PRA RANCANGAN PABRIK
PEMBUATAN SOAP NOODLE
DENGAN KAPASITAS PRODUKSI 63.360 TON/TAHUN
TUGAS AKHIR
DISUSUN OLEH:
OKTABANI
NIM : 060405016
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan ke hadirat Tuhan Yang Maha Kuasa atas
berkat dan karuniaNya penulis dapat menyelesaikan Tugas Akhir yang berjudul:
PRA RANCANGAN PABRIK
PEMBUATAN SOAP NOODLE
DENGAN KAPASITAS PRODUKSI 63.360 TON / TAHUN
Tugas akhir ini disusun untuk melengkapi salah satu syarat mengikuti ujian sarjana pada Departemen Teknik Kimia, Fakultas Teknik, Universitas Sumatera Utara.
Dalam menyelesaikan tugas akhir ini, Penulis banyak menerima bantuan dan bimbingan dari berbagai pihak. Pada kesempatan ini juga, Penulis mengucapkan terima kasih kepada:
1. Ibu Dr. Ir. Iriany, MSi., sebagai dosen pembimbing I yang telah membimbing dan memberikan masukan serta arahan kepada penulis selama menyelesaikan tugas akhir ini.
2. Bapak Ir. Bambang Trisakti, MT, sebagai dosen pembimbing II yang telah memberikan pengarahan pada penulis selama menyelesaikan tugas akhir ini. 3. Sumardy Carniago atas kerjasamanya sebagai partner dalam penulisan tugas
akhir ini.
4. Bapak Dr. Ir. Taslim, M.Si yang telah banyak memberikan masukan kepada penulis.
5. Ibu Ir. Renita Manurung, MT, sebagai Koordinator tugas akhir.
6. Bapak Dr. Eng. Ir. Irvan, M.Si, sebagai ketua Departemen Teknik Kimia.
Terima kasih sebesar-besarnya disampaikan secara khusus kepada kedua orang tua penulis yang telah memberikan dukungan moral dan spiritual karena semua pencapaian Penulis adalah berkat keduanya.
Dalam penyusunan Tugas Akhir ini, Penulis menyadari masih banyak terdapat kekurangan. Oleh karena itu, Penulis sangat mengharapkan saran dan kritik dari pembaca yang bersifat konstruktif demi kesempurnaan penulisan ini. Akhir kata, semoga tulisan ini bermanfaat bagi kita semua. Terima Kasih.
Medan, Juli 2011 Penulis
INTISARI
Indonesia merupakan negara produsen sawit kedua terbesar di dunia setelah Malaysia. Dalam rangka meningkatkan keuntungan dari melimpahnya produksi CPO (Crude Palm Oil), diperlukan usaha untuk mengolah CPO menjadi produk hilir yang dapat memberikan nilai tambah lebih tinggi. Salah satu produk olahan CPO adalah
soap noodle. Kebutuhan soap noodle industri sabun akan semakin meningkat seiring
dengan peningkatan penduduk dunia. Di Indonesia sendiri, kebutuhan soap noodle meningkat cukup pesat dari tahun ke tahun. Ada beberapa alternatif dalam proses produksi soap noodle, di antara alternatif yang ada dipilih proses netralisasi asam lemak.
Soap noodle diproduksi dengan kapasitas 63.360 ton/tahun dengan 330 hari
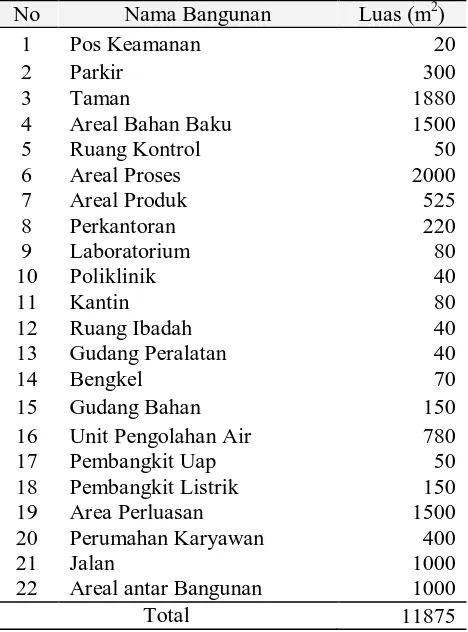
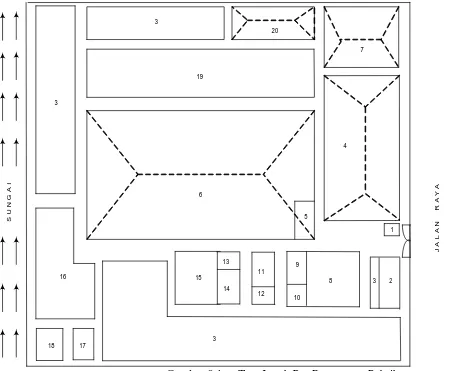
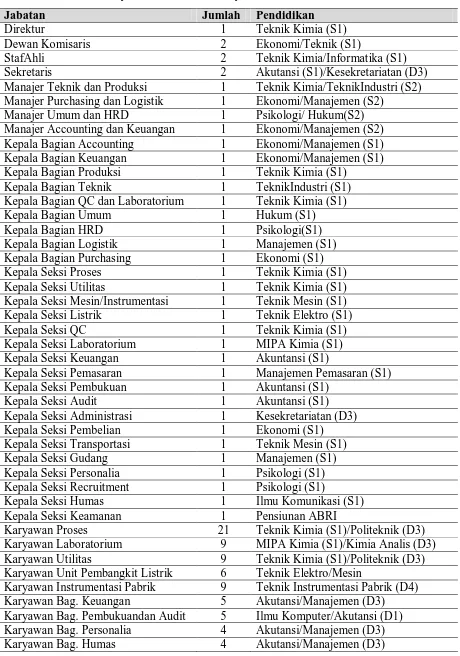
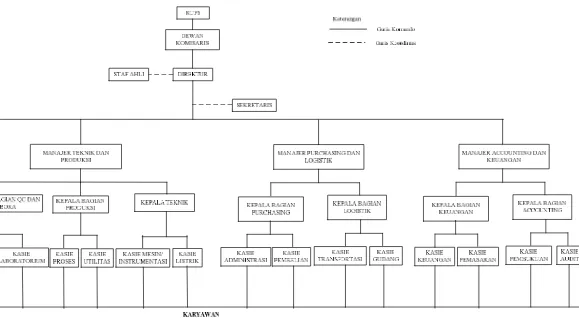
kerja dalam 1 tahun. Lokasi pabrik direncanakan di daerah Mabar, Medan Labuhan, Sumatera Utara dengan luas areal 11.875 m2, tenaga kerja yang dibutuhkan berjumlah 175 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang direktur utama dengan struktur organisasi sistem garis dan staf.
Hasil analisa ekonomi pabrik pembuatan soap noodle adalah sebagai berikut: Modal Investasi : Rp 238.985.743.224
Biaya Produksi : Rp 630.957.561.151 Hasil Penjualan : Rp 680.169.600.000 Laba Bersih : Rp 49.212.038.849 Profit Margin : 7,2%
Break Even Point : 60,49% Return of Investment : 14,35% Pay Out Time : 6,97 tahun Return on Network : 23,92% Internal Rate of Return : 24,18%
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa pabrik pembuatan
DAFTAR ISI
KATA PENGANTAR ... i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... vi
7.6 Pengolahan Limbah ... VII-11 7.7 Spesifikasi Peralatan Utilitas ... VII-12 BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1 8.1 Lokasi Pabrik ... VIII-1 8.2 Tata Letak Pabrik... VIII-3 8.3 Perincian Luas Tanah... VIII-4 BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ... IX-1 9.1 Organisasi Perusahaan ... IX-1 9.2 Manajemen Perusahaan ... IX-3 9.3 Bentuk Hukum Badan Usaha ... IX-4 9.4 Uraian Tugas, Wewenang dan Tanggung Jawab ... IX-6 9.5 Sistem Kerja ... IX-8 9.6 Jumlah Karyawan dan Tingkat Pendidikan... IX-9 9.7 Fasilitas Tenaga Kerja ... IX-10 BAB X ANALISA EKONOMI ... X-1 10.1 Modal Investasi ... X-1 10.2 Biaya Produksi Total (BPT)/Total Cost (TC) ... X-4 10.3 Total Penjualan (Total Sales) ... X-5 10.4 Bonus Perusahaan ... X-5 10.5 Perkiraan Rugi/Laba Usaha ... X-5 10.6 Analisa Aspek Ekonomi... X-5 BAB XI KESIMPULAN ... XI-1 DAFTAR PUSTAKA
LAMPIRAN A PERHITUNGAN NERACA MASSA LAMPIRAN B PERHITUNGAN NERACA PANAS
LAMPIRAN C PERHITUNGAN SPESIFIKASI PERALATAN
DAFTAR GAMBAR
Gambar 2.1 Soap Noodle ... II-1
Gambar 6.1 Instrumentasi pada Alat ... VI-4 Gambar 8.1 Tata Letak Pra Rancangan Pabrik Soap Noodle ... VIII-5 Gambar 9.1 Bagan Struktur Organisasi Perusahaan Pabrik Pembuatan
Soap Noodle ... IX-12 Gambar LD.1 Bar Screen ... ...LD-2 Gambar LE.1 Harga Peralatan untuk Tangki Penyimpanan (Storage) dan
DAFTAR TABEL
Tabel 1.1 Data kebutuhan sabun dalam negeri dan ekspor ... I-1 Tabel 2.1 Standar mutu sabun mandi ... II-1 Tabel 2.2 Komposisi asam lemak dari stearin dan PKO ... II-2 Tabel 3.1 Neraca Massa pada Static Mixer -1 (M-101) ... III-1 Tabel 3.2 Neraca Massa pada Plate Exchanger -1 (E-101) ... III-1 Tabel 3.3 Neraca Massa pada Mix Joint-1 ... III-2 Tabel 3.4 Neraca Massa pada Static Mixer -2 (M-102) ... III-2 Tabel 3.5 Neraca Massa pada Plate Exchanger -2 (E-102) ... III-2 Tabel 3.6 Neraca Massa pada Homogenizer -1 (M-201) ... III-2 Tabel 3.7 Neraca Massa pada Plug Flow Reactor (R-201) ... III-3 Tabel 3.8 Neraca Massa pada Homogenizer -2 (M-202) ... III-3 Tabel 3.9 Neraca Massa pada Vacuum Spray Dryer (D-301) ... III-4 Tabel 3.10 Neraca Massa pada Cyclone Separator -1 (FG-301) ... III-4 Tabel 3.11 Neraca Massa pada Cyclone Separator -2 (FG-302) ... III-4 Tabel 3.12 Neraca Massa pada Steam Ejector (L-301) ... III-5 Tabel 4.1 Neraca Panas pada Plate Exchanger -1 (E-101) ... IV-1 Tabel 4.2 Neraca Panas pada Plate Exchanger -2 (E-102) ... IV-1 Tabel 4.3 Neraca Panas pada Plug Flow Reactor (R-201) ... IV-1 Tabel 4.4 Neraca Panas pada Vacuum Spray Dryer (D-301) ... IV-2 Tabel 6.1 Daftar Instrumentasi Pada Pra Rancangan Pabrik Pembuatan
Tabel LC.12 Fraksi, Densitas dan Viskositas Komponen pada Suhu 118,6 oC ... ... LC-36 Tabel LC.13 Densitas dan Viskositas Sabun dan EDTA ... LC-39 Tabel LC.14 Perhitungan Pompa-2 sampai Pompa-13 (J-102 – J-202) ... LC-56 Tabel LD.1 Perhitungan Pompa Utilitas -2 sampai Pompa Utilitas -16 (PU-02 –
PU-16)... LD-27 Tabel LE.1 Perincian Harga Bangunan, dan Sarana Lainnya ... LE-1 Tabel LE.2 Harga Indeks Marshall dan Swift ... LE-3 Tabel LE.3 Estimasi Harga Peralatan Proses ... LE-6 Tabel LE.4 Estimasi Harga Peralatan Utilitas dan Pengolahan Limbah ... LE-7 Tabel LE-5 Biaya Sarana Transportasi ... LE-9 Tabel LE.6 Perincian Gaji Pegawai ... LE-13 Tabel LE.7 Perincian Biaya Kas ... LE-15 Tabel LE.8 Perincian Modal Kerja ... LE-16 Tabel LE.9 Aturan depresiasi sesuai UU Republik Indonesia No.17
INTISARI
Indonesia merupakan negara produsen sawit kedua terbesar di dunia setelah Malaysia. Dalam rangka meningkatkan keuntungan dari melimpahnya produksi CPO (Crude Palm Oil), diperlukan usaha untuk mengolah CPO menjadi produk hilir yang dapat memberikan nilai tambah lebih tinggi. Salah satu produk olahan CPO adalah
soap noodle. Kebutuhan soap noodle industri sabun akan semakin meningkat seiring
dengan peningkatan penduduk dunia. Di Indonesia sendiri, kebutuhan soap noodle meningkat cukup pesat dari tahun ke tahun. Ada beberapa alternatif dalam proses produksi soap noodle, di antara alternatif yang ada dipilih proses netralisasi asam lemak.
Soap noodle diproduksi dengan kapasitas 63.360 ton/tahun dengan 330 hari
kerja dalam 1 tahun. Lokasi pabrik direncanakan di daerah Mabar, Medan Labuhan, Sumatera Utara dengan luas areal 11.875 m2, tenaga kerja yang dibutuhkan berjumlah 175 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang direktur utama dengan struktur organisasi sistem garis dan staf.
Hasil analisa ekonomi pabrik pembuatan soap noodle adalah sebagai berikut: Modal Investasi : Rp 238.985.743.224
Biaya Produksi : Rp 630.957.561.151 Hasil Penjualan : Rp 680.169.600.000 Laba Bersih : Rp 49.212.038.849 Profit Margin : 7,2%
Break Even Point : 60,49% Return of Investment : 14,35% Pay Out Time : 6,97 tahun Return on Network : 23,92% Internal Rate of Return : 24,18%
Dari hasil analisa aspek ekonomi dapat disimpulkan bahwa pabrik pembuatan
BAB I
PENDAHULUAN
1.1.Latar Belakang
Sebagai negara yang sedang berkembang, bangsa Indonesia memiliki kewajiban untuk melaksanakan pembangunan di segala bidang. Salah satunya adalah pembangunan di sektor ekonomi, yang sedang digiatkan oleh pemerintah untuk mencapai kemandirian perekonomian nasional. Untuk mencapai tujuan ini pemerintah menitikberatkan pada pembangunan di sektor industri. Untuk itu proses industri lebih dimantapkan guna mendukung berkembangnya industri sebagai penggerak utama peningkatan laju pertumbuhan ekonomi dan perluasan lapangan kerja.
Di antara subsektor industri yang pembangunannya berkembang dengan pesat adalah subsektor industri oleokimia. Hal ini terjadi karena kebutuhan akan barang-barang hasil industri oleokimia terus meningkat sejalan dengan perkembangan pembangunan itu sendiri. Salah satu jenis produksi industri oleokimia yang dibutuhkan dan pemakaiannya terus meningkat akibat permintaan semakin banyak adalah soap noodle. Soap noodle merupakan bahan baku dalam pembuatan sabun. Pada pra rancangan pabrik ini, pembuatan soap noodle dilakukan dengan menggunakan bahan baku berupa fatty acid. Untuk menghasilkan soap noodle berkualitas baik dan harga murah maka bahan baku diperoleh dengan mencampurkan
fatty acid dari stearin dan fatty acid dari PKO (Palm Kernel Oil). Kebutuhan sabun di
Negara Indonesia untuk berbagai keperluan selama kurun waktu 2003 – 2007 dapat dilihat pada Tabel 1.1.
Tabel 1.1 Data kebutuhan sabun dalam negeri dan ekspor
Tahun Kebutuhan dalam negeri (Ton) Kebutuhan ekspor (Ton)
2003 689.456 120.000
2004 849.736 155.000
2005 986.569 189.000
2006 1.068.789 229.000
2007 1.198.678 284.000
Berdasarkan tabel di atas dapat disimpulkan bahwa kebutuhan akan soap
noodle terus meningkat dari tahun ke tahun. Oleh karena itu, dengan adanya pabrik
pembuatan soap noodle ini diharapkan dapat memenuhi kebutuhan sabun baik di dalam maupun di luar negeri.
1.2.Perumusan Masalah
Mengingat kebutuhan soap noodle yang semakin meningkat, mendorong untuk dibuat suatu perancangan pabrik pembuatan soap noodle dari fatty acid.
1.3.Tujuan Perancangan
Tujuan perancangan ini adalah untuk menerapkan disiplin ilmu Teknik Kimia, khususnya di bidang rancang, proses, dan operasi teknik kimia, sehingga memberikan gambaran kelayakan Pra Rancangan Pabrik Pembuatan Soap Noodle ini.
1.4.Manfaat
BAB II
TINJAUAN PUSTAKA
2.1 Soap Noodle
Sama halnya dengan sabun, soap noodle adalah garam alkali dari asam lemak dan alkali seperti natrium hidroksida melalui reaksi saponifikasi. Soap noodle dapat dibuat dari minyak nabati (minyak kelapa, minyak kelapa sawit, olive oil), lemak bintang (tallow), dan minyak ikan (anchovy dan sardine).
Gambar 2.1 Soap Noodle
Soap noodle merupakan bentuk paling dasar dari sabun. Untuk membentuk
sabun, soap noodle ditambahkan pewarna, pewangi, dan komponen lain. Kemudian digemburkan dan dicetak menjadi sabun mandi (toilet soap). Standar mutu sabun mandi sesuai SNI 06-3532-1994 dapat dilihat pada Tabel 2.1.
Tabel 2.1 Standar mutu sabun mandi
No. Uraian Tipe I
Jumlah asam lemak (%) Alkali bebas
Keterangan tabel 2.1:
Tipe I (sabun padat) dengan menggunakan NaOH Tipe II (sabun cair) dengan menggunakan KOH
2.2 Bahan Baku
Sabun terdiri dari asam lemak dengan rantai karbon dari 12 sampai 18. Rantai pendek seperti asam laurat meningkatkan kelarutan dan menghasilkan banyak busa tetapi kemampuan membersihkan kurang. Rantai yang lebih panjang seperti asam palmitat mempunyai kemampuan membersihkan yang bagus tetapi kelarutan kurang dan busa yang dihasilkan sedikit (Spitz, 1996).
Bahan baku yang digunakan adalah asam lemak dari stearin dan asam lemak dari PKO (Palm Kernel Oil). Untuk menghasilkan sabun yang mepunyai kemampuan membersihkan, kekerasan, dan busa yang seimbang maka campuran yang digunakan adalah 80% dari stearin dan 20% dari PKO (Lab. PT Nubika Jaya, 2010). Tabel 2.2 menunjukkan komposisi asam lemak dari stearin dan PKO.
Tabel 2.2 Komposisi asam lemak dari stearin dan PKO
Jenis asam lemak Stearin PKO
C12 : 0 0 52,9
C14 : 0 0 15,6
C16 : 0 51,6 12,5
C18 : 0 6,8 3,8
C18 : 1 34,9 13,3
C18 : 2 6,1 1,7
Other 0,6 0,2
(Lab. PT Nubika Jaya, 2010)
2.3 Sifat-Sifat Bahan Baku dan Produk
2.3.1 Sifat-Sifat Bahan Baku
A. Asam lemak dari stearin
Asam lemak ini diperoleh dari proses splitting dan distilasi stearin. Adapun sifat-sifat asam lemak ini adalah sebagai berikut:
1. Bentuk fisik pada 20oC : Padatan
5. Flash point : >182oC 6. Tidak larut dalam air
(Lab. PT Nubika Jaya, 2010)
B. Asam lemak dari PKO
Asam lemak ini diperoleh dari proses splitting dan fraksinasi PKO. Adapun sifat-sifat asam lemak ini adalah sebagai berikut:
1. Bentuk fisik pada 20oC : Cair
2. Bau : Tengik
3. Titik didih : >200oC pada 760 mmHg 4. Flash point : >154oC
5. Tekanan uap : <1 mmHg pada 22oC 6. Massa jenis : 0,85 g/ml pada 30oC 7. Titik lebur : 24-28oC
8. Tidak larut dalam air (Lab. PT Nubika Jaya, 2010)
C. Natrium Hidroksida (NaOH)
Natrium hidroksida berperan sebagai reaktan pada reaksi penyabunan dengan asam lemak. Adapun sifat-sifat natrium hidroksida adalah sebagai berikut:
1. Bentuk fisik : Padatan
2. Warna : Putih
3. Titik lebur : 318,4oC 4. Titik didih :1390 oC 5. Berat Molekul : 40 g/mol
6. Massa jenis 50% (m) : 1,5253 g/ml pada 20oC 7. ΔHfo : -101,46 kcal/mol pada 25oC
D. Gliserin (C3H8O3)
Gliserin digunakan sebagai zat tambahan yang berfungsi sebagai pelembab pada soap noodle. Adapun sifat-sifat gliserin adalah sebagai berikut:
1. Warna : Tidak berwarna
2. Bentuk fisik : Cair 3. Titik lebur : 17,9oC 4. Titik didih : 290oC 5. Berat molekul : 92,09 g/mol
6. Tekanan uap : 760 mmHg pada 290oC 7. Massa jenis : 1,262 g/ml
8. ΔHfo : 139,8 kcal/mol pada 25oC
9. Cp pada 30oC : 2,406 kJ/kg.K 10.Larut dalam air dan alkohol
11.Tidak larut dalam eter (Perry, 1997; Reklaitis, 1942)
E. EDTA (Etilen Diamin Tetra Asetat)
EDTA berfungsi sebagai antioksidan pada soap noodle yang memperlambat proses oksidasi pada rantai alkil tak jenuh. Adapun sifat-sifat EDTA adalah sebagai berikut:
1. Bentuk fisik : Tepung
2. Warna : Putih
3. Titik lebur : 400oC
4. Massa jenis 10% (m) : 1,07 g/ml pada 25oC 5. Larut dalam air
6. Larut dalam pelarut polar (BASF Corporation, 2008)
F. Natrium Klorida (NaCl)
Natrium klorida digunakan untuk menambah kekerasan pada sabun. Adapun sifat-sifat natrium klorida adalah sebagai berikut:
2. Warna : Tidak berwarna 3. Titik lebur : 800,4oC
4. Titik didih : 1413oC 5. Berat molekul : 58,45 g/mol
6. Massa jenis 20% (m) : 1,145 g/ml pada 25oC 7. Kapasitas panas 9,09% (mol) : 0,81 cal/goC pada 20oC 8. ΔHfo : -98,32 kcal/mol pada 25oC
9. Larut dalam air (Perry, 1997)
G. Air (H2O)
Air digunakan untuk melarutkan NaCl dan mengurangi viskositas sehingga memudahkan sirkulasi dalam reaktor. Adapun sifat-sifat air adalah sebagai berikut:
1. Bentuk fisik : Cair pada suhu kamar
2. Warna : Tidak berwarna
3. Bau : Tidak berbau
4. Titik lebur : 0oC pada 1 atm 5. Titik didih : 100oC pada 1 atm 6. Massa jenis : 0,995 (gr/L) pada 30oC 7. Berat molekul : 18 gr/mol
8. ΔHfo : -57,8 kcal/mol pada 25oC
9. ΔHVL : -9,717 kcal/mol pada 100oC
10.Kapasitas panas : 4,179 J/goC pada 25oC (Perry, 1997)
2.3.2 Sifat-sifat Produk
Sifat-sifat dari Soap Noodle:
1. Bentuk fisik : Padatan (Pelet)
2. Warna : Putih
6. Flash point : 300oC 7. Larut dalam air
(Lab. PT Nubika Jaya, 2010)
2.4 Proses-proses Pembuatan Soap Noodle
Berdasarkan bahan baku yang digunakan maka ada tiga proses untuk membuat sabun, yaitu proses saponifikasi trigliserida, netralisasi asam lemak, dan saponifikasi metil ester.
2.4.1 Proses Saponifikasi Trigliserida
Proses ini merupakan proses yang paling umum dalam membuat sabun. Pada saat ini telah digunakan proses saponifikasi trigliserida system kontinu menggantikan system batch. Reaksi yang terjadi di proses ini adalah :
Proses saponifikasi trigliserida ini mereaksikan trigliserida dengan basa alkali (NaOH) untuk membentuk sabun dan gliserol. Kemudian hasil reaksi dipisahkan menggunakan separator berdasarkan prinsip perbedaan densitas. Selanjutnya sabun ditambahkan aditif seperti EDTA yang berfungsi sebagai antioksidan. Tahap berikutnya adalah proses pengeringan sabun dan penyimpanan.
2.4.2 Proses Netralisasi Asam Lemak
Proses ini menggunakan asam lemak sebagai pengganti trigliserida. Pada proses ini tidak menghasilkan gliserol melainkan menghasilkan air sebagai produk samping. Reaksi yang terjadi di proses ini adalah :
RCOOH + NaOH RCOONa + H2O
Asam Lemak Natrium Hidroksida Sabun Air
bahan baku dalam pembuatan sabun. Asam lemak direaksikan dengan basa alkali (NaOH) untuk membentuk sabun dan air. Selanjutnya sabun dikeringkan dengan
drier dan disimpan.
2.4.3 Proses Saponifikasi Metil Ester
Dalam proses ini, trigliserida direaksikan dengan metanol melalui reaksi esterifikasi dengan bantuan katalis. Reaksinya adalah sebagai berikut :
Kemudian metil ester direaksikan dengan basa alkali (NaOH) menghasilkan sabun dan metanol. Metanol dalam campuran dipisahkan dengan menggunakan flash drum. Selanjutnya sabun dikeringkan dalam pengering vakum dan disimpan. Reaksi saponifikasi metil ester adalah sebagai berikut :
RCOOCH3 + NaOH RCOONa + CH3OH
Metil ester Natrium Hidroksida Sabun Metanol
2.5 Seleksi Proses
Pembuatan soap noodle dengan proses saponifikasi trigliserida membutuhkan separator untuk memisahkan sabun dari gliserin yang terbentuk. Konversi dengan proses ini lebih dari 99,5% (Spitz, 1996).
Pembuatan soap noodle dari metil ester tidak pernah digunakan dalam industri sebab tidak menguntungkan dari sisi ekonomi. Trigliserida terlebih dahlulu harus diproses menjadi metil ester, dimana proses ini memerlukan biaya yang cukup tinggi dan metil ester juga sudah merupakan produk dengan nilai jual tinggi.
2.6 Deskripsi Proses
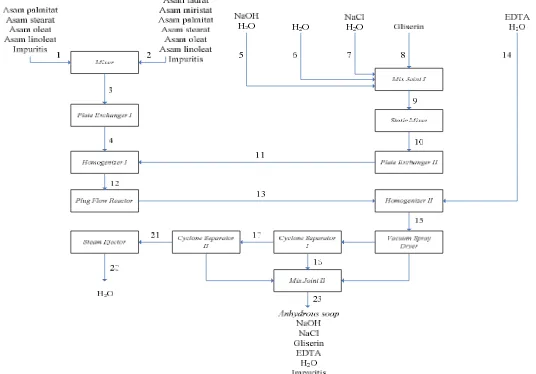
Proses pembuatan soap noodle terdiri dari tiga tahap, yaitu tahap persiapan umpan, tahap reaksi netralisasi, dan tahap pengeringan.
2.6.1 Tahap Persiapan Umpan
Asam lemak dari stearin dan asam lemak dari PKO dicampur di dalam feed
tank dengan komposisi massa 80% dan 20%. Campuran asam lemak dimasukkan ke
dalam heat exchanger dan dipanaskan menggunakan steam sampai suhu 70oC sebelum dimasukkan ke homogenizer. NaOH yang digunakan adalah NaOH 48% massa berbentuk cairan. Garam dilarutkan dengan air sampai konsentrasi 20% massa. EDTA dilarutkan dengan dengan air sampai konsentrasi 25%. Selanjutnya NaOH, air, larutan garam, dan gliserin dicampur dalam static mixer. Kemudian dipanaskan dengan heat exchanger sampai suhu 70oC sebelum dimasukkan ke
homogenizer.
2.6.2 Tahap Reaksi Netralisasi
Dalam homogenizer asam lemak, NaOH, air, garam, dan gliserin diaduk merata. Kemudian campuran dari homogenizer dimasukkan ke dalam reaktor yang diberi jaket pemanas untuk menaikkan temperatur sampai 120oC. Tekanan dalam reaktor berkisar 2-3 bar. Reaktor dilengkapi circulation loop yang bertindak sebagai pengaduk dalam reaktor. Hasil reaksi dan EDTA dikirim ke homogenizer untuk memastikan sabun yang terbentuk homogen. Selanjutnya sabun dikirim ke vacuum
spray chamber untuk dikeringkan.
2.6.3 Tahap Pengeringan
BAB III
NERACA MASSA
Hasil perhitungan neraca massa pada proses pembuatan soap noodle dengan perincian sebagai berikut:
Kapasitas produksi : 63.360 ton/tahun atau 8000 kg/jam Waktu bekerja / tahun : 330 hari
Satuan operasi : kg/jam
3.1 Static Mixer-1(M-101)
Tabel 3.1 Neraca Massa pada Static Mixer-1 (M-101)
Komponen Masuk (kg/jam) Keluar
(kg/jam) Alur 1 Alur 2 Alur 3
CH3-(CH2)10-COOH 674,3293 674,3293
CH3-(CH2)12-COOH 198,8570 198,8570
CH3-(CH2)14-COOH 2631,0313 159,3406 2790,3719
CH3-(CH2)16-COOH 346,7251 48,4395 395,1646
CH3-(CH2)14-CH=CH-COOH 1779,5154 169,5384 1949,0537
CH3-(CH2)4-CH=CH-CH2
-CH=CH-(CH2)7-COOH 311,0328 21,6703 332,7031
Impuritis 30,5934 2,5494 33,1428
Total 6373,6225 6373,6225
3.2 Plate Exchanger-1 (E-101)
Tabel 3.2 Neraca Massa pada Plate Exchanger-1 (E-101)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 3 Alur 4
CH3-(CH2)10-COOH 674,3293 674,3293
CH3-(CH2)12-COOH 198,8570 198,8570
CH3-(CH2)14-COOH 2790,3719 2790,3719
CH3-(CH2)16-COOH 395,1646 395,1646
CH3-(CH2)14-CH=CH-COOH 1949,0537 1949,0537
CH3-(CH2)4-CH=CH-CH2-CH=CH-(CH2)7
-COOH 332,7031 332,7031
Impuritis 33,1428 33,1428
3.3 Mix Joint-1
Tabel 3.3 Neraca Massa pada Mix Joint-1
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 5 Alur 6 Alur 7 Alur 8 Alur 9
NaOH 977,5592 977,5592
H2O 1059,0224 415,7776 160,0000 1634,8000
NaCl 40,0000 40,0000
Gliserin 36,0000 36,0000
Total 2688,3592 2688,3592
3.4 Static Mixer-2 (M-102)
Tabel 3.4 Neraca Massa pada Static Mixer-2 (M-102)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 9 Alur 10
NaOH 977,5592 977,5592
H2O 1634,8000 1634,8000
NaCl 40,0000 40,0000
Gliserin 36,0000 36,0000
Total 2688,3592 2688,3592
3.5 Plate Exchanger-2 (E-102)
Tabel 3.5 Neraca Massa pada Plate Exchanger-2 (E-102)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 10 Alur 11
NaOH 977,5592 977,5592
H2O 1634,8000 1634,8000
NaCl 40,0000 40,0000
Gliserin 36,0000 36,0000
Total 2688,3592 2688,3592
3.6 Homogenizer-1 (M-201)
Tabel 3.6 Neraca Massa pada Homogenizer-1 (M-201)
Komponen Masuk (kg/jam)
Keluar (kg/jam) Alur 4 Alur 11 Alur 12
NaOH 977,5592 977,5592
H2O 1634,8000 1634,8000
NaCl 40,0000 40,0000
Gliserin 36,0000 36,0000
Impuritis 33,1428 33,1428
Total 9061,9816 9061,9816
3.7 Plug Flow Reactor (R-201)
Tabel 3.7 Neraca Massa pada Plug Flow Reactor (R-201)
Komponen Masuk (kg/jam) Keluar (kg/jam) Alur 12 Alur 13
Anhydrous soap 6877,2572
CH3-(CH2)10-COOH 674,3293
Gliserin 36,0000 36,0000
Impuritis 33,1428 33,1428
Total 9061,9816 9061,9816
3.8 Homogenizer-2 (M-202)
Tabel 3.8 Neraca Massa pada Homogenizer-2 (M-202)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 13 Alur 14 Alur 15
Anhydrous soap 6877,2572 6877,2572
NaOH 1,6000 1,6000
H2O 2073,9816 36,0000 2109,9816
NaCl 40,0000 40,0000
Gliserin 36,0000 36,0000
EDTA 12,0000 12,0000
Impuritis 33,1428 33,1428
3.9 Vacuum Spray Dryer (D-301)
Tabel 3.9 Neraca Massa pada Vacuum Spray Dryer-1 (D-301)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 15 Alur 16 Alur 17
Anhydrous soap 6877,2572 6670,9394 206,3177
NaOH 1,6000 1,5520 0,0480
H2O 2109,9816 970,0000 1139,9816
NaCl 40,0000 38,8000 1,2000
Gliserin 36,0000 34,9200 1,0800
EDTA 12,0000 11,6400 0,3600
Impuritis 33,1428 32,1486 0,9943
Total 9109,9816 9109,9816
3.10 Cyclone Separator-1 (FG-301)
Tabel 3.10 Neraca Massa pada Cyclone Separator-1 (FG-301)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 17 Alur 18 Alur 19
Anhydrous soap 206,3177 137,5451 68,7726
NaOH 0,0480 0,0320 0,0160
H2O 1139,9816 20,0000 1119,9816
NaCl 1,2000 0,8000 0,4000
Gliserin 1,0800 0,7200 0,3600
EDTA 0,3600 0,2400 0,1200
Impuritis 0,9943 0,6629 0,3314
Total 1349,9816 1349,9816
3.11 Cyclone Separator-2 (FG-302)
Tabel 3.11 Neraca Massa pada Cyclone Separator-2 (FG-302)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 19 Alur 20 Alur 21
Anhydrous soap 68,7726 68,7726
NaOH 0,0160 0,0160
H2O 1119,9816 10,0000 1109,9816
NaCl 0,4000 0,4000
Gliserin 0,3600 0,3600
EDTA 0,1200 0,1200
Impuritis 0,3314 0,3314
3.12 Steam Ejector (L-301)
Tabel 3.12 Neraca Massa pada Steam Ejector (L-301)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 21 Alur 22
H2O 1109,9816 1109,9816
BAB IV
NERACA PANAS
Basis perhitungan : 1 jam
Satuan operasi : Joule/jam (J/jam) Temperatur Basis : 30 oC (303,15 K)
4.1 Plate Exchanger-1 (E-101)
Tabel 4.1 Neraca Panas pada Plate Exchanger-1 (E-101)
Komponen Alur masuk (J/jam) Alur keluar (J/jam)
Umpan 300899902,2553 -
Produk - 607263466,9550
Steam 306363564,6997 -
Total 607263467 607263466,9550
4.2 Plate Exchanger-2 (E-102)
Tabel 4.2 Neraca Panas pada Plate Exchanger-2 (E-102)
Komponen Alur masuk (J/jam) Alur keluar (J/jam)
Umpan 0 -
Produk - 327271039,0027
Steam 327271039,0027 -
Total 327271039,0027 327271039,0027
4.3 Plug Flow Reactor (R-201)
Tabel 4.3 Neraca Panas pada Plug Flow Reactor (R-201)
Komponen Alur masuk (J/jam) Alur keluar (J/jam)
Umpan 934534505,9577 -
Produk - 2354368089,1879
Panas reaksi 1429194,6128 -
Steam 1418404388,6174 -
4.4 Vacuum Spray Dryer (D-301)
Tabel 4.4 Neraca Panas pada Vacuum Spray Dryer (D-301)
Komponen Alur masuk (J/jam) Alur keluar (J/jam)
Umpan 2354368089,1879 -
Produk - 2760266544,5862
Steam 405898455,3984 -
BAB V
SPESIFIKASI PERALATAN
1. Tangki Penyimpanan Stearin (TT-101)
Fungsi : menyimpan stearin untuk kebutuhan selama 3 hari Bentuk : silinder vertikal dengan dasar datar dan tutup datar Bahan konstruksi : Carbon Steel SA-285 grade C
Jenis sambungan : Double welded butt joints Jumlah : 1 unit
Kapasitas : 485,2744 m3 Kondisi penyimpanan:
- Temperatur : 60 °C - Tekanan : 1 atm Kondisi fisik:
Diameter : 7,9067 m Tinggi shell : 9,8834 m Tebal shell : 7/16 in
Tinggi tutup : 0,0825 m Tebal tutup : 7/16 in
Jenis insulasi : wool Tebal insulasi : 1 in Sistem pemanas:
Jenis pemanas : pengatur suhu dan koil pemanas Jumlah koil : 4
OD : ½ in
BWG : 12
Bentuk : U-tube Panjang : 20 ft
2. Tangki Penyimpanan PKO (TT-102)
Bahan konstruksi : Carbon Steel SA-285 grade C Jenis sambungan : Double welded butt joints Jumlah : 1 unit
Kapasitas : 124,1732 m3 Kondisi penyimpanan:
- Temperatur : 30 °C - Tekanan : 1 atm Kondisi fisik:
Diameter : 5,0197 m Tinggi shell : 6,2746 m Tebal shell : ¼ in Tinggi tutup : 0,0635 m Tebal tutup : ¼ in
3. Tangki Penyimpanan NaOH (TT-103)
Fungsi : menyimpan NaOH untuk kebutuhan selama 30 hari Bentuk : silinder vertikal dengan dasar datar dan tutup datar Bahan konstruksi : Carbon Steel SA-285 grade C
Jenis sambungan : Double welded butt joints Jumlah : 3 unit
Kapasitas : 391,1932 m3 Kondisi penyimpanan:
- Temperatur : 30 °C - Tekanan : 1 atm Kondisi fisik:
4. Tangki Penyimpanan NaCl (TT-105)
Fungsi : menyimpan NaCl untuk kebutuhan selama 30 hari Bentuk : silinder vertikal dengan dasar datar dan tutup datar Bahan konstruksi : Stainless Steel SA-240 grade 304
Jenis sambungan : Double welded butt joints Jumlah : 1 unit
Kapasitas : 144,9009 m3 Kondisi penyimpanan:
- Temperatur : 30 °C - Tekanan : 1 atm Kondisi fisik:
Diameter : 5,2847 m Tinggi shell : 6,6059 m Tebal shell : ¼ in Tinggi tutup : 0,0635 m Tebal tutup : ¼ in
5. Tangki Penyimpanan Gliserin (TT-106)
Fungsi : menyimpan gliserin untuk kebutuhan selama 30 hari Bentuk : silinder vertikal dengan dasar datar dan tutup datar Bahan konstruksi : Carbon Steel SA-285 grade C
Jenis sambungan : Double welded butt joints Jumlah : 1 unit
Kapasitas : 23,7523 m3 Kondisi penyimpanan:
- Temperatur : 30 °C - Tekanan : 1 atm Kondisi fisik:
Diameter : 2,8922 m Tinggi shell : 3,6153 m Tebal shell : 3/16 in
Tebal tutup : 3/16 in
6. Tangki Penyimpanan EDTA (TT-107)
Fungsi : menyimpan EDTA untuk kebutuhan selama 30 hari Bentuk : silinder vertikal dengan dasar datar dan tutup datar Bahan konstruksi : StainlessSteel SA-240 grade 304
Jenis sambungan : Double welded butt joints Jumlah : 1 unit
Kapasitas : 41,4908 m3 Kondisi penyimpanan:
- Temperatur : 30 °C - Tekanan : 1 atm Kondisi fisik:
Diameter : 3,4832 m Tinggi shell : 4,3541 m Tebal shell : 3/16 in
Tinggi tutup : 0,0571 m Tebal tutup : 3/16 in
7. Static Mixer-1 (M-101)
Fungsi : mencampur palm oil stearin dan palm kernel oil Bentuk : pipa silinder dengan modifikasi penambahan sekat Bahan konstruksi : Commercial Steel
Kondisi operasi:
- Temperatur : 54,4 °C - Tekanan : 1 atm Kondisi fisik:
Jenis pipa : 1¼ in BWG 80 Diameter pipa : 0,0325 m
8. Static Mixer-2 (M-102)
Fungsi : mencampur NaOH, NaCl, gliserin dan H2O.
Bentuk : pipa silinder dengan modifikasi penambahan sekat Bahan konstruksi : commercial pipe steel
Kondisi operasi:
- Temperatur : 30 °C - Tekanan : 1 atm Kondisi fisik:
Jenis pipa : ¾ in BWG 80 Diameter pipa : 0,0188 m
Tipe element : SMX (Cross Bar) Jumlah elemen : 11
9. Plate Exchanger-1 (E-101)
Fungsi : memanaskan campuran asam lemak
Bentuk : balok berisi pelat-pelat tipis yang tersusun vertikal Bahan konstruksi : CarbonSteel SA-285 grade C
Susunan pelat : susunan 2 pass – 1 pass dengan aliran berlawanan arah Jumlah : 1 unit
Spacing : 3 mm Tebal pelat : 0,7 mm Lebal pelat : 15 cm Jumlah pelat : 77 Tinggi pelat : 0,1483 m
10.Plate Exchanger-2 (E-102)
Fungsi : memanaskan campuran NaOH, NaCl, gliserin dan H2O
Bentuk : balok berisi pelat-pelat tipis yang tersusun vertikal Bahan konstruksi : StainSteel SA-240 grade 304
Susunan pelat : susunan 4 pass – 2 pass dengan aliran berlawanan arah Jumlah : 1 unit
Tebal pelat : 0,7 mm Lebar pelat : 15 cm Jumlah pelat : 57 Tinggi pelat : 0,1728 m
11.Homogenizer-1 (M-201)
Fungsi : mencampur asam lemak campuran dengan larutan NaOH, NaCl dan gliserin.
Bentuk : silinder vertikal dengan dasar dan tutup elipsoidal Bahan konstruksi : Stainless Steel SA-240 grade 304
Jenis sambungan : Double welded butt joints Jumlah : 1 unit
Kapasitas : 0,0362 m3 Kondisi operasi:
- Temperatur : 70 °C - Tekanan : 1 atm Kondisi fisik:
Diameter : 0,3205 m Tinggi shell : 0,3419 m Tebal shell : 3/16 in
Tinggi tutup : 0,1357 m Tebal tutup : 3/16 in
Sistem pengaduk:
Jenis pengaduk : three blade propeller Jumlah baffle : 4 buah
Kecepatan : 400 rpm Diameter impeller : 0,1282 m Tebal baffle : 0,0320 m
12.Plug Flow Reactor (R-201)
Fungsi : melangsungkan proses netralisasi asam lemak. Bentuk : pipa horizontal dengan saluran loop.
Bahan konstruksi : Stainless Steel SA-240 grade 304 Jenis sambungan : Double welded butt joints
Jumlah : 1 unit Kapasitas : 2,4824 m3 Kondisi operasi:
- Temperatur : 120 °C - Tekanan : 2 – 3 bar(g) Kondisi fisik:
Diameter : 0,3162 m Panjang reaktor : 31,6175 m Tebal shell : 3/16 in
Sistem pemanas:
Jenis pemanas : pengatur suhu dan jaket pemanas Tebal jaket : 1 in
13.Homogenizer-2 (M-202)
Fungsi : mencampur sabun dengan larutan EDTA.
Bentuk : silinder vertikal dengan dasar dan tutup elipsoidal Bahan konstruksi : Stainless Steel SA-240 grade 304
Jenis sambungan : Double welded butt joints Jumlah : 1 unit
Kapasitas : 0,0934 m3 Kondisi operasi:
- Temperatur : 119,4 °C - Tekanan : 2 – 3 bar(g) Kondisi fisik:
Tinggi tutup : 0,1655 m Tebal tutup : 3/16 in
Sistem pengaduk:
Jenis pengaduk : three blade propeller Jumlah baffle : 4 buah
Kecepatan : 400 rpm Diameter impeller : 0,1759 m Tebal baffle : 0,0440 m
Baffle spacing : 0,0044 m Pitch : 0,4397 m
Daya : ¼ Hp
14.Vacuum Spray Dryer (D-301)
Fungsi : memisahkan sebagian air dari sabun
Bentuk : silinder vertikal dengan dasar dan tutup konikal Bahan konstruksi : Stainless Steel SA-240 grade 304
Jenis sambungan : Double welded butt joints Jumlah : 1 unit
Kapasitas : 34,8153 m3 Kondisi operasi:
- Temperatur : 32,9 °C - Tekanan : 50 milibar Kondisi fisik:
Diameter : 3,2125 m Tinggi shell : 3,2125 m Tebal shell : 1 5/8 in
Tinggi tutup : 0,4637 m Tebal tutup : 1 5/8 in
Sudut tutup konis : 30o Tinggi alas : 1,3911 m Tebal alas : 1 5/8 in
Panjang poros : 5,0673 m Panjang scrapper : 1,6063 m Panjang blade atas : 0,9274 m Panjang blade badan: 3,2125 m Panjang blade bawah: 1,6063 m Sistem pemanas:
Jenis pemanas : pengatur suhu dan jaket pemanas Tebal jaket : 1 in
15.Cyclone Separator-1 (FG-301)
Fungsi : memisahkan debu sabun dari uap air
Bentuk : silinder vertikal dengan tutup datar dan dasar konikal Bahan konstruksi : Stainless Steel SA-240 grade 304
Jenis sambungan : Double welded butt joints Jumlah : 1 unit
Kondisi operasi:
- Temperatur : 32,9 °C - Tekanan : 50 milibar Kondisi fisik:
Diameter : 2,4 m Tebal : 7/8 in
Tinggi inlet : 1,2 m Lebar inlet : 0,48 m Tinggi silinder : 3,6 m Tinggi dasar : 6 m Diameter exit atas : 1,2 m Diameter konikal : 0,9 m Sistem pemanas:
16.Cyclone Separator-2 (FG-302)
Fungsi : memisahkan debu sabun dari uap air
Bentuk : silinder vertikal dengan tutup datar dan dasar konikal Bahan konstruksi : Stainless Steel SA-240 grade 304
Jenis sambungan : Double welded butt joints Jumlah : 1 unit
Kondisi operasi:
- Temperatur : 32,9 °C - Tekanan : 50 milibar Kondisi fisik:
Diameter : 2,4 m Tebal : 7/8 in
Tinggi inlet : 1,2 m Lebar inlet : 0,48 m Tinggi silinder : 3,6 m Tinggi dasar : 6 m Diameter exit atas : 1,2 m Diameter konikal : 0,9 m Sistem pemanas:
Jenis pemanas : pengatur suhu dan jaket pemanas Tebal jaket : 1 in
17.Steam Ejector (L-301)
Fungsi : menciptakan tekanan vakum dalam vaccum spray dryer dan membuang uap air dari cyclone separator
Bentuk : silinder terbuka
Bahan konstruksi : Stainless Steel SA-240 grade 304 Jenis sambungan : Double welded butt joints
Jumlah : 2 unit
Perbandigan luas penampang ejector pertama, A2/A1: 9
18.Pompa-1 (J-101)
Fungsi : memompa palm stearin dari tanki penyimpanan ke static
mixer-1
Jenis : pompa rotary Bahan konstruksi : Commercial Steel Ukuran pipa : 2 in
Daya : 1/20 hp
19.Pompa-2 (J-102)
Fungsi : memompa PKO dari tanki penyimpanan ke static mixer-1 Jenis : pompa rotary
Bahan konstruksi : Commercial Steel Ukuran pipa : 1 in
Daya : 1/20 hp
20.Pompa-3 (J-103)
Fungsi : memompa NaOH dari tanki penyimpanan ke static mixer-2 Jenis : pompa rotary
Bahan konstruksi : Commercial Steel Ukuran pipa : 1 in
Daya : 1/20 hp
21.Pompa-4 (J-104)
Fungsi : memompa air dari tanki penyimpanan ke static mixer-2 Jenis : pompa rotary
Bahan konstruksi : Commercial Steel Ukuran pipa : ½ in
Daya : 1/20 hp
22.Pompa-5 (J-105)
Bahan konstruksi : Commercial Steel Ukuran pipa : 3/8 in
Daya : 1/20 hp
23.Pompa-6 (J-106)
Fungsi : memompa gliserin dari tanki penyimpanan ke static mixer-2 Jenis : pompa rotary
Bahan konstruksi : Commercial Steel Ukuran pipa : 1/8 in
Daya : 1/20 hp
24.Pompa-7 (J-107)
Fungsi : memompa EDTA dari tanki penyimpanan ke homogenizer-2 Jenis : pompa rotary
Bahan konstruksi : Commercial Steel Ukuran pipa : 1/8 in
Daya : 1/20 hp
25.Pompa-8 (J-108)
Fungsi : memompa campuran asam lemak ke plate exchanger-1 Jenis : pompa rotary
Bahan konstruksi : Commercial Steel Ukuran pipa : 2 in
Daya : 1/20 hp
26.Pompa-9 (J-109)
Fungsi : memompa campuran NaOH, H2O, NaCl dan gliserin ke plate
exchanger-2
Jenis : pompa rotary Bahan konstruksi : Commercial Steel Ukuran pipa : 1¼ in
27.Pompa-10 (J-110)
Fungsi : memompa campuran asam lemak ke homogenizer-1 Jenis : pompa rotary
Bahan konstruksi : Commercial Steel Ukuran pipa : 2 in
Daya : 1/20 hp
28.Pompa-11 (J-111)
Fungsi : memompa campuran NaOH, H2O, NaCl dan gliserin ke
homogenizer-1
Jenis : pompa rotary Bahan konstruksi : Commercial Steel Ukuran pipa : 1¼ in
Daya : 1/20 hp
29.Pompa-12 (J-201)
Fungsi : memompa umpan ke plug flow reactor Jenis : pompa rotary
Bahan konstruksi : Commercial Steel Ukuran pipa : 2½ in
Daya : 1 hp
30.Pompa-13 (J-202)
Fungsi : memompa sabun ke homogenizer-2 Jenis : pompa rotary
Bahan konstruksi : Commercial Steel Ukuran pipa : 2½ in
Daya : 1/20 hp
31.Pompa-14 (J-203)
Bahan konstruksi : Commercial Steel Daya : 1/10 hp
32.Screw Conveyor (C-301)
Fungsi : memindahkan sabun dari vaccum spray dryer ke ekstruder Bentuk : silinder panjang dengan screw di bagian dalam
Bahan konstruksi : Commercial Steel Diameter flights : 10 in
Diameter pipa : 2,5 in Diameter shaft : 2 in Kecepatan putar : 55 rpm Diameter feed : 9 in Daya : 0,85 hp
33.Stirred Tank Reactor (R-202)
Fungsi : mereaksikan sabun yang belum sesuai spesifikasi untuk 1 run Bentuk : silinder vertikal dengan dasar dan tutup elipsoidal
Bahan konstruksi : Stainless Steel SA-240 grade 304 Jenis sambungan : Double welded butt joints
Jumlah : 1 unit Kapasitas : 2,9789 m3 Kondisi operasi:
- Temperatur : 120 °C - Tekanan : 2 – 3 bar(g) Kondisi fisik:
Diameter : 1,3940 m Tinggi shell : 1,4870 m Tebal shell : ¼ in Tinggi tutup : 0,4057 m Tebal tutup : ¼ in Sistem pengaduk:
Jumlah baffle : 4 buah Kecepatan : 400 rpm Diameter impeller : 0,5576 m Tebal baffle : 0,1394 m
Baffle spacing : 0,0139 m Pitch : 1,3940 m Daya : 15,23 Hp
34.Shell and Tube Heat Exchanger (E-201)
Fungsi : memanaskan produk dari reaktor CSTR (R-102) Tipe : shell and tube heat exchanger
Jumlah : 1 unit Data tube:
OD tube : ¾ in
BWG : 16
Panjang : 8 ft
Pitch : 15/16 in triangular
Jumlah tube : 36 Jumlah pass : 1 Data shell:
Diameter : 8 in
Baffle spacing : 4 in
35.Duplex Twin Worm Vacuum Refiner (VE-301)
Fungsi : mengompress dan membentuk sabun menjadi bentuk peletan Bentuk : kotak berisi dua worm plodder kembar yang terhubung Bahan konstruksi : stainless steel (bagian ekstruder) dan mild steel (bagian luar) Tipe Vacuum Refiner : DRZ 400 RR
Diameter Worm : 400 mm Motor tahap I/II : 75 kW Pompa vacuum : 0,75 kW
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah suatu alat yang dipakai di dalam suatu proses kontrol untuk mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang diharapkan. Alat-alat pengendali tersebut dipasang pada setiap peralatan penting agar dengan mudah dapat diketahui kejanggalan-kejanggalan yang terjadi pada setiap bagian. Pada dasarnya tujuan pengendalian adalah untuk mencapai harga error yang paling minimum.
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk, pencatat, dan pemberi tanda bahaya. Peralatan instrumentasi biasanya bekerja dengan tenaga mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan apakah alat-alat tersebut dipasang diatas papan instrumen dekat peralatan proses (kontrol manual) atau disatukan dalam suatu ruang kontrol yang dihubungkan dengan bangsal peralatan (kontrol otomatis).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen adalah:
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas, pH, humiditas, titik embun, komposisi kimia, kandungan kelembaban, dan variabel lainnya.
Pada dasarnya sistem pengendalian terdiri dari : 1. Sensing Elemen/Elemen Perasa (Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variabel yang diukur.
2. Elemen pengukur (measuring element)
3. Elemen pengontrol (controlling element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur perubahan-perubahan proses tersebut sama dengan nilai set point (nilai yang diinginkan). Dengan demikian elemen ini dapat segera memperkecil ataupun meniadakan penyimpangan yang terjadi.
4. Elemen pengontrol akhir (final control element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar dari elemen pengontrol ke dalam proses sehingga variabel yang diukur tetap berada dalam batas yang diinginkan dan merupakan hasil yang dikehendaki.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan semi otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan dengan mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan variabel yang dikontrol maka instrumen akan bekerja sendiri untuk mengembalikan variabel pada kondisi semula, instrumen ini bekerja sebagai controller. Pengendalian secara semi otomatis adalah pengendalian yang mencatat perubahan-perubahan yang terjadi pada variabel yang dikontrol. Untuk mengubah variabel-variabel ke nilai yang diinginkan dilakukan usaha secara manual, instrumen ini bekerja sebagai pencatat (recorder).
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah: 1. Range yang diperlukan untuk pengukuran
2. Level instrumentasi
3. Ketelitian yang dibutuhkan 4. Bahan konstruksinya
5. Pengaruh pemasangan instrumentasi pada kondisi proses
Instrumentasi yang umum digunakan dalam pabrik adalah (Considine,1985): 1. Untuk variabel temperatur:
Temperature Controller (TC) adalah instrumentasi yang digunakan untuk
mengamati temperature suatu alat dan bila terjadi perubahan dapat melakukan pengendalian
Temperature Indicator (TI) adalah instrumentasi yang digunakan untuk
2. Untuk variabel tinggi permukaan cairan
Level Controller (LC) adalah instumentasi yang digunakan untuk
mengamati ketinggian cairan dalam suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
Level Indicator (LI) adalah instrumentasi yang digunakan untuk mengamati
ketinggian cairan dalam suatu alat. 3. Untuk variabel tekanan
Pressure Controller (PC) adalah instrumentasi yang digunakan untuk
mengamati tekanan operasi suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
Pressure Indicator (PI) adalah instrumentasi yang digunakan untuk
mengamati tekanan operasi suatu alat. 4. Untuk variabel aliran cairan
Flow Controller (FC) adalah instrumentasi yang digunakan untuk mengamati
laju alir larutan atau cairan yang melalui suatu alat dan bila terjadi perubahan dapat melakukan pengendalian.
Flow Indicator (FI) adalah instrumentasi yang digunakan untuk mengamati
laju aliran atau cairan suatu alat.
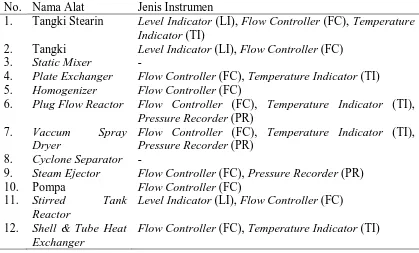
Tabel 6.1 Daftar Instrumentasi Pada Pra Rancangan Pabrik Pembuatan Soap Noodle No. Nama Alat Jenis Instrumen
1. Tangki Stearin Level Indicator (LI), Flow Controller (FC), Temperature Indicator (TI)
2. Tangki Level Indicator (LI), Flow Controller (FC)
3. Static Mixer -
4. Plate Exchanger Flow Controller (FC), Temperature Indicator (TI)
5. Homogenizer Flow Controller (FC)
6. Plug Flow Reactor Flow Controller (FC), Temperature Indicator (TI), Pressure Recorder (PR)
7. Vaccum Spray Dryer
Flow Controller (FC), Temperature Indicator (TI), Pressure Recorder (PR)
8. Cyclone Separator -
9. Steam Ejector Flow Controller (FC), Pressure Recorder (PR)
10. Pompa Flow Controller (FC)
11. Stirred Tank Reactor
Level Indicator (LI), Flow Controller (FC)
12. Shell & Tube Heat
Exchanger
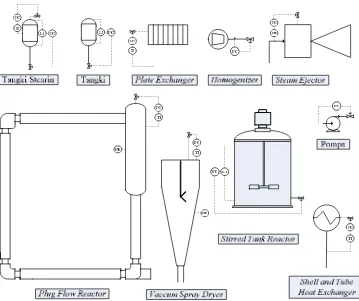
Gambar 6.1 Instrumentasi pada Alat
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan pabrik pada saat perancangan dan saat pabrik beroperasi.
Salah satu faktor yang penting sebagai usaha menjamin keselamatan kerja adalah dengan menumbuhkan dan meningkatkan kesadaran karyawan akan pentingnya usaha untuk menjamin keselamatan kerja. Usaha-usaha yang dapat dilakukan antara lain:
- Melakukan pelatihan secara berkala bagi karyawan
- Membuat peraturan tata cara dengan pengawasan yang baik dan memberi sanksi bagi karyawan yang tidak disiplin
- Membeli karyawan dengan keterampilan menggunakan peralatan secara benar dan cara-cara mengatasi kecelakaan kerja
pemerintah Republik Indonesia telah mengeluarkan Undang-Undang Keselamatan Kerja pada tanggal 12 Januari 1970. Semakin tinggi tingkat keselamatan kerja dari suatu pabrik maka makin meningkat pula aktivitas kerja para karyawan. Hal ini disebabkan oleh keselamatan kerja yang sudah terjamin dan suasana kerja yang menyenangkan.
Untuk mencapai hal tersebut adalah menjadi tanggung jawab dan kewajiban para perancang untuk merencanakannya. Hal-hal yang perlu dipertimbangkan dalam perancangan pabrik untuk menjamin adanya keselamatan kerja adalah sebagai berikut:
- Penanganan dan pengangkutan bahan menggunakan manusia harus seminimal mungkin .
- Adanya penerangan yang cukup dan sistem pertukaran udara yang baik. - Jarak antar mesin-mesin dan peralatan lain cukup luas.
- Setiap ruang gerak harus aman dan tidak licin .
- Setiap mesin dan peralatan lainnya harus dilengkapi alat pencegah kebakaran. - Tanda-tanda pengaman harus dipasang pada setiap tempat yang berbahaya. - Penyediaan fasilitas pengungsian bila terjadi kebakaran.
6.3 Keselamatan Kerja Pada Pabrik Pembuatan Soap Noodle
Dalam rancangan pabrik pembuatan soap noodle, usaha-usaha pencegahan terhadap bahaya-bahaya yang mungkin terjadi dilakukan sebagai berikut:
6.3.1 Pencegahan Terhadap Kebakaran dan Peledakan
- Untuk mengetahui adanya bahaya kebakaran maka sistem alarm dipasang pada tempat yang strategis dan penting seperti laboratorium dan ruang proses.
- Pada peralatan pabrik yang berupa tangki dibuat main hole dan hand hole yang cukup untuk pemeriksaan.
- Sistem perlengkapan energi seperti pipa bahan bakar, saluran udara, saluran
steam, dan air dibedakan warnanya dan letaknya tidak menggangu gerakan
karyawan.
- Mobil pemadam kebakaran yang ditempatkan di fire station setiap saat dalam keadaan siaga.
yang aman dan dikontrol secara teratur.
Sesuai dengan peraturan yang tertulis dalam Peraturan Tenaga Kerja No. Per/02/Men/1983 tentang instalasi alarm kebakaran otomatis, yaitu:
Detektor Kebakaran, merupakan alat yang berfungsi untuk mendeteksi secara dini adanya suatu kebakaran awal. Alat ini terbagi atas:
Smoke detector adalah detector yang bekerja berdasarkan terjadinya
akumulasi asap dalam jumlah tertentu.
Gas detector adalah detector yang bekerja berdasarkan kenaikan konsentrasi
gas yang timbul akibat kebakaran ataupun gas-gas lain yang mudah terbakar. Alarm Kebakaran, merupakan komponen dari sistem deteksi dan alarm
kebakaran yang memberikan isyarat adanya suatu kebakaran. Alarm ini berupa:
Alarm kebakaran yang memberi tanda atau isyarat berupa bunyi khusus (audible alarm).
Alarm kebakaran yang memberi tanda atau isyarat yang tertangkap oleh pandangan mata secara jelas (visible alarm).
Panel Indikator Kebakaran
Panel Indikator Kebakaran adalah suatu komponen dari sistem deteksi dan alarm kebakaran yang berfungsi mengendalikan kerja sistem dan terletak di ruang operator.
6.3.2 Peralatan Perlindungan Diri
- Pakaian dan perlengkapan pelindung. - Sepatu pengaman.
- Pelindung mata. - Masker udara. - Sarung tangan.
6.3.3 Keselamatan Kerja Terhadap Listrik
- Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekring atau pemutus arus listrik otomatis lainnya.
- Penempatan dan pemasangan motor-motor listrik tidak boleh mengganggu lalu lintas pekerja.
- Memasang papan tanda larangan yang jelas pada daerah sumber tegangan tinggi. - Isolasi kawat hantaran listrik harus disesuaikan dengan keperluan.
- Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat penangkal petir yang dibumikan.
- Kabel-kabel listrik yang letaknya berdekatan dengan alat-alat yang bekerja pada suhu tinggi harus diisolasi secara khusus.
6.3.4 Pencegahan Terhadap Gangguan Kesehatan
- Setiap karyawan diwajibkan untuk memakai pakaian kerja selama berada di dalam lokasi pabrik.
- Dalam menangani bahan-bahan kimia yang berbahaya, karyawan diharuskan memakai sarung tangan karet serta penutup hidung dan mulut.
- Bahan-bahan kimia yang selama pembuatan, pengelolaan, pengangkutan, penyimpanan, dan penggunaannya dapat menimbulkan ledakan, kebakaran, korosi, maupun gangguan terhadap kesehatan harus ditangani secara cermat.
- Poliklinik yang memadai disediakan di lokasi pabrik.
6.3.5 Pencegahan Terhadap Bahaya Mekanis
- Alat-alat dipasang dengan penahan yang cukup berat untuk mencegah kemungkinan terguling atau terjatuh.
- Sistem ruang gerak karyawan dibuat cukup lebar dan tidak menghambat kegiatan karyawan.
- Jalur perpipaan sebaiknya berada di atas permukaan tanah atau diletakkan pada atap lantai pertama kalau di dalam gedung atau setinggi 4,5 meter bila diluar gedung agar tidak menghalangi kendaraan yang lewat.
- Letak alat diatur sedemikian rupa sehingga para operator dapat bekerja dengan tenang dan tidak akan menyulitkan apabila ada perbaikan atau pembongkaran. - Pada alat-alat yang bergerak atau berputar harus diberikan tutup pelindung untuk
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai-nilai disiplin bagi para karyawan yaitu:
- Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan. - Setiap peraturan dan ketentuan yang ada harus dipatuhi.
- Perlu keterampilan untuk mengatasi kecelakaan dengan menggunakan peralatan yang ada.
- Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan pada atasan.
- Setiap karyawan harus saling mengingatkan perbuatan yang dapat menimbulkan bahaya.
- Setiap kontrol secara periodik terhadap alat instalasi pabrik oleh petugas
BAB VII
UTILITAS
Utilitas dalam suatu pabrik adalah sarana penunjang utama dalam kelancaran operasi. Mengingat pentingnya utilitas ini, maka segala sarana dan prasarananya haruslah direncanakan sedemikian rupa sehingga dapat menjamin kelangsungan operasi pabrik. Berdasarkan kebutuhannya, utilitas pada “Prarancangan Pabrik Pembuatan Soap Noodle” meliputi:
1. Kebutuhan uap (steam) 2. Kebutuhan air
3. Kebutuhan bahan kimia 4. Kebutuhan bahan bakar 5. Kebutuhan listrik 6. Unit pengolahan limbah
7.1. Kebutuhan Uap (Steam)
Pada pengoperasian pabrik dibutuhkan uap sebagai media pemanas. Adapun kebutuhan uap pada “ Prarancangan Pabrik Pembuatan Soap Noodle” dijabarkan dalam tabel di bawah.
Tabel 7.1 Kebutuhan Uap
Nama Peralatan Banyaknya uap yang dibutuhkan (kg/jam)
Plate Exchanger-1 109,6094
Plate Exchanger-2 150,1316
Plug Flow Reactor 654,0538
Vacuum Spray Dryer 190,5697
Steam Ejector 845,6090
Total 1.949,9734
Tambahan untuk kebocoran dan lain-lain diambil 5% dan faktor keamanan diambil sebesar 20% (Perry, 1997). Maka kebutuhan uap adalah:
Tambahan untuk kebocoran = 5% × 1.949,9734 kg/jam = 97,4987 kg/jam Faktor keamanan = 20% × 1.949,9734 kg/jam = 389,9947 kg/jam
Diperkirakan 80% kondensat dapat digunakan kembali (Evans, 1978), sehingga kondensat yang digunakan kembali adalah:
Massa kondensat = 80% × 2.437,4667 kg/jam = 1.949,9734 kg/jam
7.2 Kebutuhan Air
Kebutuhan air pada ”Prarancangan Pabrik Pembuatan Soap Noodle” ini mencakup kebutuhan air umpan ketel, proses dan domestik.
1. Kebutuhan air untuk ketel
Air yang dibutuhkan = 2.437,4667 - 1.949,9734 = 487,4933 kg/jam 2. Kebutuhan air proses
Kebutuhan air proses pada pabrik ini adalah: Tabel 7.2 Kebutuhan air proses
Alat Massa (kg/jam)
Tangki NaOH 1.059,0224
Tangki Air 415,7776
Tangki NaCl 160,0000
Tangki EDTA 36,0000
Total 1.670,8000
3. Kebutuhan air untuk berbagai kebutuhan
Perkiraan pemakaian air untuk berbagai kebutuhan adalah sebagai berikut : Domestik dan kantor
Kebutuhan air domestik untuk tiap orang/shift adalah 40 – 100 liter/hari (Metcalf & Eddy, 1991). Diambil 66,4557 liter/hari (2,7690 liter/jam)
Total kebutuhan air = 2,7690 liter/jam × 158 = 437,5 liter/jam
Densitas air pada 30°C = 995,68 kg/m3 (Geankoplis, 2003) Massa air = 437,5 × 995,68/1000 = 435.61 kg/jam
Jumlah air yang disediakan = 450 kg/jam Laboratorium
Kebutuhan air untuk laboratorium adalah 1000 – 1800 liter/hari (Metcalf & Eddy, 1991). Diambil 1200 liter/hari (50 liter/jam)
Kantin dan tempat ibadah
Kebutuhan air untuk kantin dan rumah ibadah adalah 40 – 120 liter/hari (Metcalf & Eddy, 1991). Diambil total 240 liter/hari (10 liter/jam)
Massa air = 10 × 995,68/1000 = 9,9568 kg/jam Jumlah air yang disediakan = 10 kg/jam
Poliklinik
Kebutuhan air untuk poliklinik adalah 1200 – 1500 liter/hari (Metcalf & Eddy, 1991). Diambil 1200 liter/hari (50 liter/jam)
Massa air = 50 × 995,68/1000 = 49,7840 kg/jam Jumlah air yang disediakan = 50 kg/jam
Total kebutuhan pemakaian air = 540 kg/jam
Total kebutuhan air yang memerlukan pengolahan awal adalah: = 487,4933 kg/jam + 1.670,8000 kg/jam + 540 = 2.698,2933 kg/jam Debit air = 2.698,2933/ 995,68 = 2.7100 m3/jam = 0,7528 liter/detik
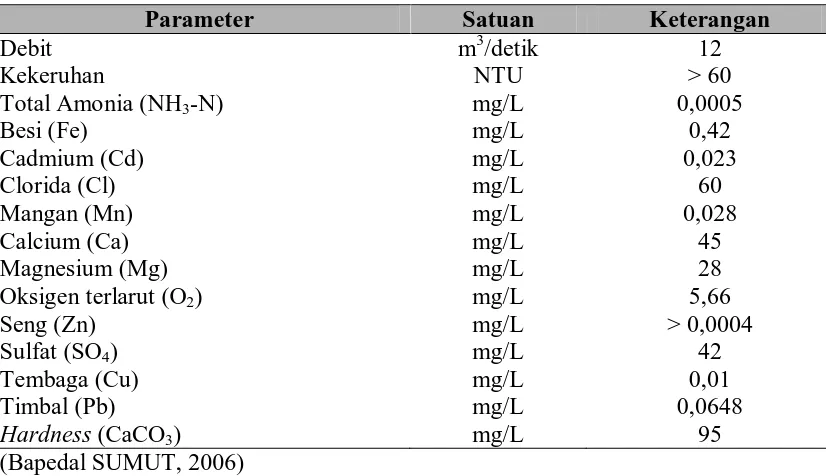
Sumber air untuk pabrik ini berasal dari sungai Deli, daerah Labuhan, Sumatera Utara. Debit air sungai 12 m3/detik (Bapedal SUMUT, 2006). Kualitas air sungai Deli ini ditabulasi pada tabel 7.3.
Tabel 7.3 Kualitas Air Sungai Deli
Parameter Satuan Keterangan
Untuk menjamin kelangsungan penyediaan air, maka di lokasi pengambilan air dibangun fasilitas penampungan air (water intake) yang juga merupakan tempat pengolahan awal air sungai. Pengolahan ini meliputi penyaringan sampah dan kotoran yang terbawa bersama air. Selanjutnya air dipompakan ke lokasi pabrik untuk diolah dan digunakan sesuai dengan keperluannya. Pengolahan air di pabrik terdiri dari beberapa tahap (seperti terlihat pada flowsheet pengolahan air), yaitu: 1. Screening
2. Pengendapan 3. Klarifikasi 4. Filtrasi
5. Demineralisasi 6. Deaerasi
7.2.1 Screening
Screening merupakan tahap awal dari pengolahan air. Pada screening,
partikel-partikel padat yang besar akan tersaring tanpa bantuan bahan kimia. Sedangkan partikel-partikel yang lebih kecil akan terikut bersama air menuju unit pengolahan selanjutnya.
7.2.2 Sedimentasi
Setelah air disaring pada screening, di dalam air tersebut masih terdapat partikel-partikel padatan kecil yang tidak tersaring pada screening. Untuk menghilangkan padatan tersebut, maka air yang sudah disaring tadi dimasukkan ke dalam bak sedimentasi untuk mengendapkan partikel-partikel padatan.
7.2.3 Klarifikasi
Klarifikasi merupakan proses penghilangan kekeruhan di dalam air. Air dari
screening dialirkan ke dalam clarifier setelah diinjeksikan larutan alum Al2(SO4)3
dan larutan soda abu Na2CO3. Larutan Al2(SO4)3 berfungsi sebagai koagulan utama
dan larutan Na2CO3 sebagai koagulan tambahan yang berfungsi sebagai bahan
bereaksi substitusi dengan ion-ion logam membentuk senyawaan karbonat yang kurang/tidak larut.
Setelah pencampuran yang disertai pengadukan maka akan terbentuk flok-flok yang akan mengendap ke dasar clarifier karena gaya gravitasi, sedangkan air jernih akan keluar melimpah (overflow) yang selanjutnya akan masuk ke penyaring pasir (sand filter) untuk penyaringan.
Pemakaian larutan alum bergantung pada kekeruhan air yang akan diolah, dimana kekeruhan air setelah pengendapan berkisar pada 20 – 30 NTU (Lab. USU, 2009). Kadar alum yang diperlukan berkisar dari 30 hingga 50 ppm terhadap jumlah air yang akan diolah, sedangkan perbandingan pemakaian alum dan soda abu = 1 : 0,54 (Baumann, 1971). Untuk menjaga agar kebutuhan alum terpenuhi untuk situasi dimana kekeruhan air sungai meningkat drastis seperti setelah hujan deras, perhitungan kebutuhan alum menggunakan acuan kebutuhan 50 ppm.
Total kebutuhan air = 2.698,2933 kg/jam Pemakaian larutan alum = 50 ppm
Pemakaian larutan soda abu = 0,54 50 = 27 ppm
Massa alum yang dibutuhkan = 50 10-6 2.698,2933 kg/jam = 0,1349 kg/jam Massa abu soda yang dibutuhkan = 27 10-6 2.698,2933 kg/jam = 0,0729 kg/jam
7.2.4 Filtrasi
Filtrasi berfungsi untuk memisahkan flok yang tidak mengendap dalam
clarifier, melimpah bersama air di alur keluaran clarifier. Penyaring pasir (sand filter) yang digunakan terdiri dari 3 lapisan, yaitu:
a. Lapisan I terdiri dari pasir hijau (green sand) setinggi 24 in b. Lapisan II terdiri dari anterakit setinggi 12,5 in
c. Lapisan III terdiri dari batu kerikil (gravel) setinggi 7 in
Untuk air domestik, laboratorium, kantin, dan tempat ibadah, serta poliklinik, dilakukan proses klorinasi, yaitu mereaksikan air dengan klor untuk membunuh kuman-kuman di dalam air. Klor yang digunakan biasanya berupa kaporit, Ca(CIO)2.
Perhitungan kebutuhan kaporit, Ca(CIO)2:
Total kebutuhan air yang memerlukan proses klorinasi = 540 kg/jam: Kaporit yang digunakan direncanakan mengandung klorin 70% Kebutuhan klorin = 2 ppm dari berat air
Total kebutuhan kaporit = (2.10-6× 540)/0,7 = 0,0015 kg/jam
7.2.5 Demineralisasi
Air untuk umpan ketel harus semurni mungkin dan bebas dari garam-garam terlarut. Untuk itu perlu dilakukan proses demineralisasi, yaitu proses penghilangan ion-ion terlarut dari dalam air. Alat demineralisasi dibagi atas:
1. Penukar Kation (Cation Exchanger)
Penukar kation berfungsi untuk mengikat logam-logam alkali dan mengurangi kesadahan air yang digunakan. Proses yang terjadi adalah pertukaran antara kation Ca, Mg dan kation lain yang larut dalam air dengan kation dari resin. Resin yang digunakan bermerek Daulite C-20. Reaksi yang terjadi:
2H+R + Ca2+ Ca2+R + 2H+ 2H+R + Mg2+ Mg2+R + 2H+
Untuk regenerasi dipakai H2SO4 berlebih dengan reaksi:
Ca2+R + H2SO4 CaSO4 + 2H+R
Mg2+R + H2SO4 MgSO4 + 2H+R
2. Penukar Anion (Anion Exchanger)
Penukar anion berfungsi untuk menukar anion yang terdapat dalam air dengan ion hidroksida dari resin. Resin yang digunakan bermerek Dowex 2. Reaksi yang terjadi:
2ROH + SO42- R2SO4 + 2OH
Untuk regenerasi dipakai larutan NaOH dengan reaksi:
Massa air yang diolah = 487,4933 kg/jam Densitas air = 995,68 kg/m3
Kesadahan air olahan = 74,1294 × 487,4933/(995,68 × 3600) = 10,0818 mg/detik (0,8711 kg/hari) Ukuran Cation Exchanger:
Dari Tabel 12.4, Nalco, 1979, diperoleh: - Diameter penukar kation = 2 ft - Luas penampang penukar kation = 3,14 ft2 - Jumlah penukar kation = 1 unit Volume resin yang diperlukan:
Dari Tabel 12.2, Nalco, 1979, diperoleh: - Kapasitas resin = 20 kg/ft3
- Kebutuhan regenerant = 6 lb H2SO4/ft3 resin
Kebutuhan resin = 3
kg/ft
= 0,0139 ft < tinggi minimum resin = 2,5 ft (Nalco,1979)
Direncanakan tinggi resin = 2,5 ft
Volume resin = 2,5 ft 3,14 ft2 = 7,85 ft3
Waktu regenerasi =
Kebutuhan regenerant H2SO4 = 0,8711 kg/hari × 3
= 0,2613 lb/hari = 0,1186 kg/hari
Perhitungan Anion
Air Sungai Deli mengandung Anion Cl-, SO42-, CO32- masing-masing 60 mg/l; 42
mg/l dan 95 mg/l (Bapedal SUMUT, 2006). Total konsentrasi anion = 60 + 42 + 95
= 197 mg/L
Total anion dalam air = 197 487,4933/(995,68 × 3600) = 26,7925 mg/detik (2,3149 kg/hari) Ukuran Anion Exchanger:
Dari Tabel 12.4, Nalco, 1979, diperoleh: - Diameter penukar anion = 2 ft - Luas penampang penukar anion = 3,14 ft2 - Jumlah penukar anion = 1 unit Volume resin yang diperlukan:
Dari Tabel 12.7, Nalco, 1979, diperoleh: - Kapasitas resin = 12 kg/ft3
Waktu regenerasi =
kg/hari
Kebutuhan regenerant NaOH = 2,3149 kg/hari × 3
3
kg/ft 12