STUDI RANCANGAN PERBAIKAN APLIKASI METODE 5 S
PADA
LEAN SIX SIGMADI BAGIAN PRODUKSI
PT BINTANG PERSADA SATELIT
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh :
HABIB TRI WIBOWO
080403150
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
2 0 1 1
STUDI RANCANGAN PERBAIKAN APLIKASI METODE 5 S
PADA
LEAN SIX SIGMADI BAGIAN PRODUKSI
PT BINTANG PERSADA SATELIT
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh :
HABIB TRI WIBOWO
080403150
Disetujui oleh:
Dosen Pembimbing I Dosen Pembimbing II
Ir. Khawarita Siregar, MT Ir. Anizar, M.Kes
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
2 0 1 1
KATA PENGANTAR
Puji syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas segala
kasih karunia-Nya sehingga penulis dapat menyelesaikan Laporan Tugas
Sarjanaini. Tugas Sarjana merupakan salah satu syarat akademis yang harus
dipenuhi oleh mahasiswa Teknik Industri untuk memperoleh gelar Sarjana
Teknik.
Kegiatan penelitian ini dilakukan di PT. Bintang Persada Satelit. Adapun
judul Tugas Sarjana ini adalah “Studi Rancangan Perbaikan Aplikasi Metode 5 S
pada Lean Six Sigma di Bagian Produksi PT. Bintang Persada Satelit”. Tujuan dari Laporan Tugas Sarjana ini adalah memberikan solusi untuk mengidentifikasi
dan mengelimasi pemborosan (waste) yang terjadi di bagian produksi dengan
metode DMAIC Lean Six Sigma dan usulan perbaikannya dengan menggunakan
aplikasi metode 5 S .
Penulis menyadari bahwa masih banyak terdapat kekurangan pada Tugas
Sarjana ini. Hal ini disebabkan keterbatasan waktu dalam penelitian. Oleh karena
itu penulis mengharapkan adanya kritik dan saran dari pembaca untuk dapat
menyempurnakan Tugas Sarjana ini.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS.
Agustus 2011
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan ini,
banyak pihak yang telah membantu, maka pada kesempatan ini penulis
mengucapkan terima kasih kepada :
1. Ibu Ir. Khawarita Siregar, MT selaku ketua Departemen Teknik Industri USU
dan sebagai Dosen Pembimbing I atas kesediaannya meluangkan waktu untuk
membimbing dan memberikan arahan serta motivasi kepada penulis dalam
penulisan laporan sehingga penulis dapat menyelesaikan laporan Tugas
Sarjana ini.
2. Bapak Ir.Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri
USU atas motivasi yang diberikan kepada penulis dalam menyelesaikan
laporan sehingga penulis dapat menyelesaikan laporan Tugas Sarjana ini.
3. Ibu Ir. Anizar, M.Kes selaku Dosen Pembimbing II atas kesediaannya
meluangkan waktu untuk membimbing dan memberikan arahan kepada
penulis dalam penulisan laporan Tugas Sarjana ini.
4. Orang Tua, Kakak dan Adik serta keluarga tercinta yang selalu mendoakan,
memberikan kasih sayang, perhatian, dukungan dan semangat sehingga
penulis dapat menyelesaikan laporan Tugas Sarjana ini.
5. Ibu Dewi selaku manajer HRD yang telah memberikan izin untuk
6. Bapak Ridwan selaku pembimbing lapangan di PT. Bintang Persada Satelit
yang telah meluangkan waktu bagi penulis selama melaksanakan penelitian di
peruusahaan tersebut.
7. Seluruh teman-teman mahasiswa, khususnya jurusan Teknik Industri
Universitas Sumatera Utara, atas segala dukungan dan bantuannya dalam
menyelesaikan Tugas Sarjana ini
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
ABSTRAK
Pada masa sekarang ini sudah banyak sekali industri manufaktur yang berdiri dengan menghasilkan produk yang sejenis. Hal inilah yang mengakibatkan terjadinya persaingan yang semakin ketat antar perusahaan. Selain itu, harapan pelanggan akan produk yang dihasilkan juga semakin meningkat baik dari segi kuantitas maupun kualitas.
Parabola adalah salah satu jenis produk yang dihasilkan PT. Bintang Persada Satelit dari berbagai macam jenis produk yang dihasilkan. Pada kondisi proses produksi saat ini, di perusahaan terindikasi terjadi pemborosan (waste). Hal ini dapat dilihat dari ditemukannya produk yang cacat yang dihasilkan. Akibatnya perusahaan dapat mengalami kerugian berupa pengeluaran biaya (cost) yang akan semakin meningkat dan berdampak tidak baik terhadap kinerja perusahaan selanjutnya.
Penelitian ini bertujuan untuk memperlihatkan penggunaan metode 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) dalam meminimalkan waktu proses pembuatan produk dan mengurangi waste yang terjadi. Dengan konsep Lean-Six Sigma yang merupakan integrasi antara konsep Lean dengan fokus menghilangkan waste dan perampingan proses yang tidak perlu di dalam suatu proses dengan menitikberatkan kecepatan proses dan konsep Six-Sigma yang fokus utamanya adalah untuk menekan seminimal mungkin variansi proses dan mencapai tingkat kegagalan zero defect (0%) untuk tetap mencapai kepuasan pelanggan. Tahap-tahap penelitian ini adalah define untuk mengidentifikasi masalah, measure untuk menentukan masalah yang berpengaruh di dalamnya menggunakan VALSAT untuk memilih tool yang sesuai dalam membantu menemukan critical to quality dari waste tersebut, analyze berisi tentang cause-effect diagram untuk membantu menemukan permasalahan utama penyebab terjadinya waste dan improve yaitu metode 5S untuk membantu dalam menentukan alternatif usulan perbaikan yang akan diberikan. Selanjutnya dikendalikan pada tahap control.
Dari tahap Lean-Six Sigma diketahui nilai DPMO untuk setiap tahap inspeksi I yaitu sebesar 1535 dan konversi nilai sigma- nya senilai 4,46, tahap inspeksi II yaitu sebesar 4009 dan konversi nilai sigma- nya senilai 4,16 dan tahap inspeksi III yaitu sebesar 42215 dan konversi nilai sigma- nya senilai 3,23. Dengan mengurangi waste dominan diharapkan mampu menciptakan proses produksi parabola yang lebih efektif. Berdasarkan VALSAT diperoleh nilai value stream processs yang baru dengan jumlah aktivitas didalam prosesnya adalah 33 tahap, sehingga proses produksinya menjadi lebih ramping (konsep lean), dengan perfomansi yang lebih baik (stream line). Usulan perbaikan pada tahap 5 S juga sangat membantu dalam persoalan pemilahan dan penataan tata letak yaitu berupa mesin, peralatan dan stasiun kerja yang digunakan dengan memanfaatkan kondisi di lantai produksi sebaik mungkin, pada proses pembersihan yaitu untuk menciptakan lingkungan yang sehat dan nyaman dalam melakukan pekerjaaan dan proses pemantapan dan pembiasaan berupa pekerjaan yang dilakukan secara terus-menerus dan berulang-ulang sehingga menjadi suatu kebiasaan dalam melakukan pekerjaan, produk yang dihasilkan juga akan lebih baik, tingkat kecacatan berkurang dan produktivitas kerja akan semakin meningkat.
DAFTAR ISI
BAB HALAMAN
LEMBAR SAMPUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... vii
DAFTAR ISI ... viii
DAFTAR TABEL ... xvi
DAFTAR GAMBAR ... ix
I PENDAHULUAN ... I-1 1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Permasalahan ... I-3
1.3. Tujuan Penelitian ... I-4
1.4. Asumsi dan Batasan Penelitian ... I-4
1.5. Manfaat Penelitian ... I-5
1.6. Sistematika Penulisan ... I-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Lokasi Perusahaan ... II-2
2.4. Daerah Pemasaran... II-2
2.5. Struktur Organisasi ... II-3
2.5.1. Pembagian Tugas dan Tanggung jawab ... II-5
2.6. Jumlah Tenaga Kerja dan Jam Kerja... II-13
2.6.1. Jumlah Tenaga Kerja ... II-13
2.6.2. Jam Kerja ... II-15
2.7. Proses Produksi ... II-16
2.8. Standar Mutu Bahan/Produk ... II-17
2.8.1. Bahan Yang Digunakan ... II-18
2.8.1.1. Bahan Baku... II-18
2.8.1.2. Bahan Penolong ... II-18
2.8.2. Uraian Proses ... II-19
2.8.2.1. Proses Pembuatan Dish ... II-19
2.8.2.2. Proses Pembuatan Mounting ... II-22
2.8.3. Mesin dan Peralatan... II-25
2.8.3.1. Mesin Produksi ... II-25
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III LANDASAN TEORI ... III-1 3.1. Lean ... III-1 3.2. Six Sigma ... III-2
3.3. Lean Six Sigma ... III-4
3.4. Metode 5 S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) ... III-6
3.4.1. Seiri (Pemilahan) ... III-6
3.4.2. Seiton (Penataan) ... III-7
3.4.3. Seiso (Pembersihan) ... III-8
3.4.4. Seiketsu (Penataan) ... III-8
3.4.5. Shitsuke (Pembiasaan) ... III-8
3.5. Pemborosan (Waste) ... III-9
3.6. Prinsip Lean Thingking ... III-12
3.7. Langkah-langkah Lean Thingking ... III-13
3.8. Metode DMAIC dalam Six Sigma ... III-15
3.8.1. Define (D) ... III-16
3.8.1.1. Project Statement ... III-16
3.8.1.2. Diagram SIPOC ... III-17
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.8.1.4. Value Stream Mapping ... III-19
3.8.1.5. Voice of Costumer ... III-28
3.8.2. Measure (M) ... III-28
3.8.2.1. Perhitungan Data Baku ... III-28
3.8.2.2. Perhitungan Metrik Lean ... III-33
3.8.2.3. Critical To Quality (CTQ) ... III-35
3.8.3. Analyze (A) ... III-35
3.8.3.1. Diagram Pareto ... III-35
3.8.3.2. Diagram Sebab Akibat... III-38
3.8.4. Improve (I) ... III-40
3.8.5. Control (C) ... III-41
3.8.5.1. Standard Operating Procedure (SOP) ... III-41
IV METODOLOGI PENELITIAN ... IV-1 4.1. Lokasi dan Waktu Penelitian ... IV-1 4.2. Jenis Penelitian ... IV-1
4.3. Kerangka Konseptual ... IV-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.5. Instrumen Pengumpulan Data ... IV-4
4.6. Metode Pengumpulan Data ... IV-5
4.7. Metode Pengolahan Data ... IV-6
4.8. Metode Analisis Pemecahan Masalah ... IV-7
4.9. Kesimpulan dan Saran ... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1
5.1.1. Data Permintaan Produk ... V-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.1.2. Pemilihan Produk ... V-28
5.2.1.3. Diagram SIPOC ... V-29
5.2.1.4. Voice of Custumer ... V-31
5.2.1.5. Value Stream Mapping ... V-31
5.2.2. Tahap Measure ... V-34 5.2.2.1. Perhitungan Data Waktu Siklus ... V-34
5.2.2.2. PerhitunganWaktu Normal dan Waktu
Baku ... V-42
5.2.2.3. Perhitungan Metrik Lean ... V-44
5.2.2.4. Perhitungan Manufacturing Lead Time ... V-45
5.2.2.5. Perhitungan Process Cycle Efficiency ... V-46
5.2.2.6. Perhitungan Process Lead Time dan
Process Velocity ... V-48
5.2.2.7. Pengolahan Data Kualitas Produk ... V-49 5.2.2.8. Penentuan Critical To Quality (CTQ) ... V-49
5.2.2.9. PerhitunganTingkat Sigma ... V-50
5.2.3. Tahap Analyze ... V-55
5.2.3.1. Diagram Pareto ... V-54
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.4. Tahap Improve ... V-63
5.2.4.1. People ... V-63
5.2.5. Tahap Control ... V-63 5.3. Estimasi Hasil Peningkatan Kecepatan Proses ... V-63
5.4. Estimasi Hasil Peningkatan Kualitas ... V-68
VI ANALISA PEMECAHAN MASALAH ... VI-1 6.1. Analisis ... VI-1 6.1.1. Tahap Analyze ... VI-1
6.1.1.1. Analisis Value Added ... VI-1
6.1.1.2. Analisis Process Cycle Efficiency ... VI-3
6.1.1.3. Analisis Process Lead Time dan Process
Velocity ... VI-3
6.1.1.4. Analisis Diagram Pareto ... VI-4
6.1.1.5. Analisis Diagram Sebab Akibat ... VI-5
6.2. Pemecahan Masalah ... VI-8 6.2.1. Tahap Improve ... VI-8
6.2.1.1. People ... VI-8
6.2.1.2. Metode 5 S ... VI-12
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.3. Usulan Perbaikan ... VI-15
6.3.1. Usulan Estimasi Hasil Peningkatan Kecepatan
Proses ... VI-15
6.3.2. Usulan Estimasi Hasil Peningkatan Kualitas ... VI-20
6.3.3. Ringkasan Hasil Estimasi Sebelum dan Sesudah
Usulan Perbaikan ... VI-21
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-3
DAFTAR TABEL
TABEL HALAMAN
2.1. Tenaga Kerja dan Jumlah Tenaga Kerja ... II-14
2.2. Sistem Pembagian Jam Kerja Bagian Administrasi dan Kantor ... II-16
2.3. Sistem Pembagian Jam Kerja Bagian Produksi ... II-16
2.4. Sistem Pembagian Jam Kerja Bagian Keamanan ... II-16
2.5. Jenis Produk Parabola PT. Bintang Persada Satelit ... II-17
3.1. Nilai DPMO ... III-4
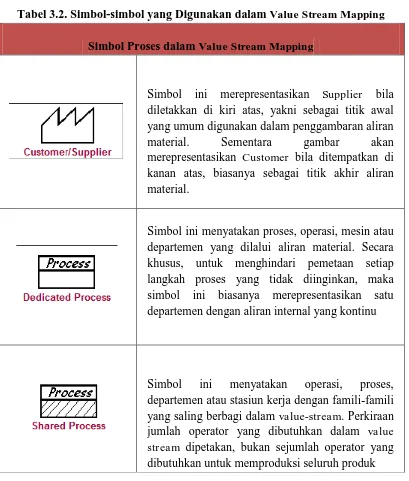
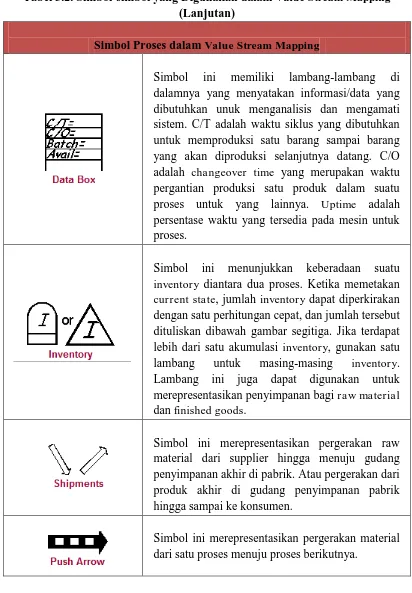
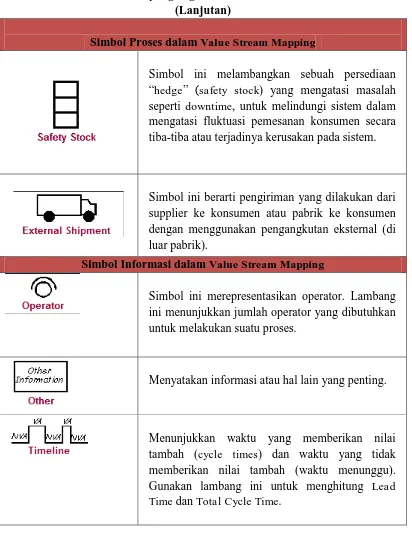
3.2. Simbol-simbol yang Digunakan dalam Value Stream Mapping ... III-25
5.1. Jumlah Permintaan Produk Parabola Selama Bulan Mei 2011 ... V-1
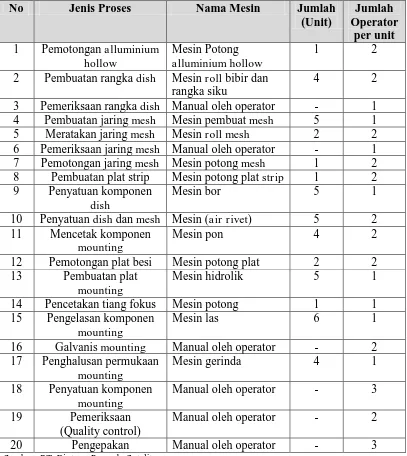
5.2. Jumlah Mesin yang Digunakan Dalam Produksi Parabola ... V-2
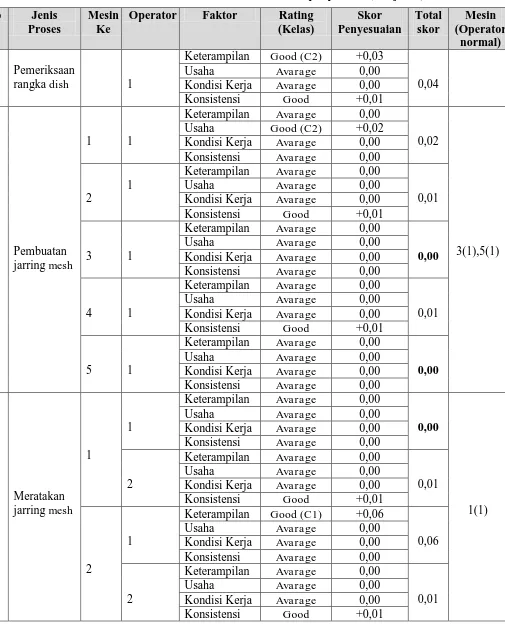
5.3. Penilaian Rating Faktor Terhadap Operator ... V-5
5.4. Waktu Siklus Pembuatan Produk Parabola Jenis 9 BP-SAT ... V-13
5.5. Waktu Muat pada Proses Pembuaatan Produk Parabola Jenis 9 BP-SAT V-16
5.6. Waktu Set-up pada Tiap Mesin ... V-16
5.7. Penetapan Allowance Terhadap Proses Produksi ... V-17
5.8. Data Atribut Kualitas pada Tahap Inspeksi I ... V-23
5.9. Data Atribut Kualitas pada Tahap Inspeksi II ... V-24
5.10. Data Atribut Kualitas pada Tahap Inspeksi III ... V-25
5.11.Rekapitulasi Uji Keseragaman Waktu Siklus Dari Setiap Proses
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.12. .Rekapitulasi Uji Keseragaman Waktu Siklus Mesin Dari Setiap
Proses Produksi Parabola... V-38
5.13. Uji Kecukupan Data Proses Ketiga ... V-40
5.14. Rekapitulasi Uji Kecukupan Data Waktu Siklus Dari Setiap Proses
Produksi Parabola ... V-41
5.15. Perhitungan Waktu Normal dan Waktu Baku pada Setiap Proses
Produksi Parabola ... V-43
5.16. Urutan Proses Kerja dan Waktu Baku ... V-45
5.17. Value Added Time dan Non Value Added Time ... V-47
5.18. Perhitungan Tingkat Sigma untuk Tahap Inspeksi I ... V-51
5.19. Perhitungan Tingkat Sigma untuk Tahap Inspeksi II ... V-52
5.20. Perhitungan Tingkat Sigma untuk Tahap Inspeksi III ... V-53
5.21. Persentase Total Kecacatan pada Tahap Inspeksi I ... V-54
5.22. Persentase Total Kecacatan pada Tahap Inspeksi II ... V-55
5.23. Persentase Total Kecacatan pada Tahap Inspeksi III ... V-56
5.24. Urutan Proses Kerja Baru pada Produksi Parabola ... V-64
5.25. Value Added Time dan Non Value Added Time Setelah Estimasi ... V-66
5.26. Hasil Estimasi Peningkatan Kualitas pada Tahap Inspeksi I ... V-69
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.28. Hasil Estimasi Peningkatan Kualitas pada Tahap Inspeksi III... V-70
6.1. Urutan Proses Kerja Baru pada Produksi Parabola ... VI-16
6.2. Proporsi Persentase Perbaikan pada Tahap Inspeksi I ... VI-20
6.3. Proporsi Persentase Perbaikan pada Tahap Inspeksi II ... VI-20
6.4. Proporsi Persentase Perbaikan pada Tahap Inspeksi III ... VI-21
DAFTAR GAMBAR
GAMBAR HALAMAN
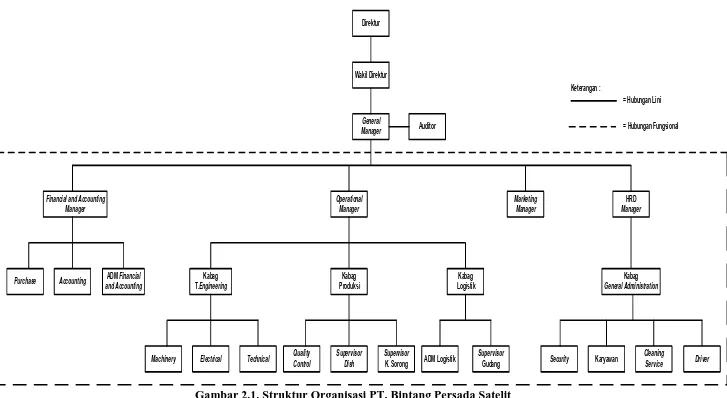
2.1. Struktur Organisasi PT. Bintang Persda Satelit ... II-4
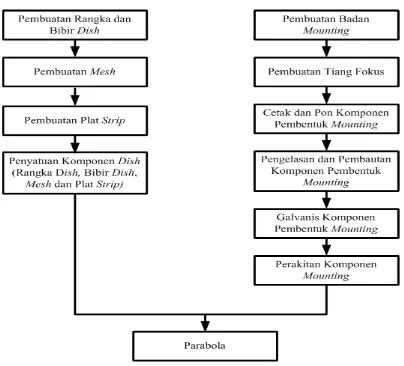
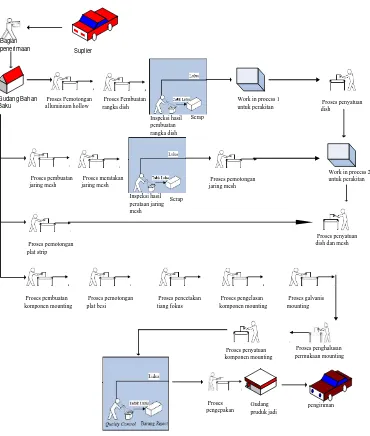
2.2. Blok Diagram Pembuatan Parabola Di PT. Bintang Persada Satelit ... II-24
3.1. Diagram SIPOC ... III-17
3.2. Diagram Pareto... III-38
3.3. Diagram Sebab Akibat ... III-39
4.1. Kerangka Konseptual Penelitian ... IV-3
4.2. Blok Diagram Prosedur Penelitian ... IV-8
5.1. Aliran Proses Pembuatan Parabola ... V-3
5.2. Histogram Jumlah Permintaan Parabola pada Bulan Mei 2011 ... V-28
5.3. Diagram SIPOC Proses Produksi Parabola Jenis 9 BP-SAT ... V-30
5.4. Value Stream Mapping untuk Proses Produksi Parabola ... V-33
5.5. Peta Kontrol Waktu Siklus Proses Ketiga ... V-35
5.6. Diagram Pareto Inspeksi I ... V-55
5.7. Diagram Pareto Inspeksi II ... V-56
5.8. Diagram Pareto Inspeksi III ... V-57
5.9. Diagram Sebab Akibat pada Atribut Potongan Tidak Rata ... V-58
5.10. Diagram Sebab Akibat pada Atribut Potongan Ukuran Tidak Pas ... V-58
5.11. Diagram Sebab Akibat pada Atribut Potongan Alluminium Patah ... V-59
5.12. Diagram Sebab Akibat pada Atribut Jaring Mesh Tidak rata ... V-59
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.14. Diagram Sebab Akibat pada Atribut Jaring Mesh Putus ... V-40
5.15. Diagram Sebab Akibat pada Atribut Batang Mounting Rusak ... V-51
5.16. Diagram Sebab Akibat pada Atribut Dish Rusak ... V-51
5.17. Diagram Sebab Akibat pada Atribut Baut Mounting Tidak Pas ... V-52
5.18. Diagram Sebab Akibat pada Atribut Mesh Rusak ... V-52
ABSTRAK
Pada masa sekarang ini sudah banyak sekali industri manufaktur yang berdiri dengan menghasilkan produk yang sejenis. Hal inilah yang mengakibatkan terjadinya persaingan yang semakin ketat antar perusahaan. Selain itu, harapan pelanggan akan produk yang dihasilkan juga semakin meningkat baik dari segi kuantitas maupun kualitas.
Parabola adalah salah satu jenis produk yang dihasilkan PT. Bintang Persada Satelit dari berbagai macam jenis produk yang dihasilkan. Pada kondisi proses produksi saat ini, di perusahaan terindikasi terjadi pemborosan (waste). Hal ini dapat dilihat dari ditemukannya produk yang cacat yang dihasilkan. Akibatnya perusahaan dapat mengalami kerugian berupa pengeluaran biaya (cost) yang akan semakin meningkat dan berdampak tidak baik terhadap kinerja perusahaan selanjutnya.
Penelitian ini bertujuan untuk memperlihatkan penggunaan metode 5S (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) dalam meminimalkan waktu proses pembuatan produk dan mengurangi waste yang terjadi. Dengan konsep Lean-Six Sigma yang merupakan integrasi antara konsep Lean dengan fokus menghilangkan waste dan perampingan proses yang tidak perlu di dalam suatu proses dengan menitikberatkan kecepatan proses dan konsep Six-Sigma yang fokus utamanya adalah untuk menekan seminimal mungkin variansi proses dan mencapai tingkat kegagalan zero defect (0%) untuk tetap mencapai kepuasan pelanggan. Tahap-tahap penelitian ini adalah define untuk mengidentifikasi masalah, measure untuk menentukan masalah yang berpengaruh di dalamnya menggunakan VALSAT untuk memilih tool yang sesuai dalam membantu menemukan critical to quality dari waste tersebut, analyze berisi tentang cause-effect diagram untuk membantu menemukan permasalahan utama penyebab terjadinya waste dan improve yaitu metode 5S untuk membantu dalam menentukan alternatif usulan perbaikan yang akan diberikan. Selanjutnya dikendalikan pada tahap control.
Dari tahap Lean-Six Sigma diketahui nilai DPMO untuk setiap tahap inspeksi I yaitu sebesar 1535 dan konversi nilai sigma- nya senilai 4,46, tahap inspeksi II yaitu sebesar 4009 dan konversi nilai sigma- nya senilai 4,16 dan tahap inspeksi III yaitu sebesar 42215 dan konversi nilai sigma- nya senilai 3,23. Dengan mengurangi waste dominan diharapkan mampu menciptakan proses produksi parabola yang lebih efektif. Berdasarkan VALSAT diperoleh nilai value stream processs yang baru dengan jumlah aktivitas didalam prosesnya adalah 33 tahap, sehingga proses produksinya menjadi lebih ramping (konsep lean), dengan perfomansi yang lebih baik (stream line). Usulan perbaikan pada tahap 5 S juga sangat membantu dalam persoalan pemilahan dan penataan tata letak yaitu berupa mesin, peralatan dan stasiun kerja yang digunakan dengan memanfaatkan kondisi di lantai produksi sebaik mungkin, pada proses pembersihan yaitu untuk menciptakan lingkungan yang sehat dan nyaman dalam melakukan pekerjaaan dan proses pemantapan dan pembiasaan berupa pekerjaan yang dilakukan secara terus-menerus dan berulang-ulang sehingga menjadi suatu kebiasaan dalam melakukan pekerjaan, produk yang dihasilkan juga akan lebih baik, tingkat kecacatan berkurang dan produktivitas kerja akan semakin meningkat.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Persaingan yang dihadapi industri manufaktur dalam hal merebut pasar
pada era globalisasi semakin tajam. Selain itu harapan pelanggan akan produk
yang dihasilkan juga semakin meningkat baik dari segi kuantitas dan kualitasnya.
Maka setiap perusahaan hendaknya secara terus-menerus meningkatkan kualitas
perusahaannya dengan selalu berusaha untuk meminimalisasi ketidaksesuaian,
pemborosan, dan meningkatkan efisiensi dari keseluruhan proses mereka.
Kenyataannya akan selalu ada ketidaksesuaian dari produk yang
dihasilkan dengan spesifikasi yang telah ditentukan dan jenis-jenis pemborosan
(waste) yang terdapat di lantai produksi. Pemborosan (waste) yang terjadi
merupakan jenis kegiatan yang tidak memberi nilai tambah (non value added)
pada proses produksi dan akan mengganggu aktifitas dilantai produksi itu sendiri.
Pemborosan (waste) yang terjadi juga menyebabkan biaya (cost) dalam
menjalankan kegiatan produksi juga akan meningkat.
PT. Bintang Persada Satelit yaitu perusahaan yang memproduksi parabola
merek BP Sat dan merek QQ. Pada proses produksinya, PT Bintang Persada
Satelit mengalami permasalahan yaitu adanya pemborosan (waste) pada proses
produksi. Pemborosan yang di alami oleh perusahaan berupa waktu menunggu
(waiting time)dan produk yang cacat (defect). Pemindahan dan waktu menunggu
sehingga menyebabkan part yang sudah siap untuk di kerjakan, namun mesin
yang akan mengerjakan part tersebut masih mengerjakan pekerjaan yang lain,
seperti pada proses perataan jaring mesh yang menggunakan mesin perataan jaring
mesh harus menuggu proses pembuatan jaring mesh selesai. hal ini akan
meningkatkan work in process (WIP) dan akhirnya mengurangi produktivitas
perusahaan dalam menghasilkan produk. Waste berupa produk cacat disebabkan
produk yang dihasilkan tidak sesuai dengan spesifikasi yang telah ditetapkan oleh
perusahaan. Seperti kecacatan pada jaring mesh yaitu mesh koyak dan mesh tidak
rata.
Persaingan di dunia usaha yang semakin tinggi menuntut setiap
perusahaan berperan sebagai penghasil nilai (value creator), dengan memperbaiki
performansinya secara terus menerus melalui peningkatan produktivitas. Adanya
pemborosan (waste) tersebut, maka akan mengakibatkan lamanya waktu produksi
yang diperlukan perusahaan untuk menghasilkan sejumlah produk sehingga
jumlah produk yang dihasilkan tidak sesuai dengan target perusahaan. Jika produk
yang dihasilkan berjumlah kecil, maka perusahaan akan kesulitan dalam
memenuhi permintaan pelanggan pada waktu yang telah ditentukan. Untuk
menghindari kejadian tersebut, perusahaan harus mempercepat waktu produksi
dan mengurangi jumlah kecacatan produk yang terjadi selama proses produksi
berlangsung. Salah satu metode yang dapat digunakan dalam pengurangan waste
tersebut adalah metode pendekatan Lean Six Sigma.
Lean adalah suatu upaya terus-menerus untuk menghilangkan pemborosan
memberikan nilai kepada pelanggan. Pendekatan dengan Lean Six Sigma
merupakan kombinasi antara Lean dan Six Sigma dapat didefenisikan sebagai
suatu filosofi bisnis, pendekatan sistemik dan sistematik untuk mengidentifikasi
dan menghilangkan pemborosan . Waste dapat didefinisikan sebagai segala
aktivitas kerja yang tidak memberikan nilai tambah dalam proses transformasi
input menjadi output sepanjang value stream. Pengurangan waste dimaksudkan
agar waktu yang digunakan dalam proses produksi adalah berupa value added
time, sehingga meningkatkan efesiensi penggunaan sumber daya dan waktu
menunggu dapat dikurangi. Six Sigma adalah upaya terus menerus (continuous
improvement efforts) untuk menurunkan variasi dari proses, agar meningkatkan
kapabilitas proses dalam menghasilkan produk (barang dan/jasa) yang bebas
kesalahan (zero defects-target minimum 3,4 Defects Per Million Opportunities
atau DPMO) dan untuk memberikan nilai kepada pelanggan (customer value).
Sementara itu, metode 5S yang terdiri dari Seiri, Seiton, Seiso, Seiketsu,
dan Shitsuke merupakan suatu metode yang melakukan perbaikan-perbaikan guna
meminimalisasi pemborosan-pemborosan yang terjadi di lantai produksi dan
ditujukan untuk membuat daerah kerja seefisien dan seproduktif mungkin guna
membangkitkan semangat karyawan dalam bekerja untuk dapat menghasilkan
produk yang berkualitas sehingga dapat memuaskan pelanggan.
1.2. Rumusan Permasalahan
Berdasarkan uraian latar belakang masalah yang telah dijelaskan
pemborosan (waste) yang di alami oleh perusahaan berupa waktu menunggu
(waiting time) dan produk cacat (defect) yang menyebabkan biaya untuk produksi
tinggi dan work in process tidak efektif.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah mengidentifikasi dan
mengeliminasi pemborosan (waste) di lantai produksi. Tujuan khusus dari
penelitian ini adalah mendapatkan suatu rancangan usulan perbaikan dengan
menggunakan pendekatan Lean Six Sigma metode DMAIC (Define, Measure,
Analyze, Improve, Control) dalam meningkatkan kecepatan proses produksi
dengan mengidentifikasi dan mengurangi kegiatan-kegiatan yang tidak bernilai
tambah (non value added activities) serta aplikasi metode 5 S untuk membantu
menyelesaikan masalah-masalah yang terjadi di lantai produksi untuk
meningkatkan waktu produksi (lead time) menjadi lebih cepat.
1.4. Asumsi dan Batasan Penelitian
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Tidak ada penambahan jenis produk baru di PT. Bintang Persada Satelit.
2. Kondisi perusahaan tidak mengalami perubahan pada proses produksi .
3. Proses produksi berlangsung secara normal.
Batasan-batasan masalah yang digunakan dalam penelitian ini antara lain:
1. Obyek penelitian yang dilakukan pada produk parabola hanya pada bagian
2. Waktu proses (waktu siklus) bernilai sama untuk setiap pekerjaan yang
melalui proses ataupun mesin-mesin yang sama karena kemampuan kerjanya
juga dianggap sama.
3. Dilakukan penggunaan metode 5S yang dikhususkan pada metode shitsuke
dan seiketshu terhadap rencana pembiasaan dan pemantapan dalam aktivitas
yang dilakukan secara terus menerus untuk melakukan pekerjaan secara
benar sehingga dapat mengurangi produk cacat dan meminimisasi biaya.
4. Obyek penelitian yang dilakukan hanya pada produk parabola jenis 9
BP-SAT karena jenis parabola tersebut paling besar jumlah permintaannya dari
konsumen.
1.5. Manfaat Penelitian
Manfaat dari penelitian ini adalah:
1. Perusahaan dapat melakukan perbaikan di lantai produksi yang ditujukan
untuk membuat daerah kerja seefisien dan seproduktif mungkin dengan
mengetahui jenis waste atau pemborosan dan ketidaksesuaian kualitas yang
dominan dan faktor penyebabnya yang dapat mempengaruhi kualitas produk
tersebut sehingga dapat dilakukan perbaikan untuk pencapaian tingkat
kualitas yang diharapkan.
2. Meningkatkan kemampuan mahasiswa dalam menerapkan teori yang
diperoleh di masa perkuliahan dengan mengaplikasikan teori tersebut di
memecahkan masalah dan menjadi salah satu langkah karir sebelum masuk
ke dunia kerja.
3. Sebagai tambahan referensi dan sumbangan pemikiran bagi para peneliti yang
ingin mengembangkan penelitian mengenai pemborosan (Waste) dan produk
cacat di suatu perusahaan dengan sebuah pendekatan metode 5 S dan Lean Six
Sigma.
1.6. Sistematika Penulisan
Adapun sistematika penulisan penelitian ini adalah sebagai berikut:
BAB I. PENDAHULUAN
Menguraikan latar belakang masalah, rumusan masalah, tujuan penelitian,
manfaat penelitian, batasan masalah, asumsi-asumsi serta sistematika penulisan
yang digunakan.
BAB II. GAMBARAN UMUM PERUSAHAAN
Menguraikan secara ringkas berbagai atribut dari perusahaan yang menjadi
obyek penelitian, antara lain : sejarah perusahaan, struktur organisasi, bidang
usaha, dan sebagainya.
BAB III. TINJAUAN PUSTAKA
Menguraikan teori-teori yang diperlukan dan mendukung untuk
menyelesaikan masalah dengan menggunakan literatur yang berkaitan dengan
BAB IV. METODOLOGI PENELITIAN
Metodologi penelitian menguraikan metode yang digunakan dalam
pengambilan data, pengolahan data, beserta langkah-langkah pemecahan masalah.
BAB V. PENGUMPULAN DAN PENGOLAHAN DATA
Mengulas pengumpulan data yang diperlukan terhadap pihak-pihak dan
proses yang terkait dengan proses produksi yang sedang diamati (tahap Define)
dan dilakukan pula pengolahan data yaitu dengan langkah-langkah implementasi
Six Sigma yang pada bab ini memuat tentang tahap Measure, Analyze, Improve,
dan Control. Kemudian dilakukan analisa terhadap hasil pengukuran dari
tahap-tahap tersebut.
BAB VI. KESIMPULAN DAN SARAN
Memberikan kesimpulan dari apa yang telah dibahas dari bab sebelumnya
dan saran-saran yang ditujukan kepada perusahaan berupa usulan sebagai bahan
pertimbangan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Umum Perusahaan
PT. Bintang Persada Satelit didirikan pada Tahun 2002 dan mulai
beroperasi pada Tahun 2003. President Director PT. Bintang Persada Satelit
bapak Susanto Lim awalnya adalah perusahaan yang memproduksi parabola
dengan merek BP Sat dan merek QQ dan lengkap dengan receivernya. Seiring
dengan berkembangnya usaha ini dengan berbagai inovasi-inovasi sesuai
perkembangan zaman, sekarang perusahaan ini mengembangkan bisnis pabrik
kereta sorong.
Pabrik PT. Bintang Persada Satelit ini beralamat di di Jalan Raya
Medan-Delitua yaitu Jalan Brigjend Hamid Gang Ladang, Perdamaian No. 34, Medan dan
memiliki kantor pemasaran di Jalan Sutomo Ujung Medan. Sampai saat ini
perusahaan memiliki tenaga kerja tetap sekitar 166 orang dan memiliki dua shift
kerja yang jumlah jam kerja setiap shift/hari sekitar 7 jam.
Orientasi pasar PT. Bintang Persada Satelit adalah ke berbagai daerah di
pulau Sumatera dan sekarang meluas hingga ke luar Sumatera yaitu pulau Jawa
dan wilayah Indonesia Bagian Timur. Perusahaan beroperasi disebuah area
dengan luas sekitar kurang lebih 1,5 Hektar yang terdiri dari beberapa bangunan
untuk mesin produksi, gudang produk, dan gudang bahan baku.
PT. Bintang Persada Satelit adalah suatu perusahaan swasta yang bergerak
dibidang industri pembuatan parabola. Dalam kegiatan proses operasinya,
parabola yang telah dihasilkan akan diuji dengan suatu sistem pengendalian mutu
baik dan ketat dari manajemen.
Parabola yang diproduksi terbagi atas dua merek, yaitu merek BP Sat dan
QQ yang masing-masing merek memiliki spesifikasi yang berbeda-beda. Selain
produksi- produksi di atas PT. Bintang Persada Satelit Medan juga menyediakan
dam melayani permintaan pembuatan kereta sorong.
2.3. Lokasi Perusahaan
PT. Bintang Persada Satelit terletak di Jalan Raya Medan-Delitua yaitu
Jalan Brigjend Hamid Gang Ladang, Perdamaian No. 34, Medan. PT. Bintang
Persada Satelit menempati areal seluas 1,5 Hektar.
2.4. Daerah Pemasaran
Produk-produk dari PT. Bintang Persada Satelit Medan, dipasarkan ke
berbagai daerah di pulau Sumatera dan sekarang meluas hingga ke wilayah pulau
Jawa dan Indonesia Bagian Timur. Masalah harga dari produk menjadi hal yang
sensitive dari pemasaran yang diberikan perusahaan dalam memasarkan
produknya masih dapat bersaing dengan perusahaan-perusahaan yang sejenis.
Struktur organisasi menggambarkan hubungan kerjasama antara dua orang
atau lebih dengan tugas yang berkaitan satu dengan yang lain untuk mencapai
tujuan tertentu yang diharapkan oleh semua pihak yang terkait didalamnya.
Struktur organisasi merupakan bagian yang penting dalam pendirian suatu
perusahaan untuk memperlancar jalannya perusahaan, sehingga pendistribusian
tugas, dan tanggung jawab serta hubungan antara satu orang dengan yang lain
menjadi jelas.
Adapun bentuk struktur organisasi yang digunakan pada PT. Bintang
Persada Satelit adalah bentuk struktur organisasi campuran lini, fungsional.
Sruktur lini merupakan struktur dimana didalamnya terdapat garis wewenang
yang menghubungkan langsung secara vertikal antara atasan dan bawahan.
Struktur fungsional merupakan struktur organisasi dimana wewenang dari
pimpinan tertinggi dilimpahkan kepada kepala bagian yang mempunyai jabatan
fungsional untuk dikerjakan kepada pelaksanan dengan keahlian khusus. Struktur
Direktur
Accounting ADM Financial andAccounting
ADM Logistik Karyawan Cleaning
Service
Struktur organisasi PT. Bintang Persada Satelit adalah berbentuk garis dan
fungsional. Bentuk atau hubungan garis ditunjukkan dengan adanya spesialisasi
atau pembagian tugas setiap unit organisasi (departemen) sehingga pelimpahan
wewenang dari pimpinan dalam bidang pekerjaan tertentu dapat langsung
dilimpahkan kepada departemen yang menangani pekerjaan tersebut. Yang
termasuk dalam hubungan garis ini adalah manajer produksi dan manajer
engineering. Hubungan fungsional dijumpai di bagian umum atau kepegawaian
dan bagian keuangan, dimana seluruh karyawan dapat berhubungan dengan
bagian ini sepanjang menyangkut fungsi kepegawaian dan keuangan.
2.5.1. Pembagian Tugas dan Tanggung jawab
Pembagian tugas dan tanggung jawab dari masing-masing jabatan dalam
PT. Bintang Persada Satelit secara garis besar dapata dilihat pada uraian di bawah
ini:
1. Direktur
Direktur adalah merupakan pimpinan puncak dari PT. Bintang Persada Satelit
yang bertugas untuk:
a. Memantau dan mengevaluasi efisiensi dan efektivitas pelaksanaan dan
hasil kegiatan perusahaan.
b. Menyusun dan merencanakan program baik jangka panjang maupun
jangka pendek serta strategis pelaksanaan.
c. Melakukan pengambilan keputusan dalam pengolahan sumber data dan
pengolahan program.
2. Wakil Direktur
a. Membantu direktur memantau dan mengevaluasi efisiensi dan efektivitas
pelaksanaan dan hasil kegiatan perusahaan.
b. Membantu direktur melakukan pengambilan keputusan dalam pengolahan
sumber data dan pengolahan program.
3. General Manager
General manager bertugas untuk :
a. Mengendalikan dan melaksanakan kebijakan umum dan tujuan umum.
b. Mengawasi dan mengontrol seluruh kegiatan operasional sehari-hari di
perusahaan.
c. Mengembangkan perusahaan dengan tanggung jawab dan wewenang dari
sumber daya yang dimiliki.
4. Auditor
Auditor bertugas untuk mengawasi dan mengontrol seluruh kegiatan general
manager di perusahaan.
5. Financialand Accounting Manager
Financial and accounting manager bertanggung jawab langsung kepada
general manager. Financial and accounting manager mempunyai tugas
sebagai berikut :
a. Merencanakan dan mengawasi perencanaan kegiatan akutansi dari
keuangan perusahaan.
b. Membantu general manager dalam melaksanakan anggaran perusahaan.
c. Memastikan bahwa semua transakasi keuangan dilakukan dengan benar
d. Memeriksa dan menganalisis data dan laporan aliran dana dan biaya
perusahaan.
Operational manager bertanggung jawab langsung kepada general manager.
Tugas - tugas dari operational manager adalah sebagai berikut:
a. Bertanggung jawab atas pelaksanaan kegiatan dalam bagian produksi.
b. Merencanakan dan mengatur produksi perusahaan agar sesuai dengan
spesifikasi dan standard mutu yang telah ditentukan.
c. Membuat laporan produksi secara periodik mengenai pemakaian bahan
dan jumlah produksi.
7. Marketing Manager
Marketing manager bertanggung jawab kepada general manager. Marketing
manager bertugas untuk hal-hal berikut:
a. Merencanakan, mengkordinir dan mengawasi kegiatan di bidang
pemasaran.
b. Merencanakan kegiatan penelitian pasar guna mendapatkan data tentang
tingkat kebutuhan konsumen dan tingkat persaingan sehingga dapat
ditentukan rencana volume penjualan kepada target pasar.
c. Menentukan kebijakan serta strategi pemasaran perusahaan yang
mencakup jenis produk yang akan di pasarkan, harga, pendistribusian dan
promosi.
d. Menentukan rencanakan anggaran biaya pemasaran.
8. HRD (Human Resource Departement) Manager
HRD (Human Resource Departement) manager bertanggung jawab kepada
general manager. HRD (Human Resource Departement) manager bertugas
untuk hal-hal berikut:
a. Menentukan dimana karyawan ditempatkan.
c. Menentukan penerimaan karyawan baru.
9. Purchase
Purchase bertanggung jawab kepada financial and accounting manager.
Purchase bertugas untuk hal-hal berikut:
a. Mengerti keperluan perusahaan sepenuhnya.
b. Meyakinkan keperluan material terpenuhi termasuk bahan baku, suku
cadang dan lain-lain.
c. Memeriksa dan menegaskan kemampuan pemasok.
10. Accounting
Accounting bertanggung jawab kepada financial and accounting manager.
Accounting bertugas untuk hal-hal berikut:
a. Mengawasi pelaksanaan kegiatan pembukuan perusahaan.
b. Menyusun laporan keuangan bulanan dan tahunan.
c. Memperhitungkan besarnya jumlah pajak yang harus dibayar oleh
perusahaan.
11. Admninistration Financial and Accounting
Admninistration financial and accounting bertanggung jawab kepada
financial and accounting manager. Admninistration financial and accounting
bertugas untuk hal-hal berikut:
a. Menyusun laporan jumlah penjualan produk ke konsumen.
b. Menyusun laporan anggaran biaya pemasaran.
c. Menentukan strategi pemasaran perusahaan menyangkut produk yang akan
12. Kepala Bagian T. Engineering
Kepala bagian T.engineering bertanggung jawab kepada operational
manager. Kepala Bagian T. Engineering bertugas untuk hal-hal berikut:
a. Merencanakan jadwal kerja mesin, kegiatan, service, kebutuhan akan suku
cadang, mesin dan peralatan.
b. Bekerja sama dengan manager produksi untuk menyusun prosedur
keselamatan dan keamanan kerja.
c. Bertanggung jawab atas perbaikan peralatan, mesin, dan fasilitas
perusahaan.
13. Kepala Bagian Produksi
Kepala bagian produksi bertanggung jawab kepada operational manager.
Kepala bagian produksi bertugas untuk hal-hal berikut:
a. Melaksanakan jadwal kerja mesin, kegiatan, service, kebutuhanakan suku
cadang, mesin dan peralatan.
b. Bekerja sama dengan manager produksi dan kepala bagian engineering
untuk menyusun prosedur keselamatan dan keamanan kerja.
c. Melaksanakan sistem pengawasan mesin dan peralatan pabrik.
d. Bertanggung jawab atas perbaikan peralatan, mesin dan fasilitas
perusahaan.
14. Kepala Bagian Logistik
Kepala bagian logistik bertanggung jawab kepada operational manager.
Kepala bagian logistik bertugas untuk hal-hal berikut:
a. Memeriksa persediaan bahan-bahan di gudang dan dilaporkan ke bagian
purchasing.
15. Kepala Bagian General Administration
Kepala bagian general administration bertanggung jawab kepada HRD
manager. Kepala bagian general administration bertugas untuk hal-hal
berikut:
a. Mencatat berapa jumlah keseluruhan karyawan di pabrik.
b. Merencanakan kegiatan pelatihan untuk karyawan.
c. Merencanakan kebutuhan personal karyawan.
16. Machinery
Machinery bertanggung jawab kepada kepala bagian T. Engineering.
Machinery bertugas untuk hal-hal berikut:
a. Melaporkan mesin yang rusak dan yang akan diganti.
b. Mengontrol peralatan-peralatan, mesin-mesin, dan peralatan produksi.
17. Electrical
Electrical bertanggung jawab kepada kepala bagian T. Engineering.
Electrical bertugas untuk hal-hal berikut:
a. Mengamati motor-motor pada pabrik jika ada yang rusak.
b. Memeriksa rangkaian listrik apakah dalam kondisi baik atau tidak.
18. Technical
Technical bertanggung jawab kepada kepala bagian T. Engineering.
Technical bertugas untuk hal-hal berikut:
a. Melakukan pengukuran mutu produk baik sebelum diproses maupun
setelah diproses.
b. Memberikan saran dan langkah berikutnya yang dilakukan atas
pengukuran waktu.
Quality Control bertanggung jawab kepada kepala bagian produksi. Quality
control bertugas untuk hal-hal berikut:
a. Membuat laporan harian Quality Control.
b. Memeriksa hasil produksi parabola
c. Bertanggung jawab atas penelitian mutu bahan baku dari produk jadi.
20. Supervisor Dish
Supervisor Dish bertanggung jawab kepada kepala bagian produksi.
Supervisor dish bertugas untuk hal-hal berikut:
a. Mengawasi jalannya mesin pembuat dish yang digunakan di lantai
produksi.
b. Mengetahui kerusakan-kerusakan pada mesin dan cara
penanggulangannya.
21. Supervisor Mounting
Supervisor kereta sorong bertanggung jawab kepada kepala bagian produksi.
Supervisor kereta sorong bertugas untuk hal-hal berikut:
a. Mengawasi jalannya mesin pembuat kereta sorong yang digunakan di
lantai produksi.
b. Mengetahui kerusakan-kerusakan pada mesin dan cara
penanggulangannya.
22. Admninistration Logistik
Admninistration logistik bertanggung jawab kepada kepala bagian logistik.
Admninistration logistik bertugas untuk membantu kepala bagian logistik
dalam memeriksa persediaan bahan-bahan di gudang dan memeriksa laporan
keluar masuk barang-barang di gudang.
Supervisor gudang bertanggung jawab kepada kepala bagian logistik.
Supervisor gudang bertugas untuk hal-hal berikut:
a. Mengkoordinir dan mengawasi pengelolaan persediaan bahan baku.
b. Membuat laporan penerimaan, persediaan, dan pengeluaran bahan.
c. Mengontrol persediaan bahan.
24. Security
Security bertugas untuk hal-hal berikut:
a. Mengawasi semua gerak gerik orang yang dianggap mencurigakan.
b. Mencatat semua tamu yang masuk.
c. Bertanggung jawab terhadap semua keamanan perusahaan.
25. Karyawan
Karyawan bertugas untuk mengerjakan pembuatan produk mulai dari bahan
baku sampai menjadi produk jadi sesuai pesanan.
26. Cleaning Service
Cleaning service bertugas untuk menjaga kebersihan di areal PT. Bintang
Persada Satelit.
27. Driver
Driver bertugas untuk sebagai distributor produk parabola ke pelanggan.
a. Menjamin bahwa kebijakan mutu, lingkungan dan SMK3 dimengerti,
diterapkan dan dipelihara di bagian SPI.
2.6. Jumlah Tenaga Kerja dan Jam Kerja 2.6.1. Jumlah Tenaga Kerja
Salah satu faktor yang mempunyai peranan penting di dalam menjalankan
Tenaga kerja yang dibutuhkan perusahaan dapat diperoleh melalui proses
recruitment (fungsi penarikan tenaga kerja). Kegiatan utama proses recruitment
adalah program penerimaan tenaga kerja, diharapkan dapat memperoleh tenaga
kerja yang dibutuhkan, baik dari segi kualitas maupun kuantitas.
PT. Bintang Persada Satelit di dalam kegiatan penerimaan dan penempatan
tenaga kerja dilakukan sendiri oleh pihak perusahaan dengan terlebih dahulu
melihat situasi yang ada, apakah perusahaan memerlukan karyawan atau tidak.
Hal ini perlu diperhitungkan mengingat efektivitas dan efisiensi yang diterapkan
perusahaan. Dalam proses penerimaan tenaga kerja, tiap-tiap bagian melapor ke
bagian personalia bahwa bagian yang ditempatinya kekurangan tenaga kerja.
Selanjutnya direktur memberikan wewenang kepada bagian personalia untuk
merekrut tenaga kerja yang dibutuhkan tersebut.
PT. Bintang Persada Satelit memperkerjakan tenaga kerja sebanyak 166
orang dengan perincian ditunjukkan pada Tabel 5.1. berikut:
Tabel 2.1. Tenaga Kerja dan Jumlah Tenaga Kerja
No. Jabatan Pendidikan Jumlah
1. Direktur Sarjana 1
2. Wakil Direktur Sarjana 1
3. General Manager Sarjana 1
4. Auditor Sarjana 1
5. Financial and Accounting
Manager Sarjana 1
6. Operational Manager Sarjana 1
7. Marketing Manager Sarjana 1
8. HRD Manager Sarjana 1
10. Accounting Sarjana / D3 4
11. ADM Financial and
Accounting Sarjana / D3 4
12. Kabag T. Engineering Sarjana / D3 1
13. Kabag Produksi Sarjana / D3 1
14. Kabag Logistik Sarjana / D3 1
Tabel 2.1. Tenaga Kerja dan Jumlah Tenaga Kerja (Lanjutan)
No. Jabatan Pendidikan Jumlah
15. Kabag General Administration Sarjana / D3 1
16. Machinery D3 2
17. Electrical D3 2
18. Technical Sarjana / D3 2
19. Quality Control Sarjana / D3 2
20. Supervisor Dish Sarjana / D3 1
21. Supervisor Mounting Sarjana / D3 1
22. ADM Logistik D3 2
23. Supervisor Gudang Sarjana / D3 1
24. Security SMA 4
25. Karyawan SMA 120
26. Cleaning Service SMA 2
27. Driver SMA 5
TOTAL 166
Sumber: PT. Bintang Persada Satelit
2.6.2. Jam Kerja
Dalam memelihara ketertiban dan kedisiplinan kerja setiap perusahaan
mengeluarkan tata tertib/peraturan kerja yang harus dipatuhi oleh setiap karyawan
Ketentuan jam kerja di PT. Bintang Persada Satelit diatur menurut aturan
shift yang ditunjukkan pada Tabel 5.2. Tabel 5.3. dan Tabel 5.4.
a. Jam kerja pada bagian administrasi dan kantor
Tabel 2.2. Sistem Pembagian Jam Kerja Bagian Administrasi dan Kantor
HARI JAM KERJA (WIB) ISTIRAHAT (WIB)
Senin – Sabtu 08.00 – 17.00 12.00 – 13.00
Sumber: PT. Bintang Persada Satelit
b. Jam kerja bagian produksi
Tabel 2.3. Sistem Pembagian Jam Kerja Bagian Produksi
HARI SHIFT
JAM KERJA (WIB)
ISTIRAHAT (WIB)
Senin – Sabtu
I 08.00 – 16.00 12.00 – 13.00 II 16.00 – 24.00 18.00 – 19.00
Sumber: PT. Bintang Persada Satelit
c. Jam kerja bagian keamanan
Tabel 2.4. Sistem Pembagian Jam Kerja Bagian Keamanan
HARI SHIFT
JAM KERJA (WIB)
Senin – Sabtu
I 07.00 – 19.00 II 19.00 – 07.00
2.7. Proses Produksi
Proses produksi adalah serangkaian kegiatan berupa cara, metode dan
teknik untuk menciptakan atau meningkatkan nilai tambah suatu barang atau jasa
dengan menggunakan sumber-sumber daya (tenaga kerja, mesin, bahan baku dan
modal) yang ada.
Pada PT. Bintang Persada Satelit, jenis proses produksinya adalah mass
production dikenal sebagai tipe produksi massal. Mass production dirancang
untuk menghasilkan produk dalam jumlah besar tetapi relatif sejenis. Mesin dan
peralatan yang digunakan dirancang untuk mampu menghasilkan produk dengan
produktivitas yang tinggi. Disisi lain, keterampilan berproduksi dari manusia
dialihkan ke mesin sehingga tidak terlalu membutuhakan skill yang tinggi dari
operator.
2.8. Standar Mutu Bahan/Produk
Produk yang dihasilkan dalam sebuah perusahaan harus memiliki standar
mutu yang akan digunakan sebagai batasan, jaminan atau kendali dalam produksi.
Produk yang dihasilkan oleh PT. Bintang Persada Satelit berupa parabola dengan
spesifikasi berikut:
Tabel 2.5. Jenis Produk Parabola PT. Bintang Persada Satelit
10 BP 147 220 220 106,5 278 53,5 175 x 120 145
Sumber: PT. Bintang Persada Sat
2.8.1. Bahan yang digunakan
Bahan bahan yang digunkan dalam proses produksi di PT. Bintang
Persada Satelit dapat dikelompokkan atas bahan baku, bahan penolong dan bahan
tambahan.
2.8.1.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses produksi
untuk menghasilkan sebuah produk. Bahan ini memiliki persentase yang relatif
besar dalam produk dibandingkan dengan bahan-bahan lainnya. Kualitas bahan
baku yang digunakan sangat menentukan kualitas produk yang dihasilkan.
PT. Bintang Persada Satelit menggunakan beberapa jenis bahan baku
antara lain aluminium coil, plat besi, pipa besi, plat strip dan aluminium hollow.
Aluminium coil digunakan untuk membuat komponen dish yang terdiri dari jaring
mesh. Plat strip dan aluminium hollow digunakan untuk membuat komponen
rangka dan bibir dish. Plat besi dan pipa besi digunakan untuk komponen
mounting.
2.8.1.2. Bahan Penolong
Bahan Penolong adalah bahan yang digunakan dalam proses produksi
mempengaruhi kualitas produk yang dihasilkan. Adapun bahan-bahan penolong
yang digunakan oleh PT. Bintang Persada Satelit antara lain:
1. Cat digunakan untuk mencetak merek parabola.
2. HCl digunakan untuk menghilangkan karat pada komponen mounting.
3. Op digunakan untuk menghilangkan sisa minyak/oli yang terdapat pada
komponen mounting.
4. Dimenson A digunakan sebagai pengilat pada komponen mounting.
5. Dimenson B digunakan untuk menghilangkan noda dan kotoran pada
komponen mounting.
6. Batang kawat las digunakan untuk menyatukan masing-masing komponen
baik komponen mounting dan komponen dish.
7. Paku tembak digunakan untuk menyatukan antara mesh satu dengan mesh
lainnya.
8. Baut digunakan untuk melekatkan setiap bagian di parabola.
Proses pembuatan parabola di PT. Bintang Persada Satelit terdiri dari
beberapa tahapan, antara lain:
1. Proses pembuatan dish yang terdiri dari proses pembuatan rangka dan bibir
dish kemudian proses pembuatan mesh dan proses pembuatan plat strip.
2. Proses pembuatan mounting
2.8.2. Uraian Proses
2.8.2.1. Proses Pembuatan Dish
Pada proses ini dish dibuat melalui beberapa tahapan-tahapan untuk
menjadi sebuah dish yang baik dan dapat digunakan. Adapun tahapan-tahapan
1. Pembuatan rangka dan bibir dish
Pembuatan rangka dan bibir dish terdiri dari beberapa tahapan, antara lain :
a. Pembuatan rangka dish
Bahan baku pembuat rangka dish yaitu aluminium hollow dipotong sesuai
ukuran mulai dari 6 sampai dengan 10 ft. Kemudian hasil potongan
aluminium hollow yang masih lurus tersebut kemudian di roll rangka sampai
bengkok, agar bisa dibentuk mengikuti kecekungan parabola. Setelah
bengkok kemudian masing-masing hasil potongan aluminium hollow yang
telah bengkok tersebut di karate untuk dapat disamakan ukuran bengkoknya.
b. Pembuatan bibir dish
Bahan baku pembuat bibir dish yaitu aluminium hollow dipotong sesuai
ukuran mulai dari 6 sampai dengan 10 ft. Kemudian hasil potongan
aluminium hollow yang masih lurus tersebut kemudian di roll rangka sampai
bengkok, agar bisa dibentuk mengikuti kecekungan parabola. Setelah
bengkok kemudian masing-masing hasil potongan aluminium hollow yang
telah bengkok tersebut di karate untuk dapat disamakan ukuran bengkoknya.
c. Pengeboran
Setelah selesai di karate untuk menyamakan bengkoknya kemudian rangka
dan bibir dish tersebut dibor. Bor terdiri dari bor 1 dan bor 3. Proses
pengeboran bor 1 digunakan untuk menyatukan mounting sedangkan
pengeboran bor 3 digunakan untuk menyatukan parabola.
Bahan baku pembuat mesh yaitu aluminium coil dibentuk menggunakan
mesin pembuat mesh. Lempengan aluminium coil dibentuk hingga menjadi
lembaran jarring-jaring mesh. Ukuran mesh disesuaikan dengan spesifikasi
parabola yang akan dibuat. Setelah menjadi jaring-jaring mesh kemudian
dimasukkan ke dalam mesin roll agar menjadi lurus. Kemudian mesh tersebut
dimasukkan ke dalam mesin potong dan dipotong menjadi dua bagian yang
akan berbentuk menjadi mesh segitiga. Setelah selesai mesh di cat untuk
pemberian merek.
3. Pembuatan plat strip
Plat strip dibuat menggunakan mesin pembentuk plat strip. Bahan baku
aluminium dibentuk sesuai spesifikasi parabola yang akan dibuat.
4. Penyatuan komponen dish
Setelah semua proses pembentuk komponen dish selesai, tahapan berikutnya
adalah penyatuan rangka dish, bibir dish, mesh dan plat strip. Rangka dan
bibir dish yang telah di bor dan di las dan membentuk empat keping bagian
dish tersebut kemudian dipasang jaring mesh. Mesh-mesh disusun diatas
empat keping bagian dish dan dipasang plat strip untuk menyatukan antara
mesh yang satu dengan mesh yang lain. Setelah itu ditembak menggunakan
paku tembak ke lubang-lubang dan kemudian dibor untuk menyatukan mesh,
plat strip dengan rangka dan bibir dish.
2.8.2.2. Proses Pembuatan Mounting
Pada proses pembutan mounting ada beberapa tahapan. Adapun
1. Pembuatan badan mounting
Badan mounting dibuat dari bahan baku plat 2 mm ukuran 120 x 240 cm.
Badan mounting terdiri dari botol siku, plat U siku, kuping siku, mounting
siku, pipa mounting, kran hidrolik, dan tiang hidrolik. Adapun komponen
pembuatan badan mounting adalah sebagai berikut :
2. Pembuatan tiang fokus
Tiang fokus dibuat sesuai ukuran spesifikasi parabola yang akan dibuat.
Bahan baku pembuat tiang fokus adalah pipa besi ukuran ¾ x 1mm x 5,7 m.
Adapun komponen pembuatan tiang fokusadalah sebagai berikut :
a. Pipa besi ukuran 5/8 x 5,7 m dipotong untuk membuat kran tiang fokus
dengan panjang 3 cm.
b. Pipa besi ukuran 3 inch x 5,7 m dipotong untuk membuat botol tiang fokus
dengan ukuran 16 cm.
c. Pipa besi ukuran 1 inch x 5,7 m dipotong untuk membuat pipa mounting
ukuran 15 cm.
d. Plat besi ukuran 2,5 m dipotong untuk membuat tapak fokus ukuran 16 x
16,5 cm.
e. Plat strip ukuran 55 x 38 5,7 m dipotong. Plat strip dibuat untuk sandaran
hidrolik dengan ukuran 18 cm. Plat strip dibentuk untuk menjadi besi siku
lubang tiga polos panjang ukuran 13,5 cm.
3. Cetak dan pon
Pada proses cetak dan pon ada beberapa komponen yang akan dicetak dan
pon. Adapun komponen yang dicetak dan pon adalah sebagai berikut :
a. Cetak dan pon pipa kran
c. Cetak dan pon pipa fokus
4. Pengelasan dan pembautan
Komponen yang telah selesai dicetak dan pon kemudian di las dan di baut
untuk menyatukan semua komponen agar membentuk sebuah mounting.
Adapun komponen yang di las dan di baut adalah sebagai berikut:
a. Botol siku
Komponen botol siku yang akan di las yaitu botol 16 cm, pegangan
kuping, plat U lubang 2, dan tutup botol kemudian di baut 2.
b. Plat U siku
Komponen plat U siku yang akan di las yaitu besi siku polos, besi siku
lubang 3, plat U lubang 4, tutup atas plat U dan tutup samping plat U.
c. Kuping siku
Komponen kuping siku yang akan di las yaitu kuping ukuran 2,5 x 5
kemudian di baut.
d. Mounting siku
Komponen mounting siku yang akan di las yaitu paha siku, pipa mounting
dan piring bawah siku.
e. Pipa mounting
Komponen pipa mounting yang akan di las yaitu pipa 1 inch x 15 cm
kemudian di baut.
f. Tiang fokus
Komponen tiang fokus yang akan di las yaitu tiang fokus semua ukuran
dan tapak fokus.
Pada proses ini semua komponen pembentuk mounting dilakukan galvanis.
Galvanis merupakan proses pembersihan komponen pembentuk mounting
dari karat dan oli/minyak yang melekat pada komponen pembentuk mounting.
Proses galvanis dimulai dari dimasukkannya komponen pembentuk mounting
ke dalam larutan Hcl untuk menghilangkan karat yang melekat pada
komponen pembentuk mounting. Kemudian setelah karatnya hilang
komponen pembentuk mounting dimasukkan ke dalam larutan Op untuk
menghilangkan oli/minyak yang melekat pada komponen pembentuk
mounting. Setelah komponen pembentuk mounting bersih kemudian
dimasukkan ke dalam larutan dimension A agar komponen pembentuk
mounting menjadi kilat.
6. Perakitan
Setelah komponen pembentuk mounting kilat maka proses selanjutnya adalah
proses perakitan. Pada proses ini semua komponen pembentuk mounting di
rakit dan disatukan.
Gambar 2.2. Blok Diagram Pembuatan Parabola di PT. Bintang Persada Satelit
2.8.3. Mesin dan Peralatan 2.8.3.1.Mesin Produksi
Adapun mesin produksi yang digunakan oleh PT. Bintang Persada Satelit
untuk mendukung kegiatan proses produksinya antara lain:
1. Mesin pembuat mesh
2. Mesin roll mesh
3. Mesin potong mesh
5. Mesin las
6. Mesin bor
7. Mesin tembak paku keling (air rivet)
8. Mesin gerinda
9. Mesin roll bibir dan rangka siku
10. Mesin bor rangka
11. Mesin potong hollow
12. Mesin potong plat
13. Mesin hidrolik
14. Mesin pon
2.8.3.2.Peralatan (Equipment)
Adapun peralatan yang digunakan oleh PT. Bintang Persada Satelit untuk
mendukung kegiatan produksinya antara lain:
1. Gergaji potong
2. Meja dish
3. Trolley
4. Forklift
BAB III
LANDASAN TEORI
3.1. Lean
Lean adalah suatu upaya terus menerus untuk menghilangkan pemborosan
(waste) dan meningkatkan nilai tambah (value added) produk (barang atau jasa)
agar memberikan nilai kepada pelanggan (customer value).1
APICS Dictionary (2005) mendefenisikan Lean sebagai suatu filosofi
bisnis yang berlandaskan pada minimisasi penggunaan sumber-sumber daya
(termasuk waktu) dalam berbagai aktivitas perusahaan. Lean berfokus pada
identifikasi dan eliminasi aktivitas-aktivitas tidak bernilai tambah (
non-value-adding activities) dalam desain, produksi (untuk bidang manufaktur) atau operasi
(untuk bidang jasa), dan supply chain management, yang berkaitan lansung
dengan pelanggan.2
Terdapat lima prinsip dasar Lean, yaitu :
1. Mengidentifikasi nilai produk (barang dan/atau jasa) berdasarkan
perspektif pelanggan, dimana pelanggan menginginkan produk (barang
dan/atau jasa) berkualitas superior, dengan harga yang kompetitif dan
penyerahan yang tepat waktu.
2. Mengidentifikasi value stream process mapping (pemetaan proses pada
value stream) untuk setiap produk (barang dan/atau jasa).
1
VincentGaspersz, The Executive Guide to Implementing Lean Six Sigma, PT. Gramedia Pustaka Utama, Jakarta, 2008, hlm.1.
2
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua
aktivitas sepanjang proses value stream itu.
4. Mengorganisasikan agar material, informasi, dan produk itu mengalir
secara lancar dan efisien sepanjang proses value stream menggunakan
sistem tarik (pull system).
5. Terus menerus mencari berbagai teknik dan alat peningkatan
(improvement tools and techniques) untuk mencapai keunggulan
(excellence) dan peningkatan terus menerus (continuous improvement).
3.2. Six Sigma
Six Sigma Motorola merupakan suatu metode atau teknik pengendalian
dan peningkatan kualitas yang diterapkan oleh perusahaan Motorola sejak tahun
1986.3 Sigma () adalah sebuah abjad Yunani yang menotasikan standar deviasi
suatu proses. Standar deviasi mengukur variasi atau jumlah sebaran suatu rata-rata
proses.
Sigma merupakan unit pengukuran statistikal yang mendeskripsikan
distribusi tentang nilai rata-rata (mean) dari setiap proses atau prosedur. Suatu
proses atau prosedur dapat mencapai lebih atau kurang dari kapabilitas Six Sigma
dapat diharapkan memiliki tingkat cacat yang tidak lebih dari beberapa ppm (part
per million).
Six Sigma adalah upaya terus menerus (continuous improvement efforts)
untuk menurunkan variasi dari proses, agar meningkatkan kapabilitas proses
dalam menghasilkan produk (barang dan/jasa) yang bebas kesalahan (zero
3
defects-target minimum 3,4 Defects Per Million Opportunities atau DPMO) dan
untuk memberikan nilai kepada pelanggan (customer value).4
Ada tiga bidang utama yamg menjadi target usaha Six Sigma, yaitu : 5
1. Meningkatkan kepuasan pelanggan
2. Mengurangi waktu siklus
3. Mengurangi defect (cacat).
Tujuan Six Sigma adalah meningkatkan kinerja bisnis dengan dengan
mengurangi berbagai variasi proses yang merugikan, mereduksi
kegagalan-kegagalan produk/proses, menekan cacat-cacat produk, meningkatkan
keuntungan, mendongkrak moral personil/karyawan, dan meningkatkan kualitas
produk pada tingkat yang maksimal.
Defects Per Million Opportunities (DPMO) atau kegagalan per sejuta
kesempatan merupakan satuan ukuran cacat terhadap kualitas produk ataupun
kualitas proses, sebab berkorelasi langsung dengan biaya dan waktu terbuang.
Dalam Six Sigma digambarkan kapabilitas proses dalam perbandingan
antara sigma dan DPMO sebagai berikut:
Tabel 3.1. Nilai DPMO
Level Sigma DPMO Persentase (%)
6 3.4 99.9997
5 233 99.977
4 6210 99.379
3 66807 93.32
2 308537 69.2%
1 690000 31%
Sumber: Gaspersz, 2002
4
Vincent Gaspersz, The Executive Guide to Implementing Lean Six Sigma, PT. Gramedia Pustaka Utama, Jakarta, 2008, hlm. 6.
5
Dengan menggunakan tabel konversi ppm dan sigma, dapat diketahui level
sigma. Cara menentukan DPMO adalah sebagai berikut :
a. Menghitung Defect per unit (DPU) :
DPU =
b. Menghitung Defect Per Total Opportunity (DPO) :
DPO =
c. Menghitung DPMO dengan terlebih dahulu menentukan probabilitas
jumlah kerusakan :
DPMO = DPO x 1.000.000
3.3. Lean Six Sigma
Lean Six Sigma merupakan salah satu aplikasi ilmu teknik untuk
meningkatkan laju perusahaan, di mana kombinasinya dengan Six Sigma
ditujukan untuk meningkatkan efisiensi dan di fokuskan pada persoalan pelanggan
selain itu dapat meminimalisasi waktu menunggu proses.
Lean Six Sigma merupakan kombinasi antara Lean dan Six Sigma dapat
didefenisikan sebagai suatu filosofi bisnis, pendekatan sistemik dan sistematik
untuk mengidentifikasi dan menghilangkan pemborosan (waste) atau
aktivitas-aktivitas yang tidak bernilai tambah (non value added activities) melalui
peningkatan terus menerus secara radikal (radical continuous improvement) untuk
mencapai tingkat kinerja enam sigma.6
6
Lean Six Sigma merupakan penggabungan antara Lean dan Six Sigma
dalam upaya peningkatan kualitas di perusahaan. Adapun alasan yang mendasari
adalah :
1. Lean berfokus pada minimasi pemborosan yang terjadi pada value stream,
namun tidak mampu memberi analisa dan kontrol secara statistik.
2. Six Sigma berfokus pada peningkatan kualitas namun kurang dalam upaya
meningkatkan kecepatan proses secara dramatis ataupun mengurangi
investasi.
Six Sigma dapat dijadikan ukuran target kinerja sistem bisnis dan industri
tentang bagaimana baiknya suatu proses transaksi produk antara pemasok dan
pelanggan. Semakin tinggi target sigma yang dicapai, kinerja sistem bisnis dan
industri akan semakin baik juga.7
Apabila Six Sigma terfokus pada mengurangi variasi dalam suatu proses,
sehingga proses/produk semaksimal mungkin berada dalam batas kontrol, maka
lean process lebih menitikberatkan pada kecepatan proses.
3.4. Metode 5S (SEIRI, SEITON, SEISO, SEIKETSU, SHITSUKE)
Metode 5S berasal dari bahasa Jepang, yaitu Seiri (Pemilah), Seiton
(Penataan), Seiso (Pembersihan), Seiketsu (Pemantapan), dan Shitsuke
(Pembiasaan). 5S bertujuan untuk membuat daerah kerja seefisien dan seproduktif
mungkin guna membangkitkan semangat karyawan dalam bekerja agar
menghasilkan produk yang berkualitas sehingga dapat memuaskan konsumen.
7