
Jumlah : 2 unit
Fungsi : Memotong komponen daun pintu sesuai ukuran
Fungsi : Membuat profil pada panel 7. Shaper
Fungsi : Membentuk profil pada komponen
8. Band Saw Merek : Kuang Yung
Fungsi : Membentuk panel
9. Double End Merek : Chen Sheng
Tabel 2.3. Mesin-mesin Produksi (Lanjutan)
No. Nama Mesin Spesifikasi
11. Automatic Dowel
Machine
Fungsi : Membuat dowel
12. Six Head Bor Merek : Hwa Shin
Fungsi : Membuat lubang di sisi komponen
14. One Head Bor Merek : Hwa Shin
Fungsi : Membuat lubang di sisi komponen
15. Door Press Merek : Thai Chan
Tabel 2.3. Mesin-mesin Produksi (Lanjutan)
No. Nama Mesin Spesifikasi
17. Panel Saw Jumlah : 1 unit
Dimensi : 2350 mm x 1865 m x 1230 mm
Voltase : 220 V
Berat : 270 kg
Fungsi : Peratan produk akhir
Adapun peralatan yang digunakan oleh PT. Sinar Makmur untuk melakukan proses produksi dapat dilihat pada Tabel 2.4.
Tabel 2.4. Peralatan Produksi
No. Nama Peralatan Fungsi Jumlah
1. Handlift Alat angkut untuk memindahkan material yang digerakkan dengan cara manual
5 unit 2. Forklift Alat angkut untuk memindahkan material 3 unit 3. Air Gun Membersihkan produk dari debu dengan
cara menyemprotkan produk dengan udara bertekanan tinggi
6 unit
4. Pahat Merapikan produk dari permukaan yang kurang rata
20 unit 5. Handsanding Menghaluskan produk dengan cara menggosok
secara manual
4 unit 6. Meteran Mengukur ukuran kayu yang digunakan 20 unit 7. Jangka Sorong Mengukur diameter dan ukuran dari
pembentukan lubang dan profil
12 unit
2.3.7. Utilitas
BAB III
LANDASAN TEORI
3.1. Definisi Tataletak Pabrik3
a. Suatu perencanaan efisien bagi aliran barang merupakan prasyarat bagi produksi yang ekonomis.
Perencanaan fasilitas merupakan perencanaan susunan fasilitas fisik (baik perlengkapan, tanah, bangunan dan sarana lain) untuk mengoptimumkan hubungan antara operator, aliran barang, aliran operasi, dan tata cara yang diperlukan untuk mencapai tujuan usaha secara efisien, ekonomis dan aman.
Menurut James M. Apple, defenisi tataletak pabrik dan pemindahan bahan adalah perencanaan dan integrasi daripada aliran komponen-komponen suatu produk untuk mendapatkan integrasi yang paling efektif dan ekonomis antara pekerja, peralatan dan pemindahan bahan, mulai dari bagian penerimaan, fabrikasi, sampai ke pengiriman produk jadi.
Pentingnya suatu tataletak pabrik yang baik mempunyai kaitan terhadap efisiensi. Hal ini dapat diringkaskan sebagai berikut :
b. Pola aliran bahan menjadi dasar bagi suatu susunan fasilitas fisik yang efektif. c. Alat pemindahan bahan akan mengubah pola aliran bahan yang statis menjadi
dinamis dengan melengkapinya dengan alat angkut yang sesuai.
e. Susunan fasilitas-fasilitas yang efektif di sekitar pola aliran bahan-bahan akan memberikan operasi yang efektif dari berbagai proses produksi yang saling berhubungan.
f. Operasi yang efisien akan meminimumkan biaya produksi.
Berdasarkan uraian-uraian di atas, maka dapat disimpulkan bahwa kelancaran operasi dari suatu perusahaan / pabrik sebagian besar dipengaruhi oleh baik tidaknya tataletak pabrik tersebut.
3.2. Tujuan Tataletak Pabrik4
1. Memudahkan proses manufaktur
Adapun tujuan utama dari tataletak pabrik adalah mengatur area kerja dan segala fasilitas produksi yang paling ekonomis untuk operasi produksi yang aman dan nyaman sehingga akan dapat menaikkan moral kerja dan performance dari operator. Lebih spesifik lagi suatu tataletak yang baik akan dapat memberikan keuntungan-keuntungan dalam sistem produksi, yaitu sebagai berikut :
Tataletak harus dirancang sedemikian sehingga proses manufaktur dapat dilaksanakan dengan cara yang sangat efektif. Untuk itu, dapat dilaksanakan beberapa saran berikut :
a. Susun mesin, peralatan, dan tempat kerja sedemikian hingga barang dapat bergerak dengan lancar sepanjang suatu jalur.
c. Hilangkan hambatan-hambatan yang ada.
d. Rencanakan aliran dengan baik sehingga pekerjaan yang melalui sebuah tempat dapat dikenali dan dihitung dengan mudah, dengan kemungkinan kecil tercampur dengan komponen-komponen lain.
2. Meminimumkan pemindahan barang
Tataletak yang baik harus dirancang sedemikian sehingga pemindahan barang diturunkan sampai batas yang minimum. Jika dapat dilaksanakan, pemindahan harus mekanis, dan semua pemindahan harus dirancang untuk memindahkan komponen menuju daerah pengiriman.
Pada kasus-kasus tertentu maka biaya untuk proses pemindahan bahan ini bisa mencapai 30% sampai 90% dari total biaya produksi. Dengan mengingat biaya pemindahan bahan yang sedemikian besarnya, maka mereka yang bertanggung jawab atas usaha perencanaan dan perancangan tataletak pabrik akan lebih menekankan desainnya pada usaha-usaha memindahkan aktivitas-aktivitas pemindahan bahan pada saat proses produksi berlangsung.
3. Menjaga keluwesan
4. Memelihara perputaran barang setengah jadi yang tinggi
Kesangkilan terbesar operasi hanya dapat diperoleh jika bahan berjalan melewati proses yang diperlukan dengan waktu yang sesingkat mungkin. Setiap menit yang dilewatkan komponen dalam fasilitas akan menambah ongkos, melalui modal kerja yang tertanam. Jika penyimpanan barang setengah jadi diturunkan sampai sekecil mungkin, waktu peredaran total akan berkurang, jumlah barang setengah jadi akan berkurang, persediaan akan menurun, akhirnya akan menurunkan biaya produksi.
5. Menurunkan penanaman modal dalam peralatan
Susunan mesin yang tepat dan susunan departemen yang tepat dapat membantu menurunkan jumlah peralatan yang diperlukan. Kecermatan dalam memilih metode pemrosesan kadang-kadang dapat menghemat pembelian sebuah mesin.
6. Menghemat pemakaian ruang bangunan
Setiap meter persegi luas lantai dalam sebuah pabrik akan memakan biaya. Maka jika tiap meter persegi dari lantai ini digunakan dengan sebaik-baiknya maka ongkos tak langsung untuk tiap satuan produk dapat ditekan. Tataletak yang tepat dicirikan oleh jarak yang minimum antar mesin, setelah keleluasaan yang diperlukan bagi gerakan orang dan barang ditentukan.
7. Meningkatkan kesangkilan pemakaian tenaga kerja
secara sangkil. Adapun beberapa saran yang dapat menaikkan pemakaian buruh adalah sebagai berikut :
a. Kurangi pemindahan barang yang dilakukan secara manual hingga sekecil mungkin.
b. Minimumkan jalan kaki.
c. Seimbangkan siklus mesin, sedapat mungkin sehingga mesin dan pekerja tidak perlu menganggur.
d. Berikan penyeliaan yang sangkil.
8. Memberikan kemudahan, keselamatan, dan kenyamanan pada pegawai
Hal ini dapat dipenuhi bila diperhatikan hal-hal seperti penerangan, pergantian udara, keselamatan, pembuangan limbah, debu, kotoran, dan sebagainya. Peralatan yang menyebabkan kebisingan yang tinggi sebaiknya diisolasi sebanyak mungkin atau ditutup dalam satu tempat yang mempunyai tembok dan langit-langit peredam suara.
Keselamatan juga dapat dijamin dengan perencanaan tataletak yang tepat. Mesin-mesin dan peralatan harus ditempatkan sedemikian sehingga dapat mencegah kecelakaan pada pegawai dan kerusakan barang serta peralatan lainnya.
3.3. Jenis Tataletak5
Dalam tataletak pabrik itu sendiri, sangat ditentukan oleh susunan mesin-mesin yang ada di pabrik, yang membentuk suatu aliran produksi. Perusahaan yang berorientasi pada industri yang menggunakan banyak mesin-mesin produksi 5
umumnya menghadapi masalah dalam peletakan (susunan) mesin dan peralatannya, dimana semua mesin, fasilitas pendukung harus diatur atau disusun sedemikian rupa agar interaksinya terhadap karyawan, pemindahan bahan dapat berjalan dengan baik. Berdasarkan hal ini ada 4 bagian besar tipe tataletak pabrik yang utama yaitu :
1. Process Layout (Functional Layout)
Tataletak proses atau dikenal juga sebagai tataletak fungsional adalah penyusunan tataletak di mana alat yang sejenis atau yang mempunyai fungsi sama ditempatkan dalam bagian yang sama. Model ini cocok untuk discret production dan bila proses produksi tidak baku, yaitu jika perusahaan membuat berbagai jenis produk yang berbeda atau suatu produk dasar yang diproduksi dalam berbagai macam variasi. Contoh pemakaian jenis tataletak ini adalah untuk pergudangan, rumah sakit, universitas, dan perkantoran.
Bubut Bubut Bor Las
Bubut Bubut Bor Las
Potong Potong Grinda Cat
Potong Potong Grinda Cat
GUDANG GUDANG
Adapun keuntungan yang dapat diperoleh dari tataletak berdasarkan proses adalah sebagai berikut :
1. Memungkinkan utilisasi mesin yang tinggi.
2. Memungkinkan penggunaan mesin-mesin yang multiguna sehingga dapat dengan cepat mengikuti perubahan jenis produksi.
3. Memperkecil terhentinya produksi karena kerusakan mesin. 4. Sangat fleksibel dalam mengalokasikan personel dan perlatan. 5. Investasi yang rendah karena dapat mengurangi duplikasi peralatan. 6. Memungkinkan spesialisasi supervisi.
Kelemahan-kelemahan layout by process adalah sebagai berikut :
1. Meningkatnya kebutuhan material handling karena aliran proses yang beragam dan tidak dapat digunakannya ban berjalan.
2. Pengawasan produksi yang lebih sulit.
3. Meningkatnya persdiaan barang dalam proses. 4. Total waktu produksi per unit yang lebih lama. 5. Memerlukan skill yang tinggi.
6. Pekerjaan routing, penjadwalan dan akunting biaya lebih sulit, karena setiap ada order baru harus dilakukan perencanaan/perhitungan kembali.
2. Product Layout
bagian diatur sedemikian rupa sehingga dari bagian tersebut dapat dihasilkan suatu jenis produk tertentu. Contoh: tempat cuci mobil otomatis, kafetaria, atau perakitan mobil.
Bubut Bor Grinda Bor
Press Las Bor
Potong Las Grinda
Bubut Grinda Bor
GUDANG PERAKITAN GUDANG
Gambar 3.2. Tataletak Produk
Adapun keuntungan dari model tataletak berdasarkan produk ini adalah sebagai berikut :
1. Aliran material yang simpel dan langsung. 2. Persediaan barang dalam proses yang rendah. 3. Total waktu produksi per unit yang rendah. 4. Tidak memerlukan skill tenaga kerja yang tinggi. 5. Kebutuhan material handling yang rendah. 6. Pengawasan proses produksi yang lebih mudah. 7. Dapat menggunakan mesin khusus atau otomatis.
Kelemahan dari model tataletak berdasarkan produk ini adalah sebagai berikut :
1. Kerusakan pada sebuah mesin dapat menghentikan produksi.
2. Perubahan desain produk menyebabkan tidak efektifnya tataletak tersebut. 3. Apabila terdapat bottle neck dapat mempengaruhi proses keseluruhan. 4. Biasanya memerlukan investasi mesin/peralatan yang besar.
3. Group Technology Layout (Kelompok Teknologi)
Ini adalah metode produksi pendek yang baru dan sering digunakan dalam situasi job-shop, biasanya komponen yang tidak sama dikelompokkan ke dalam satu kelompok berdasarkan kesamaan bentuk komponen, bukan kesamaan penggunaan akhir. Hal ini memberi kemungkinan pemakaian kelompok jalur produksi, ketimbang mesin mandiri atau pusat-pusat mesin (atau jenis mesin yang sama), yang memungkinkan lot kecil dari komponen yang tidak sama dikerjakan dengan satu dasar produksi massal.
Bubut
Bubut
Bor
Frais Frais
Bor
Frais Bubut
Gerinda Bor
Frais Bubut
Adapun keuntungan dari penggunaan tataletak tipe group technology
layout adalah :
1. Dengan adanya pengelompokan produk sesuai dengan pembuatannya, maka dapat diperoleh pendayagunaan mesin yang maksimal.
2. Lintasan aliran kerja lancar dan jarak perpindahan material menjadi pendek bila dibandingkan dengan tataletak berdasarkan fungsi atau proses.
3. Merupakan kombinasi product layout dan process layout sehingga dapat diperoleh keuntungan dari kedua tipe layout tersebut.
Kelemahan-kelemahan dari group technology layout adalah : 1. Diperlukan tenaga kerja dengan keterampilan tinggi.
2. Kelancaran kerja sangat tergantung pada pengendalian produksi, terutama keseimbangan aliran kerja.
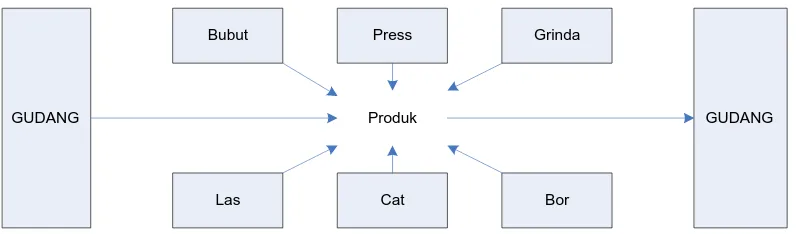
4. Fixed Position Layout (Tataletak Posisi Tetap)
Press
Las Cat
Produk
Bubut Grinda
Bor
GUDANG GUDANG
Gambar 3.4. Tataletak Posisi Tetap
Keuntungan dari jenis tataletak ini adalah : 1. Berkurangnya gerakan material.
2. Adanya kesempatan untuk melakukan pengayaan tugas.
3. Sangat fleksibel, dapat mengakomodasi perubahan dalam desain produk, bauran produk, volume produksi.
4. Dapat memberikan kebanggaan pada pekerja karena dapat menyelesaikan seluruh pekerjaan.
Kelemahannya adalah sebagai berikut: 1. Gerakan personel dan peralatan yang tinggi. 2. Dapat terjadi duplikasi mesin dan peralatan.
3. Memerlukan tenaga kerja yang berketrampilan tinggi.
4. Biasanya memerlukan ruang yang besar dan persediaan barang dalam proses yang tinggi.
3.4. Jenis-jenis Pola Aliran Bahan6
Ada beberapa bentuk umum dari pola aliran bahan maupun aktivitas proses produksi, yaitu :
1. Bentuk garis lurus (Straight Line)
Bentuk seperti ini umumnya dapat digunakan jika proses produksi yang dilakukan relatif pendek, sederhana dan hanya menyangkut beberapa komponen saja atau beberapa peralatan produksi.
Gambar 3.5. Bentuk garis lurus (Straight Line) 2. Bentuk zig-zag
Bentuk ini digunakan apabila proses produksi relatif lebih panjang dari ruangan yang digunakan, sehingga untuk memperoleh aliran yang lebih panjang, maka dibuat aliran berbelok-belok.
Gambar 3.6. Bentuk zig-zag 3. Bentuk U
Gambar 3.7. Bentuk U 4. Bentuk Melingkar
Bentuk ini digunakan apabila produk yang telah selesai diproduksi diharapkan kembali ke tempat awal dilakukannya kegiatan produksi atau bagian penerimaan dan penyimpanan berada pada lokasi yang sama.
Gambar 3.8. Bentuk Melingkar 5. Bentuk sudut ganjil
Bentuk sudut ganjil ini digunakan apabila diinginkan untuk mendapatkan garis aliran yang pendek di antara daerah kerja, jika pemindahannya mekanis, jika keterbatasan ruangan tidak memberikan kemungkinan pola lain atau jika lokasi permanen dari fasilitas yang ada menuntut pola seperti itu.
3.5. Pemindahan bahan
Pemindahan bahan merupakan penanganan material dalam jumlah yang tepat dari material yang sesuai dalam kondisi yang baik pada tempat yang cocok, pada waktu yang tepat dalam posisi yang benar, dalam urutan yang sesuai dan biaya yang murah dengan menggunakan metode yang benar.
Perencanaan pemindahan bahan (material handling) penting sekali dipelajari karena kenyataan yang ada menunjukkan bahwa biaya material
handling menyerap sebagian biaya produksi.
Adapun tujuan dari perencanaan material handling dapat diuraikan sebagai berikut :
1. Menjaga atau mengembangkan kualitas produk, mengurangi kerusakan, dan memberikan perlindungan terhadap material.
2. Meningkatkan keamanan dan mengembangkan kondisi kerja. 3. Meningkatkan produktivitas
4. Meningkatkan tingkat penggunaan fasilitas 5. Mengurangi limbah buangan (waste) 6. Memperbaiki distribusi material 7. Mengurangi biaya produksi
3.6. Analisa Teknik Perencanaan dan Pengukuran Aliran Bahan
1. Flow Process Chart
Flow Process Chart (FPC) adalah peta yang paling umum dipakai yang
merupakan perencanaan suatu proses. Peta ini merupakan suatu diagram operasi yang lengkap yang meliputi analisa aliran bahan. Selain itu, peta ini juga sebagai alat untuk mencatat seluruh aktivitas dan menunjukkan jarak peralatan dari bahan baku sampai bahan jadi.
2. Activity Relationship Chart (ARC)
Peta ini menggambarkan dengan jelas dan singkat bagaimana tingkat hubungan antara aktivitas-aktivitas yang ada pada setiap aspek di dalam pabrik dan juga bertujuan untuk mendapatkan interrelasi yang efektif antara kegiatan produksi dan kegiatan-kegiatan service. Peta ini merupakan dasar yang tepat untuk membuat worksheet dan sebagai langkah pertama untuk menentukan kegiatan-kegiatan yang ada dengan alasan tertentu. Simbol-simbol yang digunakan adalah :
A = mutlak perlu berdekatan E = sangat perlu berdekatan
I = penting berdekatan O = tidak jadi soal (biasa) U = tidak perlu berdekatan X = tidak diharapkan berdekatan
1. Keterkaitan produksi a. Urutan aliran kerja
b. Mempergunakan peralatan yang sama c. Menggunakan catatan yang sama d. Menggunakan ruangan yang sama e. Bising
f. Debu dan kotor g. Getaran mekanis
h. Bau tidak sedap, dan lain-lain i. Memudahkan pemindahan bahan 2. Keterkaitan pegawai
a. Menggunakan pegawai yang sama b. Melaksanakan pekerjaan yang sama c. Pentingnya berhubungan
d. Derajat hubungan kepegawaian e. Kemudahan pengawasan f. Perpindahan pegawai g. Disenangi pegawai h. Gangguan pegawai 3. Aliran informasi
a. Menggunakan catatan/berkas yang sama b. Derajat hubungan kertas kerja
3. Worksheet
Worksheet ini disusun berdasarkan Activity Relationship Chart yang terdiri
dari baris dan kolom, dimana pada bagian kiri ditempatkan urutan kegiatan sedangkan di bagian kanan ditempatkan tingkat hubungan. Worksheet merupakan hasil rekapitulasi dari ARC.
4. Block Template
Block template disusun berdasarkan worksheet, dimana tiap-tiap aktivitas,
tingkat hubungan yang ditentukan dibuat dalam suatu blok yang berbentuk bujur sangkar. Dalam block template ini aktivitas-aktivitas disusun secara berurutan.
5. Activity Relationship Diagram (ARD)
3.7. Systematic Layout Planning7
1. Melakukan pengumpulan data awal, yaitu data rancangan produk, rancangan proses dan rancangan jadwal produksi
Richard Muther mengembangkan metode perencanaan tataletak yang disebut Systematic Layout Planning (SLP). Prosedur perencanaan tataletak pabrik menurut Muther’s Systematic Layout Planning Procedure adalah :
2. Menentukan aliran material
3. Menentukan hubungan aktivitas atau kegiatan 4. Membuat diagram hubungan aktivitas dan aliran
5. Menentukan jumlah kebutuhan ruangan dan disesuaikan dengan ukuran ruangan yang tersedia
6. Membuat diagram hubungan ruangan
7. Membuat modifikasi dan batasan dalam pembuatan alternatif layout 8. Pembuatan alternatif layout
9. Mengevaluasi dan memilih alternatif layout
Adapun langkah-langkah dalam perencanaan tataletak dapat dikategorikan ke dalam tiga tahapan, yaitu :
1. Tahap analisis, yang meliputi :
a. Data masukan, yaitu data yang berhubungan dengan rancangan produk, rancangan proses.
7
b. Analisis aliran material merupakan analisis pengukuran kuantitatif untuk setiap gerakan perpindahan material diantara departemen-departemen atau aktivitas-aktivitas operasional. Perhitungan yang dilakukan adalah:
- menghitung jarak antar departemen dengan menggunakan rumus
rectilinear distance :
dij = |x-a| + |y-b|
- menghitung total momen perpindahan bahan dengan rumus : Mo = F x d
c. Analisis hubungan aktivitas merupakan analisis pengukuran kualitatif dengan menggunakan Activity Relationship Chart (ARC).
d. Diagram hubungan ruangan yang merupakan kombinasi dari analisis aliran material secara kuantitatif dengan ARC secara kualitatif.
2. Tahap penelitian, yang meliputi :
a. Pembuatan diagram hubungan ruangan untuk mengevaluasi luas area yang dibutuhkan untuk semua aktivitas perusahaan dan area yang tersedia. b. Pembuatan rancangan alternatif tataletak dalam bentuk block layout
dengan dasar dari diagram hubungan ruangan. Perhitungan yang dilakukan adalah menghitung total momen perpindahan bahan dari setiap alternatif tataletak dengan menggunakan rumus :
Mo = F x d
Metode Systematic Layout Planning (SLP) termasuk dalam teknik analisis konvensional. Metode SLP sering digunakan dalam melakukan perancangan tataletak karena dilakukan dengan mengikuti urutan tahapan-tahapan yang saling berkaitan (sistematis). Metode SLP juga menggunakan input kuantitatif seperti jarak dan frekuensi perpindahan bahan serta input kualitatif seperti derajat hubungan aktivitas dalam tahapan analisisnya, sehingga analisis yang dilakukan lebih baik. Selain itu, kondisi perusahaan tempat penelitian dilakukan juga mendukung penerapan metode SLP, yaitu ukuran yang tidak terlalu besar, layout yang relatif sederhana, serta adanya ketidakteraturan dalam aliran bahan.
Dibandingkan dengan metode lainnya, metode Systematic Layout
Planning memiliki kelebihan karena dapat memungkinkan pemunculan solusi
yang lebih dari satu alternatif. Selain itu, metode SLP juga mempunyai prosedur yang terperinci dalam mengatur layout berdasarkan urutan prosesnya, kemudian membangun block diagram, dan pada akhirnya membuat detail layout dari tiap
plant.
Adapun metode systematic layout planning yang digunakan dalam penelitian ini terdiri dari beberapa tahapan yang akan diuraikan sebagai berikut : 1. Aliran Material
Aliran material diperlukan untuk mengetahui perpindahan material antar departemen. Untuk menggambarkan aliran material pada proses produksi, digunakan Multi Product Process Chart dan Travel Chart. Contoh Multi
Product Process Chart dan Travel Chart dapat dilihat pada Gambar 3.10. dan
Gambar 3.10. Multi Product Process Chart
2. Hubungan Aktivitas Antar Departemen
Peta hubungan aktivitas atau Activity Relationship Chart digunakan untuk menunjukkan tingkat hubungan aktivitas antar departemen. Setiap tingkat hubungan dibuat dengan mempertimbangkan beberapa alasan yang akan mendekatkan atau menjauhkan hubungan tersebut. Alasan-alasan tersebut didasarkan atas keterkaitan produksi, keterkaitan personel, maupun keterkaitan informasi yang digunakan. Adapun Activity Relationship Chart dapat dilihat pada Gambar 3.12.
1. Penerimaan & distribusi 2. Gudang material & alat
3. Ruang perawatan
4. Ruang produksi
5. Ruang ganti pakaian
6. Kantor
Alat informasi dan komunikasi sama Karyawan sama
Bising, debu, bau tidak sedap 1
3. Diagram Hubungan Aktivitas
Dalam Systematic Layout Planning, ada dua aspek yang harus dipertimbangkan yaitu derajat hubungan aktivitas dan aliran material. Adapun kombinasi dari kedua aspek tersebut dibuat dalam suatu diagram yang disebut diagram hubungan aktivitas atau Activity Relationship Diagram. Contoh
Activity Relationship Diagram (ARD) dapat dilihat pada Gambar 3.13.
U
A B C D E F
G H
M T
K L
I J N
S
Q P
O
R V
4. Diagram Hubungan Ruangan
Diagram hubungan ruangan digunakan untuk menunjukkan hubungan kedekatan antara departemen yang satu dengan departemen lainnya, dimana departemen yang ada sudah menggunakan luas yang sebenarnya. Contoh diagram hubungan ruangan dapat dilihat pada Gambar 3.14.
F(10 x 7)
E(9 x 7) D(10 x 7)
I(5 x 7) H(12 x 10)
A ( 12 x 16)
C(24 x 8)
B(12 x 16)
G(5x7) J(9 x 7)
Gambar 3.14. Diagram Hubungan Ruangan
5. Perancangan Ulang Tataletak
Dengan memperhatikan Multi Product Process Chart, Travel Chart, ARC dan diagram hubungan ruangan yang telah dibuat, maka dapat dilakukan perancangan ulang terhadap tataletak yang ada.
Simbol Tingkat Hubungan
A
E
I
O
None U
BAB IV
METODOLOGI PENELITIAN
4.1. Jenis Penelitian
Adapun penelitian ini termasuk jenis penelitian action research karena penelitian ini bertujuan untuk menghasilkan suatu usulan tataletak yang lebih baik, yang dapat meminimisasi pemindahan bahan (material handling) dengan merancang layout lantai produksi yang baru. Hal ini tentunya akan mengubah situasi, perilaku dan organisasi serta iklim kerja perusahaan menjadi lebih baik.
Metodologi penelitian pada dasarnya terbagi atas lima tahapan, yaitu : 1. Studi Pendahuluan
2. Identifikasi Masalah dan Penetapan Tujuan Penelitian 3. Pengumpulan dan Pengolahan Data
4. Analisis Pemecahan Masalah 5. Kesimpulan dan Saran
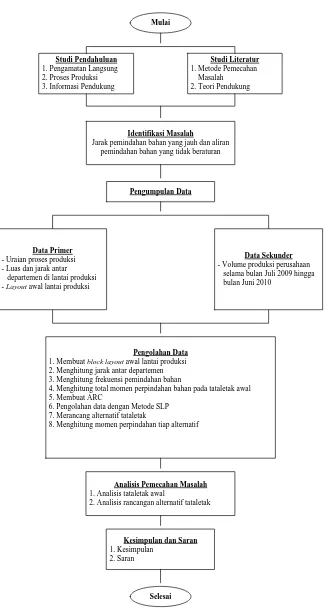
Block Diagram metodologi penelitian dapat dilihat pada Gambar 4.1.
Mulai
Jarak pemindahan bahan yang jauh dan aliran pemindahan bahan yang tidak beraturan
Pengumpulan Data
Analisis Pemecahan Masalah
1. Analisis tataletak awal
2. Analisis rancangan alternatif tataletak
Kesimpulan dan Saran
1. Kesimpulan 2. Saran
Data Primer
- Uraian proses produksi - Luas dan jarak antar departemen di lantai produksi - Layout awal lantai produksi
Data Sekunder
- Volume produksi perusahaan selama bulan Juli 2009 hingga bulan Juni 2010
Pengolahan Data
1. Membuat block layout awal lantai produksi 2. Menghitung jarak antar departemen 3. Menghitung frekuensi pemindahan bahan
4. Menghitung total momen perpindahan bahan pada tataletak awal 5. Membuat ARC
6. Pengolahan data dengan Metode SLP 7. Merancang alternatif tataletak
8. Menghitung momen perpindahan tiap alternatif
Studi Pendahuluan
1. Pengamatan Langsung 2. Proses Produksi 3. Informasi Pendukung
Selesai
4.2. Objek Penelitian
Adapun yang menjadi objek dalam penelitian ini adalah tataletak lantai produksi di PT. Sinar Makmur. Perusahaan ini beralamat di Jalan Irian Barat No. 367 Desa Sampali, Percut - Sei Tuan. PT. Sinar Makmur merupakan perusahaan yang memproduksi daun pintu rumah.
4.3. Kerangka Konseptual
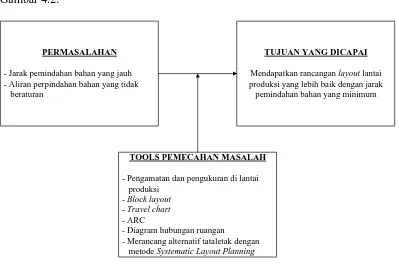
Adapun kerangka konseptual pada penelitian ini dapat dilihat pada Gambar 4.2.
PERMASALAHAN
- Jarak pemindahan bahan yang jauh - Aliran perpindahan bahan yang tidak beraturan
TUJUAN YANG DICAPAI
Mendapatkan rancangan layout lantai produksi yang lebih baik dengan jarak pemindahan bahan yang minimum
TOOLS PEMECAHAN MASALAH
- Pengamatan dan pengukuran di lantai produksi
- Block layout
- Travel chart - ARC
- Diagram hubungan ruangan
- Merancang alternatif tataletak dengan metode Systematic Layout Planning
Gambar 4.2. Kerangka Konseptual Penelitian
4.4. Studi Pendahuluan
melakukan pengamatan langsung kondisi perusahaan yang disertai wawancara dengan pihak perusahaan. Hal ini dilakukan agar permasalahan yang ada pada perusahaan dapat diketahui peneliti dengan jelas.
Studi literatur dilakukan peneliti untuk melihat dan mempelajari teori yang akan digunakan peneliti untuk memecahkan masalah yang ada sesuai dengan kondisi di perusahaan. Studi literatur tentunya sangat berguna dalam penelitian karena dapat dimanfaatkan sebagai landasan berpikir logis dalam menyelesaikan suatu masalah secara ilmiah. Teori-teori yang digunakan untuk memecahkan masalah adalah teori mengenai tataletak fasilitas.
4.5. Pengumpulan Data 4.5.1. Sumber Data
Adapun data yang diperoleh berasal dari lantai produksi dan dokumen bagian produksi PT. Sinar Makmur. Data tersebut dibagi atas data primer dan data sekunder.
1. Data Primer
Data primer yang akan dikumpulkan adalah : a. Urutan proses produksi
b. Luas dan jarak antar departemen di lantai produksi c. Layout awal lantai produksi
2. Data Sekunder
b. Data jumlah mesin dan peralatan
c. Data bahan baku, bahan tambahan dan bahan penolong
4.5.2. Instrumen Penelitian
Adapun instrumen penelitian yang digunakan adalah :
1. Pedoman wawancara, digunakan untuk mengetahui urutan proses produksi pengerjaan daun pintu rumah.
2. Lembar catatan penelitian, digunakan untuk mengumpulkan data proses produksi, layout awal lantai produksi, luas dan jarak antar departemen di lantai produksi.
3. Walking measure, digunakan untuk mengetahui layout awal lantai produksi,
luas dan jarak antar departemen di lantai produksi.
4. Meteran, digunakan untuk mengukur luas dan jarak antar departemen di lantai produksi.
4.5.3. Metode Pengumpulan Data
Metode pengumpulan data yang digunakan dalam penelitian ini adalah : 1. Observasi yaitu melakukan pengamatan dan pengukuran langsung terhadap
objek penelitian di lapangan. Pada penelitian ini, peneliti melakukan pengamatan pada lantai produksi PT. Sinar Makmur.
pembahasan masalah. Wawancara dilakukan untuk mengetahui urutan proses produksi di perusahaan.
3. Dokumentasi yaitu mengumpulkan data sekunder yang dilakukan dengan mencatat data dari dokumen perusahaan yang berhubungan dengan penelitian yang dilakukan.
4.6. Pengolahan Data dan Pemecahan Masalah
Pengolahan data dilakukan dengan menggunakan metode Systematic
Layout Planning. Langkah-langkah pengolahan data adalah sebagai berikut.
1. Membuat Block Layout Awal Lantai Produks i
Block layout awal lantai produksi dibuat untuk menggambarkan tataletak
lantai produksi saat ini.
2. Menghitung Jarak Antar Departemen
Jarak antar titik pusat departemen diukur sebagai jarak antar departemen. Jarak antar departemen ini dihitung dengan menggunakan metode jarak
rectilinear, dimana jarak diukur mengikuti jalur tegak lurus. Jarak rectilinear
dihitung dengan menggunakan rumus : dij = |xi - xj| + |yi - yj|
4. Menghitung Total Momen Perpindahan Bahan pada Tataletak Awal
Total momen perpindahan bahan pada tataletak awal dapat dihitung dengan menjumlahkan hasil perkalian frekuensi perpindahan bahan antar departemen dengan jarak antar departemen yang berkaitan.
5. Membuat Activity Relationship Chart (ARC)
ARC dibuat berdasarkan pertimbangan urutan proses produksi dan frekuensi aliran perpindahan bahan antar tiap departemen. Pertimbangan yang digunakan merupakan pertimbangan kualitatif.
6. Membuat Diagram Hubungan Ruangan
Diagram hubungan ruangan digunakan untuk menunjukkan kombinasi antara tingkat hubungan aktivitas dengan aliran bahan antar departemen.
7. Merancang Alternatif Tataletak
Perancangan alternatif tataletak dilakukan berdasarkan hubungan aktivitas pada ARC dan frekuensi perpindahan bahan pada travel chart.
4.7. Analisis Pemecahan Masalah